EP4298025B1 - Manschettenförmiges aussenteil, damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters - Google Patents
Manschettenförmiges aussenteil, damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters Download PDFInfo
- Publication number
- EP4298025B1 EP4298025B1 EP22707702.1A EP22707702A EP4298025B1 EP 4298025 B1 EP4298025 B1 EP 4298025B1 EP 22707702 A EP22707702 A EP 22707702A EP 4298025 B1 EP4298025 B1 EP 4298025B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- outer part
- end portion
- adhesive layer
- container
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/22—Boxes or like containers with side walls of substantial depth for enclosing contents
- B65D1/26—Thin-walled containers, e.g. formed by deep-drawing operations
- B65D1/265—Drinking cups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/34—Coverings or external coatings
- B65D25/36—Coverings or external coatings formed by applying sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/38—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents with thermal insulation
- B65D81/3865—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents with thermal insulation drinking cups or like containers
- B65D81/3874—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents with thermal insulation drinking cups or like containers formed of different materials, e.g. laminated or foam filling between walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2313/00—Connecting or fastening means
- B65D2313/10—Adhesive or cohesive means for holding the contents attached to the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2565/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D2565/38—Packaging materials of special type or form
- B65D2565/381—Details of packaging materials of special type or form
- B65D2565/385—Details of packaging materials of special type or form especially suited for or with means facilitating recycling
Definitions
- the invention relates to a combination packaging container formed from an inner container and an outer part.
- the invention also relates to a method for producing the combination packaging container, as well as a method for separating the combination packaging container into its inner container and outer part by separating the overlapping area of the outer part.
- a predetermined separation region comprises an actuating means with a detection section for separating separation sections located on both sides.
- the detection section is arranged offset laterally from the separating sections, which are aligned convergingly and are spaced apart from an imaginary straight connecting line between them, as seen in the circumferential direction.
- a separate predetermined separation section is formed in the jacket of the outer part between each detection section end and a respective end of the separating sections. The lower end of the outer part facing the closed end of the inner container is supported on a support shoulder projecting radially outwards.
- the object of the present invention was to overcome the disadvantages of the prior art and to provide a combination packaging container comprising a cup-shaped inner container with a sleeve-shaped outer part surrounding it, where the sleeve-shaped outer part can be easily removed from the inner container for recycling purposes.
- the adhesive layer is designed such that the first end section and the second end section can be detached from each other again in the overlapping area from the coupled state.
- the blank according to the invention has the surprising advantage that a removable adhesive layer can be used to ensure that a combination packaging container wrapped with the blank can be separated more easily.
- the blank may be formed as a single piece. Furthermore, it is also conceivable for the blank itself to be formed from multiple parts, whereby the individual parts of the blank may also be adhered to one another by means of an adhesive layer.
- the blank has a multi-layer composite structure, wherein a carrier layer, in particular made of a cellulose material, is formed and wherein at least in sections a printing layer is arranged on the carrier layer and wherein at least in sections a sealing layer is formed,
- the printing layer is arranged at least partially between the carrier layer and the sealing layer, with the adhesive layer being arranged on the sealing layer.
- the carrier layer has a tensile strength between 2N/mm 2 and 20N/mm 2 , in particular between 5N/mm 2 and 15N/mm 2 , preferably between 8N/mm 2 and 12N/mm 2 .
- Additional layers may be present between the individual layers or in addition to the individual layers.
- the sealing layer is partially removed or interrupted in the area of the adhesive layer so that the adhesive layer can bond directly to one of the layers below the sealing layer.
- the sealing layer forms the outer surface of the blank or outer part.
- the sealing layer is formed from a heat-resistant lacquer.
- the heat resistance can be up to a maximum temperature between 160°C and 300°C.
- a lacquer is selected that can be exposed to a temperature of 180°C to 200°C for a period of 15 to 20 minutes without destroying the lacquer film. This has the advantage that this measure can create a sealing layer to which a hot-melt adhesive can be applied without the hot-melt adhesive melting the sealing layer. This can improve the releasability of the adhesive layer.
- the adhesive layer can be removed from the sealing layer without leaving any residue and without being destroyed.
- the varnish can be water-based.
- the varnish can be transferred to a varnish plate in a printing press via a chamber doctor blade system—a pressurized chamber—via an anilox roller.
- the varnish can be applied at a specific grammage of 0.5g/cm 2 to 1.5g/cm 2 , in particular 0.8g/cm 2 to 1.2g/cm 2 , preferably 0.95g/cm 2 to 1.05g/cm 2 .
- the printing layer is recessed in the area of the adhesive layer, in particular that the sealing layer is arranged directly on the carrier layer in this area.
- the extent of the recess of the printing layer is smaller than the extension of the overlapping area. This can ensure that the visible surface of the outer part of the combination packaging container can have an optical representation on its entire outer surface.
- an outer part is designed to enclose a cup-shaped inner container, wherein the inner container has a container shell which has an open end and an end closed by a base, wherein the outer part is formed from a blank, which blank has a first end section and a second end section, wherein the blank is wound into a shell and the first end section and the second end section are coupled to one another in an overlapping region by means of an adhesive layer made of an adhesive, wherein the outer part further has a first end side and a second end side and the two end sides are spaced apart from one another.
- the adhesive layer is designed such that the first end section and the second end section can be detached from one another in the overlapping region.
- the outer part according to the invention has the surprising advantage that a detachable adhesive layer can be used to improve the separation of a combination packaging container wrapped with the outer part.
- the outer part may be formed as a single piece. Furthermore, it is also conceivable for the outer part to be formed from multiple parts, whereby the individual parts of the outer part can also be adhered to one another by means of an adhesive layer.
- the combination packaging container according to the invention offers the surprising advantage that a detachable adhesive layer makes it possible to improve the separation of the inner container wrapped with the outer part during disposal.
- the measures according to the invention can achieve an automated separation of the outer part from the inner container if the combination packaging container is excessively deformed when empty, as is the case, for example, during waste transport. This results in a complete separation of the outer part from the inner container.
- the recyclability of the combination packaging container can be achieved even if the end user does not consciously separate the outer part from the inner container. separated in order to dispose of them separately.
- the inventive design of the combination packaging container prevents unwanted detachment of the outer part from the inner container when the combination packaging container is filled, and improves separability during disposal.
- the adhesive is a hot-melt adhesive.
- This offers the advantage that a hot-melt adhesive can be easily applied to the blank or outer part during the manufacturing process and, in addition, exhibits surprisingly good releasability.
- the adhesive is a pressure-sensitive adhesive.
- the adhesive layer in the first end section rests against an outer surface and the adhesive layer in the second end section rests against an inner surface, wherein the first end section in the region of the outer surface against which the adhesive layer rests has a first tensile strength and the second end section in the region of the inner surface against which the adhesive layer rests has a second tensile strength and that the adhesive has a peel strength, wherein the peel strength of the adhesive is lower than the first tensile strength of the outer surface of the first end section. Furthermore, it can be provided that the peel strength of the adhesive is greater than the second tensile strength of the inner surface of the second end section. This brings with it the surprising advantage that this measure can improve the separability of the two end sections. In particular, this measure allows the adhesive layer to be completely removed from the outer surface of the first end section during separation.
- the adhesive can have a peel strength and a shear strength, with the adhesive being selected such that the shear strength is greater than the peel strength.
- the adhesive when adhering to the sealing layer, has a shear strength of between 0.04 N/mm 2 and 2 N/mm 2 , in particular between 0.09 N/mm 2 and 1 N/mm 2 , preferably between 0.12 N/mm 2 and 0.5 N/mm 2.
- the adhesive when adhering to the sealing layer, to have a peel strength of between 0.0005 N/mm 2 and 1 N/mm 2 , in particular between 0.001 N/mm 2 and 0.01 N/mm 2 , preferably between 0.003 N/mm 2 and 0.007 N/mm 2 .
- This has the surprising advantage that this measure can prevent an undesired separation of the two end sections and, at the same time, a desired separation of the two end sections can be achieved in the event of disposal.
- the adhesive has a tensile strength between 0.1 N/mm 2 and 60 N/mm 2 , in particular between 1 N/mm 2 and 30 N/mm 2 , preferably between 10 N/mm 2 and 20 N/mm 2.
- the strength values can be determined using the standard "DIN EN 1465 Adhesives - Determination of the tensile shear strength of high-strength overlap bonds", whereby the material pairing present on the product is used as the material pairing to determine the strength values.
- the adhesive has a peel strength, a shear strength, and a tensile strength, with the adhesive being selected such that the tensile strength is greater than the shear strength and the tensile strength is greater than the peel strength.
- a first longitudinal edge is formed on the first end section, which has a first longitudinal edge length, wherein the adhesive layer has an elongated extension and is arranged parallel to the longitudinal edge.
- the length of the adhesive layer is between 100% and 80%, in particular between 99% and 85%, preferably between 97% and 93% of the first longitudinal edge length.
- This has the advantage that the outer part can be uniformly closed over its entire vertical extent and thus has a homogeneous shape. This surprisingly makes it possible to achieve improved retention of the outer part on the inner container in the state in which it is used and, moreover, to achieve improved separability of the outer part from the inner container in the event of disposal.
- the adhesive layer is strip-shaped.
- the adhesive layer is applied at intervals running parallel to the longitudinal edge, for example in the form of adhesive layer dots between the first end section and the second end section.
- the width of the adhesive layer can be between 1 mm and 10 mm, in particular between 1.5 mm and 7 mm, preferably between 2.5 mm and 3.5 mm.
- This has the advantage that the outer part can be evenly closed over its entire vertical extent and thus has a homogeneous shape.
- the adhesive layer is strip-shaped.
- the adhesive layer is applied at intervals running parallel to the longitudinal edge, for example in the form of adhesive layer dots between the first end section and the second end section.
- the adhesive layer is arranged at a distance of between 1 mm and 10 mm, in particular between 1.5 mm and 7 mm, preferably between 2.5 mm and 3.5 mm, from the second longitudinal edge.
- This has the advantage that the outer part can be uniformly closed over its entire vertical extent and has no loose, protruding areas, which would lead to an undesired separation of the outer part during handling of the combination packaging container.
- This surprisingly makes it possible to achieve an improved hold of the outer part on the inner container in the state of use and, moreover, an improved separability of the outer part from the inner container in the event of disposal.
- At least one intended separation area is formed in the blank of the outer part, wherein the intended separation area is formed in the form of a perforation in the blank of the outer part, wherein the intended separation area is arranged at a distance from the adhesive layer.
- the inner container may have a radially outwardly projecting shoulder in the region of the closed end, which shoulder serves as an axial stop for the first end face of the outer part.
- the shoulder can be designed to taper conically, at least in sections, from the open end to the closed end. This measure can improve the axial sliding of the outer part onto the inner container during the production of the combination packaging container.
- the container shell of the inner container prefferably be tapered, at least in sections, from the open end to the closed end. This has the advantage that these measures can improve the stackability of several of the combination packaging containers.
- the shaping of the outer part and the bonding of the first end section and the second end section in an overlapping area by means of an adhesive layer takes place in a separate process step, and the thus shaped outer part is only pushed onto the inner container in a further process step by axial displacement.
- the outer part in an alternative embodiment, it is also conceivable for the outer part to be wound or formed directly onto the inner container.
- the inner container can be mounted on a winding mandrel.
- the method according to the invention offers the surprising advantage that a detachable adhesive layer makes it possible to improve the separation of the inner container wrapped with the outer part during disposal.
- the measures according to the invention can achieve automated separation of the outer part from the inner container if the combination packaging container is excessively deformed when empty, as is the case, for example, during waste transport. This results in complete separation of the outer part from the inner container.
- the recyclability of the combination packaging container can thus be achieved even if the end user does not intentionally separate the outer part from the inner container in order to dispose of them separately.
- the design of the combination packaging container according to the invention can prevent unwanted detachment of the outer part from the inner container when the combination packaging container is full, and improves separability during disposal.
- a hot-melt adhesive to apply the adhesive layer to the blank, which is applied to an outer surface of the blank in the region of the first end section before the outer part is formed.
- a hot-melt adhesive can be applied to the blank more easily and also provides improved separability.
- the adhesive layer is applied to the blank before the outer part is formed in the region of the second end section on an inner surface of the blank.
- the hot-melt adhesive is initially in granular form and is melted by heating, in particular to a temperature between 130°C and 160°C, and then pressed through a nozzle for application to the outer surface of the blank. This has the advantage that this measure can achieve a sufficient bond between the hot-melt adhesive and the blank.
- a method for separating a combination packaging container with a cup-shaped inner container, wherein the inner container has a container shell which has an open end and an end closed by a base, and an outer part which surrounds the inner container, wherein the outer part is formed from a blank, which blank has a first end section and a second end section, wherein the blank is wound into a shell and the first end section and the second end section are coupled to one another in an overlapping region by means of an adhesive layer made of an adhesive, wherein the outer part further has a first end face and a second end face and the two end faces are spaced apart from one another, wherein the first end face faces the base and the second end face faces the open end of the inner container.
- the first end section of the outer part and the second end section of the outer part are detached from one another at the adhesive layer in the overlapping region.
- the method of separating the combination packaging container is carried out when the combination packaging container is empty.
- the first end section of the outer part and the second end section of the outer part are separated from one another in the overlapping area at the adhesive layer by applying a compressive force (-F-) directed towards the combination packaging container, thereby spatially deforming the outer part and the container shell of the combination packaging container.
- the spatial deformation of the outer part and the container shell in the area of the adhesive layer initiates a separating force which leads to the adhesive layer being separated from the first end section or to the adhesive layer being separated from the second end section.
- the separation of the combination packaging container can be achieved, for example, by the ambient conditions during waste removal. In particular during transport in a garbage truck, large forces and thus large deformations act on the combination packaging container, which can cause the outer part to be separated from the inner container.
- the spatial deformation of the outer part includes an axial deformation greater than 1.5 cm from an undeformed use state and/or a radial deformation greater than 2 cm from an undeformed use state. This can ensure that the combination packaging container can be separated, for example, by the ambient conditions during waste removal. Particularly during transport in a garbage truck, large forces and thus large deformations act on the combination packaging container, which can cause the outer part to separate from the inner container.
- the advantage achieved in this way is that the support area or support section on the shoulder of the inner container, already defined by the first end face, is further improved by the provision or formation of the additional support device.
- the additional support device reduces the clear inner dimension compared to the undeformed configuration, thus achieving an even better locking effect on the inner container.
- tolerance-related manufacturing inaccuracies do not lead to any further disadvantages in the fixed positioning of the outer part on the inner container, and this is even possible without the adhesive point between the container shell and the outer part, which is otherwise usually applied for securing purposes. This creates an outer part that can also be more easily detached from the inner container for disposal.
- the additional support device can comprise at least one support element, and the at least one support element defines the clear inner dimension.
- the at least one support element forms the additional support device and protrudes from the undeformed bottom-side edge region or edge section of the outer part in the direction of the longitudinal axis and forms the reduction of the clear inner dimension.
- the at least one support element is formed into the material of the blank, starting from an outer surface of the outer part toward an inner surface, and protrudes radially beyond the undeformed inner surface toward the longitudinal axis. This allows the material to be used directly to form the at least one support element, thus eliminating the need for additional components or parts. This also eliminates the need for additional material that would otherwise require separate treatment during separation and disposal.
- the at least one support element has a longitudinal extension extending from the first end face toward the second end face. This allows for a defined projection of the at least one support element beyond the inner surface of the blank or outer part, which forms the enlargement or widening of the base-side support area.
- Another possible embodiment has the features that multiple support elements are provided, and the support elements are arranged spaced apart from one another in the circumferential direction along the first end face. This allows for an even better support effect across the circumference, even under changing environmental conditions and/or during handling.
- the additional support device comprises at least one forming section, which is formed into the material of the blank from an inner surface of the outer part toward an outer surface, and which is arranged at a distance from the first end face. This subsequently allows the edge section to be aligned in the opposite direction.
- the at least one forming section viewed in axial section, has a preferably curved longitudinal profile, and an end section adjoining the forming section in the direction of the first end face is oriented so as to extend at an angle toward the longitudinal axis. This allows for additional stiffening of the bottom-side end section or the peripheral edge region.
- a further preferred embodiment is characterized in that the at least one forming section has a parallel longitudinal extension with respect to the first end face. This allows for a uniform design of the additional support device projecting toward the inner container.
- the forming section is arranged so as to extend continuously along the first end face in the circumferential direction. This allows a secure and uniform supporting effect to be achieved over the entire circumference, particularly in the case of inner containers with a round cross-sectional shape.
- Another alternative embodiment is characterized in that multiple forming sections are provided, and the forming sections are arranged spaced apart from one another in the circumferential direction along the first end face.
- This variant can be used in particular for inner containers that have rectilinear container walls when viewed in cross-section and each have a rounded corner region in the transition areas located therebetween. This prevents unwanted wrinkling in the transition areas.
- a further embodiment provides for an adhesive to be provided in the overlapping area between the two end sections, which adhesive has a first adhesive force value when viewed in the circumferential direction and a second adhesive force value in the radial direction, wherein the first adhesive force value is greater than the second adhesive force value. Due to the mutually different adhesive force values of the adhesive holding the blank together at its mutually facing end sections, on the one hand the cohesion can be made greater when viewed in the circumferential direction and, on the other hand, if the force is applied differently, an easier separation effect with a correspondingly reduced adhesive force can be made possible. This facilitates the separation process of the overlapping area when separating the outer part from the inner container. If a compressive force is exerted in the direction of the inner container, this can easily lead to a mutual detachment of the two interconnected end sections. This also allows a simple separation process of the outer part from the inner container during disposal.
- Another embodiment is characterized in that at least one predetermined separation area is formed or provided in the casing of the outer part.
- the intended separation area in the outer shell also creates another option for separating the outer part from the inner container. This allows the user or consumer of the combination packaging container to separate the contents in a directed manner after consumption, thus ensuring proper material separation in the usual manner.
- a further design provides for the sleeve-shaped outer part to be axially supported on the shoulder of the inner container by means of its additional support device, eliminating the need for an additional adhesive. This makes it even easier and, above all, more secure to separate the combination packaging container into the inner container and outer part after use. Even after the outer part has been separated, the outer part forms a single, integral piece, which can be easily and, above all, disposed of properly and recycled in one piece. Furthermore, by eliminating the additional adhesive, savings can be achieved and potential contamination of the machine during the adhesive application process can be avoided.
- a section of the outer part is glued to the inner container and that this section remains on the inner container after the outer part has been separated from the inner container, wherein this section is coupled to the remaining parts of the outer part by means of an adhesive layer.
- this section has only a small extent so that there is only minimal contamination of the plastic waste. This measure can improve the durability of the entire outer part on the inner container in order to prevent unwanted detachment.
- the section remaining on the inner container is dimensioned such that the mass of the section remaining on the inner container is less than 5% of the mass of the inner container.
- the combination packaging container 1 comprises a cup-shaped or bowl-shaped inner container 2 with a base 3 and a container shell 4.
- the inner container 2 further has an open end 5 on its side facing away from the base 3, wherein a flange 6 projecting outwardly beyond the container shell 4 can be provided in the region of its open end 5.
- the base 3 forms a closed end 7 for the container shell 4.
- the inner container 2 is preferably formed by a component produced in a deep-drawing process, which can be manufactured quickly and, above all, in a short cycle time.
- the deep-drawing process is sufficiently well known and will therefore not be discussed in detail.
- the deep-drawing process is particularly suitable for producing the inner container 2 from a layer of a formable material to be formed using a deep-drawing tool.
- the wall thickness is nevertheless sufficient to ensure tightness during storage, use, and disposal.
- This manufacturing process allows relatively thin walls of the inner container 2 to be manufactured.
- the inner container 2 can also be formed using other manufacturing methods, such as an injection molding process.
- a longitudinal axis 8 extends axially between the open end 5 and the end 7 closed by the base 3.
- This longitudinal axis 8 can also represent a central axis if the design is symmetrical.
- a sealing plate (not shown in detail) can be arranged in the area of the flange 6 or connected to it. In this case, the flange 6 forms a sealing flange.
- the container shell 4 is understood to be that portion of the inner container 2 which extends predominantly axially between the open end 5, in particular the flange 6, and the base 3.
- the inner container 2 and its container shell 4 are preferably designed such that they taper, preferably conically, from the open end 5 toward the base 3.
- the container shell 4 of the inner container 2 can have a rear section 10 in its peripheral section adjacent to the base 3.
- the rear section 10 is also part of the container shell 4, but viewed in axial section, is directed inwards with respect to an imaginary, straight connecting line between the flange 6 and the base 3. arranged offset.
- the rear section 10 in turn has at least two rear section wall sections, not designated in more detail, wherein the two rear section wall sections have a different inclination or direction with respect to the longitudinal axis 8 than the rest of the container shell 4, as seen in axial section.
- the rear section 10 is arranged offset inwards between the flange 6 and the base 3 and thus in the direction of the receiving space, compared to the rectilinear arrangement of the container shell 4, as seen in axial section.
- the first rear-drawn wall section which directly adjoins the base 3, is arranged or configured to extend predominantly in the direction of the container height 9 toward the open end 5.
- the further rear-drawn wall section extends in a predominantly perpendicular direction with respect to the container height 9, starting from the end of the first rear-drawn wall section facing away from the base 3 toward the container shell 4.
- the further rear-drawn wall section forms a stacking shoulder. This stacking shoulder serves to support a similar combination packaging container 1 with its base 3, in particular the edge-side transition section between the base 3 and the container shell 4.
- the inner container 2 can have a shoulder 11 or a bead projecting toward the side facing away from the longitudinal axis 8 in the immediate transition area between the base 3 and the container shell 4, in particular between the base 3 and the rear section 10.
- the shoulder 11 or the bead can be circumferential.
- the combination packaging container 1 further comprises an outer part 12 which is sleeve-shaped or jacket-shaped and surrounds the inner container 2 in the region of its container jacket 4 at least in sections or regions.
