EP3677347A1 - Procede de vernissage d'un revêtement de sol ou mur - Google Patents
Procede de vernissage d'un revêtement de sol ou mur Download PDFInfo
- Publication number
- EP3677347A1 EP3677347A1 EP19217173.4A EP19217173A EP3677347A1 EP 3677347 A1 EP3677347 A1 EP 3677347A1 EP 19217173 A EP19217173 A EP 19217173A EP 3677347 A1 EP3677347 A1 EP 3677347A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- varnish
- layer
- varnishing
- process according
- lamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0209—Multistage baking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
- B05D3/067—Curing or cross-linking the coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/06—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain multicolour or other optical effects
- B05D5/061—Special surface effect
- B05D5/062—Wrinkled, cracked or ancient-looking effect
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2201/00—Polymeric substrate or laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/14—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by electrical means
- B05D3/141—Plasma treatment
- B05D3/142—Pretreatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/02—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain a matt or rough surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/52—Two layers
- B05D7/54—No clear coat specified
- B05D7/546—No clear coat specified each layer being cured, at least partially, separately
Definitions
- the present invention relates to the technical sector of processes for varnishing the surfaces of floor and wall coverings intended to be in contact with the user.
- the deposition of a varnish in a thin layer tends to degrade the appearance of the graining on the surface of the coating and therefore its realism.
- This aspect is particularly troublesome in the case of a coating process for coatings obtained from synthetic materials such as polyvinyl chloride (PVC).
- PVC polyvinyl chloride
- the exploitation rate of a grain corresponding to the depth of the graining tool relative to the depth of the grain on the coating, is generally reduced after the varnishing step.
- the varnish deposited naturally tends to fill in the hollow areas and to become thinner on the peaks of the grain, which “smoothes” the surface of the coating. Varnish defects such as cordage can also appear on very accentuated grains, in particular with a depth greater than 100 ⁇ m.
- One of the known means for remedying this problem consists in depositing a varnish in droplets, in particular using techniques similar to those used in ink jet printing.
- the ink is replaced by the varnish, the latter being sprayed in droplets of the order of 3 to 20 picoliters by multiple nozzles carried by a print head.
- the droplets are projected onto the substrate to be covered in a numerically defined pattern, the pattern possibly being flat, in the plane of the substrate extending along two axes (X, Y), or three-dimensional so as to obtain a relief along three axes (X Y Z).
- these techniques do not make it possible to obtain a satisfactory matt finish.
- the gloss of a varnish deposited in a droplet by an inkjet printing process and which would not have undergone a subsequent treatment is generally greater than 90 gloss units (BU).
- the object of the invention is to propose a method of varnishing a floor or wall covering making it possible to obtain a more matte varnish while retaining good resistance to fouling and satisfactory roughness, in particular on grains of 50 to 1000 ⁇ m deep.
- One of the aims of the invention is in particular to propose a varnishing process making it possible to obtain a layer of matt or even very matt varnish, in particular a varnish having a gloss of 1 to 13 gloss units (BU), preferably of 1 at 7 BU, more preferably from 1 to 3 BU measured according to ISO 2813 at 60 °.
- BU gloss units
- Another object of the invention is to propose a varnishing process making it possible to obtain a varnish with a "soft" feel, in particular a layer of varnish whose surface has a very fine tension, which can be characterized by a distance between two grooves of l '' from 3 to 6 ⁇ m.
- Another object of the invention is to propose a varnishing process making it possible to obtain a layer of varnish having a relief structure.
- Another object of the invention is to propose a varnishing process making it possible to obtain a layer of varnish which may have large variations in thickness, in particular a layer of varnish whose thickness varies between 6 ⁇ m and 1 mm or even between 6 and 200 ⁇ m .
- Another object of the invention is to propose a varnishing process making it possible to obtain a barrier layer against volatile organic compounds.
- the method according to the invention makes it possible to obtain a layer of varnish having a low gloss of between 1 to 13 gloss units (BU), preferably from 1 to 7 BU or even between 1 and 3 BU.
- BU gloss units
- LED is meant the acronym in English meaning Light Electronic Device, or Diode Electro Luminescente (DEL) in French.
- DEL Diode Electro Luminescente
- tensioning is meant crosslinking of the surface obtained by exposure to excimer monochromatic radiation.
- pre-crosslinking means a partial crosslinking of the varnish in its thickness, that is to say that part of the deposited varnish remains wet.
- the method according to the invention makes it possible to obtain a micro structured surface with a very fine tension characterized by a distance between two grooves of the order of 3 to 6 ⁇ m. This fine tension makes it possible to obtain a soft touch effect.
- LEDs can be used in the method according to the invention.
- the LED (s) used have an emission spectrum between 365 and 420 nm, it is however preferable to use LEDs having a single emission peak, for example an emission peak at 395 nm .
- Exposure to UV radiation from an LED lamp upstream of a tensing step by exposure to excimer radiation makes it possible to level the tension of the varnish and to stretch it, even on very pronounced grains.
- UV lamps not using LEDs, which can be used according to the invention are in particular lamps of the mercury vapor type, but also blades with so-called doped emitters (type Iron, Lead, Gallium, Gallium-Indium) . These lamps generally emit according to a spectrum extending between 200 nm and 400 nm.
- Excimer type lamps are designed to emit monochromatic radiation from one or more sources or micro sources in order to address radiation on materials allowing, among other things, the crosslinking of a liquid film, the energetic activation of the surface. or the destruction of microorganisms or bacteria. Exposure to monochromatic radiation of the excimer type under an inert atmosphere can for example be carried out in the presence of nitrogen (N 2 ). The invention can particularly be implemented by using excimer radiation at 172 nm obtained by means of a lamp using Xenon.
- the invention can be implemented on all types of floor or wall coverings, in particular and without limitation floor or wall coverings made from plastics such as polyvinyl chloride (PVC), floor coverings laminate or wooden floor coverings.
- PVC polyvinyl chloride
- the method according to the invention can be applied to any floor or wall covering as long as the surface tension of the deposited varnish is suitable for wetting the substrate.
- the coating to be varnished can be moved by a conveyor between each step of the process according to the invention.
- the varnish used in the process according to the invention is generally a photocrosslinkable varnish, for example of urethane acrylate nature. This includes one or more photo-initiators.
- the varnish used requires a formulation suitable for the excimer process by its viscosity and its ability to crosslink.
- varnishes compatible with processes using excimer radiation to make the varnish tense are particularly suitable for implementing the process of the invention.
- the varnishing method according to the invention comprises an additional step between steps a) and b) consisting in depositing a second layer of varnish on the first layer of varnish still wet.
- the exposure step of the first layer of varnish is preferably carried out by means of a UV lamp whose emission spectrum is between 200 and 400 nm.
- step a) of the varnishing process according to the invention consists in depositing a varnish in droplets on the surface of the coating so as to form the first layer of varnish.
- step a) may more preferably consist of depositing a varnish in droplets on the surface of the coating so as to form the first layer of varnish, said layer having a relief structure, and in that step b) consists in exposing directly the droplets of varnish to ultraviolet radiation under an LED lamp after they have been deposited so as to pre-crosslink the varnish and keep the structure in relief.
- the varnish droplet deposition step is advantageously carried out by means of an ink jet print head.
- the use of LED lamp also has the advantage of being transportable on a trolley alongside a print head of the inkjet printer.
- the pre-crosslinking of the varnish droplets can therefore take place directly after their deposition by the ink jet heads. This makes it possible to perfectly preserve the deposited relief and to obtain a structured varnish.
- the ultraviolet radiation under LED lamp has a spectrum between 365 and 420 nm.
- the advantage of an LED lamp is that it makes it possible to obtain an emission spectrum more centered around a single emission peak than a conventional UV lamp, for example a UV mercury vapor lamp.
- the emission spectrum of an LED lamp is thus generally distributed at more or less 15 nanometers from its emission peak.
- Typical LED ultraviolet lamps have an emission peak at 365 nm or 385 nm or 395 nm or 405 nm.
- the choice of a photo-initiator activating only in the area of the emission spectrum of the LED lamp and not in the area of the emission spectrum of the UV lamp is therefore possible.
- the emission power of ultraviolet LED lamps can also reach 24 W / cm 2 at 395 nm, this power being easily adjustable and the size being very reduced compared to a conventional UV lamp.
- the ultraviolet radiation under conventional UV lamp has a spectrum between 250 nm and 300 nm.
- the composition of the varnish comprises a photo-initiator having a first absorption peak between 365 nm and 420 nm, and a second absorption peak between 250 nm and 300 nm.
- this must have at least one absorption peak compatible with the ultraviolet emission spectrum of the LED lamp, for example between 365 nm and 420 nm, and another absorption peak compatible with the emission spectrum of the UV lamp, for example between 250 nm and 300 nm.
