EP4089232A1 - Schienen-schleifmaschine und verfahren zum schleifen von schienen eines gleises - Google Patents
Schienen-schleifmaschine und verfahren zum schleifen von schienen eines gleises Download PDFInfo
- Publication number
- EP4089232A1 EP4089232A1 EP22170455.4A EP22170455A EP4089232A1 EP 4089232 A1 EP4089232 A1 EP 4089232A1 EP 22170455 A EP22170455 A EP 22170455A EP 4089232 A1 EP4089232 A1 EP 4089232A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding
- rail
- grinding unit
- cross slide
- quick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 11
- 238000002485 combustion reaction Methods 0.000 claims description 5
- 238000006073 displacement reaction Methods 0.000 claims description 5
- 230000002441 reversible effect Effects 0.000 claims description 2
- 230000005540 biological transmission Effects 0.000 description 16
- 230000033001 locomotion Effects 0.000 description 11
- 241000282414 Homo sapiens Species 0.000 description 2
- 210000002455 dental arch Anatomy 0.000 description 1
Images





Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
- E01B31/12—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails
- E01B31/17—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails by grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B23/00—Portable grinding machines, e.g. hand-guided; Accessories therefor
- B24B23/08—Portable grinding machines designed for fastening on workpieces or other parts of particular section, e.g. for grinding commutators
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B2203/00—Devices for working the railway-superstructure
- E01B2203/01—Devices for working the railway-superstructure with track
- E01B2203/012—Devices for working the railway-superstructure with track present, i.e. in its normal position
Definitions
- the invention relates to a rail grinding machine and a method for grinding rails on a track.
- the rail grinding machine comprises a machine frame on which a plurality of guide rollers are rotatably mounted for manual displacement of the rail grinding machine on the rails.
- the rail grinding machine comprises a first cross slide, which is arranged on the machine frame so as to be displaceable transversely to the longitudinal direction of the rails, and a second cross slide, which is arranged on the first cross slide so as to be displaceable transversely to the longitudinal direction of the rails.
- the height of the grinding unit is adjustable on the second cross slide.
- the invention is based on the object of creating a rail grinding machine that enables simple, precise, reliable and user-friendly profiling and deburring of a track rail.
- a rail grinding machine having the features of claim 1. Due to the fact that the at least one grinding unit or the respective grinding unit is arranged on the cross slide in an exchangeable manner, a first grinding unit for profiling a rail can easily be compared with a second grinding unit for deburring be replaced on a rail and vice versa. Due to the interchangeability, the at least one grinding unit or the respective grinding unit can be easily transported separately from the rest of the rail grinding machine to the rail to be ground. Depending on the desired grinding operation, the rail grinding machine can be operated with the first grinding unit and/or with the second grinding unit. For this purpose, the first grinding unit can easily be exchanged for the second grinding unit and vice versa.
- the at least one grinding unit is, in particular, exchangeably fastened to a guide frame, preferably to a grinding unit carrier which is arranged on the guide frame.
- the guide frame is arranged in particular in a pivotable manner on the cross slide.
- the machine frame can be moved manually in a longitudinal direction by means of the guide rollers.
- the longitudinal direction corresponds to the longitudinal direction of the rail.
- the transverse direction runs transversely, in particular perpendicularly, to the longitudinal direction.
- the cross slide includes, in particular, a plurality of cross slide guide rollers.
- the cross slide guide rollers are preferably arranged at a distance from one another in a vertical direction.
- at least one first cross slide guide roller rests against an upper side of the machine frame
- at least one second cross slide guide roller rests against an underside of the machine frame.
- the machine frame thus runs between the cross slide guide rollers.
- the vertical direction runs transversely, in particular perpendicularly, to the longitudinal direction and the transverse direction.
- the at least one grinding unit includes in particular a respective grinding tool drive for driving a respective grinding tool.
- the respective grinding tool can be driven in rotation about an axis of rotation by means of the grinding tool drive.
- the grinding tool is, for example, a cup wheel and/or a grinding wheel.
- the respective grinding tool drive comprises in particular an internal combustion engine and/or an electric motor.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track. Because the at least one grinding unit is interchangeable and is mounted on two sides of the cross slide, a first grinding unit can easily be used for profiling a rail and/or a second grinding unit for deburring a rail.
- the at least one grinding unit or the respective grinding unit is mounted on opposite sides on the cross slide, in particular in a longitudinal direction. The respective grinding unit is thus located between the storage locations.
- the at least one grinding unit or the respective grinding unit is arranged between two bearing points spaced apart in a longitudinal direction.
- the at least one grinding unit or the respective grinding unit is arranged in particular on a guide frame which is mounted on the cross slide by means of two pivot bearings.
- the pivot bearings are spaced apart in the longitudinal direction.
- the at least one grinding unit or the respective grinding unit is located in the longitudinal direction, in particular between the two pivot bearings.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- the quick-change device enables the at least one grinding unit or the respective grinding unit to be fastened in a form-fitting and/or friction-fitting, exchangeable manner.
- the rail grinding machine preferably comprises a grinding unit carrier with at least one carrier element which is connected to the at least one grinding unit or to the respective grinding unit in an exchangeable manner via the quick-change device.
- the quick-change device comprises first quick-change elements and associated second quick-change elements, which can be reversibly connected to one another in a positive and/or frictional manner.
- the quick-change device enables the at least one grinding unit or the respective grinding unit to be exchanged easily and in a user-friendly manner.
- a rail grinding machine ensures simple, precise, reliable and user-friendly profiling and deburring a rail of a track.
- the at least one first quick-change element is arranged in particular on a respective carrying element of a grinding unit carrier.
- At least one associated second quick-change element is arranged on each grinding unit.
- the respective grinding unit is arranged in particular between two second quick-change elements, so that the respective grinding unit is fastened or mounted on two sides of the grinding unit carrier so that it can be exchanged.
- the first quick-change elements and the associated second quick-change elements preferably form a respective linear guide.
- the respective linear guide runs, in particular, transversely, preferably perpendicularly, to a plane that is defined by a guide frame.
- the first quick-change elements preferably form, together with the associated second quick-change elements, a linear guide that is dovetail-shaped in cross section.
- the quick-change device preferably comprises two first quick-change elements and two associated second quick-change elements for each grinding unit.
- the at least one grinding unit or the respective grinding unit is arranged in a longitudinal direction between the two second quick-change elements.
- the respective first quick-change element forms a respective linear guide with the associated second quick-change element.
- the at least one grinding unit or the respective grinding unit is arranged in the longitudinal direction between the two linear guides.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- a first quick-change element and / or a second quick-change element by means of at least one actuating element displaceable.
- the at least one actuating element is designed, for example, as a pivoted lever.
- An actuating element is preferably assigned to each first quick-change element or each associated second quick-change element.
- the at least one actuating element enables simple and user-friendly locking or clamping and releasing of the quick-change device for attaching and replacing the at least one grinding unit or the respective grinding unit.
- a first quick-change element and an associated second quick-change element preferably form a respective linear guide.
- An actuating element is preferably assigned to each linear guide.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- the at least one linear guide enables on the one hand an exact and reliable attachment of the at least one grinding unit or the respective grinding unit and on the other hand a simple and user-friendly exchange of the at least one grinding unit or the respective grinding unit.
- a first quick-change element and an associated second quick-change element of the quick-change device preferably form the at least one linear guide.
- the quick-change device includes, in particular, a plurality of first quick-change elements and associated second quick-change elements, each of which forms a linear guide with one another.
- the at least one linear guide or the respective linear guide runs in particular transversely, preferably perpendicularly, to a plane that passes through a guiding framework is defined.
- the at least one linear guide is formed in particular by a quick-change element designed as a groove and a quick-change element designed as a projection.
- the at least one linear guide has a dovetail-shaped cross section, for example.
- the quick-change device preferably forms two linear guides.
- the at least one grinding unit or the respective grinding unit is arranged in a longitudinal direction, in particular between the two linear guides.
- the at least one grinding unit or the respective grinding unit is preferably mounted on two sides by means of the two linear guides.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- the guide frame is arranged in particular on a closed cross slide frame, so that the guide frame additionally stiffens the cross slide frame.
- the guide frame enables the at least one grinding unit to be arranged in such a way that the at least one grinding unit can be pivoted about a pivot axis and/or is linearly adjustable in a vertical direction.
- the guide frame is preferably pivotably mounted on the cross slide frame.
- the pivot axis runs in particular parallel to the longitudinal direction.
- the guide frame can preferably be pivoted by at least 60°, in particular by at least 90°, and in particular by at least 120° about the pivot axis.
- the guide frame is preferably mounted on the cross slide, in particular on the closed cross slide frame, by means of two pivot bearings.
- the guide frame includes, in particular, two guide elements which are pivotably mounted at a distance in the longitudinal direction on the cross slide, in particular on the closed cross slide frame.
- the guiding elements are connected to one another in particular by means of a connecting element.
- the guide frame preferably has a U-shape.
- the at least one grinding unit or the respective grinding unit is arranged in particular on two sides of the guide frame.
- the at least one grinding unit or the respective grinding unit is preferably mounted on legs of the U-shaped guide frame.
- the at least one grinding unit or the respective grinding unit is arranged in particular in an interior space which is delimited by the U-shaped guide frame.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- the guide frame defines a plane. The level is spanned in particular by the U-shape of the guide frame.
- the guide frame and the plane defined by the guide frame can in particular be pivoted about a pivot axis.
- the at least one linear guide preferably the respective linear guide, runs transversely, in particular perpendicularly, to the plane.
- the quick-change device includes two linear guides, which are arranged on legs of the U-shaped guide frame. As a result, the at least one grinding unit or the respective grinding unit can be easily removed from the guide frame and replaced.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track. Due to the fact that the cross slide includes a closed cross slide frame, the cross slide is extremely stable, so that the grinding unit arranged on it can be positioned easily, reliably and precisely.
- the cross slide frame forms in particular a closed annular body.
- the cross slide frame comprises cross beams extending in the transverse direction, which are connected to longitudinal beams extending in the longitudinal direction.
- the cross slide delimits an interior space.
- the at least one grinding unit is in particular—viewed in a vertical direction in a projection—at least partially arranged within the interior space.
- the cross slide frame has a rectangular shape.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- the at least one grinding unit Viewed in a projection in a vertical direction, the at least one grinding unit is arranged at least partially within the interior space. As a result, the at least one grinding unit or the respective grinding unit is stably mounted on the closed cross slide frame.
- the at least one grinding unit is preferably mounted on the closed cross slide frame via a guide frame. Due to the arrangement in the interior, the at least one grinding unit or the respective grinding unit is mounted in a balanced manner on the cross slide.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- the grinding unit carrier is mounted in particular on two sides on the guide frame.
- the grinding unit carrier preferably has two carrier elements which are mounted and guided on two sides on the guide frame, in particular on guide elements.
- the grinding unit carrier comprises a connecting element which connects the carrying elements to one another.
- the grinding unit carrier is, in particular, U-shaped.
- Preferably are the supporting elements and the connecting element are arranged in a U-shape relative to one another.
- the connecting element faces in particular a connecting element of the guide frame.
- a vertical positioning device for positioning the grinding unit carrier or a grinding unit arranged thereon in a vertical direction is arranged on the connecting elements.
- the vertical positioning device comprises in particular a spindle unit with a threaded spindle and a spindle nut.
- the threaded spindle is rotatably mounted, for example, on the connecting element of the guide frame, whereas the spindle nut is fastened on the connecting element of the grinding unit carrier.
- the grinding unit carrier or the grinding unit arranged thereon is displaced and positioned in the vertical direction.
- the grinding unit carrier is mounted on the guide frame so that it can be displaced in particular in a vertical direction.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- the support elements are in particular part of the grinding unit support.
- the at least one grinding unit or the respective grinding unit is arranged on the support elements.
- the at least one grinding unit or the respective grinding unit is preferably attached to the two support elements so that they can be exchanged.
- the at least one grinding unit or the respective grinding unit is preferably fastened to the grinding unit carrier or the carrier elements on two sides.
- the at least one grinding unit or the respective grinding unit is preferably arranged between the two tag elements.
- First quick-change elements of a quick-change device are attached in particular to the support elements, whereas second quick-change elements attached to the respective grinding unit.
- the at least one grinding unit or the respective grinding unit is preferably arranged in a longitudinal direction between the two support elements and/or between the two guide elements.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- the first grinding unit is used for profiling a rail and includes a grinding tool drive, which drives a grinding tool designed as a grinding cup in rotation about a first axis of rotation.
- the second grinding unit for deburring a rail includes a grinding tool drive, which drives a grinding tool designed as a grinding wheel in rotation about a second axis of rotation.
- the axes of rotation are arranged transversely, in particular perpendicularly, to one another.
- the first axis of rotation runs essentially in a vertical direction or parallel to a plane spanned by a guide frame
- the second axis of rotation runs essentially in the transverse direction or transverse to a plane spanned by the guide frame.
- the first grinding unit and the second grinding unit are interchangeable.
- the first grinding unit and the second grinding unit are preferably fastened to a grinding unit carrier so that they can be exchanged.
- the rail grinding machine includes, in particular, a quick-change device.
- the respective grinding tool drive comprises in particular an internal combustion engine and/or an electric motor.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track. Because both the coarse positioning device and the fine positioning device interact with the cross slide, the at least one grinding unit or the respective grinding unit can be positioned easily, precisely and reliably in the transverse direction relative to the machine frame and thus relative to a rail. The coarse positioning device and the fine positioning device therefore work together with a single cross slide. Due to the fact that the at least one grinding unit is arranged on the cross slide, the at least one grinding unit is also positioned in the transverse direction by positioning the cross slide.
- the coarse positioning device and the fine positioning device can be actuated independently of one another for positioning the cross slide.
- the coarse positioning device includes a first actuating element and the fine positioning device includes a second actuating element.
- the cross slide is roughly positioned by means of the first actuating element, whereas the cross slide is finely positioned by means of the second actuating element.
- the fine positioning takes place in particular in a set and locked coarse position of the cross slide.
- the fine positioning device enables more precise positioning of the cross slide in the transverse direction than the coarse positioning device.
- the coarse positioning device includes in particular an actuating mechanism that is connected to the fine positioning device.
- the fine positioning device comprises in particular a first component and a second component which can be displaced relative to one another in the transverse direction for fine positioning.
- the actuating mechanism is actuated manually and the position of the cross slide is roughly adjusted via the non-actuated fine positioning device or via the first component and the second component of the fine positioning device.
- the coarse positioning device is locked so that the second component of the fine positioning device is fixed in the transverse direction.
- By actuating the first component fine positioning takes place in the set and locked coarse position.
- the coarse positioning device thus acts on the fine positioning device.
- the actuating mechanism includes, in particular, an actuating element that can be displaced relative to the machine frame.
- the actuating element is designed, for example, as a lever.
- the actuating element is arranged on the machine frame such that it can be pivoted about a pivot axis.
- the pivot axis runs parallel to a longitudinal direction.