- the previously described shoulder 11 can, for example, serve to axially fix the sleeve-shaped outer part 12 to the inner container 2.
- the sleeve-shaped outer part 12 rests with its first end face 19 facing the bottom 3 of the inner container 2 against this shoulder 11 formed in the transition region.
- the shoulder 11 can thus also be referred to as a locking means for holding the outer part 12 to the inner container 2.
- the end face 19 forms a front edge in its longitudinal extension, which, in the joined position, defines at least some sections of a support area and is supported against the shoulder.
- the shoulder 11 is conically tapered at least in sections from the open end 5 to the closed end 7.
- the sleeve-shaped outer part 12 comprises a second end face 20, which in turn faces the open end 5 or the flange 6.
- the sleeve-shaped outer part 12 is preferably formed from a cellulose material, such as cardboard, with sufficient strength with regard to the absorption and transmission of, in particular, axially acting compressive forces, and is wound from a flat blank 13 into a sleeve, as is already well known.
- the blank 13 is usually printed in its undeformed, flat position and, if necessary, provided with an additional coating.
- the material used for the blank 13 is usually a cellulose material, although this can also be cardboard or strong paper produced using a recycling process.
- an additional layer of a higher-quality paper can be arranged on or bonded to at least one of the surfaces. This additional layer ensures flawless printing for the production of decorations, labels, and product information.
- the sleeve-like or jacket-like outer part 12 leads to an additional reinforcement or stiffening effect of the inner container 2 and thus of the entire combination packaging container 1.
- the cardboard is additionally coated or sealed with a water-repellent material in the area of the cut edges. This is particularly advantageous when the combination packaging container 1 is exposed to increased moisture ingress. Coating the cardboard used for the outer part 12 with a water-repellent layer prevents the cardboard from swelling in a humid environment and ultimately detaching from the container shell 4 of the combination packaging container 1.
- the sleeve-shaped outer part 12 is wound into a sheath from the mostly flat blank 13. Furthermore, it can be provided that the adhesive layer 48 is applied to an outer surface 42 of the blank 13 in the region of the first end section 14.
- the adhesive can be in granular form and can be melted. In the melted state, the adhesive can then be sprayed onto the outer surface 42 of the end section 14 using a nozzle.
- end sections 14, 15 facing one another are then connected to one another in an overlap region 16 shown in simplified form. This is achieved by a so-called overlap seam, by means of which the first end section 14 and the second end section 15 adhere to one another, for example by means of an adhesive layer 48.
- the first end section 14 of the blank 13 ends with a first longitudinal edge 17 and the second end section 15 in turn ends with a second longitudinal edge 18.
- the two longitudinal edges 17, 18 run approximately parallel to one another, with the overlap region 16 having an overlap width being formed between them as seen in the circumferential direction.
- the second end section 15 is folded over the first end section 14 on the outside.
- the winding of the sleeve-shaped outer part 12 can be carried out with the aid of a winding mandrel.
- the outer part 12 further comprises the first end face 19 and the second end face 20, wherein the two end faces 19, 20 are spaced apart from one another and, in the erected state, define an overall height 21 of the shell.
- the previously described longitudinal axis 8 can also define the common longitudinal axis for the outer part 12, particularly when the outer part 12 is in its mounted position on the inner container 2.
- the overall height 21 of the shell is usually slightly less than the container height 9 of the inner container 2 in the same spatial direction—namely, in the direction of the longitudinal axis 8.
- predetermined separation area 22 is arranged and formed in the material of the outer part 12.
- the following detailed description of the predetermined separation area 22 corresponds to the design already described in the WO 2020/245148 A1 described. However, the predetermined separation area 22 could also be designed differently and deviating from this.
- the predetermined separation area 22 here comprises a first separation section 23, a second separation section 24, and an actuating means 25 for starting and beginning the severing process of the predetermined separation area 22 along the two separation sections 23, 24.
- the actuating means 25 is arranged between the two end faces 19, 20, as viewed in the direction of the overall height 21 of the casing. It is advantageous if the actuating means 25 is arranged approximately centrally between the two end faces 19, 20, which are spaced apart from one another in the direction of the overall height 21, whereby this essentially corresponds to half the overall height 21.
- central refers to half the dimension of the actuating means 25 in the direction of the overall height 21 or the longitudinal axis 8.
- the two separating sections 23, 24 are provided on both sides of the actuating means 25 and each extend in the direction of the respective end face 19, 20.
- the two separating sections 23, 24 of the predetermined separating area 22 are each aligned so as to converge from the two end faces 19, 20 and thus define an imaginary, straight connecting line 26 between them, which is shown in dashed lines.
- the converging alignment of the two separating sections 23, 24 is in each case related to the direction of the actuating means 25.
- the two separating sections 23, 24 can either be aligned so as to be flush with one another, viewed in the direction of the overall height 21 of the casing, or they can run at a slight inclination with respect to the first longitudinal edge 17 in the direction of the actuating means 25 located between them.
- the two separating sections 23, 24 of the intended separation area 22 can be formed in an arc shape.
- the two separating sections 23, 24 of the intended separation area 22 can extend in a spiral shape.
- the actuating means 25 defines a detection section 27 with a first detection section end 28 and a second detection section end 29 spaced apart from one another in the direction of the overall height 21.
- the two detection section ends 28, 29 are spaced apart from one another in the direction of the overall height 21 of the casing by a distance 30. arranged at a distance or end there.
- the detection section 27 of the actuating means 25 is arranged or formed outside the overlap region 16.
- the offset 31 can have a value selected from a range of values with a lower limit of 1.0 mm and an upper limit of 10.0 mm.
- the range of values can have a lower limit of 2.0 mm and an upper limit of 6.0 mm.
- the first separating section 23 can, in turn, have a first end 32 facing the actuating means 25, wherein the second separating section 24 can have a second end 33 facing the actuating means 25.
- the casing In the region of the imaginary connecting line 26 between the two ends 32, 33, the casing can be designed to be uninterrupted due to the intended lateral offset 31 of the actuating means 25.
- the arrangement of the two ends 32, 33 of the separating sections 23, 24, which are spaced apart from one another in the direction of the overall height 21, with respect to the detection section 27 forming the actuating means 25 can be selected such that the first detection section end 28 of the detection section 27 overlaps the adjacent first end 32 of the first separating section 23 on the side facing away from the second separating section 24.
- a first predetermined separation section 34 is formed in the jacket of the outer part 12 between the first detection section end 28 and the first end 32 of the first separation section 23, as seen in the circumferential direction.
- the second detection section end 29 of the detection section 27 overlaps the adjacent second end 33 of the second separating section 24 on the side facing away from the first separating section 23.
- a second intended separating section 35 is also formed in the casing of the outer part 12 between the second detection section end 29 and the second end 33 of the second separating section 24, viewed in the circumferential direction.
- the two intended separating sections 34, 35 are formed by the reduced dimension of the casing material between the respective detection section end 28 or 29 and the respective end 32 or 33.
- the two ends 32 and 33 of the separating sections 23, 24 are arranged closer to each other than the two detection section ends 28 and 29, which are spaced apart by the distance 30.
- the two predetermined separation sections 34, 35 each form starting sections for the separation of the two separation sections 23, 24.
- Each of the two separating sections 23, 24 can comprise a plurality of predetermined separating points arranged one behind the other in a row, which are usually formed as perforations, in particular also as short cuts, in the material of the outer part 12.
- first predetermined separation points 36 those predetermined separation points located directly adjacent to the respective detection section ends 28, 29 are referred to as first predetermined separation points 36.
- second predetermined separation points 37 and third predetermined separation points 38 are further predetermined separation points provided subsequently toward one of the two end faces 19, 20.
- the predetermined separation points 36, 37, 38 are aligned with respect to a plane 39 centrally and in normal alignment to the longitudinal axis 8 - see Fig. 1 - are designed and arranged in a mirror image of each other. Therefore, only those predetermined separation points 36, 37, 38 located in the area of the first separation section 23 will be described in more detail and are to be transferred analogously to the second separation section 24.
- an additional support device 40 is provided or formed in the region or section of the first end face 19 of the blank 13 or of the outer part 12 formed therefrom by solely deforming the material of the blank 13.
- the additional support device 40 serves or is designed to ensure that the outer part 12 is or will be supported even more securely in the axial direction on the shoulder 11 of the inner container 2 until it is detached from the inner container 2.
- the additional support device 40 is further configured such that a clear internal dimension of the finished formed outer part 12 is smaller than the undeformed configuration.
- the bottom end face 19 of the outer part 12 already forms or defines the support area that interacts with the shoulder 11, which is further improved, in particular enlarged, and made more secure by the provision or configuration of the additional support device 40.
- the additional support device 40 comprises at least one support element 41, but preferably a plurality of support elements 41 arranged at a distance from one another along the first end face 19, which support elements 41 are distributed over the circumference of the sleeve-shaped outer part 12.
- the individual support elements 41 can be formed into the material of the blank 13 by forming or embossing and are thus each an integral part of the blank 13.
- the support elements 41 are formed and thus formed starting from an outer surface 42 of the outer part 12 in the direction of an inner surface 43. They thus protrude in the radial direction beyond the undeformed inner surface 43 in the direction of the longitudinal axis 8.
- the projection can have a value that originates from a value range whose lower limit is 0.05 mm, in particular 0.1 mm, and whose upper limit is 0.5 mm, in particular 0.2 mm.
- a clear inner dimension 44 of the additional support device 40 formed by the support elements 41 can thus be smaller than an inner dimension 45 of the outer part 12 in its undeformed configuration without the support elements 41.
- the first end face 19 is also deformed along its longitudinal profile and thus also forms a support surface for the outer part 12 on the shoulder 11.
- the longitudinal profile can also be designed in the form of a longitudinal corrugation.
- the support element 41 has or the support elements 41 have a longitudinal extension starting from the first end face 19 in the direction of the second end face 20. Thus, the support element 41 or the support elements 41 reach as far as the first end face 19.
- the length of the at least one support element 41 can be, for example, a few millimeters and depends on the size and design of the rear part 10. Possible examples include 2 mm to 15 mm, preferably 5 mm to 10 mm.
- the cross-sectional shape of the support element 41 or the support elements 41 is shown only as an example. Instead of the here In addition to the rather angular cross-sectional shape, a rounded or arched cross-sectional shape is also conceivable.
- Fig. 4 is the cut 13 to form the previously in the Fig. 1 to 3 described outer part 12 in its undeformed, flat position, whereby the same reference numerals or component designations are used for the same parts as in the previous Fig. 1 to 3 To avoid unnecessary repetition, please refer to the detailed description in the previous Fig. 1 to 3 pointed out or referred to.
- the previously described predetermined separation area 22 is not shown in detail here, but can also be provided as previously described as a possible and optional variant. Furthermore, the orientation of the individual support elements 41, starting from the first end face 19 facing the ground and moving toward the second end face 20, is more clearly visible here. Due to the arcuately curved longitudinal profile of the two end faces 19, 20 and their common center (center of the radius), the individual support elements 41 also have a longitudinal profile aligned toward the center.
- the adhesive layer 48 is applied to the outer surface 42 of the blank 13 in the region of the first end portion 14.
- the application of the adhesive layer 48 can take place shortly before the blank 13 is formed into the outer part 12.
- the adhesive layer 48 is strip-shaped.
- the adhesive layer 48 can run parallel to the first longitudinal edge 17.
- the adhesive layer 48 has a length 53 or a width 54.
- the blank 13 can have a longitudinal edge length 52 in the region of the first end section 14, in particular at the first longitudinal edge 17.
- any shortening of the actual longitudinal edge length due to rounding or due to a phase is disregarded here.
- the entire extension of the blank 13 between the first end face 19 and the second end face 20 is thus considered to be the longitudinal edge length 52.
- the adhesive layer 48 is arranged in the wound state at a distance 55 from the second longitudinal edge 18. Wherein the position of the second longitudinal edge 18 in the wound state in the illustration according to Fig. 4 is indicated schematically by the dashed line.
- FIG. 5 and 6 a further and possibly independent embodiment of the outer part 12 formed from the blank 13 to the jacket is shown, wherein again the same reference numerals or component designations are used for the same parts as in the previous Fig. 1 to 4 To avoid unnecessary repetition, please refer to the detailed description in the previous Fig. 1 to 4 pointed out or referred to.
- the blank 13 and the outer part 12 formed therefrom in turn comprise the additional support device 40, which, however, has a different design than the previously described embodiment.
- the additional support device 40 comprises at least one forming section 46, which is also molded into the material of the blank 13.
- the at least one forming section 46 is formed starting from the inner surface 43 of the outer part 12 in the direction of its outer surface 42.
- the at least one forming section 46 is arranged at a distance from the first end face 19 in the direction of the opposite second end face 20.
- the at least one forming section 46 can have a longitudinal profile that is mostly curved outward. Adjacent to the at least one forming section 46, an end section 47 is provided in the direction of the first end face 19. Thus, a corresponding end section 47 is also formed or arranged adjacent to each forming section 46. The end section 47 can, in turn, be oriented so as to extend at an angle toward the longitudinal axis 8.
- the at least one forming section 46 can have a parallel longitudinal profile with respect to the first end face 19. It is also possible that the forming section 46 extends continuously in the circumferential direction along the first End face 19 is arranged or formed. Irrespective of this, it would also be conceivable for a plurality of forming sections 46 to be provided and for the forming sections 46 to be arranged spaced apart from one another in the circumferential direction along the first end face 19.
- the at least one support element 41 In the upright position of the blank 13 relative to the outer part 12, the at least one support element 41 in turn defines the clear inner dimension 44, which is smaller than an inner dimension 45 of the outer part 12 in its undeformed configuration without the forming section 46.
- the bottom end of the outer part 12 is shown in dashed lines in the Fig. 6 still hinted at.
- the forming section 46 Due to the formation and shaping of the forming section 46, it may be necessary to make the undeformed height between the first and second end faces 19, 20 somewhat longer in order to subsequently achieve support on the shoulder 11 on the one hand and to be able to cover the container shell 4 up to the flange 6 immediately adjacent thereto on the other hand.
- an adhesive layer 48 is preferably inserted or used in the overlapping region 16 to be formed. This adhesive layer can be applied to one of the end sections 14 or 15 or to both of them, as is well known.
- the inner container 2 is usually made of a plastic or a degradable material that can be formed in a thermoforming process.
- the outer part 12 is preferably made of a cellulose material.
- the blank 13 can also be provided with a printed image on at least one of its flat sides, namely the outer surface 42 and/or the inner surface 43.
- the adhesive layer 48 arranged in the overlapping region 16 is designed such that the first end section 14 and the second end section 15 can be detached from each other again in the overlapping region 16 from the coupled state.
- the adhesive has a sufficiently high adhesive force value to ensure sufficient mutual hold of the two end sections 14, 15 against one another under the usual loads on a filled combination packaging container 1.
- a compressive force -F- is applied to an empty combination packaging container 1 that is to be separated, and the outer part 12 and the container shell 4 of the combination packaging container 1 are spatially deformed in the process, the adhesive force of the adhesive layer 48 can be exceeded and the held-together end sections 14, 15 separate from each other, at least in sections.
- the compressive force -F- can be applied to the combination packaging container 1 in a wide variety of directions and is at least partially converted into a separation force that at least partially separates the overlapping area 16.
- compression can be performed in the radial and/or axial directions. This spatially deforms the entire combination packaging container 1.
- a compressive force -F- is applied in the axial direction, the outer part 12 and the container shell 4 bend in the direction of the longitudinal axis 8, and the overlapping area 16 can thus be separated or can be separated.
- the sleeve-shaped outer part 12 can be supported even better and more securely in the axial direction on the shoulder 11 of the inner container 2 without the use or necessity of an additional adhesive.
- the adhesive point previously additionally provided for safety reasons between the inner surface 43 of the outer part 12 and the container shell 4 can thus be omitted and no longer needs to be provided.
- an unwanted adhesive connection between the outer part 12 and the inner container 2 can be avoided.
- the separation process of the intended separation area 22 is then carried out mechanically during collection and/or waste disposal by a press or a squeezing device or by the weight of a large amount of waste.
- the combination packaging container on a support surface, either with its closed end or with the open end of the inner container, and then apply the compressive force -F- to the end facing away from the support surface in the direction of the support surface.
- the compressive force can be easily applied to the combination packaging container and introduced into it, e.g., using human force. The risk of injury can be minimized with an arrangement in which the compressive force is applied to the floor.
- the compressive force -F- on the combination packaging container in a parallel orientation with respect to a longitudinal axis extending between the open end and the closed end, or in an orientation angular to the longitudinal axis.
- the compressive force can be easily redirected, at least for the most part, into a tearing force acting in a predominantly radial direction, which leads to the outer part bursting open in its overlapping area. If the force application direction deviates from this, the spatial deformation can also cause the overlapping area to separate.
- the separation process of the combination packaging container 1 into its various components can be carried out either by a single person or during the collection and disposal process.
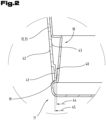
- FIG. 7 a further and possibly independent embodiment of the combination packaging container 1 is shown, wherein again the same reference numerals or component designations are used for the same parts as in the previous Fig. 1 to 6 To avoid unnecessary repetition, please refer to the detailed description in the previous Fig. 1 to 6 pointed out or referred to.
- the adhesive layer 48 is arranged at a distance 55 from the second longitudinal edge 18. Since the adhesive layer 48 is located between the first end section 14 and the second end section 15 and, in the present case, is concealed by the second end section 15, it is shown in dashed lines.
- the outer part 12 does not require the support device 40.
- the adhesive layer 48 is shown schematically, which is arranged between the first end section 14 and the second end section 15. As can be seen from Fig. 7 As can be seen, the adhesive layer 48 is arranged at a distance 55 from the second longitudinal edge 18.
- the blank 13 has a layered structure.
- a carrier layer 49 is formed, which can be made of a cellulose material, such as a cardboard material.
- a printing layer 50 can be applied to the carrier layer 49, which serves to visually display information on the blank 13.
- a sealing layer 51 can be formed, which covers the printing layer 50.
- the outer surface 42 is formed on the sealing layer 51.
- the inner surface 43 is formed on the carrier layer 49.
- the adhesive layer 48 is arranged on the outer surface 42 of the sealing layer 51.
- the printing layer 50 is recessed in the area in which the adhesive layer 48 is formed. This can also be referred to as a printing recess 56.
- the sealing layer 51 directly contacts the carrier layer 49 or is arranged directly on the carrier layer 49.
- the pressure recess 56 has a recess depth 57.
- the overlap of the first end section 14 and the second end section 15 can have an overlap depth 58.
- the recess depth 57 can be smaller than the overlap depth 58.
- FIG. 10 a further and possibly independent embodiment of the combination packaging container 1 is shown, wherein again the same reference numerals or component designations are used for the same parts as in the previous Fig. 1 to 9 To avoid unnecessary repetition, please refer to the detailed description in the previous Fig. 1 to 9 pointed out or referred to.
- the outer part 12 extends beyond the bottom 3 of the inner container 2. Furthermore, it can be provided that the outer part 12 has a bottom section 59. Since the shoulder 11 as an axial support is missing in such an embodiment, it can be provided that an axial securing groove 60 is formed in the inner container 2, in particular in the container shell 4, which can interact with a correspondingly formed support device 40 of the outer part 12.
- the support device 40 can be designed as already described.
- FIG. 11 a further and possibly independent embodiment of the blank 13 is shown, wherein again the same reference numerals or component designations are used for the same parts as in the previous Fig. 1 to 10 To avoid unnecessary repetition, please refer to the detailed description in the previous Fig. 1 to 10 pointed out or referred to.
- the forming section 46 is formed in a wave-like manner in the material of the blank 13.
- the forming section 46 can have a varying distance from the first end face 19 over its longitudinal extent.
- the wave shape corresponds to recesses or profiles of the inner container 2.
- Fig. 12 a further and possibly independent embodiment of the blank 13 is shown, wherein again the same reference numerals or component designations are used for the same parts as in the previous Fig. 1 to 11 To avoid unnecessary repetition, please refer to the detailed description in the previous Fig. 1 to 11 pointed out or referred to.
- the individual support elements 41 can be introduced into the material of the blank 13 by forming or embossing.
- the support elements 41 can be curved on their upper side, as is shown, for example, in the left half of the blank 13.
- the support elements 41 can also be tapered on their upper side, as is shown, for example, in the right half of the blank 13.
- the support elements 41 can also be trapezoidal or have some other shape. In a first embodiment, it is conceivable that all of the support elements 41 have the same selected shape. In a further embodiment, it is conceivable that the support elements 41 on a single blank 13 have a different shape.
- Fig. 13 a further and possibly independent embodiment of the blank 13 is shown, wherein again the same reference numerals or component designations are used for the same parts as in the previous Fig. 1 to 12 To avoid unnecessary repetition, please refer to the detailed description in the previous Fig. 1 to 12 pointed out or referred to.
- the support elements 41 are arranged at a distance from the first end face 19.
- the individual support elements 41 can have a shape as shown in Fig. 12 described.
- the individual support elements 41 can be cut on their underside, which faces the first end face 19. This is shown in Fig. 13 shown in dashed lines.
- the Fig. 13 The support elements 41 shown can correspond to the shoulder 11 of the inner container 2 and can be supported thereon, wherein the first end face 19 can extend beyond the bottom 3 of the inner container 2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Packages (AREA)
- Cartons (AREA)
Description
- Die Erfindung betrifft einen aus einem Innenbehälter und einem Außenteil gebildeten Kombi-Verpackungsbehälter. Die Erfindung betrifft aber auch weiters noch ein Verfahren zum Herstellen des Kombi-Verpackungsbehälters, sowie ein Verfahren zum Trennen des Kombi-Verpackungsbehälters in seinen Innenbehälter und das Außenteil durch Auftrennung des Überlappungsbereichs des Außenteils.