- This makes it possible to obtain good pre-crosslinking during the step of exposure under ultraviolet radiation of the LED lamp and crosslinking at the core, that is to say throughout the thickness, under radiation from the UV lamp. keeping a simple formulation varnish.
- the composition of the varnish comprises a first photo-initiator having a single absorption peak between 365 nm and 420 nm and a second photo-initiator having a single absorption peak between 250 nm and 300 nm.
- a first photo-initiator is chosen to present an absorption peak compatible with the ultraviolet emission spectrum of the LED lamp, for example between 365 nm and 420 nm
- a second photo-initiator chosen to present an absorption peak compatible with the ultraviolet emission spectrum of the UV lamp, for example between 250 nm and 300 nm.
- a photo-initiator with an absorption peak between 365 nm and 420 nm allows the initiation of polymerization, that is to say crosslinking, under LED ultraviolet radiation.
- a photo-initiator sensitive to the oxygen of the air is chosen so as to inhibit the surface polymerization and allow, during the following step, the tension of this surface under excimer radiation.
- the second photo-initiator is for example chosen with an absorption peak between 250 nm and 300 nm so as to remain insensitive to ultraviolet LED radiation and act only under radiation from the UV lamp during the last crosslinking step.
- the first photo-initiator sensitive to the radiation of the LED lamp is generally incorporated at a concentration minority so as to carry out a simple pre-crosslinking, namely a partial crosslinking of the varnish in its thickness, leaving the surface tension possible under excimer monochromatic radiation.
- the varnish can also comprise one or more acrylate monomers and one or more oligomers of urethane acrylate and / or polyester acrylate nature.
- the composition of the varnish may also include additives of the surfactant type used for the implementation of such a composition, in particular a spreading agent to guarantee good wetting of the varnish on the substrate.
- the varnish comprises a viscosity between 800 and 1500 mPa.s although a viscosity of less than 800 mPa.s can be envisaged.
- the viscosity of the varnish is generally less than 800 mPa.s if it is deposited in droplets. The lower the viscosity, the easier the varnish to drop in droplets using inkjet printing processes. According to this variant of deposition, it is preferable that the viscosity of the varnish is less than 100 mPa.s, more preferably less than 30 mPa.s and in particular between 1 mPa.s and 30 mPa.s.
- the thickness of varnish deposited by the process according to the invention can vary from 6 ⁇ m to 1 mm, preferably from 6 ⁇ m to 200 ⁇ m. This thickness can be obtained by depositing in one or two layers, for example using one or more varnishing cylinder (s). Alternatively, the accumulation of the deposit of several droplets also makes it possible to obtain the desired thickness.
- the precision of the deposition is generally of the order of 6 ⁇ m in the 3 directions X, Y, Z for an inkjet printing machine with a resolution of 360 dpi.
- Each exposure step of the process according to the invention generally lasts between 1 and 2 seconds with a time generally between 1 and 30 seconds between each step. These times may be adapted according to the thickness deposited, the nature of the varnish and the nature of the surface of the coating.
- the method according to the invention may comprise an additional step prior to step a) consisting in treating the surface of the coating by a corona method.
- Corona treatment is a high frequency electrical discharge to the surface of the floor or wall covering. It makes it possible to obtain a very strong oxidation of the surface of the coating and to modify its wettability in order to facilitate the adhesion of the varnish according to the nature of the substrate used.
- the invention also relates to a floor or wall covering obtained according to the varnishing process according to the invention.
- the invention relates in particular to a floor or wall covering made from plastic material, such as PVC, and having a layer of surface varnish obtained according to the varnishing process according to the invention.
- step b) is carried out by means of an LED lamp whose emission spectrum has a peak at 365 or 385 or 395 or 405 nm.
- step d) is carried out by means of a UV lamp whose emission spectrum is between 200 and 400 nm.
- three varnishes G1, G2, G3 whose viscosities are less than 100 mPa.s are formulated.
- the varnishes G1, G2, G3 differ mainly by the rate of photo-initiator.
- These varnishes are compared to a “EX6” varnish conventionally used.
- EX6 varnish is a formulation little suited to inkjet technology but commonly used in thin layer varnishing, between 8 and 20 ⁇ m thick.
- the “EX6” varnish has a viscosity greater than 1000 mPa.s.
- the substrate in contact with the varnish corresponds to the wear layer of the coating.
- This wear layer is obtained from unloaded plasticized PVC.
- Each varnish is deposited at two different positions on the surface of the floor covering so as to be able to compare the method according to the invention with a conventional method comprising a step of exposure to excimeric radiation at 172 nm under an inert atmosphere (N 2 ) followed by a step of exposure to ultraviolet radiation under a conventional UV lamp.
- a portion of the varnish droplets is exposed, directly after removal, to ultraviolet radiation under an LED lamp having a wavelength of 395 nm with an exposure power of 2 W / cm 2 for a time included between 1 and 2 seconds, the other part is not exposed.
- the samples are exposed to excimer radiation at 172 nm followed by a step of exposure to ultraviolet radiation using a mercury vapor UV lamp.
- the fineness of tension is observed by microscopic observation with a magnification x20 and calculated by measuring five distances from peak to peak of the surface of the varnish obtained in the plane of the floor covering. It is particularly sought after if the tension is homogeneous (distances between peaks not very variable) or heterogeneous (distances between peaks very variable).
- the figure 1 illustrates the tension obtained with EX6 varnish following test 8, this being similar to that obtained in test 7.
- Tests 1 and 3 which correspond to a state-of-the-art process without step d exposure to UV radiation under an LED lamp has crispness defects and are particularly rough. The result is dull but has contraction defects in the form of bright star points the width of which is around a millimeter. This defect is also noticeable to the touch and is manifested by very pronounced roughness peaks and therefore roughness values Rz and Rmax 30 to 40 times higher than those obtained with a LED pre-crosslinking as illustrated in table 3 and the figure 4 .
- Tests 2 and 4 show that the pre-crosslinking by exposure to UV radiation under an LED lamp makes it possible to obtain a homogeneous mattness without defect in appearance as well as a very low roughness at the origin of the "soft" feel.
- the figure 2 illustrates a tension defect observed in test 9, the surface has ribs visible to the naked eye.
- the figure 3 illustrates a perfectly smooth and slightly rough tension observed following test 10.
- Tests 2 and 4 show a soft touch and very low dullness. It is thus demonstrated that the method according to the invention makes it possible to obtain a very mat varnish and having a soft touch.
- the feeling of "soft" touch is induced by the following roughness parameters: low Rz and Rmax values close to Ra, a high peak density and therefore elements of small width identifiable by a high RPc value and a value of low Rsm.
- grain n ° 1 imitates a skin with not very pronounced reliefs.
- grain No. 2 imitates wooden ribs, each rib having a width of between 0.35 mm and 0.5 mm.
- grain # 3 imitates a fabric.
- grain n ° 4 has circular tactile pads 14mm in diameter and 600 - 750 ⁇ m thick, regularly spaced 2.5mm apart.
- method 1 is a method according to the prior art using a crosslinked polyurethane varnish.
- Method 2 is a method according to the prior art using a crosslinked excimer varnish with a tensing step under Excimer radiation.
- Method 4 comprises an additional step between steps a) and b) consisting in depositing a second layer of varnish on the first layer of varnish which is still wet.
- Method 6 takes over method 5, the composition of the first layer of varnish comprising matting agents.
- the first and possibly the second layer are deposited using a varnishing cylinder.
- Several cylinder hardnesses are tested, 25 shore A and 50 shore A with application pressures of up to 20/10 th .
- the total thickness deposited varies between 8 ⁇ m and 20 ⁇ m. In the case of a two-layer deposit, each layer deposited has a thickness of between 4 and 10 ⁇ m approximately.
- varnishes compatible with tension under excimer radiation are tested. These varnishes have a viscosity between 1000 mPa.s and 2300 mPa.s.
- the grammage deposited (dry) varies between 8 and 20 g / m 2 .
- the coating is moved by a conveyor at a speed of between 8 and 10 meters per minute under the various exposure stations.
- the exposure for a pre-crosslinking under UV lamp is at a power between 40W / cm and 80W / cm and is located at a distance of 100 mm from the coating.
- the exposure for total crosslinking under UV lamp is at a power between 128 W / cm and 360 W / cm and is located at a distance of 100 mm from the coating.
- UV lamps are mercury vapor lamps.
- the lamp excimates at 172nm under an inert atmosphere (N 2 ) used has a power of 30 to 35mW / cm 2 and is located at a distance of 25 mm from the coating in a fixed position during exposure.
- a pressure of 15/10 th is sufficient to properly attain the funds wood graining with a cylinder with a hardness of 25 Shore A.