- the longitudinal direction corresponds to a rail longitudinal direction.
- the actuating element is connected to the fine positioning device by means of a connecting element.
- the connecting element is in particular part of the actuating mechanism.
- the connecting element can be subjected to tensile and compressive loads.
- the connecting element is a connecting rod, for example.
- the connecting element is connected at a first end to the actuating element and at a second end to the fine positioning device, in particular to the second component.
- the connecting element is connected to the actuating element at a distance from the pivot axis, so that by pivoting the actuating element the connecting element is subjected to pressure or tension depending on the pivoting direction. By pivoting the actuating element, in particular the angle between the actuating element and the connecting element is changed.
- the connecting element is preferably pivotably connected to the actuating element and pivotably connected to the fine positioning device or the second component of the fine positioning device.
- the actuator is linearly displaceable relative to the machine frame.
- the rough positioning device preferably includes a linear guide for the actuating element.
- the linear guide is in particular part of the actuating mechanism.
- the linear guide is preferably arranged on the machine frame.
- the actuating element is connected in particular to the fine positioning device or to the second component of the fine positioning device.
- the rough positioning device comprises in particular a locking unit for locking and releasing a rough position.
- the coarse positioning device or a set coarse position of the cross slide is locked by the locking unit.
- the cross slide In the arrested coarse position, the cross slide can be positioned exactly or finely using the fine positioning device.
- a positive and/or frictional locking takes place by means of the locking unit.
- a rough position is locked relative to the machine frame.
- the locking unit is used to lock an actuating mechanism of the coarse positioning device in a form-fitting and/or friction-locking manner.
- the locking unit is at least partially integrated into an actuating element of the rough positioning device.
- the locking unit includes in particular a locking element and an associated counter-locking element.
- the counter-locking element is attached to the machine frame, for example.
- the locking element is mounted on the actuating element of the coarse positioning device, in particular integrated into the actuating element.
- the locking element is actuated in particular by means of a locking actuation element.
- the locking actuation element is preferably connected to the locking element via a locking actuation mechanism tied together.
- the locking-actuating mechanism is designed in particular in such a way that the locking element interacts with the counter-locking element to lock a rough position when the locking-actuating element is in a non-actuated state and does not interact with the counter-locking element when the locking-actuating element is in an actuated state lock releases.
- the locking unit is designed in particular as a dead man's locking unit.
- the fine positioning device preferably comprises a spindle unit with a threaded spindle and a spindle nut.
- the spindle unit is used to convert rotary motion into linear motion.
- the threaded spindle forms a first component of the fine positioning device.
- the threaded spindle is rotatably mounted on the cross slide.
- the threaded spindle cannot be displaced in the transverse direction relative to the cross slide.
- the threaded spindle is stationarily connected to the cross slide in the transverse direction.
- the threaded spindle can be actuated in particular by means of an actuating element of the fine positioning device, in particular it can be rotated about a spindle axis.
- the actuating element is connected to the threaded spindle in a torque-transmitting manner.
- the spindle nut forms a second component of the fine positioning device.
- the spindle nut is rotatably mounted on the threaded spindle relative to the threaded spindle, so that a rotary movement of the threaded spindle and the spindle nut relative to one another results in a linear movement of the threaded spindle and the spindle nut relative to one another along the spindle axis or in the transverse direction.
- the setting accuracy of the fine positioning device can be specified or set via a thread pitch of the spindle unit.
- the spindle nut is connected to an actuating mechanism of the coarse positioning device.
- the actuating mechanism is actuated, which acts on the spindle nut and displaces the spindle nut in the transverse direction in the desired manner.
- the spindle nut is stationary relative to the cross slide in the transverse direction, so that the cross slide is roughly positioned in the desired way in the transverse direction.
- the spindle unit is designed in particular to be self-locking.
- the connection of the spindle nut to the actuating mechanism enables simple, reliable and exact fine positioning.
- the rough positioning device in particular the actuating mechanism, is locked in a rough position, preferably by means of a locking unit.
- the actuating mechanism prevents the spindle nut from rotating, so that the threaded spindle is linearly displaced relative to the spindle nut due to the rotation. Since the threaded spindle is connected to the cross slide in a stationary manner in the transverse direction, the cross slide and thus the at least one grinding unit arranged thereon are positioned exactly or finely.
- the threaded spindle can be adjusted manually, preferably by means of an actuating element.
- the actuating element is designed, for example, as a hand wheel.
- the threaded spindle is preferably rotatably mounted on the cross slide by means of bearings.
- the fine positioning device includes bearings that are used to rotatably mount the threaded spindle on the cross slide.
- the bearings are connected to the cross slide spaced in the transverse direction.
- the threaded spindle is rotatably mounted in the bearings at the end.
- the threaded spindle can be rotated relative to the cross slide on the one hand and is stationary relative to the cross slide on the other hand in the transverse direction.
- a linear displacement of the threaded spindle relative to the cross slide in the transverse direction is therefore not possible, especially not when the threaded spindle is rotated.
- the rotatable mounting enables the fine positioning device to be actuated. When the fine positioning device is actuated, the threaded spindle and the spindle nut are linearly displaced relative to one another in the transverse direction.
- the fine positioning device includes in particular an actuating element.
- the actuating element is used in particular for manually actuating a spindle unit, preferably for manually rotating a threaded spindle.
- the actuating element is designed, for example, as a handwheel.
- An axis of rotation of the actuating element, in particular of the handwheel, and a spindle axis of the threaded spindle are preferably arranged at a distance from one another.
- the fine positioning device has, in particular, a transmission mechanism.
- the transmission mechanism serves to transmit a rotational movement of the actuating element to the threaded spindle.
- the transmission mechanism includes, for example, a transmission belt or a transmission chain.
- the arrangement of the axis of rotation at a distance from the spindle axis increases the operating convenience in particular, since the actuating element can be arranged at a comfortable operating height at a distance from the threaded spindle.
- a rail grinding machine ensures simple, exact, reliable and user-friendly profiling and deburring of a rail of a track.
- An internal combustion engine makes it possible a simple and self-sufficient operation of the rail grinding machine.
- the at least one grinding unit or the respective grinding unit is preferably arranged on a cross slide with a closed cross slide frame and/or supported on two sides, so that vibrations and forces during grinding are evenly transmitted to the cross slide and the machine frame. This ensures precise, reliable and user-friendly profiling and deburring.
- the invention is also based on the object of creating a method for grinding rails on a track that enables simple, precise, reliable and user-friendly profiling and deburring of a rail on a track.
- a rail in particular a rail in the area of a switch, can be profiled and/or deburred by means of the rail grinding machine according to the invention.
- the rail grinding machine has in particular a first grinding unit with a grinding tool drive and a grinding tool designed as a cup wheel.
- the first grinding unit or cup wheel arranged on the cross slide is positioned exactly in the transverse direction, in particular by means of the coarse positioning device and the fine positioning device, so that exact profiling of the rail is made possible.
- the first grinding unit is initially roughly positioned by means of the rough positioning device and is preferably locked in the set rough position. The first grinding unit is then positioned exactly relative to the rail to be profiled using the fine positioning device.
- the rail grinding machine For deburring a rail, the rail grinding machine includes a second grinding unit with a grinding tool drive and a grinding tool designed as a grinding wheel.
- the second grinding unit is in particular only positioned with the rough positioning device relative to the rail to be deburred.
- the fine positioning device is locked in the set fine position by self-locking.
- branching rails in the area of a switch can be easily, reliably and flexibly deburred using the coarse positioning device.
- the respective grinding unit can be exchanged, the respective grinding unit can be easily transported to the rail to be ground separately from the rest of the rail grinding machine.
- the rail grinding machine can be operated with the first grinding unit and/or with the second grinding unit.
- the first grinding unit can easily be exchanged for the second grinding unit and vice versa. Due to the fact that the respective grinding unit is mounted on two sides of the cross slide, the profiling and/or deburring of a rail is possible in a simple, precise, reliable and user-friendly manner.
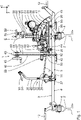
- a rail grinding machine 1 is used for grinding rails 2 of a track.
- the rail grinding machine 1 comprises a machine frame 3 which is guided on the rails 2 via guide rollers 4 .
- the machine frame 3 comprises two frame components 5, 6 which are telescopically connected to one another. By shifting the frame components 5, 6 relative to one another, the guide rollers 4 can be adapted to a distance between the rails 2.
- the machine frame 3 comprises longitudinal members 7, 8, 9 and cross members 10, 11.
- the longitudinal members 7, 8, 9 extend in an x-direction and are spaced apart from one another in a y-direction perpendicular to the x-direction.
- the x-direction is referred to below as the longitudinal direction, whereas the y-direction is also referred to below as the transverse direction.
- the longitudinal direction corresponds to a rail longitudinal direction.
- the crossbeams 10, 11 run in the y-direction and are spaced apart from one another in the x-direction.
- the ends of the crossbeams 10, 11 are fastened to the longitudinal beams 7, 8, so that the machine frame 3 has a rectangular shape.
- the crossbeams 10, 11 can be telescoped to adapt to a distance between the rails 2.
- the longitudinal beam 9 is connected to the cross beams 10, 11 in such a way that the frame component 5 essentially has a rectangular shape. Due to the telescoping crossbeams 10, 11, the guide rollers 4 arranged on the frame component 5 and the guide rollers 4 arranged on the frame component 6 are variable at a distance from one another in the y-direction.
- the rail grinding machine 1 can be moved manually on the rails 2 .
- the guide rollers 4 define a direction of displacement of the rail grinding machine 1, which corresponds to the longitudinal direction.
- handles 12 are attached to the machine frame.
- the guide rollers 4 are mounted on the machine frame 3 such that they can rotate about axes of rotation. The axes of rotation run parallel to the y-direction.
- a cross slide 13 is mounted on the machine frame 3 .
- the cross carriage 13 has a closed cross carriage frame 14 which is formed by cross carriage longitudinal beams 15, 16 and by cross carriage cross beams 17, 18.
- the cross slide longitudinal beams 15, 16 extend in the x-direction and are spaced from each other in the y-direction.
- the cross slide longitudinal beams 15, 16 are connected to one another at the ends by means of the cross slide cross beams 17, 18, so that the cross slide frame 14 has a rectangular shape in plan view.
- the cross slide crossbeams 17, 18 extend in the y-direction and are spaced apart from one another in the x-direction.
- the cross slide frame 14 delimits an interior space 19 in plan view.
- the cross carriage 13 comprises cross carriage guide rollers 20, 21 which are rotatably mounted on the cross carriage crossbeams 17, 18.
- the cross slide guide rollers 20 are mounted in a vertical z-direction at a distance from the cross slide guide rollers 21, so that the cross slide guide rollers 20 rest on an upper side of the machine frame 3, whereas the cross slide guide rollers 21 rest on an underside of the machine frame 3.
- the cross slide guide rollers 20, 21 are used to move the cross slide 13 in the y-direction or the transverse direction.
- the cross slide guide rollers 20, 21 are mounted on the cross slide frame 14 such that they can rotate about axes of rotation.
- the axes of rotation run parallel to the x-direction.
- the z-direction is below also referred to as the vertical direction.
- the x, y and z directions run in pairs perpendicular to each other and thus form a Cartesian coordinate system.
- the rail grinding machine 1 To position the cross slide 13, the rail grinding machine 1 comprises a rough positioning device 22 and a fine positioning device 23.
- the rough positioning device 22 is used for roughly positioning the cross slide 13 in the y-direction or the transverse direction, whereas the fine Positioning device 23 for fine positioning of the cross slide 13 is used in the transverse direction. Fine positioning enables more precise positioning than coarse positioning.
- the rough positioning device 22 comprises an actuating mechanism 24.
- the actuating mechanism 24 has an actuating element 25 and a connecting element 26.
- the actuating element 25 is designed as an actuating lever.
- the actuating element 25 is attached to the machine frame 3 and can be pivoted about a pivot axis 27 relative to the machine frame 3 .
- the pivot axis 27 runs parallel to the x-direction.
- the connecting element 26 is designed as a connecting rod.
- the connecting element 26 is attached to the actuating element 25 so that it can pivot about a pivot axis 28 .
- the pivot axis 28 runs parallel to the x-direction and is at a distance from the pivot axis 27.
- an angle ⁇ between the actuating element 25 and the connecting element 26 can be changed.
- the actuating mechanism 24 or the connecting element 26 is connected to the fine positioning device 23 in a manner described in more detail below.
- the rough positioning device 22 also includes a locking unit 29.
- the locking unit 29 is used for locking and releasing or for reversible locking of a rough position.
- the locking unit 29 comprises a locking element 30 and a counter-locking element 31.
- the counter-locking element 31 is designed as a curved toothed strip or as a dental arch.
- the counter-locking element 31 is attached to the machine frame 3 .
- the counter-locking element 31 comprises a plurality of teeth 32 which are arranged around the pivot axis 27 along a partial arc of a circle.
- the locking element 30 interacts with the counter-locking element 31 in a form-fitting and friction-locking manner.
- the locking element 30 is in the form of a pin.
- the locking element 30 is designed with a tooth-shaped tip that can be positioned between two teeth 32 of the counter-locking element 31 .
- the locking element 30 is integrated into the operating element 25 .
- the operating element 25 is tubular and the locking element 30 is arranged in an interior space of the actuating element 25 .
- the locking unit 29 is designed as a dead man's locking unit. In an unactuated state, the locking unit 29 is locked, whereas in an actuated state, the locking unit 29 is released.
- the locking unit 29 has a locking actuating element 33 for actuating the locking element 30 .
- the locking actuation element 33 is designed as a pivoting lever.
- the locking actuation element 33 is connected to the locking element 30 via a locking actuation mechanism.
- the locking actuation mechanism comprises a pull element 34, stops 35, 36 and a spring element 37.
- a first stop 35 is connected to the actuation element 25.
- the first stop 35 is arranged between the locking element 30 and the locking actuating element 33 and has a through-opening through which the pulling element 34 is guided.
- the locking element 30 forms a second stop 36 on a side facing away from the counter-locking element 31 .
- a spring element 37 is arranged between the first stop 35 and the second stop 36 to form the dead man's function.
- Fine positioning device 23 comprises a spindle unit 38 with a threaded spindle 39 and a spindle nut 40.
- Threaded spindle 39 forms a first component and spindle nut 40 forms a second component, which can be linearly displaced relative to one another by rotating them in the direction of a spindle axis 41 .
- the threaded spindle 39 is attached to the cross slide frame 14 by means of bearings 42,43.
- the spindle axis 41 runs parallel to the y-direction. The threaded spindle 39 can therefore be rotated about the spindle axis 41 relative to the cross slide 13 , but is stationary relative to the cross slide 13 in the direction of the spindle axis 41 .
- the spindle nut 40 is arranged between the bearings 42, 43 on the threaded spindle 39.
- the spindle nut 40 is connected to the connecting element 26 of the actuating mechanism 24 .
- An end of the connecting element 26 facing away from the actuating element 25 is connected to the spindle nut 40 such that it can pivot about a pivot axis 44 .
