EP4179147B1 - Initial and final methods for laying long rails - Google Patents
Initial and final methods for laying long rails Download PDFInfo
- Publication number
- EP4179147B1 EP4179147B1 EP21735569.2A EP21735569A EP4179147B1 EP 4179147 B1 EP4179147 B1 EP 4179147B1 EP 21735569 A EP21735569 A EP 21735569A EP 4179147 B1 EP4179147 B1 EP 4179147B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rail
- rails
- old
- laying
- new long
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 69
- 238000010438 heat treatment Methods 0.000 claims description 43
- 238000003466 welding Methods 0.000 claims description 39
- 238000001816 cooling Methods 0.000 claims description 37
- 230000003472 neutralizing effect Effects 0.000 claims description 12
- 238000009413 insulation Methods 0.000 claims description 8
- 238000012546 transfer Methods 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 claims description 7
- 238000002360 preparation method Methods 0.000 claims description 7
- 230000005855 radiation Effects 0.000 claims description 4
- 238000003754 machining Methods 0.000 claims description 3
- 238000005304 joining Methods 0.000 claims 18
- 238000006386 neutralization reaction Methods 0.000 description 60
- 238000010586 diagram Methods 0.000 description 24
- 238000011144 upstream manufacturing Methods 0.000 description 17
- 238000009434 installation Methods 0.000 description 7
- 238000010276 construction Methods 0.000 description 6
- 238000012937 correction Methods 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 230000006698 induction Effects 0.000 description 4
- 230000003068 static effect Effects 0.000 description 4
- 230000000295 complement effect Effects 0.000 description 3
- 230000003137 locomotive effect Effects 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 241001669679 Eleotris Species 0.000 description 2
- 240000008042 Zea mays Species 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 1
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 235000020303 café frappé Nutrition 0.000 description 1
- 235000011089 carbon dioxide Nutrition 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000009432 framing Methods 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000012216 screening Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B29/00—Laying, rebuilding, or taking-up tracks; Tools or machines therefor
- E01B29/16—Transporting, laying, removing, or replacing rails; Moving rails placed on sleepers in the track
- E01B29/17—Lengths of rails assembled into strings, e.g. welded together
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B29/00—Laying, rebuilding, or taking-up tracks; Tools or machines therefor
- E01B29/32—Installing or removing track components, not covered by the preceding groups, e.g. sole-plates, rail anchors
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B2201/00—Fastening or restraining methods
- E01B2201/02—Fastening or restraining methods by wedging action
Definitions
- the invention relates, in general, to the technical field of work trains such as construction and renewal trains consisting of installing equipment necessary for the construction of railway tracks or, in the case of renewal, replacing all or part of the materials constituting the tracks, namely the rails and the fixed structure such as the sleepers, as well as the ballast which ensures the holding of the track on its platform, when these materials are degraded.
- work trains such as construction and renewal trains consisting of installing equipment necessary for the construction of railway tracks or, in the case of renewal, replacing all or part of the materials constituting the tracks, namely the rails and the fixed structure such as the sleepers, as well as the ballast which ensures the holding of the track on its platform, when these materials are degraded.
- the invention relates more specifically to an initial method of laying long new rails of a railway track by a works train, a final method of laying, and a method of renewing old rails, already laid, of a railway track by long new rails initiated and/or finalized by these initial and/or final methods of laying long new rails.
- a typical complete track renewal operation uses specialized railway convoys comprising machines capable of carrying out the following operations in sequence: stripping, screening of ballast and evacuation of stripping products, by conveyor belts on wagons intended for discharge or by direct jet to the embankment, renewal of the track to be renewed (rails and sleepers), ballasting and lifting of the track, levelling and straightening, welding of rails, release of constraints, new levelling-straightening, adjustment of benches and cleaning of shoulders.
- the rail ends up elongating: since it cannot elongate lengthwise, it does so in the lateral direction, thus creating a deformation of the geometry of the track frame. Such deformations of the track are obviously extremely dangerous.
- neutralization makes it possible to fix the rails at a given state of expansion, either at a determined average temperature (for example 25°C) when the neutralization takes place by heating the rails, or with a stretching of the rails corresponding to their expansion at this average temperature when the neutralization operation is carried out by stretching the rails.
- a determined average temperature for example 25°C
- the invention aims to remedy all or part of the drawbacks of the state of the art by proposing in particular a solution making it possible to implement a method of renewing old rails with long new rails, offering the shortest possible immobilization of the railway track to reduce the duration of the work, while guaranteeing good safety of the railway track laid, in particular at the ends of the old rails framing a portion of the track to be renewed, corresponding to the ends of the new rails connected to the old railway track.
- Long rails are rails also called “long welded rails” (“LRS”) or “long bars”. These long welded rails are formed from one or a plurality of elementary rails of normal length, or “normal bars”, welded together, generally in welding workshops far from the construction site, and thus forming a single continuous unit. The distinction between long welded rails and rails made of normal bars is then very clear in terms of length, with long welded rails being able to extend over several hundred meters or even kilometers.
- the railway track here concerns both tracks laid on ballast, or tracks without ballast laid on other supports (tracks on concrete, tracks on slabs, etc.).
- the fixed structure of the railway track can vary depending on the type of track and may include, for example, sleepers, slabs, a concrete platform, etc.
- such a method allows a connection between the old railway track and the new railway track with a level of safety guaranteed by the neutralization of the rails before their fixing equivalent to the rest of the track, in particular here at the end portion of the first long new rail.
- the initial laying method can be implemented on a row of rails of the railway track or simultaneously on the two rows of parallel rails of the railway track.
- the initial laying method comprises a step of neutralizing, preferably by heating or cooling, an end portion of the old junction rail comprising the end of the old junction rail to which the end portion of the first long new rail is to be connected.
- the neutralization heating or cooling step at the reference temperature of the end portion of the first new long rail is preceded by the neutralization step, preferably by heating or cooling, of the end portion of the old junction rail comprising the end of the old junction rail to which the end portion of the first long new rail is to be connected.
- the heating or cooling step of neutralizing the end portion of the old junction rail is carried out by thermal transfer or insulation means, which preferably comprise a source of infrared radiation for heating said end portion of the old junction rail to the reference temperature.
- a step of cutting the old junction rail is carried out to form the end of the old junction rail to be connected.
- the temporary connection device comprises at least one fishplate or rail puller.
- the temporary connection devices such as the fishplate or rail puller have the function of keeping the ends of the rails abutted, regardless of the variations in external temperatures, thus ensuring the perfect joint of the ends. Another function is to maintain the reference length of the old and new rails until the step of welding the ends.
- This temporary connection device is removed once the ends of the rails are welded, and the weld has cooled after a predetermined cooling time, generally twenty minutes.
- the permanent connection, subsequent to the temporary connection makes it possible to guarantee circulation at normal speed of a railway vehicle, while the temporary connection only allows at best circulation at reduced speed.
- said ends undergo a preparation step with a view to the permanent connection step, for example an abrasion machining step.
- the final laying method comprises a step of neutralizing, preferably by heating or cooling, an end portion of the old junction rail comprising the end of the old junction rail to which the end portion of the first long new rail is to be connected.
- the neutralization heating or cooling step at the reference temperature of the end portion of the last long new rail is followed by the neutralization step, preferably by heating or cooling, of the end portion of the old junction rail comprising the end of the old junction rail to which the end portion of the last long new rail is to be connected.
- the invention also relates to a method for renewing old rails of a railway track of the type comprising a phase during which the long new rails are laid and then fixed to a fixed structure of the railway track by a work train running in one direction of travel, the renewal method being characterized in that the phase is initiated by the initial method of laying long new rails as described above and/or is finalized by the final method of laying long new rails as described above.
- the renewal method comprises a first phase during which new long rails are unloaded along the railway track from a transport train of a work train traveling in a first direction of travel, and comprises a second phase in which the work train travels in a second direction of travel opposite to the first direction of travel, the new long rails being laid and then fixed to the fixed structure such as the sleepers of the railway track during the second phase.
- Such a renewal process can be implemented by a single work train. Furthermore, the operations carried out can be sequenced in an optimized manner. It is no longer necessary to carry out all the operations at the same time, or sequenced successively in a single direction of circulation, which would have the effect of reducing the speed of circulation on the site according to the most restrictive operation. Indeed, when the work train implements all the operations in series, only one operation requiring the immobilization of the work train is needed to limit the progress of the site on the other operations. By proceeding in such a sequenced manner in two phases, and by distributing the renewal operations both in one direction of circulation, then in the other direction of traffic, a reduction in the time of the works is observed for an equivalent length of renewed rails. Finally, it is possible to carry out all these operations during the same temporary interruption of traffic while minimizing the duration of this interruption.
- the work train comprises vehicles mounted on wheel sets, for example bogies, the neutralization step by neutralization heating or cooling being carried out in an area of the work train located upstream of the first of the wheel sets of the work train bearing on the long new rails, relative to the second direction of travel.
- the neutralization heating or cooling step is followed by a step of maintaining and/or correcting the reference temperature of the neutralized rail portion, by thermal transfer or insulation, the step of maintaining and/or correcting the reference temperature preferably being carried out in a zone of the work train located at least downstream of the first of the wheel sets bearing on the long new rails, relative to the second direction of travel.
- the thermal transfer or insulation means comprise a source of infrared radiation.
- the maintenance means can provide a correction of the neutralization, in addition to said neutralization step, so as for example to tend towards a reference state that would not have been reached during the previous neutralization step.
- the initial process is an initial phase or commitment to the stages of laying the long new rails and dismantling the old rails by the works train to begin the renewal starting from this initial configuration of a portion of railway track.
- the neutralization during the initial process of laying the end portion of the old junction rail is carried out by all or part of the means for maintaining and/or correcting the reference temperature.
- the final process is a final or clearance phase of the stages of laying the long new rails and dismantling the old rails by the works train to finalize the renewal of a section of railway track.
- the neutralization during the final process of laying the end portion of the old junction rail is carried out by all or part of the means for maintaining and/or correcting the reference state.
- FIGS 1, 2A, 2B, 2C and 2D illustrate diagrams of a railway convoy 10 comprising a works train 100 according to an embodiment of the invention.
- the works train 100 comprises a power car 110 at the head of the train followed, directly here, by a transport train 120 coupled to the power car 110.
- the transport train 120 is configured to ensure the transport of long new rails 22 to be transported to a works zone Z0 and preferably also to store old rails 21 to be evacuated from this same works zone Z0, as the long new rails 22 are laid.
- the work train 100 comprises a work train 130 coupled to the rear of the transport train 120.
- the work train 130 is illustrated in a variant equipped with three work vehicles 131, 132, 133 coupled successively, in particular a first work vehicle 131, a second work vehicle 132 and a third work vehicle 133. It has a variable composition, that is to say that its composition in cars can vary punctually, during a passage in the workshop for example, but which once determined, generally for a specific site, only changes during a passage in the workshop.
- old rails are understood as rails already laid, pre-existing on a track to be renewed, new rails are understood as rails replacing these rails already laid. These terms do not predict the wear or age of the rail as such.
- the railway convoy 10 comprises a welding machine 140 which is here a railway machine that can be removably coupled to the tail of the work train 100, in particular here to the tail of the work train 130, relative to a first direction of travel F1. Such a coupling makes it possible to move a railway convoy to the work zone Z0.
- the welding machine 140 is designed to be uncoupled from the work train 100 once it has arrived near the work zone Z0, as illustrated on the figure 1 , so as to be able to circulate independently of the work train 100, preferably at a distance from the work train 100. Its usefulness will be better understood by reading the renewal method described below.
- the works train 100 moves on the railway track 20 in two phases, outward A and return B , during which it implements different steps, the combination of these two phases A and B making it possible to ensure the renewal of the railway track 20.
- the new long rails 22 are unloaded successively along the railway track 20 from the transport train 120 of the work train 100, this as the work train advances in the first direction of travel F1, pulled by the motor car 110.
- the motor car 110 can optionally provide traction assistance or not to the work train 100 which is equipped with its own advance system, in particular by distributed drive wheel sets.
- the transport to the construction site can be carried out in two variants: with a self-propelled machine specific to the work train, or by being towed by a locomotive. On the construction site, the self-propelled machine can also be assisted by traction provided by the locomotive.
- these long new rails 22 can be unloaded outside the railway track 20 along the old rails 21 to be renewed, or in the center of the railway track 20.
- a step of placing supports on the ground, such as roller supports is implemented prior to unloading the long new rails, preferably by one of the vehicles of the works train 130, so that the long new rails come to rest, on the ground on these roller supports and not directly on the ground or the ballast.
- the station 107' configured to ensure the laying or installation of the roller supports is located upstream of that of the unloading of the long new rails 22, with reference to this first direction of circulation F1.
- the work station 107' ensuring the installation of the roller supports is implemented by the first vehicle 131 of the work train, in front of the second vehicle 132 at which the unloading is ensured, with reference to this first direction of circulation F1.
- each of the ends of the unloaded long new rails 22 undergoes a preparation step with a view to a permanent connection step, for example welding.
- a preparation step comprises for example an abrasion machining step.
- This welding preparation step is implemented by a welding preparation station 116 carried by the welding machine 140.
- This welding machine 140 is in this example a railway machine. In particular configurations, the welding machine could also be a rail-road welding truck or a rail-road welding excavator.
- the welding machine 140 travels independently of the work train 100 and in the first direction of travel F1, behind it.
- the welding machine 140 therefore travels generally in the same direction F1 as the work train 100, at a distance d behind it, this distance being variable during the first phase A.
- the work train 100 travels at a quasi-continuous and homogeneous speed to unload the long new rails 22, with a few breaks so as to guide the long new rails 22 towards a train laying area, these breaks marking stages A3 in the progress of the worksite (see there figure 7 )
- the welding machine 140 operates at a different speed and in a sequenced manner, alternating static phases, when preparing to weld the ends of the long new rails 22, and dynamic phases where it progresses along the railway track 20 to reach a next end, and so on.
- the works train moves in a second direction of travel F2 opposite to the first direction of travel F1, thus making the reverse journey.
- the railway convoy 10 with successively, from front to back relative to the first direction of travel F1, the locomotive 110 (which is optional if it is not used as a traction aid during the worksite) then the transport train 120 and the works train 130 then travel in reverse order: the works train 130 is at the head of the works train 100, with reference to this second direction of travel F2.
- the welding machine 140 which travelled independently and at a distance behind the works train during the first phase A, travels during the second phase B still independently and at a distance from the works train 100, but this time in front of it, with reference to this second direction of travel F2.
- the old rails 21 of the portion of railway track to be renewed are dismantled by the work train 100, then preferably loaded onto the transport train 120 of the work train 100.
- the old rails 21 are cut at regular intervals as they are loaded onto the transport train 120 of the work train 100 in order to be stored in a plurality of separate sections of old rails 21.
- the transport train 120 can be used both to store the long new rails 22 and the old rails 21.
- the old rails 21 are moved along the railway track 20 from the railway track 20 itself, in particular from their location on the sleepers 23.
- the transport train 120 is provided with handling equipment 121 such as a handling gantry making it possible to ensure a number of operations such as cutting the old rails 21, or gripping the rails 21, 22, etc. Alternatively or in addition, these operations can also be carried out in whole or in part manually.
- handling equipment 121 such as a handling gantry making it possible to ensure a number of operations such as cutting the old rails 21, or gripping the rails 21, 22, etc. Alternatively or in addition, these operations can also be carried out in whole or in part manually.
- the loading path of the old rails 21 follows the reverse path to that of unloading the new rails 22. In this way the multiplication of equipment is limited, in particular on the second vehicle 132 of the works train 130.
- the welding machine 140 which therefore travels during this second phase B in front of the work train 100 and in the same direction of travel F2 as the latter, comprises welding means 115 and carries out welding operations, preferably electric welding, of the long new rails 22 end to end.
- the welding machine 140 operates at a sufficient distance from the work train 100 so as to allow the electric welding to cool before the installation of the long new rail 22. A cooling time of the order of 20 minutes for example can thus be guaranteed.
- the laying of the long new rails 22 on the sleepers 23 of the railway track 20 is carried out by the work train 100 at a laying zone Z1 located downstream of the welding machine 140.
- This laying operation consists in particular, but not exclusively, in moving the long new rails 22 arranged along the railway track 20, to install them on the sleepers 23, at the same place where the old rails 21 are previously dismantled, this dismantling taking place in a dismantling zone Z6 upstream relative to the laying zone Z1.
- the dismantling of the old rails 21 and the laying of the long new rails 22 are carried out in parallel and therefore progress in a synchronized manner.
- the same vehicle 132 of the works train 130 mainly implements the dismantling and laying steps so that the laying zones Z1 and dismantling zones Z6 are located opposite the same vehicle 132 of the works train 130, these steps being implemented by the same second vehicle 132.
- the discontinuity of the railway track 20 caused by the dismantling of the old rails 21 and the laying of the long new rails 22 is spanned by the same vehicle 132 carried by a wheel set such as a bogie 101 upstream relative to the second direction of travel F2, running on old rails 21 and a wheel set such as a bogie 101 downstream running on long new rails 22 positioned on the sleepers 23.
- This bogie 101 downstream of the vehicle 132 implementing these two steps constitutes the first of the bogies 101 of the work train 100 on the new long rails 22, in relation to the second direction of travel F2.
- a step of neutralization by portions 24 of the long new rails 22 by heating or cooling to a reference temperature is implemented to allow fixing of the rails at a given expansion reference state.
- each of the portions 24 of the long new rails 22 is heated or cooled to the reference temperature by main neutralization means 111 located in the same zone Z2 before being laid on the sleepers 23 of the railway track 20.
- the main neutralization means 111 preferably comprise a heater such as induction heating.
- the main neutralization means 111 comprise cooling means, for example equipment for projecting a liquid flow such as water or a gas flow, ideally air, possibly compressed, dry ice, etc.
- This neutralization zone Z2 is located upstream of the first of the wheel sets, in particular here the bogies, 101 of the work train 100 carrying the long new rails 22, relative to the second direction of circulation F2.
- the neutralization heating or cooling step is followed by a step of maintaining and/or correcting the reference temperature of the neutralized rail portion 24 , by thermal transfer or insulation.
- the thermal transfer or insulation means comprise a source of infrared radiation.
- This step of maintaining and/or correcting the reference temperature is carried out in a zone Z3 of the work train 100 located at least downstream of the neutralization zone Z2 and downstream of the first of the bogies 101 bearing on the long new rails 22, relative to the second direction of travel F2.
- This zone Z3 continues downstream of the second bogie bearing on the new rails in a variant illustrated in FIG. figure 4 .
- the new long rails 22 are then fixed to the sleepers 23 by fasteners in a zone Z4 of the work train 100 located directly downstream of the zone Z3 of the work train in which the step of maintaining and/or correcting the reference temperature is carried out.
- This step of maintaining and/or correcting of the reference state, namely the reference temperature is implemented by at least means of maintaining and/or correcting 113 the reference temperature located at the level of this same zone Z3.
- an additional step of maintaining and/or correcting the reference temperature of the portion of rail 24 neutralized by thermal transfer or insulation can be implemented on another zone Z5 of maintaining and/or correcting the upstream reference temperature, for example by additional means of maintaining and/or correcting 112 the reference temperature, upstream of the first of the bogies 101 bearing on the long new rails 22, and downstream of the neutralization zone Z2 (see the figure 4 ).
- a significant distance separates the main neutralization means 111 from the first of the bogies 101 bearing on the long new rails 22, approximately 8m in this embodiment, which justifies the interest of such an additional device for maintaining and/or correcting 112 the upstream reference temperature.
- complementary means for maintaining the reference temperature may be used, such as complementary means for maintaining and/or correcting 114 the reference temperature which are located between the means 113 and 112, at the level of the first and second of the bogies 101 bearing on the long new rails 22 : the first of the bogies 101 bearing on the long new rails 22 forming the downstream bogie of the second vehicle 132 and the second of the bogies 101 bearing on the long new rails 22 forming the upstream bogie of the first vehicle 131 which succeeds it with reference to the second direction of travel F2.
- the step of maintaining and/or correcting the reference state is implemented over the entire portion of rail located between its neutralization and its fixing, the fixing of the fasteners being directly downstream of the maintenance and/or correction to the reference state.
- care will be taken to ensure that the distance separating a zone Z4 of the work train in which the step of fixing the long new rail is carried out from the zone Z3 of the work train in at which the step of maintaining and/or correcting the reference state is carried out, is less than 7m.
- initial and final phases must be implemented to initiate and finalize the laying of the long new rails 22 at the same time as the dismantling of the old rails 21 in relation to the pre-existing railway track to which it must be connected.
- the heating or cooling of the end portion 211' of the old junction rail 211 upstream of its end 211' before cutting the rail can be ensured by at least one of the neutralization heating or cooling means 111 , and/or by all or part of the means 112, 113, 114 for maintaining and/or correcting the reference temperature.
- the neutralization heating or cooling means 111 can preferably be activated only from the step of neutralizing the end portion 221' of the first of the long new rails 221 at the reference temperature.
- the advantage of using only all or part of the means 112, 113, 114 for maintaining and/or correcting the reference temperature is that at this location, the old junction rails 211 are laid on the sleepers 23 and the use of the neutralization means 111 such as induction heating could damage the fasteners of the old rails which are, like the rails, also metallic.
- the maintenance and/or correction heating 112, 113, 114 is less powerful than the induction heating 111 and avoids damaging the fasteners. This is simpler to implement than using a means of varying the power of the neutralization means 111 , in particular induction heating, which would make the equipment more expensive and more complex.
- the heating or cooling of the end portion 211' of the old junction rail 211 is preferably carried out over a distance greater than the area over which the fasteners are dismantled (see Figure 5B ).
- a new rail is neutralized in a detached state.
- these work stations can be substantially moved.
- this car 133 which can ensure the removal of the fasteners from the rails.
- a step of collecting the fasteners is then preferably implemented directly after their removal.
- the long new rails 22 are for their part attached either with new fasteners, or with old fasteners previously removed and then collected, in order to ensure recycling of the fasteners if their condition allows it.
- a workstation is understood to mean any workstation capable of receiving people to carry out manual operations and/or any equipment intended to carry out these operations automatically or semi-automatically.
- the removal of the fasteners, and therefore the subsequent blocking of the fasteners is implemented from a downstream portion at the end 211' of the old junction rail 211 comprising the end 211' to which the end 221' of the first long new rail 221 must be connected and extends to an upstream portion at the end 212' of the old junction rail 212 comprising the end 212' to which the end 222' of the last long new rail 222 must be connected, with reference to the second direction of travel F2.
- the laying of the long new rails is done at a reference temperature, this laying being followed by operations aimed at subsequently fixing it in accordance with the predetermined reference temperature.
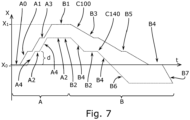
- FIG. 7 a diagram is shown illustrating the operation of the railway convoy 10, in particular its progress along the railway track 20 : the abscissa indicating the evolution of time during the work and the ordinate indicating the position relative to the railway track 20.
- a first curve C100 higher here, corresponds to the progress of the works train 100 and a second curve C140, lower than the curve C100, corresponds to the progress of the railway vehicle 140 traveling independently and at a distance d from the works train 100.
- the works train 100 moves from a starting position X0 to an arrival position X1 along the railway track 20.
- the works train 100 alternates between dynamic steps A1 , of unloading the long new rails 22 along the railway track 20, and static steps A3 , marking stages during which each long new rail is engaged in guide tunnels of the works train to ensure the proper unloading of these long new rails 22 along the railway track 20.
- the railway vehicle 140 moves in stages, alternating between static A2 stages of preparation for welding and dynamic A4 stages of movement from one end of two long new rails to another end following the first direction of travel F1.
- the second phase B continues during which the work train 100 moves from the arrival position X1 to the departure position X0 along the railway track 20.
- the work train 100 alternates between dynamic steps B3 of loading the old rails 21 onto the transport train 120 and static steps B5 marking levels during which the old rail 21 is cut during its loading so that it can be stored in a plurality of elementary sections on the transport train 120.
- the railway vehicle 140 moves in stages by alternating welding steps B2 and steps B4 of moving from one end of two long new rails to another following the second direction of travel F2.
- Steps B6 and B7 mark a movement of the welding machine 140 and the work train 100, respectively, in the continuity of its progress and beyond the starting position X0 in order to guarantee the welding between the two connected ends 212', 222' at the end of the worksite.
- the initial phases B1 ( Figures 5A to 5F ) and final B4 ( Figures 6A to 6F ) of the second phase B are indicated by steps, which is a simplification given the very low speed of movement of the work train 100 during these two phases A and B.
- such a method makes it possible to simply and relatively quickly implement the operations of electric welding of the LRS rails, the dismantling and reassembly of the rail fasteners, and the neutralization of the rails.
- the composition of the work train may be different.
- the work train may consist of only two cars as illustrated in the figures 5 And 6 or three cars as shown in the figures 1, 2 , 3 and 4 .
- the work train can be configured to work without the third work vehicle 133 of the work train 130.
- the old track fasteners can be dismantled with hand tools upstream of the railway convoy, with reference to the second direction of travel F2,
- the rails can be renewed in parallel two by two so as to renew the entire railway track during the operations, and/or successively the along one side only of the railway track so as to renew the rails of a single row.
- the initial and/or final laying processes can be implemented, as for renewal, on one row of rails of the railway track or simultaneously on the two parallel rows of rails of the railway track.
- the neutralization may be carried out otherwise than by heating or cooling, by mechanical constraints likely to cause the rail portions to stretch corresponding to their expansion at this reference temperature.
- the reference state then corresponds to a given expansion state as a reference, itself corresponding to a state of the rail portion if it were subjected to this reference temperature.
- first and second phases A and B are implemented spaced out in time: the first phase A can be implemented one night, and the second phase B can be implemented the following night.
- the old rails could also be unloaded along the railway track from their position on the sleepers.
- Bogies can also be formed by any type of wheel set.
- Such a rail convoy is particularly interesting in that it allows for the renewal of a railway track, offering the shortest possible immobilization of the railway track to reduce the duration of the construction site, while guaranteeing good safety of the railway track laid.
- the rail convoy can be used to only transport and unload the long new rails along the railway track from the transport train, either outside of the railway track, either inside, with an optional welding operation and installation of the roller supports.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Train Traffic Observation, Control, And Security (AREA)
- Details Of Indoor Wiring (AREA)
- Greenhouses (AREA)
- Installation Of Indoor Wiring (AREA)
Description
L'invention concerne, de façon générale, le domaine technique des trains de travaux tels que les trains de construction et de renouvellement consistant à poser des équipements nécessaires à la construction des voies ferrées ou, dans le cas du renouvellement, à remplacer tout ou partie des matériaux constitutifs des voies, à savoir les rails et la structure fixe telle que les traverses, ainsi que le ballast qui assure la tenue de la voie sur sa plate-forme, lorsque ces matériaux sont dégradés.The invention relates, in general, to the technical field of work trains such as construction and renewal trains consisting of installing equipment necessary for the construction of railway tracks or, in the case of renewal, replacing all or part of the materials constituting the tracks, namely the rails and the fixed structure such as the sleepers, as well as the ballast which ensures the holding of the track on its platform, when these materials are degraded.
L'invention se rapporte plus spécifiquement à un procédé initial de pose de longs rails nouveaux d'une voie ferrée par un train de travaux, un procédé final de pose, et un procédé de renouvellement de rails anciens, déjà posés, d'une voie ferrée par des longs rails nouveaux initié et/ou finalisé par ces procédés initial et/ou final de pose de longs rails nouveaux.The invention relates more specifically to an initial method of laying long new rails of a railway track by a works train, a final method of laying, and a method of renewing old rails, already laid, of a railway track by long new rails initiated and/or finalized by these initial and/or final methods of laying long new rails.
Les constructeurs ou gestionnaires de réseaux de transport par chemin de fer ont régulièrement besoin de construire de nouvelles voies ferrées ou de refaire des voies ferrées existantes, c'est-à-dire de remplacer certains des éléments qui les composent tels que les rails et les traverses supportant les rails, ainsi que les moyens de fixation et autres accessoires. Une grande part de ce besoin de renouvellement est due à l'usure des voies, mais il peut aussi s'agir de remplacer des modèles anciens par des modèles plus récents pour permettre de meilleures performances.Builders or managers of rail transport networks regularly need to build new railway tracks or renovate existing ones, i.e. replace some of the elements that make them up, such as the rails and sleepers supporting the rails, as well as the fixing means and other accessories. A large part of this need for renewal is due to wear and tear on the tracks, but it can also involve replacing old models with more recent ones to enable better performance.
Dans le cas le plus complet du renouvellement, de telles opérations sont réalisées en utilisant un convoi ferroviaire tel qu'un train de renouvellement, comprenant de multiples machines spécialisées pour réaliser les différentes opérations de renouvellement. Une opération typique de renouvellement complet de la voie ferrée met en oeuvre des convois ferroviaires spécialisés comportant des machines aptes à opérer en séquence les opérations suivantes : le dégarnissage, le criblage du ballast et l'évacuation des produits de dégarnissage, par bandes transporteuses sur des wagons destinés à la décharge ou par jet direct au remblai, le renouvellement de la voie à renouveler (rails et traverses), le ballastage et le relevage de la voie, le nivellement et le dressage, le soudage des rails, la libération des contraintes, un nouveau nivellement-dressage, le réglage des banquettes et le nettoyage des accotements.In the most complete case of renewal, such operations are carried out using a railway convoy such as a renewal train, comprising multiple specialized machines to carry out the different renewal operations. A typical complete track renewal operation uses specialized railway convoys comprising machines capable of carrying out the following operations in sequence: stripping, screening of ballast and evacuation of stripping products, by conveyor belts on wagons intended for discharge or by direct jet to the embankment, renewal of the track to be renewed (rails and sleepers), ballasting and lifting of the track, levelling and straightening, welding of rails, release of constraints, new levelling-straightening, adjustment of benches and cleaning of shoulders.
La recherche constante de sécurité et de vitesse de circulation accrue des véhicules ferroviaires a amené à concevoir des rails appelés « longs rails soudés » (« LRS ») ou « barres longues ». Dans le cas particulier du renouvellement de rails, l'opération de renouvellement consiste à remplacer des rails anciens par des longs rails nouveaux sans intervenir sur les autres éléments de la voie (plate-forme, ballast, traverses). Elle implique typiquement la mise en oeuvre des étapes suivantes :
- approvisionnement de rails nouveaux de types « LRS » sous forme de « barres longues » (par exemple 324 mètres), préalablement réalisées dans des ateliers de soudage éloignés du chantier à partir de rails élémentaires (par exemple trois rails élémentaires de 108 mètres chacun), provenant des usines de fabrication de rails,
- enlèvement des attaches et tronçonnage des rails anciens,
- enlèvement des rails anciens,
- mise en place et alignement bout à bout des rails nouveaux, soudage aluminothermique des rails nouveaux entre eux mis bout à bout, fixation des rails neufs sur les traverses,
- raccordement des rails neufs à la ligne existante par soudures aluminothermiques, libération des contraintes (desserrage des attaches des rails neufs, frappe, resserrage des attaches), neutralisation du rail si nécessaire avec un tire-rail, chauffage à gaz ou autre méthode en fonction de la température au moment de la substitution,
- chargement et évacuation des rails anciens, et nettoyage du chantier.
- supply of new “LRS” type rails in the form of “long bars” (for example 324 metres), previously produced in welding workshops far from the site from elementary rails (for example three elementary rails of 108 metres each), coming from the rail manufacturing plants,
- removal of fasteners and cutting of old rails,
- removal of old rails,
- installation and end-to-end alignment of the new rails, aluminothermic welding of the new rails together placed end-to-end, fixing of the new rails to the sleepers,
- connection of the new rails to the existing line by aluminothermic welding, release of constraints (loosening of the fasteners of the new rails, striking, tightening of the fasteners), neutralization of the rail if necessary with a rail puller, gas heating or other method depending on the temperature at the time of substitution,
- loading and removal of old rails, and cleaning of the site.
Sur une voie équipée en barres « normales », la dilatation est absorbée au niveau de joints de rails, un jeu réglé précisément entre deux barres consécutives autorisant un léger allongement des rails. Une telle voie est donc relativement peu sensible aux variations de température. Ce n'est pas le cas avec une voie équipée en barres longues ou « LRS » car il n'y a dans ce cas pas de joints entre les rails permettant d'absorber la dilatation. Le serrage du rail sur les traverses et l'ancrage des traverses dans le ballast s'opposent au libre mouvement des rails sous l'effet des variations de température. La dilatation du rail étant contrariée, elle est compensée par une augmentation des tensions internes du rail. Lorsque la résistance du ballast n'est plus suffisante pour s'opposer aux contraintes internes du rail, le rail finit alors par s'allonger : comme il ne peut s'allonger sur la longueur, il le fait dans le sens latéral, créant alors une déformation de la géométrie du châssis de la voie. De telles déformations de la voie sont évidemment extrêmement dangereuses.On a track equipped with "normal" bars, the expansion is absorbed at the rail joints, a precisely adjusted clearance between two consecutive bars. allowing a slight elongation of the rails. Such a track is therefore relatively insensitive to temperature variations. This is not the case with a track equipped with long bars or "LRS" because in this case there are no joints between the rails to absorb the expansion. The tightening of the rail on the sleepers and the anchoring of the sleepers in the ballast oppose the free movement of the rails under the effect of temperature variations. The expansion of the rail being hindered, it is compensated by an increase in the internal tensions of the rail. When the resistance of the ballast is no longer sufficient to oppose the internal constraints of the rail, the rail ends up elongating: since it cannot elongate lengthwise, it does so in the lateral direction, thus creating a deformation of the geometry of the track frame. Such deformations of the track are obviously extremely dangerous.
Pour diminuer considérablement les risques de rupture desdits rails par temps froid ou de déformation par grandes chaleurs, il est connu de procéder à une opération dite de "neutralisation" des nouveaux rails. Cette neutralisation permet de fixer les rails à un état de dilatation donné, soit à une température moyenne déterminée (par exemple 25°C) lorsque la neutralisation a lieu par chauffage des rails, ou avec un étirement des rails correspondant à leur dilatation à cette température moyenne lorsque l'opération de neutralisation se fait par étirement des rails.To considerably reduce the risks of breakage of said rails in cold weather or of deformation in extreme heat, it is known to carry out an operation called "neutralization" of the new rails. This neutralization makes it possible to fix the rails at a given state of expansion, either at a determined average temperature (for example 25°C) when the neutralization takes place by heating the rails, or with a stretching of the rails corresponding to their expansion at this average temperature when the neutralization operation is carried out by stretching the rails.
Toutes ces opérations exécutées pas à pas, par portion de rails, rail après rail ou longue barre après longue barre, exigent beaucoup de temps ainsi qu'une interruption de circulation. Les mêmes opérations sont nécessaires lors de la pose d'une nouvelle voie, à l'exception bien entendu du démontage des vieilles attaches et de l'évacuation des anciens rails.All these operations, carried out step by step, by section of rail, rail by rail or long bar by long bar, require a lot of time as well as an interruption of traffic. The same operations are necessary when laying a new track, with the exception of course of the dismantling of the old ties and the evacuation of the old rails.
On connaît depuis de longues dates des solutions capables de mettre en oeuvre des opérations de renouvellement de rail avec une étape de neutralisation des rails, mais à des vitesses relativement faibles, voire qui ne sont pas adaptées au renouvellement de rails pour la pose de longs rails soudés. D'autres solutions existantes exigent l'utilisation de plusieurs convois ferroviaires différents pour mettre en oeuvre chacun une partie seulement des opérations de renouvellement, ce qui s'avère coûteux. Par ailleurs, de tels chantiers de renouvellement sont très longs et requièrent une main d'oeuvre plus nombreuse. Enfin, lorsque de telles solutions proposent une neutralisation du rail, cette neutralisation s'avère inexistante aux extrémités des rails nouveaux raccordés à l'ancienne voie ferrée ou effectuée de manière artisanale par des moyens distincts.Solutions capable of implementing rail renewal operations with a rail neutralization step have been known for a long time, but at relatively low speeds, or even which are not adapted to the renewal of rails for the laying of long welded rails. Other existing solutions require the use of several different rail convoys to each implement only part of the renewal operations, which is costly. Furthermore, such renewal projects are very long and require a larger workforce. Finally, when such solutions propose a neutralization of the rail, this neutralization turns out to be non-existent at the ends of the new rails connected to the old railway line or carried out in an artisanal manner by separate means.
Des exemples d'opérations de renouvellement de rails sont décrits dans les documents
L'invention vise à remédier à tout ou partie des inconvénients de l'état de la technique en proposant notamment une solution permettant de mettre en oeuvre un procédé de renouvellement de rails anciens par des longs rails nouveaux, offrant une immobilisation de la voie ferrée la plus courte possible pour réduire la durée du chantier, tout en garantissant une bonne sécurité de la voie ferrée posée, en particulier aux extrémités des rails anciens encadrant une portion de la voie à renouveler, correspondant aux extrémités des rails nouveaux raccordés à l'ancienne voie ferrée.The invention aims to remedy all or part of the drawbacks of the state of the art by proposing in particular a solution making it possible to implement a method of renewing old rails with long new rails, offering the shortest possible immobilization of the railway track to reduce the duration of the work, while guaranteeing good safety of the railway track laid, in particular at the ends of the old rails framing a portion of the track to be renewed, corresponding to the ends of the new rails connected to the old railway track.
Pour ce faire est proposé, selon un premier aspect de l'invention, un procédé initial de pose de longs rails nouveaux d'une voie ferrée par un train de travaux circulant suivant un sens de circulation, le procédé initial étant destiné à être mis en oeuvre durant un procédé de renouvellement de rails anciens de la voie ferrée du type comprenant une phase durant laquelle les longs rails nouveaux sont posés puis fixés sur une structure fixe de la voie ferrée lorsque le train de travaux circule dans le sens de circulation le procédé initial de pose comprenant :
- une étape de pose d'une partie au moins d'un premier des longs rails nouveaux sur la structure fixe à au moins une extrémité d'un rail ancien de jonction ;
- une étape de raccordement temporaire bout à bout de l'extrémité du rail ancien de jonction avec au moins une extrémité du premier long rail nouveau par au moins un dispositif de raccordement temporaire ;
- une étape de raccordement permanent, par exemple par soudage, par exemple aluminothermique, des deux extrémités raccordées du rail ancien de jonction et du premier long rail nouveau ;
- -préalablement à l'étape de pose, une étape de chauffage ou de refroidissement de neutralisation à la température de référence, d'au moins une portion d'extrémité du premier long rail nouveau, la portion d'extrémité comportant l'extrémité du premier long rail nouveau à laquelle doit être raccordée l'extrémité du rail ancien de jonction.
- a step of laying at least part of a first of the long new rails on the fixed structure at at least one end of an old junction rail;
- a step of temporarily connecting end to end the end of the old junction rail with at least one end of the first long new rail by at least one temporary connecting device;
- a permanent connection step, for example by welding, for example aluminothermic, of the two connected ends of the old junction rail and the first long new rail;
- - prior to the installation stage, a neutralization heating or cooling stage at the reference temperature, of at least one end portion of the first long new rail, the end portion comprising the end of the first long new rail to which the end of the old junction rail is to be connected.
On entend par « longs rails », des rails aussi appelés « longs rails soudés » (« LRS ») ou « barres longues ». Ces longs rails soudés sont formés à partir de un ou d'une pluralité de rails élémentaires de longueur normale, ou « barres normales », soudés entre eux, généralement dans des ateliers de soudage éloignés du chantier, et formant ainsi une seule unité continue. La distinction entre longs rails soudés et les rails en barres normales est alors très nette en termes de longueur, les longs rails soudés pouvant s'étendre sur plusieurs centaines de mètres, voire des kilomètres. La voie ferrée concerne ici aussi bien les voies posées sur un ballast, ou les voies sans ballast posées sur d'autres supports (voies sur béton, voies sur dalle, etc.). La structure fixe de la voie ferrée peut varier en fonction et comporter par exemple, selon le type de voie ferrée, des traverses, des dalles, une plateforme bétonnée, etc."Long rails" are rails also called "long welded rails" ("LRS") or "long bars". These long welded rails are formed from one or a plurality of elementary rails of normal length, or "normal bars", welded together, generally in welding workshops far from the construction site, and thus forming a single continuous unit. The distinction between long welded rails and rails made of normal bars is then very clear in terms of length, with long welded rails being able to extend over several hundred meters or even kilometers. The railway track here concerns both tracks laid on ballast, or tracks without ballast laid on other supports (tracks on concrete, tracks on slabs, etc.). The fixed structure of the railway track can vary depending on the type of track and may include, for example, sleepers, slabs, a concrete platform, etc.
Grâce à une telle combinaison de caractéristiques, un tel procédé permet un raccordement entre l'ancienne voie ferrée et la nouvelle voie ferrée avec un niveau de sécurité garantie par la neutralisation des rails avant leur fixation équivalent au reste de la voie, en particulier ici au niveau de la portion d'extrémité du premier long rail nouveau. Bien entendu le procédé initial de pose peut être mis en oeuvre sur une file de rails de la voie ferrée ou bien concomitamment sur les deux files de rails parallèles de la voie ferrée.Thanks to such a combination of characteristics, such a method allows a connection between the old railway track and the new railway track with a level of safety guaranteed by the neutralization of the rails before their fixing equivalent to the rest of the track, in particular here at the end portion of the first long new rail. Of course, the initial laying method can be implemented on a row of rails of the railway track or simultaneously on the two rows of parallel rails of the railway track.
Selon un mode de réalisation, le procédé initial de pose comprend une étape de neutralisation, de préférence par chauffage ou refroidissement, d'une portion d'extrémité du rail ancien de jonction comportant l'extrémité du rail ancien de jonction à laquelle doit être raccordée la portion d'extrémité du premier long rail nouveau.According to one embodiment, the initial laying method comprises a step of neutralizing, preferably by heating or cooling, an end portion of the old junction rail comprising the end of the old junction rail to which the end portion of the first long new rail is to be connected.
Selon un mode de réalisation, l'étape de chauffage ou de refroidissement de neutralisation à la température de référence de la portion d'extrémité du premier long rail nouveau est précédée de l'étape de neutralisation, de préférence par chauffage ou refroidissement, de la portion d'extrémité du rail ancien de jonction comportant l'extrémité du rail ancien de jonction à laquelle doit être raccordée la portion d'extrémité du premier long rail nouveau.According to one embodiment, the neutralization heating or cooling step at the reference temperature of the end portion of the first new long rail is preceded by the neutralization step, preferably by heating or cooling, of the end portion of the old junction rail comprising the end of the old junction rail to which the end portion of the first long new rail is to be connected.
Selon un mode de réalisation, l'étape de chauffage ou de refroidissement de neutralisation de la portion d'extrémité du rail ancien de jonction est effectuée par des moyens de transfert ou d'isolation thermique, lesquels comprennent de préférence une source de rayonnement infrarouge pour chauffer ladite portion d'extrémité du rail ancien de jonction à la température de référence.According to one embodiment, the heating or cooling step of neutralizing the end portion of the old junction rail is carried out by thermal transfer or insulation means, which preferably comprise a source of infrared radiation for heating said end portion of the old junction rail to the reference temperature.
Selon un mode de réalisation, préalablement à l'étape de raccordement bout à bout de l'extrémité du rail ancien de jonction avec l'extrémité du premier long rail nouveau par le dispositif de raccordement temporaire, une étape de coupe du rail ancien de jonction est effectuée pour former l'extrémité du rail ancien de jonction à raccorder.According to one embodiment, prior to the step of end-to-end connection of the end of the old junction rail with the end of the first long new rail by the temporary connection device, a step of cutting the old junction rail is carried out to form the end of the old junction rail to be connected.
Selon un mode de réalisation, le dispositif de raccordement temporaire comprend au moins une éclisse ou un tire-rail. Les dispositifs de raccordement temporaire tels que l'éclisse ou le tire-rail ont pour fonction de maintenir aboutées les extrémités des rails, quelles que soient les variations de températures extérieures pour garantir ainsi la parfaite jointure des extrémités. Une autre fonction est de maintenir la longueur de référence de l'ancien et du nouveau rail jusqu'à l'étape de soudage des extrémités. Ce dispositif de raccordement temporaire est retiré une fois que les extrémités des rails sont soudées, et que la soudure s'est refroidie après un temps de refroidissement prédéterminé, généralement vingt minutes. Le raccordement permanent, ultérieur au raccordement temporaire, permet de garantir une circulation à une vitesse normale d'un véhicule ferroviaire, tandis que le raccordement temporaire ne permet au mieux qu'une circulation à vitesse réduite.According to one embodiment, the temporary connection device comprises at least one fishplate or rail puller. The temporary connection devices such as the fishplate or rail puller have the function of keeping the ends of the rails abutted, regardless of the variations in external temperatures, thus ensuring the perfect joint of the ends. Another function is to maintain the reference length of the old and new rails until the step of welding the ends. This temporary connection device is removed once the ends of the rails are welded, and the weld has cooled after a predetermined cooling time, generally twenty minutes. The permanent connection, subsequent to the temporary connection, makes it possible to guarantee circulation at normal speed of a railway vehicle, while the temporary connection only allows at best circulation at reduced speed.
Selon un mode de réalisation, préalablement ou ultérieurement à l'étape de raccordement temporaire bout à bout de l'extrémité du rail ancien de jonction avec l'extrémité du premier long rail nouveau par le dispositif de raccordement temporaire, lesdites extrémités subissent une étape de préparation en vue de l'étape de raccordement permanent, par exemple une étape d'usinage par abrasion.According to one embodiment, prior to or subsequent to the step of temporary end-to-end connection of the end of the old junction rail with the end of the first long new rail by the temporary connection device, said ends undergo a preparation step with a view to the permanent connection step, for example an abrasion machining step.
Selon un autre aspect de l'invention, celle-ci a trait à un procédé final de pose de longs rails nouveaux d'une voie ferrée par un train de travaux circulant suivant un sens de circulation, le procédé final étant destiné à être mis en oeuvre durant un procédé de renouvellement de rails anciens de la voie ferrée du type comprenant une phase durant laquelle les longs rails nouveaux sont posés puis fixés sur une structure fixe de la voie ferrée lorsque le train de travaux circule dans le sens de circulation, le procédé final de pose comprenant :
- une étape de pose d'une partie au moins d'un dernier des longs rails nouveaux sur la structure fixe à au moins une extrémité d'un rail ancien de jonction ;
- une étape de raccordement temporaire bout à bout d'une extrémité du dernier long rail nouveau avec au moins l' extrémité du rail ancien de jonction par au moins un dispositif de raccordement temporaire ;
- une étape de raccordement permanent, par exemple par soudage, par exemple aluminothermique, des deux extrémités raccordées du rail ancien de jonction et du dernier long rail nouveau ;
- -préalablement à l'étape de pose, une étape de chauffage ou de refroidissement de neutralisation à la température de référence, d'au moins une portion d'extrémité du dernier long rail nouveau, la portion d'extrémité comportant l'extrémité du dernier long rail nouveau à laquelle doit être raccordée l'extrémité du rail ancien de jonction.
- a step of laying at least part of one of the last of the long new rails on the fixed structure at at least one end of an old junction rail;
- a step of temporarily connecting end to end one end of the last long new rail with at least the end of the old junction rail by at least one temporary connecting device;
- a permanent connection step, for example by welding, for example aluminothermic, of the two connected ends of the old junction rail and the last long new rail;
- - prior to the laying step, a neutralization heating or cooling step at the reference temperature, of at least one end portion of the last long new rail, the end portion comprising the end of the last long new rail to which the end of the old junction rail must be connected.
Selon un mode de réalisation, le procédé final de pose comprend une étape de neutralisation, de préférence par chauffage ou refroidissement, d'une portion d'extrémité du rail ancien de jonction comportant l'extrémité du rail ancien de jonction à laquelle doit être raccordée la portion d'extrémité du premier long rail nouveau.According to one embodiment, the final laying method comprises a step of neutralizing, preferably by heating or cooling, an end portion of the old junction rail comprising the end of the old junction rail to which the end portion of the first long new rail is to be connected.
Selon un mode de réalisation, l'étape de chauffage ou de refroidissement de neutralisation à la température de référence de la portion d'extrémité du dernier long rail nouveau est suivie de l'étape de neutralisation, de préférence par chauffage ou refroidissement, de la portion d'extrémité du rail ancien de jonction comportant l'extrémité du rail ancien de jonction à laquelle doit être raccordée la portion d'extrémité du dernier long rail nouveau.According to one embodiment, the neutralization heating or cooling step at the reference temperature of the end portion of the last long new rail is followed by the neutralization step, preferably by heating or cooling, of the end portion of the old junction rail comprising the end of the old junction rail to which the end portion of the last long new rail is to be connected.
Les étapes mises en oeuvre et les moyens utilisés pour ce procédé final sont mutatis mutandis similaires au procédé initial. Ainsi, et de la même façon que pour la portion d'extrémité du premier long rail nouveau, un tel procédé permet un raccordement entre l'ancienne voie ferrée et la nouvelle voie ferrée, avec un niveau de sécurité garantie par la neutralisation des rails avant leur fixation comparable au reste de la voie, en particulier ici au niveau de la portion d'extrémité du dernier long rail nouveau.The steps implemented and the means used for this final process are mutatis mutandis similar to the initial process. Thus, and in the same way as for the end portion of the first long new rail, such a process allows a connection between the old railway track and the new railway track, with a level of safety guaranteed by the neutralization of the rails before their fixing comparable to the rest of the track, in particular here at the end portion of the last long new rail.
Selon un autre aspect, l'invention concerne également un procédé de renouvellement de rails anciens d'une voie ferrée du type comprenant une phase durant laquelle les longs rails nouveaux sont posés puis fixés sur une structure fixe de la voie ferrée par un train de travaux circulant dans un sens de circulation, le procédé de renouvellement étant caractérisé en ce que la phase est initié par le procédé initial de pose de longs rails nouveaux tel que décrit ci-avant et/ou est finalisé par le procédé final de pose de longs rails nouveaux tel que décrit ci-avant.According to another aspect, the invention also relates to a method for renewing old rails of a railway track of the type comprising a phase during which the long new rails are laid and then fixed to a fixed structure of the railway track by a work train running in one direction of travel, the renewal method being characterized in that the phase is initiated by the initial method of laying long new rails as described above and/or is finalized by the final method of laying long new rails as described above.
Selon un mode de réalisation, le procédé de renouvellement comprend une première phase durant laquelle des longs rails nouveaux sont déchargés le long de la voie ferrée depuis une rame de transport d'un train de travaux circulant dans un premier sens de circulation, et comprend une deuxième phase dans laquelle le train de travaux circule dans un deuxième sens de circulation opposé au premier sens de circulation, les longs rails nouveaux étant posés puis fixés sur la structure fixe telle que les traverses de la voie ferrée durant la deuxième phase.According to one embodiment, the renewal method comprises a first phase during which new long rails are unloaded along the railway track from a transport train of a work train traveling in a first direction of travel, and comprises a second phase in which the work train travels in a second direction of travel opposite to the first direction of travel, the new long rails being laid and then fixed to the fixed structure such as the sleepers of the railway track during the second phase.
Un tel procédé de renouvellement peut être mis en oeuvre par un seul et même train de travaux. Par ailleurs, les opérations effectuées peuvent être séquencées d'une manière optimisée. Il n'est plus nécessaire de procéder à toutes les opérations en même temps, ou séquencées successivement suivant un unique sens de circulation, ce qui aurait pour effet de réduire la vitesse de circulation sur le chantier en fonction de l'opération la plus contraignante. En effet, lorsque le train de travaux met en oeuvre toutes les opérations en série, il suffit d'une opération nécessitant l'immobilisation du train de travaux pour limiter la progression du chantier sur les autres opérations. En procédant d'une telle manière séquencée en deux phases, et en répartissant les opérations de renouvellement à la fois dans un sens de circulation, puis dans l'autre sens de circulation, il est constaté une réduction du temps des travaux pour une longueur de rails renouvelés équivalente. Enfin, il est possible d'effectuer toutes ces opérations durant une même interruption temporaire de circulation tout en minimisant la durée de cette interruption.Such a renewal process can be implemented by a single work train. Furthermore, the operations carried out can be sequenced in an optimized manner. It is no longer necessary to carry out all the operations at the same time, or sequenced successively in a single direction of circulation, which would have the effect of reducing the speed of circulation on the site according to the most restrictive operation. Indeed, when the work train implements all the operations in series, only one operation requiring the immobilization of the work train is needed to limit the progress of the site on the other operations. By proceeding in such a sequenced manner in two phases, and by distributing the renewal operations both in one direction of circulation, then in the other direction of traffic, a reduction in the time of the works is observed for an equivalent length of renewed rails. Finally, it is possible to carry out all these operations during the same temporary interruption of traffic while minimizing the duration of this interruption.
Selon un mode de réalisation, le train de travaux comprend des véhicules montés sur des trains de roues, par exemple des bogies, l'étape de neutralisation par chauffage ou refroidissement de neutralisation étant réalisée dans une zone du train de travaux située en amont du premier des trains de roues du train de travaux portant sur les longs rails nouveaux, par rapport au deuxième sens de circulation.According to one embodiment, the work train comprises vehicles mounted on wheel sets, for example bogies, the neutralization step by neutralization heating or cooling being carried out in an area of the work train located upstream of the first of the wheel sets of the work train bearing on the long new rails, relative to the second direction of travel.
Selon un mode de réalisation, l'étape de chauffage ou de refroidissement de neutralisation est suivie d'une étape de maintien et/ou de correction de la température de référence de la portion de rail neutralisée, par transfert ou isolation thermique, l'étape de maintien et/ou de correction de la température de référence étant de préférence réalisée dans une zone du train de travaux située au moins en aval du premier des trains de roues portant sur les longs rails nouveaux, par rapport au deuxième sens de circulation. De préférence, les moyens de transfert ou d'isolation thermique comprennent une source de rayonnement infrarouge. Durant une étape de maintien et/ou de correction de l'état de référence, les moyens de maintien peuvent assurer une correction de la neutralisation, en complément de ladite étape de neutralisation, de sorte par exemple à tendre vers un état de référence qui n'aurait pas été atteint durant l'étape précédente de neutralisation.According to one embodiment, the neutralization heating or cooling step is followed by a step of maintaining and/or correcting the reference temperature of the neutralized rail portion, by thermal transfer or insulation, the step of maintaining and/or correcting the reference temperature preferably being carried out in a zone of the work train located at least downstream of the first of the wheel sets bearing on the long new rails, relative to the second direction of travel. Preferably, the thermal transfer or insulation means comprise a source of infrared radiation. During a step of maintaining and/or correcting the reference state, the maintenance means can provide a correction of the neutralization, in addition to said neutralization step, so as for example to tend towards a reference state that would not have been reached during the previous neutralization step.
Une fois les longs rails nouveaux posés sur la structure fixe, une certaine distance sépare la zone de pose de ces rails d'une zone de fixation desdits rails à la structure fixe. Une telle étape de maintien et/ou de correction de l'état de référence, par exemple la température de référence, en aval par référence au deuxième sens de circulation et à distance de l'étape de neutralisation permet de garantir une fixation des longs rails nouveaux neutralisés, notamment avec une température maintenue à la température de référence. Cela permet de diminuer encore les risques de rupture desdits rails ou de déformation de la voie en fonction des écarts de chaleurs auxquels ils sont soumis.Once the long new rails have been laid on the fixed structure, a certain distance separates the area where these rails are laid from an area where said rails are fixed to the fixed structure. Such a step of maintaining and/or correcting the reference state, for example the reference temperature, downstream with reference to the second direction of travel and at a distance from the neutralization step makes it possible to guarantee fixing of the neutralized long new rails, in particular with a temperature maintained at the reference temperature. This makes it possible to further reduce the risks of breakage of said rails or deformation of the track depending on the heat differences to which they are subjected.
Le procédé initial est une phase initiale ou d'engagement des étapes de pose des longs rails nouveaux et de démontage des rails anciens par le train de travaux pour débuter le renouvellement en partant de cette configuration initiale d'une portion de voie ferrée.The initial process is an initial phase or commitment to the stages of laying the long new rails and dismantling the old rails by the works train to begin the renewal starting from this initial configuration of a portion of railway track.
De préférence, la neutralisation durant le procédé initial de pose de la portion d'extrémité du rail ancien de jonction est effectuée par tout ou partie des moyens de maintien et/ou de correction de la température de référence.Preferably, the neutralization during the initial process of laying the end portion of the old junction rail is carried out by all or part of the means for maintaining and/or correcting the reference temperature.
Le procédé final est une phase finale ou de dégagement des étapes de pose des longs rails nouveaux et de démontage des rails anciens par le train de travaux pour finaliser le renouvellement d'une portion de voie ferrée.The final process is a final or clearance phase of the stages of laying the long new rails and dismantling the old rails by the works train to finalize the renewal of a section of railway track.
De préférence, la neutralisation durant le procédé final de pose de la portion d'extrémité du rail ancien de jonction est effectuée par tout ou partie des moyens de maintien et/ou de correction de l'état de référence.Preferably, the neutralization during the final process of laying the end portion of the old junction rail is carried out by all or part of the means for maintaining and/or correcting the reference state.
D'autres caractéristiques et avantages de l'invention ressortiront à la lecture de la description qui suit, en référence aux figures annexées, qui illustrent :
- [
Fig. 1 ] : un schéma d'un convoi ferroviaire comprenant un train de travaux selon un mode de réalisation de l'invention ; - [
Fig. 2A ] : un schéma d'un détail de lafigure 1 ; - [
Fig. 2B ] : un schéma d'un détail de lafigure 1 ; - [
Fig. 2C ] : un schéma d'un détail de lafigure 1 ; - [
Fig. 2D ] : un schéma d'un détail de lafigure 1 ; - [
Fig. 3A ] : un schéma du convoi ferroviaire tel qu'illustré sur lafigure 1 , durant une première phase d'un procédé de renouvellement selon ce mode de réalisation ; - [
Fig. 3B ] : un schéma du convoi ferroviaire tel qu'illustré sur lafigure 1 , durant une deuxième phase d'un procédé de renouvellement selon ce mode de réalisation ; - [
Fig. 4 ] : un schéma d'un détail de lafigure 3B ; - [
Fig. 5A ] : un schéma d'une étape d'une phase initiale de la deuxième phase du procédé de renouvellement selon ce mode de réalisation ; - [
Fig. 5B ] : un schéma d'une étape de la phase initiale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 5A ; - [
Fig. 5C ] : un schéma d'une étape de la phase initiale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 5B ; - [
Fig. 5D ] : un schéma d'une étape de la phase initiale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 5C ; - [
Fig. 5E ] : un schéma d'une étape de la phase initiale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 5D ; - [
Fig. 5F ] : un schéma d'une étape de la phase initiale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 5E ; - [
Fig. 6A ] : un schéma d'une étape d'une phase finale de la deuxième phase du procédé de renouvellement selon ce mode de réalisation ; - [
Fig. 6B ] : un schéma d'une étape de la phase finale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 6A ; - [
Fig. 6C ] : un schéma d'une étape de la phase finale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 6B ; - [
Fig. 6D ] : un schéma d'une étape de la phase finale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 6C ; - [
Fig. 6E ] : un schéma d'une étape de la phase finale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 6D ; - [
Fig. 6F ] : un schéma d'une étape de la phase finale de la deuxième phase du procédé de renouvellement, postérieure à celle de lafigure 6E ; - [
Fig. 7 ] : un diagramme illustrant le fonctionnement du train de travaux suivant son évolution le long de la voie ferrée.
- [
Fig. 1 ]: a diagram of a railway convoy comprising a works train according to one embodiment of the invention; - [
Fig. 2A ] : a diagram of a detail of thefigure 1 ; - [
Fig. 2B ] : a diagram of a detail of thefigure 1 ; - [
Fig. 2C ] : a diagram of a detail of thefigure 1 ; - [
Fig. 2D ] : a diagram of a detail of thefigure 1 ; - [
Fig. 3A ]: a diagram of the railway convoy as illustrated on thefigure 1 , during a first phase of a renewal process according to this embodiment; - [
Fig. 3B ]: a diagram of the railway convoy as illustrated on thefigure 1 , during a second phase of a renewal process according to this embodiment; - [
Fig. 4 ] : a diagram of a detail of theFigure 3B ; - [
Fig. 5A ]: a diagram of a step of an initial phase of the second phase of the renewal method according to this embodiment; - [
Fig. 5B ]: a diagram of a step of the initial phase of the second phase of the renewal process, subsequent to that of theFigure 5A ; - [
Fig. 5C ]: a diagram of a step of the initial phase of the second phase of the renewal process, subsequent to that of theFigure 5B ; - [
Fig. 5D ]: a diagram of a step of the initial phase of the second phase of the renewal process, subsequent to that of theFigure 5C ; - [
Fig. 5E ]: a diagram of a step of the initial phase of the second phase of the renewal process, subsequent to that of theFigure 5D ; - [
Fig. 5F ]: a diagram of a step of the initial phase of the second phase of the renewal process, subsequent to that of theFigure 5E ; - [
Fig. 6A ]: a diagram of a step of a final phase of the second phase of the renewal process according to this embodiment; - [
Fig. 6B ]: a diagram of a step in the final phase of the second phase of the renewal process, subsequent to that of theFigure 6A ; - [
Fig. 6C ]: a diagram of a step in the final phase of the second phase of the renewal process, subsequent to that of theFigure 6B ; - [
Fig. 6D ]: a diagram of a step in the final phase of the second phase of the renewal process, subsequent to that of theFigure 6C ; - [
Fig. 6E ]: a diagram of a step in the final phase of the second phase of the renewal process, subsequent to that of theFigure 6D ; - [
Fig. 6F ]: a diagram of a step in the final phase of the second phase of the renewal process, subsequent to that of theFigure 6E ; - [
Fig. 7 ]: a diagram illustrating the operation of the work train as it moves along the railway track.
Pour plus de clarté, les éléments identiques ou similaires sont repérés par des signes de référence identiques sur l'ensemble des figures.For clarity, identical or similar elements are identified by identical reference symbols throughout the figures.
Les
On notera que les rails « anciens » s'entendent comme des rails déjà posés, préexistant sur une voie à renouveler, les rails nouveaux s'entendant comme des rails venant en remplacement de ces rails déjà posés. Ces vocables ne présagent pas de l'usure ou l'ancienneté du rail en tant que tel.It should be noted that "old" rails are understood as rails already laid, pre-existing on a track to be renewed, new rails are understood as rails replacing these rails already laid. These terms do not predict the wear or age of the rail as such.
Le convoi ferroviaire 10 comprend une machine de soudage 140 qui est ici une machine ferroviaire pouvant être attelée de façon amovible en queue du train de travaux 100, en particulier ici en queue de la rame de travaux 130, par rapport à un premier sens de circulation F1. Un tel attelage permet de déplacer un convoi ferroviaire jusqu'à la zone de travaux Z0. La machine de soudage 140 est prévue pour être dételée du train de travaux 100 une fois arrivée à proximité de la zone de travaux Z0, comme illustré sur la
Les
- une première phase A, durant laquelle des longs rails nouveaux 22 sont déchargés le long de la voie ferrée 20 depuis la rame de
transport 120 du train de travaux 100 circulant dans un premier sens de circulation F1, et - une deuxième phase B durant laquelle le train de travaux circule sur un chemin inverse, à savoir dans un deuxième sens de circulation F2 opposé au premier sens de circulation F1, et durant laquelle les longs rails nouveaux 22 sont posés puis fixés sur une structure fixe 23 de la voie ferrée 20, ici des traverses 23.
- a first phase A, during which new
long rails 22 are unloaded along therailway track 20 from thetransport train 120 of the works train 100 running in a first direction of travel F1, and - a second phase B during which the works train travels on a reverse path, namely in a second direction of travel F2 opposite to the first direction of travel F1, and during which the long
new rails 22 are laid then fixed on a fixedstructure 23 of therailway track 20, heresleepers 23.
En d'autres termes, le train de travaux 100 évolue sur la voie ferrée 20 en deux phases, aller A et retour B, durant lesquelles il met en oeuvre des étapes différentes, la combinaison de ces deux phases A et B permettant d'assurer le renouvellement de la voie ferrée 20. In other words, the works train 100 moves on the
Durant la première phase A, les longs rails nouveaux 22 sont déchargés successivement le long de la voie ferrée 20 depuis la rame de transport 120 du train de travaux 100, ceci au fur et à mesure que le train de travaux avance suivant le premier sens de circulation F1, tractée par la motrice 110. La motrice 110 peut à choix fournir une aide à la traction ou non au train de travaux 100 qui est équipé de son propre système d'avance, en particulier par des trains de roues moteurs répartis. Ainsi, l'acheminement sur le chantier peut être effectué suivant deux variantes : avec une machine automotrice propre au train de travaux, ou en étant remorqué par une locomotive. Sur le chantier, la machine automotrice peut également être aidée par une traction assurée par la locomotive.During the first phase A, the new
Selon la configuration souhaitée, ces longs rails nouveaux 22 peuvent être déchargés à l'extérieur de la voie ferrée 20 le long des rails anciens 21 à renouveler, ou au centre de la voie ferrée 20. Une fois la première phase A terminée, il en résulte un alignement de longs rails nouveaux à poser, disposés successivement le long de la voie ferrée 20 et aux abords de celle-ci. Une étape de mise en place au sol de supports, tels que des supports à galets, est mise en oeuvre préalablement au déchargement des longs rails nouveaux, de préférence par l'un des véhicules de la rame de travaux 130, de sorte que les longs rails nouveaux viennent reposer, au sol sur ces supports à galets et pas directement sur le sol ou le ballast. Le poste 107' configuré pour assurer la pose ou mise en place des supports à galets est situé en amont de celui du déchargement des longs rails nouveaux 22, par référence à ce premier sens de circulation F1. Dans cet exemple, le poste de travail 107' assurant la mise en place des supports à galets est mise en oeuvre par le premier véhicule 131 de la rame de travaux, devant le deuxième véhicule 132 au niveau duquel est assuré le déchargement, par référence à ce premier sens de circulation F1. Depending on the desired configuration, these long
En parallèle de cette opération de déchargement des longs rails nouveaux 22 le long de la voie ferrée 20, toujours durant la première phase A, chacune des extrémités des longs rails nouveaux 22 déchargés subit une étape de préparation en vue d'une étape de raccordement permanent, par exemple de soudage. Une telle étape de préparation comprend par exemple une étape d'usinage par abrasion. Cette étape de préparation à la soudure est mise en oeuvre par un poste de préparation à la soudure 116 porté par la machine de soudage 140. Cette machine de soudage 140 est dans cet exemple une machine ferroviaire. Dans des configurations particulières, la machine de soudage pourrait aussi être un camion rail-route de soudage ou une pelleteuse rail-route de soudage. La machine de soudage 140 circule indépendamment du train de travaux 100 et dans le premier sens de circulation F1, derrière lui. Durant la première phase A, la machine de soudage 140 circule donc globalement dans le même sens F1 que le train de travaux 100, à une distance d derrière lui, cette distance étant variable durant la première phase A. De cette manière, tandis que le train de travaux 100 circule à une vitesse quasi continue et homogène pour décharger les longs rails nouveaux 22, à quelques pauses près de sorte à guider les longs rails nouveaux 22 vers une zone de pose du train, ces pauses marquant des paliers A3 dans la progression du chantier (voir la
Durant la deuxième phase B, le train de travaux évolue suivant un deuxième sens de circulation F2 opposé au premier sens de circulation F1, effectuant ainsi le chemin inverse. Le convoi ferroviaire 10 avec successivement, de l'avant vers l'arrière par rapport au premier sens de circulation F1, la locomotive 110 (qui est optionnelle si elle n'est pas utilisée comme aide à la traction durant le chantier) puis la rame de transport 120 et la rame de travaux 130 circulent alors dans un ordre inversé : la rame de travaux 130 se retrouve en tête du train de travaux 100, en référence à ce second sens de circulation F2. La machine de soudage 140 qui circulait indépendamment et à distance derrière le train de travaux durant la première phase A, circule durant la deuxième phase B toujours indépendamment et à distance du train de travaux 100, mais cette fois devant lui, par référence à ce second sens de circulation F2. During the second phase B , the works train moves in a second direction of travel F2 opposite to the first direction of travel F1, thus making the reverse journey. The
Plusieurs opérations sont mises en oeuvre sensiblement conjointement durant cette deuxième phase B. Several operations are implemented substantially jointly during this second phase B.
D'une part, les rails anciens 21 de la portion de voie ferrée à renouveler sont démontés par le train de travaux 100, puis de préférence chargés sur la rame de transport 120 du train de travaux 100. Les rails anciens 21 sont coupés à intervalles réguliers au fur et à mesure de leur chargement sur la rame de transport 120 du train de travaux 100 afin d'être stockés en pluralité de tronçons distincts de rails anciens 21. De cette manière, la rame de transport 120 peut être utilisée à la fois pour stocker les longs rails nouveaux 22 et les rails anciens 21. Une autre alternative possible est que les rails anciens 21 sont déplacés le long de la voie ferrée 20 depuis la voie ferrée 20 elle-même, en particulier depuis leur emplacement sur les traverses 23. La rame de transport 120 est munie d'un équipement de manutention 121 tel qu'un portique de manutention permettant d'assurer un certain nombre d'opérations telles que la coupe des rails anciens 21, ou la préhension des rails 21, 22, etc. Alternativement ou en complément, ces opérations peuvent aussi être effectuées en tout ou partie manuellement. De préférence le chemin de chargement des rails anciens 21 suit le chemin inverse de celui du déchargement des rails nouveaux 22. De cette manière on limite la multiplication des équipements, en particulier sur le deuxième véhicule 132 de la rame de travaux 130. On the one hand, the
La machine de soudage 140, qui circule donc durant cette deuxième phase B devant le train de travaux 100 et dans le même sens de circulation F2 que ce dernier, comprend des moyens de soudage 115 et effectue quant à lui des opérations de soudage, de préférence de soudage électrique, des longs rails nouveaux 22 bout à bout. La machine de soudage 140 opère à une distance suffisante du train de travaux 100 de sorte à permettre le refroidissement de la soudure électrique avant la pose du long rail nouveau 22. Un temps de refroidissement de l'ordre par exemple de 20 minutes peut être ainsi garanti.The
La pose des longs rails nouveaux 22 sur les traverses 23 de la voie ferrée 20 est assurée par le train de travaux 100 au niveau d'une zone de pose Z1 située en aval de la machine de soudage 140. Cette opération de pose consiste notamment, mais pas exclusivement, à déplacer les longs rails nouveaux 22 disposés le long de la voie ferrée 20, pour venir les installer sur les traverses 23, à l'endroit même où les rails anciens 21 sont préalablement démontés, ce démontage ayant lieu dans une zone de démontage Z6 en amont par rapport à la zone de pose Z1. Le démontage des rails anciens 21 ainsi que la pose des longs rails nouveaux 22 sont menés en parallèle et progressent donc de manière synchronisée. Un même véhicule 132 de la rame de travaux 130 met en oeuvre principalement les étapes de démontage et de pose de sorte que les zones de pose Z1 et de démontage Z6 sont situées au droit du même véhicule 132 de la rame de travaux 130, ces étapes étant mise en oeuvre par le même deuxième véhicule 132. De cette manière, la discontinuité de la voie ferrée 20 engendrée par le démontage rails anciens 21 et la pose des longs rails nouveaux 22 est enjambée par un même véhicule 132 porté par un train de roues tel qu'un bogie 101 amont par rapport au deuxième sens de circulation F2, évoluant sur des rails anciens 21 et un train de roues tel qu'un bogie 101 aval évoluant sur des longs rails nouveaux 22 positionnés sur les traverses 23. Ce bogie 101 aval du véhicule 132 mettant en oeuvre ces deux étapes constitue le premier des bogies 101 du train de travaux 100 portant sur les longs rails nouveaux 22, par rapport au deuxième sens de circulation F2. The laying of the long
Une étape de neutralisation par portions 24 des longs rails nouveaux 22 par chauffage ou refroidissement à une température de référence est mise en oeuvre pour permettre une fixation des rails à un état de référence de dilatation donné. Durant cette étape de neutralisation, située dans une zone Z2 (voir la
Cette zone Z2 de neutralisation est située en amont du premier des trains de roues, en particulier ici des bogies, 101 du train de travaux 100 portant sur les longs rails nouveaux 22, par rapport au deuxième sens de circulation F2. This neutralization zone Z2 is located upstream of the first of the wheel sets, in particular here the bogies, 101 of the
Pour éviter un écart de température trop important entre la température de référence et la température des rails au moment de leur fixation aux traverses 23, l'étape de chauffage ou de refroidissement de neutralisation est suivie d'une étape de maintien et/ou de correction de la température de référence de la portion de rail 24 neutralisée, par transfert ou isolation thermique. De préférence, les moyens de transfert ou d'isolation thermique comprennent une source de rayonnement infrarouge.To avoid too great a temperature difference between the reference temperature and the temperature of the rails at the time of their attachment to the
Cette étape de maintien et/ou de correction de la température de référence est réalisée dans une zone Z3 du train de travaux 100 située au moins en aval de la zone Z2 de neutralisation et en aval du premier des bogies 101 portant sur les longs rails nouveaux 22, par rapport au deuxième sens de circulation F2. Cette zone Z3 se poursuit en aval du second bogie portant sur les rails nouveaux dans une variante illustrée sur la
Bien entendu, une étape complémentaire de maintien et/ou de correction de la température de référence de la portion de rail 24 neutralisée par transfert ou isolation thermique peut être mise en oeuvre sur une autre zone Z5 de maintien et/ou de correction de la température de référence amont, par exemple par des moyens complémentaires de maintien et/ou de correction 112 de la température de référence, en amont du premier des bogies 101 portant sur les longs rails nouveaux 22, et en aval de la zone Z2 de neutralisation (voir la
Idéalement, l'étape de maintien et/ou de correction de l'état de référence est mise en oeuvre sur toute la portion de rail située entre sa neutralisation et sa fixation, la fixation des attaches étant directement en aval du maintien et/ou de correction à l'état de référence. En pratique, du fait de la présence de certains équipements ou d'un poste de travail nécessaire(s) par exemple à la pose des attaches 107 avant leur fixation (vis et/ou clips) par un poste de travail 108, on veillera à ce que la distance séparant une zone Z4 du train de travaux dans laquelle l'étape de fixation du long rail nouveau est effectuée de la zone Z3 du train de travaux dans laquelle l'étape de maintien et/ou de correction de l'état de référence est réalisée, soit inférieure à 7m.Ideally, the step of maintaining and/or correcting the reference state is implemented over the entire portion of rail located between its neutralization and its fixing, the fixing of the fasteners being directly downstream of the maintenance and/or correction to the reference state. In practice, due to the presence of certain equipment or a work station necessary for example for the installation of the
Lors de cette deuxième phase B, des phases initiale et finale doivent être mises en oeuvre pour initier et finaliser la pose des longs rails nouveaux 22 en même temps que le démontage des rails anciens 21 par rapport à la voie ferrée préexistante à laquelle il faut assurer son raccordement.During this second phase B , initial and final phases must be implemented to initiate and finalize the laying of the long
Pour ce faire, la deuxième phase B comprend une phase initiale, illustrée en détail sur les
- une étape de démontage des attaches fixant les rails anciens au voisinage et en aval des rails à renouveler, c'est-à-dire sur une portion située en aval d'une extrémité 211' d'un rail ancien de jonction 211 à laquelle doit être raccordée une portion d'extrémité 221' d'un premier des longs rails nouveaux 221, par rapport au deuxième sens de circulation F2 (voir la
figure 5B ) : cette étape de démontage des attaches est mise en oeuvre par des moyens de démontage 102 situés de préférence au niveau du troisième véhicule 133 amont de la rame de travaux 130 dans ce sens de circulation F2 lorsqu'il est employé ou peut être mis en oeuvre également en amont du véhicule 132 mettant en oeuvre l'étape de neutralisation ; - une étape de chauffage ou de refroidissement de neutralisation de la portion d'extrémité 211' du rail ancien de jonction 211 en aval de son extrémité 211' à laquelle doit être raccordée la portion d'extrémité 221' du premier
long rail nouveau 221, par rapport au deuxième sens de circulation F2 (voir lafigure 5B ), la portion d'extrémité 211' comportant l'extrémité 211' du rail ancien de jonction 211 à laquelle doit être raccordée la portion d'extrémité 221' du premier long rail nouveau : cette étape de chauffage ou de refroidissement est de préférence mise en oeuvre par les moyens de maintien et/ou de correction premier véhicule 131 et situés en aval de la rame de travaux 130 dans ce sens de circulation F2 ; - une étape de coupe du rail ancien 21, en particulier du rail ancien de jonction 211 (voir la
figure 5C ) créant ainsi une discontinuité dans la voie ferrée 20 dans une position enjambée de la discontinuité de la voie ferrée 20par le véhicule 132 effectuant le chauffage ou de refroidissement de neutralisation, le démontage des rails anciens 21 et la pose des longs rails nouveaux 22 au fur et à mesure que le train circule suivant le sens de circulation F2 ; - une étape de chauffage ou de refroidissement de neutralisation de la portion d'extrémité 221' du premier
long rail nouveau 221 comportant l'extrémité 221' à laquelle doit être raccordée l'extrémité 211' du rail ancien de jonction 211 ; - après la pose d'une partie au moins du premier long rail nouveau 221 sur les traverses 23 à l'extrémité 211' du rail ancien de jonction 211, une étape de raccordement temporaire bout à bout de l'extrémité 211' du rail ancien de jonction 211 avec l'extrémité 221' du premier
long rail nouveau 221 par un dispositif de raccordement temporaire 30 tel qu'une éclisse ou un tire-rail (voir lafigure 5D ), garantissant le passage des bogies 101 et permettant de maintenir une position bout à bout et idéalement neutre, malgré d'éventuelles variations de température extérieure ; - lorsque le train de travaux 100 a dépassé le dispositif de raccordement temporaire 30, une étape de raccordement permanent, par exemple de soudage, de préférence aluminothermique, des deux extrémités raccordées 211', 221' suivie d'une étape de retrait du dispositif de raccordement temporaire 30.
- a step of dismantling the fasteners fixing the old rails in the vicinity and downstream of the rails to be renewed, that is to say on a portion located downstream of an end 211' of an
old junction rail 211 to which an end portion 221' of a first of the longnew rails 221 must be connected, relative to the second direction of circulation F2 (see theFigure 5B ): this step of dismantling the fasteners is implemented by dismantlingmeans 102 preferably located at the level of thethird vehicle 133 upstream of the works train 130 in this direction of circulation F2 when it is used or can also be implemented upstream of thevehicle 132 implementing the neutralization step; - a heating or cooling step for neutralizing the end portion 211' of the
old junction rail 211 downstream of its end 211' to which the end portion 221' of the first longnew rail 221 must be connected, relative to the second direction of F2 circulation (see theFigure 5B ), the end portion 211' comprising the end 211' of theold junction rail 211 to which the end portion 221' of the first new long rail must be connected: this heating or cooling step is preferably implemented by themeans second vehicle 132 coupled in front of thefirst vehicle 131 and located downstream of thework train 130 in this direction of circulation F2 ; - a cutting step of the
old rail 21, in particular the old junction rail 211 (see theFigure 5C ) thereby creating a discontinuity in therailway track 20 in a position spanning the discontinuity of therailway track 20 by thevehicle 132 carrying out the neutralization heating or cooling, the dismantling of theold rails 21 and the laying of the longnew rails 22 as the train travels in the direction of travel F2 ; - a heating or cooling step for neutralizing the end portion 221' of the first long
new rail 221 comprising the end 221' to which the end 211' of theold junction rail 211 must be connected; - after laying at least part of the first long
new rail 221 on thesleepers 23 at the end 211' of theold junction rail 211, a step of temporary end-to-end connection of the end 211' of theold junction rail 211 with the end 221' of the first longnew rail 221 by atemporary connection device 30 such as a fishplate or a rail puller (seeFigure 5D ), guaranteeing the passage ofbogies 101 and allowing an end-to-end and ideally neutral position to be maintained, despite possible variations in outside temperature; - when the
work train 100 has passed thetemporary connection device 30, a permanent connection step, for example of welding, preferably aluminothermic, of the two connected ends 211', 221' followed by a step of removing thetemporary connection device 30.
Dans une configuration particulière, le chauffage ou le refroidissement de la portion d'extrémité 211' du rail ancien de jonction 211 en amont de son extrémité 211' avant la coupe du rail peut être assurée par l'un au moins des moyens 111 de chauffage ou de refroidissement de neutralisation, et/ou par tout ou partie des moyens de maintien et/ou de correction 112, 113, 114 de la température de référence. Dans ce dernier cas, les moyens de chauffage ou de refroidissement de neutralisation 111 peuvent être activés de préférence qu'à partir de l'étape de neutralisation de la portion d'extrémité 221' du premier des longs rails nouveaux 221 à la température de référence. L'avantage d'utiliser seulement tout ou partie des moyens de maintien et/ou de correction 112, 113, 114 de la température de référence est qu'à cet endroit, les rails anciens de jonction 211 sont posés sur les traverses 23 et l'utilisation des moyens de neutralisation 111 tel qu'un chauffage par induction pourrait endommager les attaches des rails anciens qui sont, comme les rails, également métalliques. Le chauffage de maintien et/ou de correction 112, 113, 114 est moins puissant que le chauffage par induction 111 et évite d'endommage les attaches. Cela est plus simple à mettre en oeuvre que d'utiliser un moyen de variation de la puissance des moyens de neutralisation 111 en particulier du chauffage par induction qui rendrait l'équipement plus onéreux et plus complexe. Le chauffage ou refroidissement de la portion d'extrémité 211' du rail ancien de jonction 211 est de préférence effectuée sur une distance supérieure à la zone sur laquelle les attaches sont démontées (voir la
La deuxième phase B comprend également une phase finale correspondant au dégagement des étapes de pose des longs rails nouveaux 22 et de démontage des rails anciens 21 par le train de travaux 100 pour finaliser le renouvellement. Cette phase finale est illustrée en détail sur les
- une étape de chauffage ou de refroidissement de neutralisation à la température de référence d'une portion d'extrémité 222' d'un dernier des longs rails nouveaux 222, la portion d'extrémité comportant l'extrémité 222' du dernier long rail nouveau 222 à laquelle doit être raccordée l'ancienne voie ferrée 20 (voir la
figure 6B ) ; - une étape de coupe du rail ancien 21 définissant une extrémité 212' d'un rail ancien de jonction 212 (voir la
figure 6C ) ; - une étape de raccordement temporaire bout à bout de l'extrémité 222' du dernier
long rail nouveau 222 avec l'extrémité 212' du rail ancien de jonction 212 correspondant par au moins un dispositif de raccordement temporaire 30 tel qu'une éclisse ou un tire-rail (voir lafigure 6D ) qui permet soit aux rails de l'allonger librement mais pas de se rétracter dans le cas de l'utilisation du chauffage soit de se rétracter librement mais pas de s'allonger dans le cas de l'utilisation d'un refroidissement, et ainsi maintenir une position neutre malgré d'éventuelles variations de température extérieure ; - une étape de chauffage ou de refroidissement de neutralisation d'une portion d'extrémité 212' du rail ancien de jonction 212 située en amont de son extrémité 212' à laquelle doit être raccordée la portion d'extrémité 222' du dernier
long rail nouveau 222, par rapport au deuxième sens de circulation F2 (voir lafigure 6D ), la portion d'extrémité 212' du rail ancien de jonction 212 comportant l'extrémité 212' du rail ancien de jonction à laquelle doit être raccordée la portion d'extrémité du dernier long rail nouveau 222 : cette étape de chauffage ou de refroidissement est de préférence mise en oeuvre par les moyens de maintien et/ou de correction neutralisation 111, le chauffage ou refroidissement de la portion d'extrémité 212' du rail ancien de jonction 212 étant de préférence effectué sur une distance supérieure à la zone sur laquelle les attaches sont démontées (voir lafigure 6E ) ; - lorsque le train de travaux 100 a dépassé le dispositif de raccordement temporaire 30, une étape de raccordement permanent, par exemple de soudage, par exemple aluminothermique, des deux extrémités raccordées 212', 222' suivie d'une étape de retrait du dispositif de raccordement temporaire 30.
- a neutralization heating or cooling step at the reference temperature of an end portion 222' of a last of the long
new rails 222, the end portion comprising the end 222' of the last longnew rail 222 to which theold railway track 20 is to be connected (seeFigure 6B ) ; - a cutting step of the
old rail 21 defining an end 212' of an old junction rail 212 (see theFigure 6C ) ; - a step of temporary end-to-end connection of the end 222' of the last long
new rail 222 with the end 212' of the correspondingold junction rail 212 by at least onetemporary connection device 30 such as a fishplate or a rail puller (see theFigure 6D ) which allows either the rails to extend freely but not to retract in the case of using heating or to retract freely but not to extend in the case of using cooling, and thus maintain a neutral position despite possible variations in the outside temperature; - a heating or cooling step for neutralizing an end portion 212' of the
old junction rail 212 located upstream of its end 212' to which the end portion 222' of the last longnew rail 222 must be connected, relative to the second direction of circulation F2 (see theFigure 6D ), the end portion 212' of theold junction rail 212 comprising the end 212' of the old junction rail to which the end portion of the last longnew rail 222 must be connected: this heating or cooling step is preferably implemented by themeans old junction rail 212 preferably being carried out over a distance greater than the area over which the fasteners are dismantled (seeFigure 6E ) ; - when the
work train 100 has passed thetemporary connection device 30, a permanent connection step, for example welding, for example aluminothermic, of the two connected ends 212', 222' followed by a step of removing thetemporary connection device 30.
Durant toute la progression du train de travaux 130, suivant le deuxième sens de circulation F2 :
- un poste de travail 102 disposé sur une partie avant de la rame de travaux 130, ici en amont du troisième véhicule 133 dans le sens de la marche F2, est configuré pour retirer les attaches des rails qui les fixe aux traverses 23 de sorte qu'une portion détachée P1 de voie ferrée 20 n'est plus fixée par les attaches ;
- un poste de travail 103, porté par le troisième véhicule 133 et disposé en aval du poste de travail 102 de retrait des attaches, est configuré pour ramasser les attaches retirées ;
- un poste de travail 104, porté par le deuxième véhicule 132 et disposé en aval du poste de travail 103 de ramassage des attaches, est configuré pour démonter des anciennes semelles, généralement en caoutchouc, qui se placent entre la traverse et le dessous du rail, ces semelles ayant pour rôle d'amortir une partie des vibrations et de permettre le cheminement longitudinal du rail sans endommager la
traverse 23 ; - un poste de travail 105, porté par le deuxième véhicule 132 et disposé en aval du poste de travail 104 de démontage des anciennes semelles et en amont des moyens de neutralisations 111, est configuré pour déposer des nouvelles semelles sur les traverses 23 sur lesquelles vont venir reposer les longs rails nouveaux 22 ;
- un poste de travail 106, porté par le
premier véhicule 131 et disposé en aval des moyens de maintien et/ou de correction 113 de la température de référence situés au niveau de la zone Z3, est configuré pour ramasser les anciennes semelles démontées par le poste de travail 104 ; - un poste de travail 107, porté par le
premier véhicule 131 et disposé en aval du poste de travail 106 de ramassage des anciennes semelles, configuré pour mettre en place les attaches ; et - un poste de travail 108, porté par le
premier véhicule 131 et disposé en aval poste de travail 107 de mise en place des attaches, configuré pour fixer les attaches des rails et ainsi fixer lesdits rails aux traverses 23, de sorte qu'une portion attachée P2 de la voie ferrée 20 est bloquée par les attaches.
- a
work station 102 arranged on a front part of thework train 130, here upstream of thethird vehicle 133 in the direction of travel F2, is configured to remove the rail fasteners which fix them to thesleepers 23 so that a detached portion P1 ofrailway track 20 is no longer fixed by the fasteners; - a
work station 103, carried by thethird vehicle 133 and arranged downstream of the fastenerremoval work station 102 , is configured to pick up the removed fasteners; - a
work station 104, carried by thesecond vehicle 132 and arranged downstream of thework station 103 for collecting the fasteners, is configured to dismantle old soles, generally made of rubber, which are placed between the sleeper and the underside of the rail, these soles having the role of absorbing part of the vibrations and of allowing the longitudinal path of the rail without damaging thesleeper 23 ; - a
work station 105, carried by thesecond vehicle 132 and arranged downstream of thework station 104 for dismantling the old soles and upstream of the neutralization means 111, is configured to place new soles on thesleepers 23 on which the longnew rails 22 will rest; - a
work station 106, carried by thefirst vehicle 131 and arranged downstream of themeans 113 for maintaining and/or correcting the reference temperature located at the level of the zone Z3, is configured to collect the old soles dismantled by thework station 104 ; - a
work station 107, carried by thefirst vehicle 131 and arranged downstream of thework station 106 for collecting the old soles, configured to put the fasteners in place; and - a
work station 108, carried by thefirst vehicle 131 and arranged downstream of thework station 107 for installing the fasteners, configured to fix the rail fasteners and thus fix said rails to thesleepers 23, such that an attached portion P2 of therailway track 20 is blocked by the fasteners.
De cette manière un rail nouveau est neutralisé dans un état détaché. Bien entendu, ces postes de travail peuvent être sensiblement déplacés. Comme décrit, dans une configuration avec une troisième voiture 133, c'est cette voiture 133 qui peut assurer le retrait des attaches des rails. Une étape de ramassage des attaches est alors de préférence mise en oeuvre directement après leur retrait. Les longs rails nouveaux 22 sont quant à eux attachés soit avec des attaches nouvelles, soit avec des anciennes attaches préalablement retirées puis ramassées, afin d'assurer un recyclage des attaches si leur état le permet.In this way a new rail is neutralized in a detached state. Of course, these work stations can be substantially moved. As described, in a configuration with a
On notera que par poste de travail est entendu tout poste de travail permettant de recevoir des personnes pour effectuer des opérations manuelles et/ou tout équipement destiné à effectuer ces opérations de façon automatique ou semi-automatique.It should be noted that a workstation is understood to mean any workstation capable of receiving people to carry out manual operations and/or any equipment intended to carry out these operations automatically or semi-automatically.
Par ailleurs, durant cette deuxième phase B, le retrait des attaches, et donc le blocage des attaches ensuite, est mis en oeuvre à partir d'une portion aval à l'extrémité 211' du rail ancien de jonction 211 comportant l'extrémité 211' à laquelle doit être raccordée l'extrémité 221' du premier long rail nouveau 221 et se prolonge jusqu'à une portion amont à l'extrémité 212' du rail ancien de jonction 212 comportant l'extrémité 212' à laquelle doit être raccordée l'extrémité 222' du dernier long rail nouveau 222, en référence au deuxième sens de circulation F2. De cette manière, la pose des longs rails nouveaux se fait à une température de référence, cette pose étant suivie des opérations visant à le fixer ensuite conformément à la température prédéterminée de référence.Furthermore, during this second phase B , the removal of the fasteners, and therefore the subsequent blocking of the fasteners, is implemented from a downstream portion at the end 211' of the
Sur la
Durant la première phase A le train de travaux 100 se déplace d'une position X0 de départ jusqu'à une position X1 d'arrivée le long de la voie ferrée 20. Durant ce déplacement suivant le premier sens de circulation F1, le train de travaux 100 alterne des étapes A1 dynamiques, de déchargement des longs rails nouveaux 22 le long de la voie ferrée 20, et des étapes A3 statiques, marquant des paliers durant lesquels chaque long rail nouveau est engagé dans des tunnels de guidages du train de travaux pour assurer le bon déchargement de ces longs rails nouveaux 22 le long de la voie ferrée 20. During the first phase A, the works train 100 moves from a starting position X0 to an arrival position X1 along the
En parallèle de la progression du train de travaux 100, le véhicule ferroviaire 140 évolue par palier en alternant des étapes A2 statiques de préparation à la soudure et des étapes A4 dynamiques de déplacement d'un aboutement de deux longs rails nouveaux à un autre aboutement suivant le premier sens de circulation F1. In parallel with the progress of the
Successivement à la première phase A, la deuxième phase B se poursuit durant laquelle le train de travaux 100 se déplace de la position X1 d'arrivée jusqu'à la position X0 de départ le long de la voie ferrée 20. Durant ce déplacement suivant le deuxième sens de circulation F2, le train de travaux 100 alterne entre des étapes B3 dynamiques de chargement des rails anciens 21 sur la rame de transport 120 et des étapes B5 statiques marquant des paliers durant lesquels le rail ancien 21 est coupé durant son chargement de sorte qu'il peut être stocké en une pluralité de tronçons élémentaires sur la rame de transport 120. Following the first phase A, the second phase B continues during which the
Dans un tel mode de réalisation, des essais ont montré que le train de travaux 100 pouvait évoluer à une vitesse de 2500 m/h pendant la première phase A, et à une vitesse de 600 m/h durant la deuxième phase B, tout en pouvant évoluer suivant des rayons de travail de 250m et sur des pentes de 40 %o. Un tel procédé suivant l'invention offre également l'avantage de pouvoir être mis en oeuvre si besoin en laissant libre les éventuelles voies ferrées contiguës qui peuvent donc être circulées en toute sécurité.In such an embodiment, tests have shown that the
En parallèle de la progression du train de travaux 100 durant cette deuxième phase B, le véhicule ferroviaire 140 évolue par palier en alternant des étapes B2 de soudure et des étapes B4 de déplacement d'un aboutement de deux longs rails nouveaux à un autre suivant le deuxième sens de circulation F2. Les étapes B6 et B7 marquent un déplacement de la machine de soudage 140 et du train de travaux 100, respectivement, dans la continuité de sa progression et au-delà de la position X0 de départ afin de garantir la soudure entre les deux extrémités raccordées 212', 222' en fin de chantier. Les phases initiale B1 (
Naturellement, l'invention est décrite dans ce qui précède à titre d'exemple. Il est entendu que l'homme du métier est à même de réaliser différentes variantes de réalisation de l'invention sans pour autant sortir du cadre de l'invention.Naturally, the invention is described in the foregoing by way of example. It is understood that a person skilled in the art is able to carry out different variant embodiments of the invention without departing from the scope of the invention.
Par exemple, la composition du train de travaux peut être différente. La rame de travaux peut comporter seulement deux voitures comme illustré sur les
Par ailleurs, les rails peuvent être renouvelés en parallèle deux à deux de sorte à renouveler toute la voie ferrée durant les opérations, et/ou successivement le long d'un côté seulement de la voie ferrée de sorte à renouveler les rails d'une seule file. En effet, il peut être envisagé que seuls des rails successifs d'un seul côté de la voie ferrée soient renouvelés, ce qui peut être intéressant sur des tronçons de voie ferrée tels que des tronçons en courbe. En d'autres termes, les procédés de pose initial et/ou final peuvent être mises en oeuvre, comme pour le renouvellement, sur une file de rails de la voie ferrée ou bien concomitamment sur les deux files de rails parallèles de la voie ferrée.Furthermore, the rails can be renewed in parallel two by two so as to renew the entire railway track during the operations, and/or successively the along one side only of the railway track so as to renew the rails of a single row. Indeed, it can be envisaged that only successive rails on one side of the railway track are renewed, which can be interesting on sections of railway track such as curved sections. In other words, the initial and/or final laying processes can be implemented, as for renewal, on one row of rails of the railway track or simultaneously on the two parallel rows of rails of the railway track.
Dans une configuration alternative ou complémentaire, la neutralisation peut être effectuée autrement que par chauffage ou refroidissement, par des contraintes mécaniques de nature à faire subir un étirement des portions de rails correspondant à leur dilatation à cette température de référence. L'état de référence correspond alors à un état de dilation donné en référence, correspondant lui-même à un état de la portion de rail si elle était soumise à cette température de référence.In an alternative or complementary configuration, the neutralization may be carried out otherwise than by heating or cooling, by mechanical constraints likely to cause the rail portions to stretch corresponding to their expansion at this reference temperature. The reference state then corresponds to a given expansion state as a reference, itself corresponding to a state of the rail portion if it were subjected to this reference temperature.
On peut également envisagée que les première et deuxième phases A et B soient mises en oeuvre en étant espacées dans le temps : la première phase A pouvant être mise en oeuvre une nuit, et la deuxième phase B pouvant être mise en oeuvre une nuit suivante.It is also possible to envisage that the first and second phases A and B are implemented spaced out in time: the first phase A can be implemented one night, and the second phase B can be implemented the following night.
En ce qui concerne le démontage des rails anciens, au lieu d'être chargés sur la rame de transport, les rails anciens pourraient également être déchargés le long de la voie ferrée depuis leur position posée sur les traverses.As for the dismantling of the old rails, instead of being loaded onto the transport train, the old rails could also be unloaded along the railway track from their position on the sleepers.
Les bogies peuvent également être formés par tout type de train de roues.Bogies can also be formed by any type of wheel set.
Un tel convoi ferroviaire est particulièrement intéressant en ce qu'il permet un renouvellement d'une voie ferrée offrant une immobilisation de la voie ferrée la plus courte possible pour réduire la durée du chantier, tout en garantissant une bonne sécurité de la voie ferrée posée. Bien entendu, il est également possible d'utiliser un tel convoi ferroviaire pour des opérations ne faisant pas intervenir toutes les étapes. Le convoi ferroviaire peut être utilisé pour seulement acheminer et décharger les longs rails nouveaux le long de la voie ferrée depuis la rame de transport, soit à l'extérieur de la voie ferrée, soit à l'intérieur, avec une opération optionnelle de soudage et de mise en place des supports à galets.Such a rail convoy is particularly interesting in that it allows for the renewal of a railway track, offering the shortest possible immobilization of the railway track to reduce the duration of the construction site, while guaranteeing good safety of the railway track laid. Of course, it is also possible to use such a rail convoy for operations that do not involve all the stages. The rail convoy can be used to only transport and unload the long new rails along the railway track from the transport train, either outside of the railway track, either inside, with an optional welding operation and installation of the roller supports.
Claims (9)
- Initial method for laying new long rails (22) of a railway track (20) by means of a work train (100) travelling in a direction of travel (F2), the initial method being intended to be implemented during a process for replacing old rails (21) of the railway track (20) of the type comprising a phase (B) during which the new long rails (22) are laid and subsequently fastened to a fixed structure (23) of the railway track (20) when the work train is travelling in said direction of travel (F2), the initial laying method comprising:- a step of laying at least one portion of a first of the new long rails (221) on the fixed structure (23) at at least one end (211') of an old joining rail (211);- a temporary end-to-end connection step for connecting the end (211') of the old joining rail (211) to at least one end (221') of the first new long rail (221) by means of at least one temporary connection device (30);- a step of permanent connection, for example by welding, of the two connected ends of the old joining rail (211) and the first new long rail (221);- prior to the laying step, a step of heating or cooling, for neutralizing to the reference temperature, at least one end portion (221') of the first new long rail (221), the end portion comprising the end (221') of the first new long rail (221) to which the end (211') of the old joining rail (211) is required to be connected.
- Initial method for laying rails according to claim 1, characterized in that it comprises a step of neutralizing, preferably by heating or cooling, an end portion of the old joining rail (211) comprising the end (211') of the old joining rail (211) to which the end portion (221') of the first new long rail is required to be connected.
- Initial method for laying rails according to either claim 1 or claim 2, characterized in that the step of heating or cooling for neutralizing the end portion of the old joining rail is performed by heat transfer or insulation means which preferably comprise an infrared radiation source for heating said end portion of the old joining rail to the reference temperature.
- Initial method for laying rails according to any of the preceding claims, characterized in that, prior to the step of temporary end-to-end connection of the end (211') of the old joining rail (211) to the end (221') of the first new long rail (221) by the temporary connection device (30), a step of cutting the old joining rail (211) is performed, in order to form the end (211') of the old joining rail (211) which is to be connected.
- Initial method for laying rails according to any of the preceding claims, characterized in that the temporary connection device (30) comprises at least one fishplate or rail driftpin.
- Initial method for laying rails according to any of the preceding claims, characterized in that, prior to or following the step of temporary end-to-end connection of the end (211') of the old joining rail (211) to the end (221') of the first new long rail (221) by the temporary connection device (30), said ends (211', 221') undergoing a preparation step in view of the permanent connection step, for example a step of abrasive machining.
- Final method for laying new long rails (22) of a railway track (20) by means of a work train (100) travelling in a direction of travel (F2), the final method being intended to be implemented during a process for replacing old rails (21) of the railway track (20) of the type comprising a phase (B) during which the new long rails (22) are laid and subsequently fastened to a fixed structure (23) of the railway track (20) when the work train is travelling in said direction of travel (F2), the final laying method comprising:- a step of laying at least one portion of a last of the new long rails (222) on the fixed structure (23) at at least one end (212') of an old joining rail (212);- a temporary end-to-end connection step for connecting an end (222') of the last new long rail (222) to at least the end (212') of the old joining rail (212) by means of at least one temporary connection device (30);- a step of permanent connection, for example by welding, of the two connected ends of the old joining rail (212) and the last new long rail (222);- prior to the laying step, a step of heating or cooling, for neutralizing to the reference temperature, at least one end portion (222') of the last new long rail (222), the end portion comprising the end (222') of the last new long rail (222) to which the end (212') of the old joining rail (212) is required to be connected.
- Final method according to claim 7, characterized in that it comprises a step of neutralizing, preferably by heating or cooling, an end portion (212') of the old joining rail (212) comprising the end (212') of the old joining rail to which the end portion of the last new long rail (222) is required to be connected.
- Method for replacing old rails (21) of a railway track (20) of the type comprising a phase (B) during which the new long rails (22) are laid and subsequently fastened to a fixed structure (23) of the railway track (20) by a work train (100) travelling in a direction of travel (F2), the replacement method being characterized in that the phase (B) is initiated by the initial method for laying new long rails (22) according to any of claims 1 to 6, and/or finalized by the final method for laying new long rails (22) according to either claim 7 or claim 8.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR2007221A FR3112353B1 (en) | 2020-07-08 | 2020-07-08 | Initial and final long rail break process and associated renewal process |
| PCT/EP2021/069066 WO2022008686A1 (en) | 2020-07-08 | 2021-07-08 | Initial and final methods for laying long rails |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4179147A1 EP4179147A1 (en) | 2023-05-17 |
| EP4179147B1 true EP4179147B1 (en) | 2024-08-28 |
| EP4179147C0 EP4179147C0 (en) | 2024-08-28 |
Family
ID=72801686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21735569.2A Active EP4179147B1 (en) | 2020-07-08 | 2021-07-08 | Initial and final methods for laying long rails |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20230279616A1 (en) |
| EP (1) | EP4179147B1 (en) |
| JP (1) | JP2023532463A (en) |
| KR (1) | KR20230054662A (en) |
| CN (1) | CN115956148A (en) |
| AU (1) | AU2021305404A1 (en) |
| BR (1) | BR112023000149A2 (en) |
| CA (1) | CA3183514A1 (en) |
| FR (1) | FR3112353B1 (en) |
| WO (1) | WO2022008686A1 (en) |
| ZA (1) | ZA202213680B (en) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2899249B1 (en) * | 2006-04-04 | 2012-10-05 | Europ De Travaux Ferroviaires Etf | METHOD AND DEVICE FOR CONTINUOUSLY RAIL RAIL RENEWAL |
| FR2998590B1 (en) * | 2012-11-23 | 2017-11-24 | Europeenne De Travaux Ferroviaires (Etf) | TRAIN AND METHOD FOR RENEWING HIGH PERFORMANCE RAIL RAILS. |
| FR3020073B1 (en) * | 2015-07-27 | 2017-01-13 | Matisa Materiel Ind Sa | METHOD OF RENEWING RAILWAYS AND DEVICE FOR IMPLEMENTING SAID METHOD |
-
2020
- 2020-07-08 FR FR2007221A patent/FR3112353B1/en active Active
-
2021
- 2021-07-08 EP EP21735569.2A patent/EP4179147B1/en active Active
- 2021-07-08 AU AU2021305404A patent/AU2021305404A1/en active Pending
- 2021-07-08 CN CN202180049676.8A patent/CN115956148A/en active Pending
- 2021-07-08 BR BR112023000149A patent/BR112023000149A2/en unknown
- 2021-07-08 KR KR1020237003991A patent/KR20230054662A/en unknown
- 2021-07-08 JP JP2022580019A patent/JP2023532463A/en active Pending
- 2021-07-08 WO PCT/EP2021/069066 patent/WO2022008686A1/en active Application Filing
- 2021-07-08 US US18/004,337 patent/US20230279616A1/en active Pending
- 2021-07-08 CA CA3183514A patent/CA3183514A1/en active Pending
-
2022
- 2022-12-19 ZA ZA2022/13680A patent/ZA202213680B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP4179147A1 (en) | 2023-05-17 |
| ZA202213680B (en) | 2023-08-30 |
| WO2022008686A1 (en) | 2022-01-13 |
| FR3112353A1 (en) | 2022-01-14 |
| KR20230054662A (en) | 2023-04-25 |
| JP2023532463A (en) | 2023-07-28 |
| FR3112353B1 (en) | 2022-07-15 |
| AU2021305404A1 (en) | 2023-02-02 |
| BR112023000149A2 (en) | 2023-01-31 |
| US20230279616A1 (en) | 2023-09-07 |
| EP4179147C0 (en) | 2024-08-28 |
| CA3183514A1 (en) | 2022-01-13 |
| CN115956148A (en) | 2023-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0466651B1 (en) | Apparatus for exchanging railway rails | |
| EP0466652B1 (en) | Apparatus for the neutralisation of new railway rails | |
| FR2681082A1 (en) | METHOD FOR THE RENEWAL OF A RAILWAY AND MACHINE ARRANGEMENT FOR IMPLEMENTING THE METHOD. | |
| EP0431092B1 (en) | Process for continuous welding of track sections, and set of wagons especially equipped for its implementation | |
| EP4179147B1 (en) | Initial and final methods for laying long rails | |
| EP4179148B1 (en) | Method for renewing rails of a railway track with new long rails, and associated work train | |
| FR2904335A1 (en) | High speed line rail substituting method for work train, involves unloading used rail sections on work train wagons, and disengaging train from track renewal site to substitute track with circulation capacity having normal commercial speed | |
| WO2014080118A1 (en) | Railway rail renewal train and method | |
| EP2004910B1 (en) | Method and device for the continuous renewal of railway track | |
| CH680865A5 (en) | ||
| EP0467001B1 (en) | Train for laying new tracks and method for their laying using such a train | |
| FR2847917A1 (en) | Process for installing or renewing railway track rails involves electrically welding together short rails, stored on rear transport wagon, end-to-end to form long rails that are installed from front of train | |
| FR2666599A1 (en) | Method and device for continuous laying and/or replacing of railway tracks | |
| EP4159921B1 (en) | Method and train for replacing rails | |
| FR2845701A1 (en) | Railway track laying procedure consists of making up track sections with temporary rails and permanent sleepers and replacing rails after laying | |
| FR3021674A1 (en) | RAILWAY RENOVATION KIT | |
| EP0597736B1 (en) | Railway rail welding method | |
| FR2954362A1 (en) | Method for transferring concrete blocks on pallets between transport cars and cross-piece installation and removal units by railway substitution convoy, involves transferring cross-pieces in position transverse to route | |
| FR3053984A1 (en) | RAILWAY RENEWAL TRAIN | |
| FR3017397A1 (en) | METHOD OF RENEWING RAILWAYS IN DENSE ZONE AND REDUCED TEMPLATE |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20221219 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240205 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602021017952 Country of ref document: DE |