- removal of a first layer of varnish comprising a matt primer makes it possible to suppress the appearance of shiny zones on the attack of each wood grain.
- the grain n ° 3 is particularly difficult to varnish because it is deep and relatively closed.
- the application of two layers of varnish, wet on wet and a pre-crosslinking step under UV lamp optimizes the filling of the grain.
- the cylinder pressure on application must also be high (20/10) and the cylinder hardness low (tested with 25 shore A).
- the grain n ° 4 also gives better results with a deposit with a cylinder of low hardness, for example 25 shore A and with two stages of deposit, wet on wet. Without pre-crosslinking by exposure under ultraviolet radiation under LED lamp, the appearance is bad, there are observed defects in the rope between the pellets as well as a bead of varnish around the pellets.
- the deposition of a first and a second layer of varnish improves the appearance of grain No. 2 and is the only way to correctly apply the varnish on grains No. 2 and No. 3.
- the use of LED lamps before exposure to excimer radiation improves the tension of the varnishes and gives a very beautiful appearance by smoothing the tension caused by the excimer radiation and also reduces the stringing effect.
- a varnish comprising matting agents makes it possible to homogenize the shine of the grains.
- a pre-crosslinking is then essential for the holding of this first layer of varnish comprising matting agents.
- the adhesion of the varnish to the coating is perfectly consistent as well as its resistance to scratching.
- the grains obtained have good cleanability and good stain resistance.
- a slip test (SRT pendulum) is also performed and meets expectations for use on a floor covering.
- the method according to the invention makes it possible to varnish grains of very varied depth and clamping and to control the gloss and the appearance to the touch of the grain obtained.
- a measurement of the emissions of volatile organic compounds from the floor covering before and after varnishing shows a very significant reduction in emissions for processes 2 to 6, while process no. 1 has no effect on these emissions.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
Abstract
Description
- La présente invention concerne le secteur technique des procédés de vernissage des surfaces de revêtements de sol et mur destinés à être en contact avec l'utilisateur.
- Dans le domaine des revêtements de sol et mur, il est connu de déposer une couche de vernis en surface du revêtement de manière à lui apporter des propriétés de résistance à l'encrassement, de brillance et de durabilité, notamment de résistance à la rayure. Une autre fonction du vernis est de protéger le grainage présent sur la couche de surface du revêtement contre l'usure.
- Des techniques classiques consiste à utiliser un vernis à base de polyuréthane réticulé.
- Le brevet
EP 2 154 184 du demandeur, décrit une méthode permettant de diminuer la brillance d'une couche de vernis disposé en couche mince d'une épaisseur comprise entre 8 et 20µm. Cette méthode comprend : - une étape de pré-densification du vernis par rayonnements ultraviolet à des niveaux de rayonnement entre 100 et 800 J/cm2 pour des longueurs d'ondes comprises entre 200nm et 400nm ;
- une première étape de réticulation consistant à exposer la couche pré-densifiée sous un rayonnement monochromatique de type excimère ;
- une seconde étape de réticulation sous rayonnements ultraviolet.
- Cette méthode n'apporte cependant pas satisfaction en terme de brillance, de résistance à l'encrassement et de rugosité. Notamment, les fabricants de revêtements de sol et mur sont à la recherche de vernis très mats et pouvant présenter un toucher « doux ».
- D'autre part, la dépose d'un vernis en couche mince à tendance à dégrader l'aspect du grainage en surface du revêtement et donc son réalisme. Cet aspect est particulièrement gênant dans le cas de procédé de vernissage de revêtements obtenus à partir de matières synthétiques telle que le polychlorure de vinyle (PVC). Il est ainsi constaté que le taux d'exploitation d'un grain, correspondant à la profondeur de l'outil de grainage par rapport à la profondeur du grain sur le revêtement, est généralement diminué après l'étape de vernissage. En effet le vernis déposé a naturellement tendance à combler les zones creuses et à s'amincir sur les pics du grain ce qui « lisse » la surface du revêtement. Des défauts de vernis tel que du cordage peuvent également apparaitre sur des grains très accentués, notamment d'une profondeur supérieure à 100 µm.
- Un des moyens connus pour remédier à ce problème consiste à déposer un vernis en gouttelettes, notamment à l'aide de techniques similaires à celles utilisées en impression par jet d'encres. Dans ces techniques l'encre est remplacé par le vernis, celui-ci étant projeté en gouttelettes de l'ordre de 3 à 20 picolitres par de multiples buses portées par une tête d'impression. Les gouttelettes sont projetées sur le substrat à recouvrir selon un motif défini numériquement, le motif pouvant être à plat, dans le plan du substrat s'étendant selon deux axes (X, Y), ou tridimensionnel de manière à obtenir un relief selon trois axes (X, Y, Z). Cependant, ces techniques ne permettent pas d'obtenir une matité de vernis satisfaisante. La principale limitation de ces procédés vient notamment du fait que l'incorporation d'agents matant dans le vernis n'est pas envisageable, ces agents ayant tendance à obstruer les buses des têtes d'impression. De ce fait, la brillance d'un vernis déposé en gouttelette par un procédé d'impression jet d'encre et qui n'aurait pas subi de traitement ultérieur est généralement supérieure à 90 unités de brillante (UB).
- D'autres techniques permettant de diminuer la brillance, telles que celle présentées dans le brevet
EP 2 154 184 précédemment exposé, ne sont pas directement compatibles avec des vernis déposés en gouttelette par des procédés d'impression jet d'encre. En effet, la viscosité de ces vernis est trop faible pour réagir uniformément sous un rayonnement monochromatique excimère selon le procédé présenté. Le vernis directement exposé sous ce type de rayonnement montre des points brillants répartis de façon aléatoire sur l'ensemble de la surface ce qui est rédhibitoire pour le consommateur. - Enfin, les procédés de vernissage de l'art antérieur ne permettent pas de garantir une dépose et une réticulation du vernis suffisante pour obtenir un effet barrière de la couche de vernis aux composés organiques volatiles.
- L'invention a pour but de proposer un procédé de vernissage d'un revêtement de sol ou mur permettant d'obtenir un vernis plus mat tout en conservant une bonne résistance à l'encrassement et une rugosité satisfaisante, notamment sur des grains de 50 à 1000 µm de profondeur.
- L'un des buts de l'invention est notamment de proposer un procédé de vernissage permettant d'obtenir une couche de vernis mat voire très mat, notamment un vernis présentant une brillance de 1 à 13 unités de brillant (UB), préférentiellement de 1 à 7 UB, plus préférentiellement de 1 à 3 UB mesuré selon la norme ISO 2813 à 60°.
- Un autre but de l'invention est de proposer un procédé de vernissage permettant d'obtenir un vernis au toucher « doux » notamment une couche de vernis dont la surface présente une crispation très fine, pouvant être caractérisée par une distance entre deux sillons de l'ordre de 3 à 6µm.
- Un autre but de l'invention est de proposer un procédé de vernissage permettant d'obtenir une couche de vernis présentant une structure en relief.
- Un autre but de l'invention est de proposer un procédé de vernissage permettant d'obtenir une couche de vernis pouvant présenter de fortes variations d'épaisseur, notamment une couche de vernis dont l'épaisseur varie entre 6µm et 1mm voire entre 6 et 200µm.
- Un autre but de l'invention est de proposer un procédé de vernissage permettant d'obtenir une couche barrière aux composés organiques volatiles.
- Dans ce but, l'invention concerne un procédé de vernissage d'un revêtement de sol ou mur, comprenant au moins des étapes consistant successivement à :
- a) Déposer une première couche de vernis présentant une épaisseur inférieure à 1 mm sur le revêtement,
- b) Exposer le vernis à un rayonnement ultraviolet sous lampe LED de manière à le faire pré-réticuler,
- c) Exposer le vernis à un rayonnement monochromatique de type excimère sous atmosphère inerte de manière à crisper sa surface,
- d) Exposer le vernis à un rayonnement ultraviolet sous lampe UV de manière à le faire entièrement réticuler, notamment dans son épaisseur.
- Le procédé selon l'invention permet d'obtenir une couche de vernis présentant une brillance faible comprise entre 1 à 13 unités de brillant (UB), préférentiellement de 1 à 7 UB voire entre 1 et 3 UB.
- Par « LED » on entend l'acronyme en langue anglaise signifiant Light Electronic Device, ou Diode Electro Luminescente (DEL) en langue française.
- Par crispation on entend une réticulation de la surface obtenue par exposition à un rayonnement monochromatique excimère.
- Par pré-réticuler on entend une réticulation partielle du vernis dans son épaisseur, c'est-à-dire qu'une partie du vernis déposé reste humide.
- Le procédé selon l'invention permet d'obtenir une surface micro structurée avec une crispation très fine caractérisée par une distance entre deux sillons de l'ordre de 3 à 6µm. Cette finesse de crispation permet d'obtenir un effet doux au toucher.
- Plusieurs types de LED sont utilisables dans le procédé selon l'invention. Généralement, la ou les LED(s) utilisées présentent un spectre d'émission compris entre 365 à 420 nm, il est cependant préférable d'utiliser des LED présentant un unique pic d'émission, par exemple un pic d'émission à 395 nm. L'exposition à un rayonnement UV issu d'une lampe LED en amont d'une étape de crispation par exposition à un rayonnement excimère permet de niveler les crispations du vernis et de le tendre et ce même sur des grains très prononcés.
- Les lampes UV classique, n'utilisant pas de LED, pouvant être utilisées selon l'invention sont notamment les lampes du type à vapeur de mercure, mais également les lames à émetteurs dits dopés (type Fer, Plomb, Gallium, Gallium-Indium). Ces lampes émettent généralement selon un spectre s'étendant entre 200 nm et 400 nm.
- Les lampes de type excimère sont conçues pour émettre un rayonnement monochromatique à partir d'une ou de plusieurs sources ou micro sources afin d'adresser des radiations sur des matériaux permettant entre autre la réticulation d'un film liquide, l'activation énergétique de surface ou la destruction des microorganismes ou des bactéries. L'exposition à un rayonnement monochromatique de type excimère sous atmosphère inerte peut par exemple être réalisé en présence d'azote (N2). L'invention peut particulièrement être mise en œuvre en utilisant un rayonnement excimère à 172 nm obtenu au moyen d'une lampe utilisant du Xénon.
- L'invention peut être mise en œuvre sur tous types de revêtements de sol ou mur, notamment et de façon non limitative des revêtements de sol ou mur réalisés à partir de matières plastiques tel que le polychlorure de vinyle (PVC), des revêtements de sol stratifiés ou encore des revêtements de sol en bois. De façon générale, le procédé selon l'invention peut s'appliquer sur tout revêtement de sol ou mur tant que la tension de surface du vernis déposé est adaptée pour mouiller le substrat. Le revêtement à vernir pourra être déplacé par un convoyeur entre chaque étape du procédé selon l'invention.
- Le vernis utilisé dans le procédé selon l'invention est généralement un vernis photoréticulable, par exemple de nature uréthane acrylate. Celui-ci comprend un ou plusieurs photo-initiateurs. Le vernis utilisé nécessite une formulation adaptée au procédé excimère par sa viscosité et son aptitude à la réticulation. Notamment, les vernis compatibles aux procédés utilisant un rayonnement excimère pour crisper le vernis sont particulièrement aptes à la mise en œuvre du procédé de l'invention.
- De façon préférentielle, le procédé de vernissage selon l'invention comprend une étape supplémentaire entre les étapes a) et b) consistant à déposer une seconde couche de vernis sur la première couche de vernis encore humide.
- De façon préférentielle, le procédé de vernissage selon l'invention comprend deux étapes supplémentaires et successives entre les étapes a) et b) consistant à :
- Exposer la première couche de vernis à un rayonnement ultraviolet sous lampe UV de manière à la faire pré-réticuler,
- Déposer une seconde couche de vernis sur la première couche de vernis.
- L'étape d'exposition de la première couche de vernis est préférentiellement réalisée au moyen d'un lampe UV dont le spectre d'émission est compris entre 200 et 400 nm.
- De façon préférentielle, l'étape a) du procédé de vernissage selon l'invention consiste à déposer un vernis en gouttelettes sur la surface du revêtement de manière à former la première couche de vernis.
- Selon cette variante de l'invention, l'étape a) peut plus préférentiellement consister à déposer un vernis en gouttelettes sur la surface du revêtement de manière à former la première couche de vernis, ladite couche présentant une structure en relief, et en ce que l'étape b) consiste à exposer directement après leur dépose les gouttelettes de vernis à un rayonnement ultraviolet sous lampe LED de manière à pré-réticuler le vernis et conserver la structure en relief.
- L'étape de dépôt des gouttelettes de vernis est avantageusement réalisée au moyen d'une tête d'impression à jet d'encre. L'utilisation de lampe LED a également comme intérêt d'être transportable sur un chariot au côté d'une tête d'impression de l'imprimante jet d'encre. La pré-réticulation des gouttelettes de vernis peut donc intervenir directement après leur dépose par les têtes de jet d'encre. Ceci permet de parfaitement conserver le relief déposé et d'obtenir un vernis structuré.
- De façon préférentielle, le rayonnement ultraviolet sous lampe LED présente un spectre compris entre 365 et 420 nm. L'intérêt d'une lampe LED est qu'elle permet d'obtenir un spectre d'émission plus centré autour d'un seul pic d'émission qu'une lampe UV classique, par exemple une lampe UV à vapeur de mercure. Le spectre d'émission d'une lampe LED est ainsi généralement réparti à plus ou moins 15 nanomètres de son pic d'émission. Les lampes ultraviolets LED typiques présentent un pic d'émission à 365 nm ou 385 nm ou 395 nm ou 405 nm. Le choix d'un photo-initiateur ne s'activant que dans la zone du spectre d'émission de la lampe LED et pas dans la zone du spectre d'émission de la lampe UV est donc possible. La puissance d'émission des lampe LED ultraviolet peut également atteindre 24 W/cm2 à 395 nm, cette puissance étant facilement modulable et l'encombrement étant très réduit par rapport à une lampe UV classique.
- De façon préférentielle, le rayonnement ultraviolet sous lampe UV classique présente un spectre compris 250 nm et 300 nm.
- De façon préférentielle, la composition du vernis comprend un photo-initiateur présentant un premier pic d'absorption compris entre 365 nm et 420 nm, et un second pic d'absorption compris entre 250 nm et 300 nm. Dans le cas où un seul photo-initiateur est présent, celui-ci doit présenter au moins un pic d'absorption compatible avec le spectre d'émission ultraviolet de la lampe LED, par exemple entre 365 nm et 420 nm, et un autre pic d'absorption compatible avec le spectre d'émission de la lampe UV, par exemple entre 250 nm et 300 nm. Ceci permet d'obtenir une bonne pré-réticulation lors de l'étape d'exposition sous rayonnement ultraviolet de la lampe LED et une réticulation à cœur, c'est-à-dire dans toute l'épaisseur, sous rayonnement de la lampe UV en conservant un vernis de formulation simple.
- De façon plus préférentielle, la composition du vernis comprend un premier photo-initiateur présentant un unique pic d'absorption compris entre 365 nm et 420 nm et un second photo-initiateur présentant un unique pic d'absorption compris entre 250 nm et 300 nm. Dans le cas où deux photo-initiateurs sont présents, un premier photo-initiateur est choisi pour présenter un pic d'absorption compatible avec le spectre d'émission ultraviolet de la lampe LED, par exemple entre 365 nm et 420 nm, et un second photo-initiateur choisi pour présenter un pic d'absorption compatible avec le spectre d'émission ultraviolet de la lampe UV, par exemple entre 250 nm et 300 nm. Ceci permet d'obtenir une meilleure pré-réticulation lors de l'étape d'exposition sous rayonnement de la lampe LED et une meilleure réticulation à cœur, c'est-à-dire dans toute l'épaisseur, sous rayonnement de la lampe UV, les performances de ces deux étapes pouvant être ajustées de façon indépendante.
- Un photo-initiateur dont le pic d'absorption se situe entre 365 nm et 420 nm permet l'initiation de la polymérisation, c'est-à-dire la réticulation, sous rayonnement ultraviolet LED. On choisit préférentiellement pour cette réaction un photo-initiateur sensible à l'oxygène de l'air de façon à inhiber la polymérisation en surface et permettre lors de l'étape suivante la crispation de cette surface sous rayonnement excimère. Le second photo-initiateur est par exemple choisi avec un pic d'absorption entre 250 nm et 300 nm de façon à rester insensible au rayonnement ultraviolet LED et agir uniquement sous rayonnement de la lampe UV lors de la dernière étape de réticulation. Le premier photo-initiateur sensible au rayonnement de la lampe LED est généralement incorporé à une concentration minoritaire de façon à effectuer une simple pré-réticulation, à savoir une réticulation partielle du vernis dans son épaisseur, laissant la crispation de la surface possible sous rayonnement monochromatique excimère.
- Le vernis peut également comprendre un ou plusieurs monomères acrylates et un ou plusieurs oligomères de nature uréthane acrylate et/ou polyester acrylate. La composition du vernis peut aussi comprendre des additifs de type tensioactifs servant à la mise en œuvre d'une telle composition, notamment un agent d'étalement pour garantir un bon mouillage du vernis sur le substrat.
- De façon générale, le vernis comprend une viscosité comprise entre 800 et 1500 mPa.s bien qu'une viscosité inférieure à 800 mPa.s puisse être envisagée. La viscosité du vernis est généralement inférieure à 800 mPa.s s'il est déposé en gouttelettes. Plus la viscosité est faible et plus le vernis est simple à déposer en gouttelette par des procédés d'impression jet d'encre. Selon cette variante de dépose, il est préférable que la viscosité du vernis soit inférieure à 100 mPa.s, plus préférentiellement inférieure à 30 mPa.s et en particulier entre 1 mPa.s et 30 mPa.s.
- L'épaisseur de vernis déposée par le procédé selon l'invention peut varier de 6 µm à 1mm, préférentiellement de 6 µm à 200µm. Cette épaisseur peut être obtenue par une dépose en une ou deux couches, par exemple à l'aide d'un ou de plusieurs cylindre(s) de vernissage. Alternativement, l'accumulation du dépôt de plusieurs gouttelettes permet également d'obtenir l'épaisseur désirée. La précision du dépôt est généralement de l'ordre de 6 µm dans les 3 directions X, Y, Z pour une machine d'impression jet d'encre d'une résolution de 360 dpi.
- Chaque étape d'exposition du procédé selon l'invention dure généralement entre 1 et 2 secondes avec un temps généralement compris entre 1 et 30 secondes entre chaque étape. Ces temps pourront être adaptés en fonction de l'épaisseur déposée, de la nature du vernis et de la nature de la surface du revêtement.
- De façon avantageuse et afin d'améliorer l'accroche du vernis sur la surface du revêtement, le procédé selon l'invention peut comprendre une étape supplémentaire antérieure à l'étape a) consistant à traiter la surface du revêtement par un procédé corona. Le traitement corona est une décharge électrique à haute fréquence vers la surface du revêtement de sol ou de mur. Il permet d'obtenir une très forte oxydation de la surface du revêtement et de modifier sa mouillabilité afin de faciliter l'accroche du vernis en fonction de la nature du substrat employé.
- L'invention concerne également un revêtement de sol ou de mur obtenu selon le procédé de vernissage selon l'invention. A titre d'exemple, l'invention concerne notamment un revêtement de sol ou de mur réalisé à partir de matière plastique, tel que le PVC, et présentant une couche de vernis en surface obtenue selon le procédé de vernissage selon l'invention.
- D'autres avantages et caractéristiques ressortiront mieux de la description qui va suivre de plusieurs variantes d'exécution, données à titre d'exemples non limitatifs, du procédé, en référence aux dessins annexés sur lesquels :
- [
Fig. 1 ] est une vue au microscope d'un exemple de mise en œuvre du procédé selon l'invention ; - [
Fig. 2 ] illustre un défaut de crispation de vernis ; - [
Fig. 3 ] illustre un exemple de crispation de vernis parfaitement lisse au touché obtenu grâce au procédé selon l'invention ; - [
Fig. 4 ] est un graphique illustrant les valeurs de rugosité du tableau 3 de l'exemple 1 selon l'invention ; - [
Fig. 5 ] est une prise de vue du grain de surface n°1 présenté dans l'exemple 2 selon l'invention ; - [
Fig. 6 ] est une prise de vue du grain de surface n°2 présenté dans l'exemple 2 selon l'invention ; - [
Fig. 7 ] est une prise de vue du grain de surface n°3 présenté dans l'exemple 2 selon l'invention ; - [
Fig. 8 ] est une prise de vue du grain de surface n°4 présenté dans l'exemple 2 selon l'invention. - L'invention concerne un procédé de vernissage d'un revêtement de sol ou mur, comprenant au moins des étapes consistant successivement à :
- a) Déposer une première couche de vernis présentant une épaisseur inférieure à 1 mm sur le revêtement,
- b) Exposer le vernis à un rayonnement ultraviolet sous lampe LED de manière à le faire pré-réticuler,
- c) Exposer le vernis à un rayonnement monochromatique de type excimère sous atmosphère inerte de manière à crisper sa surface,
- d) Exposer le vernis à un rayonnement ultraviolet sous lampe UV de manière à le faire entièrement réticuler, notamment dans son épaisseur.
- De façon préférentielle, l'étape b) est réalisée au moyen d'une lampe LED dont le spectre d'émission présente un pic à 365 ou 385 ou 395 ou 405 nm.
- De façon préférentielle, l'étape d) est réalisée au moyen d'une lampe UV dont le spectre d'émission est compris entre 200 et 400 nm.
- Afin de mettre en œuvre le procédé selon l'invention, trois vernis G1, G2, G3 dont les viscosités sont inférieures à 100 mPa.s sont formulés. Les vernis G1, G2, G3 se différencient principalement par le taux de photo-initiateur. Ces vernis sont comparés à un vernis « EX6 » utilisé classiquement. Le vernis EX6 est une formulation peu adaptée à la technologie jet d'encres mais communément utilisée en vernissage couche mince, entre 8 et 20 µm d'épaisseur. Le vernis « EX6 » présente une viscosité supérieure à 1000 mPa.s.
- Chacun des vernis formulés est déposé en gouttelettes sur un revêtement de sol réalisé à partir de PVC de manière à obtenir soit :
- une épaisseur totale de vernis comprise entre 20 et 25 µm pour les essais 1 à 8, de manière similaire à un procédé d'impression jet d'encre.
- une épaisseur de vernis comprise entre 200µm et environ 1 mm pour les essais 9 et 10.
- Le substrat en contact avec le vernis correspond à la couche d'usure du revêtement. Cette couche d'usure est obtenue à partir de PVC plastifié non chargé.
- Chaque vernis est déposé à deux positions différentes de la surface du revêtement de sol de manière à pouvoir comparer le procédé selon l'invention avec un procédé classique comprenant une étape d'exposition à un rayonnement excimère à 172 nm sous atmosphère inerte (N2) suivi d'une étape d'exposition à un rayonnement ultraviolet sous lampe UV classique.
- Selon l'invention, une partie des gouttelettes de vernis est exposée, directement après dépose, à un rayonnement ultraviolet sous lampe LED présentant une longueur d'onde de 395 nm avec une puissance d'exposition de 2 W/cm2 pour un temps compris entre 1 et 2 seconde, l'autre partie n'est pas exposée.
- Après cette première étape d'exposition aux ultraviolets sous lampe LED, les échantillons sont exposés à un rayonnement excimère à 172 nm suivi d'une étape d'exposition à un rayonnement ultraviolet à l'aide d'une lampe UV à vapeur de mercure.
- Les résultats comparatifs sont présentés dans le tableau 1 ci-dessous.

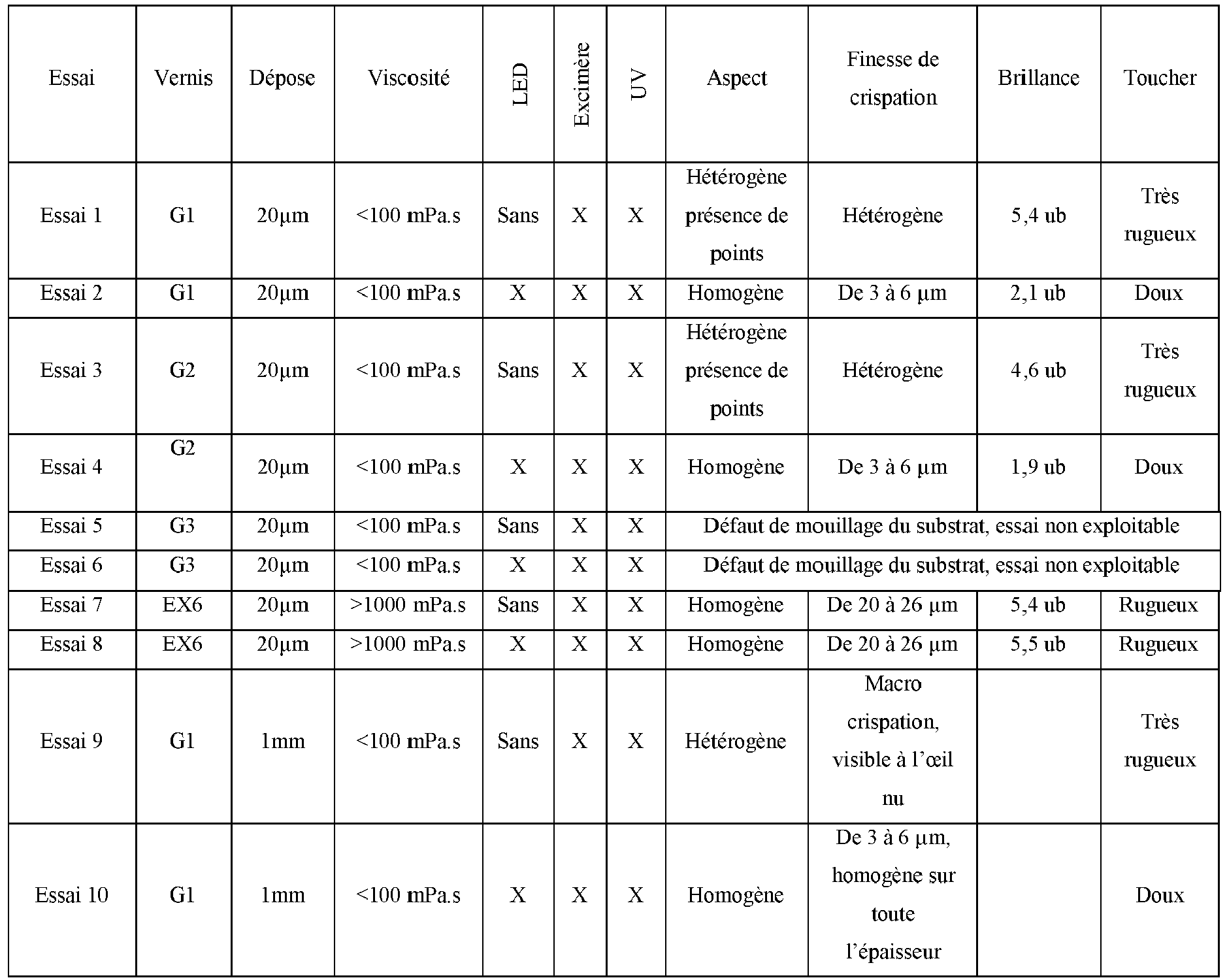
- Selon le tableau 1, la finesse de crispation est constatée par observation microscopique avec un grossissement x20 et calculée en mesurant cinq distances de crête à crête de la surface du vernis obtenu dans le plan du revêtement de sol. Il est notamment recherché si la crispation est homogène (distances entre crêtes peu variable) ou hétérogène (distances entre crêtes très variable).
- Les
figure 1 illustre la crispation obtenue avec le vernis EX6 suite à l'essai 8, celle-ci étant semblable à celle obtenue sur l'essai 7. Les essais 1 et 3 qui correspondent à un procédé de l'état de l'art sans étape d'exposition à un rayonnement UV sous lampe LED présentent des défauts de crispation et sont particulièrement rugueux. Le résultat est mat mais présente des défauts de crispation sous forme de points étoilés brillants dont la largeur est de l'ordre du millimètre. Ce défaut est également perceptible au toucher et se manifeste par des pics de rugosité très prononcés et donc des valeurs de rugosité Rz et Rmax 30 à 40 fois supérieur à ceux obtenus avec une pré-réticulation LED tel qu'illustré sur le tableau 3 et lafigure 4 . - Les essais 2 et 4 montrent que la pré-réticulation par exposition à un rayonnement UV sous lampe LED permet d'obtenir une matité homogène sans défaut d'aspect ainsi qu'une rugosité très faible à l'origine du toucher « doux ».
- La
figure 2 illustre un défaut de crispation constaté dans l'essai 9, la surface présente des nervures visibles à l'œil nu. Lafigure 3 illustre une crispation parfaitement lisse et peu rugueuse constatée suite à l'essai 10. - Afin de comparer les valeurs de rugosité des essais, différentes mesures des surfaces obtenues sont effectuées.
- Pour les essais 1, 2, 3, 4, 7 et 8. Les valeurs Ra, Rz, Rmax, RPc et Rsm (selon le tableau 2 ci-dessous) sont mesurées.
[Tableau 2] Dénomination Unité Définition Ra µm Rugosité arithmétique moyenne du profil Rz µm Distance moyenne entre le pic le plus haut et creux le plus bas sur plusieurs longueurs Rmax µm Distance max entre le pic le plus haut et le creux le plus bas sur la longueur de base RPc nb/cm Densité de pic /cm sur la longueur de base Rsm µm Largeur moyenne des éléments du profil [Tableau 3] Essai 1 Essai 2 Essai 3 Essai 4 Essai 7 Essai 8 Vernis : avec / sans LED G1 : sans LED G1 :avec LED G2 : sans LED G2 : avec LED EX6 : sans LED EX6 : avec LED Ra 4,585 1,0592 5,966 0,6062 1,524 1,5176 Rz 34,037 5,9662 47,014 5,2105 9,544 9,4884 Rmax 39,412 8,083 65,85 6,4212 14,617 12,387 RPc 87 127,4 62 148,1 57 68,4 Rsm 180,4448 89,224 321,08 40,9216 241,656 202,5906 - Les valeurs du tableau 3 correspondent à la
figure 4 . - Les essais 2 et 4 présentent un toucher doux et une matité très faible. Il est ainsi démontré que le procédé selon l'invention permet d'obtenir un vernis très mat et présentant un toucher doux. La sensation de toucher « doux » est induite par les paramètres de rugosité suivants : des valeurs de Rz et Rmax faibles et proches du Ra, une densité de pic importante et donc des éléments de faible largeur identifiables par une valeur de RPc haut et une valeur de Rsm faible.
- Dans cet exemple, quatre grains de surface sont comparés. Le revêtement utilisé est un revêtement de sol PVC comprenant une couche de surface en PVC plastifié obtenu par enduction puis gélification d'un plastisol. Aucun procédé de vernissage selon l'état de l'art ne donne satisfaction sur l'ensemble des grains. Pour chaque grain, il est donné dans le tableau ci-dessous :
- Sa profondeur, à savoir la distance entre la plus haute crête du grain et le creux le plus profond.
- Sa valeur de serrage, à savoir la distance entre deux crêtes.
- Les grains sont illustrés sur les
figures 5, 6 ,7, 8 . Selon lafigure 5 , le grain n°1 imite une peau avec des reliefs peu prononcés. Selon lafigure 6 , le grain n°2 imite des nervures de bois, chaque nervure présentant une largeur comprise entre 0,35 mm et 0,5 mm. Selon lafigure 7 , le grain n°3 imite un tissu. Selon lafigure 8 , le grain n°4 présente des plots podotactiles circulaires de 14mm de diamètre et de 600 - 750 µm d'épaisseur espacés régulièrement de 2,5mm.[Tableau 4] N° du grain Profondeur Serrage Grain n°1, figure 5 Environ 60 µm Environ 4 mm Grain n°2, figure 6 100 - 150 µm 0,1 - 0,8 mm Grain n°3, figure 7 Environ 240 µm Environ 1,3 mm Grain n°4, figure 8 600 - 750 µm Environ 2,5 mm - Selon le tableau 5 ci-dessous, résumant les différents essais comparatifs de procédés effectués, le procédé 1 est un procédé selon l'art antérieur utilisant un vernis polyuréthane réticulé.
- Le procédé 2 est un procédé selon l'art antérieur utilisant un vernis excimère réticulé avec une étape de crispation sous rayonnement Excimère.
- Le procédé 3 comprend des étapes consistant successivement à :
- a) Déposer une première couche de vernis présentant une épaisseur inférieure à 1 mm sur le revêtement,
- b) Exposer le vernis à un rayonnement ultraviolet sous lampe LED de manière à le faire pré-réticuler,
- c) Exposer le vernis à un rayonnement monochromatique de type excimère sous atmosphère inerte de manière à crisper sa surface,
- d) Exposer le vernis à un rayonnement ultraviolet sous lampe UV de manière à le faire entièrement réticuler, notamment dans son épaisseur.
- Le procédé 4 comprend une étape supplémentaire entre les étapes a) et b) consistant à déposer une seconde couche de vernis sur la première couche de vernis encore humide.
- Le procédé 5 comprend deux étapes supplémentaires et successives au procédé 3 entre les étapes a) et b) consistant à :
- Exposer la première couche de vernis à un rayonnement ultraviolet sous lampe UV de manière à la faire pré-réticuler,
- Déposer une seconde couche de vernis sur la première couche de vernis.
- Le procédé 6 reprend le procédé 5, la composition de la première couche de vernis comprenant des agents matant.
- La première et éventuellement la seconde couche sont déposées à l'aide d'un cylindre de vernissage. Plusieurs duretés de cylindre sont testées, 25 shore A et 50 shore A avec des pressions d'application pouvant atteindre 20/10ème. L'épaisseur totale déposée varie entre 8 µm et 20 µm. Dans le cas d'un dépôt en deux couches, chaque couche déposée présente une épaisseur entre 4 et 10 µm environ. Plusieurs vernis compatibles avec une crispation sous rayonnement excimère sont testés. Ces vernis présentent une viscosité comprise entre 1000 mPa.s et 2300 mPa.s. Le grammage déposé (sec) varie entre 8 et 20 g/m2.
- L'exposition à un rayonnement ultraviolet sous lampe LED présentant un pic d'émission à 395nm et se fait à une puissance d'émission comprise entre 10 et 100 % de 16W/cm2, à moins de 5 centimètres de la lampe LED. Plusieurs puissances sont testées.
- Le revêtement est déplacé par un convoyeur à une vitesse comprise entre 8 et 10 mètres par minute sous les différents poste d'exposition. L'exposition pour une pré-réticulation sous lampe UV se fait à une puissance comprise entre 40W/cm et 80W/cm et se situe à une distance de 100 mm du revêtement. L'exposition pour une réticulation totale sous Lampe UV se fait à une puissance comprise entre 128 W/cm et 360 W/cm et se situe à une distance de 100 mm du revêtement. Les lampe UV sont des lampes à vapeur de mercure.
- La lampe excimère à 172nm sous atmosphère inerte (N2) utilisée présente une puissance de 30 à 35mW/cm2 et se situe à une distance de 25 mm du revêtement en position fixe pendant l'exposition.
- Chaque grain est verni selon chaque procédé décrit. La qualité du résultat obtenu en terme de matité, de nettoyabilité et de glissance est évaluée pour chacun des quatre grains.
[Tableau 5] Etapes du procédé Qualité du résultat N° du procédé Première couche Pré-réticulation Lampe UV (40W/cm2) Deuxième couche Pré-réticulation Lampe LED Crispation Excimère Réticulation sous lampe UV (160W/cm2) Grain n°1 Grain n°2 Grain n°3 Grain n°4 1 (vernis PUR) X X X -- -- -- -- 2 X X X - - -- -- 3 X X X X + - -- - 4 X X X X X + - -- + 5 X X X X X X + - + + 6 X (primaire matant) X X X X X + ++ + + - Pour le grain n°1, il est nécessaire d'utiliser un applicateur de 25 shore A pour que le vernis atteigne le fond du grain. L'utilisation de lampes LED avant l'exposition à un rayonnement excimère donne un très bel aspect en lissant la crispation due au rayonnement excimère et réduit également l'effet de cordage. Cet effet est obtenu même à une faible puissance d'émission des LED, par exemple à 10% de 16 W/cm2. L'aspect avec une seule couche déposée est déjà très bon mais les essais en déposant deux couches de vernis à l'aide de deux rouleaux d'une dureté de 25 shore A permettent encore d'améliorer le tendu du vernis, notamment si sa viscosité est comprise entre 1500 et 2300 mPa.s.
- Pour le grain n°2, une pression de 15/10ème est suffisante pour atteindre correctement les fonds des veinures de bois avec un cylindre d'une dureté de 25 shore A. Concernant l'aspect du vernissage du grain, la dépose d'une première couche de vernis comprenant un primaire matant (procédé 6 utilisant une composition de vernis comprenant des agents matant), permet de supprimer l'apparition de zones brillantes sur l'attaque de chaque veinure de bois.
- Le grain n°3, est particulièrement difficile à vernir car il est profond et relativement fermé. L'application de deux couches de vernis, humide sur humide et une étape de pré-réticulation sous lampe UV permet d'optimiser le remplissage du grain. La pression du cylindre à l'application doit également être importante (20/10eme) et la dureté du cylindre faible (testé avec 25 shore A).
- Le grain n°4 donne également de meilleurs résultats avec une dépose avec un cylindre de dureté faible, par exemple 25 shore A et avec deux étapes de dépose, humide sur humide. Sans pré-réticulation par exposition sous un rayonnement ultraviolet sous lampe LED, l'aspect est mauvais, il est observé des défauts de cordage entre les pastilles ainsi qu'un bourrelet de vernis autour des pastilles. L'étape d'exposition à un rayonnement ultraviolet sous lampe LED de manière à le faire pré-réticuler, dès 40% de la puissance des lampe LED, permet de niveler de façon exceptionnelle le vernis entre et autour des pastilles.
- Il est ainsi constaté qu'un cylindre tendre d'une dureté inférieure à 50 shore A est nécessaire pour aller chercher les fonds de l'ensemble des grains présentés.
- La dépose d'une première et d'une deuxième couche de vernis améliore l'aspect du grain n°2 et est le seul moyen d'appliquer correctement le vernis sur les grains n°2 et n°3. L'utilisation de lampes LED avant l'exposition à un rayonnement excimère améliore le tendu des vernis et donne un très bel aspect en lissant la crispation due au rayonnement excimère et réduit également l'effet de cordage.
- Un vernis comprenant des agents matant permet d'homogénéiser la brillance des grains. Une pré-réticulation est alors indispensable pour la tenue de cette première couche de vernis comprenant des agents matant.
- L'adhérence du vernis au revêtement est parfaitement conforme ainsi que sa résistance à la rayure. Les grains obtenus présentent une bonne nettoyabilité et une bonne résistance à la tâche. Un test de glissance (pendule SRT) est également effectué et est conforme aux attentes pour une utilisation sur un revêtement de sol. La brillance des vernis obtenu sur les quatre grains et comprise entre 5 et 12 UB en fonction des durées d'exposition ainsi que de la distance entre le revêtement et les lampes, notamment la lampe LED. Il en résulte que le procédé selon l'invention permet de vernir des grains de profondeur et de serrage très variés et de contrôler la brillance et l'aspect au toucher du grain obtenu.
- Une mesure des émissions de composés organiques volatiles du revêtement de sol avant et après vernissage montre une très forte réduction des émissions pour les procédés 2 à 6 alors que le procédé n°1 n'a aucun effet sur ces émissions.
Claims (13)
- Procédé de vernissage d'un revêtement de sol ou mur, caractérisé en ce qu'il comprend au moins des étapes consistant successivement à :a) Déposer une première couche de vernis présentant une épaisseur inférieure à 1 mm sur le revêtement,b) Exposer le vernis à un rayonnement ultraviolet sous lampe LED de manière à le faire pré-réticuler,c) Exposer le vernis à un rayonnement monochromatique de type excimère sous atmosphère inerte de manière à crisper sa surface,d) Exposer le vernis à un rayonnement ultraviolet sous lampe UV de manière à le faire entièrement réticuler, notamment dans son épaisseur.
- Procédé de vernissage selon la revendication 1, caractérisé en ce qu'il comprend une étape supplémentaire entre les étapes a) et b) consistant à déposer une seconde couche de vernis sur la première couche de vernis encore humide.
- Procédé de vernissage selon la revendication 1, caractérisé en ce qu'il comprend deux étapes supplémentaires et successives entre les étapes a) et b) consistant à :- Exposer la première couche de vernis à un rayonnement ultraviolet sous lampe UV de manière à la faire pré-réticuler,- Déposer une seconde couche de vernis sur la première couche de vernis.
- Procédé de vernissage selon la revendication 1, caractérisé en ce que l'étape a) consiste à déposer un vernis en gouttelettes sur la surface du revêtement de manière à former la première couche de vernis.
- Procédé de vernissage selon la revendication 4, caractérisé en ce que l'étape a) consiste à déposer un vernis en gouttelettes sur la surface du revêtement de manière à former la première couche de vernis, ladite couche présentant une structure en relief, et en ce que l'étape b) consiste à exposer directement après leur dépose les gouttelettes de vernis à un rayonnement ultraviolet sous lampe LED de manière à pré-réticuler le vernis et conserver la structure en relief.
- Procédé de vernissage selon la revendication 4, caractérisé en ce que l'étape de dépôt des gouttelettes de vernis est réalisée au moyen d'une tête d'impression à jet d'encre.
- Procédé de vernissage selon la revendication 1, caractérisé en ce que le rayonnement ultraviolet sous lampe LED présente un spectre compris entre 365 et 420 nm.
- Procédé de vernissage selon la revendication 1, caractérisé en ce que le rayonnement ultraviolet sous lampe UV présente un spectre compris 250 nm et 300 nm.
- Procédé de vernissage selon la revendication 1, caractérisé en ce que la composition du vernis comprend un photo-initiateur présentant un premier pic d'absorption compris entre 365 nm et 420 nm, et un second pic d'absorption compris entre 250 nm et 300 nm.
- Procédé de vernissage selon la revendication 1, caractérisé en ce que la composition du vernis comprend un premier photo-initiateur présentant un unique pic d'absorption compris entre 365 nm et 420 nm et un second photo-initiateur présentant un unique pic d'absorption compris entre 250 nm et 300 nm.
- Procédé de vernissage selon la revendication 1, caractérisé en ce que le vernis comprend une viscosité comprise entre 800 et 1500 mPa.s
- Procédé de vernissage selon la revendication 4, caractérisé en ce que le vernis comprend une viscosité inférieure à 800 mPa.s, préférentiellement inférieure à 100 mPa.s, plus préférentiellement inférieure à 30 mPa.s.
- Procédé de vernissage selon la revendication 1, caractérisé en ce qu'il comprend une étape supplémentaire antérieure à l'étape a) consistant à traiter la surface du revêtement par un procédé corona.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1874415A FR3091187B1 (fr) | 2018-12-31 | 2018-12-31 | Procede de vernissage d’un revêtement de sol ou mur |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3677347A1 true EP3677347A1 (fr) | 2020-07-08 |
Family
ID=67001936
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19217173.4A Pending EP3677347A1 (fr) | 2018-12-31 | 2019-12-17 | Procede de vernissage d'un revêtement de sol ou mur |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3677347A1 (fr) |
| FR (1) | FR3091187B1 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021164518A1 (fr) * | 2020-02-19 | 2021-08-26 | 浙江晶通新材料集团有限公司 | Procédé de préparation de plaque super mate |
| JP2021165033A (ja) * | 2020-04-06 | 2021-10-14 | タキロンシーアイ株式会社 | 化粧シート |
| CN114589080A (zh) * | 2022-04-29 | 2022-06-07 | 德宝新材料科技(浙江)有限公司 | 一种肤感地板的生产方法 |
| BE1029380B1 (nl) * | 2021-05-05 | 2022-12-05 | Decospan | Werkwijze voor het behandelen van houten panelen |
| CN116329055A (zh) * | 2023-04-03 | 2023-06-27 | 广汽埃安新能源汽车股份有限公司 | 一种哑光漆构件及其制备方法 |
| WO2023249080A1 (fr) * | 2022-06-24 | 2023-12-28 | Toppanホールディングス株式会社 | Feuille décorative |
| WO2024160805A1 (fr) * | 2023-01-31 | 2024-08-08 | Champion Link International Corporation | Procédé et système de durcissement d'une couche de revêtement d'un panneau de plancher ou d'un panneau mural décoratif |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2764844A1 (fr) * | 1997-06-23 | 1998-12-24 | Gemplus Card Int | Reticulation d'encre u.v. |
| EP2154184A1 (fr) | 2008-07-29 | 2010-02-17 | Gerflor | Procédé de vernissage de revêtement de sols et murs souples en PVC |
| WO2013092521A1 (fr) * | 2011-12-20 | 2013-06-27 | Bayer Materialscience Ag | Procédé de fabrication de revêtements rendus mats de manière homogène au moyen de durcissement par irradiation |
| FR2989687A1 (fr) * | 2012-04-24 | 2013-10-25 | Mgi France | Composition de vernis a viscosite faible pour substrat imprime par jet d'encre |
| DE102017008353B3 (de) * | 2017-09-06 | 2018-08-30 | IOT - Innovative Oberflächentechnologien GmbH | Verfahren zur Einstellung von Amplitude und Frequenz der Mikrofaltung bei der photochemischen Mattierung strahlenhärtbarer Beschichtungen |
| WO2019034675A1 (fr) * | 2017-08-16 | 2019-02-21 | Basf Se | Procédé de production de revêtements mats sur des substrats plats |
| WO2019202009A1 (fr) * | 2018-04-18 | 2019-10-24 | MGI Digital Technology | Dispositif et procede d'impression sans contact de vernis-uv |
-
2018
- 2018-12-31 FR FR1874415A patent/FR3091187B1/fr active Active
-
2019
- 2019-12-17 EP EP19217173.4A patent/EP3677347A1/fr active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2764844A1 (fr) * | 1997-06-23 | 1998-12-24 | Gemplus Card Int | Reticulation d'encre u.v. |
| EP2154184A1 (fr) | 2008-07-29 | 2010-02-17 | Gerflor | Procédé de vernissage de revêtement de sols et murs souples en PVC |
| WO2013092521A1 (fr) * | 2011-12-20 | 2013-06-27 | Bayer Materialscience Ag | Procédé de fabrication de revêtements rendus mats de manière homogène au moyen de durcissement par irradiation |
| FR2989687A1 (fr) * | 2012-04-24 | 2013-10-25 | Mgi France | Composition de vernis a viscosite faible pour substrat imprime par jet d'encre |
| WO2019034675A1 (fr) * | 2017-08-16 | 2019-02-21 | Basf Se | Procédé de production de revêtements mats sur des substrats plats |
| DE102017008353B3 (de) * | 2017-09-06 | 2018-08-30 | IOT - Innovative Oberflächentechnologien GmbH | Verfahren zur Einstellung von Amplitude und Frequenz der Mikrofaltung bei der photochemischen Mattierung strahlenhärtbarer Beschichtungen |
| WO2019202009A1 (fr) * | 2018-04-18 | 2019-10-24 | MGI Digital Technology | Dispositif et procede d'impression sans contact de vernis-uv |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021164518A1 (fr) * | 2020-02-19 | 2021-08-26 | 浙江晶通新材料集团有限公司 | Procédé de préparation de plaque super mate |
| WO2021164371A1 (fr) * | 2020-02-19 | 2021-08-26 | 浙江晶通塑胶有限公司 | Procédé de préparation de plancher super-mat |
| EP3928880A4 (fr) * | 2020-02-19 | 2022-05-18 | Zhejiang Kingdom New Material Group Co., Ltd. | Procédé de préparation de plaque super mate |
| JP2021165033A (ja) * | 2020-04-06 | 2021-10-14 | タキロンシーアイ株式会社 | 化粧シート |
| BE1029380B1 (nl) * | 2021-05-05 | 2022-12-05 | Decospan | Werkwijze voor het behandelen van houten panelen |
| CN114589080A (zh) * | 2022-04-29 | 2022-06-07 | 德宝新材料科技(浙江)有限公司 | 一种肤感地板的生产方法 |
| WO2023249080A1 (fr) * | 2022-06-24 | 2023-12-28 | Toppanホールディングス株式会社 | Feuille décorative |
| WO2024160805A1 (fr) * | 2023-01-31 | 2024-08-08 | Champion Link International Corporation | Procédé et système de durcissement d'une couche de revêtement d'un panneau de plancher ou d'un panneau mural décoratif |
| CN116329055A (zh) * | 2023-04-03 | 2023-06-27 | 广汽埃安新能源汽车股份有限公司 | 一种哑光漆构件及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3091187A1 (fr) | 2020-07-03 |
| FR3091187B1 (fr) | 2023-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3677347A1 (fr) | Procede de vernissage d'un revêtement de sol ou mur | |
| EP2903831B1 (fr) | Procédé d'impression d'un marquage par jet d'encre sur une surface | |
| EP2406085B1 (fr) | Dispositif de marquage adhésif comportant un film support et procédé de réalisation d'un tel dispositif | |
| EP1149712A1 (fr) | Procédé de production de revêtements de sols et de murs à effet de décor de brillance différentiel et produits obtenus | |
| EP2875949B1 (fr) | Procédé de réalisation d'un revêtement de sol comprenant un décor imprimé par jet d'encre | |
| CH637330A5 (fr) | Procede et appareil pour la fabrication d'un cylindre imprimant d'heliogravure a surface en resine synthetique. | |
| CH665440A5 (fr) | Materiau en feuille, a luminosite elevee, pour le marquage des chaussees. | |
| EP1855894B1 (fr) | Procedes d'application d'un film decoratif sur un support, et procedes de preparation d'articles a cet effet | |
| FR2705921A1 (fr) | Procédé d'application de colle, dispositif applicateur et produit obtenu. | |
| FR3058916A1 (fr) | Procede de traitement de surface d'une piece, installation pour la mise en œuvre dudit procede et piece obtenue par ledit procede de traitement | |
| FR2463944A1 (fr) | Ecran de projection et son procede de production | |
| EP1985377A1 (fr) | Pièce peinte en matière plastique et procédé pour peindre une telle pièce | |
| EP1343595B1 (fr) | Procede d'enduction indirect en couche mince et dispositif a cet effet | |
| JP3900873B2 (ja) | ロールコーター塗装方法 | |
| CA3022201A1 (fr) | Dispositif de marquage adhesif | |
| JP2004175578A (ja) | 透明保護層を有する窯業系基材の塗装方法とその化粧基材 | |
| FR3062595A1 (fr) | Procede d'impression d'une piece transparente ou translucide et piece obtenue | |
| FR3056123A1 (fr) | Procede de traitement surfacique d'une piece, station de travail pour la mise en oeuvre dudit procede et piece obtenue par ledit procede | |
| JP2010125614A (ja) | 木質化粧板の製造方法 | |
| JP2001001315A (ja) | 耐摩耗性木質材の製造方法 | |
| EP3231624A2 (fr) | Procédé de réalisation d'une lame de parquet imprimée | |
| FR2896721A1 (fr) | Procede de creation d'un effet decoratif sur support rigide non plan | |
| JP2009028987A (ja) | 木質化粧板の製造方法 | |
| EP0090836A1 (fr) | Plaque traitee destinee aux arts graphiques | |
| BE479935A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20201002 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220316 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230527 |