- the pivot axis 44 runs parallel to the x-direction and compensates for changes in the angle ⁇ .
- the fine positioning device 23 includes an actuating element 45 and a transmission mechanism 46.
- the actuating element 45 is designed as a hand wheel.
- the actuating element 45 is arranged on a handle 48 so as to be rotatable about an axis of rotation 47 .
- the handle 48 is U-shaped and attached to the cross members 10,11.
- the axis of rotation 47 runs parallel to the y-direction.
- the transmission mechanism 46 transmits a Rotational movement of the actuating element 45 about the axis of rotation 47 on the threaded spindle 39, so that the threaded spindle 39 is rotated about the spindle axis 41.
- the transmission mechanism 46 comprises transmission wheels 49, 50 and a transmission belt 51.
- the transmission wheel 49 is connected to the actuating element 45 in a torque-transmitting manner, whereas the transmission wheel 50 is connected to the threaded spindle 39 in a torque-transmitting manner.
- the transmission belt 51 transmits a rotation of the transmission wheel 49 to the transmission wheel 50.
- the fine positioning device 23 includes bellows 52, 53, which are arranged between the bearing 42 and the spindle nut 40 and between the bearing 43 and the spindle nut 40 above the threaded spindle 39.
- the rail grinding machine 1 also includes a guide frame 54 which is attached to the cross slide frame 14 so that it can pivot about a pivot axis 55 .
- the pivot axis 55 runs parallel to the x-direction.
- the guide frame 54 is U-shaped.
- the guide frame 54 includes guide elements 56, which are fastened with a respective first end by means of pivot bearings 57 to a respective associated cross slide cross member 17, 18.
- the guide elements 56 are connected to one another at a respective second end with a connecting element 58 .
- the guide frame 54 is arranged in the interior space 19 of the cross slide 13 when viewed from above.
- the rail grinding machine 1 comprises a pivoting device 59 for pivoting the guide frame 54 .
- the pivoting device 59 is fastened to the cross slide 13 and the guide frame 54 .
- the guide frame 54 is relative to the Cross slide 13 can be pivoted about pivot axis 55 .
- the pivoting device 59 includes an actuating element 60.
- the actuating element 60 is designed as a handwheel.
- the pivoting device 59 comprises a gear wheel, not shown in detail, and an associated toothed rack.
- the gear wheel is rotatably mounted on the cross slide 13 and connected to the actuating element 60 .
- the toothed rack is mounted on the guide frame 54 and cooperates with the gearwheel for pivoting.
- the rail grinding machine 1 comprises a grinding unit carrier 63 for the interchangeable arrangement of a first grinding unit 61 or a second grinding unit 62.
- the grinding unit carrier 63 is mounted on the guide frame 54.
- the grinding unit carrier 63 comprises tubular carrier elements 64 which are linearly guided on the guide elements 56 .
- the carrying elements 64 are connected to one another at an end remote from the machine frame 3 with a connecting element 65, so that the grinding unit carrier 63 is U-shaped.
- the grinding unit carrier 63 can be displaced linearly on the guide frame 54 by means of a vertical positioning device 66 .
- the vertical positioning device 66 includes a threaded spindle 67 which is rotatably mounted on the connecting element 58 of the guide frame 54 .
- the threaded spindle 67 is connected to an actuating element 68 .
- the actuating element 68 is designed as a hand wheel.
- the vertical positioning device 66 also includes a spindle nut 69 which is firmly connected to the connecting element 65 of the grinding unit carrier 63 . By turning the actuating element 68, the grinding unit carrier 63 can be displaced linearly up or down depending on the direction of rotation, ie in the z-direction.
- the rail grinding machine 1 has a quick-change device 70 for the exchangeable attachment of the first grinding unit 61 or the second grinding unit 62 .
- the quick-change device 70 By means of the quick-change device 70 - as in the Figures 1 to 5 is shown - the first grinding unit 61 is attached to the grinding unit carrier 63 and thus to the cross slide 13 .
- the first grinding unit 61 is attached to the support elements 64 by means of the quick-change device 70 .
- the first grinding unit 61 can thus be displaced in the x direction by means of the guide rollers 4, in the y direction by means of the cross slide 13, pivoted about the pivot axis 55 by means of the guide frame 54 and/or in the z direction by means of the grinding unit carrier 63.
- Direction shiftable By means of the quick-change device 70 - as in the Figures 1 to 5 is shown - the first grinding unit 61 is attached to the grinding unit carrier 63 and thus to the cross slide 13 .
- the first grinding unit 61 is attached to the support elements 64
- the first grinding unit 61 is used for profiling a rail 2.
- the first grinding unit 61 includes a grinding tool drive 71, which drives a first grinding tool 72 to rotate about a first axis of rotation 73.
- the grinding tool 72 is designed as a cup wheel.
- the axis of rotation 73 runs parallel to a plane E spanned by the guide frame 54.
- the axis of rotation 73 runs at an angle to the z-direction. This creates a grinding clearance angle.
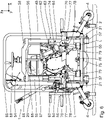
- the second grinding unit 62 is used for deburring a rail 2.
- the second grinding unit 62 is - as in 6 shown - attached to the grinding unit carrier 63 and thus to the cross slide 13.
- the second grinding unit 62 includes a grinding tool drive 74 which drives a second grinding tool 75 in rotation about a second axis of rotation 76 .
- the second grinding tool 75 is designed as a grinding wheel.
- the axis of rotation 76 runs transversely, in particular perpendicularly, to a plane E spanned by the guide frame 54.
- the respective grinding tool drive 71, 74 includes an internal combustion engine.
- the respective grinding unit 61, 62 is mounted on the grinding unit carrier 63 on two sides. As a result, the respective grinding unit 61, 62 is fastened precisely and reliably.
- the U-shaped grinding unit carrier 63 is reinforced by the two-sided mounting of the respective grinding unit 61, 62.
- the quick-change device 70 includes first quick-change elements 77 and associated second quick-change elements 78.
- the first quick-change elements 77 are attached to sides of the support elements 64 that face one another.
- Associated second quick-change elements 78 are attached to the respective grinding unit 61, 62.
- the distance and the position of the first quick-change elements 77 correspond to the distance and the position of the second quick-change elements 78.
- a respective first quick-change element 77 forms a linear guide L with the associated second quick-change element 78.
- the respective first quick-change element 77 comprises a groove, for example, whereas the associated second quick-change element 78 comprises a corresponding projection.
- the respective linear guide L has a dovetail-shaped cross section, for example.
- the linear guides L formed by the quick-change elements 77, 78 run transversely, in particular perpendicularly, to a plane E spanned by the guide frame 54.
- the second quick-change elements 78 can be displaced by means of associated actuating elements 79.
- the actuating elements 79 are designed, for example, as pivoted levers. By actuating the actuating elements 79, the first quick-change elements 77 are clamped against the associated second quick-change elements 78.
- the respective grinding unit 61, 62 is thus by means of the quick-change device 70 is attached to the grinding unit carrier 63 in a form-fitting and friction-locking manner.
- the functioning of the rail grinding machine 1 is described below: The in the Figures 1 to 5
- the rail grinding machine 1 shown is used, for example, for profiling a rail 2.
- the first grinding unit 61 is roughly positioned in the transverse direction or in the y-direction by means of the coarse positioning device 22 and in the transverse direction or y-direction by means of the fine positioning device 23. finely positioned direction.
- the locking unit 29 is released by an operator by means of the locking actuating element 33 and the actuating element 25 is pivoted about the pivot axis 27 in a desired pivoting direction.
- the pivoting changes the angle ⁇ and pivots the connecting element 26 about the pivot axis 28 .
- the connecting element 26 is connected to the spindle nut 40 of the fine positioning device 23
- the cross slide 13 is moved linearly on the machine frame 3 in the y-direction or parallel to the y-direction.
- the spindle unit 38 is designed to be self-locking, so that the movement of the spindle nut 40 caused by the connecting element 26 does not result in a rotary movement of the threaded spindle 39, but in a linear movement of the cross slide 13.
- the rough positioning device 22 is first locked in a desired rough position.
- the locking actuation element 33 is no longer actuated by the operator.
- the locking element 30 is displaced due to the biasing force of the spring element 37 to the counter-locking element 31, so that the locking element 30 engages between two teeth 32 of the counter-locking element 31 and the coarse positioning device 22 is locked.
- the cross slide 13 is positioned exactly by means of the fine positioning device 23.
- the operator rotates the actuating element 45 in a desired direction of rotation about the axis of rotation 47.
- the rotary movement is transmitted via the transmission mechanism 46 to the threaded spindle 39 which rotates about the spindle axis 41 .
- the spindle nut 40 is stationary in the transverse direction or y-direction due to the locked coarse positioning device 22, the cross slide 13 is linearly displaced by a linear movement of the threaded spindle 39 relative to the spindle nut 40 in the transverse direction or y-direction and exactly positioned.
- the coarse positioning device 22 and the fine positioning device 23 thus act via the spindle unit 38 on one and the same cross slide 13.
- the guide frame 54 can be pivoted about the pivot axis 55 by means of the pivot device 59 .
- the first grinding unit 61 can be displaced linearly in the z-direction by means of the vertical positioning device 66 and can thus be advanced to the rail 2 or adjusted in height.
- the rail grinding machine 1 can be manually shifted in the x-direction by means of the guide rollers 4 .
- the profiling of the rail 2 by means of the first grinding tool 72 takes place in the usual way.
- the cross slide 13 is moved between the rails 2 by means of the rough positioning device 22. Subsequently, the actuating elements 79 of the quick-change device 70 is released, so that the clamping of the first grinding unit 61 to the grinding unit carrier 63 is released.
- the first grinding unit 61 can now be removed from the grinding unit carrier 63 manually.
- the first grinding unit 61 is linearly displaced transversely to the plane E spanned by the guide frame 54, so that the second quick-change elements 78 are removed from the associated first quick-change elements 77.
- the second grinding unit 62 with the second quick-change elements 78 is introduced into the first quick-change elements 77 .
- the actuating elements 79 are then actuated so that the second grinding unit 62 is clamped in the grinding unit carrier 63 .
- the second grinding unit 62 is now positively and frictionally connected to the grinding unit carrier 63 by means of the quick-change device 70 .
- the rail grinding machine 1 with the second grinding unit 62 is in 6 illustrated.
- a rail 2 can be deburred, for example, by means of the second grinding tool 75, which is designed as a grinding wheel. Deburring is required, for example, in the case of branching rails 2 of a switch.
- the second grinding unit 62 can be positioned in a simple manner by means of the coarse positioning device 22 in the transverse direction or y-direction.
- the rail grinding machine 1 is located on the straight rails 2 .
- the locking unit 29 is released by means of the locking actuating element 33 .
- the pull element 34 is actuated via the locking actuation element 33 and moves the locking element 30 out of the counter-locking element 31 against the force of the spring element 37 .
- the cross slide 13 and thus the second grinding unit 62 can be positioned quickly and easily in the transverse direction or y-direction by pivoting the actuating element 25 about the pivot axis 27 .
- the further positioning of the second grinding unit 62 takes place in the manner already described.
- the second grinding unit 62 is exchanged and the first grinding unit 61 is attached as already described above.
- the actuating element 25 of the rough positioning device 22 can be displaced linearly in the transverse direction or y-direction relative to the machine frame 3 by means of a linear guide 80 .
- the actuating element 25 is connected to the spindle nut 40 .
- the actuating mechanism 24 therefore has no connecting element.
- the actuating mechanism 24 comprises the actuating element 25 and the linear guide 80 .
- the locking element 30 of the locking unit 29 interacts directly with the machine frame 3 .
- the locking element 30 is designed, for example, as a brake pad.
- the locking element 30 locks the coarse positioning device 22 in a frictionally engaged manner relative to the machine frame 3 .
- the actuating element 25 of the fine positioning device 23 is fastened directly to the threaded spindle 39 .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
- Der Inhalt der deutschen Patentanmeldung
DE 10 2021 204 878.1 wird durch Bezugnahme hierin aufgenommen. - Die Erfindung betrifft eine Schienen-Schleifmaschine und ein Verfahren zum Schleifen von Schienen eines Gleises.
- Aus der
CN 106 192 630 A ist eine Schienen-Schleifmaschine bekannt. Die Schienen-Schleifmaschine umfasst einen Maschinenrahmen, an dem zum manuellen Verschieben der Schienen-Schleifmaschine auf den Schienen mehrere Führungsrollen drehbar gelagert sind. Die Schienen-Schleifmaschine umfasst zum Positionieren einer Schleifeinheit einen ersten Querschlitten, der quer zu der Schienenlängsrichtung verschiebbar an dem Maschinenrahmen angeordnet ist, und einen zweiten Querschlitten, der quer zu der Schienenlängsrichtung verschiebbar an dem ersten Querschlitten angeordnet ist. Die Schleifeinheit ist höhenverstellbar an dem zweiten Querschlitten angeordnet. - Der Erfindung liegt die Aufgabe zugrunde, eine Schienen-Schleifmaschine zu schaffen, die ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises ermöglicht.
- Diese Aufgabe wird durch eine Schienen-Schleifmaschine mit den Merkmalen des Anspruchs 1 gelöst. Dadurch, dass die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit auswechselbar an dem Querschlitten angeordnet ist, kann in einfacher Weise eine erste Schleifeinheit zum Profilieren einer Schiene gegen eine zweite Schleifeinheit zum Entgraten einer Schiene ausgewechselt werden und umgekehrt. Durch die Auswechselbarkeit kann die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit getrennt von der restlichen Schienen-Schleifmaschine in einfacher Weise zu der zu schleifenden Schiene transportiert werden. In Abhängigkeit der gewünschten Schleifbearbeitung kann die Schienen-Schleifmaschine mit der ersten Schleifeinheit und/oder mit der zweiten Schleifeinheit betrieben werden. Hierzu kann die erste Schleifeinheit in einfacher Weise gegen die zweite Schleifeinheit ausgewechselt werden und umgekehrt.
- Die mindestens eine Schleifeinheit ist insbesondere auswechselbar an einem Führungsrahmen befestigt, vorzugsweise an einem Schleifeinheit-Träger, der an dem Führungsrahmen angeordnet ist. Der Führungsrahmen ist insbesondere verschwenkbar an dem Querschlitten angeordnet.
- Der Maschinenrahmen ist mittels der Führungsrollen in einer Längsrichtung manuell verschiebbar. Die Längsrichtung entspricht der Schienenlängsrichtung. Die Querrichtung verläuft quer, insbesondere senkrecht zu der Längsrichtung. Der Querschlitten umfasst zum Verlagern insbesondere mehrere Querschlitten-Führungsrollen. Die Querschlitten-Führungsrollen sind vorzugsweise in einer Vertikal-Richtung beabstandet zueinander angeordnet. Hierdurch liegt mindestens eine erste Querschlitten-Führungsrolle gegen eine Oberseite des Maschinenrahmens an, wohingegen mindestens eine zweite Querschlitten-Führungsrolle gegen eine Unterseite des Maschinenrahmens anliegt. Der Maschinenrahmen verläuft somit in der Vertikalrichtung betrachtet zwischen den Querschlitten-Führungsrollen. Die Vertikalrichtung verläuft quer, insbesondere senkrecht, zu der Längsrichtung und der Querrichtung.
- Die mindestens eine Schleifeinheit umfasst insbesondere einen jeweiligen Schleifwerkzeugantrieb zum Antreiben eines jeweiligen Schleifwerkzeugs. Das jeweilige Schleifwerkzeug ist mittels des Schleifwerkzeugantriebs um eine Drehachse drehantreibbar. Das Schleifwerkzeug ist beispielsweise ein Schleiftopf und/oder eine Schleifscheibe. Der jeweilige Schleifwerkzeugantrieb umfasst insbesondere einen Verbrennungsmotor und/oder einen Elektromotor.
- Eine Schienen-Schleifmaschine nach Anspruch 2 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Dadurch, dass die mindestens eine Schleifeinheit auswechselbar ist und an zwei Seiten gelagert an dem Querschlitten angeordnet ist, kann in einfacher Weise eine erste Schleifeinheit zum Profilieren einer Schiene und/oder eine zweite Schleifeinheit zum Entgraten einer Schiene eingesetzt werden. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist, insbesondere in einer Längsrichtung, an gegenüberliegenden Seiten an dem Querschlitten gelagert. Die jeweilige Schleifeinheit befindet sich somit zwischen den Lagerungsstellen. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist zwischen zwei in einer Längsrichtung beabstandeten Lagerstellen angeordnet. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist insbesondere an einem Führungsrahmen angeordnet, der mittels zwei Schwenklagern an dem Querschlitten gelagert ist. Die Schwenklager sind insbesondere in der Längsrichtung beabstandet. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit befindet sich in der Längsrichtung insbesondere zwischen den zwei Schwenklagern. Durch die Lagerung der jeweiligen Schleifeinheit an zwei Seiten ist die jeweilige Schleifeinheit während der jeweiligen Schleifbearbeitung stabil geführt, so dass ein exaktes und zuverlässiges Profilieren und Entgraten möglich ist. Die bei der Schleifbearbeitung auftretenden Kräfte werden aufgrund der zweiseitigen Lagerung im Wesentlichen gleichmäßig auf den Querschlitten und den Maschinenrahmen übertragen bzw. verteilt, so dass eine starke Belastung und ein entsprechender Verschleiß der Schienen-Schleifmaschine vermieden wird. Kräfte und Vibrationen, die während der Schleifbearbeitung auftreten und auf den Querschlitten und den Maschinenrahmen übertragen werden, werden durch die zweiseitige Lagerung der jeweiligen Schleifeinheit einfach und zuverlässig von der Schienen-Schleifmaschine aufgenommen, so dass die Schienen-Schleifmaschine einen hohen Bedienkomfort hat.
- Eine Schienen-Schleifmaschine nach Anspruch 3 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Die Schnellwechseleinrichtung ermöglicht insbesondere ein formschlüssiges und/oder reibschlüssiges auswechselbares Befestigen der mindestens einen Schleifeinheit bzw. der jeweiligen Schleifeinheit. Vorzugsweise umfasst die Schienen-Schleifmaschine einen Schleifeinheit-Träger mit mindestens einem Tragelement, das über die Schnellwechseleinrichtung mit der mindestens einen Schleifeinheit bzw. mit der jeweiligen Schleifeinheit auswechselbar verbunden ist. Vorzugsweise umfasst die Schnellwechseleinrichtung erste Schnellwechselelemente und zugehörige zweite Schnellwechselelemente, die formschlüssig und/oder reibschlüssig reversibel miteinander verbindbar sind. Die Schnellwechseleinrichtung ermöglicht ein einfaches und bedienerfreundliches Auswechseln der mindestens einen Schleifeinheit bzw. der jeweiligen Schleifeinheit.
- Eine Schienen-Schleifmaschine nach Anspruch 4 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Das mindestens eine erste Schnellwechselelement ist insbesondere an jeweils einem Tragelement eines Schleifeinheit-Trägers angeordnet. An jeder Schleifeinheit ist mindestens ein zugehöriges zweites Schnellwechselelement angeordnet. Die jeweilige Schleifeinheit ist insbesondere zwischen zwei zweiten Schnellwechselelementen angeordnet, so dass die jeweilige Schleifeinheit an zwei Seiten an dem Schleifeinheit-Träger auswechselbar befestigt bzw. gelagert ist. Vorzugsweise bilden die ersten Schnellwechselelemente und die zugehörigen zweiten Schnellwechselelemente eine jeweilige Linearführung aus. Die jeweilige Linearführung verläuft insbesondere quer, vorzugsweise senkrecht, zu einer Ebene, die durch einen Führungsrahmen definiert ist. Die ersten Schnellwechselelemente bilden vorzugsweise mit den zugehörigen zweiten Schnellwechselelementen eine im Querschnitt schwalbenschwanzförmige jeweilige Linearführung aus.
- Vorzugsweise umfasst die Schnellwechseleinrichtung zwei erste Schnellwechselelemente und je Schleifeinheit zwei zugehörige zweite Schnellwechselelemente. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist in einer Längsrichtung zwischen den zwei zweiten Schnellwechselelementen angeordnet. Das jeweilige erste Schnellwechselelement bildet mit dem zugehörigen zweiten Schnellwechselelement eine jeweilige Linearführung aus. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist in der Längsrichtung zwischen den zwei Linearführungen angeordnet.
- Eine Schienen-Schleifmaschine nach Anspruch 5 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Vorzugsweise sind ein erstes Schnellwechselelement und/oder ein zweites Schnellwechselelement mittels des mindestens einen Betätigungselements verlagerbar. Das mindestens eine Betätigungselement ist beispielsweise als Schwenkhebel ausgebildet. Durch Betätigen des mindestens einen Betätigungselements werden das erste Schnellwechselelement und das zugehörige zweite Schnellwechselelement insbesondere formschlüssig und/oder reibschlüssig verklemmt. Vorzugsweise ist jedem ersten Schnellwechselelement bzw. jedem zugehörigen zweiten Schnellwechselelement ein Betätigungselement zugeordnet. Das mindestens eine Betätigungselement ermöglicht ein einfaches und bedienerfreundliches Arretieren bzw. Verklemmen und Lösen der Schnellwechseleinrichtung zum Befestigen und Auswechseln der mindestens einen Schleifeinheit bzw. der jeweiligen Schleifeinheit. Vorzugsweise bildet ein erstes Schnellwechselelement und ein zugehöriges zweites Schnellwechselelement eine jeweilige Linearführung aus. Vorzugsweise ist jeder Linearführung ein Betätigungselement zugeordnet.
- Eine Schienen-Schleifmaschine nach Anspruch 6 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Die mindestens eine Linearführung ermöglicht einerseits eine exakte und zuverlässige Befestigung der mindestens einen Schleifeinheit bzw. der jeweiligen Schleifeinheit und andererseits ein einfaches und bedienerfreundliches Auswechseln der mindestens einen Schleifeinheit bzw. der jeweiligen Schleifeinheit. Vorzugsweise bildet ein erstes Schnellwechselelement und ein zugehöriges zweites Schnellwechselelement der Schnellwechselvorrichtung die mindestens eine Linearführung aus. Die Schnellwechselvorrichtung umfasst insbesondere mehrere erste Schnellwechselelemente und zugehörige zweite Schnellwechselelemente, die jeweils eine Linearführung miteinander ausbilden. Die mindestens eine Linearführung bzw. die jeweilige Linearführung verläuft insbesondere quer, vorzugsweise senkrecht, zu einer Ebene, die durch einen Führungsrahmen definiert ist. Die mindestens eine Linearführung wird insbesondere durch ein als Nut ausgebildetes Schnellwechselelement und ein als Vorsprung ausgebildetes Schnellwechselelement gebildet. Die mindestens eine Linearführung ist beispielsweise im Querschnitt schwalbenschwanzförmig ausgebildet. Vorzugsweise bildet die Schnellwechseleinrichtung zwei Linearführungen aus. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist in einer Längsrichtung insbesondere zwischen den zwei Linearführungen angeordnet. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist vorzugsweise mittels der zwei Linearführungen an zwei Seiten gelagert.
- Eine Schienen-Schleifmaschine nach Anspruch 7 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Der Führungsrahmen ist insbesondere an einem geschlossenen Querschlittenrahmen angeordnet, so dass der Führungsrahmen den Querschlittenrahmen zusätzlich versteift. Der Führungsrahmen ermöglicht eine Anordnung der mindestens einen Schleifeinheit derart, dass die mindestens eine Schleifeinheit um eine Schwenkachse verschwenkbar ist und/oder in einer Vertikalrichtung linear verstellbar ist. Vorzugsweise ist der Führungsrahmen verschwenkbar an dem Querschlittenrahmen gelagert. Die Schwenkachse verläuft insbesondere parallel zu der Längsrichtung. Vorzugsweise ist der Führungsrahmen um mindestens 60°, insbesondere um mindestens 90°, und insbesondere um mindestens 120° um die Schwenkachse verschwenkbar. Vorzugsweise ist der Führungsrahmen mittels zwei Schwenklagern an dem Querschlitten, insbesondere an dem geschlossenen Querschlittenrahmen gelagert. Der Führungsrahmen umfasst insbesondere zwei Führungselemente, die in der Längsrichtung beabstandet an dem Querschlitten, insbesondere an dem geschlossenen Querschlittenrahmen, verschwenkbar gelagert sind. Die Führungselemente sind insbesondere mittels eines Verbindungselements miteinander verbunden. Der Führungsrahmen weist vorzugsweise eine U-Form auf. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist insbesondere an zwei Seiten des Führungsrahmens angeordnet. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist vorzugsweise an Schenkeln des U-förmigen Führungsrahmens gelagert. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist insbesondere in einem Innenraum angeordnet, der von dem U-förmigen Führungsrahmen begrenzt ist.
- Eine Schienen-Schleifmaschine nach Anspruch 8 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Der Führungsrahmen definiert eine Ebene. Die Ebene wird insbesondere durch die U-Form des Führungsrahmens aufgespannt. Der Führungsrahmen und die von dem Führungsrahmen definierte Ebene sind insbesondere um eine Schwenkachse verschwenkbar. Die mindestens eine Linearführung, vorzugsweise die jeweilige Linearführung, verläuft quer, insbesondere senkrecht, zu der Ebene. Vorzugsweise umfasst die Schnellwechseleinrichtung zwei Linearführungen, die an Schenkeln des U-förmigen Führungsrahmens angeordnet sind. Hierdurch kann die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit einfach aus dem Führungsrahmen entfernt und ausgewechselt werden.
- Eine Schienen-Schleifmaschine nach Anspruch 9 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Dadurch, dass der Querschlitten einen geschlossenen Querschlittenrahmen umfasst, ist der Querschlitten äußerst stabil, so dass die daran angeordnete Schleifeinheit einfach, zuverlässig und exakt positionierbar ist. Der Querschlittenrahmen bildet insbesondere einen geschlossenen ringförmigen Körper aus. Der Querschlittenrahmen umfasst insbesondere sich in der Querrichtung erstreckende Querträger, die mit sich in der Längsrichtung erstreckenden Längsträgern verbunden sind. Der Querschlitten begrenzt einen Innenraum. Die mindestens eine Schleifeinheit ist insbesondere - in einer Projektion in einer Vertikalrichtung betrachtet - zumindest teilweise innerhalb des Innenraums angeordnet. Vorzugsweise hat der Querschlittenrahmen eine Rechteckform.
- Eine Schienen-Schleifmaschine nach Anspruch 10 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. In einer Projektion in einer Vertikal-richtung betrachtet ist die mindestens eine Schleifeinheit zumindest teilweise innerhalb des Innenraums angeordnet. Hierdurch ist die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit stabil an dem geschlossenen Querschlittenrahmen gelagert. Vorzugsweise ist die mindestens eine Schleifeinheit über einen Führungsrahmen an dem geschlossenen Querschlittenrahmen gelagert. Durch die Anordnung in dem Innenraum ist die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ausbalanciert an dem Querschlitten gelagert.
- Eine Schienen-Schleifmaschine nach Anspruch 11 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Der Schleifeinheit-Träger ist insbesondere an zwei Seiten an dem Führungsrahmen gelagert. Vorzugsweise weist der Schleifeinheit-Träger zwei Tragelemente auf, die an zwei Seiten an dem Führungsrahmen, insbesondere an Führungselementen gelagert und geführt sind. Der Schleifeinheit-Träger umfasst insbesondere ein Verbindungselement, das die Tragelemente miteinander verbindet. Der Schleifeinheit-Träger ist insbesondere U-förmig ausgebildet. Vorzugsweise sind die Tragelemente und das Verbindungselement U-förmig zueinander angeordnet. Das Verbindungselement ist insbesondere einem Verbindungselement des Führungsrahmens zugewandt. Insbesondere ist an den Verbindungselementen eine Vertikal-Positioniereinrichtung zum Positionieren des Schleifeinheit-Trägers bzw. einer daran angeordneten Schleifeinheit in einer Vertikalrichtung angeordnet. Die Vertikal-Positioniereinrichtung umfasst insbesondere eine Spindeleinheit mit einer Gewindespindel und einer Spindelmutter. Die Gewindespindel ist beispielsweise an dem Verbindungselement des Führungsrahmens drehbar gelagert, wohingegen die Spindelmutter an dem Verbindungselement des Schleifeinheit-Trägers befestigt ist. Durch ein Betätigen bzw. Drehen der Gewindespindel wird der Schleifeinheit-Träger bzw. die daran angeordnete Schleifeinheit in der Vertikalrichtung verlagert und positioniert. Der Schleifeinheit-Träger ist insbesondere in einer Vertikalrichtung verlagerbar an dem Führungsrahmen gelagert.
- Eine Schienen-Schleifmaschine nach Anspruch 12 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Die Tragelemente sind insbesondere Teil des Schleifeinheit-Trägers. An den Tragelementen ist insbesondere die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit angeordnet. Vorzugsweise ist die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit auswechselbar an den zwei Tragelementen befestigt. Vorzugsweise ist die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit an zwei Seiten an dem Schleifeinheit-Träger bzw. den Tragelementen befestigt. Die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit ist vorzugsweise zwischen den zwei Tagelementen angeordnet. Erste Schnellwechselelemente einer Schnellwechselvorrichtung sind insbesondere an den Tragelementen befestigt, wohingegen zweite Schnellwechselelemente an der jeweiligen Schleifeinheit befestigt sind. Vorzugsweise ist die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit in einer Längsrichtung zwischen den zwei Tragelementen und/oder zwischen den zwei Führungselementen angeordnet.