- Die
WO 2020/245148 A1 der gleichen Anmelderin beschreibt ein gattungsgemäß aus einem Zuschnitt gebildetes manschettenförmiges Außenteil, wobei der Zuschnitt zu einem Mantel gewickelt ist und dessen Endabschnitte in einem Überlappungsbereich miteinander verbunden sind. Ein Solltrennbereich umfasst ein Betätigungsmittel mit einem Erfassungsabschnitt für das Auftrennen von beidseits befindlichen Trennabschnitten. Der Erfassungsabschnitt ist in Umfangsrichtung gesehen bezüglich der aufeinander zulaufend ausgerichteten Trennabschnitte und einer zwischen diesen gedachten geradlinigen Verbindungslinie um einen Versatz seitlich davon distanziert angeordnet. Zwischen jedem Erfassungsabschnitt-Ende und einem jeweiligen Ende der Trennabschnitte ist ein eigener Solltrennabschnitt im Mantel des Außenteils ausgebildet. Die dem verschlossenen Ende des Innenbehälters zugewendete untere Stirnseite des Außenteils ist an einer in radialer nach außen vorragend ausgebildeten Stützschulter abgestützt. Damit wird in gewissen Grenzen eine formschlüssige gegenseitige Halterung zwischen dem Außenteil und dem Innenbehälter erzielt. Bei toleranzbedingten Fertigungsungenauigkeiten, einem Temperaturwechsel und/oder einer Feuchtigkeitsaufnahme des bevorzugt aus einem Zellulosematerial gebildeten Zuschnitts kann es zu einer ungewollten Ablösung des Außenteils vom Innenbehälter kommen. - Weitere Verpackungsbehälter sind aus der
EP 1 634 811 A1 , derUS 2009/214887 A1 , derUS 2008/105582 A1 , derWO 2014/098888 A1 , derUS 8 185 578 A , derJP H02 153974 A US 8 387 857 B2 und derUS 2012/205430 A1 bekannt. - Aufgabe der vorliegenden Erfindung war es, die Nachteile des Standes der Technik zu überwinden und einen Kombi-Verpackungsbehälter umfassend einen becherförmigen Innenbehälter mit einem diesen umgebenden manschettenförmigen Außenteil zur Verfügung zu stellen, bei dem das manschettenförmigen Außenteil für Recyclingzwecke einfach vom Innenbehälter entfernt werden kann.
- Erfindungsgemäß ist ein Zuschnitt für ein Außenteil zum Ummanteln eines becherförmigen Innenbehälters vorgesehen, wobei der Innenbehälter einen Behältermantel aufweist, der ein offenes Ende und ein mit einem Boden verschlossenes Ende aufweist,
- wobei der Zuschnitt einen ersten Endabschnitt und einen zweiten Endabschnitt aufweist, wobei am ersten Endabschnitt und/oder am zweiten Endabschnitt eine Klebstoffschicht aus einem Klebstoff angeordnet ist, wobei der Zuschnitt zu einem Mantel wickelbar ist und dabei der erste Endabschnitt und der zweite Endabschnitt in einem Überlappungsbereich mittels der Klebstoffschicht des Klebstoffes miteinander koppelbar sind,
- wobei der Zuschnitt weiters eine erste Stirnseite und eine zweite Stirnseite aufweist und die beiden Stirnseiten voneinander beabstandet sind.
- Die Klebstoffschicht ist derart ausgebildet, dass der erste Endabschnitt und der zweite Endabschnitt im Überlappungsbereich aus dem miteinander gekoppelten Zustand wieder voneinander lösbar sind.
- Der erfindungsgemäße Zuschnitt bringt den überraschenden Vorteil mit sich, dass durch eine lösbare Klebstoffschicht erreicht werden kann, dass ein mit dem Zuschnitt umwickelter Kombi-Verpackungsbehälter verbessert getrennt werden kann.
- In einem ersten Ausführungsbeispiel kann vorgesehen sein, dass der Zuschnitt einteilig ausgebildet ist. Weiters ist es auch denkbar, dass der Zuschnitt selbst aus mehreren Teilen ausgebildet ist, wobei die einzelnen Teile des Zuschnittes ebenfalls mittels einer Klebstoffschicht aneinander haften können.
- Weiters kann es zweckmäßig sein, wenn der Zuschnitt einen mehrschichtigen Verbundaufbau aufweist, wobei eine Trägerschicht, insbesondere aus einem Zellulose-Werkstoff, ausgebildet ist und wobei zumindest abschnittsweise eine Bedruckungsschicht an der Trägerschicht angeordnet ist und wobei zumindest abschnittsweise eine Versiegelungsschicht ausgebildet ist,
wobei die Bedruckungsschicht zumindest abschnittsweise zwischen der Trägerschicht und der Versiegelungsschicht angeordnet ist, wobei die Klebstoffschicht an der Versiegelungsschicht angeordnet ist. Dies bringt den Vorteil mit sich, dass durch die Bedruckungsschicht dem Zuschnitt bzw. in weiterer Folge einem mit dem Zuschnitt umwickelten Kombi-Verpackungsbehälter ein gewünschtes Design verliehen werden kann. Durch die Versiegelungsschicht kann die Bedruckungsschicht bzw. die Trägerschicht vor Umgebungseinflüssen geschützt werden. Durch den mehrschichtigen Verbundaufbau kann darüber hinaus der überraschende Vorteil erreicht werden, dass der erste Endabschnitt und der zweite Endabschnitt im Überlappungsbereich bei einem am Kombi-Verpackungsbehälter applizierten Zuschnitt besonders gut gelöst werden kann, wodurch die Trennbarkeit des Kombiverpackungsbehälters verbessert werden kann. - Weiters kann vorgesehen sein, dass die Trägerschicht eine Zugfestigkeit zwischen 2N/mm2 und 20N/mm2, insbesondere zwischen 5N/mm2 und 15N/mm2, bevorzugt zwischen 8N/mm2 und 12N/mm2 aufweist.
- Zwischen den einzelnen Schichten, oder auch zusätzlich zu den einzelnen Schichten können weitere Schichten vorhanden sein.
- Weiters ist es auch denkbar, dass die Versiegelungsschicht im Bereich der Klebstoffschicht teilweise ausgenommen bzw. unterbrochen ist, sodass sich die Klebstoffschicht direkt mit einer der unter der Versiegelungsschicht liegenden Schichten verbinden kann.
- Insbesondere kann vorgesehen sein, dass die Versiegelungsschicht die Außenfläche des Zuschnittes bzw. des Außenteils bildet. Dies bringt den Vorteil mit sich, dass durch diese Maßnahme das Außenteil vor Umgebungseinflüssen geschützt ist. Zusätzlich kann durch diese Maßnahme überraschenderweise eine besonders gute Trennbarkeit eines mit dem Zuschnitt umwickelten Kombi-Verpackungsbehälters erreicht werden.
- Weiters kann vorgesehen sein, dass die Versiegelungsschicht aus einem hitzebeständigen Lack gebildet ist. Die Hitzebeständigkeit kann bis zu einer maximalen Temperatur zwischen 160°C bis 300°C vorliegen. Insbesondere kann vorgesehen sein, dass ein Lack gewählt wird, welcher über einen Zeitraum von 15 min bis 20 min mit einer Temperatur von 180°C bis 200°C beaufschlagt werden kann, ohne dass dabei der Lackfilm dabei zerstört wird. Dies bringt den Vorteil mit sich, dass durch diese Maßnahme eine Versiegelungsschicht geschaffen werden kann, auf welche ein Heißschmelzklebstoff aufgetragen werden kann, ohne dass dabei der Heißschmelzklebstoff die Versiegelungsschicht anschmilzt. Dadurch kann die Lösbarkeit der Klebstoffschicht verbessert werden.
- Insbesondere kann vorgesehen sein, dass die Klebstoffschicht rückstandsfrei und zerstörungsfrei von der Versiegelungsschicht abgezogen werden kann.
- Insbesondere kann vorgesehen sein, dass der Lack Wasserbasiert ist. Weiters kann der Lack in einer Druckmaschine über ein Kammerrakelsystem - eine unter Druck stehende Kammer - über eine Rasterwalze auf eine Lackplatte übertragen wird. Der Lack kann mit einer spezifischen Grammatur von 0,5g/cm2 bis 1,5g/cm2, insbesondere 0,8g/cm2 bis 1,2g/cm2, bevorzugt 0,95g/cm2 bis 1,05g/cm2 aufgetragen sein.
- Ferner kann vorgesehen sein, dass im Bereich des ersten Endabschnittes die Bedruckungsschicht im Bereich der Klebstoffschicht ausgespart ist, insbesondere, dass die Versiegelungsschicht in diesem Bereich direkt an der Trägerschicht angeordnet ist. Dies bringt den überraschenden Vorteil mit sich, dass durch diese Maßnahme die Klebstoffschicht erleichtert vom ersten Endabschnitt des Zuschnittes gelöst werden kann, wodurch die Trennbarkeit des Kombi-Verpackungsbehälters verbessert werden kann.
- Insbesondere kann vorgesehen sein, dass die Erstreckung der Aussparung der Bedruckungsschicht kleiner ist, als die Überstreckung des Überlappungsbereiches. Dadurch kann erreicht werden, dass die Sichtbare Fläche des Außenteils des Kombi-Verpackungsbehälters an dessen Außenfläche zur Gänze eine optische Darstellung aufweisen kann.
- Insbesondere kann vorgesehen sein, dass die Druckausnehmung eine Ausnehmungstiefe aufweist und die Überlappung eine Überlappungstiefe aufweist, wobei die Ausnehmungstiefe kleiner ist, als die Überlappungstiefe.
- Erfindungsgemäß ist ein Außenteil zum Ummanteln eines becherförmigen Innenbehälters ausgebildet, wobei der Innenbehälter einen Behältermantel aufweist, der ein offenes Ende und ein mit einem Boden verschlossenes Ende aufweist, wobei das Außenteil aus einem Zuschnitt gebildet ist, welcher Zuschnitt einen ersten Endabschnitt und einen zweiten Endabschnitt aufweist, wobei der Zuschnitt zu einem Mantel gewickelt ist und dabei der erste Endabschnitt und der zweite Endabschnitt in einem Überlappungsbereich mittels einer Klebstoffschicht aus einem Klebstoff miteinander gekoppelt sind, wobei das Außenteil weiters eine erste Stirnseite und eine zweite Stirnseite aufweist und die beiden Stirnseiten voneinander beabstandet sind. Die Klebstoffschicht ist derart ausgebildet, dass der erste Endabschnitt und der zweite Endabschnitt im Überlappungsbereich voneinander lösbar sind.
- Das erfindungsgemäße Außenteil bringt den überraschenden Vorteil mit sich, dass durch eine lösbare Klebstoffschicht erreicht werden kann, dass ein mit dem Außenteil umwickelter Kombi-Verpackungsbehälter verbessert getrennt werden kann.
- In einem ersten Ausführungsbeispiel kann vorgesehen sein, dass das Außenteil einteilig ausgebildet ist. Weiters ist es auch denkbar, dass das Außenteil aus mehreren Teilen ausgebildet ist, wobei die einzelnen Teile des Außenteils ebenfalls mittels einer Klebstoffschicht aneinander haften können.
- Erfindungsgemäß ist ein Kombi-Verpackungsbehälter vorgesehen. Der Kombi-Verpackungsbehälter umfasst:
- einen becherförmigen Innenbehälter, wobei der Innenbehälter einen Behältermantel aufweist, der ein offenes Ende und ein mit einem Boden verschlossenes Ende aufweist;
- ein Außenteil welches den Innenbehälter ummantelt,
- wobei das Außenteil aus einem Zuschnitt gebildet ist, welcher Zuschnitt einen ersten Endabschnitt und einen zweiten Endabschnitt aufweist, wobei der Zuschnitt zu einem Mantel gewickelt ist und dabei der erste Endabschnitt und der zweite Endabschnitt in einem Überlappungsbereich mittels einer Klebstoffschicht aus einem Klebstoff miteinander gekoppelt sind,
- wobei das Außenteil weiters eine erste Stirnseite und eine zweite Stirnseite aufweist und die beiden Stirnseiten voneinander beabstandet sind, wobei die erste Stirnseite dem Boden und die zweite Stirnseite dem offenen Ende des Innenbehälters zugewandt ist. Die Klebstoffschicht ist derart ausgebildet, dass der erste Endabschnitt und der zweite Endabschnitt im Überlappungsbereich voneinander lösbar sind.
- Der erfindungsgemäße Kombi-Verpackungsbehälter bringt den überraschenden Vorteil mit sich, dass durch eine lösbare Klebstoffschicht erreicht werden kann, dass der mit dem Außenteil umwickelte Innenbehälter im Entsorgungsfall verbessert voneinander getrennt werden können. Insbesondere kann durch die erfindungsgemäßen Maßnahmen eine automatisierte Trennung des Außenteils vom Innenbehälter erreicht werden, wenn der Kombi-Verpackungsbehälter im leeren Zustand übermäßig verformt wird, wie dies beispielsweise beim Mülltransport der Fall ist. Dadurch kommt es zu einer vollständigen Abtrennung des Außenteils vom Innenbehälter. Somit kann die Recyclingbarkeit des Kombi-Verpackungsbehälter auch dann erreicht werden, wenn der Endverbraucher nicht bewusst das Außenteil vom Innenbehälter abtrennt, um diese gesondert voneinander zu entsorgen. Durch den erfindungsgemäßen Aufbau des Kombi-Verpackungsbehälters kann erreicht werden, dass im gefüllten Zustand des Kombi-Verpackungsbehälter ein unerwünschtes Lösen des Außenteils vom Innenbehälter unterbunden wird und im Entsorgungsfall die Trennbarkeit verbessert wird.
- Gemäß einer Weiterbildung ist es möglich, dass der Klebstoff ein Heißschmelzklebstoff ist. Dies bringt den Vorteil mit sich, dass ein Heißschmelzklebstoff im Fertigungsprozess einfach auf den Zuschnitt bzw. auf das Außenteil aufgebracht werden kann und darüber hinaus eine überraschend gute Lösbarkeit aufweist.
- In einer alternativen Ausführungsvariante ist es denkbar, dass der Klebstoff ein Haftkleber ist.
- Ferner kann es zweckmäßig sein, wenn die Klebstoffschicht im ersten Endabschnitt an einer Außenfläche anliegt und die Klebstoffschicht im zweiten Endabschnitt an einer Innenfläche anliegt, wobei der erste Endabschnitt im Bereich der Außenfläche, an der die Klebstoffschicht anliegt, eine erste Zugfestigkeit aufweist und der zweite Endabschnitt im Bereich der Innenfläche, an der die Klebstoffschicht anliegt, eine zweite Zugfestigkeit aufweist und dass der Klebstoff eine Schälfestigkeit aufweist,
wobei die Schälfestigkeit des Klebstoffes geringer ist, als die erste Zugfestigkeit der Außenfläche des ersten Endabschnittes. Weiters kann vorgesehen sein, dass die Schälfestigkeit des Klebstoffes größer ist, als die zweite Zugfestigkeit der Innenfläche des zweiten Endabschnittes. Dies bringt den überraschenden Vorteil mit sich, dass durch diese Maßnahme die Auftrennbarkeit der beiden Endabschnitte verbessert werden kann. Insbesondere kann durch diese Maßnahme beim Trennen die Klebstoffschicht vollständig von der Außenfläche des ersten Endabschnittes abgezogen werden. - Weiters kann vorgesehen sein, dass der erste Endabschnitt im Bereich einer ersten Oberfläche, an der die Klebstoffschicht anliegt, eine erste Zugfestigkeit aufweist und der zweite Endabschnitt im Bereich einer zweiten Oberfläche, an der die Klebstoffschicht anliegt, eine zweite Zugfestigkeit aufweist und dass der Klebstoff eine Schälfestigkeit aufweist,
- wobei die Schälfestigkeit des Klebstoffes geringer ist, als die erste Zugfestigkeit der ersten Oberfläche und/oder
- wobei die Schälfestigkeit des Klebstoffes geringer ist, als die zweite Zugfestigkeit der zweiten Oberfläche. Dies bringt den überraschenden Vorteil mit sich, dass durch diese Maßnahme die Auftrennbarkeit der beiden Endabschnitte verbessert werden kann.
- Darüber hinaus kann vorgesehen sein, dass der Klebstoff eine Schälfestigkeit und eine Scherfestigkeit aufweist, wobei der Klebstoff derart ausgewählt ist, dass die Scherfestigkeit größer ist, als die Schälfestigkeit. Dies bringt den überraschenden Vorteil mit sich, dass durch diese Maßnahme ein unerwünschtes Auftrennen der beiden Endabschnitte unterbunden werden kann und gleichzeitig ein gewünschtes Auftrennen der beiden Endabschnitte im Entsorgungsfall erreicht werden kann.
- Weiters kann vorgesehen sein, dass der Klebstoff in Anhaftung an der Versiegelungsschicht eine Scherfestigkeit zwischen 0,04 N/mm2 und 2 N/mm2, insbesondere zwischen 0,09 N/mm2 und 1 N/mm2, bevorzugt zwischen 0,12 N/mm2 und 0,5 N/mm2 aufweist. Dies bringt den überraschenden Vorteil mit sich, dass durch diese Maßnahme ein unerwünschtes Auftrennen der beiden Endabschnitte unterbunden werden kann und gleichzeitig ein gewünschtes Auftrennen der beiden Endabschnitte im Entsorgungsfall erreicht werden kann.
- Gemäß einer besonderen Ausprägung ist es möglich, dass der Klebstoff in Anhaftung an der Versiegelungsschicht eine Schälfestigkeit zwischen 0,0005 N/mm2 und 1 N/mm2, insbesondere zwischen 0,001 N/mm2 und 0,01 N/mm2, bevorzugt zwischen 0,003 N/mm2 und 0,007 N/mm2 aufweist. Dies bringt den überraschenden Vorteil mit sich, dass durch diese Maßnahme ein unerwünschtes Auftrennen der beiden Endabschnitte unterbunden werden kann und gleichzeitig ein gewünschtes Auftrennen der beiden Endabschnitte im Entsorgungsfall erreicht werden kann.
- Entsprechend einer vorteilhaften Weiterbildung kann vorgesehen sein, dass der Klebstoff eine Zugfestigkeit zwischen 0,1 N/mm2 und 60 N/mm2, insbesondere zwischen 1 N/mm2 und 30 N/mm2, bevorzugt zwischen 10 N/mm2 und 20 N/mm2 aufweist. Dies bringt den überraschenden Vorteil mit sich, dass durch diese Maßnahme ein unerwünschtes Auftrennen der beiden Endabschnitte unterbunden werden kann und gleichzeitig ein gewünschtes Auftrennen der beiden Endabschnitte im Entsorgungsfall erreicht werden kann.
- Die Festigkeitswerte können anhand der Norm "DIN EN 1465 Klebstoffe - Bestimmung der Zug- scherfestigkeit hochfester Überlappungsklebungen" bestimmt werden, wobei als Materialpaarung die am Produkt vorliegende Materialpaarung zur Bestimmung der Festigkeitswerte herangezogen wird.
- Insbesondere kann es vorteilhaft sein, wenn der Klebstoff eine Schälfestigkeit, eine Scherfestigkeit und eine Zugfestigkeit aufweist, wobei der Klebstoff derart ausgewählt ist, dass die Zugfestigkeit größer ist als die Scherfestigkeit und die Zugfestigkeit größer ist als die Schälfestigkeit. Dies bringt den überraschenden Vorteil mit sich, dass durch diese Maßnahme ein unerwünschtes Auftrennen der beiden Endabschnitte bei einem gefüllten Kombi-Verpackungsbehälter unterbunden werden kann und gleichzeitig ein gewünschtes Auftrennen der beiden Endabschnitte im Entsorgungsfall erreicht werden kann.
- Ferner kann vorgesehen sein, dass am ersten Endabschnitt eine erste Längskante ausgebildet ist, welche eine erste Längskantenlänge aufweist, wobei die Klebstoffschicht eine längliche Erstreckung aufweist und parallel zur Längskante verlaufend angeordnet ist. Dies bringt den Vorteil mit sich, dass das Außenteil über dessen komplette Höhenerstreckung gleichmäßig verklebt sein kann und somit eine homogene Formgebung aufweist. Dadurch kann in überraschender Weise ein verbesserter Halt des Außenteils am Innenbehälter im verwendungsgemäßen Zustand erreicht werden und darüber hinaus eine verbesserte Trennbarkeit des Außenteils vom Innenbehälter im Entworgungsfall erreicht werden.
- Darüber hinaus kann vorgesehen sein, dass eine Länge der Klebstoffschicht zwischen 100% und 80%, insbesondere zwischen 99% und 85%, bevorzugt zwischen 97% und 93% der ersten Längskantenlänge beträgt. Dies bringt den Vorteil mit sich, dass das Außenteil über dessen komplette Höhenerstreckung gleichmäßig geschlossen sein kann und somit eine homogene Formgebung aufweist. Dadurch kann in überraschender Weise ein verbesserter Halt des Außenteils am Innenbehälter im verwendungsgemäßen Zustand erreicht werden und darüber hinaus eine verbesserte Trennbarkeit des Außenteils vom Innenbehälter im Entworgungsfall erreicht werden. Insbesondere kann vorgesehen sein, dass die Klebstoffschicht streifenförmig ausgebildet ist. In einer alternativen Ausführungsvariante kann auch vorgesehen sein, dass die Klebstoffschicht parallel zur Längskante verlaufend intervallsmäßig, beispielsweise in Form von Klebstoffschichtpunkten zwischen dem ersten Endabschnitt und dem zweiten Endabschnitt aufgebracht ist.
- Vorteilhaft ist auch eine Ausprägung, gemäß welcher vorgesehen sein kann, dass eine Breite der Klebstoffschicht zwischen 1mm und 10mm, insbesondere zwischen 1,5mm und 7mm, bevorzugt zwischen 2,5mm und 3,5mm beträgt. Dies bringt den Vorteil mit sich, dass das Außenteil über dessen komplette Höhenerstreckung gleichmäßig geschlossen sein kann und somit eine homogene Formgebung aufweist. Dadurch kann in überraschender Weise ein verbesserter Halt des Außenteils am Innenbehälter im verwendungsgemäßen Zustand erreicht werden und darüber hinaus eine verbesserte Trennbarkeit des Außenteils vom Innenbehälter im Entworgungsfall erreicht werden. Insbesondere kann vorgesehen sein, dass die Klebstoffschicht streifenförmig ausgebildet ist. In einer alternativen Ausführungsvariante kann auch vorgesehen sein, dass die Klebstoffschicht parallel zur Längskante verlaufend intervallsmäßig, beispielsweise in Form von Klebstoffschichtpunkten zwischen dem ersten Endabschnitt und dem zweiten Endabschnitt aufgebracht ist.
- Gemäß einer Weiterbildung ist es möglich, dass die Klebstoffschicht in einem Abstand zwischen 1mm und 10mm, insbesondere zwischen 1,5mm und 7mm, bevorzugt zwischen 2,5mm und 3,5mm von der zweiten Längskante angeordnet ist. Dies bringt den Vorteil mit sich, dass das Außenteil über dessen komplette Höhenerstreckung gleichmäßig geschlossen sein kann und keine losen vorstehenden Bereiche aufweist, welche beim Handling mit dem Kombi-Verpackungsbehälter zu einem unerwünschten Abtrennen des Außenteils führen würden. Dadurch kann in überraschender Weise ein verbesserter Halt des Außenteils am Innenbehälter im verwendungsgemäßen Zustand erreicht werden und darüber hinaus eine verbesserte Trennbarkeit des Außenteils vom Innenbehälter im Entworgungsfall erreicht werden.
- Insbesondere kann vorgesehen sein, dass die Klebstoffschicht streifenförmig ausgebildet ist. In einer alternativen Ausführungsvariante kann auch vorgesehen sein, dass die Klebstoffschicht parallel zur Längskante verlaufend intervallsmäßig, beispielsweise in Form von Klebstoffschichtpunkten zwischen dem ersten Endabschnitt und dem zweiten Endabschnitt aufgebracht ist.
- Ferner kann es zweckmäßig sein, wenn zumindest ein Solltrennbereich im Zuschnitt des Außenteils ausgebildet ist, wobei der Solltrennbereich in Form einer Perforation im Zuschnitt des Außenteils ausgebildet ist, wobei der Solltrennbereich zur Klebstoffschicht beabstandet angeordnet ist. Dies bringt den Vorteil mit sich, dass das Außenteil optional auch durch Auftrennen im Soll-Trennbereich vom Innenbehälter getrennt werden kann. Durch das Vorhandensein der Perforation wird durchgeführten Studien zufolge der Endverbraucher dazu animiert, das Außenteil des Kombiverpackungsbehälters aktiv vom Innenbehälter abzutrennen und diese gesondert zu entsorgen.
- Darüber hinaus kann vorgesehen sein, dass der Innenbehälter im Bereich des verschlossenen Endes eine radial nach außen vorstehende Schulter aufweist, wobei die Schulter als Axialanschlag für die erste Stirnseite des Außenteils dient. Dies bringt den Vorteil mit sich, dass durch diese Maßnahme unterbunden werden kann, dass das Außenteil in Axialrichtung vom Innenbehälter abrutschen kann. Somit kann ein unerwünschtes Trennen des Außenteils vom Innenbehälter vor der Entsorgung unterbunden werden.
- Weiters kann vorgesehen sein, dass die Schulter zumindest abschnittsweise vom offenen Ende zum verschlossenes Ende hin konisch verjüngend ausgebildet ist. Durch diese Maßnahme kann bei der Herstellung des Kombi-Verpackungsbehälters eine axiale Aufschiebbarkeit des Außenteils auf den Innenbehälter verbessert werden.
- Gemäß einer besonderen Ausprägung ist es möglich, dass der Behältermantel des Innenbehälters zumindest abschnittsweise vom offenen Ende zum verschlossenes Ende hin konisch verjüngend ausgebildet ist. Dies bringt den Vorteil mit sich, dass durch diese Maßnahmen die Stapelbarkeit mehrerer der Kombi-Verpackungsbehälter verbessert werden kann.
- Verfahren zum Herstellen eines Kombi-Verpackungsbehälters, umfassend die Verfahrensschritte:
- bereitstellen eines becherförmigen Innenbehälters, wobei der Innenbehälter einen Behältermantel aufweist, der ein offenes Ende und ein mit einem Boden verschlossenes Ende aufweist;
- formen eines Außenteils, zum Ummanteln des Innenbehälters,
- wobei das Außenteil aus einem Zuschnitt geformt wird, welcher Zuschnitt einen ersten Endabschnitt und einen zweiten Endabschnitt aufweist, wobei der Zuschnitt zu einem Mantel gewickelt wird und dabei der erste Endabschnitt und der zweite Endabschnitt in einem Überlappungsbereich mittels einer Klebstoffschicht aus einem Klebstoff miteinander gekoppelt werden,
- wobei das Außenteil weiters eine erste Stirnseite und eine zweite Stirnseite aufweist und die beiden Stirnseiten voneinander beabstandet sind,
- axiales Aufschieben des Außenteils auf den Innenbehälter, wobei die erste Stirnseite dem Boden und die zweite Stirnseite dem offenen Ende des Innenbehälters zugewandt wird oder formen des Außenteils direkt durch umwickeln des Innenbehälters. Die Klebstoffschicht ist derart ausgebildet, dass der erste Endabschnitt und der zweite Endabschnitt im Überlappungsbereich voneinander lösbar sind.
- In einer ersten Ausführungsvariante kann vorgesehen sein, dass das Formen des Außenteils und verkleben des ersten Endabschnittes und des zweiten Endabschnittes in einem Überlappungsbereich mittels einer Klebstoffschicht in einem gesonderten Verfahrensschritt erfolgt, und das so geformte Außenteil erst in einem weiteren Verfahrensschritt durch axiale Verschiebung auf den Innenbehälter aufgeschoben wird.
- In einer alternativen Ausführung ist es auch denkbar, dass das Außenteil direkt auf den Innenbehälter gewickelt bzw. geformt wird. Hierbei kann vorgesehen sein, dass der Innenbehälter auf einen Wickeldorn aufgesteckt ist.
- Das erfindungsgemäße Verfahren bringt den überraschenden Vorteil mit sich, dass durch eine lösbare Klebstoffschicht erreicht werden kann, dass der mit dem Außenteil umwickelte Innenbehälter im Entsorgungsfall verbessert voneinander getrennt werden können. Insbesondere kann durch die erfindungsgemäßen Maßnahmen eine automatisierte Trennung des Außenteils vom Innenbehälter erreicht werden, wenn der Kombi-Verpackungsbehälter im leeren Zustand übermäßig verformt wird, wie dies beispielsweise beim Mülltransport der Fall ist. Dadurch kommt es zu einer vollständigen Abtrennung des Außenteils vom Innenbehälter. Somit kann die Recyclingbarkeit des Kombi-Verpackungsbehälter auch dann erreicht werden, wenn der Endverbraucher nicht bewusst das Außenteil vom Innenbehälter abtrennt, um diese gesondert voneinander zu entsorgen. Durch den erfindungsgemäßen Aufbau des Kombi-Verpackungsbehälters kann erreicht werden, dass im gefüllten Zustand des Kombi-Verpackungsbehälter ein unerwünschtes Lösen des Außenteils vom Innenbehälter unterbunden wird und im Entsorgungsfall die Trennbarkeit verbessert wird.
- Insbesondere kann es vorteilhaft sein, wenn zum Aufbringen der Klebstoffschicht auf den Zuschnitt ein Heißschmelzklebstoff verwendet wird, welcher vor dem Formen des Außenteils im Bereich des ersten Endabschnittes auf eine Außenfläche des Zuschnittes aufgetragen wird. Ein derartiger Heißschmelzklebstoff kann vereinfacht auf den Zuschnitt aufgebracht werden und darüber hinaus eine verbesserte Trennbarkeit mit sich bringen.
- In einer alternativen Ausführungsvariante kann auch vorgesehen sein, dass die Klebstoffschicht auf den Zuschnitt vor dem Formen des Außenteils im Bereich des zweiten Endabschnittes auf eine Innenfläche des Zuschnittes aufgetragen wird.
- Ferner kann vorgesehen sein, dass der Heißschmelzklebstoff ursprünglich in Granulatform vorliegt und durch erhitzen, insbesondere auf eine Temperatur zwischen 130°C und 160°C, aufgeschmolzen wird und zum Auftragen auf die Außenfläche des Zuschnittes durch eine Düse gepresst wird. Dies bringt den Vorteil mit sich, dass durch diese Maßnahme eine ausreichende Verbindung des Heißschmelzklebstoffes mit dem Zuschnitt erreicht werden kann.
- Erfindungsgemäß ist ein Verfahren zum Trennen eines Kombi-Verpackungsbehälters mit einem becherförmigen Innenbehälter vorgesehen, wobei der Innenbehälter einen Behältermantel aufweist, der ein offenes Ende und ein mit einem Boden verschlossenes Ende aufweist und einem Außenteil, welches den Innenbehälter ummantelt, wobei das Außenteil aus einem Zuschnitt gebildet ist, welcher Zuschnitt einen ersten Endabschnitt und einen zweiten Endabschnitt aufweist, wobei der Zuschnitt zu einem Mantel gewickelt ist und dabei der erste Endabschnitt und der zweite Endabschnitt in einem Überlappungsbereich mittels einer Klebstoffschicht aus einem Klebstoff miteinander gekoppelt sind, wobei das Außenteil weiters eine erste Stirnseite und eine zweite Stirnseite aufweist und die beiden Stirnseiten voneinander beabstandet sind, wobei die erste Stirnseite dem Boden und die zweite Stirnseite dem offenen Ende des Innenbehälters zugewandt ist. Zum Trennen des Außenteils vom Innenbehälter wird der erste Endabschnitt des Außenteils und der zweite Endabschnitt des Außenteils im Überlappungsbereich an der Klebstoffschicht voneinander gelöst.
- Dies bringt den Vorteil mit sich, dass die Recyclingbarkeit des Kombi-Verpackungsbehälter auch dann erreicht werden kann, wenn der Endverbraucher nicht bewusst das Außenteil vom Innenbehälter abtrennt, um diese gesondert voneinander zu entsorgen.
- Insbesondere kann vorgesehen sein, dass das Verfahren des Trennen des Kombi-Verpackungsbehälters bei einem leeren Kombi-Verpackungsbehälter durchgeführt wird.
- Vorteilhaft ist auch eine Ausprägung, gemäß welcher vorgesehen sein kann, dass beim Lösen des ersten Endabschnittes des Außenteils und des zweiten Endabschnittes des Außenteils voneinander,
die Klebstoffschicht vom ersten Endabschnitt gelöst wird, ohne dass der erste Endabschnitt dabei beschädigt wird und die Klebstoffschicht am zweiten Endabschnitt verbleibt, oder die Klebstoffschicht vom zweiten Endabschnitt gelöst wird, ohne dass der zweite Endabschnitt dabei beschädigt wird und die Klebstoffschicht am ersten Endabschnitt verbleibt. Dies bringt eine verbesserte Trennbarkeit des Außenteils vom Innenbehälter mit sich. - Gemäß einer Weiterbildung ist es möglich, dass zum Trennen des Außenteils vom Innenbehälter, der erste Endabschnitt des Außenteils und der zweite Endabschnitt des Außenteils im Überlappungsbereich an der Klebstoffschicht dadurch voneinander gelöst werden, dass eine in Richtung auf den Kombi-Verpackungsbehälter gerichtete Druckkraft (-F-) aufgebracht und dabei das Außenteil und der Behältermantel des Kombi-Verpackungsbehälters räumlich verformt werden, wobei durch die räumliche Verformung des Außenteils und des Behältermantels im Bereich der Klebstoffschicht eine Auftrennkraft eingeleitet wird, welche zum Lösen der Klebstoffschicht vom ersten Endabschnitt oder zum Lösen der Klebstoffschicht vom zweiten Endabschnitt führt. Somit kann erreicht werden, dass das Trennen des Kombi-Verpackungsbehälters beispielsweise durch die Umgebungsbedingungen während dem Abtransport des Mülles erreicht wird. Insbesondere beim Transport in einem Müllwagen wirken große Kräfte und somit große Verformungen auf den Kombi-Verpackungsbehälter, durch welche ein Abtrennen des Außenteils vom Innenbehälter erreicht werden kann.
- Ferner kann es zweckmäßig sein, wenn die räumliche Verformung des Außenteils eine axiale Verformung beinhaltet, die größer ist als 1,5 cm von einem unverformten Gebrauchszustand und/oder eine radiale Verformung beinhaltet, die größer ist als 2 cm von einem unverformten Gebrauchszustand. Somit kann erreicht werden, dass das Trennen des Kombi-Verpackungsbehälters beispielsweise durch die Umgebungsbedingungen während dem Abtransport des Mülles erreicht wird. Insbesondere beim Transport in einem Müllwagen wirken große Kräfte und somit große Verformungen auf den Kombi-Verpackungsbehälter, durch welche ein Abtrennen des Außenteils vom Innenbehälter erreicht werden kann.
- Weiters kann ein Manschettenförmiges Außenteil vorgesehen sein, welches zum Ummanteln eines becherförmigen Innenbehälters zur Bildung eines Kombi-Verpackungsbehälters dient,
- wobei der Innenbehälter einen Behältermantel aufweist, der von einem offenen Ende hin zu einem mit einem Boden verschlossenen Ende insbesondere konisch verjüngend ausgebildet ist,
- wobei das Außenteil aus einem Zuschnitt gebildet ist, welcher Zuschnitt in seinem aufgerichteten Zustand zu einem Mantel gewickelt ist und dabei ein erster Endabschnitt und ein diesem zugewendeter zweiter Endabschnitt des Mantels in einem Überlappungsbereich miteinander verbunden sind,
- wobei das Außenteil weiters eine erste Stirnseite und eine zweite Stirnseite aufweist und die beiden Stirnseiten voneinander beabstandet sind sowie im aufgerichteten Zustand eine Bauhöhe des Mantels mit einer sich in Richtung der Bauhöhe erstreckenden Längsachse definieren, wobei die erste Stirnseite zumindest abschnittsweise einen Abstützbereich definiert und weiters die erste Stirnseite dem Boden und die zweite Stirnseite dem offenen Ende des Innenbehälters zuwendbar ist, und
- wobei weiters noch eine zusätzliche Stützvorrichtung vorgesehen ist, welche zusätzliche Stützvorrichtung im Bereich der ersten Stirnseite des aus dem Zuschnitt gebildeten Außenteils angeordnet oder ausgebildet ist, und
- die zusätzliche Stützvorrichtung eine lichte innere Abmessung definiert welche kleiner ist als eine Innenabmessung des Außenteils in seiner unverformten Ausbildung im Bereich der ersten Stirnseite.
- Der dadurch erzielte Vorteil liegt darin, dass so der bereits von der ersten Stirnseite definierte Abstützbereich oder Abstützabschnitt an der Schulter des Innenbehälters durch das Vorsehen oder Ausbilden der zusätzlichen Stützvorrichtung noch weiter verbessert wird. In der unverformten Ausbildung des bodenseitigen Endbereichs des Zuschnitts bzw. des daraus gebildeten Außenteils wird durch die zusätzliche Abstützvorrichtung die lichte innere Abmessung bezüglich der unverformten Ausbildung verringert und so eine noch bessere Rastwirkung am Innenbehälter erzielt. So führen toleranzbedingte Fertigungsungenauigkeiten zu keinen weiteren Nachteilen bei der ortsfesten Positionierung des Außenteils am Innenbehälter und dies auch noch ohne dem ansonsten üblicherweise zu Sicherungszwecken angebrachten Klebepunkt zwischen dem Behältermantel und dem Außenteil. Damit wird ein Außenteil geschaffen, welcher auch leichter vom Innenbehälter für die Entsorgung abgelöst werden kann.
- Eine in einer vorteilhaften Ausbildung kann vorgesehen sein, dass die zusätzliche Stützvorrichtung zumindest ein Stützelement umfasst und das zumindest eine Stützelement die lichte innere Abmessung definiert. Das zumindest eine Stützelement bildet die zusätzliche Stützvorrichtung aus und ragt ausgehend vom unverformten bodenseitigen Randbereich oder Randabschnitt des Außenteils in Richtung auf die Längsachse vor und bildet die Verkleinerung der lichten Innenabmessung aus.
- Weiters kann es vorteilhaft sein, wenn das zumindest eine Stützelement in den Werkstoff des Zuschnitts ausgehend von einer Außenfläche des Außenteils in Richtung auf eine Innenfläche eingeformt ist und in radialer Richtung über die unverformte Innenfläche in Richtung auf die Längsachse vorragt. Damit kann der Werkstoff direkt zur Bildung des zumindest einen Stützelements verwendet werden und kann so auf zusätzliche Bauteile oder Bauteilkomponenten verzichtet werden. Damit wird auch kein zusätzlicher Werkstoff eingesetzt, der bei der Trennung und Entsorgung ansonsten gesondert zu behandeln wäre.
- Eine andere Ausführungsform zeichnet sich dadurch aus, dass das zumindest eine Stützelement eine Längserstreckung ausgehend von der ersten Stirnseite in Richtung auf die zweite Stirnseite aufweist. Damit kann ein definierter Überstand des zumindest einen Stützelements über die Innenfläche des Zuschnitts oder Außenteils realisiert werden, welcher die Vergrößerung oder Verbreiterung des bodenseitigen Abstützbereichs ausbildet.
- Eine weitere mögliche Ausführungsform hat die Merkmale, dass mehrere Stützelemente vorgesehen sind und die Stützelemente entlang der ersten Stirnseite in Umfangsrichtung voneinander beabstandet angeordnet sind. Damit kann über den Umfang gesehen eine noch bessere Abstützwirkung auch bei wechselnden Umgebungsbedingungen und/oder bei der Handhabung erzielt werden.
- Eine weitere Ausbildung sieht vor, dass die zusätzliche Stützvorrichtung zumindest einen Umformabschnitt umfasst, welcher zumindest eine Umformabschnitt ausgehend von einer Innenfläche des Außenteils in Richtung auf eine Außenfläche in den Werkstoff des Zuschnitts eingeformt ist und der zumindest eine Umformabschnitt von der ersten Stirnseite beabstandet angeordnet ist. Damit kann in weiterer Folge eine dazu gegenläufige Ausrichtung des Randabschnitts ausgebildet werden.
- Eine andere Ausführungsform zeichnet sich dadurch aus, dass der zumindest eine Umformabschnitt im Axialschnitt gesehen einen bevorzugt gekrümmt ausgebildeten Längsverlauf aufweist und ein an den Umformabschnitt in Richtung auf die erste Stirnseite daran anschließender Endabschnitt in Richtung auf die Längsachse geneigt hin verlaufend ausgerichtet ist. So kann eine zusätzliche Versteifung des bodenseitigen Endabschnitts oder umlaufenden Randbereichs erzielt werden.
- Eine weitere bevorzugte Ausführungsform ist dadurch gekennzeichnet, dass der zumindest eine Umformabschnitt einen parallelen Längsverlauf bezüglich der ersten Stirnseite aufweist. So kann eine gleichmäßige Ausbildung der in Richtung auf den Innenbehälter ragenden zusätzlichen Abstützvorrichtung erzielt werden.
- Weiters kann es vorteilhaft sein, wenn der Umformabschnitt in Umfangsrichtung durchgängig entlang der ersten Stirnseite verlaufend angeordnet ist. Damit kann über den gesamten Umfang, insbesondere bei Innenbehältern mit einer runden Querschnittsform, eine sichere und gleichmäßige Abstützwirkung erzielt werden.
- Eine andere alternative Ausführungsform zeichnet sich dadurch aus, dass mehrere Umformabschnitte vorgesehen sind und die Umformabschnitt entlang der ersten Stirnseite in Umfangsrichtung voneinander beabstandet angeordnet sind. Diese Variante kann insbesondere bei Innenbehältern Anwendung finden, welche im Querschnitt gesehen geradlinig verlaufende Behälterwände aufweisen, und in dazwischen befindlichen Übergangsbereichen jeweils einen gerundet ausgebildeten Eckbereich aufweisen. Damit kann eine ungewollte Faltenbildung in den Übergangsbereichen vermieden werden.
- Eine weitere Ausbildung sieht vor, dass ein Haftmittel im Überlappungsbereich zwischen den beiden Endabschnitten vorgesehen ist, welches Haftmittel in Umfangsrichtung gesehen einen ersten Haftkraftwert aufweist und in radialer Richtung einen zweiten Haftkraftwert aufweist, wobei der erste Haftkraftwert größer ist als der zweite Haftkraftwert. Durch die zueinander unterschiedlichen Haftkraftwerte des den Zuschnitt an seinen einander zugewendeten Endabschnitten zusammenhaltenden Haftmittels kann so einerseits der Zusammenhalt in Umfangsrichtung gesehen höher ausgebildet werden und andererseits bei einer davon abweichenden Krafteinleitung ein leichtere Trennwirkung mit dazu reduzierter Haftkraft ermöglicht werden. Dies erleichtert den Auftrennvorgang des Überlappungsbereichs bei der Abtrennung des Außenteils vom Innenbehälter. Wird eine Druckkraft in Richtung auf den Innenbehälter ausgeübt, kann dies einfach zu einem gegenseitigen Lösen der beiden miteinander verbundenen Endabschnitte führen. So kann auch bei der Entsorgung ein einfacher Trennvorgang des Außenteils vom Innenbehälter durchgeführt werden.
- Eine andere Ausführungsform zeichnet sich dadurch aus, dass zumindest ein Solltrennbereich im Mantel des Außenteils ausgebildet oder vorgesehen ist. Durch das Vorsehen eines eigenen
- Solltrennbereichs im Mantel des Außenteils kann so auch noch eine weitere Ablösemöglichkeit des Außenteils vom Innenbehälter geschaffen werden. Damit kann der Benutzer oder Verbraucher des Kombi-Verpackungsbehälters nach dem Verzehr des Inhalts eine gerichtete Auftrennung und damit in bekannter Weise die ordnungsgemäße Werkstofftrennung durchführen.
- Eine weitere Ausbildung sieht vor, dass das manschettenförmige Außenteil unter Ausschluss eines zusätzlichen Klebemittels mittels seiner zusätzlichen Stützvorrichtung an der Schulter des Innenbehälters in Axialrichtung abgestützt ist. So kann nach dem Gebrauch der Kombi-Verpackungsbehälter noch einfacher und vor allem sicherer in den Innenbehälter und das Außenteil getrennt werden. Das Außenteil bildet auch nach dem Auftrennvorgang des Außenteils ein zusammengehöriges Stück, welches einfach und vor allem einstückig der ordnungsgemäßen Entsorgung und Wertstoffsammlung zugeführt werden kann. Durch den Wegfall des zusätzlichen Klebemittels kann weiters eine Einsparung und mögliche Verschmutzungen an der Maschine beim Aufbringen des Klebemittels vermieden werden.
- In einer weiteren Alternativvariante kann vorgesehen sein, dass ein Teilstück des Außenteils mit dem Innenbehälter verklebt ist und dass dieses Teilstück nach dem Trennen des Außenteils vom Innenbehälter am Innenbehälter verbleibt, wobei dieses Teilstück mittels einer Klebstoffschicht mit den restlichen Teilen des Außenteils gekoppelt ist. Insbesondere kann vorgesehen sein, dass dieses Teilstück eine nur geringe Erstreckung aufweist, sodass es nur zu einer geringen Verunreinigung des Kunststoff-Mülles kommt. Durch diese Maßnahme kann eine verbesserte Haltbarkeit des kompletten Außenteils am Innenbehälter erreicht werden, um ein unerwünschtes Ablösen zu verhindern. Insbesondere kann vorgesehen sein, dass das am Innenbehälter verbleibende Teilstück derart bemessen ist, dass die Masse des am Innenbehälter verbleibenden Teilstückes kleiner als 5% der Masse des Innenbehälters beträgt.
- Zum besseren Verständnis der Erfindung wird diese anhand der nachfolgenden Figuren näher erläutert.
- Es zeigen jeweils in stark vereinfachter, schematischer Darstellung:
- Fig. 1
- einen Kombi-Verpackungsbehälter mit einem Innenbehälter und einem Außenteil mit einer zusätzlichen Stützvorrichtung, in Ansicht, teilweise geschnitten;
- Fig. 2
- ein Detail des Kombi-Verpackungsbehälters nach
Fig. 1 , in Ansicht geschnitten und vergrößerter Darstellung; - Fig. 3
- einen Teilbereich des Kombi-Verpackungsbehälters nach den
Fig. 1 und2 , im Querschnitt gemäß den Linien III-III inFig. 1 und vergrößerter Darstellung; - Fig. 4
- den Zuschnitt zur Bildung des Außenteils nach den
Fig. 1 bis 3 , in unverformter, ebenflächiger Lage; - Fig. 5
- ein weiteres Ausführungsbeispiel eines Zuschnitts zur Bildung des Außenteils mit einer anderen Ausbildung der zusätzlichen Stützvorrichtung, in unverformter, ebenflächiger Lage;
- Fig. 6
- ein weiteres Detail des Kombi-Verpackungsbehälters mit dem weiteren Ausführungsbeispiel des Zuschnitts nach
Fig. 5 , in Ansicht geschnitten und vergrößerter Darstellung; - Fig. 7
- ein weiteres Ausführungsbeispiel eines Kombi-Verpackungsbehälters mit einem Innenbehälter und einem Außenteil, teilweise geschnitten dargestellt;
- Fig. 8
- ein weiteres Ausführungsbeispiel eines Zuschnitts zur Bildung des Außenteils mit einer Aussparung einer Bedruckungsschicht in unverformter, ebenflächiger Lage;
- Fig. 9
- eine Schnittansicht gemäß der Schnittlinie IX-IX aus
Fig. 8 zur Darstellung eines Schichtaufbaues; - Fig. 10
- ein weiteres Ausführungsbeispiel eines Kombi-Verpackungsbehälters mit einem Innenbehälter und einem Außenteil, wobei das Außenteil einen Boden des Innenbehälters überragt, teilweise geschnitten dargestellt;
- Fig. 11
- ein weiteres Ausführungsbeispiel eines Zuschnitts zur Bildung des Außenteils mit einer wellenförmigen Ausbildung der zusätzlichen Stützvorrichtung, in unverformter, ebenflächiger Lage;
- Fig. 12
- ein weiteres Ausführungsbeispiel eines Zuschnitts zur Bildung des Außenteils mit spitzförmigen Prägungen der zusätzlichen Stützvorrichtung, in unverformter, ebenflächiger Lage;
- Fig. 13
- ein weiteres Ausführungsbeispiel eines Zuschnitts zur Bildung des Außenteils mit spitzförmigen Einschnitten der zusätzlichen Stützvorrichtung, in unverformter, ebenflächiger Lage.
- Einführend sei festgehalten, dass in den unterschiedlich beschriebenen Ausführungsformen gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen versehen werden, wobei die in der gesamten Beschreibung enthaltenen Offenbarungen sinngemäß auf gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen übertragen werden können. Auch sind die in der Beschreibung gewählten Lageangaben, wie z.B. oben, unten, seitlich usw. auf die unmittelbar beschriebene sowie dargestellte Figur bezogen und sind diese Lageangaben bei einer Lageänderung sinngemäß auf die neue Lage zu übertragen.
- Der Begriff "insbesondere" wird nachfolgend so verstanden, dass es sich dabei um eine mögliche speziellere Ausbildung oder nähere Spezifizierung eines Gegenstands oder eines Verfahrensschritts handeln kann, aber nicht unbedingt eine zwingende, bevorzugte Ausführungsform desselben oder eine zwingende Vorgehensweise darstellen muss.
- In ihrer vorliegenden Verwendung sollen die Begriffe "umfassend", "weist auf", "aufweisend", "schließt ein", "einschließlich", "enthält", "enthaltend" und j egliche Variationen dieser eine nicht ausschließliche Einbeziehung abdecken.
- Als weiterer Begriff kann auch noch "wahlweise" verwendet werden. Darunter wird verstanden, dass dieser Verfahrensschritt oder diese Anlagenkomponente grundsätzlich vorhanden ist, jedoch je nach Einsatzbedingungen eingesetzt werden kann, dies jedoch nicht zwingend erfolgen muss.
- In den
Fig. 1 bis 4 ist ein Ausführungsbeispiel eines Kombi-Verpackungsbehälters 1 bespielhaft für eine Vielzahl an möglichen unterschiedlichen Formgebungen gezeigt, wobei die Kombi-Verpackungsbehälter 1 becher- oder schalenförmig ausgebildet sind. Der Kombi-Verpackungsbehälter 1 umfasst einen becher- oder schalenförmig ausgebildeten Innenbehälter 2 mit einem Boden 3 sowie einem Behältermantel 4. Der Innenbehälter 2 weist weiters an seiner vom Boden 3 abgewendeten Seite ein offenes Ende 5 auf, wobei im Bereich seines offenen Endes 5 ein den Behältermantel 4 nach außen überragender Flansch 6 vorgesehen sein kann. Der Boden 3 bildet für den Behältermantel 4 ein verschlossenes Ende 7 aus. - Der Innenbehälter 2 wird bevorzugt durch einen in einem Tiefziehvorgang hergestellten Bauteil gebildet, welcher rasch und vor allem in kurzer Zykluszeit herstellbar ist. Der Vorgang des Tiefziehens ist hinlänglich bekannt und wird deshalb nicht näher darauf eingegangen. Der Tiefziehvorgang eignet sich besonders dazu, um aus einer umzuformenden Schicht aus einem umformbaren Werkstoff mittels eines Tiefziehwerkzeuges den Innenbehälter 2 mit einer doch ausreichenden Wandstärke herzustellen, welche die Dichtheit während der Lagerung, Benutzung bis hin zur Entsorgung gewährleistet. Durch diesen Herstellvorgang können relativ dünne Wandstärken des Innenbehälters 2 gefertigt werden. Der Innenbehälter 2 kann aber auch mittels anderer Herstellverfahren ausgeformt werden, wie z.B. mittels eines Spritzgussvorganges.
- Durch die becher- bzw. schalenförmige Ausbildung des Innenbehälters 2 erstreckt sich in Axialrichtung zwischen dem offenen Ende 5 und dem mit dem Boden 3 verschlossenen Ende 7 eine Längsachse 8, welche bei symmetrischer Ausbildung auch eine Mittelachse darstellen kann. Im Bereich des Flansches 6 ist es möglich, eine nicht näher dargestellte Siegelplatine anzuordnen bzw. damit zu verbinden. In diesem Fall bildet der Flansch 6 einen Siegelflansch aus.
- In Axialrichtung und somit in Richtung der Längsachse 8 weist der Innenbehälter 2 zwischen seinem offenen Ende 5, insbesondere dem Flansch 6, und dem Boden 3 eine Behälterhöhe 9 auf, wodurch in Abhängigkeit von den Querschnittsabmessungen das Aufnahmevolumen des Innenbehälters 2 festgelegt wird. Durch die Behälterhöhe 9 in Verbindung mit den Querschnittsabmessungen wird somit ein Aufnahmeraum des Innenbehälters 2 definiert.
- Als Behältermantel 4 wird jener Abschnitt des Innenbehälters 2 verstanden, welcher sich zwischen dem offenen Ende 5, insbesondere dem Flansch 6, und dem Boden 3 in überwiegend axialer Richtung erstreckt. Bevorzugt wird der Innenbehälter 2 mit seinem Behältermantel 4 derart ausgebildet, dass sich dieser ausgehend vom offenen Ende 5 hin zum Boden 3 bevorzugt konisch verjüngt.
- Weiters kann der Behältermantel 4 des Innenbehälters 2 in seinem dem Boden 3 benachbarten Umfangsabschnitt einen Hinterzug 10 aufweisen. Der Hinterzug 10 ist ebenfalls Teil des Behältermantels 4, ist jedoch im Axialschnitt gesehen bezüglich einer gedachten, geradlinig verlaufenden Verbindungslinie zwischen dem Flansch 6 und dem Boden 3 zu dieser nach innen versetzt angeordnet. Der Hinterzug 10 weist seinerseits zumindest zwei nicht näher bezeichnete Hinterzug-Wandabschnitte auf, wobei die beiden Hinterzug-Wandabschnitte im Axialschnitt gesehen bezüglich der Längsachse 8 eine andere Neigung bzw. Richtung aufweisen als der übrige Behältermantel 4. Dabei ist der Hinterzug 10, gegenüber der im Axialschnitt gesehen, geradlinig verlaufenden Anordnung des Behältermantels 4 zwischen dem Flansch 6 und dem Boden 3 nach innen und somit in Richtung des Aufnahmeraums versetzt angeordnet.
- Im Axialschnitt gesehen ist der unmittelbar an den Boden 3 anschließende, erste Hinterzug-Wandabschnitt überwiegend in Richtung der Behälterhöhe 9 hin auf das offene Ende 5 erstreckend angeordnet bzw. ausgebildet. Der weitere Hinterzug-Wandabschnitt erstreckt sich in überwiegend senkrechter Richtung bezüglich der Behälterhöhe 9, ausgehend von dem dem Boden 3 abgewendeten Ende des ersten Hinterzug-Wandabschnittes hin zum Behältermantel 4. Im vorliegenden Ausführungsbeispiel bildet der weitere Hinterzug-Wandabschnitt eine Stapelschulter aus. Diese Stapelschulter dient dazu, dass ein gleichartiger Kombi-Verpackungsbehälter 1 mit seinem Boden 3, insbesondere dem randseitigen Übergangsabschnitt zwischen dem Boden 3 und dem Behältermantel 4, sich darauf abstützen kann.
- Weiters kann der Innenbehälter 2 im unmittelbaren Übergangsbereich zwischen dem Boden 3 und dem Behältermantel 4, insbesondere zwischen dem Boden 3 und dem Hinterzug 10, eine auf die von der Längsachse 8 abgewendete Seite vorragende Schulter 11 bzw. einen Wulst aufweisen. Die Schulter 11 bzw. der Wulst kann umlaufend ausgebildet sein. Weiters ist es auch denkbar, dass die Schulter 11 bzw. der Wulst abschnittsweise ausgebildet sind.
- Der Kombi-Verpackungsbehälter 1 umfasst weiters ein Außenteil 12, welches manschettenförmig oder mantelförmig ausgebildet ist und den Innenbehälter 2 im Bereich seines Behältermantels 4 zumindest abschnittsweise oder bereichsweise umgibt.
- Die zuvor beschriebene Schulter 11 kann beispielsweise dazu dienen, das manschettenförmige Außenteil 12 am Innenbehälter 2 axial zu fixieren. In diesem Fall stützt sich das manschettenförmige Außenteil 12 mit seiner dem Boden 3 des Innenbehälters 2 zugewendeten ersten Stirnseite 19 an dieser im Übergangsbereich ausgebildeten Schulter 11 ab. Die Schulter 11 kann damit auch als Rastmittel für die Halterung des Außenteils 12 am Innenbehälter 2 bezeichnet werden. Die Stirnseite 19 bildet in deren Längserstreckung eine Stirnkante aus, welche in der gefügten Stellung zumindest abschnittsweise einen Abstützbereich definiert und an der Schulter anliegend abgestützt wird. Zum vereinfachten axialen Fügen des Außenteils 12 am Innenbehälter 2 kann vorgesehen sein, dass die Schulter 11 zumindest abschnittsweise vom offenen Ende 5 zum verschlossenes Ende 7 hin konisch verjüngend ausgebildet ist.
- Weiters umfasst das manschettenförmige Außenteil 12 eine zweite Stirnseite 20, welche ihrerseits dem offenen Ende 5 oder dem Flansch 6 zugewendet ist.
- Das manschettenförmige Außenteil 12 wird bevorzugt aus einem Zellulose-Werkstoff, wie einem Kartonmaterial, mit einer ausreichenden Festigkeit in Bezug auf die Aufnahme und Übertragung von insbesondere axial wirkenden Druckkräften gebildet und aus einem ebenflächigen Zuschnitt 13 zu einem Mantel gewickelt, wie dies bereits hinlänglich bekannt ist. Der Zuschnitt 13 wird zumeist in seiner unverformten ebenen Lage bedruckt sowie gegebenenfalls noch mit einer zusätzlichen Beschichtung versehen. Insbesondere ist es natürlich auch denkbar, dass der Zuschnitt 13 mehrteilig ausgebildet ist. Als Werkstoff für den Zuschnitt 13 wird zumeist ein Zellulosematerial verwendet, wobei dies auch ein im Recyclingverfahren hergestellter Karton oder Starkpapier sein kann. Wird eine Schicht bzw. Lage des Außenteils 12 aus einem Recyclingmaterial gebildet, kann auf zumindest einer der Oberflächen eine zusätzliche Schicht aus einem hochwertigeren Papier angeordnet bzw. damit verbunden sein. Diese zusätzliche Schicht dient einer einwandfreien Bedruckung zur Herstellung von Verzierungen, Beschriftungen sowie Produktinformationen.
- Das manschettenartige bzw. mantelartige Außenteil 12 führt zu einem zusätzlichen Verstärkung- bzw. Versteifungseffekt des Innenbehälters 2 und somit des gesamten Kombi-Verpackungsbehälters 1.
- Damit ist zum einen eine hohe Festigkeit und gute Wärmeisolierung und zum anderen ein optimaler Lichtschutz für den Inhalt des Verpackungsbehältnisses gegeben.
- Dabei kann insbesondere auch vorgesehen sein, dass der Karton im Bereich der Schnittkanten zusätzlich mit einem wasserabweisenden Material beschichtet oder versiegelt wird. Dies ist besonders dann von Vorteil, wenn die Kombi-Verpackungsbehälter 1 einem erhöhten Feuchtigkeitszutritt ausgesetzt sind. Durch die Beschichtung des für das Außenteil 12 verwendeten Kartons mit einer wasserabweisenden Schicht wird nämlich verhindert, dass es in einer feuchten Umgebung zu einem Aufquellen des Kartons und schließlich zu einem Ablösen vom Behältermantel 4 des Kombi-Verpackungsbehälters 1 kommt.
- Das manschettenförmige Außenteil 12 ist aus dem zumeist ebenflächigen Zuschnitt 13 zu einem Mantel gewickelt. Weiters kann vorgesehen sein, dass die Klebstoffschicht 48 im Bereich des ersten Endabschnittes 14 auf eine Außenfläche 42 des Zuschnittes 13 aufgetragen wird. Hierbei kann der Klebstoff als Granulatform vorliegen und aufgeschmolzen werden. Im aufgeschmolzenen Zustand kann der Klebstoff anschließend mittels einer Düse auf die Außenfläche 42 des Endabschnittes 14 aufgepritzt werden. Durch das Wickeln des Zuschnitts werden dann einander zugewendete Endabschnitte 14, 15 in einem vereinfacht dargestellten Überlappungsbereich 16 miteinander verbunden. Dies erfolgt durch eine sogenannte Überlappungsnaht, mittels welcher der erste Endabschnitt 14 und der zweite Endabschnitt 15 z.B. mittels einer Klebstoffschicht 48, aneinander haften. Der erste Endabschnitt 14 des Zuschnitts 13 endet mit einer ersten Längskante 17 und der zweite Endabschnitt 15 endet seinerseits mit einer zweiten Längskante 18. Im Überlappungsbereich 16 verlaufen die beiden Längskanten 17, 18 in etwa parallel zueinander, wobei in Umfangsrichtung gesehen dazwischen der Überlappungsbereich 16 mit einer Überlappungsbreite ausgebildet ist. Insbesondere kann vorgesehen sein, dass im gewickelten Zustand des Außenteils 12 der zweite Endabschnitt 15 außenliegend über den ersten Endabschnitt 14 geschlagen ist.
- Das Wickeln des manschettenförmige Außenteils 12 kann unter Zuhilfenahme eines Wickeldornes erfolgen.
- Das Außenteil 12 weist weiters die erste Stirnseite 19 und die zweite Stirnseite 20 auf, wobei die beiden Stirnseiten 19, 20 voneinander beabstandet sind sowie im aufgerichteten Zustand eine Bauhöhe 21 des Mantels definieren. Die bereits zuvor beschriebene Längsachse 8 kann auch die gemeinsame Längsachse für das Außenteil 12 definieren, insbesondere dann, wenn sich das Außenteil 12 in seiner montierten Lage am Innenbehälter 2 befindet. Zumeist ist die Bauhöhe 21 des Mantels geringfügig geringer als die Behälterhöhe 9 des Innenbehälters 2 in der gleichen Raumrichtung - nämlich in Richtung der Längsachse 8.
- Nachfolgend wird eine mögliche, jedoch nicht zwingende Anordnung und/oder Ausbildung für die Trennung des Außenteils 12 vom Innenbehälter 2 beschrieben. Dabei handelt es sich um einen sogenannten Solltrennbereich 22, welcher im Werkstoff oder Material des Außenteils 12 angeordnet und ausgebildet ist. Die nachfolgende detaillierte Beschreibung des Solltrennbereichs 22 entspricht dabei jener Ausbildung, wie diese bereits in der
WO 2020/245148 A1 beschrieben ist. Der Solltrennbereich 22 könnte aber auch anders und davon abweichend ausgebildet werden. - Um eine definierte Durchtrennung und damit verbunden eine nachfolgend getrennte Entsorgung von Innenbehälter 2 und Außenteil 12 für einen Verbraucher zu ermöglichen, ist zumindest ein im Mantel des Außenteils 12 ausgebildeter Solltrennbereich 22 vorgesehen. Der Soll-trennbereich 22 umfasst hier einen ersten Trennabschnitt 23, einen zweiten Trennabschnitt 24 sowie ein Betätigungsmittel 25 zum Start und dem Beginn des Durchtrennvorganges des Solltrennbereichs 22 entlang der beiden Trennabschnitte 23, 24. Das Betätigungsmittel 25 ist in Richtung der Bauhöhe 21 des Mantels gesehen zwischen den beiden Stirnseiten 19, 20 angeordnet. Dabei ist es vorteilhaft, wenn das Betätigungsmittel 25 in etwa mittig zwischen den beiden in Richtung der Bauhöhe 21 voneinander beabstandeten Stirnseiten 19, 20 angeordnet ist, wobei dies im Wesentlichen der halben Bauhöhe 21 entspricht. Die Angabe "mittig" bezieht sich beim Betätigungsmittel 25 auf dessen halbe Abmessung in Richtung der Bauhöhe 21 oder der Längsachse 8. Die beiden Trennabschnitte 23, 24 sind beidseits des Betätigungsmittels 25 vorgesehen und erstrecken sich jeweils in Richtung auf die jeweilige Stirnseite 19, 20.
- In Richtung der Bauhöhe 21 des Mantels gesehen sind die beiden Trennabschnitte 23, 24 des Solltrennbereichs 22 jeweils von den beiden Stirnseiten 19, 20 aufeinander zulaufend ausgerichtet und definieren damit zwischen sich eine gedachte, geradlinig verlaufende Verbindungslinie 26, wobei diese in strichlierten Linien dargestellt ist. Die aufeinander zulaufende Ausrichtung der beiden Trennabschnitte 23, 24 ist jeweils in Richtung auf das Betätigungsmittel 25 bezogen. Die beiden Trennabschnitte 23, 24 können dabei entweder in Richtung der Bauhöhe 21 des Mantels gesehen zueinander fluchtend ausgerichtet sein oder aber auch geringfügig geneigt bezüglich der ersten Längskante 17 hin in Richtung auf das zwischen diesen befindliche Betätigungsmittel 25 verlaufen. Durch diese geringfüge Neigung kann der Auftrennvorgang nach dem Auftrennen der beiden Trennabschnitte 23, 24 hin zu den beiden Stirnseiten 19, 20 noch zusätzlich verbessert werden. Weiters ist es auch denkbar, dass die beiden Trennabschnitte 23, 24 des Solltrennbereichs 22 in einer Bogenform ausgebildet sind. Beispielsweise können die beiden Trennabschnitte 23, 24 des Solltrennbereichs 22 spiralförmig verlaufen.
- Je nach Ausbildung der später noch näher beschriebenen Solltrennstellen wird die gedachte Verbindungslinie 26 in einem Mittel der Solltrennstellen verlaufend angenommen. Das Betätigungsmittel 25 definiert seinerseits einen Erfassungsabschnitt 27 mit einem in Richtung der Bauhöhe 21 voneinander beabstandet befindlichen ersten Erfassungsabschnitt-Ende 28 und einem zweiten Erfassungsabschnitt-Ende 29. Damit sind die beiden Erfassungsabschnitt-Enden 28, 29 in Richtung der Bauhöhe 21 des Mantels gesehenen in einem Abstand 30 voneinander distanziert angeordnet bzw. enden dort. Weiters ist noch zu ersehen, dass der Erfassungsabschnitt 27 des Betätigungsmittels 25 außerhalb des Überlappungsbereichs 16 angeordnet oder ausgebildet ist.
- Es ist hier eine Anordnung des Betätigungsmittels 25 vorgesehen, bei welcher der Erfassungsabschnitt 27 in Umfangsrichtung gesehen bezüglich der aufeinander zulaufend ausgerichteten Trennabschnitte 23, 24 des Solltrennbereichs 22 und der zwischen diesen gedachten geradlinigen Verbindungslinie 26 um einen Versatz 31 seitlich davon distanziert angeordnet oder ausgebildet ist. Der Versatz 31 kann einen Wert aufweisen, welcher ausgewählt ist aus einem Wertebereich mit einer unteren Grenze von 1,0mm und einer oberen Grenze von 10,0mm. Bevorzugt kann der Wertebereich eine untere Grenze von 2,0mm und eine obere Grenze von 6,0mm aufweisen.
- Der erste Trennabschnitt 23 kann seinerseits ein dem Betätigungsmittel 25 zugewendetes erstes Ende 32 aufweisen, wobei der zweite Trennabschnitt 24 ein dem Betätigungsmittel 25 zugewendetes zweites Ende 33 aufweisen kann. Im Bereich der gedachten Verbindungslinie 26 zwischen den beiden Enden 32, 33 kann aufgrund des vorgesehenen seitlichen Versatzes 31 des Betätigungsmittels 25 der Mantel unterbrechungslos ausgebildet sein. Die Anordnung der beiden in Richtung der Bauhöhe 21 voneinander beabstandeten Enden 32, 33 der Trennabschnitte 23, 24 bezüglich des das Betätigungsmittel 25 bildenden Erfassungsabschnitts 27 kann derart gewählt sein, dass das erste Erfassungsabschnitt-Ende 28 des Erfassungsabschnitts 27 das benachbart befindliche erste Ende 32 des ersten Trennabschnitts 23 auf die vom zweiten Trennabschnitt 24 abgewendete Seite übergreift. Durch den seitlichen Versatz 31 des Erfassungsabschnitts 27 auf die vom Überlappungsbereich 16 abgewendete Seite bildet sich ein erster Solltrennabschnitt 34 in Umfangsrichtung gesehen im Mantel des Außenteils 12 zwischen dem ersten Erfassungsabschnitt-Ende 28 und dem ersten Ende 32 des ersten Trennabschnitts 23 aus.
- Weiters kann vorgesehen sein, dass das zweite Erfassungsabschnitt-Ende 29 des Erfassungsabschnitts 27 das benachbart befindliche zweite Ende 33 des zweiten Trennabschnitts 24 auf die vom ersten Trennabschnitt 23 abgewendete Seite übergreift. Damit wird analog zum ersten Solltrennabschnitt 34 auch zwischen dem zweiten Erfassungsabschnitt-Ende 29 und dem zweiten Ende 33 des zweiten Trennabschnitts 24 in Umfangsrichtung gesehen ein zweiter Solltrennabschnitt 35 im Mantel des Außenteils 12 ausgebildet. Die beiden Solltrennabschnitte 34, 35 sind durch die reduzierte Abmessung des Mantelmaterials zwischen dem jeweiligen Erfassungsabschnitt-Ende 28 oder 29 und dem jeweiligen Ende 32 oder 33 gebildet.
- Die beiden Enden 32 und 33 der Trennabschnitte 23, 24 sind näher zueinander angeordnet als die beiden durch den Abstand 30 voneinander beabstandeten Erfassungsabschnitt-Enden 28 und 29.
- Damit wird es für einen Benutzter des Kombi-Verpackungsbehälters 1 möglich, das Betätigungsmittel 25 mit seinem Erfassungsabschnitt 27 zu erfassen, anschließend die beiden Solltrennabschnitte 34 35 ausgehend vom Erfassungsabschnitt 27 bis hin zu den jeweiligen Enden 32, 33 der beiden Trennabschnitte 23, 24 aufzutrennen und nachfolgend die beiden Trennabschnitte 23, 24 bis zum vollständigen Durchtrennen des Mantels aufzutrennen. Damit kann das Außenteil 12 einfach vom Innenbehälter 2 abgetrennt werden und eine sortenreine Entsorgung erfolgen. Die beiden Solltrennabschnitte 34, 35 bilden jeweils Startabschnitte für die Auftrennung der beiden Trennabschnitte 23, 24 aus.
- Jeder der beiden Trennabschnitte 23, 24 kann mehrere in einer Reihe hintereinander angeordnete Solltrennstellen umfassen, welche zumeist als Perforationen, insbesondere auch als kurze Schnitte, im Werkstoff des Außenteils 12 ausgebildet sind.
- Bei diesem Ausführungsbeispiel ist gezeigt, dass die Form und Lage der Solltrennstellen zueinander unterschiedlich gewählt sein kann. Deshalb werden jene Solltrennstellen, welche unmittelbar benachbart zu den jeweiligen Erfassungsabschnitt-Enden 28, 29 angeordnet sind, als erste Solltrennstellen 36 bezeichnet. Die jeweils nachfolgend hin Richtung auf eine der beiden Stirnseiten 19, 20 vorgesehenen weiteren Solltrennstellen werden als zweite Solltrennstellen 37 und dritte Solltrennstellen 38 bezeichnet.
- Die Solltrennstellen 36, 37, 38 sind bezüglich einer mittig und in normaler Ausrichtung zu der Längsachse 8 ausgerichteten Ebene 39 - siehe
Fig. 1 - spiegelbildlich zueinander ausgebildet und angeordnet. Es werden deshalb nur jene im Bereich des ersten Trennabschnitts 23 befindlichen Solltrennstellen 36, 37, 38 näher beschrieben und sind in analoger Weise auf den zweiten Trennabschnitt 24 zu übertragen. - Weiters ist noch im linken unteren Eckbereich des im Schnitt gezeigten Kombi-Verpackungsbehälters 1 in der
Fig. 1 sowie in der dazu vergrößerten Darstellung in derFig. 2 dargestellt, dass im Bereich oder im Abschnitt der ersten Stirnseite 19 des Zuschnitts 13 oder des daraus gebildeten Außenteils 12 durch alleinige Umformung des Werkstoffs des Zuschnitts 13 eine zusätzliche Stützvorrichtung 40 vorgesehen oder ausgebildet ist. Die zusätzliche Stützvorrichtung 40 dient dazu oder ist dazu ausgebildet, dass das Außenteil 12 noch sicherer bis zum Ablösen vom Innenbehälter 2 an dessen Schulter 11 in Axialrichtung abgestützt ist oder wird. - Die zusätzliche Stützvorrichtung 40 ist weiters so ausgebildet, dass eine lichte Innenabmessung des fertig geformten Außenteils 12 bezüglich der unverformten Ausbildung dazu kleiner ausgebildet ist. Die bodenseitige Stirnseite 19 des Außenteils 12 bildet oder definiert bereits den mit der Schulter 11 zusammenwirkenden Abstützbereich, welcher durch das Vorsehen oder Ausbilden der zusätzlichen Stützvorrichtung 40 noch verbessert, insbesondere vergrößert, und sicherer gestaltet wird.
- Bei diesem hier gezeigten ersten Ausführungsbeispiel umfasst die zusätzliche Stützvorrichtung 40 zumindest ein Stützelement 41, bevorzugt jedoch mehrere entlang der ersten Stirnseite 19 voneinander beabstandet angeordnete Stützelemente 41, welche beim manschettenförmigen Außenteil 12 über den Umfang verteilt angeordnet sind. Die einzelnen Stützelemente 41 können durch Umformung oder Prägung in den Werkstoff des Zuschnitts 13 eingeformt werden und sind damit jeweils integraler Bestandteil des Zuschnitts 13. Die Stützelemente 41 werden dabei ausgehend von einer Außenfläche 42 des Außenteils 12 in Richtung auf eine Innenfläche 43 eingeformt und somit ausgebildet. Somit ragen diese in radialer Richtung über die unverformte Innenfläche 43 in Richtung auf die Längsachse 8 vor. Der Überstand kann dabei einen Wert aufweisen, der aus einem Wertebereich stammt, dessen untere Grenze 0,05 mm, insbesondere 0,1 mm, und dessen obere Grenze 0,5 mm, insbesondere 0,2 mm, beträgt.
- Eine lichte innere Abmessung 44 der von den Stützelementen 41 gebildeten zusätzlichen Stützvorrichtung 40 kann damit kleiner sein, als eine Innenabmessung 45 des Außenteils 12 in seiner unverformten Ausbildung ohne der Stützelemente 41. Durch das Einformen des zumindest einen Stützelements 41 wird auch die erste Stirnseite 19 entlang ihres Längsverlaufs umgeformt und bildet damit auch eine Abstützfläche für das Außenteil 12 an der Schulter 11 aus. Der Längsverlauf kann auch in Form einer Längswellung ausgebildet werden.
- Das Stützelement 41 weist oder die Stützelemente 41 weisen eine Längserstreckung ausgehend von der ersten Stirnseite 19 in Richtung auf die zweite Stirnseite 20 auf. So reicht das Stützelement 41 oder reichen die Stützelemente 41 bis an die erste Stirnseite 19 heran. Die Länge des zumindest einen Stützelements 41 kann z.B. wenige Millimeter betragen und hängt von der Größe und Ausbildung des Hinterzugs 10 ab. Als mögliche Beispiele können 2 mm bis 15 mm, bevorzugt 5 mm bis 10 mm angeführt werden. Die Querschnittsform des Stützelements 41 oder der Stützelemente 41 ist nur beispielhaft dargestellt. Es wäre anstatt der hier eher eckigen Querschnittsform auch eine ausgerundete oder bogenförmige Querschnittsform denkbar.
- In der
Fig. 4 ist der Zuschnitt 13 zur Bildung des zuvor in denFig. 1 bis 3 beschriebenen Außenteils 12 in seiner unverformten, ebenflächigen Lage gezeigt, wobei für gleiche Teile gleiche Bezugszeichen bzw. Bauteilbezeichnungen wie in den vorangegangenenFig. 1 bis 3 verwendet werden. Um unnötige Wiederholungen zu vermeiden, wird auf die detaillierte Beschreibung in den vorangegangenenFig. 1 bis 3 hingewiesen bzw. Bezug genommen. - Der zuvor beschriebene Solltrennbereich 22 ist hier nicht näher dargestellt, kann aber auch so vorgesehen sein, wie dies zuvor bereits als mögliche und wahlweise Variante beschrieben worden ist. Weiters ist die Orientierung der einzelnen Stützelemente 41 ausgehend von der dem Boden zuwendbaren ersten Stirnseite 19 hin in Richtung auf die zweite Stirnseite 20 hier besser zu ersehen. Durch den bogenförmig gekrümmten Längsverlauf der beiden Stirnseiten 19, 20 und deren gemeinsames Zentrum (Mittelpunkt des Radius), weisen auch die einzelnen Stützelemente 41 einen auf das Zentrum ausgerichteten Längsverlauf auf.
- Wie aus
Fig. 4 ersichtlich, kann vorgesehen sein, dass die Klebstoffschicht 48 im Bereich des ersten Endabschnittes 14 auf die Außenfläche 42 des Zuschnittes 13 aufgetragen ist. Das Auftragen der Klebstoffschicht 48 kann kurz vor dem Formen des Zuschnittes 13 zum Außenteil 12 erfolgen. - Wie aus
Fig. 4 weiters ersichtlich, kann vorgesehen sein, dass die Klebstoffschicht 48 streifenförmig ausgebildet ist. Die Klebstoffschicht 48 kann parallel zur ersten Längskante 17 verlaufen. Weiters ist es denkbar, dass die Klebstoffschicht 48 eine Länge 53 bzw. eine Breite 54 aufweist. Weiters kann der Zuschnitt 13 im Bereich des ersten Endabschnittes 14, insbesondere an der ersten Längskante 17 eine Längskantenlänge 52 aufweisen. Für die Betrachtung der Längskantenlänge 52 wird hier eine etwaige Verkürzung der tatsächlichen Längskantenlänge aufgrund einer Abrundung bzw. aufgrund einer Phase außer Betracht gelassen. Als Längskantenlänge 52 wird somit die gesamte Erstreckung des Zuschnittes 13 zwischen der ersten Stirnseite 19 und der zweiten Stirnseite 20 betrachtet. - Wie aus
Fig. 4 weiters ersichtlich, kann vorgesehen sein, dass die Klebstoffschicht 48 im gewickelten Zustand in einem Abstand 55 von der zweiten Längskante 18 angeordnet ist. Wobei die Position der zweiten Längskante 18 im gewickelten Zustand in der Darstellung nachFig. 4 durch die strichlierte Linie schematisch angedeutet ist. - In den
Fig. 5 und6 ist eine weitere und gegebenenfalls für sich eigenständige Ausführungsform des aus dem Zuschnitt 13 zum Mantel geformten Außenteils 12 gezeigt, wobei wiederum für gleiche Teile gleiche Bezugszeichen bzw. Bauteilbezeichnungen wie in den vorangegangenenFig. 1 bis 4 verwendet werden. Um unnötige Wiederholungen zu vermeiden, wird auf die detaillierte Beschreibung in den vorangegangenenFig. 1 bis 4 hingewiesen bzw. Bezug genommen. - Dabei sei erwähnt, dass es auch hier wiederum wahlweise möglich ist, den zuvor bereits detailliert beschriebenen Solltrennbereich 22 vorzusehen oder auszubilden. Der besseren Übersichtlichkeit halber und zur Vermeidung von unnötigen Wiederholungen wurde auf die Darstellung und Beschreibung desselben verzichtet.
- Der Zuschnitt 13 und das daraus gebildete Außenteil 12 umfasst wiederum die zusätzliche Stützvorrichtung 40, welche allerdings eine zum zuvor beschriebenen Ausführungsbeispiel dazu unterschiedliche Ausbildung aufweist. So umfasst die zusätzliche Stützvorrichtung 40 zur Ausbildung derselben zumindest einen Umformabschnitt 46, welcher ebenfalls in den Werkstoff des Zuschnitts 13 eingeformt ist. Im Gegensatz zu dem zuvor beschriebenen Ausführungsbeispiel ist der zumindest eine Umformabschnitt 46 ausgehend von der Innenfläche 43 des Außenteils 12 in Richtung auf seine Außenfläche 42 hin eingeformt. Weiters ist der zumindest eine Umformabschnitt 46 von der ersten Stirnseite 19 in Richtung auf die gegenüberliegende zweite Stirnseite 20 beabstandet angeordnet.
- Im Axialschnitt gesehen kann der zumindest eine Umformabschnitt 46 einen zumeist nach außen gekrümmt ausgebildeten Längsverlauf aufweisen. Anschließend an den zumindest einen Umformabschnitt 46 ist in Richtung auf die erste Stirnseite 19 ein daran befindlicher Endabschnitt 47 vorgesehen. Somit ist benachbart zu jedem Umformabschnitt 46 auch ein entsprechender Endabschnitt 47 ausgebildet oder angeordnet. Der Endabschnitt 47 kann seinerseits in Richtung auf die Längsachse 8 hin geneigt verlaufend ausgerichtet sein.
- Wie nun besser aus der
Fig. 5 zu ersehen ist, kann der zumindest eine Umformabschnitt 46 einen parallelen Längsverlauf bezüglich der ersten Stirnseite 19 aufweisen. Es ist auch noch möglich, dass der Umformabschnitt 46 in Umfangsrichtung durchgängig entlang der ersten Stirnseite 19 verlaufend angeordnet oder ausgebildet ist. Unabhängig davon wäre es aber auch denkbar, dass mehrere Umformabschnitte 46 vorgesehen sind und die Umformabschnitt 46 entlang der ersten Stirnseite 19 in Umfangsrichtung voneinander beabstandet angeordnet sind. - Durch das bewusste zusätzliche Umformen des Zuschnitts 13 im Bereich seiner ersten Stirnseite 19 wird erreicht, dass der zuvor beschriebene Endabschnitt 47 mit der daran befindlichen ersten Stirnseite 19 das zumindest eine Stützelement 41 bildet oder definiert. Das zumindest eine Stützelement 41 definiert in der aufgerichteten Stellung des Zuschnitts 13 zu dem Außenteil 12 wiederum die lichte innere Abmessung 44, welche kleiner ist als eine Innenabmessung 45 des Außenteils 12 in seiner unverformten Ausbildung ohne des Umformabschnitts 46. Das bodenseitige Ende des Außenteils 12 ist in der unverformten Stellung in strichlierten Linien in der
Fig. 6 noch angedeutet. - Durch die Ausbildung und Einformung des Umformabschnitts 46 kann es erforderlich sein, die unverformte Höhe zwischen der ersten und zweiten Stirnseite 19, 20 etwas länger auszubilden, um nachfolgend einerseits die Abstützung an der Schulter 11 zu erzielen und andererseits bis unmittelbar benachbart bis hin zum Flansch 6 den Behältermantel 4 abdecken zu können.
- Es wäre aber auch möglich, den Umformabschnitt 46 von der Außenfläche 42 in Richtung auf die Innenfläche 43 einzuformen und damit eine Art von Knick auszubilden.
- Zur gegenseitigen Verbindung der bei der Bildung des Mantels einander zugewendeten Endabschnitte 14, 15 des zuvor ebenflächigen Zuschnitts 13 wird in dem auszubildenden Überlappungsbereich 16 bevorzugt eine Klebstoffschicht 48 eingesetzt oder verwendet. Dieses kann auf einen der Endabschnitte 14 oder 15 oder auch auf beide derselben aufgebracht werden, wie dies hinlänglich bekannt ist.
- Eine große Herausforderung stellt das Trennen, das Entsorgen und das nachfolgende Recycling der unterschiedlichen Werkstoffe dar. Der Innenbehälter 2 ist zumeist aus einem Kunststoff oder einem abbaubaren und in einem Thermoformprozess umformbaren Werkstoff gebildet. Das Außenteil 12 ist bevorzugt aus einem Zellulosewerkstoff gebildet. Der Zuschnitt 13 kann weiters auf zumindest einer seiner Flachseiten, nämlich der Außenfläche 42 und/oder der Innenfläche 43, mit einem Druckbild versehen sein.
- Da von den Konsumenten oder Verbrauchern der Trennvorgang des Außenteils 12 von Innenbehälter 2 zumeist nicht oder nur teilweise durchgeführt wird, kann hier weiters vorgesehen sein, dass die im Überlappungsbereich 16 angeordnete Klebstoffschicht 48 derart ausgebildet ist, dass der erste Endabschnitt 14 und der zweite Endabschnitt 15 im Überlappungsbereich 16 aus dem miteinander gekoppelten Zustand wieder voneinander lösbar sind.
- Insbesondere kann vorgesehen sein, dass in Umfangsrichtung gesehen und somit auf Zug oder Scherung, das Haftmittel einen ausreichend hohen Haftkraftwert aufweist, um bei den üblichen Belastungen auf einen befüllten Kombi-Verpackungsbehälter 1 einen ausreichenden gegenseitigen Halt der beiden Endabschnitte 14, 15 aneinander zu gewährleisten.
- Wird jedoch eine Druckkraft -F- auf einen leeren und somit zu trennenden Kombi-Verpackungsbehälter 1 aufgebracht, und dabei das Außenteil 12 und der Behältermantel 4 des Kombi-Verpackungsbehälters 1 räumlich verformt, so kann die Haftkraft der Klebstoffschicht 48 überschritten werden und sich die zusammengehaltenen Endabschnitte 14, 15 lösen sich voneinander zumindest abschnittsweise. Die Druckkraft -F- kann in den unterschiedlichsten Richtungen auf den Kombi-Verpackungsbehälter 1 aufgebracht werden und wird zumindest teilweise in eine den Überlappungsbereich 16 zumindest teilweise auftrennende Auftrennkraft umgewandelt.
- So kann z.B. ein Zusammendrücken in radialer Richtung und/oder auch in axialer Richtung durchgeführt werden. Dabei wird der gesamte Kombi-Verpackungsbehälter 1 räumlich verformt. Bei einer Druckkraft -F- in axialer Richtung knickt das Außenteil 12 und auch der Behältermantel 4 in Richtung auf die Längsachse 8 hinein und es kann damit die Auftrennung des Überlappungsbereichs 16 erfolgen oder durchgeführt werden.
- Durch das Vorsehen oder Ausbilden der zusätzlichen Stützvorrichtung 40 im unmittelbar benachbarten Randbereich zur ersten Stirnseite 19 kann das manschettenförmige Außenteil 12 ohne der Verwendung bzw. der Notwendigkeit eines zusätzlichen Klebemittels an der Schulter 11 des Innenbehälters 2 in Axialrichtung noch besser und sicherer abgestützt werden. Der bislang aus Sicherheitsgründen zusätzlich angebrachte Klebepunkt zwischen der Innenfläche 43 des Außenteils 12 und dem Behältermantel 4 kann damit entfallen und braucht nicht mehr vorgesehen werden. So kann beim Auftrennen des Überlappungsbereichs 16 mit dem dabei eingesetzten Haftmittel und/oder dem Auftrennen des Solltrennbereichs 22 eine noch ungewollte Haftverbindung zwischen dem Außenteil 12 und dem Innenbehälter 2 vermieden werden.
- Damit kann der Benutzer des Kombi-Verpackungsbehälters 1 auf die Durchführung des Auftrennvorgangs verzichten und kann den kompletten Kombi-Verpackungsbehälter 1 der Entsorgung zuführen. Der Auftrennvorgang des Solltrennbereichs 22 wird dann bei der Abholung und/oder bei der Abfallentsorgung mechanisch durch eine Presse oder eine Quetschvorrichtung bzw. durch das Eigengewicht einer großen Müllmenge durchgeführt.
- Weiters wäre es zur Durchführung des Trennvorgangs durch eine Person noch möglich, dass der Kombi-Verpackungsbehälter entweder mit seinem verschlossenen Ende oder mit seinem offenen Ende des Innenbehälters auf eine Abstützfläche abgestellt und anschließend die Druckkraft -F- auf das von der Abstützfläche abgewendete Ende in Richtung auf die Abstützfläche ausgeübt wird. Je nach Anordnung und Aufstellung des Kombi-Verpackungsbehälters kann so einfach die Druckkraft z.B. mit menschlicher Kraft, auf den Kombi-Verpackungsbehälter aufgebracht und in diesen eingeleitet werden. Die Verletzungsgefahr kann bei jener Anordnung, bei welcher die Druckkraft auf den Boden eingebracht wird, minimiert werden.
- Es wäre auch noch möglich, die Druckkraft -F- in einer parallelen Ausrichtung bezüglich einer sich zwischen dem offenen Ende und dem verschlossenen Ende erstreckenden Längsachse oder in einer bezüglich der Längsachse dazu winkeligen Ausrichtung auf den Kombi-Verpackungsbehälter auszuüben. Damit kann die Druckkraft bei einer parallelen Krafteinleitung einfach in eine in überwiegend radialer Richtung wirkende Aufrisskraft zumindest zum größten Anteil umgelenkt werden, was zu einem Aufplatzen des Außenteils in seinem Überlappungsbereich führt. Bei einer davon abweichenden Krafteinleitungsrichtung kann ebenfalls durch die räumliche Umformung das Auftrennen des Überlappungsbereichs bewirkt werden.
- Wird auch noch der zuvor beschriebene Solltrennbereich vorgesehen, kann wahlweise der Trennvorgang des Kombi-Verpackungsbehälters 1 in seine unterschiedlichen Komponenten durchgeführt werden. Dies entweder durch eine Person oder auch im Zuge des Sammel- und Entsorgungsvorgangs.
- In der
Fig. 7 ist eine weitere und gegebenenfalls für sich eigenständige Ausführungsform des Kombi-Verpackungsbehälters 1 gezeigt, wobei wiederum für gleiche Teile gleiche Bezugszeichen bzw. Bauteilbezeichnungen wie in den vorangegangenenFig. 1 bis 6 verwendet werden. Um unnötige Wiederholungen zu vermeiden, wird auf die detaillierte Beschreibung in den vorangegangenenFig. 1 bis 6 hingewiesen bzw. Bezug genommen. - Wie aus
Fig. 7 ersichtlich, kann vorgesehen sein, dass die Klebstoffschicht 48 im Abstand 55 von der zweiten Längskante 18 beabstandet angeordnet ist. Da sich die Klebstoffschicht 48 zwischen dem ersten Endabschnitt 14 und dem zweiten Endabschnitt 15 befindet und im vorliegenden Fall vom zweiten Endabschnitt 15 verdeckt wird, ist diese strichliert dargestellt. - Wie aus
Fig. 7 ersichtlich, kann vorgesehen sein, dass das Außenteil 12 ohne die Stützvorrichtung 40 auskommt. InFig. 7 ist darüber hinaus schematisch die Klebstoffschicht 48 dargestellt, welche zwischen dem ersten Endabschnitt 14 und dem zweiten Endabschnitt 15 angeordnet ist. Wie ausFig. 7 ersichtlich, ist die Klebstoffschicht 48 im Abstand 55 von der zweiten Längskante 18 angeordnet. - In den
Figuren 8 und 9 ist eine weitere und gegebenenfalls für sich eigenständige Ausführungsform des Zuschnittes 13 gezeigt, wobei wiederum für gleiche Teile gleiche Bezugszeichen bzw. Bauteilbezeichnungen wie in den vorangegangenenFig. 1 bis 7 verwendet werden. Um unnötige Wiederholungen zu vermeiden, wird auf die detaillierte Beschreibung in den vorangegangenenFig. 1 bis 7 hingewiesen bzw. Bezug genommen. - Wie aus den
Fig. 8 und 9 ersichtlich, kann vorgesehen sein, dass der Zuschnitt 13 einen Schichtaufbau aufweist. Insbesondere kann vorgesehen sein, dass eine Trägerschicht 49 ausgebildet ist, welche aus einem Zellulosewerkstoff, wie einem Kartonmaterial, gefertigt sein kann. Auf die Trägerschicht 49 kann eine Bedruckungsschicht 50 aufgebracht sein, welche zur visuellen Darstellung von Informationen am Zuschnitt 13 dient. Weiters kann eine Versiegelungsschicht 51 ausgebildet sein, welche die Bedruckungsschicht 50 abdeckt. Insbesondere kann vorgesehen sein, dass die Außenfläche 42 an der Versiegelungsschicht 51 ausgebildet ist. Weiters kann vorgesehen sein, dass Innenfläche 43 an der Trägerschicht 49 ausgebildet ist. - Wie aus
Fig. 8 bzw. ausFig. 9 weiters ersichtlich, kann vorgesehen sein, dass an der Außenfläche 42 der Versiegelungsschicht 51 die Klebstoffschicht 48 angeordnet ist. Insbesondere kann vorgesehen sein, dass die Bedruckungsschicht 50 in jenem Bereich in dem die Klebstoffschicht 48 ausgebildet ist, ausgenommen ist. Dies kann auch als Druckausnehmung 56 bezeichnet werden. Weiters kann vorgesehen sein, dass in diesem Bereich, in welchem die Bedruckungsschicht 50 ausgenommen ist, die Versiegelungsschicht 51 direkt die Trägerschicht 49 kontaktiert bzw. direkt an der Trägerschicht 49 angeordnet ist. Wie besonders gut ausFig. 8 ersichtlich, kann vorgesehen sein, dass die Druckausnehmung 56 eine Ausnehmungstiefe 57 aufweist. Weiters kann die Überlappung des ersten Endabschnittes 14 und des zweiten Endabschnittes 15 eine Überlappungstiefe 58 aufweisen. Wie ausFig. 8 ersichtlich, kann die Ausnehmungstiefe 57 kleiner sein als die Überlappungstiefe 58. - In der
Fig. 10 ist eine weitere und gegebenenfalls für sich eigenständige Ausführungsform des Kombi-Verpackungsbehälters 1 gezeigt, wobei wiederum für gleiche Teile gleiche Bezugszeichen bzw. Bauteilbezeichnungen wie in den vorangegangenenFig. 1 bis 9 verwendet werden. Um unnötige Wiederholungen zu vermeiden, wird auf die detaillierte Beschreibung in den vorangegangenenFig. 1 bis 9 hingewiesen bzw. Bezug genommen. - Wie aus
Fig. 10 ersichtlich, kann vorgesehen sein, dass sich das Außenteil 12 über den Boden 3 des Innenbehälters 2 hinaus erstreckt. Weiters kann vorgesehen sein, dass das Außenteil 12 einen Bodenabschnitt 59 aufweist. Da bei einem derartigen Ausführungsbeispiel die Schulter 11 als axiale Abstützung fehlt, kann vorgesehen sein, dass im Innenbehälter 2, insbesondere im Behältermantel 4, eine Axialsicherungsnut 60 ausgebildet ist, welche mit einer damit korrespondierend ausgebildeten Stützvorrichtung 40 des Außenteils 12 zusammenwirken kann. Die Stützvorrichtung 40 kann wie schon beschrieben ausgebildet sein. - In der
Fig. 11 ist eine weitere und gegebenenfalls für sich eigenständige Ausführungsform des Zuschnittes 13 gezeigt, wobei wiederum für gleiche Teile gleiche Bezugszeichen bzw. Bauteilbezeichnungen wie in den vorangegangenenFig. 1 bis 10 verwendet werden. Um unnötige Wiederholungen zu vermeiden, wird auf die detaillierte Beschreibung in den vorangegangenenFig. 1 bis 10 hingewiesen bzw. Bezug genommen. - Wie aus
Fig. 11 ersichtlich, kann vorgesehen sein, dass der Umformabschnitt 46 im Werkstoff des Zuschnitts 13 wellenförmig eingeformt ist. Mit anderen Worten ausgedrückt, kann der Umformabschnitt 46 über dessen Längserstreckung einen variierenden Abstand von der ersten Stirnseite 19 aufweisen. Insbesondere kann vorgesehen sein, dass die Wellenform mit Aussparungen bzw. mit Profilierungen des Innenbehälters 2 korrespondiert. - In der
Fig. 12 ist eine weitere und gegebenenfalls für sich eigenständige Ausführungsform des Zuschnittes 13 gezeigt, wobei wiederum für gleiche Teile gleiche Bezugszeichen bzw. Bauteilbezeichnungen wie in den vorangegangenenFig. 1 bis 11 verwendet werden. Um unnötige Wiederholungen zu vermeiden, wird auf die detaillierte Beschreibung in den vorangegangenenFig. 1 bis 11 hingewiesen bzw. Bezug genommen. - Wie aus
Fig. 12 ersichtlich, kann vorgesehen sein, dass die einzelnen Stützelemente 41 können durch Umformung oder Prägung in den Werkstoff des Zuschnitts 13 eingebracht sind. Die Stützelemente 41 können hierbei an deren Oberseite bogenförmig ausgebildet sein, wie dies beispielsweise in der linken Hälfte des Zuschnitts 13 dargestellt ist. Weiters können die Stützelemente 41 an deren Oberseite auch spitz zulaufend ausgebildet sein, wie dies beispielsweise in der rechten Hälfte des Zuschnitts 13 dargestellt ist. Natürlich können die Stützelemente 41 auch trapezförmig ausgebildet sein, oder eine sonstige Formgebung aufweisen. In einer ersten Ausführungsvariante ist es denkbar, dass alle der Stützelemente 41 dieselbe jeweils gewählte Formgebung aufweisen. In einer weiteren Ausführungsvariante ist es denkbar, dass die Stützelemente 41 auf einem einzigen Zuschnitt 13 eine unterschiedliche Formgebung aufweisen. - In der
Fig. 13 ist eine weitere und gegebenenfalls für sich eigenständige Ausführungsform des Zuschnittes 13 gezeigt, wobei wiederum für gleiche Teile gleiche Bezugszeichen bzw. Bauteilbezeichnungen wie in den vorangegangenenFig. 1 bis 12 verwendet werden. Um unnötige Wiederholungen zu vermeiden, wird auf die detaillierte Beschreibung in den vorangegangenenFig. 1 bis 12 hingewiesen bzw. Bezug genommen. - Wie aus
Fig. 13 ersichtlich, kann vorgesehen sein, dass die Stützelemente 41 in einem Abstand zur ersten Stirnseite 19 angeordnet sind. Die einzelnen Stützelemente 41 können hierbei eine Form, wie sie inFig. 12 beschrieben ist, aufweisen. - Weiters können die einzelnen Stützelemente 41 an deren Unterseite, welche der ersten Stirnseite 19 zugewandt ist, eingeschnitten sein. Dies ist in
Fig. 13 strichliert dargestellt. - Die in
Fig. 13 dargestellten Stützelemente 41 können mit der Schulter 11 des Innenbehälters 2 korrespondieren und sich an dieser abstützen, wobei sich die erste Stirnseite 19 über den Boden 3 des Innenbehälters 2 hinaus erstrecken kann. - Die Ausführungsbeispiele zeigen mögliche Ausführungsvarianten, wobei an dieser Stelle bemerkt sei, dass die Erfindung nicht auf die speziell dargestellten Ausführungsvarianten derselben eingeschränkt ist, sondern vielmehr auch diverse Kombinationen der einzelnen Ausführungsvarianten untereinander möglich sind und diese Variationsmöglichkeit aufgrund der Lehre zum technischen Handeln durch gegenständliche Erfindung im Können des auf diesem technischen Gebiet tätigen Fachmannes liegt.
- Der Schutzbereich ist durch die Ansprüche bestimmt. Die Beschreibung und die Zeichnungen sind jedoch zur Auslegung der Ansprüche heranzuziehen. Einzelmerkmale oder Merkmalskombinationen aus den gezeigten und beschriebenen unterschiedlichen Ausführungsbeispielen können für sich eigenständige erfinderische Lösungen darstellen. Die den eigenständigen erfinderischen Lösungen zugrundeliegende Aufgabe kann der Beschreibung entnommen werden.
- Sämtliche Angaben zu Wertebereichen in gegenständlicher Beschreibung sind so zu verstehen, dass diese beliebige und alle Teilbereiche daraus mitumfassen, z.B. ist die Angabe 1 bis 10 so zu verstehen, dass sämtliche Teilbereiche, ausgehend von der unteren Grenze 1 und der oberen Grenze 10 mit umfasst sind, d.h. sämtliche Teilbereiche beginnen mit einer unteren Grenze von 1 oder größer und enden bei einer oberen Grenze von 10 oder weniger, z.B. 1 bis 1,7, oder 3,2 bis 8,1, oder 5,5 bis 10.
- Der Ordnung halber sei abschließend darauf hingewiesen, dass zum besseren Verständnis des Aufbaus Elemente teilweise unmaßstäblich und/oder vergrößert und/oder verkleinert dargestellt wurden.
Bezugszeichenaufstellung 1 Kombi-Verpackungsbehälter 31 Versatz 32 erstes Ende 2 Innenbehälter 33 zweites Ende 3 Boden 34 erster Solltrennabschnitt 4 Behältermantel 35 zweiter Solltrennabschnitt 5 offenes Ende 36 erste Solltrennstelle 6 Flansch 37 zweite Solltrennstelle 7 verschlossenes Ende 38 dritte Solltrennstelle 8 Längsachse 39 Ebene 9 Behälterhöhe 40 Stützvorrichtung 10 Hinterzug 41 Stützelement 11 Schulter 42 Außenfläche 12 Außenteil 43 Innenfläche 13 Zuschnitt 44 innere Abmessung 14 erster Endabschnitt 45 Innenabmessung 15 zweiter Endabschnitt 46 Umformabschnitt 16 Überlappungsbereich 47 Endabschnitt 17 erste Längskante 48 Klebstoffschicht 18 zweite Längskante 49 Trägerschicht 19 erste Stirnseite 50 Bedruckungsschicht 20 zweite Stirnseite 51 Versiegelungsschicht 21 Bauhöhe 52 Längskantenlänge 22 Solltrennbereich 53 Länge 23 erster Trennabschnitt 54 Breite 24 zweiter Trennabschnitt 55 Abstand 25 Betätigungsmittel 56 Druckausnehmung 26 Verbindungslinie 57 Ausnehmungstiefe 27 Erfassungsabschnitt 58 Überlappungstiefe 28 erstes Erfassungsabschnitt-Ende 59 Bodenabschnitt 29 zweites Erfassungsabschnitt-Ende 60 Axialsicherungsnut 30 Abstand
Claims (24)
- Kombi-Verpackungsbehälter (1) umfassend:- einen becherförmigen Innenbehälter (2), wobei der Innenbehälter (2) einen Behältermantel (4) aufweist, der ein offenes Ende (5) und ein mit einem Boden (3) verschlossenes Ende (7) aufweist;- ein Außenteil (12), welches den Innenbehälter (2) ummantelt,wobei das Außenteil (12) aus einem Zuschnitt (13) gebildet ist, welcher Zuschnitt (13) einen ersten Endabschnitt (14) und einen zweiten Endabschnitt (15) aufweist, wobei der Zuschnitt (13) zu einem Mantel gewickelt ist und dabei der erste Endabschnitt (14) und der zweite Endabschnitt (15) in einem Überlappungsbereich (16) mittels einer Klebstoffschicht (48) aus einem Klebstoff miteinander gekoppelt sind,wobei das Außenteil (12) weiters eine erste Stirnseite (19) und eine zweite Stirnseite (20) aufweist und die beiden Stirnseiten (19, 20) voneinander beabstandet sind, wobei die erste Stirnseite (19) dem Boden (3) und die zweite Stirnseite (20) dem offenen Ende (5) des Innenbehälters (2) zugewandt ist,dadurch gekennzeichnet, dassdie Klebstoffschicht (48) derart ausgebildet ist, dass der erste Endabschnitt (14) und der zweite Endabschnitt (15) im Überlappungsbereich (16) voneinander lösbar sind.
- Kombi-Verpackungsbehälter (1) nach Anspruch 1, dadurch gekennzeichnet, dass der Zuschnitt (13) einen mehrschichtigen Verbundaufbau aufweist, wobei eine Trägerschicht (49), insbesondere aus einem Zellulose-Werkstoff, ausgebildet ist und wobei zumindest abschnittsweise eine Bedruckungsschicht (50) an der Trägerschicht (49) angeordnet ist und wobei zumindest abschnittsweise eine Versiegelungsschicht (51) ausgebildet ist, wobei die Bedruckungsschicht (50) zumindest abschnittsweise zwischen der Trägerschicht (49) und der Versiegelungsschicht (51) angeordnet ist, wobei die Klebstoffschicht (48) an der Versiegelungsschicht (51) angeordnet ist.
- Kombi-Verpackungsbehälter (1) nach Anspruch 2, dadurch gekennzeichnet, dass im Bereich des ersten Endabschnittes (14) die Bedruckungsschicht (50) im Bereich der Klebstoffschicht (48) ausgespart ist, insbesondere, dass die Versiegelungsschicht (51) in diesem Bereich direkt an der Trägerschicht (49) angeordnet ist.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Klebstoff ein Heißschmelzklebstoff ist.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Klebstoffschicht (48) im ersten Endabschnitt (14) an einer Außenfläche (42) anliegt und die Klebstoffschicht (48) im zweiten Endabschnitt (15) an einer Innenfläche (43) anliegt, wobei der erste Endabschnitt (14) im Bereich der Außenfläche (42), an der die Klebstoffschicht (48) anliegt, eine erste Zugfestigkeit aufweist und der zweite Endabschnitt (15) im Bereich der Innenfläche (43), an der die Klebstoffschicht (48) anliegt, eine zweite Zugfestigkeit aufweist und dass der Klebstoff eine Schälfestigkeit aufweist,
wobei die Schälfestigkeit des Klebstoffes geringer ist, als die erste Zugfestigkeit der Außenfläche (42) des ersten Endabschnittes (14). - Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Klebstoff eine Schälfestigkeit und eine Scherfestigkeit aufweist, wobei der Klebstoff derart ausgewählt ist, dass die Scherfestigkeit größer ist, als die Schälfestigkeit.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Klebstoff in Anhaftung an der Versiegelungsschicht (51) eine Scherfestigkeit zwischen 0,04 N/mm2 und 2 N/mm2, insbesondere zwischen 0,09 N/mm2 und 1 N/mm2, bevorzugt zwischen 0,12 N/mm2 und 0,5 N/mm2 aufweist.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass der Klebstoff in Anhaftung an der Versiegelungsschicht (51) eine Schälfestigkeit zwischen 0,0005 N/mm2 und 1 N/mm2, insbesondere zwischen 0,001 N/mm2 und 0,01 N/mm2, bevorzugt zwischen 0,003 N/mm2 und 0,007 N/mm2 aufweist.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass der Klebstoff eine Zugfestigkeit zwischen 0,1 N/mm2 und 60 N/mm2, insbesondere zwischen 1 N/mm2 und 30 N/mm2, bevorzugt zwischen 10 N/mm2 und 20 N/mm2 aufweist.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass der Klebstoff eine Schälfestigkeit, eine Scherfestigkeit und eine Zugfestigkeit aufweist, wobei der Klebstoff derart ausgewählt ist, dass die Zugfestigkeit größer ist als die Scherfestigkeit und die Zugfestigkeit größer ist als die Schälfestigkeit.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass am ersten Endabschnitt (14) eine erste Längskante (17) ausgebildet ist, welche eine erste Längskantenlänge (52) aufweist, wobei die Klebstoffschicht (48) eine längliche Erstreckung aufweist und parallel zur Längskante (17) verlaufend angeordnet ist.
- Kombi-Verpackungsbehälter (1) nach Anspruch 11, dadurch gekennzeichnet, dass eine Länge (53) der Klebstoffschicht (48) zwischen 100% und 80%, insbesondere zwischen 99% und 85%, bevorzugt zwischen 97% und 93% der ersten Längskantenlänge (52) beträgt.
- Kombi-Verpackungsbehälter (1) nach Anspruch 11 oder 12, dadurch gekennzeichnet, dass eine Breite (54) der Klebstoffschicht (48) zwischen 1mm und 10mm, insbesondere zwischen 1,5mm und 7mm, bevorzugt zwischen 2,5mm und 3,5mm beträgt.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 11 bis 13, dadurch gekennzeichnet, dass die Klebstoffschicht (48) in einem Abstand (55) zwischen 1mm und 10mm, insbesondere zwischen 1,5mm und 7mm, bevorzugt zwischen 2,5mm und 3,5mm von der zweiten Längskante (18) angeordnet ist.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass der Innenbehälter (2) im Bereich des verschlossenen Endes (7) eine radial nach außen vorstehende Schulter (11) aufweist, wobei die Schulter (11) als Axialanschlag für die erste Stirnseite (19) des Außenteils (12) dient.
- Kombi-Verpackungsbehälter (1) nach Anspruch 15, dadurch gekennzeichnet, dass die Schulter (11) zumindest abschnittsweise vom offenen Ende (5) zum verschlossenes Ende (7) hin konisch verjüngend ausgebildet ist.
- Kombi-Verpackungsbehälter (1) nach einem der Ansprüche 1 bis 16, dadurch gekennzeichnet, dass der Behältermantel (4) des Innenbehälters (2) zumindest abschnittsweise vom offenen Ende (5) zum verschlossenes Ende (7) hin konisch verjüngend ausgebildet ist.
- Verfahren zum Herstellen eines Kombi-Verpackungsbehälters (1), insbesondere eines Kombi-Verpackungsbehälters (1) nach einem der Ansprüche 1 bis 17, umfassend die Verfahrensschritte:- bereitstellen eines becherförmigen Innenbehälters (2), wobei der Innenbehälter (2) einen Behältermantel (4) aufweist, der ein offenes Ende (5) und ein mit einem Boden (3) verschlossenes Ende (7) aufweist;- formen eines Außenteils (12), zum Ummanteln des Innenbehälters (2),wobei das Außenteil (12) aus einem Zuschnitt (13) geformt wird, welcher Zuschnitt (13) einen ersten Endabschnitt (14) und einen zweiten Endabschnitt (15) aufweist, wobei der Zuschnitt (13) zu einem Mantel gewickelt wird und dabei der erste Endabschnitt (14) und der zweite Endabschnitt (15) in einem Überlappungsbereich (16) mittels einer Klebstoffschicht (48) aus einem Klebstoff miteinander gekoppelt werden,wobei das Außenteil (12) weiters eine erste Stirnseite (19) und eine zweite Stirnseite (20) aufweist und die beiden Stirnseiten (19, 20) voneinander beabstandet sind,- axiales Aufschieben des Außenteils (12) auf den Innenbehälter (2), wobei die erste Stirnseite (19) dem Boden (3) und die zweite Stirnseite (20) dem offenen Ende (5) des Innenbehälters (2) zugewandt wird, oder formen des Außenteils (12) direkt durch umwickeln des Innenbehälters (2),dadurch gekennzeichnet, dass
die Klebstoffschicht (48) derart ausgebildet ist, dass der erste Endabschnitt (14) und der zweite Endabschnitt (15) im Überlappungsbereich (16) voneinander lösbar sind. - Verfahren nach Anspruch 18, dadurch gekennzeichnet, dass zum Aufbringen der Klebstoffschicht (48) auf den Zuschnitt (13) ein Heißschmelzklebstoff verwendet wird, welcher vor dem Formen des Außenteils (12) im Bereich des ersten Endabschnittes (14) auf eine Außenfläche (42) des Zuschnittes (13) aufgetragen wird.
- Verfahren nach Anspruch 19, dadurch gekennzeichnet, dass der Heißschmelzklebstoff ursprünglich in Granulatform vorliegt und durch erhitzen, insbesondere auf eine Temperatur zwischen 130°C und 160°C, aufgeschmolzen wird und zum Auftragen auf die Außenfläche (42) des Zuschnittes (13) durch eine Düse gepresst wird.
- Verfahren zum Trennen eines Kombi-Verpackungsbehälters (1) , insbesondere eines Kombi-Verpackungsbehälters (1) nach einem der Ansprüche 1 bis 16, mit einem becherförmigen Innenbehälter (2), wobei der Innenbehälter (2) einen Behältermantel (4) aufweist, der ein offenes Ende (5) und ein mit einem Boden (3) verschlossenes Ende (7) aufweist und einem Außenteil (12), welches den Innenbehälter (2) ummantelt, wobei das Außenteil (12) aus einem Zuschnitt (13) gebildet ist, welcher Zuschnitt (13) einen ersten Endabschnitt (14) und einen zweiten Endabschnitt (15) aufweist, wobei der Zuschnitt (13) zu einem Mantel gewickelt ist und dabei der erste Endabschnitt (14) und der zweite Endabschnitt (15) in einem Überlappungsbereich (16) mittels einer Klebstoffschicht (48) aus einem Klebstoff miteinander gekoppelt sind, wobei das Außenteil (12) weiters eine erste Stirnseite (19) und eine zweite Stirnseite (20) aufweist und die beiden Stirnseiten (19, 20) voneinander beabstandet sind, wobei die erste Stirnseite (19) dem Boden (3) und die zweite Stirnseite (20) dem offenen Ende (5) des Innenbehälters (2) zugewandt ist,
gekennzeichnet durch den Verfahrensschritt, dass
zum Trennen des Außenteils (12) vom Innenbehälter (2), der erste Endabschnitt (14) des Außenteils (12) und der zweite Endabschnitt (15) des Außenteils (12) im Überlappungsbereich (16) an der Klebstoffschicht (48) voneinander gelöst werden. - Verfahren nach Anspruch 21, dadurch gekennzeichnet, dass beim Lösen des ersten Endabschnittes (14) des Außenteils (12) und des zweiten Endabschnittes (15) des Außenteils (12) voneinander,die Klebstoffschicht (48) vom ersten Endabschnitt (14) gelöst wird, ohne dass der erste Endabschnitt (14) dabei beschädigt wird und die Klebstoffschicht (48) am zweiten Endabschnitt (15) verbleibt, oderdie Klebstoffschicht (48) vom zweiten Endabschnitt (15) gelöst wird, ohne dass der zweite Endabschnitt (15) dabei beschädigt wird und die Klebstoffschicht (48) am ersten Endabschnitt (14) verbleibt.
- Verfahren nach Anspruch 21 oder 22, dadurch gekennzeichnet, dass zum Trennen des Außenteils (12) vom Innenbehälter (2), der erste Endabschnitt (14) des Außenteils (12) und der zweite Endabschnitt (15) des Außenteils (12) im Überlappungsbereich (16) an der Klebstoffschicht (48) dadurch voneinander gelöst werden, dass eine in Richtung auf den Kombi-Verpackungsbehälter (1) gerichtete Druckkraft (-F-) aufgebracht und dabei das Außenteil (12) und der Behältermantel (4) des Kombi-Verpackungsbehälters (1) räumlich verformt werden, wobei durch die räumliche Verformung des Außenteils (12) und des Behältermantels (4) im Bereich der Klebstoffschicht (48) eine Auftrennkraft eingeleitet wird, welche zum Lösen der Klebstoffschicht (48) vom ersten Endabschnitt (14) oder zum Lösen der Klebstoffschicht (48) vom zweiten Endabschnitt (15) führt.
- Verfahren nach Anspruch 23, dadurch gekennzeichnet, dass die räumliche Verformung des Außenteils (12) eine axiale Verformung beinhaltet, die größer ist als 1,5 cm von einem unverformten Gebrauchszustand und/oder eine radiale Verformung beinhaltet, die größer ist als 2 cm von einem unverformten Gebrauchszustand.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RS20250467A RS66793B1 (sr) | 2021-02-25 | 2022-02-23 | Spoljni deo u obliku manžetne i kombinovani kontejner za pakovanje opremljen njime i postupak odvajanja kombinovanog kontejnera za pakovanje |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA50131/2021A AT524230B1 (de) | 2021-02-25 | 2021-02-25 | Manschettenförmiges Außenteil, damit ausgestatteter Kombi-Verpackungsbehälter und Verfahren zum Trennen des Kombi-Verpackungsbehälters |
| ATA50737/2021A AT524826B1 (de) | 2021-02-25 | 2021-09-20 | Manschettenförmiges Außenteil, damit ausgestatteter Kombi-Verpackungsbehälter und Verfahren zum Trennen des Kombi-Verpackungsbehälters |
| PCT/EP2022/054494 WO2022180079A1 (de) | 2021-02-25 | 2022-02-23 | Manschettenförmiges aussenteil, damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4298025A1 EP4298025A1 (de) | 2024-01-03 |
| EP4298025C0 EP4298025C0 (de) | 2025-04-23 |
| EP4298025B1 true EP4298025B1 (de) | 2025-04-23 |
Family
ID=80628786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22707702.1A Active EP4298025B1 (de) | 2021-02-25 | 2022-02-23 | Manschettenförmiges aussenteil, damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240327054A1 (de) |
| EP (1) | EP4298025B1 (de) |
| CA (1) | CA3211080A1 (de) |
| HU (1) | HUE072442T2 (de) |
| PL (1) | PL4298025T3 (de) |
| RS (1) | RS66793B1 (de) |
| WO (1) | WO2022180079A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL4298025T3 (pl) | 2021-02-25 | 2025-08-25 | Greiner Packaging Ag | Część zewnętrzna w postaci mankietu, wyposażony w nią kombinowany pojemnik opakowaniowy i sposób rozdzielania kombinowanego pojemnika opakowaniowego |
| AT524230B1 (de) | 2021-02-25 | 2022-04-15 | Greiner Packaging Ag | Manschettenförmiges Außenteil, damit ausgestatteter Kombi-Verpackungsbehälter und Verfahren zum Trennen des Kombi-Verpackungsbehälters |
| DE202022107170U1 (de) * | 2022-12-22 | 2024-03-27 | Optipack Gmbh | Kombi-Verpackungsbehälter |
| EP4393832A1 (de) * | 2023-01-02 | 2024-07-03 | PACCOR Packaging GmbH | Zuschnitt für eine verpackungsschale einer becherverpackung, verfahren zur herstellung eines zuschnitts, becherverpackung mit einer verpackungsschale und verfahren zum trennen der becherverpackung und der verpackungsschale |
| EP4488188A1 (de) * | 2023-07-06 | 2025-01-08 | PACCOR Packaging GmbH | Verpackungsbehälter für lebensmittel und verfahren zur herstellung eines verpackungsbehälters |
| AT526840B1 (de) * | 2023-09-14 | 2024-08-15 | Greiner Packaging Ag | Kombi-Verpackungsbehälter mit einem Behälter und einem Außenteil |
Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1544938A (en) | 1976-02-26 | 1979-04-25 | Pillsbury Co | Helically wound cylindrical containers |
| US4550854A (en) | 1982-08-10 | 1985-11-05 | Sandherr Packungen Ag | Deep-drawn conical plastic container and method of making |
| EP0408515B1 (de) | 1989-07-14 | 1993-09-22 | Sandherr Packungen AG | Verpackungsbehälter |
| US5385260A (en) * | 1994-01-19 | 1995-01-31 | Sherwood Industries, Inc. | Disposable cup assembly system and method |
| DE29714534U1 (de) | 1997-08-14 | 1998-12-17 | Gizeh Verpackungen GmbH & Co. KG, 51702 Bergneustadt | Becher |
| JPH11278456A (ja) | 1998-03-28 | 1999-10-12 | Nippon Matai Co Ltd | 二重カップ |
| JP2005186948A (ja) | 2003-12-24 | 2005-07-14 | Toppan Printing Co Ltd | カップ容器の外装紙カバー |
| DE202004015374U1 (de) * | 2004-10-04 | 2006-02-09 | Zott Gmbh & Co. Kg | Behälter für Lebensmittel |
| US20080087677A1 (en) * | 2006-10-12 | 2008-04-17 | Robertson Ronald D | Multi walled container and method |
| US20090230178A1 (en) | 2008-03-12 | 2009-09-17 | Werner Stahlecker | Double-walled cup |
| GB2469200A (en) * | 2009-04-01 | 2010-10-06 | Rundpack Ag | A beaker shaped container and method of producing |
| US20130306630A1 (en) * | 2012-05-21 | 2013-11-21 | Vladislav Babinsky | Insulated Container with Comfort Zone |
| US20140151385A1 (en) | 2014-02-06 | 2014-06-05 | World Coffee Kiosk, Llc | Hot and Cold Cup Sleeve |
| WO2015135134A1 (en) | 2014-03-11 | 2015-09-17 | 3M Innovative Properties Company | Stretch releasable adhesive article, usage and manufacturing the same |
| WO2016030737A1 (ja) | 2014-08-26 | 2016-03-03 | 王子ホールディングス株式会社 | 粘着シート |
| EP3023968A1 (de) | 2014-11-18 | 2016-05-25 | UPM Raflatac Oy | Entfernbares Etikett |
| US20170156527A1 (en) | 2014-04-09 | 2017-06-08 | James E. Vara | Article for use as sleeve or coaster with a beverage container |
| WO2018170240A1 (en) | 2017-03-16 | 2018-09-20 | Dart Container Corporation | Method of assembling a double-walled container |
| US20200010732A1 (en) | 2017-02-24 | 2020-01-09 | Tesa Se | Removable pressure-sensitive adhesive strip |
| WO2020245148A1 (de) | 2019-06-07 | 2020-12-10 | Greiner Packaging Ag | Manschettenförmiges aussenteil sowie damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3814111A1 (de) * | 1988-04-26 | 1989-11-09 | Schmalbach Lubeca | Loesungsmittelfreie, monomerarme bzw. monomerfreie, polymerisierbare schmelzmasse zum korrosionsbestaendigen, abrasionsfesten ausruesten und/oder zur ausbildung eines schutzfilmes mit barriereeigenschaften auf flaechigen substraten und formkoerpern aus metall, kunststoff, cellulose-materialien und/oder anorganischen materialien und verfahren zu deren herstellung |
| US6159568A (en) * | 1992-02-21 | 2000-12-12 | Avery Dennison Corporation | Peelable label |
| US6986436B2 (en) * | 2003-05-20 | 2006-01-17 | Huhtamaki Consumer Packaging, Inc. | Storage container with removable sleeve |
| WO2004110879A1 (ja) * | 2003-06-13 | 2004-12-23 | Akihide Mori | 伸縮容器 |
| DE102004047445B4 (de) * | 2004-09-30 | 2007-05-31 | Lts Lohmann Therapie-Systeme Ag | Nichtwiederverschließbare Verpackung für gesundheitsgefährdende Erzeugnisse, Verwendung der Verpackung, sowie Verfahren zu deren Herstellung |
| US20090214837A1 (en) * | 2008-02-21 | 2009-08-27 | Multi-Color Corporation | Insulating Label |
| DE102008026984A1 (de) * | 2008-05-28 | 2009-12-03 | Ptm Packaging Tools Machinery Pte.Ltd. | Außenmantel für einen doppelwandigen Becher und Verfahren zum Herstellen |
| JP2011025958A (ja) * | 2009-07-24 | 2011-02-10 | Tomei Kagaku Kogyo Kk | 外装体及び複合容器 |
| US20120205430A1 (en) * | 2011-02-14 | 2012-08-16 | Dickert James C | Disposable insulated container and method of making |
| AU2012363114B2 (en) * | 2011-06-17 | 2016-10-06 | Berry Plastics Corporation | Insulated sleeve for a cup |
| WO2014098666A1 (en) * | 2012-12-19 | 2014-06-26 | Sca Hygiene Products Ab | Stack of z-folded web with connector to another stack |
| US20200128987A1 (en) * | 2014-04-09 | 2020-04-30 | James E. Vara | Article for use as sleeve or coaster with a beverage container |
| WO2018156776A1 (en) * | 2017-02-22 | 2018-08-30 | Lbp Manufacturing Llc | Cold cup sleeve |
| PL4298025T3 (pl) | 2021-02-25 | 2025-08-25 | Greiner Packaging Ag | Część zewnętrzna w postaci mankietu, wyposażony w nią kombinowany pojemnik opakowaniowy i sposób rozdzielania kombinowanego pojemnika opakowaniowego |
-
2022
- 2022-02-23 PL PL22707702.1T patent/PL4298025T3/pl unknown
- 2022-02-23 US US18/278,840 patent/US20240327054A1/en active Pending
- 2022-02-23 RS RS20250467A patent/RS66793B1/sr unknown
- 2022-02-23 WO PCT/EP2022/054494 patent/WO2022180079A1/de not_active Ceased
- 2022-02-23 CA CA3211080A patent/CA3211080A1/en active Pending
- 2022-02-23 HU HUE22707702A patent/HUE072442T2/hu unknown
- 2022-02-23 EP EP22707702.1A patent/EP4298025B1/de active Active
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1544938A (en) | 1976-02-26 | 1979-04-25 | Pillsbury Co | Helically wound cylindrical containers |
| US4550854A (en) | 1982-08-10 | 1985-11-05 | Sandherr Packungen Ag | Deep-drawn conical plastic container and method of making |
| EP0408515B1 (de) | 1989-07-14 | 1993-09-22 | Sandherr Packungen AG | Verpackungsbehälter |
| US5385260A (en) * | 1994-01-19 | 1995-01-31 | Sherwood Industries, Inc. | Disposable cup assembly system and method |
| DE29714534U1 (de) | 1997-08-14 | 1998-12-17 | Gizeh Verpackungen GmbH & Co. KG, 51702 Bergneustadt | Becher |
| JPH11278456A (ja) | 1998-03-28 | 1999-10-12 | Nippon Matai Co Ltd | 二重カップ |
| JP2005186948A (ja) | 2003-12-24 | 2005-07-14 | Toppan Printing Co Ltd | カップ容器の外装紙カバー |
| DE202004015374U1 (de) * | 2004-10-04 | 2006-02-09 | Zott Gmbh & Co. Kg | Behälter für Lebensmittel |
| US20080087677A1 (en) * | 2006-10-12 | 2008-04-17 | Robertson Ronald D | Multi walled container and method |
| US20090230178A1 (en) | 2008-03-12 | 2009-09-17 | Werner Stahlecker | Double-walled cup |
| GB2469200A (en) * | 2009-04-01 | 2010-10-06 | Rundpack Ag | A beaker shaped container and method of producing |
| US20130306630A1 (en) * | 2012-05-21 | 2013-11-21 | Vladislav Babinsky | Insulated Container with Comfort Zone |
| US20140151385A1 (en) | 2014-02-06 | 2014-06-05 | World Coffee Kiosk, Llc | Hot and Cold Cup Sleeve |
| WO2015135134A1 (en) | 2014-03-11 | 2015-09-17 | 3M Innovative Properties Company | Stretch releasable adhesive article, usage and manufacturing the same |
| US20170156527A1 (en) | 2014-04-09 | 2017-06-08 | James E. Vara | Article for use as sleeve or coaster with a beverage container |
| WO2016030737A1 (ja) | 2014-08-26 | 2016-03-03 | 王子ホールディングス株式会社 | 粘着シート |
| EP3023968A1 (de) | 2014-11-18 | 2016-05-25 | UPM Raflatac Oy | Entfernbares Etikett |
| US20200010732A1 (en) | 2017-02-24 | 2020-01-09 | Tesa Se | Removable pressure-sensitive adhesive strip |
| WO2018170240A1 (en) | 2017-03-16 | 2018-09-20 | Dart Container Corporation | Method of assembling a double-walled container |
| WO2020245148A1 (de) | 2019-06-07 | 2020-12-10 | Greiner Packaging Ag | Manschettenförmiges aussenteil sowie damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters |
Non-Patent Citations (2)
| Title |
|---|
| ANONYMOUS: "Adhesive application guide", ELLSWORTH ADHESIVES, 1 January 2020 (2020-01-01), XP093363960, Retrieved from the Internet <URL:https://www.ellsworth.com/globalassets/literature-library/manufacturer/ellsworth-adhesives/ellsworth-adhesives-guide---adhesive-technical-guide.pdf> |
| ANONYMOUS: "Original Operating Instructions - CBU-ISO - machine no.: 10346", WEYHMÜLLER VERPACKUNGSTECHNIK GMBH, 1 January 2019 (2019-01-01), XP093363954 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4298025C0 (de) | 2025-04-23 |
| PL4298025T3 (pl) | 2025-08-25 |
| CA3211080A1 (en) | 2022-09-01 |
| US20240327054A1 (en) | 2024-10-03 |
| HUE072442T2 (hu) | 2025-11-28 |
| RS66793B1 (sr) | 2025-06-30 |
| WO2022180079A1 (de) | 2022-09-01 |
| EP4298025A1 (de) | 2024-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4298025B1 (de) | Manschettenförmiges aussenteil, damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters | |
| EP4265536B1 (de) | Manschettenförmiges aussenteil sowie damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters | |
| AT508081B1 (de) | Kombi-verpackungsbehälter sowie verfahren zu dessen herstellung | |
| AT506750B1 (de) | Verfahren zur herstellung eines kombi - verpackungsbehälters sowie einem mantelförmigen aussenteil | |
| DE69508986T2 (de) | Verfahren zur Herstellung einer Schlauchpackung und nach diesem Verfahren hergestellte Packung | |
| EP2206655B1 (de) | Deckel zum Verschliessen einer Behälteröffnung, Verpackung mit einem Behälter und einem solchen Deckel sowie Verfahren zum Versiegeln eines Behälters mit einem solchen Deckel | |
| EP4298024B1 (de) | Manschettenförmiges aussenteil, damit ausgestatteter kombi-verpackungsbehälter und verfahren zum trennen des kombi-verpackungsbehälters | |
| AT526366B1 (de) | Zuschnitt, sowie aus einem Zuschnitt gebildetes manschettenförmiges Außenteil zum Ummanteln eines becherförmigen Innenbehälters, sowie Kombi-Verpackungsbehälter | |
| AT513804B1 (de) | Verfahren zur Herstellung eines Kombi-Verpackungsbehälters sowie Kombi-Verpackungsbehälter | |
| AT506749B1 (de) | Verfahren zur herstellung eines kombi-verpackungsbehälters | |
| AT526840B1 (de) | Kombi-Verpackungsbehälter mit einem Behälter und einem Außenteil | |
| AT507739B1 (de) | Verfahren zur herstellung eines kombi - verpackungsbehälters |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230921 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20241014 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| INTG | Intention to grant announced |
Effective date: 20250227 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022003670 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20250507 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20250513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250823 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E072442 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250423 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250423 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: L11 Free format text: ST27 STATUS EVENT CODE: U-0-0-L10-L11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260128 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: L10 Free format text: ST27 STATUS EVENT CODE: U-0-0-L10-L00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260204 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |