EP4206116B1 - Flurförderzeug, insbesondere schmalgangstapler - Google Patents
Flurförderzeug, insbesondere schmalgangstapler Download PDFInfo
- Publication number
- EP4206116B1 EP4206116B1 EP22209043.3A EP22209043A EP4206116B1 EP 4206116 B1 EP4206116 B1 EP 4206116B1 EP 22209043 A EP22209043 A EP 22209043A EP 4206116 B1 EP4206116 B1 EP 4206116B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- carriage
- hollow section
- industrial truck
- reach
- designed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66F—HOISTING, LIFTING, HAULING OR PUSHING, NOT OTHERWISE PROVIDED FOR, e.g. DEVICES WHICH APPLY A LIFTING OR PUSHING FORCE DIRECTLY TO THE SURFACE OF A LOAD
- B66F9/00—Devices for lifting or lowering bulky or heavy goods for loading or unloading purposes
- B66F9/06—Devices for lifting or lowering bulky or heavy goods for loading or unloading purposes movable, with their loads, on wheels or the like, e.g. fork-lift trucks
- B66F9/075—Constructional features or details
- B66F9/12—Platforms; Forks; Other load supporting or gripping members
- B66F9/14—Platforms; Forks; Other load supporting or gripping members laterally movable, e.g. swingable, for slewing or transverse movements
- B66F9/147—Whole unit including fork support moves relative to mast
- B66F9/148—Whole unit including fork support moves sideways
Definitions
- the invention relates to an industrial truck, in particular a narrow aisle forklift truck, with a lifting frame and a load-handling device arranged on the lifting frame that can be raised and lowered, wherein the load-handling device is designed as a pivoting push fork that has a push carriage that can be moved on the lifting frame in the transverse direction of the vehicle.
- Such industrial trucks for example narrow aisle forklifts designed as order picking forklifts, are used in shelving systems, for example high-bay racking systems, for storing and retrieving pallets and loads in shelf compartments.
- the load handling device is used to operate the shelf compartments on the side of the industrial truck in order to store or retrieve a pallet or load in one storage cycle.
- the load handling device is designed for this purpose as a swiveling push fork.
- the swiveling push fork comprises a push carriage which is arranged on the mast so that it can move in the transverse direction of the vehicle.
- a load fork formed by two fork tines is also arranged on the push carriage so that it can pivot about a vertical pivot axis in order to be able to store or retrieve pallets or loads on both sides of the shelf aisle.
- the push carriage In known industrial trucks designed as narrow aisle forklifts, the push carriage is designed as a welded assembly and thus as a welded construction.
- the push carriage is made up of several plate-like components and is thus designed as a multi-part component that is composed of several components that are welded together to form the push carriage using appropriate weld seams.
- the present invention is based on the object of providing an industrial truck of the type mentioned at the outset, in which the push carriage is improved with regard to the disadvantages mentioned.
- the thrust carriage is designed as a one-piece cast component, wherein the thrust carriage designed as a cast component comprises an L-shaped hollow profile, wherein the hollow profile has a vertical hollow profile section and a horizontal hollow profile section, wherein a rounded transition is formed between the vertical hollow profile section and the horizontal hollow profile section.
- the idea of the invention is therefore to design the thrust carriage as a cast component and to manufacture it using a casting process.
- the wall thicknesses can be easily defined variably.
- the wall thicknesses of the thrust carriage can thus be easily manufactured to match the loads that occur in order to achieve a reduced stress level in the thrust carriage.
- the safety factor can be easily increased by selecting a cast material for the thrust carriage that has a higher permissible stress.
- the thrust carriage designed as a cast component comprises an L-shaped hollow profile, wherein the hollow profile has a vertical hollow profile section and has a horizontal hollow profile section, with a rounded transition being formed between the vertical hollow profile section and the horizontal hollow profile section.
- a rounded transition between the vertical hollow profile section and the horizontal hollow profile section of the thrust carriage can be created in a simple manner, which leads to a favorable stress distribution and force flow between the vertical hollow profile section and the horizontal hollow profile section of the thrust carriage.
- the hollow profile sections have wall thicknesses adapted to the loads, with highly loaded areas having thicker wall thicknesses than low-load areas.
- Highly loaded areas of the thrust carriage can easily be provided with thicker wall thicknesses and thus thicker cross sections in a thrust carriage designed as a cast component, thus reducing the stress level in these areas of the thrust carriage.
- an upper flange plate and a lower flange plate are integrally formed, in particular cast, on the vertical hollow profile section, wherein the flange plates are each provided with a fastening interface for a guide device with which the push carriage is arranged to be movable on the lifting frame in the transverse direction of the vehicle.
- the push carriage can be arranged in a simple manner on the lifting frame in the transverse direction of the vehicle, for example displaceable, and a favorable flow of force can be achieved between the flange plates and the vertical hollow profile section.
- a front flange plate is integrally formed, in particular cast, on the horizontal hollow profile section, wherein the flange plate is provided with a fastening interface for a rotary guide with which the load-carrying means is arranged on the push carriage so that it can pivot about a vertical pivot axis.
- the load-carrying means for example a load fork formed by two fork tines, on the push carriage so that it can pivot about the vertical pivot axis.
- the invention further relates to a method for producing a push carriage of a load-handling device designed as a swivel push fork of an industrial truck, in particular a narrow-aisle forklift truck.
- the task is solved by producing the slide in a casting process that is carried out as a mold casting.
- different variants of the thrust carriage which differ in length, are produced by length-dependent intermediate pieces of a cast model of the thrust carriage. This makes it easy to produce a variance in the length of the thrust carriage.
- the invention has a number of advantages.
- a slide carriage designed as a cast component is easier to manufacture, since only a single component needs to be produced in a casting process.
- a slide carriage designed as a welded assembly requires several individual components to be laboriously joined together using appropriate weld seams.
- the thrust slide which is designed as a cast component and manufactured in a casting process
- functional geometries such as domes for threaded holes and/or thickenings for surfaces to be machined, can also be easily introduced and produced.
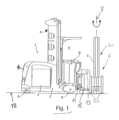
- an industrial truck 1 according to the invention is shown.
- the industrial truck 1 is designed as a narrow-aisle forklift.
- the load-carrying device 6 is designed as a swivel fork 20.
- the swivel fork 20 comprises - as shown in the Figures 2 and 3 can be seen in more detail - a push carriage 12 which is arranged so as to be movable in the transverse direction Q of the vehicle on the driver's cab 5 and thus on the lifting frame 4.
- a support 11 is arranged on the front of the driver's cab 5, on which the push carriage 12 is arranged so as to be displaceable in the horizontal direction in the transverse direction Q of the vehicle.
- the push carriage 12 can be moved in the transverse direction Q of the vehicle on the support 11 by means of a push drive 13.
- an additional lifting mast 7 can be pivoted about a vertical axis V relative to the push carriage 12 on the push carriage 12, which can be moved in the transverse direction Q of the vehicle, by means of a rotary guide 21 and a rotary drive (not shown in detail).
- a load fork 22 with two fork tines can be raised and lowered and is arranged on the additional lifting mast 7.
- a horizontal pushing movement in the transverse direction Q of the vehicle and a swiveling movement about the vertical axis V can be generated as a movement of the load-handling device 6, so that shelf compartments on both sides of the industrial truck 1 can be served with the swiveling fork.
- the thrust drive 13 of the swivel thrust fork 20 comprises, for example, a hydraulic motor (not shown in detail) which is arranged on the thrust carriage 12.
- the hydraulic motor drives a pinion which meshes with racks 18 which are arranged on the front of the carrier 11. By driving the hydraulic motor Thus, the sliding carriage 12 can be moved in the vehicle transverse direction Q along the support 11.
- the industrial truck 1 has a three-wheel chassis and is supported on a roadway FB by means of two non-steered and non-driven load wheels 8, which are arranged at an end of the vehicle frame 2 on the load part side, and a steerable drive wheel 9, which is driven by a drive drive (not shown in detail), for example an electric drive motor, and which is arranged at an end of the vehicle frame 2 on the drive part side.
- a drive drive for example an electric drive motor
- the control and operating elements required for operating the industrial truck 1 are arranged in the driver's cab 5, for example in the form of an operating device designed as a control panel B.
- the control panel B is provided with corresponding operating elements for controlling the drive and the load handling functions of the industrial truck 1, as well as a steering actuating element for controlling the steering.
- the lifting frame 4 of the industrial truck 1 is designed as a multi-stage lifting frame.
- the lifting frame 4 is designed as a so-called triplex lifting frame with a mast 4a arranged on the vehicle frame 2, a lifting device 4b arranged in the mast 4a according to a first extension mast 4a which can be extended upwards and a second extension mast 4b which can be extended upwards in the first extension mast 4a and in which the driver's cab 5 is arranged so that it can be extended upwards.
- the industrial truck 1 is shown with the mast 4 fully extended and the driver's platform 5 fully raised.
- the swivel push fork 20 is actuated such that the push carriage 12 is retracted and the load fork 22 is located within the lateral vehicle contour of the vehicle frame 2.
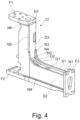
- a push carriage 12 of an industrial truck 1 of the prior art is shown, which is designed as a welded assembly.
- the push carriage 12 is formed from several plate-like components and is thus designed as a multi-part component that is composed of several components and thus several components that are welded together to form the push carriage 12 by corresponding weld seams.
- the push carriage 12 is formed from two side plates S1, S2, several flange plates F1, F2, F3 and several cover plates D1, D2, D3 arranged between the side plates S1, S2, which are welded together by means of weld seams N1 to N8.
- a push carriage 12 according to the invention of an industrial truck 1 is shown, which is designed according to the invention as a one-piece cast component.
- the push carriage 12 is preferably manufactured in a casting process carried out as a mold casting.
- the thrust carriage 12 which is designed as a cast component, comprises an L-shaped hollow profile 30.
- the hollow profile 30 has a vertical hollow profile section 31 and a horizontal hollow profile section 32.
- the horizontal hollow profile section 32 is cast in one piece at the lower region of the vertical hollow profile section 31 and a rounded transition 33 is formed between the vertical hollow profile section 31 and the horizontal hollow profile section 32.
- the hollow profile sections 31, 32 preferably have wall thicknesses adapted to the loads occurring, with highly loaded areas having thicker wall thicknesses than low-loaded areas.
- a front flange plate 38 is cast in one piece at the front end of the horizontal hollow profile section 32.
- the flange plate 38 is provided with a fastening interface 39, for example corresponding holes, for fastening the rotary guide 21, with which the additional lifting mast 7 and the load fork 22 are arranged on the push carriage 12 so as to be pivotable about the vertical pivot axis V.
- the hollow profile sections 31, 32 are produced by inserting cores into a casting mold.
- Different variants of the thrust carriage 12, which differ in the length of the vertical hollow profile section 31 and/or the length of the horizontal hollow profile section 32, can be produced in a simple manner by length-dependent intermediate pieces of the casting model of the thrust carriage 12.
- the invention is not limited to the illustrated embodiment of an industrial truck 1 with a driver's cab 5 arranged on the mast 4 so as to be raiseable and lowerable.
- An industrial truck 1 according to the invention can alternatively be provided with a driver's workplace F arranged on the vehicle frame 2.
- the carrier 11, on which the push carriage 12 is arranged so as to be displaceable in the horizontal direction in the vehicle transverse direction Q, is arranged directly on the lifting frame 4.
Landscapes
- Engineering & Computer Science (AREA)
- Transportation (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Mechanical Engineering (AREA)
- Forklifts And Lifting Vehicles (AREA)
Description
- Die Erfindung betrifft ein Flurförderzeug, insbesondere Schmalgangstapler, mit einem Hubgerüst und einem am Hubgerüst anhebbaren und absenkbar angeordneten Lastaufnahmemittel, wobei das Lastaufnahmemittel als Schwenkschubgabel ausgebildet ist, die einen in Fahrzeugquerrichtung am Hubgerüst bewegbaren Schubschlitten aufweist.
- Derartige Flurförderzeuge, beispielsweise als Kommissionierstapler ausgebildete Schmalgangstapler, werden in Regalanlagen, beispielsweise Hochregalanlagen, für das Ein- und Auslagern von Paletten und Lasten in Regalfächern des Regals eingesetzt. Das Flurförderzeug bewegt sich im Betrieb längs einer Regalzeile in einem entsprechenden Regalgang einer Regalanlage. Mit dem Lastaufnahmemittel werden hierbei die seitlich des Flurförderzeugs befindlichen Regalfächer des Regals bedient, um in einem Lagerspiel eine Palette bzw. eine Last auszulagern bzw. einzulagern. Das Lastaufnahmemittel ist hierzu als Schwenkschubgabel ausgebildet. Die Schwenkschubgabel umfasst einen Schubschlitten, der in Fahrzeugquerrichtung am Hubgerüst bewegbar angeordnet ist. An dem Schubschlitten ist weiterhin eine von zwei Gabelzinken gebildete Lastgabel um eine vertikale Schwenkachse verschwenkbar angeordnet, um Paletten bzw. Lasten auf beiden Seiten des Regalgangs ein- bzw. auslagern zu können.
- Bei bekannten als Schmalgangstapler ausgebildeten Flurförderzeugen ist der Schubschlitten als eine Schweißbaugruppe und somit als Schweißkonstruktion ausgeführt. Der Schubschlitten ist von mehreren plattenartigen Bauteilen gebildet und somit als mehrteiliges Bauteil ausgebildet, das aus mehreren Bauteilen zusammengesetzt ist, die durch entsprechende Schweißnähte miteinander zu dem Schubschlitten verschweißt werden.
- Im Betrieb des Flurförderzeugs werden in den Schubschlitten große Kräfte aufgrund der aufgenommenen Last eingeleitet. Diese Kräfte führen zu entsprechenden Spannungen in der Schweißbaugruppe.
- Nachteilig an einem derartigen als Schweißbaugruppe ausgebildeten Schubschlitten ist, dass die Schweißnähte, mit denen die einzelnen Bauteile zu dem Schubschlitten verschweißt werden, meist der kleinste Profilquerschnitt sind, womit die Spannungswerte in den Schweißnähten entsprechend der Querschnittsfläche sehr hoch sind.
- Aus der
CN 113 307 187 A ist ein Schmalgangstapler mit einem Hubgerüst und einem am Hubgerüst anhebbaren und absenkbar angeordneten Lastaufnahmemittel bekannt, wobei das Lastaufnahmemittel als Schwenkschubgabel ausgebildet ist, die einen in Fahrzeugquerrichtung am Hubgerüst bewegbaren Schubschlitten aufweist, wobei der Schubschlitten als einstückiges Gussbauteil ausgebildet ist. - Der vorliegenden Erfindung liegt die Aufgabe zugrunde, ein Flurförderzeug der eingangs genannten Gattung zur Verfügung zu stellen, bei dem der Schubschlitten hinsichtlich der genannten Nachteile verbessert ist.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass der Schubschlitten als einstückiges Gussbauteil ausgebildet ist, wobei der als Gussbauteil ausgebildete Schubschlitten ein L-förmiges Hohlprofil umfasst, wobei das Hohlprofil einen senkrechten Hohlprofilabschnitt und einen waagerechten Hohlprofilanschnitt aufweist, wobei ein abgerundeter Übergang zwischen dem senkrechten Hohlprofilabschnitt und dem waagerechten Hohlprofilabschnitt ausgebildet ist.
- Der erfindungsgemäße Gedanke besteht somit darin, den Schubschlitten als Gussbauteil auszubilden und durch ein Gießverfahren herzustellen. Bei einem Gussbauteil sind die Wandstärken in einfacher Weise variabel definierbar. Bei einem als Gussbauteil ausgebildeten Schubschlitten können somit in einfacher Weise an die auftretenden Belastungen angepasste Wandstärken des Schubschlittens hergestellt werden, um ein reduziertes Spannungsniveau im Schubschlitten zu erzielen. Zusätzlich kann über die Gusswerkstoff-Auswahl die Sicherheitszahl in einfacher Weise erhöht werden, indem ein Gusswerkstoff für den Schubschlitten ausgewählt wird, der eine höhere zulässige Spannung aufweist.
- Gemäß der Erfindung umfasst der als Gussbauteil ausgebildete Schubschlitten ein L-förmiges Hohlprofil, wobei das Hohlprofil einen senkrechten Hohlprofilabschnitt und einen waagerechten Hohlprofilanschnitt aufweist, wobei ein abgerundeter Übergang zwischen dem senkrechten Hohlprofilabschnitt und dem waagerechten Hohlprofilabschnitt ausgebildet ist. Bei einem Gussbauteil kann in einfacher Weise ein abgerundeter Übergang zwischen dem senkrechten Hohlprofilabschnitt und dem waagerechten Hohlprofilabschnitt des Schubschlittens erzeugt werden, der zu einem günstigen Spannungsverlauf und Kraftfluss zwischen dem senkrechten Hohlprofilabschnitt und dem waagerechten Hohlprofilabschnitt des Schubschlittens führt.
- Gemäß einer vorteilhaften Ausführungsform der Erfindung weisen die Hohlprofilabschnitte an die Belastungen angepasste Wandstärken auf, wobei hochbelastete Stellen dickere Wandstärken aufweisen wie niedrigbelastete Stellen. Hochbelastete Stellen des Schubschlittens können bei einem als Gussbauteil ausgebildeten Schubschlitten in einfacher Weise mit dickeren Wandstärken und somit dickeren Querschnitten versehen werden und somit das Spannungsniveau in diesen Stellen des Schubschlittens senken.
- Gemäß einer vorteilhaften Ausgestaltungsform der Erfindung sind an dem senkrechten Hohlprofilabschnitt eine obere Flanschplatte und eine untere Flanschplatte einstückig angeformt, insbesondere angegossen, wobei die Flanschplatten jeweils mit einer Befestigungsschnittstelle für eine Führungseinrichtung versehen sind, mit der der Schubschlitten in Fahrzeugquerrichtung am Hubgerüst bewegbar angeordnet ist. Hierdurch kann der Schubschlitten in einfacher Weise an dem Hubgerüst in Fahrzeugquerrichtung am bewegbar, beispielsweise verschiebbar, angeordnet werden und ein günstiger Kraftfluss zwischen den Flanschplatten und dem senkrechten Hohlprofilabschnitt erzielt werden.
- Gemäß einer vorteilhaften Ausgestaltungsform der Erfindung ist an dem waagerechten Hohlprofilabschnitt eine stirnseitige Flanschplatte einstückig angeformt, insbesondere angegossen, wobei die Flanschplatte mit einer Befestigungsschnittstelle für eine Drehführung versehen ist, mit der das Lastaufnahmemittel um eine vertikale Schwenkachse verschwenkbar am Schubschlitten angeordnet ist. Hierdurch kann in einfacher Weise an dem Schubschlitten das Lastaufnahmemittel, beispielsweise eine von zwei Gabelzinken gebildete Lastgabel, um die vertikale Schwenkachse verschwenkbar am Schubschlitten angeordnet werden.
- Die Erfindung betrifft weiterhin ein Verfahren zur Herstellung eines Schubschlittens eines als Schwenkschubgabel ausgebildeten Lastaufnahmemittels eines Flurförderzeugs, insbesondere eines Schmalgangstaplers.
- Die Aufgabe wird verfahrensseitig dadurch gelöst, dass der Schubschlitten in einem als Formguss ausgeführten Gießverfahren hergestellt wird.
- Bei einem durch Formguss als Gießverfahren hergestellten, als Gussbauteil ausgebildeten Schubschlitten können in einfacher Weise durch das Gußmodell, die Gussform und entsprechende eingelegte Kerne variable Wandstärken des Schubschlittens hergestellt werden und somit in einfacher Weise an die auftretenden Belastungen angepasste Wandstärken des Schubschlittens hergestellt werden, um das Spannungsniveau im Schubschlitten zu reduzieren. Zusätzlich kann über die Gusswerkstoff-Auswahl die Sicherheitszahl in einfacher Weise erhöht werden, indem ein Gusswerkstoff für den Schubschlitten ausgewählt wird, der eine höhere zulässige Spannung aufweist
- Gemäß einer vorteilhaften Ausführungsform der Erfindung werden unterschiedliche Varianten des Schubschlittens, die sich in der Länge unterscheiden, durch längenabhängige Zwischenstücke eines Gussmodells des Schubschlittens erzeugt. Dadurch kann in einfacher Weise eine Varianz in der Länge der Schubschlitten erzeugt werden.
- Die Erfindung weist eine Reihe von Vorteilen auf.
- Bei dem als Gußbauteil ausgebildeten und in einem Gießverfahren hergestellten Schubschlitten kann in einfacher Weise durch dickere Wandstärken an hochbelasteten Stellen ein reduziertes Spannungsniveau erzielt werden.
- Zudem ist bei dem als Gussbauteil ausgebildeten Schubschlitten ein homogene Struktur ohne Kerbwirkungsstellen in einfacher Weise umsetzbar.
- Weiterhin weist ein als Gußbauteil ausgebildeter Schubschlitten eine vereinfachte Herstellung auf, da nur ein einziges Bauteil in einem Gießverfahren erzeugt werden muss. Bei einem als Schweißbaugruppe ausgebildete Schubschlitten müssen dagegen mehrere einzelne Komponenten mittels entsprechender Schweißnähte aufwändig zusammengefügt werden.
- Bei dem als Gußbauteil ausgebildeten und in einem Gießverfahren hergestellten Schubschlitten ergibt sich zudem eine hohe Gestaltungsfreiheit bei Wanddicken, Radien, Verrippungen und/oder Verstärkungen.
- Bei dem als Gußbauteil ausgebildeten und in einem Gießverfahren hergestellten Schubschlitten können zudem Funktionsgeometrien, beispielsweise Dome für Gewindebohrungen und/oder Verdickungen für mechanisch zu bearbeitende Flächen, in einfacher Weise eingebracht und erzeugt werden.
- Durch das Einlegen von Kernen können weiterhin in einfacher Weise in dem Schubschlitten innenliegende Hohlräume geschaffen werden, um Gewichtsoptimierungen des Schubschlittens zu realisieren.
- Weitere Vorteile und Einzelheiten der Erfindung werden anhand des in den schematischen Figuren dargestellten Ausführungsbeispiels näher erläutert. Hierbei zeigt
- Figur 1
- ein erfindungsgemäßes Flurförderzeug in einer Seitenansicht,
- Figur 2
- das Flurförderzeug der
Figur 1 in einer perspektivischen Darstellung mit nach oben ausgefahrenem Hubgerüst, - Figur 3
- einen Ausschnitt der
Figur 2 in einer vergrößerten Darstellung und einer auf dem Lastaufnahmemittel befindlichen Last, - Figur 4
- einen Schubschlitten des Standes der Technik in einer perspektivischen Darstellung und
- Figur 5
- einen erfindungsgemäßen Schubschlitten in einer perspektivischen Darstellung
- In den
Figuren 1 und2 ist ein erfindungsgemäßes Flurförderzeug 1 dargestellt. Das Flurförderzeug 1 ist im dargestellten Ausführungsbeispiel als Schmalgangstapler ausgebildet. - Das Flurförderzeug 1 weist einen Fahrzeugkörper mit einem Fahrzeugrahmen 2 auf, in dem ein Batteriefach zur Aufnahme einer Traktionsbatterie 3 eines batterieelektrischen Antriebssystems des Flurförderzeugs 1 ausgebildet ist. Das Flurförderzeug 1 weist ein von einem Hubgerüst 4 gebildetes Hubwerk auf, an dem im dargestellten Ausführungsbeispiel ein als Fahrkorb bzw. Fahrerkabine ausgebildeter Fahrerstand 5, der einen Fahrerarbeitsplatz F für eine Bedienperson bildet, mittels eines nicht näher dargestellten Hubantriebs auf- und abbewegbar angeordnet ist. An dem anhebbaren und absenkbaren Fahrerstand 5 ist bei dem dargestellten Flurförderzeug 1 ein Lastaufnahmemittel 6 zum Bedienen von seitlich des Flurförderzeugs 1 befindlichen Regalen angeordnet.
- Das Lastaufnahmemittel 6 ist im dargestellten Ausführungsbeispiel als Schwenkschubgabel 20 ausgebildet.
- Die Schwenkschubgabel 20 umfasst - wie in den
Figuren 2 und3 näher ersichtlich ist - einen Schubschlitten 12, der in Fahrzeugquerrichtung Q an dem Fahrerstand 5 und somit an dem Hubgerüst 4 bewegbar angeordnet ist. An der Vorderseite des Fahrerstandes 5 ist hierzu ein Träger 11 angeordnet, an dem der Schubschlitten 12 in Fahrzeugquerrichtung Q in horizontaler Richtung verschiebbar angeordnet ist. Der Schubschlitten 12 ist mittels eines Schubantriebs 13 an dem Träger 11 in Fahrzeugquerrichtung Q bewegbar. - Bei dem als Schwenkschubgabel 20 ausgebildete Lastaufnahmemittel 6 ist an dem in Fahrzeugquerrichtung Q verschiebbaren Schubschlitten 12 mittels einer Drehführung 21 und eines nicht näher dargestellten Drehantriebs ein Zusatzhubmast 7 um eine vertikale Achse V relativ zu dem Schubschlitten 12 verschwenkbar. An dem Zusatzhubmast 7 ist eine Lastgabel 22 mit zwei Gabelzinken anhebbar und absenkbar angeordnet.
- Mit der Schwenkschubgabel 20 kann als Bewegung des Lastaufnahmemittels 6 eine horizontale Schubbewegung in Fahrzeugquerrichtung Q und eine Schwenkbewegung um die vertikale Achse V erzeugt werden, so dass mit der Schwenkschubgabel Regalfächer an beiden Seiten des Flurförderzeugs 1 bedient werden können.
- Der Schubantrieb 13 der Schwenkschubgabel 20 umfasst beispielsweise einen nicht näher dargestellten Hydraulikmotor, der an dem Schubschlitten 12 angeordnet ist. Der Hydraulikmotor treibt ein Ritzel an, das mit Zahnstangen 18 kämmt, die an der Vorderseite des Trägers 11 angeordnet sind. Durch einen Antrieb des Hydraulikmotors kann somit der Schubschlitten 12 in Fahrzeugquerrichtung Q entlang des Trägers 11 verschoben werden.
- Der Schubschlitten 12 ist weiterhin an dem Träger 11 mittels einer nicht näher dargestellten Führungseinrichtung in Fahrzeugquerrichtung Q verschiebbar geführt. Die Führungseinrichtung kann von Führungsrollen gebildet sein, die an dem Schubschlitten 12 drehbar angeordnet sind und mit dem Träger 11 zusammenwirken.
- Das Flurförderzeug 1 weist im dargestellten Ausführungsbeispiel ein Drei-Rad-Fahrwerk auf und stützt sich mittels zwei nicht-gelenkten und nicht angetriebenen Lasträdern 8, die an einem lastteilseitigen Ende des Fahrzeugrahmens 2 angeordnet sind, und einem lenkbaren und mittels eines nicht näher dargestellten Fahrantriebs, beispielsweise eines elektrischen Fahrmotors, angetriebenen Antriebsrad 9, das an einem antriebsteilseitigen Ende des Fahrzeugrahmens 2 angeordnet ist, auf einer Fahrbahn FB ab.
- Im antriebsteilseitigen Ende des Rahmens 2 ist weiterhin ein nicht näher dargestelltes elektrisches Antriebssystem angeordnet, das den elektrischen Fahrmotor und einen Lenkantrieb, beispielsweise einen elektrischen Lenkmotor, für das lenkbare Antriebsrad 9 sowie ein elektrisch betriebenes Hydraulikpumpenaggregat umfasst, das zur Versorgung der Arbeitshydraulik vorgesehen ist, die von dem Hubantrieb des Hubwerkes 4 sowie einem Hubantrieb des Zusatzhubmastes 7 sowie den Antrieben (Schubantrieb, Drehantrieb) für die Schwenkschubgabel 20 gebildet sind.
- In dem Fahrerstand 5 sind die für die Bedienung des Flurförderzeugs 1 erforderlichen Steuer- und Bedienelemente angeordnet, beispielsweise in Form einer als Bedienpult B ausgebildeten Bedieneinrichtung. Das Bedienpult B ist zur Steuerung des Fahrantriebs und der Lasthandhabungsfunktionen des Flurförderzeugs 1 mit entsprechende Bedienelementen sowie einem Lenkbetätigungselement zur Steuerung der Lenkung versehen.
- Das Hubgerüst 4 des erfindungsgemäßen Flurförderzeugs 1 ist als mehrschüssiges Hubgerüst ausgebildet. Im dargestellten Ausführungsbeispiel und gemäß der
Figur 2 ist das Hubgerüst 4 als sogenanntes Triplex-Hubgerüst ausgeführt mit einem an dem Fahrzeugrahmen 2 angeordneten Standmast 4a, einem in dem Standmast 4a nach oben ausfahrbaren ersten Ausfahrmast 4a und einem in ersten Ausfahrmast 4a nach oben ausfahrbaren zweiten Ausfahrmast 4b, in dem der Fahrerstand 5 nach oben ausfahrbar angeordnet ist. In derFigur 2 ist das Flurförderzeug 1 mit vollständig nach oben ausgezogenem Hubgerüst 4 und vollständig angehobenem Fahrerstand 5 dargestellt. In derFigur 2 ist die Schwenkschubgabel 20 derart betätigt, dass der Schubschlitten 12 eingezogen ist und sich die Lastgabel 22 innerhalb der seitlichen Fahrzeugkontur des Fahrzeugrahmens 2 befindet. - Zum Einstapeln bzw. Ausstapeln einer Last 25 in ein nicht näher dargestelltes Regal wird die Lastgabel 22 mit der gegebenenfalls darauf befindlichen Last 25 mittels des Schubantriebs 13 der Schwenkschubgabel 20 in horizontaler Fahrzeugquerrichtung Q verschoben. In der
Figur 3 ist die Schwenkschubgabel 20 in einer Position dargestellt, in der der Schubschlitten 12 in Fahrzeugquerrichtung Q ausgeschoben ist und sich die Lastgabel 22 in einer in das Regal seitlich ausgeschobenen Position befindet. In der ausgeschobene Stellung befindet sich die Lastgabel 22 mit der darauf befindlichen Last 25 außerhalb der seitlichen Fahrzeugkontur des Fahrzeugrahmens 2. - In der
Figur 4 ist ein Schubschlitten 12 eines Flurförderzeugs 1 des Standes der Technik dargestellt, der als eine Schweißbaugruppe ausgeführt ist. Der Schubschlitten 12 ist von mehreren plattenartigen Bauteilen gebildet und somit als mehrteiliges Bauteil ausgebildet, das aus mehreren Bauteilen und somit mehreren Komponente zusammengesetzt ist, die durch entsprechende Schweißnähte miteinander zu dem Schubschlitten 12 verschweißt werden. Im dargestellten Ausführungsbeispiel ist der Schubschlitten 12 von zwei Seitenplatten S1, S2, mehreren Flanschplatten F1, F2, F3 und mehreren zwischen den Seitenplatten S1, S2 angeordneten Deckelplatten D1, D2, D3 gebildet, die mittels Schweißnähten N1 bis N8 miteinander verschweißt sind. - In der
Figur 5 ist ein erfindungsgemäßer Schubschlitten 12 eines Flurförderzeugs 1 dargestellt, der erfindungsgemäß als einstückiges Gussbauteil ausgebildet ist. Der Schubschlitten 12 wird bevorzugt in einem als Formguss ausgeführten Gießverfahren hergestellt. - Der als Gussbauteil ausgebildete Schubschlitten 12 umfasst ein L-förmiges Hohlprofil 30. Das Hohlprofil 30 weist einen senkrechten Hohlprofilabschnitt 31 und einen waagerechten Hohlprofilabschnitt 32 auf. Der waagerechten Hohlprofilabschnitt 32 ist an dem unteren Bereich des senkrechten Hohlprofilabschnitts 31 einstückig angegossen und es ist ein abgerundeter Übergang 33 zwischen dem senkrechten Hohlprofilabschnitt 31 und dem waagerechten Hohlprofilabschnitt 32 ausgebildet.
- Die Hohlprofilabschnitte 31, 32 weisen bevorzugt an die auftretenden Belastungen angepasste Wandstärken aufweisen, wobei hochbelastete Stellen dickere Wandstärken aufweisen wie niedrigbelastete Stellen.
- An dem senkrechten Hohlprofilabschnitt 31 sind eine obere Flanschplatte 35 und eine untere Flanschplatte 36 einstückig angegossen. Die Flanschplatten 35, 36 sind jeweils mit einer Befestigungsschnittstelle 37, beispielsweise entsprechenden Bohrungen, zur Befestigung der Führungseinrichtung versehen, mit der der Schubschlitten 12 in Fahrzeugquerrichtung Q am Träger 11 bewegbar angeordnet ist.
- An dem vorderen Ende des waagerechten Hohlprofilabschnitts 32 ist eine stirnseitige Flanschplatte 38 einstückig angegossen. Die Flanschplatte 38 ist mit einer Befestigungsschnittstelle 39, beispielsweise entsprechenden Bohrungen, zur Befestigung der Drehführung 21 versehen, mit der der Zusatzhubmast 7 und die Lastgabel 22 um die vertikale Schwenkachse V verschwenkbar am Schubschlitten 12 angeordnet ist.
- Die Hohlprofilabschnitte 31, 32 werden hierbei mittels Einlegen von Kernen in eine Gussform erzeugt.
- Unterschiedliche Varianten des Schubschlittens 12, die sich in der Länge des senkrechten Hohlprofilabschnitts 31 und/oder der Länge des waagerechten Hohlprofilabschnitts 32 unterscheiden, können in einfacher Weise durch längenabhängige Zwischenstücke des Gussmodells des Schubschlittens 12 erzeugt werden.
- Die Erfindung ist nicht auf das dargestellte Ausführungsbeispiel eines Flurförderzeugs 1 mit an dem Hubgerüst 4 anhebbar und absenkbar angeordneten Fahrerstand 5 beschränkt.
- Ein erfindungsgemäßes Flurförderzeug 1 kann alternativ mit einem am Fahrzeugrahmen 2 angeordneten Fahrerarbeitsplatz F versehen sein. Der Träger 11, an dem der Schubschlitten 12 in Fahrzeugquerrichtung Q in horizontaler Richtung verschiebbar angeordnet ist, ist hierbei direkt an dem Hubgerüst 4 angeordnet.
Claims (6)
- Flurförderzeug (1), insbesondere Schmalgangstapler, mit einem Hubgerüst (4) und einem am Hubgerüst (4) anhebbaren und absenkbar angeordneten Lastaufnahmemittel (6), wobei das Lastaufnahmemittel (6) als Schwenkschubgabel (20) ausgebildet ist, die einen in Fahrzeugquerrichtung (Q) am Hubgerüst (4) bewegbaren Schubschlitten (12) aufweist, wobei der Schubschlitten (12) als einstückiges Gussbauteil ausgebildet ist, dadurch gekennzeichnet, dass der als Gussbauteil ausgebildete Schubschlitten (12) ein L-förmiges Hohlprofil (30) umfasst, wobei das Hohlprofil (30) einen senkrechten Hohlprofilabschnitt (31) und einen waagerechten Hohlprofilabschnitt (32) aufweist, wobei ein abgerundeter Übergang (33) zwischen dem senkrechten Hohlprofilabschnitt (31) und dem waagerechten Hohlprofilabschnitt (32) ausgebildet ist.
- Flurförderzeug nach Anspruch 1, dadurch gekennzeichnet, dass die Hohlprofilabschnitte (31; 32) an die Belastungen angepasste Wandstärken aufweisen, wobei hochbelastete Stellen dickere Wandstärken aufweisen wie niedrigbelastete Stellen.
- Flurförderzeug nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass an dem senkrechten Hohlprofilabschnitt (31) eine obere Flanschplatte (35) und eine untere Flanschplatte (36) einstückig angeformt, insbesondere angegossen, sind, wobei die Flanschplatten (35, 36) jeweils mit einer Befestigungsschnittstelle (37) für eine Führungseinrichtung versehen sind, mit der der Schubschlitten (12) in Fahrzeugquerrichtung (Q) am Hubgerüst (4) bewegbar angeordnet ist.
- Flurförderzeug nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass an dem waagerechten Hohlprofilabschnitt (32) eine stirnseitige Flanschplatte (38) einstückig angeformt, insbesondere angegossen, ist, wobei die Flanschplatte (38) mit einer Befestigungsschnittstelle (39) für eine Drehführung (21) versehen ist, mit der das Lastaufnahmemittel (6) um eine vertikale Schwenkachse (V) verschwenkbar am Schubschlitten (12) angeordnet ist.
- Verfahren zur Herstellung eines Schubschlittens (12) eines als Schwenkschubgabel (20) ausgebildeten Lastaufnahmemittels (6) eines Flurförderzeugs (1) nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Schubschlitten (12) in einem als Formguss ausgeführten Gießverfahren hergestellt wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass unterschiedliche Varianten des Schubschlittens (12), die sich in der Länge unterscheiden, durch längenabhängige Zwischenstücke eines Gussmodells des Schubschlittens (12) erzeugt werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021006475.5A DE102021006475A1 (de) | 2021-12-29 | 2021-12-29 | Flurförderzeug, insbesondere Schmalgangstapler |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4206116A1 EP4206116A1 (de) | 2023-07-05 |
| EP4206116C0 EP4206116C0 (de) | 2025-01-01 |
| EP4206116B1 true EP4206116B1 (de) | 2025-01-01 |
Family
ID=84361800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22209043.3A Active EP4206116B1 (de) | 2021-12-29 | 2022-11-23 | Flurförderzeug, insbesondere schmalgangstapler |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4206116B1 (de) |
| DE (1) | DE102021006475A1 (de) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2351003B1 (es) * | 2010-06-29 | 2011-08-12 | Mecalux, S.A. | Transelevador para la manipulación de paletas, dispositivo de extracción de paletas y sistema de almacenamiento de mercancías. |
| DE102016207526A1 (de) * | 2016-05-02 | 2017-11-02 | Jungheinrich Aktiengesellschaft | Flurförderzeug mit einer Einrichtung zur Reduzierung von Schwingungen |
| DE102016112725A1 (de) * | 2016-07-12 | 2018-01-18 | Kion Warehouse Systems Gmbh | Regalstapler |
| CN113307187A (zh) * | 2021-07-05 | 2021-08-27 | 合肥搬易通科技发展有限公司 | 一种电动叉头组件及三向堆垛车 |
-
2021
- 2021-12-29 DE DE102021006475.5A patent/DE102021006475A1/de active Pending
-
2022
- 2022-11-23 EP EP22209043.3A patent/EP4206116B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP4206116C0 (de) | 2025-01-01 |
| EP4206116A1 (de) | 2023-07-05 |
| DE102021006475A1 (de) | 2023-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60203515T2 (de) | Mehrzweckmaschine | |
| EP1698584B1 (de) | Flurförderzeug | |
| EP2881358B1 (de) | Flurförderzeug | |
| EP2805911A1 (de) | Flurförderzeug, insbesondere Kommissionierflurförderzeug mit einem anhebbaren und absenkbaren Fahrerstand | |
| DE3017456C2 (de) | Frei verfahrbarer Hochregalstapler | |
| DE3224817A1 (de) | Verfahren zum schwenken einer lasteinheit um eine im wesentlichen vertikale achse sowie einrichtung zum durchfuehren dieses verfahrens | |
| EP2036851B1 (de) | Mitfahrhubwagen | |
| EP1842825A2 (de) | Flurförderzeug mit einer mobilen Bedienungseinrichtung | |
| EP2511224B1 (de) | Hochregalflurförderzeug, insbesondere Kommissionierflurförderzeug, mit einem Fahrersitz und seitlichen Armlehnen | |
| EP3272699B1 (de) | Regalstapler | |
| EP4206116B1 (de) | Flurförderzeug, insbesondere schmalgangstapler | |
| EP1731477A2 (de) | Kommissionierflotte | |
| EP2518007B1 (de) | Flurförderzeug, insbesondere Gegengewichtsgabelstapler | |
| EP3502042B1 (de) | Flurförderzeugflotte | |
| EP2518005B1 (de) | Flurförderzeug | |
| EP2518008A1 (de) | Flurförderzeug mit einem Fahrersitz | |
| DE102011018801A1 (de) | Flurförderzeug mit einem eine Sitz- und Stehhilfe bildenden Fahrersitz | |
| EP4148002B1 (de) | Flurförderzeug | |
| EP3956254B1 (de) | Fahrbare hubeinrichtung in leichtbau | |
| DE102018109554A1 (de) | Flurförderzeugflotte | |
| DE10019832A1 (de) | Einrichtung zur Montage von Wechselaufbauten an Lastkraftwagen bzw. an deren Anhänger | |
| EP2518006B1 (de) | Flurförderzeug mit einem Fahrerschutzdach | |
| EP0265716A1 (de) | Verladefahrzeug | |
| EP1046609B2 (de) | Schubmaststapler | |
| DE889276C (de) | Gewichtsarmer Fahrstapler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20231222 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240912 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022002575 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20250108 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20250116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250501 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250101 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20251002 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 4 Effective date: 20251117 |