- Eine Schienen-Schleifmaschine nach Anspruch 13 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Die erste Schleifeinheit dient zum Profilieren einer Schiene und umfasst einen Schleifwerkzeugantrieb, der ein als Schleiftopf ausgebildetes Schleifwerkzeug um eine erste Drehachse drehantreibt. Demgegenüber umfasst die zweite Schleifeinheit zum Entgraten einer Schiene einen Schleifwerkzeugantrieb, der ein als Schleifscheibe ausgebildetes Schleifwerkzeug um eine zweite Drehachse drehantreibt. Die Drehachsen sind bei ansonsten identischen Positionen der Schleifeinheiten quer, insbesondere senkrecht, zueinander angeordnet. Insbesondere verläuft die erste Drehachse im Wesentlichen in einer Vertikalrichtung bzw. parallel zu einer durch einen Führungsrahmen aufgespannten Ebene, wohingegen die zweite Drehachse im Wesentlichen in der Querrichtung bzw. quer zu einer durch den Führungsrahmen aufgespannten Ebene verläuft. Die erste Schleifeinheit und die zweite Schleifeinheit sind auswechselbar. Vorzugsweise sind die erste Schleifeinheit und die zweite Schleifeinheit auswechselbar an einem Schleifeinheit-Träger befestigt. Hierzu umfasst die Schienen-Schleifmaschine insbesondere eine Schnellwechseleinrichtung. Der jeweilige Schleifwerkzeugantrieb umfasst insbesondere einen Verbrennungsmotor und/oder einen Elektromotor.
- Eine Schienen-Schleifmaschine nach Anspruch 14 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Dadurch, dass sowohl die Grob-Positioniereinrichtung als auch die Fein-Positioniereinrichtung mit dem Querschlitten zusammenwirken, ist die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit einfach, exakt und zuverlässig in der Querrichtung relativ zu dem Maschinenrahmen und somit relativ zu einer Schiene positionierbar. Die Grob-Positioniereinrichtung und die Fein-Positioniereinrichtung wirken also mit einem einzigen Querschlitten zusammen. Dadurch, dass die mindestens eine Schleifeinheit an dem Querschlitten angeordnet ist, wird durch ein Positionieren des Querschlittens auch die mindestens eine Schleifeinheit in der Querrichtung positioniert.
- Die Grob-Positioniereinrichtung und die Fein-Positioniereinrichtung sind zum Positionieren des Querschlittens unabhängig voneinander betätigbar. Hierzu umfasst die Grob-Positioniereinrichtung ein erstes Betätigungselement und die Fein-Positioniereinrichtung ein zweites Betätigungselement. Mittels des ersten Betätigungselements wird der Querschlitten grob positioniert, wohingegen mittels des zweiten Betätigungselements der Querschlitten fein positioniert wird. Das Fein-Positionieren erfolgt insbesondere in einer eingestellten und arretierten Grob-Position des Querschlittens. Die Fein-Positioniereinrichtung ermöglicht eine genauere Positionierung des Querschlittens in der Querrichtung als die Grob-Positioniereinrichtung.
- Die Grob-Positioniereinrichtung umfasst insbesondere eine Betätigungsmechanik, die mit der Fein-Positioniereinrichtung verbunden ist. Die Fein-Positioniereinrichtung umfasst insbesondere ein erstes Bauteil und ein zweites Bauteil, die zum Fein-Positionieren relativ zueinander in der Querrichtung verlagerbar sind. Zum Grob-Positionieren wird die Betätigungsmechanik manuell betätigt und die Position des Querschlittens über die nicht betätigte Fein-Positioniereinrichtung bzw. über das erste Bauteil und das zweite Bauteil der Fein-Positioniereinrichtung grob eingestellt. Zum Fein-Positionieren wird die Grob-Positioniereinrichtung arretiert, so dass das zweite Bauteil der Fein-Positioniereinrichtung in der Querrichtung fixiert ist. Durch Betätigen des ersten Bauteils erfolgt das Fein-Positionieren in der eingestellten und arretierten Grob-Position. Die Grob-Positioniereinrichtung wirkt somit auf die Fein-Positioniereinrichtung.
- Die Betätigungsmechanik umfasst insbesondere ein Betätigungselement, das relativ zu dem Maschinenrahmen verlagerbar ist. Das Betätigungselement ist beispielsweise als Hebel ausgebildet. Bei einem ersten Ausführungsbeispiel ist das Betätigungselement um eine Schwenkachse verschwenkbar an dem Maschinenrahmen angeordnet. Die Schwenkachse verläuft parallel zu einer Längsrichtung. Die Längsrichtung entspricht einer Schienenlängsrichtung. Das Betätigungselement ist mittels eines Verbindungselements mit der Fein-Positioniereinrichtung verbunden. Das Verbindungselement ist insbesondere Teil der Betätigungsmechanik. Das Verbindungselement ist auf Zug und auf Druck belastbar. Das Verbindungselement ist beispielsweise eine Verbindungsstange. Das Verbindungselement ist mit einem ersten Ende mit dem Betätigungselement und mit einem zweiten Ende mit der Fein-Positioniereinrichtung, insbesondere mit dem zweiten Bauteil verbunden. Das Verbindungselement ist beabstandet zu der Schwenkachse mit dem Betätigungselement verbunden, so dass durch ein Verschwenken des Betätigungselements das Verbindungselement in Abhängigkeit der Schwenkrichtung auf Druck oder auf Zug belastet wird. Durch das Verschwenken des Betätigungselements wird insbesondere der Winkel zwischen dem Betätigungselement und dem Verbindungselement verändert. Vorzugsweise ist das Verbindungselement verschwenkbar mit dem Betätigungselement und verschwenkbar mit der Fein-Positioniereinrichtung bzw. dem zweiten Bauteil der Fein-Positioniereinrichtung verbunden.
- Bei einem zweiten Ausführungsbeispiel ist das Betätigungselement linear relativ zu dem Maschinenrahmen verlagerbar. Vorzugsweise umfasst die Grob-Positioniereinrichtung eine Linearführung für das Betätigungselement. Die Linearführung ist insbesondere Teil der Betätigungsmechanik. Die Linearführung ist vorzugsweise an dem Maschinenrahmen angeordnet. Das Betätigungselement ist insbesondere mit der Fein-Positioniereinrichtung bzw. dem zweiten Bauteil der Fein-Positioniereinrichtung verbunden.
- Die Grob-Positioniereinrichtung umfasst insbesondere eine Arretiereinheit zum Arretieren und Lösen einer Grob-Position. Durch die Arretiereinheit wird die Grob-Positioniereinrichtung bzw. eine eingestellte Grob-Position des Querschlittens arretiert. In der arretierten Grob-Position kann der Querschlitten mittels der Fein-Positioniereinrichtung exakt bzw. fein positioniert werden. Mittels der Arretiereinheit erfolgt insbesondere ein formschlüssiges und/oder reibschlüssiges Arretieren. Das Arretieren einer Grob-Position erfolgt relativ zu dem Maschinenrahmen. Vorzugsweise erfolgt mittels der Arretiereinheit ein formschlüssiges und/oder reibschlüssiges Arretieren einer Betätigungsmechanik der Grob-Positioniereinrichtung. Die Arretiereinheit ist insbesondere zumindest teilweise in ein Betätigungselement der Grob-Positioniereinrichtung integriert. Die Arretiereinheit umfasst insbesondere ein Arretierelement und ein zugehöriges Gegen-Arretierelement. Das Gegen-Arretierelement ist beispielsweise an dem Maschinenrahmen befestigt. Das Arretierelement ist an dem Betätigungselement der Grob-Positioniereinrichtung gelagert, insbesondere in das Betätigungselement integriert. Das Arretierelement wird insbesondere mittels eines Arretier-Betätigungselements betätigt. Vorzugsweise ist das Arretier-Betätigungselement über eine Arretier-Betätigungsmechanik mit dem Arretierelement verbunden. Die Arretier-Betätigungsmechanik ist insbesondere derart ausgebildet, dass das Arretierelement in einem unbetätigten Zustand des Arretier-Betätigungselements mit dem Gegen-Arretierelement zum Arretieren einer Grob-Position zusammenwirkt und in einem betätigten Zustand des Arretier-Betätigungselements nicht mit dem Gegen-Arretierelement zusammenwirkt und die Arretierung löst. Die Arretiereinheit ist insbesondere als Totmann-Arretiereinheit ausgebildet.
- Vorzugsweise umfasst die Fein-Positioniereinrichtung eine Spindeleinheit mit einer Gewindespindel und einer Spindelmutter. Die Spindeleinheit dient zum Umwandeln einer Drehbewegung in eine Linearbewegung. Die Gewindespindel bildet ein erstes Bauteil der Fein-Positioniereinrichtung aus. Die Gewindespindel ist drehbar an dem Querschlitten gelagert. Die Gewindespindel ist relativ zu dem Querschlitten in der Querrichtung nicht verlagerbar. Die Gewindespindel ist in der Querrichtung ortsfest mit dem Querschlitten verbunden. Die Gewindespindel ist insbesondere mittels eines Betätigungselements der Fein-Positioniereinrichtung betätigbar, insbesondere um eine Spindelachse drehbar. Das Betätigungselement ist hierzu mit der Gewindespindel drehmomentübertragend verbunden. Die Spindelmutter bildet ein zweites Bauteil der Fein-Positioniereinrichtung aus. Die Spindelmutter ist relativ zu der Gewindespindel drehbar an der Gewindespindel gelagert, so dass eine Drehbewegung der Gewindespindel und der Spindelmutter relativ zueinander in einer Linearbewegung der Gewindespindel und der Spindelmutter relativ zueinander entlang der Spindelachse bzw. in der Querrichtung resultiert. Die Einstellgenauigkeit der Fein-Positioniereinrichtung kann über eine Gewindesteigung der Spindeleinheit vorgegeben bzw. eingestellt werden.
- Die Spindelmutter ist insbesondere mit einer Betätigungsmechanik der Grob-Positioniereinrichtung verbunden. Durch die Verbindung der Spindelmutter mit der Betätigungsmechanik ist einerseits ein einfaches, zuverlässiges und flexibles Grob-Positionieren möglich. Hierzu wird die Betätigungsmechanik betätigt, die auf die Spindelmutter wirkt und die Spindelmutter in der Querrichtung in gewünschter Weise verlagert. Die Spindelmutter ist bei Nicht-Betätigung der Fein-Positioniereinrichtung relativ zu dem Querschlitten in der Querrichtung ortsfest angeordnet, so dass der Querschlitten in der gewünschten Weise in der Querrichtung grob positioniert wird. Die Spindeleinheit ist hierzu insbesondere selbsthemmend ausgebildet. Andererseits ermöglicht die Verbindung der Spindelmutter mit der Betätigungsmechanik ein einfaches, zuverlässiges und exaktes Fein-Positionieren. Hierzu ist die Grob-Positioniereinrichtung, insbesondere die Betätigungsmechanik, vorzugsweise mittels einer Arretiereinheit in einer Grob-Position arretiert. Bei einem Betätigen bzw. Drehen der Gewindespindel wird mittels der Betätigungsmechanik ein Drehen der Spindelmutter verhindert, so dass die Gewindespindel relativ zu der Spindelmutter aufgrund der Drehung linear verlagert wird. Da die Gewindespindel in der Querrichtung ortsfest mit dem Querschlitten verbunden ist, wird der Querschlitten und somit die daran angeordnete mindestens eine Schleifeinheit exakt bzw. fein positioniert. Die Gewindespindel ist insbesondere manuell verstellbar, vorzugsweise mittels eines Betätigungselements. Das Betätigungselement ist beispielsweise als Handrad ausgebildet.
- Vorzugsweise ist die Gewindespindel mittels Lagern drehbar an dem Querschlitten gelagert. Die Fein-Positioniereinrichtung umfasst Lager, die zum drehbaren Lagern der Gewindespindel an dem Querschlitten dienen. Die Lager sind in der Querrichtung beabstandet mit dem Querschlitten verbunden. Die Gewindespindel ist endseitig in den Lagern drehbar gelagert.
- Durch die Lagerung ist die Gewindespindel einerseits relativ zu dem Querschlitten drehbar und andererseits in der Querrichtung relativ zu dem Querschlitten ortsfest. Eine lineare Verlagerung der Gewindespindel relativ zu dem Querschlitten in der Querrichtung ist somit nicht möglich, insbesondere auch nicht, wenn die Gewindespindel gedreht wird. Durch die drehbare Lagerung wird ein Betätigen der Fein-Positioniereinrichtung ermöglicht. Bei einem Betätigen der Fein-Positioniereinrichtung werden die Gewindespindel und die Spindelmutter relativ zueinander in der Querrichtung linear verlagert.
- Die Fein-Positioniereinrichtung umfasst insbesondere ein Betätigungselement. Das Betätigungselement dient insbesondere zum manuellen Betätigen einer Spindeleinheit, vorzugsweise zum manuellen Drehen einer Gewindespindel. Das Betätigungselement ist beispielsweise als Handrad ausgebildet. Eine Drehachse des Betätigungselements, insbesondere des Handrads, und eine Spindelachse der Gewindespindel sind vorzugsweise beabstandet zueinander angeordnet. Hierzu weist die Fein-Positioniereinrichtung insbesondere eine Übertragungsmechanik auf. Die Übertragungsmechanik dient zum Übertragen einer Drehbewegung des Betätigungselements auf die Gewindespindel. Die Übertragungsmechanik umfasst beispielsweise einen Übertragungsriemen oder eine Übertragungskette. Durch die beabstandete Anordnung der Drehachse zu der Spindelachse wird insbesondere der Bedienkomfort erhöht, da das Betätigungselement in einer komfortablen Bedienhöhe beabstandet von der Gewindespindel angeordnet werden kann.
- Eine Schienen-Schleifmaschine nach Anspruch 15 gewährleistet ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises. Ein Verbrennungsmotor ermöglicht einen einfachen und autarken Betrieb der Schienen-Schleifmaschine. Vorzugsweise ist die mindestens eine Schleifeinheit bzw. die jeweilige Schleifeinheit an einem Querschlitten mit einem geschlossenen Querschlittenrahmen angeordnet und/oder an zwei Seiten gelagert, sodass Vibrationen und Kräfte während der Schleifbearbeitung gleichmäßig auf den Querschlitten und den Maschinenrahmen übertragen werden. Hierdurch wird ein exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten gewährleistet.
- Der Erfindung liegt ferner die Aufgabe zugrunde, ein Verfahren zum Schleifen von Schienen eines Gleises zu schaffen, das ein einfaches, exaktes, zuverlässiges und bedienerfreundliches Profilieren und Entgraten einer Schiene eines Gleises ermöglicht.
- Diese Aufgabe wird durch ein Verfahren mit den Merkmalen des Anspruchs 16 gelöst. Die Vorteile des erfindungsgemäßen Verfahrens entsprechen den bereits beschriebenen Vorteilen der erfindungsgemäßen Schienen-Schleifmaschine. Das erfindungsgemäße Verfahren kann insbesondere mit einem Merkmal weitergebildet werden, das im Zusammenhang mit der erfindungsgemäßen Schienen-Schleifmaschine beschrieben ist. Mittels der erfindungsgemäßen Schienen-Schleifmaschine kann eine Schiene, insbesondere eine Schiene im Bereich einer Weiche, profiliert und/oder entgratet werden. Zum Profilieren einer Schiene weist die Schienen-Schleifmaschine insbesondere eine erste Schleifeinheit mit einem Schleifwerkzeugantrieb und einem als Schleiftopf ausgebildeten Schleifwerkzeug auf. Die an dem Querschlitten angeordnete erste Schleifeinheit bzw. der Schleiftopf wird insbesondere mittels der Grob-Positioniereinrichtung und der Fein-Positioniereinrichtung in der Querrichtung exakt positioniert, so dass ein exaktes Profilieren der Schiene ermöglicht wird.
- Hierzu wird die erste Schleifeinheit zunächst mittels der Grob-Positioniereinrichtung grob positioniert und in der eingestellten Grob-Position vorzugsweise arretiert. Anschließend wird die erste Schleifeinheit mittels der Fein-Positioniereinrichtung exakt relativ zu der zu profilierenden Schiene positioniert.
- Zum Entgraten einer Schiene umfasst die Schienen-Schleifmaschine eine zweite Schleifeinheit mit einem Schleifwerkzeugantrieb und einem als Schleifscheibe ausgebildeten Schleifwerkzeug. Zum Entgraten wird die zweite Schleifeinheit insbesondere lediglich mit der Grob-Positioniereinrichtung relativ zu der zu entgratenden Schiene positioniert. Die Fein-Positioniereinrichtung ist in der eingestellten Fein-Position durch Selbsthemmung arretiert. Insbesondere abzweigende Schienen im Bereich einer Weiche können mittels der Grob-Positioniereinrichtung einfach, zuverlässig und flexibel entgratet werden.
- Dadurch, dass die jeweilige Schleifeinheit auswechselbar ist, kann die jeweilige Schleifeinheit getrennt von der restlichen Schienen-Schleifmaschine in einfacher Weise zu der zu schleifenden Schiene transportiert werden. In Abhängigkeit der gewünschten Schleifbearbeitung kann die Schienen-Schleifmaschine mit der ersten Schleifeinheit und/oder mit der zweiten Schleifeinheit betrieben werden. Hierzu kann die erste Schleifeinheit in einfacher Weise gegen die zweite Schleifeinheit ausgewechselt werden und umgekehrt. Dadurch, dass die jeweilige Schleifeinheit an zwei Seiten an dem Querschlitten gelagert ist, ist das Profilieren und/oder Entgraten einer Schiene in einfacher, exakter, zuverlässiger und bedienerfreundlicher Weise möglich.
- Weitere Vorteile, Merkmale und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung mehrerer Ausführungsbeispiele. Es zeigen:
- Fig. 1
- eine erste Seitenansicht einer Schienen-Schleifmaschine gemäß einem ersten Ausführungsbeispiel mit einer Grob-Positioniereinrichtung und einer Fein-Positioniereinrichtung zum Positionieren einer auswechselbaren ersten Schleifeinheit,
- Fig. 2
- eine Draufsicht auf die Schienen-Schleifmaschine in
Fig. 1 , - Fig. 3
- eine ausschnittsweise und teilweise geschnittene Ansicht der Grob-Positioniereinrichtung zum Veranschaulichen einer Arretiereinheit,
- Fig. 4
- eine zweite Seitenansicht der Schienen-Schleifmaschine in
Fig. 1 , - Fig. 5
- eine vergrößerte Detailansicht V einer Schnellwechseleinrichtung zum auswechselbaren Befestigen der ersten Schleifeinheit in
Fig. 4 , - Fig. 6
- eine Seitenansicht der Schienen-Schleifmaschine mit einer auswechselbaren zweiten Schleifeinheit anstelle der ersten Schleifeinheit, und
- Fig. 7
- eine ausschnittsweise Seitenansicht einer Schienen-Schleifmaschine gemäß einem zweiten Ausführungsbeispiel zur Veranschaulichung der Grob-Positioniereinrichtung und der Fein-Positioniereinrichtung.
- Nachfolgend ist anhand der
Fig. 1 bis 6 ein erstes Ausführungsbeispiel der Erfindung beschrieben. Eine Schienen-Schleifmaschine 1 dient zum Schleifen von Schienen 2 eines Gleises. Die Schienen-Schleifmaschine 1 umfasst einen Maschinenrahmen 3, der über Führungsrollen 4 auf den Schienen 2 geführt ist. Der Maschinenrahmen 3 umfasst zwei Rahmenbauteile 5, 6, die teleskopartig miteinander verbunden sind. Durch ein Verschieben der Rahmenbauteile 5, 6 relativ zueinander können die Führungsrollen 4 an einen Abstand der Schienen 2 angepasst werden. - Der Maschinenrahmen 3 umfasst Längsträger 7, 8, 9 und Querträger 10, 11. Die Längsträger 7, 8, 9 erstrecken sich in einer x-Richtung und sind in einer senkrecht zu der x-Richtung verlaufenden y-Richtung beabstandet zueinander. Die x-Richtung ist nachfolgend als Längsrichtung bezeichnet, wohingegen die y-Richtung nachfolgend auch als Querrichtung bezeichnet ist. Die Längsrichtung entspricht einer Schienenlängsrichtung. Die Querträger 10, 11 verlaufen in der y-Richtung und sind in der x-Richtung zueinander beabstandet. Die Querträger 10, 11 sind endseitig an den Längsträgern 7, 8 befestigt, so dass der Maschinenrahmen 3 eine Rechteckform hat. Die Querträger 10, 11 sind zur Anpassung an einen Abstand der Schienen 2 teleskopierbar. Der Längsträger 9 ist zur Versteifung des Maschinenrahmens 3 derart mit den Querträgern 10, 11 verbunden, dass das Rahmenbauteil 5 im Wesentlichen eine Rechteckform hat. Durch die teleskopierbaren Querträger 10, 11 sind die an dem Rahmenbauteil 5 angeordneten Führungsrollen 4 und die an dem Rahmenbauteil 6 angeordneten Führungsrollen 4 in der y-Richtung veränderbar zueinander beabstandet.
- Die Schienen-Schleifmaschine 1 ist manuell auf den Schienen 2 verschiebbar. Die Führungsrollen 4 definieren eine Verschieberichtung der Schienen-Schleifmaschine 1, die der Längsrichtung entspricht. Zum manuellen Anheben und/oder Tragen der Schienen-Schleifmaschine 1 sind an dem Maschinenrahmen 3 Handgriffe 12 befestigt. Die Führungsrollen 4 sind um Drehachsen drehbar an dem Maschinenrahmen 3 gelagert. Die Drehachsen verlaufen parallel zu der y-Richtung.
- An dem Maschinenrahmen 3 ist ein Querschlitten 13 gelagert. Der Querschlitten 13 weist einen geschlossenen Querschlittenrahmen 14 auf, der durch Querschlitten-Längsträger 15, 16 und durch Querschlitten-Querträger 17, 18 gebildet ist. Die Querschlitten-Längsträger 15, 16 erstrecken sich in der x-Richtung und sind in der y-Richtung voneinander beabstandet. Die Querschlitten-Längsträger 15, 16 sind mittels der Querschlitten-Querträger 17, 18 endseitig miteinander verbunden, so dass der Querschlittenrahmen 14 in Draufsicht eine Rechteckform hat. Die Querschlitten-Querträger 17, 18 erstrecken sich in der y-Richtung und sind in der x-Richtung zueinander beabstandet. Der Querschlittenrahmen 14 begrenzt in Draufsicht einen Innenraum 19.
- Der Querschlitten 13 umfasst Querschlitten-Führungsrollen 20, 21, die an den Querschlitten-Querträgern 17, 18 drehbar gelagert sind. Die Querschlitten-Führungsrollen 20 sind in einer vertikalen z-Richtung beabstandet zu den Querschlitten-Führungsrollen 21 gelagert, so dass die Querschlitten-Führungsrollen 20 an einer Oberseite des Maschinenrahmens 3 anliegen, wohingegen die Querschlitten-Führungsrollen 21 an einer Unterseite des Maschinenrahmens 3 anliegen. Die Querschlitten-Führungsrollen 20, 21 dienen zum Verlagern des Querschlittens 13 in der y-Richtung bzw. der Querrichtung. Hierzu sind die Querschlitten-Führungsrollen 20, 21 um Drehachsen drehbar an dem Querschlittenrahmen 14 gelagert. Die Drehachsen verlaufen parallel zu der x-Richtung. Die z-Richtung ist nachfolgend auch als Vertikalrichtung bezeichnet. Die x-, y- und z-Richtung verlaufen paarweise senkrecht zueinander und bilden somit ein kartesisches Koordinatensystem.
- Zum Positionieren des Querschlittens 13 umfasst die Schienen-Schleifmaschine 1 eine Grob-Positioniereinrichtung 22 und eine Fein-Positioniereinrichtung 23. Die Grob-Positioniereinrichtung 22 dient zum Grob-Positionieren des Querschlittens 13 in der y-Richtung bzw. der Querrichtung, wohingegen die Fein-Positioniereinrichtung 23 zum Fein-Positionieren des Querschlittens 13 in der Querrichtung dient. Das Fein-Positionieren ermöglicht ein exakteres Positionieren als das Grob-Positionieren.
- Die Grob-Positioniereinrichtung 22 umfasst eine Betätigungsmechanik 24. Die Betätigungsmechanik 24 weist ein Betätigungselement 25 und ein Verbindungselement 26 auf. Das Betätigungselement 25 ist als Betätigungshebel ausgebildet. Das Betätigungselement 25 ist an dem Maschinenrahmen 3 befestigt und relativ zu dem Maschinenrahmen 3 um eine Schwenkachse 27 verschwenkbar. Die Schwenkachse 27 verläuft parallel zu der x-Richtung. Das Verbindungselement 26 ist als Verbindungsstange ausgebildet. Das Verbindungselement 26 ist um eine Schwenkachse 28 verschwenkbar an dem Betätigungselement 25 befestigt. Die Schwenkachse 28 verläuft parallel zu der x-Richtung und ist beabstandet zu der Schwenkachse 27. Durch Verschwenken des Betätigungselements 25 um die Schwenkachse 27 ist ein Winkel α zwischen dem Betätigungselement 25 und dem Verbindungselement 26 veränderbar. Die Betätigungsmechanik 24 bzw. das Verbindungselement 26 ist in einer nachfolgend noch genauer beschriebenen Weise mit der Fein-Positioniereinrichtung 23 verbunden.
- Die Grob-Positioniereinrichtung 22 umfasst ferner eine Arretiereinheit 29. Die Arretiereinheit 29 dient zum Arretieren und Lösen bzw. zum reversiblen Arretieren einer Grob-Position. Die Arretiereinheit 29 umfasst ein Arretierelement 30 und ein Gegen-Arretierelement 31. Das Gegen-Arretierelement 31 ist als gebogene Zahnleiste bzw. als Zahnbogen ausgebildet. Das Gegen-Arretierelement 31 ist an dem Maschinenrahmen 3 befestigt. Das Gegen-Arretierelement 31 umfasst mehrere Zähne 32, die entlang eines Teilkreisbogens um die Schwenkachse 27 angeordnet sind. Das Arretierelement 30 wirkt formschlüssig und reibschlüssig mit dem Gegen-Arretierelement 31 zusammen. Hierzu ist das Arretierelement 30 stiftförmig ausgebildet. Das Arretierelement 30 ist mit einer zahnförmigen Spitze ausgebildet, die zwischen jeweils zwei Zähnen 32 des Gegen-Arretierelements 31 positionierbar ist. Das Arretierelement 30 ist in das Bedienelement 25 integriert. Das Bedienelement 25 ist rohrförmig ausgebildet und das Arretierelement 30 in einem Innenraum des Betätigungselements 25 angeordnet.
- Die Arretiereinheit 29 ist als Totmann-Arretiereinheit ausgebildet. In einem unbetätigten Zustand ist die Arretiereinheit 29 arretiert, wohingegen in einem betätigten Zustand die Arretiereinheit 29 gelöst ist. Die Arretiereinheit 29 weist zum Betätigen des Arretierelements 30 ein Arretier-Betätigungselement 33 auf. Das Arretier-Betätigungselement 33 ist als Schwenkhebel ausgebildet. Das Arretier-Betätigungselement 33 ist über eine Arretier-Betätigungsmechanik mit dem Arretierelement 30 verbunden ist. Die Arretier-Betätigungsmechanik umfasst ein Zugelement 34, Anschläge 35, 36 und ein Federelement 37. Ein erster Anschlag 35 ist mit dem Betätigungselement 25 verbunden. Der erste Anschlag 35 ist zwischen dem Arretierelement 30 und dem Arretier-Betätigungselement 33 angeordnet und weist eine Durchgangsöffnung auf, durch die das Zugelement 34 geführt ist. Das Arretierelement 30 bildet an einer dem Gegen-Arretierelement 31 abgewandten Seite einen zweiten Anschlag 36 aus. Zur Ausbildung der Totmann-Funktion ist zwischen dem ersten Anschlag 35 und dem zweiten Anschlag 36 ein Federelement 37 angeordnet.
- Die Fein-Positioniereinrichtung 23 umfasst eine Spindeleinheit 38 mit einer Gewindespindel 39 und einer Spindelmutter 40. Die Gewindespindel 39 bildet ein erstes Bauteil und die Spindelmutter 40 ein zweites Bauteil aus, die durch eine relative Drehung zueinander in Richtung einer Spindelachse 41 relativ zueinander linear verlagerbar sind. Die Gewindespindel 39 ist mittels Lagern 42, 43 an dem Querschlittenrahmen 14 befestigt. Die Spindelachse 41 verläuft parallel zu der y-Richtung. Die Gewindespindel 39 ist also relativ zu dem Querschlitten 13 um die Spindelachse 41 drehbar, jedoch in Richtung der Spindelachse 41 relativ zu dem Querschlitten 13 ortsfest. Die Spindelmutter 40 ist zwischen den Lagern 42, 43 auf der Gewindespindel 39 angeordnet. Die Spindelmutter 40 ist mit dem Verbindungselement 26 der Betätigungsmechanik 24 verbunden. Ein dem Betätigungselement 25 abgewandtes Ende des Verbindungselements 26 ist um eine Schwenkachse 44 verschwenkbar mit der Spindelmutter 40 verbunden. Die Schwenkachse 44 verläuft parallel zu der x-Richtung und gleicht Änderungen des Winkels α aus.
- Die Fein-Positioniereinrichtung 23 umfasst ein Betätigungselement 45 und eine Übertragungsmechanik 46. Das Betätigungselement 45 ist als Handrad ausgebildet. Das Betätigungselement 45 ist um eine Drehachse 47 drehbar an einem Handgriff 48 angeordnet. Der Handgriff 48 ist U-förmig ausgebildet und an den Querträgern 10, 11 befestigt. Die Drehachse 47 verläuft parallel zu der y-Richtung. Die Übertragungsmechanik 46 überträgt eine Drehbewegung des Betätigungselements 45 um die Drehachse 47 auf die Gewindespindel 39, so dass die Gewindespindel 39 um die Spindelachse 41 gedreht wird. Die Übertragungsmechanik 46 umfasst Übertragungsräder 49, 50 und einen Übertragungsriemen 51. Das Übertragungsrad 49 ist drehmomentübertragend mit dem Betätigungselement 45 verbunden, wohingegen das Übertragungsrad 50 drehmomentübertragend mit der Gewindespindel 39 verbunden ist. Der Übertragungsriemen 51 überträgt eine Drehbewegung des Übertragungsrads 49 auf das Übertragungsrad 50.
- Zum Schutz der Gewindespindel 39 umfasst die Fein-Positioniereinrichtung 23 Faltenbälge 52, 53, die zwischen dem Lager 42 und der Spindelmutter 40 sowie zwischen dem Lager 43 und der Spindelmutter 40 über der Gewindespindel 39 angeordnet sind.
- Die Schienen-Schleifmaschine 1 umfasst ferner einen Führungsrahmen 54, der um eine Schwenkachse 55 verschwenkbar an dem Querschlittenrahmen 14 befestigt ist. Die Schwenkachse 55 verläuft parallel zu der x-Richtung. Der Führungsrahmen 54 ist U-förmig ausgebildet. Der Führungsrahmen 54 umfasst Führungselemente 56, die mit einem jeweiligen ersten Ende mittels Schwenklagern 57 an einem jeweils zugehörigen Querschlitten-Querträger 17, 18 befestigt sind. Die Führungselemente 56 sind an einem jeweiligen zweiten Ende mit einem Verbindungselement 58 miteinander verbunden. Der Führungsrahmen 54 ist in einer Draufsicht betrachtet in dem Innenraum 19 des Querschlittens 13 angeordnet.
- Zum Verschwenken des Führungsrahmens 54 umfasst die Schienen-Schleifmaschine 1 eine Schwenkeinrichtung 59. Die Schwenkeinrichtung 59 ist an dem Querschlitten 13 und dem Führungsrahmen 54 befestigt. Mittels der Schwenkeinrichtung 59 ist der Führungsrahmen 54 relativ zu dem Querschlitten 13 um die Schwenkachse 55 verschwenkbar. Die Schwenkeinrichtung 59 umfasst ein Betätigungselement 60. Das Betätigungselement 60 ist als Handrad ausgebildet. Zum Verschwenken umfasst die Schwenkeinrichtung 59 ein nicht näher dargestelltes Zahnrad und eine zugehörige Zahnstange. Das Zahnrad ist drehbar an dem Querschlitten 13 gelagert und mit dem Betätigungselement 60 verbunden. Die Zahnstange ist an dem Führungsrahmen 54 gelagert und wirkt zum Verschwenken mit dem Zahnrad zusammen.
- Zum auswechselbaren Anordnen einer ersten Schleifeinheit 61 oder einer zweiten Schleifeinheit 62 umfasst die Schienen-Schleifmaschine 1 einen Schleifeinheit-Träger 63. Der Schleifeinheit-Träger 63 ist an dem Führungsrahmen 54 gelagert. Der Schleifeinheit-Träger 63 umfasst rohrförmige Tragelemente 64, die an den Führungselementen 56 linear geführt sind. Die Tragelemente 64 sind an einem dem Maschinenrahmen 3 abgewandten Ende mit einem Verbindungselement 65 miteinander verbunden, so dass der Schleifeinheit-Träger 63 U-förmig ausgebildet ist.
- Der Schleifeinheit-Träger 63 ist an dem Führungsrahmen 54 mittels einer Vertikal-Positioniereinrichtung 66 linear verlagerbar. Die Vertikal-Positioniereinrichtung 66 umfasst eine Gewindespindel 67, die drehbar an dem Verbindungselement 58 des Führungsrahmens 54 gelagert ist. Die Gewindespindel 67 ist mit einem Betätigungselement 68 verbunden. Das Betätigungselement 68 ist als Handrad ausgebildet. Die Vertikal-Positioniereinrichtung 66 umfasst ferner eine Spindelmutter 69, die fest mit dem Verbindungselement 65 des Schleifeinheit-Trägers 63 verbunden ist. Durch Drehen des Betätigungselements 68 ist der Schleifeinheit-Träger 63 in Abhängigkeit der Drehrichtung nach oben oder nach unten, also in der z-Richtung, linear verlagerbar.
- Zum auswechselbaren Befestigen der ersten Schleifeinheit 61 oder der zweiten Schleifeinheit 62 weist die Schienen-Schleifmaschine 1 eine Schnellwechseleinrichtung 70 auf. Mittels der Schnellwechseleinrichtung 70 ist - wie in den
Fig. 1 bis 5 dargestellt ist - die erste Schleifeinheit 61 an dem Schleifeinheit-Träger 63 und somit an dem Querschlitten 13 befestigt. Die erste Schleifeinheit 61 ist mittels der Schnellwechseleinrichtung 70 an den Tragelementen 64 befestigt. Die erste Schleifeinheit 61 ist somit mittels der Führungsrollen 4 in der x-Richtung verlagerbar, mittels des Querschlittens 13 in der y-Richtung verlagerbar, mittels des Führungsrahmens 54 um die Schwenkachse 55 verschwenkbar und/oder mittels des Schleifeinheit-Trägers 63 in der z-Richtung verlagerbar. - Die erste Schleifeinheit 61 dient zum Profilieren einer Schiene 2. Die erste Schleifeinheit 61 umfasst einen Schleifwerkzeugantrieb 71, der ein erstes Schleifwerkzeug 72 um eine erste Drehachse 73 drehantreibt. Das Schleifwerkzeug 72 ist als Schleiftopf ausgebildet. Die Drehachse 73 verläuft parallel zu einer durch den Führungsrahmen 54 aufgespannten Ebene E. Die Drehachse 73 verläuft schräg zu der z-Richtung. Hierdurch wird ein Schleif-Freiwinkel ausgebildet.
- Demgegenüber dient die zweite Schleifeinheit 62 zum Entgraten einer Schiene 2. Die zweite Schleifeinheit 62 ist - wie in
Fig. 6 dargestellt - an dem Schleifeinheit-Träger 63 und somit an dem Querschlitten 13 befestigt. Die zweite Schleifeinheit 62 umfasst einen Schleifwerkzeugantrieb 74, der ein zweites Schleifwerkzeug 75 um eine zweite Drehachse 76 drehantreibt. Das zweite Schleifwerkzeug 75 ist als Schleifscheibe ausgebildet. Die Drehachse 76 verläuft quer, insbesondere senkrecht, zu einer durch den Führungsrahmen 54 aufgespannten Ebene E. - Der jeweilige Schleifwerkzeugantrieb 71, 74 umfasst einen Verbrennungsmotor. Die jeweilige Schleifeinheit 61, 62 ist zweiseitig an dem Schleifeinheit-Träger 63 gelagert. Hierdurch ist die jeweilige Schleifeinheit 61, 62 exakt und zuverlässig befestigt. Der U-förmige Schleifeinheit-Träger 63 ist durch die zweiseitige Lagerung der jeweiligen Schleifeinheit 61, 62 versteift.
- Die Schnellwechseleinrichtung 70 umfasst erste Schnellwechselelemente 77 und zugehörige zweite Schnellwechselelemente 78. Die ersten Schnellwechselelemente 77 sind an einander zugewandten Seiten der Tragelemente 64 befestigt. Zugehörige zweite Schnellwechselelemente 78 sind an der jeweiligen Schleifeinheit 61, 62 befestigt. Der Abstand und die Position der ersten Schnellwechselelemente 77 entsprechen dem Abstand und der Position der zweiten Schnellwechselelemente 78. Ein jeweiliges erstes Schnellwechselelement 77 bildet mit dem zugehörigen zweiten Schnellwechselelement 78 eine Linearführung L aus. Hierzu umfasst das jeweilige erste Schnellwechselelement 77 beispielsweise eine Nut, wohingegen das zugehörige zweite Schnellwechselelement 78 einen entsprechenden Vorsprung umfasst. Die jeweilige Linearführung L ist im Querschnitt beispielsweise schwalbenschwanzförmig ausgebildet. Die durch die Schnellwechselelemente 77, 78 ausgebildeten Linearführungen L verlaufen quer, insbesondere senkrecht, zu einer durch den Führungsrahmen 54 aufgespannten Ebene E. Die zweiten Schnellwechselelemente 78 sind mittels zugehöriger Betätigungselemente 79 verlagerbar. Die Betätigungselemente 79 sind beispielsweise als Schwenkhebel ausgebildet. Durch Betätigen der Betätigungselemente 79 werden die ersten Schnellwechselelemente 77 gegen die zugehörigen zweiten Schnellwechselelemente 78 verklemmt. Die jeweilige Schleifeinheit 61, 62 ist somit mittels der Schnellwechseleinrichtung 70 formschlüssig und reibschlüssig an dem Schleifeinheit-Träger 63 befestigt.
- Nachfolgend ist die Funktionsweise der Schienen-Schleifmaschine 1 beschrieben:
Die in denFig. 1 bis 5 dargestellte Schienen-Schleifmaschine 1 dient beispielsweise zum Profilieren einer Schiene 2. Die erste Schleifeinheit 61 wird mittels der Grob-Positioniereinrichtung 22 in der Querrichtung bzw. in der y-Richtung grob positioniert und mittels der Fein-Positioniereinrichtung 23 in der Querrichtung bzw. y-Richtung fein positioniert. Zum Grob-Positionieren wird von einem Bediener die Arretiereinheit 29 mittels des Arretier-Betätigungselements 33 gelöst und das Betätigungselement 25 in einer gewünschten Schwenkrichtung um die Schwenkachse 27 verschwenkt. Durch das Verschwenken wird der Winkel α verändert und das Verbindungselement 26 um die Schwenkachse 28 verschwenkt. Dadurch, dass das Verbindungselement 26 mit der Spindelmutter 40 der Fein-Positioniereinrichtung 23 verbunden ist, wird der Querschlitten 13 in der y-Richtung bzw. parallel zu der y-Richtung linear auf dem Maschinenrahmen 3 verfahren. Die Spindeleinheit 38 ist selbsthemmend ausgebildet, so dass die von dem Verbindungselement 26 verursachte Bewegung der Spindelmutter 40 nicht in einer Drehbewegung der Gewindespindel 39 resultiert, sondern in einer Linearbewegung des Querschlittens 13. - Zum Fein-Positionieren des Querschlittens 13 wird die Grob-Positioniereinrichtung 22 zunächst in einer gewünschten Grob-Position arretiert. Hierzu wird von dem Bediener das Arretier-Betätigungselement 33 nicht weiter betätigt. Das Arretierelement 30 wird aufgrund der Vorspannkraft des Federelements 37 zu dem Gegen-Arretierelement 31 verlagert, so dass das Arretierelement 30 zwischen zwei Zähne 32 des Gegen-Arretierelements 31 eingreift und die Grob-Positioniereinrichtung 22 arretiert.
- In der eingestellten Grob-Position erfolgt ein exaktes Positionieren des Querschlittens 13 mittels der Fein-Positioniereinrichtung 23. Hierzu wird von dem Bediener das Betätigungselement 45 in einer gewünschten Drehrichtung um die Drehachse 47 gedreht. Die Drehbewegung wird über die Übertragungsmechanik 46 auf die Gewindespindel 39 übertragen, die um die Spindelachse 41 rotiert. Dadurch, dass die Spindelmutter 40 aufgrund der arretierten Grob-Positioniereinrichtung 22 in der Querrichtung bzw. y-Richtung ortsfest ist, wird der Querschlitten 13 durch eine lineare Relativbewegung der Gewindespindel 39 zu der Spindelmutter 40 in der Querrichtung bzw. y-Richtung linear verlagert und exakt positioniert. Die Grob-Positioniereinrichtung 22 und die Fein-Positioniereinrichtung 23 wirken über die Spindeleinheit 38 somit auf ein und denselben Querschlitten 13.
- Zum weiteren Positionieren der ersten Schleifeinheit 61 kann der Führungsrahmen 54 mittels der Schwenkeinrichtung 59 um die Schwenkachse 55 verschwenkt werden. Die erste Schleifeinheit 61 kann mittels der Vertikal-Positioniereinrichtung 66 in der z-Richtung linear verlagert und somit zu der Schiene 2 zugestellt bzw. in der Höhe eingestellt werden. Ferner kann die Schienen-Schleifmaschine 1 in der x-Richtung mittels der Führungsrollen 4 manuell verlagert werden. Das Profilieren der Schiene 2 mittels des ersten Schleifwerkzeugs 72 erfolgt in üblicher Weise.
- Zum Auswechseln der ersten Schleifeinheit 61 wird der Querschlitten 13 mittels der Grob-Positioniereinrichtung 22 zwischen die Schienen 2 verlagert. Anschließend werden die Betätigungselemente 79 der Schnellwechseleinrichtung 70 gelöst, so dass die Klemmung der ersten Schleifeinheit 61 zu dem Schleifeinheit-Träger 63 gelöst wird. Die erste Schleifeinheit 61 kann nun aus dem Schleifeinheit-Träger 63 manuell entfernt werden. Hierzu wird die erste Schleifeinheit 61 quer zu der von dem Führungsrahmen 54 aufgespannten Ebene E linear verlagert, so dass die zweiten Schnellwechselelemente 78 aus den zugehörigen ersten Schnellwechselelementen 77 entfernt werden.
- Zum Befestigen der zweiten Schleifeinheit 62 an dem Schleifeinheit-Träger 63 wird die zweite Schleifeinheit 62 mit den zweiten Schnellwechselelementen 78 in die ersten Schnellwechselelemente 77 eingeführt. Anschließend werden die Betätigungselemente 79 betätigt, so dass die zweite Schleifeinheit 62 in dem Schleifeinheit-Träger 63 verklemmt wird. Die zweite Schleifeinheit 62 ist nun mittels der Schnellwechseleinrichtung 70 formschlüssig und reibschlüssig mit dem Schleifeinheit-Träger 63 verbunden. Die Schienen-Schleifmaschine 1 mit der zweiten Schleifeinheit 62 ist in
Fig. 6 veranschaulicht. - Mittels des zweiten Schleifwerkzeugs 75, das als Schleifscheibe ausgebildet ist, kann eine Schiene 2 beispielsweise entgratet werden. Ein Entgraten ist beispielsweise bei abzweigenden Schienen 2 einer Weiche erforderlich. Die zweite Schleifeinheit 62 kann zum Entgraten einer abzweigenden Schiene 2 in einfacher Weise mittels der Grob-Positioniereinrichtung 22 in der Querrichtung bzw. y-Richtung positioniert werden. Die Schienen-Schleifmaschine 1 befindet sich hierzu auf den gerade verlaufenden Schienen 2. Die Arretiereinheit 29 wird mittels des Arretier-Betätigungselements 33 gelöst. Über das Arretier-Betätigungselement 33 wird das Zugelement 34 betätigt, das das Arretierelement 30 entgegen der Kraft des Federelements 37 aus dem Gegen-Arretierelement 31 verlagert. Der Querschlitten 13 und somit die zweite Schleifeinheit 62 können durch Verschwenken des Betätigungselements 25 um die Schwenkachse 27 einfach und schnell in der Querrichtung bzw. y-Richtung positioniert werden. Das weitere Positionieren der zweiten Schleifeinheit 62 erfolgt in der bereits beschriebenen Weise. Das Auswechseln der zweiten Schleifeinheit 62 und das Befestigen der ersten Schleifeinheit 61 erfolgt wie oben bereits beschrieben.
- Nachfolgend ist anhand von
Fig. 7 ein zweites Ausführungsbeispiel der Erfindung beschrieben. Zur besseren Veranschaulichung der Grob-Positioniereinrichtung 22 und der Fein-Positioniereinrichtung 23 sind inFig. 7 der Führungsrahmen 54, die Schwenkeinrichtung 59, die erste Schleifeinheit 61 bzw. die zweite Schleifeinheit 62, der Schleifeinheit-Träger 63 und die Vertikal-Positioniereinrichtung 66 nicht dargestellt. Im Unterschied zu dem ersten Ausführungsbeispiel ist das Betätigungselement 25 der Grob-Positioniereinrichtung 22 mittels einer Linearführung 80 relativ zu dem Maschinenrahmen 3 linear in der Querrichtung bzw. y-Richtung verlagerbar. Das Betätigungselement 25 ist mit der Spindelmutter 40 verbunden. Die Betätigungsmechanik 24 umfasst somit im Unterschied zu dem ersten Ausführungsbeispiel kein Verbindungselement. Die Betätigungsmechanik 24 umfasst demgegenüber das Betätigungselement 25 und die Linearführung 80. Das Arretierelement 30 der Arretiereinheit 29 wirkt direkt mit dem Maschinenrahmen 3 zusammen. Das Arretierelement 30 ist beispielsweise als Bremsklotz ausgebildet. Das Arretierelement 30 arretiert die Grob-Positioniereinrichtung 22 reibschlüssig relativ zu dem Maschinenrahmen 3. Das Betätigungselement 25 der Fein-Positioniereinrichtung 23 ist direkt an der Gewindespindel 39 befestigt. Hinsichtlich des weiteren Aufbaus und der weiteren Funktionsweise wird auf die Beschreibung des vorangegangenen Ausführungsbeispiels verwiesen. - Die Merkmale der Ausführungsbeispiele können in beliebiger Weise miteinander kombiniert werden.
Claims (16)
- Schienen-Schleifmaschine zum Schleifen von Schienen eines Gleises mit- einem Maschinenrahmen (3),- mehreren Führungsrollen (4), die zum manuellen Verschieben der Schienen-Schleifmaschine (1) auf Schienen (2) an dem Maschinenrahmen (3) drehbar gelagert sind,- einem Querschlitten (13), der in einer Querrichtung (y) verlagerbar an dem Maschinenrahmen (3) gelagert ist, und- mindestens einer Schleifeinheit (61, 62),dadurch gekennzeichnet,
dass die mindestens eine Schleifeinheit (61,62) auswechselbar an dem Querschlitten (13) angeordnet ist. - Schienen-Schleifmaschine nach Anspruch 1, dadurch gekennzeichnet,
dass die mindestens eine Schleifeinheit (61, 62) an zwei Seiten gelagert ist. - Schienen-Schleifmaschine nach Anspruch 1 oder 2, gekennzeichnet durch eine Schnellwechseleinrichtung (70) zum auswechselbaren Befestigen der mindestens einen Schleifeinheit (61, 62).
- Schienen-Schleifmaschine nach Anspruch 3, dadurch gekennzeichnet,
dass die Schnellwechseleinrichtung (70) mindestens ein erstes Schnellwechselelement (77) und mindestens ein jeweils zugehöriges zweites Schnellwechselelement (78) umfasst, die formschlüssig und/oder reibschlüssig reversibel miteinander verbindbar sind. - Schienen-Schleifmaschine nach Anspruch 3 oder 4, dadurch gekennzeichnet,
dass die Schnellwechseleinrichtung (70) mindestens ein Betätigungselement (79) zum reversiblen Verklemmen eines ersten Schnellwechselelemente (77) und eines zugehörigen zweiten Schnellwechselelementes (78) umfasst. - Schienen-Schleifmaschine nach mindestens einem der Ansprüche 3 bis 5, dadurch gekennzeichnet,
dass die Schnellwechseleinrichtung (70) mindestens eine Linearführung (L) ausbildet. - Schienen-Schleifmaschine nach mindestens einem der vorangehenden Ansprüche, gekennzeichnet
durch einen Führungsrahmen (54), der an dem Querschlitten (13) angeordnet ist und insbesondere um eine parallel zu einer Längsrichtung (x) verlaufende Schwenkachse (55) an dem Querschlitten (13) verschwenkbar gelagert ist. - Schienen-Schleifmaschine nach Anspruch 6 oder 7, dadurch gekennzeichnet,
dass die mindestens eine Linearführung (L) quer zu einer Ebene (E) verläuft, die von einem Führungsrahmen (54) definiert ist. - Schienen-Schleifmaschine nach mindestens einem der vorangehenden Ansprüche, dadurch gekennzeichnet,
dass der Querschlitten (13) einen geschlossenen Querschlittenrahmen (14) umfasst. - Schienen-Schleifmaschine nach Anspruch 9, dadurch gekennzeichnet,
dass der geschlossene Querschlittenrahmen (14) einen Innenraum (19) begrenzt, in dem die mindestens eine Schleifeinheit (61, 62) zumindest teilweise angeordnet ist. - Schienen-Schleifmaschine nach mindestens einem der vorangehenden Ansprüche, gekennzeichnet
durch einen Schleifeinheit-Träger (63) zum auswechselbaren Anordnen der mindestens einen Schleifeinheit (61, 62), der an einem Führungsrahmen (54) gelagert ist. - Schienen-Schleifmaschine nach mindestens einem der Ansprüche 7 bis 11, dadurch gekennzeichnet,
dass der Führungsrahmen (54) zwei Führungselemente (56) umfasst, an denen zwei Tragelemente (64) zum Anordnen der mindestens einen Schleifeinheit (61, 62) gelagert sind. - Schienen-Schleifmaschine nach mindestens einem der vorangehenden Ansprüche, gekennzeichnet
durch eine erste Schleifeinheit (61) zum Profilieren einer Schiene (2) und eine zweite Schleifeinheit (62) zum Entgraten einer Schiene (2). - Schienen-Schleifmaschine nach mindestens einem der vorangehenden Ansprüche, gekennzeichnet
durch eine Grob-Positioniereinrichtung (22) zum Grob-Positionieren und eine Fein-Positioniereinrichtung (23) zum Fein-Positionieren des Querschlittens (13) in der Querrichtung (y). - Schienen-Schleifmaschine nach mindestens einem der vorangehenden Ansprüche, dadurch gekennzeichnet,
dass die mindestens eine Schleifeinheit (61, 62) einen Schleifwerkzeugantrieb (71, 74) mit einem Verbrennungsmotor umfasst. - Verfahren zum Schleifen von Schienen eines Gleises mit den Schritten:- Bereitstellen einer Schienen-Schleifmaschine (1) nach mindestens einem der Ansprüche 1 bis 15 mit einer ersten Schleifeinheit (61),- Schleifen, insbesondere Profilieren, einer Schiene (2) eines Gleises mittels der ersten Schleifeinheit (61),- Auswechseln der ersten Schleifeinheit (61) gegen eine zweite Schleifeinheit (62), und- Schleifen, insbesondere Entgraten, einer Schiene (2) mittels der zweiten Schleifeinheit (62).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021204878.1A DE102021204878A1 (de) | 2021-05-12 | 2021-05-12 | Schienen-Schleifmaschine und Verfahren zum Schleifen von Schienen eines Gleises |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4089232A1 true EP4089232A1 (de) | 2022-11-16 |
| EP4089232B1 EP4089232B1 (de) | 2024-02-28 |
Family
ID=81392732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22170455.4A Active EP4089232B1 (de) | 2021-05-12 | 2022-04-28 | Schienen-schleifmaschine und verfahren zum schleifen von schienen eines gleises |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20220364314A1 (de) |
| EP (1) | EP4089232B1 (de) |
| JP (1) | JP2022176145A (de) |
| CN (1) | CN115341423A (de) |
| AU (1) | AU2022203172A1 (de) |
| DE (1) | DE102021204878A1 (de) |
| DK (1) | DK4089232T3 (de) |
| FI (1) | FI4089232T3 (de) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106192630A (zh) | 2016-09-07 | 2016-12-07 | 北京交通大学 | 充电式钢轨道岔砂带打磨机 |
| GB2540767A (en) * | 2015-07-27 | 2017-02-01 | Transp For London A Body Corp Established Pursuant To The Greater London Authorities Act 1999 | Rail grinding machine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1023360B (de) | 1952-04-08 | 1958-01-23 | Elektro Thermit Gmbh | Schleifvorrichtung zur Bearbeitung von Rillen- und Vignolschienen |
| CH548488A (fr) | 1972-06-08 | 1974-04-30 | Speno International | Procede de rectification en voie d'une file de rails par meulage de sa surface de roulement et dispositif pour la mise en oeuvre de ce procede. |
| DK0444242T3 (da) | 1990-01-26 | 1993-03-01 | Elaugen Gmbh | Skinne-slibemaskine |
| DE202006015507U1 (de) | 2006-10-10 | 2006-11-30 | Leonhard Weiss Gmbh & Co. Kg | Vorrichtung zum Schleifen von Schienen |
| DE202017000696U1 (de) * | 2017-02-09 | 2017-03-16 | Robel Bahnbaumaschinen Gmbh | Schleifmaschine zum Schleifen von Schienen eines Gleises |
| CN113463454A (zh) * | 2018-06-15 | 2021-10-01 | 罗贝尔铁路建筑机械有限责任公司 | 用于打磨轨道的铁轨的铁轨打磨机 |
| CN210458809U (zh) | 2019-07-05 | 2020-05-05 | 江苏韦尔汀轨道工程技术有限公司 | 一种双块式无砟轨道打磨用轨向锁定件 |
-
2021
- 2021-05-12 DE DE102021204878.1A patent/DE102021204878A1/de active Pending
-
2022
- 2022-04-28 EP EP22170455.4A patent/EP4089232B1/de active Active
- 2022-04-28 FI FIEP22170455.4T patent/FI4089232T3/fi active
- 2022-04-28 DK DK22170455.4T patent/DK4089232T3/da active
- 2022-05-11 JP JP2022077988A patent/JP2022176145A/ja active Pending
- 2022-05-11 CN CN202210510814.4A patent/CN115341423A/zh active Pending
- 2022-05-12 US US17/742,610 patent/US20220364314A1/en active Pending
- 2022-05-12 AU AU2022203172A patent/AU2022203172A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2540767A (en) * | 2015-07-27 | 2017-02-01 | Transp For London A Body Corp Established Pursuant To The Greater London Authorities Act 1999 | Rail grinding machine |
| CN106192630A (zh) | 2016-09-07 | 2016-12-07 | 北京交通大学 | 充电式钢轨道岔砂带打磨机 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220364314A1 (en) | 2022-11-17 |
| FI4089232T3 (fi) | 2024-05-15 |
| AU2022203172A1 (en) | 2022-12-01 |
| DK4089232T3 (da) | 2024-05-06 |
| JP2022176145A (ja) | 2022-11-25 |
| DE102021204878A1 (de) | 2022-11-17 |
| CN115341423A (zh) | 2022-11-15 |
| EP4089232B1 (de) | 2024-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2652441C2 (de) | Verriegelungseinrichtung zum Verstauen der Fracht in einem Beförderungsmittel | |
| EP3765670B1 (de) | Schienen-schleifmaschine zum schleifen von schienen eines gleises | |
| EP4089233B1 (de) | Schienen-schleifmaschine und verfahren zum schleifen von schienen eines gleises | |
| WO2007134628A1 (de) | Werkstückauflage zur aufnahme eines insbesondere tafelförmigen werkstücks in einer bearbeitungsanlage mit bewegbaren, tragpunktspitzen aufweisenden auflageelemten | |
| DE10223821A1 (de) | Schweisszange | |
| DE10000103A1 (de) | Einrichtung zum Spannen und Schweißen von Blechen | |
| DE102011082501A1 (de) | Werkstück-Positioniereinrichtung für eine Werkzeugmaschine und Werkzeugmaschine mit einer derartigen Werkstück-Positioniereinrichtung | |
| EP4089232B1 (de) | Schienen-schleifmaschine und verfahren zum schleifen von schienen eines gleises | |
| DE102017213361B4 (de) | Wälzfräsmaschine, umfassend einen Wälzfrässchlitten und einen Anfasschlitten auf einem gemeinsamen Schienensystem | |
| DE3016047A1 (de) | Umschaltbare biegemaschine | |
| AT518255B1 (de) | Werkzeugwechselvorrichtung für eine Abkantpresse und Verfahren zum Durchführen eines Werkzeugwechsels | |
| EP3698906A1 (de) | Werkzeugträger und werkzeughalter | |
| DE19735492A1 (de) | Koaxialtrieb für den Objekttisch eines Mikroskops | |
| DE102005001845A1 (de) | Stabilisator für eine Portalwerkzeugmaschine und Portalwerkzeugmaschine | |
| EP1201350A2 (de) | Radsatzpresse zum Auf- und Abpressen von Rädern, Bremsscheiben oder dergleichen auf Achsen von Schienenfahrzeugen | |
| EP1387160A2 (de) | Vorrichtung zur Aufnahme eines Fahrroboters in einem Kraftfahrzeug | |
| DE102020211506A1 (de) | Ausleger-Arbeitsvorrichtung | |
| DE102004004313A1 (de) | Vorrichtung zur räumlichen Anordnung und Abstützung von einem Arbeitselement zu bzw. an wenigstens einem Basiselement und deren Verwendung | |
| DE102010024623B4 (de) | Präzisionswerkzeugmaschine | |
| DE623815C (de) | ||
| EP3162629A1 (de) | Vorrichtung zum festlegen eines ladeguts | |
| DE29815832U1 (de) | Vorrichtung zum lösbaren Einspannen eines Werkstücks | |
| EP0026919A2 (de) | Arbeitstisch mit Maschinenschlitten | |
| DE29904027U1 (de) | Schleifmaschine | |
| DE2837492A1 (de) | Feststellbremse fuer zeichenanlagen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230505 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230505 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E01B 31/17 20060101AFI20230925BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231103 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022000547 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20240503 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240618 Year of fee payment: 3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20240515 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20240416 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240528 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240628 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240529 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NO Payment date: 20240514 Year of fee payment: 3 Ref country code: IT Payment date: 20240430 Year of fee payment: 3 Ref country code: FR Payment date: 20240419 Year of fee payment: 3 Ref country code: FI Payment date: 20240515 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240628 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20240419 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |