EP3585929B1 - Braiding machine - Google Patents
Braiding machine Download PDFInfo
- Publication number
- EP3585929B1 EP3585929B1 EP18706719.4A EP18706719A EP3585929B1 EP 3585929 B1 EP3585929 B1 EP 3585929B1 EP 18706719 A EP18706719 A EP 18706719A EP 3585929 B1 EP3585929 B1 EP 3585929B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- braiding
- speed
- machine
- braiding machine
- designed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000009954 braiding Methods 0.000 title claims description 222
- 239000000463 material Substances 0.000 claims description 198
- 239000000969 carrier Substances 0.000 claims description 118
- 238000000034 method Methods 0.000 claims description 65
- 230000007423 decrease Effects 0.000 description 19
- 230000001276 controlling effect Effects 0.000 description 15
- 238000005259 measurement Methods 0.000 description 11
- 230000003247 decreasing effect Effects 0.000 description 8
- 238000004590 computer program Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 4
- 230000001105 regulatory effect Effects 0.000 description 4
- 230000033228 biological regulation Effects 0.000 description 3
- 238000012887 quadratic function Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images







Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/40—Braiding or lacing machines for making tubular braids by circulating strand supplies around braiding centre at equal distances
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/02—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively
- D04C3/38—Driving-gear; Starting or stopping mechanisms
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/02—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively
- D04C3/14—Spool carriers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/40—Braiding or lacing machines for making tubular braids by circulating strand supplies around braiding centre at equal distances
- D04C3/42—Braiding or lacing machines for making tubular braids by circulating strand supplies around braiding centre at equal distances with means for forming sheds by controlling guides for individual threads
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/48—Auxiliary devices
Definitions
- the present invention relates to a braiding machine and a method for controlling such a braiding machine.
- Braiding machines for braiding a piece of braided material are known in the prior art. Braiding machines are currently operated at a constant speed which must not exceed a maximum speed. The maximum permissible speed is significantly limited by the maximum permissible load on the machine, which in turn is a result of the maximum permissible centrifugal force.
- the braiding machine has a first set of bobbins and at least one second set of bobbins, which move relative to one another during braiding, at least one of the sets of bobbins being guided along a circular guide path.
- a first aspect of the present invention relates to a braiding machine.
- the braiding machine has several braided material carriers, a drive and a control device.
- the braided material carriers are arranged around a common braiding center of the braiding machine.
- the braided material carriers are each designed to carry a woven material to be braided in the common braiding center.
- the drive is designed to drive the multiple braided material carriers in such a way that they move around the common braiding center.
- the control device is designed to control the drive in such a way that a centrifugal force acting on at least one of the braided material carriers remains at least almost constant.
- the braiding machine has at least one unbalance sensor which is designed to determine an unbalance of the multiple braided material carriers when rotating around the common braiding center, and the control device is designed to take the determined unbalance into account when controlling the drive.
- the drive is designed to drive the multiple braided material carriers in such a way that they rotate about the common braiding center / that they rotate about the common braiding center.
- a second aspect of the invention relates to a method of controlling a braiding machine.
- the braiding machine has several braided material carriers, a drive, a control device and at least one unbalance sensor.
- the multiple braided material carriers are arranged around a common braiding center of the braiding machine.
- the braided material carriers are each designed to carry a woven material to be braided in the common braiding center.
- the method describes driving the plurality of braided material carriers in such a way that they move around the common braiding center.
- the method also describes controlling the drive in such a way that a centrifugal force acting on at least one of the braided material carriers remains at least almost constant.
- the method describes the determination of an imbalance of the plurality of braided material carriers during rotation about the common braiding center by the at least one unbalance sensor and the consideration of the determined unbalance by the control device when controlling the drive.
- the multiple braided material carriers are driven in such a way that they rotate around the common braiding center / that they rotate around the common braiding center.
- the drive is controlled by the control device in such a way that a centrifugal force acting on at least one of the braided material carriers remains at least almost constant / is kept constant.
- braided material carried by the braided material carriers is braided continuously. Therefore, the filling level of the filling carriers and thus the mass of the braided material carriers change during a braiding process.
- no constant speed is set but an at least almost constant centrifugal force is maintained.
- the speed does not have to be kept constant but can be increased, for example, if the mass of the at least one braided material carrier decreases as long as the centrifugal force acting on this remains at least almost constant. With decreasing mass, an increase in the rotational speed leads to an at least almost constant centrifugal force acting on the at least one woven material carrier.
- An increase in the speed leads to an increase in productivity.
- the braided material carriers run in a circle around the common braiding center, i.e. they are arranged along a circumference around the common braiding center.
- the braided goods can be arranged in the circumferential direction around the common braiding center at a constant distance from one another.
- the braided material carriers can be spools on which the woven material can be rolled up, for example.
- the braided material carriers are arranged in the radial direction at the same distance from the braiding center.
- the radial distance between the braided material carriers and the braiding center can be constant / unchangeable or changeable.
- the braided material carriers can be provided with the same or at least partially different amount of braided material.
- the braided material provided by the braided material carriers is braided with one another.
- the braiding center can also be referred to as the braiding axis of the braiding machine.
- the braiding center can be parallel to or correspond to the longitudinal axis of the braiding machine.
- the braided material carriers are applied or arranged on a common carrier.
- the common carrier By moving, for example rotating, the common carrier, the described movement of the braided material carriers can be carried out around the common braiding center.
- an immovable braided material carrier can be provided, so that the woven material provided by the multiple woven material carriers and the woven material provided by the immovable woven material carrier are interwoven in a known manner.
- the aspects and details described herein relate to the movement of the braided material carriers applied or arranged, for example, on the common carrier.
- the plurality of braided material carriers are applied or arranged on a first common carrier and further woven material carriers are applied or arranged on a second common carrier.
- the two Common carriers can be designed in a specific embodiment as sets of coils or rings.
- the two carriers can each be driven by a common drive or by separate / different drives.
- a braiding process can be carried out in a known manner, for example by moving the two common carriers in opposite directions, for example rotating them in opposite directions.
- the aspects and details described herein can relate to the movement of the braided material carriers applied or arranged, for example, on the first common carrier.
- aspects and details described herein can relate to the movement of the braided material carriers applied or arranged, for example, on the second common carrier.
- a so-called lower rim on the outside which is provided with braided material carriers, can move in opposite directions to an inner, so-called upper rim, which is also provided with braided material carriers.
- the aspects and details described herein may relate to the lower rim and / or the upper rim of the braiding machine.
- the braided material can be any conceivable strand-like or elongated material that is suitable for a braiding process. With the help of the braiding machine, various braids can therefore be produced from strand-like material such as wires or textile fibers, for example in the form of tubular braids or braids and / or for braiding around a cable, for example, with a wire braid.
- the braiding machine can be, for example, a wire braiding machine that is especially suitable for braiding wires.
- the braiding machine can be a rotary braiding machine.
- a braiding process can be understood as a complete process for manufacturing a braided product. Furthermore, it is conceivable that a braiding process can be understood to mean a process that lasts from starting the braiding machine to stopping the braiding machine. The braiding machine is stopped, for example, when one or more of the braided material carriers have run empty and are each replaced by a full one, i.e. fully filled with braided material.
- control device During a braiding process, the drive is controlled by the control device in such a way that the centrifugal force acting on all of the braided material carriers remains at least almost constant.
- controlling can be understood here to include controlling and / or regulating.
- the filling level of the filling carriers and thus the mass of the braided material carriers change during a braiding process.
- the degree of filling and thus the mass of the braided material can be the same. If, in this case, the centrifugal force acting on one of the braided material carriers is kept constant, the centrifugal force acting on the other woven material carriers is automatically kept constant at the same value.
- the drive can be designed to drive the multiple braided material carriers in such a way that they rotate around the common braiding center at an adjustable speed.
- the control device can be designed to adapt the adaptable speed in such a way that the centrifugal force acting on the at least one of the braided material carriers remains at least almost constant.
- the control device can be designed to adapt the adaptable speed in such a way that the centrifugal force acting on all braided material carriers remains at least almost constant.
- the control device can be designed to control the drive of the braiding machine in such a way that the plurality of braided material carriers rotate around the common braiding center at the adapted speed.
- the drive can receive appropriate control instructions from the control device.
- the drive can drive the braided material carriers accordingly based on the control instructions.
- the drive can be designed to drive the multiple braided material carriers in such a way that they rotate around the common braiding center at an adjustable angular speed or speed.
- the control device can be designed to adapt the adjustable angular speed or speed in such a way that the centrifugal force acting on the at least one of the braided material carriers remains at least almost constant.
- the control device can be designed to adapt the adjustable angular speed or speed in such a way that the centrifugal force acting on all of the braided material carriers remains at least almost constant.
- the centrifugal force acting on it is kept at least almost constant by adapting the rotational speed, angular speed or speed.
- braided material provided by the braided material carriers is braided. Therefore, the filling level of the filling carriers and thus the mass of the braided material carriers change during a braiding process.
- the rotational speed, angular speed or speed is not set and kept constant, but can be increased, for example, if the mass of the at least one braided material carrier decreases, as long as the centrifugal force acting on the at least one woven material carrier remains at least almost constant.
- An increase in the rotational speed, angular velocity or speed leads to an increase in productivity.
- the control device can be designed to adjust the adjustable speed several times / repeatedly during a braiding process.
- the adjustable speed can be adjusted in fixed or variable time intervals during a braiding process. Purely by way of example, it should be mentioned here that the adjustable speed is continuously / continuously adjusted during a braiding process.
- the drive can be controlled even more precisely through the repeated, for example continuous, adjustment of the speed. Since the centrifugal force is a quadratic function of the speed, the maximum permissible machine speed increases with constant centrifugal force and steadily decreasing mass. This allows the speed to be increased in order to increase productivity.
- the multiple adjustment of the speed ensures that the speed can be increased several times during a braiding process. This increases the productivity increase during the braiding process.
- the control device can be designed to control the drive in such a way that a maximum centrifugal force acting on at least one of the braided material carriers remains at least almost constant.
- the control device can be designed to adapt the adaptable speed in such a way that a maximum centrifugal force acting on at least one of the braided material carriers remains at least almost constant.
- the braiding machine is designed for the maximum effective centrifugal force. This ensures more reliable protection against overloading the braiding machine.
- the control device can be designed to control the drive as a function of the mass of at least one of the braided material carriers.
- the control device can be designed to adapt the adaptable speed as a function of the mass of at least one of the braided material carriers.
- the mass of at least one of the braided material carriers is taken into account when controlling the drive, e.g. when adjusting the speed.
- braided material provided by the braided material carriers is braided. Therefore, the filling level of the filling carriers and thus the mass of the braided material carriers change during a braiding process.
- the rotational speed can be adapted in accordance with the changed mass in order to keep the centrifugal force acting on the at least one woven material carrier constant.
- the mass of all braided material carriers is determined, for example.
- a mean or median value can be formed from the determined masses. The determined mean or median value of the masses can then be taken into account when adjusting the speed.
- the control device can be designed to control the drive as a function of the mass of the braided material carrier with the greatest mass of the plurality of woven material carriers.
- the control device can be designed to adapt the adaptable speed as a function of the mass of the braided material carrier with the greatest mass of the plurality of woven material carriers.
- the control device can determine the mass of all braided material carriers and, by comparison, the mass of the woven material carrier with the largest mass and take it into account for controlling the braiding machine, e.g. for adapting the adjustable speed.
- the adjustable speed can be selected in such a way that a maximum permissible centrifugal force of the braiding machine is not exceeded.
- the mass of the braided material can be viewed as a quadratic function of a circular ring area.
- the circular area can be the path on which the braided material carriers move around the braiding center. If the speed is regulated after the braided material carrier with the highest mass, the mass of the remaining bobbins decreases correspondingly faster. In the case of at least partially different degrees of filling of the braided material carriers, the mass of the other braided article carriers with a lower degree of filling therefore does not remain constant.
- control / regulation after the braided material carrier with the highest mass provides an accurate and simple possibility of maintaining the centrifugal force and, with decreasing mass, increasing the speed.
- the degree of filling and thus the mass of at least some of the braided material carriers of the braiding machine can differ.
- the braiding machine is designed for the maximum effective centrifugal force. This ensures more reliable protection against overloading the braiding machine.
- the adjustable speed can be determined from the maximum filled braided material carrier.
- the constant centrifugal force can be below the maximum permissible centrifugal force or be selected in such a way, i.e. below the centrifugal force that is present in known braiding machines with constant speed. This not only increases productivity over the life of the machine, but also reduces the maximum machine load.
- the control / regulation of the braiding machine can be linear, for example.
- the braiding process can be started at a speed which, for example, corresponds at least almost to the permissible actual speed of the braiding machine.
- the braiding machine can be controlled / regulated in such a way that it runs at a speed that increases linearly, for example, until a maximum speed, for example a maximum speed permissible with a defined filling of the at least one braided material carrier, is reached.
- the braiding machine can start at an output speed and, for example, at a degree of filling of 60% of the at least one braided material carrier reach a maximum speed after a certain time. This can be regulated by means of a sensor or unregulated with a fixed setting.
- the mass of the braided material can be determined in various ways.
- the control device can estimate the mass of the at least one braided article carrier based on operating parameters of the braiding machine and / or information about the at least one braided article carrier. For example, the control device can take into account at what point in time the braided material carrier was attached to the braiding machine in a full state, at what speed the braiding machine has been running since this point in time and what initial mass the braided material carrier had in a full state. The current mass of the braided material can be derived from these or similar parameters. In this way, the mass of the at least one braided material carrier can be estimated without further components.
- the braiding machine can have at least one sensor.
- the sensor can be designed to detect the degree of filling of at least one of the braided material carriers with braided material.
- a braiding machine with a first common carrier of braided carriers and a second common carrier of braided carriers, for example an outer lower rim and an inner upper rim the filling level of at least one braided carrier of the first common carrier and / or at least one braided carrier of the second common carrier can be recorded .
- a single sensor is provided in a stationary manner, past which the plurality of braided material carriers move past due to their rotation around the common braiding center.
- One sensor can take measurements one after the other in order to determine the filling level of the braided material carrier from the measurements.
- the degree of filling can be understood to mean the percentage of braided material with which the braided material carrier is actually filled compared with a braided material carrier that is completely filled with woven material.
- the embodiment can be refined, for example, by providing a further sensor which can be provided for detecting the position of the braided material carriers.
- two sensors can be provided according to the exemplary embodiment. These two sensors can carry out corresponding measurements on each of the braided material carriers.
- a first of the two sensors can detect the degree of filling of the at least one braided material carrier, for example each braided material carrier, via a distance measurement.
- a second of the sensors can detect the position of the at least one braided material carrier and, for example, instruct the first sensor to start the distance measurement by outputting a signal. This ensures that the distance measurement is always carried out at the same point and for each braided material carrier.
- several sensors can be provided for detecting the filling level. For example, a number of sensors can be provided which corresponds to the number of braided material carriers.
- each of these sensors is assigned, for example, to a braided material carrier in such a way that it only ever takes measurements to detect the degree of filling of this one woven material carrier. This means that the required measurements can be carried out at the same time.
- the at least one sensor can be a distance sensor, i.e. a sensor which is designed to carry out distance measurements.
- This can be an optical sensor.
- the sensor can be designed, for example, to detect a distance by means of a laser. With the help of this sensor, therefore, it is not possible to determine the mass of the braided material carrier directly, but rather the distance between the sensor and the braided material carrier. Since braided material is continuously provided by the braided article carrier during the braiding process, the degree of filling of the braided article carrier decreases. This loss of degree of filling / decrease in degree of filling, e.g. loss of diameter / decrease in diameter, of the braided material carrier can be recorded by distance measurement with the aid of the sensor. The current mass can be calculated from the distance measurement, more precisely from the degree of filling derived with the aid of the distance detection. This results from the fact that the mass of the braided carrier depends on its degree of filling and vice versa.
- the sensor can be arranged on or in the braiding machine in such a way that all of the braided material carriers pass it when they rotate around the common braiding center.
- the sensor can, for example, be attached statically to the frame of the braiding machine outside the moving braided material carriers, for example outside rotating wreaths.
- the sensor e.g. as a distance sensor for detecting the degree of filling of the plaited material carrier and the indirect determination of the mass of the woven material carrier from the recorded degree of filling
- the centrifugal force acting in each case can then be measured directly by means of the force sensor. In this way, the centrifugal force acting on the respective braided material carrier can be determined in a quick and simple manner.
- the at least one sensor can be designed to detect the degree of filling of at least one of the braided material carriers several times during a braiding process.
- the degree of filling can be recorded in fixed or variable time intervals.
- the degree of filling of the at least one braided material carrier can be continuously / continuously determined.
- the information about the filling level of the at least one braided material carrier detected by the at least one sensor can be transmitted to the control device.
- this information can be forwarded continuously, for example at fixed or variable time intervals, from the at least one sensor to the control device or can be called up by the control device from the at least one sensor.
- the information from the sensor to the control device can be passed on continuously, for example.
- the control device can be designed to derive the mass of the at least one braided material carrier from the detected degree of filling of the at least one braided material carrier.
- the control device can take into account the mass of the unfilled braided material carrier in addition to the filling level.
- the at least one sensor By using the at least one sensor, it is possible to measure the mass of the at least one braided material carrier, e.g. all braided material carriers, can be determined quickly and accurately. This allows the braiding machine to be controlled even more precisely.
- the at least one sensor can be designed to continuously detect the filling level of all braided material carriers during a braiding process. From this, the control device can continuously determine the mass of all braided material carriers. Based on the mass of all braided material carriers, the control device can control the drive, e.g. adjust the speed. For example, the control device can adapt the speed based on an average value of all the masses determined. Alternatively, the control device can continuously adjust the speed based on the highest of all the determined masses.
- the braiding machine also has at least one unbalance sensor.
- the at least one imbalance sensor is designed to determine an imbalance of the plurality of braided material carriers as they rotate around the common braiding center. Since the braided material carriers can be filled to different degrees, there may be an imbalance in the braiding machine. Since the bobbins empty themselves evenly, the weight differences and consequently also the imbalance remain. When the speed is increased, the imbalance also increases. As a result, increased speed could lead to increased vibration.
- the unbalance sensor can be provided in order to monitor this. Vibrations can have an impact on product quality and the durability of the machine. Imbalance sensors are known from the prior art and are used, for example, in washing machines.
- the control device is designed to take the ascertained imbalance into account when controlling the drive.
- the control device can be designed to take the ascertained imbalance into account when adapting the adaptable speed. If the control device determines, for example, that the adjusted speed would lead or actually lead to an imbalance which exceeds a predetermined limit value, the control device can instead adjust the speed in such a way that it is just at or below the limit value.
- the method described can be carried out in whole or in part with the aid of a computer program.
- a computer program product with program code sections can be provided for carrying out the method.
- the computer program can be stored on a computer-readable storage medium or in the braiding machine.
- the program code sections of the computer program loaded into a calculator, computer or processor (e.g. a microprocessor, microcontroller or digital signal processor (DSP)), or running on a calculator, computer or processor, they can cause the computer or processor to perform one or more steps or all of the steps of the to perform the method described herein.
- a calculator, computer or processor e.g. a microprocessor, microcontroller or digital signal processor (DSP)
- DSP digital signal processor
- the software means can be associated with programmed microprocessors or a general computer, computer, an ASCI (Application Specific Integrated Circuit; in German: application-specific integrated circuit) and / or DSPs (Digital Signal Processors; in German: digital signal processors). It is also clear that even if the following details are described in relation to a method, these details can also be implemented in a suitable device unit, a computer processor or a memory connected to a processor, the memory with one or more programs that perform the method when executed by the processor.
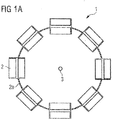
- FIG. 1a shows a schematic representation of a braiding machine 1 according to the prior art.
- the braiding machine 1 has several, eight in the example shown, bobbins 2 as an example for braided material carriers. Each of these bobbins 2 serves as a carrier for braided material to be braided by means of the braiding machine 1 in a braiding center 3.
- the braiding center 3 can also be referred to as the braiding axis of the braiding machine and correspond to the longitudinal axis of the braiding machine 1 or lie parallel to it.
- the braiding center 3 corresponds to the center point of the circular path on which the bobbins 2 move around the braiding center 3.
- the bobbins 2 rotate at a constant speed around the braiding center / braiding axis 3.
- the braided material supplied is moved out of position by the rotation of the bobbins 2 around the rotating and braiding center 3 and the removal of the respective braided material along the braiding center 3 Technology intertwined as we know it.
- the coils 2 are made according to the schematic illustration Figure 1a carried by a coil carrier 2a.
- a braiding process can be carried out by rotating the bobbin carrier 2a and thus moving the bobbins 2 around the common braiding center 3.
- an immovable bobbin (not shown) can be provided so that the braided material provided by the plurality of bobbins 2 and the braided material provided by the immovable bobbin are interwoven in a known manner.
- the plurality of coils 2 are arranged on a first coil carrier 2a, for example an upper rim, and further coils 2 are arranged on a second coil carrier (not shown), for example a lower rim.
- a braiding process can be carried out in a known manner, for example by counter-rotating movement, for example opposite rotation, of the two common bobbin carriers.
- braiding machines known from the prior art, such as braiding machine 1
- a constant speed is used. This speed is selected so that the maximum load on the braiding machine is not exceeded.
- Known braiding machines are often limited to a maximum speed of 175 rpm and are operated at this maximum speed.
- a permissible centrifugal force of 221.43 N acts on each fully filled coil 2.
- This figure shows the centrifugal force at a constant speed (see speed curve 4) and a filling level of 100% is maximum and decreases with decreasing degree of filling of the coil 2. This means that when the coil 2 is completely filled / filled, the highest load occurs.
- FIG. 3 shows a first exemplary embodiment of a braiding machine 10.
- the basic structure of the braiding machine 10 is based on the structure of the braiding machine 1 from FIG Figure 1a , so that reference is made to the relevant statements.
- the braiding machine 10 from Figure 2 has bobbins 20 as an example of braided material carriers. Each of the bobbins 20 serves as a carrier for braided material to be braided.
- the bobbins 20 are driven by a drive 12 of the braiding machine 10 around a common braiding axis 30 / around a common braiding center 30, which according to FIG Figure 2 corresponds to the center of rotation of the coils 20, rotated.
- no speed is preselected and kept constant.
- the braiding machine 10 turns off Figure 2 , a centrifugal force acting on one or more of the coils 20 and caused by the rotation is kept constant.
- the braiding machine 10 has a control device 40 and a sensor 50.
- the sensor 50 repeatedly detects, for example continuously, the filling level of one or more of the coils 20.
- the sensor 50 is designed, for example, as a distance sensor.
- the sensor 50 can, for example, use a laser to detect the respective distance from the coils 20 moving past. Since the degree of filling of the coils 20 changes continuously, the distance detected by the sensor 50 also changes accordingly. In the following, it is assumed by way of example that the sensor 50 repeatedly detects the filling level of all coils 20. From this, the mass of each of the coils 20 can be determined either directly by the sensor 50 or by the control device 40.
- each coil 20 can, for example, be provided with a force sensor.
- the centrifugal force acting in each case can then be measured directly by means of the force sensor. That is, as an alternative or in addition to the sensor 50 (e.g. for reasons of redundancy), a sensor can be provided on each of the coils 20, which sensor directly measures the centrifugal force acting on the respective coil 20.
- the centrifugal force acting on the respective coil 20 can be determined by the control device 40 from the mass of a coil 20, knowing its radial distance r from the center of rotation, ie from the braiding center 30. From the mass of each coil 20, the control device can in principle derive the centrifugal force acting in each case for each coil 20.
- ⁇ 2 ⁇ ⁇ ⁇ n
- the circle number n (Pi) is known and constant.
- the mass m and centrifugal force F are directly proportional. This means that as the mass decreases, the centrifugal force F acting on a body decreases in direct proportion.
- the control device 40 determines the rotational speed n in such a way that the centrifugal force F, which acts on the coils 20 in each case, remains constant.
- the speed n of the braiding machine 10 can be increased as the bobbin filling level decreases. This increases productivity.
- the speed can be adjusted in a range from 150 rpm to 250 rpm or in a sub-range thereof during the braiding process.
- the degree of filling of all coils 20 is identical. In practice, this can occur, for example, when the braiding machine 10 is put into operation for the first time or when all of the bobbins 20 are exchanged and replaced by completely filled bobbins 20 at the same time. In this case, it is sufficient if only the degree of filling of one of the coils 20 is detected in each case. Alternatively, the degree of filling of all coils 20 can also be recorded. Regardless of this, according to this example it is in any case sufficient to know the mass of one of the coils 20 on the part of the control device 40 and to take it into account for the control.
- the control device 40 will adapt the speed n such that the centrifugal force F constant as the mass m of the coil (s) 20 decreases remain.
- the speed or the speed adjustment is a quadratic function but also the mass of the coil 20 or the loss of mass of the coil during production / during the braiding process (the mass or the loss of mass are proportional to ⁇ / 4 * (D 2 - d 2 )).
- D is the outside diameter of the bobbin when the bobbin is filled to the maximum. D decreases during the braiding process and is therefore not constant. D is the core diameter of the coil itself and is therefore constant. Thus, d can also be understood as the diameter of the coil without filling material. In this way, from the known proportionality, the loss of mass from the outer diameter of the bobbin 20 with the bobbin filling present and the constant diameter of the bobbin 20 without filling material can be determined.
- a step S302 the drive of the braiding machine 10 drives the bobbins 20 in such a way that they move, for example rotate, about the common braiding center 30. You can rotate around the braiding center 30, for example, with an adjustable speed n.
- steps S304 and S306 the drive is controlled in such a way that a centrifugal force acting on at least one of the coils 20 remains at least almost constant.
- the filling level of the coils 20 is first detected by means of the sensor 50 in step S304.
- control device 40 can determine the adapted speed n directly in step S306, since the radial distance r to the braiding center 30 is known and constant, the mass m has been determined and the centrifugal force F is kept constant. That is to say, for the latter, the value that was previously available and, for example, selected at the beginning for the braiding machine 10 is used.
- step S302 the braiding machine 10 is driven at the adapted speed n.
- steps S302 to S306 can be repeated continuously during the braiding process.
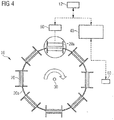
- FIG 4 a second embodiment of the braiding machine 10 is shown.
- the braiding machine 10 from Figure 4 is based on the braiding machine 10 Figure 2 . Accordingly, identical reference symbols are used for the identical elements and the braiding machine is also designated with the same reference symbol.
- the braiding machine 10 from Figure 4 has a slightly adapted algorithm.
- the braiding machine 10 can optionally be made from Figure 4 also have an unbalance sensor 60.
- the bobbins 20 of the braiding machine 10 purely by way of example, at least partially have a different degree of filling.
- the adapted algorithm is adapted in such a way that the filling level of all coils 20 is detected by means of the sensor 50 (this corresponds to a possible procedure from Figure 2 ), but only the degree of filling of the maximum filled coil 20a and thus the maximum mass of all coils 20 is taken into account for determining the speed.
- the adaptable speed is determined from the degree of filling of the coil 20a with the maximum degree of filling and thus of the coil 20a with maximum mass. If one of the coils 20 is exchanged, the coil 20a of maximum mass can change.
- the control device 40 can continue to use the largest mass m_max of the determined masses m to determine the adapted speed as follows.
- the control device 40 can determine the adapted speed n directly, since the radial distance r to the braiding center 30 is known and constant, the greatest mass m_max is known and the centrifugal force F is kept constant. That is to say, for the latter, the value that was previously available and, for example, selected at the beginning for the braiding machine 10 is used.
- an imbalance in the braiding machine 10 can be determined with the aid of the imbalance sensor 60.
- This imbalance results from the different degree of filling and thus the different mass of the coils 20. As the speed increases the imbalance increases, this can optionally be monitored.
- the control device 40 can take the imbalance into account when adapting the speed n. It is conceivable, for example, that with the aid of the unbalance sensor 60 it is established that a maximum permissible unbalance is exceeded if the speed determined by the control device were / is used. The control device 40 can then reduce the speed in such a way that the maximum permissible imbalance is not exceeded.
- FIGS Figures 5a to 5d illustrate the advantages of the braiding machines 10 of FIGS Figures 2 and 4th .
- FIG 5b shows the curve 110 of the centrifugal force of the braiding machines 10 of FIG Figures 2 and 4 in comparison to the curve 100 of the centrifugal force in the braiding machine 1 Figure 1a . It can be seen that the centrifugal force in the braiding machines 10 remains constant regardless of the degree of filling of the bobbins 20 (constant centrifugal force Fk), while the centrifugal force of the braiding machine 1 decreases with decreasing degree of filling (decreasing curve illustrated by multiplying centrifugal force F by a constant value a ⁇ 1).
- the extent of the increase in productivity is shown purely as an example Figure 5d .
- the course 300 of the productivity of the braiding machine 1 is constant regardless of the degree of filling of the bobbins 2, since the speed is constant.
- the course 310 of the productivity in the braiding machines 10 increases as the filling level of the bobbins 20 decreases. With a degree of filling of 100% to less than 85%, the productivity of the braiding machines 10 is still slightly lower than that of the braiding machine 1, but with a degree of filling of 85%, the productivity levels out.
- the braiding machines 10 could also start immediately with the maximum permissible speed. An increase in productivity would thus be achieved immediately (when the braiding machines 10 are started).
- the productivity advantage of the braiding machines 10 compared with the braiding machine 1 continues to increase.
- the braiding machine 10 could be operated at a constant speed from reaching a certain limit speed until the empty detection (degree of filling 0%) is reached.
- the course 320 of the productivity averaged over the braiding process shows that the averaged productivity of the braiding machines 10 is greater than the constant productivity of the braiding machine 1. Averaged over the entire process, a considerable increase in productivity of up to 21% can be achieved.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
- Knitting Machines (AREA)
- Moulding By Coating Moulds (AREA)
Description
Die vorliegende Erfindung betrifft eine Flechtmaschine sowie ein Verfahren zum Steuern einer derartigen Flechtmaschine.The present invention relates to a braiding machine and a method for controlling such a braiding machine.
Flechtmaschinen zum Verflechten eines Flechtguts sind im Stand der Technik bekannt. Gegenwärtig werden Flechtmaschinen mit einer konstanten Drehzahl betrieben, die eine maximale Drehzahl nicht übersteigen darf. Die maximal zulässige Drehzahl wird maßgeblich durch die maximal erlaubte Belastung der Maschine begrenzt, welche wiederum ein Ergebnis der maximal zulässigen Zentrifugalkraft ist.Braiding machines for braiding a piece of braided material are known in the prior art. Braiding machines are currently operated at a constant speed which must not exceed a maximum speed. The maximum permissible speed is significantly limited by the maximum permissible load on the machine, which in turn is a result of the maximum permissible centrifugal force.
Aus der
Aus der
Ferner ist aus der
Während eines Flechtvorgangs wird ständig von Flechtgutträgern bereitgestelltes Flechtgut zugeführt und verflochten. Daher ändert sich die Masse der Flechtgutträger während eines Flechtvorgangs. In Folge ändert sich auch die Belastung der Flechtmaschine. Heutige Flechtmaschinen werden daher zumeist mit einer Drehzahl betrieben, welche zwar die Flechtmaschinen vor einer Überlastung schützt jedoch nicht in ausreichendem Maße die Möglichkeit von Produktivitätssteigerungen berücksichtigt.During a braiding process, braided material provided by braided material carriers is continuously fed and braided. Therefore, the mass of the braided material changes during a braiding process. As a result, the load on the braiding machine also changes. Today's braiding machines are therefore mostly operated at a speed which, although protecting the braiding machines from overload, does not sufficiently take into account the possibility of increases in productivity.
In Anbetracht dessen besteht ein Bedürfnis, eine Flechtmaschine sowie ein Verfahren zum Steuern einer Flechtmaschine bereitzustellen, die eine Produktivitätssteigerung ermöglichen. Hierfür werden eine Flechtmaschine nach Anspruch 1 sowie ein Verfahren nach Anspruch 15 angegeben. Spezifische Ausführungsbeispiele der Flechtmaschine ergeben sich aus den abhängigen Ansprüchen 1 bis 14.In view of this, there is a need to provide a braiding machine and a method of controlling a braiding machine that enable productivity to be increased. For this purpose, a braiding machine according to
Ein erster Aspekt der vorliegenden Erfindung bezieht sich auf eine Flechtmaschine. Die Flechtmaschine weist mehrere Flechtgutträger, einen Antrieb und eine Steuereinrichtung auf. Die Flechtgutträger sind um ein gemeinsames Flechtzentrum der Flechtmaschine angeordnet. Die Flechtgutträger sind jeweils dazu ausgebildet, ein in dem gemeinsamen Flechtzentrum zu verflechtendes Flechtgut zu tragen. Der Antrieb ist dazu ausgebildet, die mehreren Flechtgutträger derart anzutreiben, dass sie sich um das gemeinsame Flechtzentrum bewegen. Die Steuereinrichtung ist dazu ausgebildet, den Antrieb derart zu steuern, dass eine auf mindestens einen der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Ferner weist die Flechtmaschine mindestens einen Unwuchtsensor auf, der dazu ausgebildet ist, eine Unwucht der mehreren Flechtgutträger bei der Drehung um das gemeinsame Flechtzentrum zu ermitteln, und die Steuereinrichtung ist dazu ausgebildet, die ermittelte Unwucht bei der Steuerung des Antriebs zu berücksichtigen.A first aspect of the present invention relates to a braiding machine. The braiding machine has several braided material carriers, a drive and a control device. The braided material carriers are arranged around a common braiding center of the braiding machine. The braided material carriers are each designed to carry a woven material to be braided in the common braiding center. The drive is designed to drive the multiple braided material carriers in such a way that they move around the common braiding center. The control device is designed to control the drive in such a way that a centrifugal force acting on at least one of the braided material carriers remains at least almost constant. Furthermore, the braiding machine has at least one unbalance sensor which is designed to determine an unbalance of the multiple braided material carriers when rotating around the common braiding center, and the control device is designed to take the determined unbalance into account when controlling the drive.
Der Antrieb ist dazu ausgebildet, die mehreren Flechtgutträger derart anzutreiben, dass sie sich um das gemeinsame Flechtzentrum drehen / dass sie um das gemeinsame Flechtzentrum rotieren.The drive is designed to drive the multiple braided material carriers in such a way that they rotate about the common braiding center / that they rotate about the common braiding center.
Ein zweiter Aspekt der Erfindung bezieht sich auf ein Verfahren zum Steuern einer Flechtmaschine. Die Flechtmaschine weist mehrere Flechtgutträger, einen Antrieb, eine Steuereinrichtung und mindestens einen Unwuchtsensor auf. Die mehreren Flechtgutträger sind um ein gemeinsames Flechtzentrum der Flechtmaschine angeordnet. Die Flechtgutträger sind jeweils dazu ausgebildet, ein in dem gemeinsamen Flechtzentrum zu verflechtendes Flechtgut zu tragen. Das Verfahren beschreibt ein Antreiben der mehreren Flechtgutträger derart, dass sie sich um das gemeinsame Flechtzentrum bewegen. Das Verfahren beschreibt ferner ein Steuern des Antriebs derart, dass eine auf mindestens einen der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Außerdem beschreibt das Verfahren ein Ermitteln einer Unwucht der mehreren Flechtgutträger bei der Drehung um das gemeinsame Flechtzentrum durch den mindestens einen Unwuchtsensor und das Berücksichtigen der ermittelten Unwucht durch die Steuereinrichtung bei der Steuerung des Antriebs.A second aspect of the invention relates to a method of controlling a braiding machine. The braiding machine has several braided material carriers, a drive, a control device and at least one unbalance sensor. The multiple braided material carriers are arranged around a common braiding center of the braiding machine. The braided material carriers are each designed to carry a woven material to be braided in the common braiding center. The method describes driving the plurality of braided material carriers in such a way that they move around the common braiding center. The method also describes controlling the drive in such a way that a centrifugal force acting on at least one of the braided material carriers remains at least almost constant. In addition, the method describes the determination of an imbalance of the plurality of braided material carriers during rotation about the common braiding center by the at least one unbalance sensor and the consideration of the determined unbalance by the control device when controlling the drive.
Die mehreren Flechtgutträger werden derart angetrieben, dass sie sich um das gemeinsame Flechtzentrum drehen / dass sie um das gemeinsame Flechtzentrum rotieren.The multiple braided material carriers are driven in such a way that they rotate around the common braiding center / that they rotate around the common braiding center.
Gemäß der Erfindung wird der Antrieb von der Steuereinrichtung derart gesteuert, dass eine auf mindestens einen der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt / konstant gehalten wird. Während eines Flechtvorgangs wird ständig von den Flechtgutträgern getragenes Flechtgut verflochten. Daher ändern sich der Füllgrad der Füllträger und damit die Masse der Flechtgutträger während eines Flechtvorgangs. Im Unterschied zu herkömmlichen Flechtmaschinen wird keine konstante Drehzahl eingestellt sondern eine zumindest nahezu konstante Zentrifugalkraft beibehalten. Die Drehzahl muss nicht konstant gehalten werden sondern kann beispielsweise erhöht werden, wenn die Masse des mindestens einen Flechtgutträgers abnimmt, solange die auf diesen wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Bei abnehmender Masse führt eine Erhöhung der Drehzahl zu einer zumindest nahezu konstanten, auf den mindestens einen Flechtgutträger wirkenden Zentrifugalkraft. Eine Erhöhung der Drehzahl führt zu einer Produktivitätssteigerung.According to the invention, the drive is controlled by the control device in such a way that a centrifugal force acting on at least one of the braided material carriers remains at least almost constant / is kept constant. During a braiding process, braided material carried by the braided material carriers is braided continuously. Therefore, the filling level of the filling carriers and thus the mass of the braided material carriers change during a braiding process. In contrast to conventional braiding machines, no constant speed is set but an at least almost constant centrifugal force is maintained. The speed does not have to be kept constant but can be increased, for example, if the mass of the at least one braided material carrier decreases as long as the centrifugal force acting on this remains at least almost constant. With decreasing mass, an increase in the rotational speed leads to an at least almost constant centrifugal force acting on the at least one woven material carrier. An increase in the speed leads to an increase in productivity.
Nachstehend wird die vorliegende Erfindung aus Gründen der Übersichtlichkeit mit primärem Fokus auf die Flechtmaschine gemäß dem ersten Aspekt beschrieben, wobei die folgenden Erörterungen für das Verfahren zum Steuern der Flechtmaschine gemäß dem zweiten Aspekt entsprechend gelten.In the following, for the sake of clarity, the present invention is described with a primary focus on the braiding machine according to the first aspect, the following discussions correspondingly apply to the method for controlling the braiding machine according to the second aspect.
Die Flechtgutträger verlaufen kreisförmig um das gemeinsame Flechtzentrum, d.h. sie sind entlang eines Kreisumfangs um das gemeinsame Flechtzentrum angeordnet. Die Flechtgutträger können in Umfangsrichtung um das gemeinsame Flechtzentrum jeweils mit einem gleichbleibenden Abstand voneinander angeordnet sein. Bei den Flechtgutträgern kann es sich um Spulen handeln, auf denen das Flechtgut beispielsweise aufgerollt sein kann. Die Flechtgutträger sind in radialer Richtung in einem gleichen Abstand von dem Flechtzentrum angeordnet. Der radiale Abstand der Flechtgutträger von dem Flechtzentrum kann gleichbleibend / unveränderlich oder veränderbar sein. Die Flechtgutträger können mit einer gleichen oder zumindest teilweise voneinander abweichenden Menge an Flechtgut versehen sein. In dem Flechtzentrum wird das jeweils von den Flechtgutträgern bereitgestellte Flechtgut miteinander verflochten. Das Flechtzentrum kann auch als Flechtachse der Flechtmaschine bezeichnet werden. Das Flechtzentrum kann parallel zu der Längsachse der Flechtmaschine liegen oder dieser entsprechen.The braided material carriers run in a circle around the common braiding center, i.e. they are arranged along a circumference around the common braiding center. The braided goods can be arranged in the circumferential direction around the common braiding center at a constant distance from one another. The braided material carriers can be spools on which the woven material can be rolled up, for example. The braided material carriers are arranged in the radial direction at the same distance from the braiding center. The radial distance between the braided material carriers and the braiding center can be constant / unchangeable or changeable. The braided material carriers can be provided with the same or at least partially different amount of braided material. In the braiding center, the braided material provided by the braided material carriers is braided with one another. The braiding center can also be referred to as the braiding axis of the braiding machine. The braiding center can be parallel to or correspond to the longitudinal axis of the braiding machine.
Gemäß einem ersten möglichen Ausführungsbeispiel ist es denkbar, dass die Flechtgutträger auf einem gemeinsamen Träger aufgebracht oder angeordnet sind. Durch Bewegung, z.B. Drehung, des gemeinsamen Trägers kann die beschriebene Bewegung der Flechtgutträger um das gemeinsame Flechtzentrum ausgeführt werden. Zusätzlich kann ein unbeweglicher Flechtgutträger vorgesehen sein, so dass das von den mehreren Flechtgutträgern bereitgestellte Flechtgut und das von dem unbeweglichen Flechtgutträger bereitgestellte Flechtgut in bekannter Weise miteinander verflochten werden. In diesem Fall beziehen sich die hierin beschriebenen Aspekte und Details auf die Bewegung der beispielsweise auf dem gemeinsamen Träger aufgebrachten oder angeordneten Flechtgutträger. Gemäß einem zweiten möglichen Ausführungsbeispiel ist es denkbar, dass die mehreren Flechtgutträger auf einem ersten gemeinsamen Träger aufgebracht oder angeordnet sind und weitere Flechtgutträger auf einem zweiten gemeinsamen Träger aufgebracht oder angeordnet sind. Die beiden gemeinsamen Träger können in einer spezifischen Ausgestaltung als Spulensätze oder Kränze ausgebildet sein. Die beiden Träger können jeweils von einem gemeinsamen Antrieb oder von separaten / unterschiedlichen Antrieben angetrieben werden. Ein Flechtprozess kann in bekannter Weise beispielsweise durch gegenläufige Bewegung, z.B. entgegengesetzte Drehung, der beiden gemeinsamen Träger erfolgen. Die hierin beschriebenen Aspekte und Details können sich auf die Bewegung der beispielsweise auf dem ersten gemeinsamen Träger aufgebrachten oder angeordneten Flechtgutträger beziehen. Zusätzlich können sich die hierin beschriebenen Aspekte und Details auf die Bewegung der beispielsweise auf dem zweiten gemeinsamen Träger aufgebrachten oder angeordneten Flechtgutträger beziehen. Gemäß einer spezifischen Realisierung kann ein außenliegender sogenannter Unterkranz, der mit Flechtgutträgern versehen ist, sich gegenläufig bewegen zu einem innenliegenden, sogenannten Oberkranz, der ebenfalls mit Flechtgutträgern versehen ist. Die hierin beschriebenen Aspekte und Details können sich auf den Unterkranz und/oder den Oberkranz der Flechtmaschine beziehen.According to a first possible embodiment, it is conceivable that the braided material carriers are applied or arranged on a common carrier. By moving, for example rotating, the common carrier, the described movement of the braided material carriers can be carried out around the common braiding center. In addition, an immovable braided material carrier can be provided, so that the woven material provided by the multiple woven material carriers and the woven material provided by the immovable woven material carrier are interwoven in a known manner. In this case, the aspects and details described herein relate to the movement of the braided material carriers applied or arranged, for example, on the common carrier. According to a second possible embodiment, it is conceivable that the plurality of braided material carriers are applied or arranged on a first common carrier and further woven material carriers are applied or arranged on a second common carrier. The two Common carriers can be designed in a specific embodiment as sets of coils or rings. The two carriers can each be driven by a common drive or by separate / different drives. A braiding process can be carried out in a known manner, for example by moving the two common carriers in opposite directions, for example rotating them in opposite directions. The aspects and details described herein can relate to the movement of the braided material carriers applied or arranged, for example, on the first common carrier. In addition, the aspects and details described herein can relate to the movement of the braided material carriers applied or arranged, for example, on the second common carrier. According to a specific implementation, a so-called lower rim on the outside, which is provided with braided material carriers, can move in opposite directions to an inner, so-called upper rim, which is also provided with braided material carriers. The aspects and details described herein may relate to the lower rim and / or the upper rim of the braiding machine.
Bei dem Flechtgut kann es sich um jedes denkbare strangförmige oder langgestreckte Material handeln, das für einen Flechtvorgang geeignet ist. Mit Hilfe der Flechtmaschine können daher verschiedene Geflechte aus strangförmigem Material wie Drähten oder Textilfasern hergestellt werden, zum Beispiel in Form von Schlauchgeflechten oder Litzengeflechten und/oder zum Umflechten beispielsweise eines Kabels mit einem Drahtgeflecht. Bei der Flechtmaschine kann es sich beispielsweise um eine speziell zum Verflechten von Drähten geeignete Drahtflechtmaschine handeln. Bei der Flechtmaschine kann es sich um eine Rotationsflechtmaschine handeln.The braided material can be any conceivable strand-like or elongated material that is suitable for a braiding process. With the help of the braiding machine, various braids can therefore be produced from strand-like material such as wires or textile fibers, for example in the form of tubular braids or braids and / or for braiding around a cable, for example, with a wire braid. The braiding machine can be, for example, a wire braiding machine that is especially suitable for braiding wires. The braiding machine can be a rotary braiding machine.
Unter einem Flechtvorgang kann ein kompletter Vorgang zum Fertigen eines Flechtprodukts verstanden werden. Ferner ist es denkbar, dass unter einem Flechtvorgang ein vom Starten der Flechtmaschine bis zum Stoppen der Flechtmaschine dauernder Vorgang verstanden werden kann. Die Flechtmaschine wird beispielsweise gestoppt, wenn ein oder mehrere der Flechtgutträger leergelaufen sind und jeweils durch einen vollen, d.h. vollständig mit Flechtgut befüllten, Flechtgutträger ersetzt werden.A braiding process can be understood as a complete process for manufacturing a braided product. Furthermore, it is conceivable that a braiding process can be understood to mean a process that lasts from starting the braiding machine to stopping the braiding machine. The braiding machine is stopped, for example, when one or more of the braided material carriers have run empty and are each replaced by a full one, i.e. fully filled with braided material.
Während eines Flechtvorgangs wird der Antrieb von der Steuereinrichtung derart gesteuert, dass die jeweils auf alle der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Der Begriff des Steuerns kann hierin so verstanden werden, dass er ein Steuern und/oder ein Regeln umfasst.During a braiding process, the drive is controlled by the control device in such a way that the centrifugal force acting on all of the braided material carriers remains at least almost constant. The term “controlling” can be understood here to include controlling and / or regulating.
Wie beschrieben, wird während eines Flechtvorgangs ständig von den Flechtgutträgern getragenes Flechtgut verflochten. Daher ändern sich der Füllgrad der Füllträger und damit die Masse der Flechtgutträger während eines Flechtvorgangs. Der Füllgrad und damit die Masse der Flechtgutträger können jeweils übereinstimmen. Wird in diesem Fall die auf einen der Flechtgutträger wirkende Zentrifugalkraft konstant gehalten, wird automatisch die auf die anderen Flechtgutträger jeweils wirkende Zentrifugalkraft bei dem gleichen Wert konstant gehalten.As described, during a braiding process, braided material continuously carried by the braided material carriers is braided. Therefore, the filling level of the filling carriers and thus the mass of the braided material carriers change during a braiding process. The degree of filling and thus the mass of the braided material can be the same. If, in this case, the centrifugal force acting on one of the braided material carriers is kept constant, the centrifugal force acting on the other woven material carriers is automatically kept constant at the same value.
Gemäß einem Ausführungsbeispiel kann der Antrieb dazu ausgebildet sein, die mehreren Flechtgutträger derart anzutreiben, dass sie sich mit einer anpassbaren Drehzahl um das gemeinsame Flechtzentrum drehen. Die Steuereinrichtung kann dazu ausgebildet sein, die anpassbare Drehzahl derart anzupassen, dass die auf den mindestens einen der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Beispielsweise kann die Steuereinrichtung dazu ausgebildet sein, die anpassbare Drehzahl derart anzupassen, dass die jeweils auf alle Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Die Steuereinrichtung kann dazu ausgebildet sein, den Antrieb der Flechtmaschine derart zu steuern, dass die mehreren Flechtgutträger sich mit der angepassten Drehzahl um das gemeinsame Flechtzentrum drehen. Der Antrieb kann hierfür entsprechende Steueranweisungen von der Steuereinrichtung erhalten. Der Antrieb kann basierend auf den Steueranweisungen die Flechtgutträger entsprechend antreiben.According to one embodiment, the drive can be designed to drive the multiple braided material carriers in such a way that they rotate around the common braiding center at an adjustable speed. The control device can be designed to adapt the adaptable speed in such a way that the centrifugal force acting on the at least one of the braided material carriers remains at least almost constant. For example, the control device can be designed to adapt the adaptable speed in such a way that the centrifugal force acting on all braided material carriers remains at least almost constant. The control device can be designed to control the drive of the braiding machine in such a way that the plurality of braided material carriers rotate around the common braiding center at the adapted speed. For this purpose, the drive can receive appropriate control instructions from the control device. The drive can drive the braided material carriers accordingly based on the control instructions.
Gemäß einer Variante dieses Ausführungsbeispiel kann der Antrieb dazu ausgebildet sein, die mehreren Flechtgutträger derart anzutreiben, dass sie sich mit einer anpassbaren Winkelgeschwindigkeit oder Geschwindigkeit um das gemeinsame Flechtzentrum drehen.According to a variant of this exemplary embodiment, the drive can be designed to drive the multiple braided material carriers in such a way that they rotate around the common braiding center at an adjustable angular speed or speed.
Die Steuereinrichtung kann dazu ausgebildet sein, die anpassbare Winkelgeschwindigkeit oder Geschwindigkeit derart anzupassen, dass die auf den mindestens einen der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Beispielsweise kann die Steuereinrichtung dazu ausgebildet sein, die anpassbare Winkelgeschwindigkeit oder Geschwindigkeit derart anzupassen, dass die jeweils auf alle der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt.The control device can be designed to adapt the adjustable angular speed or speed in such a way that the centrifugal force acting on the at least one of the braided material carriers remains at least almost constant. For example, the control device can be designed to adapt the adjustable angular speed or speed in such a way that the centrifugal force acting on all of the braided material carriers remains at least almost constant.
Durch das Ausführungsbeispiel sowie dessen Variante wird bei einer Änderung der Masse des mindestens einen Flechtgutträgers die auf diesen wirkende Zentrifugalkraft dadurch zumindest nahezu konstant gehalten, indem die Drehzahl, Winkelgeschwindigkeit oder Geschwindigkeit angepasst wird. Dies stellt eine effiziente und einfache Möglichkeit dar, die Zentrifugalkraft zumindest nahezu konstant zu halten. Wie erläutert, wird während eines Flechtvorgangs ständig von den Flechtgutträgern bereitgestelltes Flechtgut verflochten. Daher ändern sich der Füllgrad der Füllträger und damit die Masse der Flechtgutträger während eines Flechtvorgangs. Im Unterschied zu herkömmlichen Flechtmaschinen wird die Drehzahl, Winkelgeschwindigkeit oder Geschwindigkeit nicht eingestellt und konstant gehalten sondern kann beispielsweise erhöht werden, wenn die Masse des mindestens einen Flechtgutträgers abnimmt, solange die jeweils auf den mindestens einen Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Eine Erhöhung der Drehzahl, Winkelgeschwindigkeit oder Geschwindigkeit führt zu einer Produktivitätssteigerung.As a result of the exemplary embodiment and its variant, when the mass of the at least one braided material carrier changes, the centrifugal force acting on it is kept at least almost constant by adapting the rotational speed, angular speed or speed. This represents an efficient and simple way to keep the centrifugal force at least almost constant. As explained, during a braiding process, braided material provided by the braided material carriers is braided. Therefore, the filling level of the filling carriers and thus the mass of the braided material carriers change during a braiding process. In contrast to conventional braiding machines, the rotational speed, angular speed or speed is not set and kept constant, but can be increased, for example, if the mass of the at least one braided material carrier decreases, as long as the centrifugal force acting on the at least one woven material carrier remains at least almost constant. An increase in the rotational speed, angular velocity or speed leads to an increase in productivity.
Auch wenn hierin auf die Drehzahl an Stelle der Winkelgeschwindigkeit oder Geschwindigkeit Bezug genommen wird, so gelten diese Ausführungen entsprechend auch für die Winkelgeschwindigkeit oder Geschwindigkeit.Even if reference is made here to the rotational speed instead of the angular speed or speed, these explanations also apply accordingly to the angular speed or speed.
Die Steuereinrichtung kann dazu ausgebildet sein, die anpassbare Drehzahl mehrmals / wiederholt während eines Flechtvorgangs anzupassen. Die anpassbare Drehzahl kann in festen oder variablen Zeitintervallen während eines Flechtvorgangs angepasst werden. Rein beispielhaft sei hier genannt, dass die anpassbare Drehzahl kontinuierlich / fortlaufend während eines Flechtvorgangs angepasst wird. Durch die mehrmalige, beispielsweise kontinuierliche, Anpassung der Drehzahl kann der Antrieb noch genauer gesteuert werden. Da die Zentrifugalkraft eine quadratische Funktion der Drehzahl ist, steigt bei konstanter Zentrifugalkraft und stetig abnehmender Masse die maximal zulässige Maschinendrehzahl an. Damit kann die Drehzahl erhöht werden, um die Produktivität zu steigern. Die mehrmalige Anpassung der Drehzahl gewährleistet, dass die Drehzahl mehrmals während eines Flechtvorgangs erhöht werden kann. Dies erhöht die Produktivitätssteigerung während des Flechtvorgangs.The control device can be designed to adjust the adjustable speed several times / repeatedly during a braiding process. The adjustable speed can be adjusted in fixed or variable time intervals during a braiding process. Purely by way of example, it should be mentioned here that the adjustable speed is continuously / continuously adjusted during a braiding process. The drive can be controlled even more precisely through the repeated, for example continuous, adjustment of the speed. Since the centrifugal force is a quadratic function of the speed, the maximum permissible machine speed increases with constant centrifugal force and steadily decreasing mass. This allows the speed to be increased in order to increase productivity. The multiple adjustment of the speed ensures that the speed can be increased several times during a braiding process. This increases the productivity increase during the braiding process.
Die Steuereinrichtung kann dazu ausgebildet sein, den Antrieb derart zu steuern, dass eine maximal auf mindestens einen der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Beispielsweise kann die Steuereinrichtung dazu ausgebildet sein, die anpassbare Drehzahl derart anzupassen, dass eine maximal auf mindestens einen der Flechtgutträger wirkende Zentrifugalkraft zumindest nahezu konstant bleibt.The control device can be designed to control the drive in such a way that a maximum centrifugal force acting on at least one of the braided material carriers remains at least almost constant. For example, the control device can be designed to adapt the adaptable speed in such a way that a maximum centrifugal force acting on at least one of the braided material carriers remains at least almost constant.
Dadurch wird die Flechtmaschine auf die maximal wirkende Zentrifugalkraft ausgelegt. Dies gewährleistet einen zuverlässigeren Schutz vor Überbelastung der Flechtmaschine.As a result, the braiding machine is designed for the maximum effective centrifugal force. This ensures more reliable protection against overloading the braiding machine.
Die Steuereinrichtung kann dazu ausgebildet sein, den Antrieb in Abhängigkeit von der Masse mindestens eines der Flechtgutträger zu steuern. Beispielsweise kann die Steuereinrichtung dazu ausgebildet sein, die anpassbare Drehzahl in Abhängigkeit von der Masse mindestens eines der Flechtgutträger anzupassen.The control device can be designed to control the drive as a function of the mass of at least one of the braided material carriers. For example, the control device can be designed to adapt the adaptable speed as a function of the mass of at least one of the braided material carriers.
Hierdurch wird die Masse mindestens eines der Flechtgutträgers bei der Steuerung des Antriebs, wie z.B. bei der Anpassung der Drehzahl, berücksichtigt. Wie erläutert, wird während eines Flechtvorgangs ständig von den Flechtgutträgern bereitgestelltes Flechtgut verflochten. Daher ändern sich der Füllgrad der Füllträger und damit die Masse der Flechtgutträger während eines Flechtvorgangs. Durch Berücksichtigung der Masse des mindestens einen Flechtgutträgers kann die Drehzahl entsprechend der geänderten Masse angepasst werden, um die auf den mindestens einen Flechtgutträger wirkende Zentrifugalkraft konstant zu halten.In this way, the mass of at least one of the braided material carriers is taken into account when controlling the drive, e.g. when adjusting the speed. As explained, during a braiding process, braided material provided by the braided material carriers is braided. Therefore, the filling level of the filling carriers and thus the mass of the braided material carriers change during a braiding process. By taking into account the mass of the at least one braided material carrier, the rotational speed can be adapted in accordance with the changed mass in order to keep the centrifugal force acting on the at least one woven material carrier constant.
Es sind verschiedene Realisierungen denkbar, wie die Steuerung des Antriebs basierend auf der Masse mindestens eines der Flechtgutträger erfolgen kann.Various implementations are conceivable as to how the drive can be controlled based on the mass of at least one of the braided material carriers.
Gemäß einer ersten möglichen Realisierung ist es denkbar, dass nur die Masse eines einzigen der Flechtgutträger bei der Anpassung der Drehzahl ermittelt und berücksichtigt wird. Dieses Vorgehen kann dann ausreichend sein, wenn beispielsweise bekannt ist, dass alle Flechtgutträger die gleiche Masse aufweisen. Die Flechtgutträger weisen z.B. dann die gleiche Masse auf, wenn die Flechtmaschine neu in Betrieb genommen wurde oder alle Flechtgutträger zusammen ausgewechselt wurden.According to a first possible implementation, it is conceivable that only the mass of a single one of the braided material carriers is determined and taken into account when the speed is adjusted. This procedure can be sufficient if, for example, it is known that all braided material carriers have the same mass. The braided material carriers have the same mass, for example, when the braiding machine has been restarted or all braided material carriers have been replaced together.
Gemäß einer zweiten möglichen Realisierung wird beispielsweise die Masse aller Flechtgutträger ermittelt. Im Einklang mit einer ersten Variante der zweiten möglichen Realisierung kann beispielsweise aus den ermittelten Massen ein Mittel- oder Medianwert gebildet werden. Der ermittelte Mittel- oder Medianwert der Massen kann dann bei der Anpassung der Drehzahl berücksichtigt werden.According to a second possible implementation, the mass of all braided material carriers is determined, for example. In accordance with a first variant of the second possible implementation, for example, a mean or median value can be formed from the determined masses. The determined mean or median value of the masses can then be taken into account when adjusting the speed.
Gemäß einer zweiten Variante der zweiten möglichen Realisierung kann die Steuereinrichtung dazu ausgebildet sein, den Antrieb in Abhängigkeit von der Masse des Flechtgutträgers mit der größten Masse der mehreren Flechtgutträger zu steuern. Beispielsweise kann die Steuereinrichtung dazu ausgebildet sein, die anpassbare Drehzahl in Abhängigkeit von der Masse des Flechtgutträgers mit der größten Masse der mehreren Flechtgutträger anzupassen. Hierfür kann die Steuereinrichtung die Masse aller Flechtgutträger ermitteln und durch Vergleich die Masse des Flechtgutträgers mit der größten Masse auswählen und zur Steuerung der Flechtmaschine, wie z.B. für die Anpassung der anpassbaren Drehzahl, berücksichtigen. Die anpassbare Drehzahl kann derart gewählt werden, dass eine maximal erlaubte Zentrifugalkraft der Flechtmaschine nicht überschritten wird.According to a second variant of the second possible implementation, the control device can be designed to control the drive as a function of the mass of the braided material carrier with the greatest mass of the plurality of woven material carriers. For example, the control device can be designed to adapt the adaptable speed as a function of the mass of the braided material carrier with the greatest mass of the plurality of woven material carriers. For this purpose, the control device can determine the mass of all braided material carriers and, by comparison, the mass of the woven material carrier with the largest mass and take it into account for controlling the braiding machine, e.g. for adapting the adjustable speed. The adjustable speed can be selected in such a way that a maximum permissible centrifugal force of the braiding machine is not exceeded.
Die Masse der Flechtgutträger kann als eine quadratische Funktion einer Kreisringfläche angesehen werden. Bei der Kreisringfläche kann es sich um den Weg handeln, auf dem sich die Flechtgutträger um das Flechtzentrum bewegen. Wenn die Drehzahl nach dem Flechtgutträger mit der höchsten Masse geregelt wird, nimmt die Masse der restlichen Spulen entsprechend schneller ab. Bei zumindest teilweise unterschiedlichen Füllgraden der Flechtgutträger bleibt daher die Masse der anderen Flechtgutträger mit geringerem Füllgrad nicht konstant.The mass of the braided material can be viewed as a quadratic function of a circular ring area. The circular area can be the path on which the braided material carriers move around the braiding center. If the speed is regulated after the braided material carrier with the highest mass, the mass of the remaining bobbins decreases correspondingly faster. In the case of at least partially different degrees of filling of the braided material carriers, the mass of the other braided article carriers with a lower degree of filling therefore does not remain constant.
Durch die Steuerung / Regelung nach dem Flechtgutträger mit der höchsten Masse wird eine genaue und einfache Möglichkeit zur Beibehaltung der Zentrifugalkraft und, bei abnehmender Masse, Steigerung der Drehzahl bereitgestellt.The control / regulation after the braided material carrier with the highest mass provides an accurate and simple possibility of maintaining the centrifugal force and, with decreasing mass, increasing the speed.
Der Füllgrad und damit die Masse zumindest einiger der Flechtgutträger der Flechtmaschine kann sich unterscheiden. Indem die größte Masse aller Flechtgutträger berücksichtigt wird, wird die Flechtmaschine auf die maximal wirkende Zentrifugalkraft ausgelegt. Dies gewährleistet einen zuverlässigeren Schutz vor Überbelastung der Flechtmaschine. Das heißt, zum Schutz vor Überbelastung und Fehlbedienung kann die anpassbare Drehzahl aus dem maximal gefüllten Flechtgutträger ermittelt werden. Außerdem kann dadurch die konstante Zentrifugalkraft unterhalb der maximal erlaubten Zentrifugalkraft liegen bzw. derartig gewählt werden, d.h. unter der Zentrifugalkraft, die bei bekannten Flechtmaschinen mit konstanter Drehzahl vorliegt. Damit kann nicht nur eine Produktivitätssteigerung über die Laufzeit der Maschine erreicht werden sondern auch eine Herabsetzung der maximalen Maschinenbelastung.The degree of filling and thus the mass of at least some of the braided material carriers of the braiding machine can differ. By taking into account the largest mass of all braided material carriers, the braiding machine is designed for the maximum effective centrifugal force. This ensures more reliable protection against overloading the braiding machine. This means that to protect against overloading and incorrect operation, the adjustable speed can be determined from the maximum filled braided material carrier. In addition, the constant centrifugal force can be below the maximum permissible centrifugal force or be selected in such a way, i.e. below the centrifugal force that is present in known braiding machines with constant speed. This not only increases productivity over the life of the machine, but also reduces the maximum machine load.
Die Steuerung / Regelung der Flechtmaschine kann beispielsweise linear erfolgen. Dabei kann der Flechtvorgang mit einer Drehzahl begonnen werden, die z.B. zumindest nahezu der zulässigen Istdrehzahl der Flechtmaschine entspricht. Im Folgenden kann die Flechtmaschine derart gesteuert / geregelt werden, dass sie mit einer beispielsweise linear ansteigenden Drehzahl läuft bis eine maximale Drehzahl, z.B. eine maximal bei einer definierten Füllung des mindestens einen Flechtgutträgers zulässigen Drehzahl, erreicht ist. Beispielsweise kann die Flechtmaschine bei einer Ausgangsdrehzahl starten und beispielsweise bei einem Füllgrad von 60% des mindestens einen Flechtgutträgers nach einer gewissen Zeit eine maximale Drehzahl erreichen. Dies kann geregelt erfolgen mittels Sensor oder auch ungeregelt mit fester Einstellung.The control / regulation of the braiding machine can be linear, for example. The braiding process can be started at a speed which, for example, corresponds at least almost to the permissible actual speed of the braiding machine. In the following, the braiding machine can be controlled / regulated in such a way that it runs at a speed that increases linearly, for example, until a maximum speed, for example a maximum speed permissible with a defined filling of the at least one braided material carrier, is reached. For example, the braiding machine can start at an output speed and, for example, at a degree of filling of 60% of the at least one braided material carrier reach a maximum speed after a certain time. This can be regulated by means of a sensor or unregulated with a fixed setting.
Die Masse der Flechtgutträger kann auf verschiedene Weise ermittelt werden. Gemäß einer ersten denkbaren Ausgestaltung kann die Steuereinrichtung die Masse des mindestens einen Flechtgutträgers basierend auf Betriebsparametern der Flechtmaschine und/oder Informationen über den mindestens einen Flechtgutträger schätzen. Beispielsweise kann die Steuereinrichtung hierfür berücksichtigen, zu welchem Zeitpunkt der Flechtgutträger in vollem Zustand an der Flechtmaschine angebracht wurde, mit welcher Drehzahl die Flechtmaschine seit diesem Zeitpunkt lief und welche Ausgangsmasse der Flechtgutträger in vollem Zustand hatte. Aus diesen oder ähnlichen Parametern kann die derzeitige Masse des Flechtgutträgers abgeleitet werden. Hierdurch kann die Masse des mindestens einen Flechtgutträgers ohne weitere Komponenten geschätzt werden.The mass of the braided material can be determined in various ways. According to a first conceivable embodiment, the control device can estimate the mass of the at least one braided article carrier based on operating parameters of the braiding machine and / or information about the at least one braided article carrier. For example, the control device can take into account at what point in time the braided material carrier was attached to the braiding machine in a full state, at what speed the braiding machine has been running since this point in time and what initial mass the braided material carrier had in a full state. The current mass of the braided material can be derived from these or similar parameters. In this way, the mass of the at least one braided material carrier can be estimated without further components.
Gemäß einer zweiten denkbaren Ausgestaltung kann die Flechtmaschine mindestens einen Sensor aufweisen. Der Sensor kann dazu ausgebildet sein, den Füllgrad mindestens eines der Flechtgutträger mit Flechtgut zu erfassen. Bei einer Flechtmaschine mit einem ersten gemeinsamen Träger von Flechtgutträgern und einem zweiten gemeinsamen Träger von Flechtgutträgern, beispielsweise einem außenliegenden Unterkranz und einem innenliegenden Oberkranz, kann beispielsweise der Füllgrad mindestens eines Flechtgutträgers des ersten gemeinsamen Trägers und/oder mindestens eines Flechtgutträgers des zweiten gemeinsamen Trägers erfasst werden. Rein beispielhaft sei hier genannt, dass bei einer Flechtmaschine mit zwei Spulenkränzen z.B. nur der Füllgrad mindestens eines Flechtgutträgers des Oberkranzes gemessen wird (der Oberkranz ist für gewöhnlich kritischer für den Flechtvorgang) oder auch der Füllgrad mindestens eines Flechtgutträgers beider Kränze (Ober- und Unterkranz) erfasst wird. Wie oben genannt kann z.B. nach dem maximal gefüllten Flechtgutträger geregelt werden.According to a second conceivable embodiment, the braiding machine can have at least one sensor. The sensor can be designed to detect the degree of filling of at least one of the braided material carriers with braided material. In a braiding machine with a first common carrier of braided carriers and a second common carrier of braided carriers, for example an outer lower rim and an inner upper rim, the filling level of at least one braided carrier of the first common carrier and / or at least one braided carrier of the second common carrier can be recorded . Purely by way of example, it should be mentioned here that in a braiding machine with two spool rings, for example, only the degree of filling of at least one braided material carrier of the upper ring is measured (the upper ring is usually more critical for the braiding process) or the degree of filling of at least one braided material carrier of both rings (upper and lower ring) is captured. As mentioned above, regulation can be made, for example, according to the maximum filled wicker carrier.
Gemäß einem Ausführungsbeispiel ist es denkbar, dass ein einziger Sensor ortsfest vorgesehen ist, an dem sich die mehreren Flechtgutträger aufgrund ihrer Rotation um das gemeinsame Flechtzentrum vorbei bewegen. Der eine Sensor kann entsprechend nacheinander Messungen vornehmen, um aus den Messungen den jeweiligen Füllgrad der Flechtgutträger zu erfassen. Unter dem Füllgrad kann der Prozentsatz an Flechtgut verstanden werden, mit dem der Flechtgutträger tatsächlich befüllt ist verglichen mit einem vollständig mit Flechtgut befüllten Flechtgutträger. Das Ausführungsbeispiel kann z.B. dadurch verfeinert werden, indem ein weiterer Sensor vorgesehen ist, der für die Positionserfassung der Flechtgutträger vorgesehen sein kann. So können gemäß dem Ausführungsbeispiel beispielsweise zwei Sensoren vorgesehen sein. Diese zwei Sensoren können bei jedem der Flechtgutträger entsprechende Messungen ausführen. Zum Beispiel kann ein erster der beiden Sensoren über eine Abstandsmessung den Füllgrad des mindestens einen Flechtgutträgers, beispielsweise jedes Flechtgutträgers, erfassen. Ein zweiter der Sensoren kann die Position des mindestens einen Flechtgutträgers erfassen und z.B. über Ausgabe eines Signals den ersten Sensor zum Start der Abstandsmessung anweisen. Somit kann sichergestellt werden, dass die Abstandsmessung immer an der gleichen Stelle und pro Flechtgutträger erfolgt. Gemäß einem weiteren Ausführungsbeispiel können mehrere Sensoren zur Füllgraderfassung vorgesehen sein. Beispielsweise kann eine Anzahl an Sensoren vorgesehen sein, die mit der Anzahl an Flechtgutträgern übereinstimmt. Es ist denkbar, dass jeder dieser Sensoren beispielsweise einem Flechtgutträger derart zugeordnet ist, dass er stets nur Messungen zur Erfassung des Füllgrads dieses einen Flechtgutträgers vornimmt. Dadurch können die erforderlichen Messungen jeweils zeitglich ausgeführt werden.According to an exemplary embodiment, it is conceivable that a single sensor is provided in a stationary manner, past which the plurality of braided material carriers move past due to their rotation around the common braiding center. One sensor can take measurements one after the other in order to determine the filling level of the braided material carrier from the measurements. The degree of filling can be understood to mean the percentage of braided material with which the braided material carrier is actually filled compared with a braided material carrier that is completely filled with woven material. The embodiment can be refined, for example, by providing a further sensor which can be provided for detecting the position of the braided material carriers. For example, two sensors can be provided according to the exemplary embodiment. These two sensors can carry out corresponding measurements on each of the braided material carriers. For example, a first of the two sensors can detect the degree of filling of the at least one braided material carrier, for example each braided material carrier, via a distance measurement. A second of the sensors can detect the position of the at least one braided material carrier and, for example, instruct the first sensor to start the distance measurement by outputting a signal. This ensures that the distance measurement is always carried out at the same point and for each braided material carrier. According to a further exemplary embodiment, several sensors can be provided for detecting the filling level. For example, a number of sensors can be provided which corresponds to the number of braided material carriers. It is conceivable that each of these sensors is assigned, for example, to a braided material carrier in such a way that it only ever takes measurements to detect the degree of filling of this one woven material carrier. This means that the required measurements can be carried out at the same time.
Bei dem mindestens einen Sensor kann es sich um einen Abstandssensor handeln, d.h. einen Sensor der dazu ausgebildet ist, Abstandsmessungen durchzuführen. Hierbei kann es sich um einen optischen Sensor handeln. Der Sensor kann beispielsweise dazu ausgebildet sein, mittels Laser einen Abstand zu erfassen. Mit Hilfe dieses Sensors kann daher nicht direkt die Masse des Flechtgutträgers ermittelt werden sondern der Abstand des Sensors von dem Flechtgutträger. Da während des Flechtvorgangs fortlaufend Flechtgut von dem Flechtgutträger bereitgestellt wird, nimmt der Füllgrad der Flechtgutträger ab. Dieser Füllgradverlust / diese Füllgradabnahme, z.B. Durchmesserverlust / Durchmesserabnahme, des Flechtgutträgers kann mit Hilfe des Sensors per Abstandsmessung erfasst werden. Die aktuelle Masse kann aus der Abstandsmessung, genauer gesagt aus dem mit Hilfe der Abstandserfassung abgeleiteten Füllgrad, errechnet werden. Dies resultiert daraus, dass die Masse des Flechtgutträgers abhängig ist von dessen Füllgrad und umgekehrt.The at least one sensor can be a distance sensor, i.e. a sensor which is designed to carry out distance measurements. This can be an optical sensor. The sensor can be designed, for example, to detect a distance by means of a laser. With the help of this sensor, therefore, it is not possible to determine the mass of the braided material carrier directly, but rather the distance between the sensor and the braided material carrier. Since braided material is continuously provided by the braided article carrier during the braiding process, the degree of filling of the braided article carrier decreases. This loss of degree of filling / decrease in degree of filling, e.g. loss of diameter / decrease in diameter, of the braided material carrier can be recorded by distance measurement with the aid of the sensor. The current mass can be calculated from the distance measurement, more precisely from the degree of filling derived with the aid of the distance detection. This results from the fact that the mass of the braided carrier depends on its degree of filling and vice versa.
Der Sensor kann derart an oder in der Flechtmaschine angeordnet sein, dass ihn alle der Flechtgutträger bei ihrer Drehung um das gemeinsame Flechtzentrum passieren. Der Sensor kann beispielsweise statisch am Rahmen der Flechtmaschine außerhalb der sich bewegenden Flechtgutträger, beispielsweise außerhalb rotierender Kränze, angebracht sein.The sensor can be arranged on or in the braiding machine in such a way that all of the braided material carriers pass it when they rotate around the common braiding center. The sensor can, for example, be attached statically to the frame of the braiding machine outside the moving braided material carriers, for example outside rotating wreaths.
Alternativ zu der Ausgestaltung des Sensors z.B. als Abstandssensors zur Erfassung des Füllgrads des Flechtgutträgers und der indirekten Ermittlung der Masse des Flechtgutträgers aus dem erfassten Füllgrad, ist es denkbar, den mindestens einen Flechtgutträger, z.B. jeden Flechtgutträger, mit einem Kraftsensor auszustatten. Mittels des Kraftsensors kann dann die jeweils wirkende Zentrifugalkraft direkt gemessen werden. Hierdurch kann auf schnelle und einfache Weise die auf den jeweiligen Flechtgutträger wirkende Zentrifugalkraft ermittelt werden.As an alternative to the configuration of the sensor, e.g. as a distance sensor for detecting the degree of filling of the plaited material carrier and the indirect determination of the mass of the woven material carrier from the recorded degree of filling, it is conceivable to equip the at least one woven material carrier, e.g. each woven material carrier, with a force sensor. The centrifugal force acting in each case can then be measured directly by means of the force sensor. In this way, the centrifugal force acting on the respective braided material carrier can be determined in a quick and simple manner.
Der mindestens eine Sensor kann dazu ausgebildet sein, den Füllgrad mindestens eines der Flechtgutträger mehrmals während eines Flechtvorgangs zu erfassen. Der Füllgrad kann in festen oder variablen Zeitintervallen erfasst werden. Beispielsweise kann der Füllgrad des mindestens einen Flechtgutträgers fortlaufend / kontinuierlich ermittelt werden.The at least one sensor can be designed to detect the degree of filling of at least one of the braided material carriers several times during a braiding process. The degree of filling can be recorded in fixed or variable time intervals. For example, the degree of filling of the at least one braided material carrier can be continuously / continuously determined.
Die von dem mindestens einen Sensor erfassten Informationen über den Füllgrad des mindestens einen Flechtgutträgers können an die Steuereinrichtung übermittelt werden. Beispielsweise können diese Informationen fortlaufend, zum Beispiel in festen oder variablen Zeitintervallen, von dem mindestens einen Sensor an die Steuereinrichtung weitergeleitet oder von der Steuereinrichtung von dem mindestens einen Sensor abgerufen werden. Die Weitergabe der Informationen von dem Sensor an die Steuereinrichtung kann z.B. kontinuierlich erfolgen.The information about the filling level of the at least one braided material carrier detected by the at least one sensor can be transmitted to the control device. For example, this information can be forwarded continuously, for example at fixed or variable time intervals, from the at least one sensor to the control device or can be called up by the control device from the at least one sensor. The information from the sensor to the control device can be passed on continuously, for example.
Dadurch kann die Flechtmaschine noch genauer gesteuert werden. Beispielsweise kann die Drehzahl häufiger erhöht werden. Dies führt zu einer weiteren Produktivitätssteigerung.This allows the braiding machine to be controlled even more precisely. For example, the speed can be increased more frequently. This leads to a further increase in productivity.
Die Steuereinrichtung kann dazu ausgebildet sein, aus dem erfassten Füllgrad des mindestens einen Flechtgutträgers die Masse des mindestens einen Flechtgutträgers abzuleiten. Hierfür kann die Steuereinrichtung zusätzlich zu dem Füllgrad die Masse des unbefüllten Flechtgutträgers berücksichtigen. Durch die Ermittlung der Masse aus dem Füllgrad des mindestens einen Flechtgutträgers wird eine einfache und genaue Möglichkeit bereitgestellt, die Masse des mindestens einen Flechtgutträgers zu ermitteln, um diese für die Steuerung des Antriebs, wie z.B. die Anpassung der Drehzahl, zu berücksichtigen.The control device can be designed to derive the mass of the at least one braided material carrier from the detected degree of filling of the at least one braided material carrier. For this purpose, the control device can take into account the mass of the unfilled braided material carrier in addition to the filling level. By determining the mass from the degree of filling of the at least one braided material carrier, a simple and precise possibility is provided to determine the mass of the at least one woven material carrier in order to take it into account for controlling the drive, such as adjusting the speed.
Durch Verwendung des mindestens einen Sensors wird eine Möglichkeit bereitgestellt, die Masse des mindestens einen Flechtgutträgers, z.B. aller Flechtgutträger, schnell und genau zu ermitteln. Dadurch kann die Flechtmaschine noch genauer gesteuert werden.By using the at least one sensor, it is possible to measure the mass of the at least one braided material carrier, e.g. all braided material carriers, can be determined quickly and accurately. This allows the braiding machine to be controlled even more precisely.
Gemäß einem Ausführungsbeispiel kann der mindestens eine Sensor dazu ausgebildet sein, den Füllgrad aller Flechtgutträger fortlaufend während eines Flechtvorgangs zu erfassen. Daraus kann die Steuereinrichtung fortlaufend die Masse aller Flechtgutträger ermitteln. Basierend auf der Masse aller Flechtgutträger kann die Steuereinrichtung den Antrieb steuern, wie z.B. die Drehzahl anpassen. Beispielsweise kann die Steuereinrichtung die Drehzahl basierend auf einem Mittelwert aller ermittelten Massen anpassen. Alternativ kann die Steuereinrichtung die Drehzahl fortlaufend basierend auf der jeweils höchsten aller ermittelten Massen anpassen.According to one embodiment, the at least one sensor can be designed to continuously detect the filling level of all braided material carriers during a braiding process. From this, the control device can continuously determine the mass of all braided material carriers. Based on the mass of all braided material carriers, the control device can control the drive, e.g. adjust the speed. For example, the control device can adapt the speed based on an average value of all the masses determined. Alternatively, the control device can continuously adjust the speed based on the highest of all the determined masses.
Erfindungsgemäß weist die Flechtmaschine ferner mindestens einen Unwuchtsensor auf. Der mindestens eine Unwuchtsensor ist dazu ausgebildet, eine Unwucht der mehreren Flechtgutträger bei der Drehung um das gemeinsame Flechtzentrum zu ermitteln. Da die Flechtgutträger unterschiedlich stark gefüllt sein können, kann eine Unwucht in der Flechtmaschine vorliegen. Da die Spulen sich gleichmäßig entleeren, bleiben die Gewichtsunterschiede und folglich auch die Unwucht bestehen. Bei Erhöhung der Drehzahl erhöht sich auch die Unwucht. Folglich könnte eine erhöhte Drehzahl zu stärkerer Vibration führen. Der Unwuchtsensor kann vorgesehen sein, um dies zu überwachen. Vibrationen können einen Einfluss auf die Produktqualität sowie auf die Haltbarkeit der Maschine haben. Unwuchtsensoren sind aus dem Stand der Technik bekannt und werden zum Beispiel in Waschmaschinen eingesetzt.According to the invention, the braiding machine also has at least one unbalance sensor. The at least one imbalance sensor is designed to determine an imbalance of the plurality of braided material carriers as they rotate around the common braiding center. Since the braided material carriers can be filled to different degrees, there may be an imbalance in the braiding machine. Since the bobbins empty themselves evenly, the weight differences and consequently also the imbalance remain. When the speed is increased, the imbalance also increases. As a result, increased speed could lead to increased vibration. The unbalance sensor can be provided in order to monitor this. Vibrations can have an impact on product quality and the durability of the machine. Imbalance sensors are known from the prior art and are used, for example, in washing machines.
Erfindungsgemäß ist die Steuereinrichtung dazu ausgebildet, die ermittelte Unwucht bei der Steuerung des Antriebs zu berücksichtigen. Beispielsweise kann die Steuereinrichtung dazu ausgebildet sein, die ermittelte Unwucht bei der Anpassung der anpassbaren Drehzahl zu berücksichtigen. Ermittelt die Steuereinrichtung beispielsweise, dass die angepasste Drehzahl zu einer Unwucht führen würde oder tatsächlich führt, welche einen vorbestimmten Grenzwert überschreitet, kann die Steuereinrichtung stattdessen die Drehzahl derart anpassen, dass sie gerade auf oder unter dem Grenzwert liegt.According to the invention, the control device is designed to take the ascertained imbalance into account when controlling the drive. For example, the control device can be designed to take the ascertained imbalance into account when adapting the adaptable speed. If the control device determines, for example, that the adjusted speed would lead or actually lead to an imbalance which exceeds a predetermined limit value, the control device can instead adjust the speed in such a way that it is just at or below the limit value.
Das beschriebene Verfahren kann ganz oder teilweise mit Hilfe eines Computerprogramms durchgeführt werden. So kann ein Computerprogrammprodukt mit Programmcodeabschnitten für das Ausführen des Verfahrens vorgesehen sein. Das Computerprogramm kann auf einem computerlesbaren Speichermedium oder in der Flechtmaschine gespeichert sein. Wenn die Programmcodeabschnitte des Computerprogramms in einen Rechner, Computer oder Prozessor (beispielsweise einen Mikroprozessor, Mikrocontroller oder digitalen Signalprozessor (DSP)) geladen sind, oder auf einem Rechner, Computer oder Prozessor laufen, können sie den Computer oder Prozessor dazu veranlassen, einen oder mehrere Schritte oder alle Schritte des hierin beschriebenen Verfahrens auszuführen.The method described can be carried out in whole or in part with the aid of a computer program. Thus, a computer program product with program code sections can be provided for carrying out the method. The computer program can be stored on a computer-readable storage medium or in the braiding machine. When the program code sections of the computer program loaded into a calculator, computer or processor (e.g. a microprocessor, microcontroller or digital signal processor (DSP)), or running on a calculator, computer or processor, they can cause the computer or processor to perform one or more steps or all of the steps of the to perform the method described herein.
Auch wenn einige der voranstehend beschriebenen Aspekte und Details in Bezug auf die Flechtmaschine beschrieben wurden, so können diese Aspekte auch in entsprechender Weise in dem Verfahren zum Steuern der Flechtmaschine oder einem das Verfahren unterstützenden oder implementierenden Computerprogramm realisiert werden.Even if some of the above-described aspects and details have been described in relation to the braiding machine, these aspects can also be implemented in a corresponding manner in the method for controlling the braiding machine or a computer program that supports or implements the method.
Die vorliegende Erfindung soll weiter anhand von Figuren erläutert werden. Diese Figuren zeigen schematisch:
- Figur 1a
- eine aus dem Stand der Technik bekannte Flechtmaschine;
- Figur 1b
- einen Verlauf von Zentrifugalkraft und Drehzahl bei der Flechtmaschine aus
Figur 1a ; Figur 2- ein erstes Ausführungsbeispiel einer Flechtmaschine;
Figur 3- ein Flussdiagramm eines Ausführungsbeispiels eines Verfahrens zur Steuerung der Flechtmaschine aus
Figur 2 ; Figur 4- ein zweites Ausführungsbeispiel einer Flechtmaschine;
- Figur 5a
- einen Verlauf von Maschinendrehzahl und Zentrifugalkraft bei einer Flechtmaschine aus
Figuren 2 und4 ; - Figur 5b
- einen Vergleich der Zentrifugalkraft der Flechtmaschine aus
Figur 1 und der Zentrifugalkraft der Flechtmaschinen ausFiguren 2 und4 ; - Figur 5c
- einen Vergleich der Drehzahl einer Flechtmaschine aus
Figur 1 mit der Drehzahl einer Flechtmaschine ausFiguren 2 und4 ; und - Figur 5d
- die Produktivitätssteigerung in Prozent bei Verwendung einer Flechtmaschine aus
Figuren 2 und4 gegenüber einer Flechtmaschine ausFigur 1 .
- Figure 1a
- a prior art braiding machine;
- Figure 1b
- a curve of centrifugal force and speed of the braiding machine
Figure 1a ; - Figure 2
- a first embodiment of a braiding machine;
- Figure 3
- a flowchart of an embodiment of a method for controlling the braiding machine
Figure 2 ; - Figure 4
- a second embodiment of a braiding machine;
- Figure 5a
- a curve of machine speed and centrifugal force in a braiding machine
Figures 2 and4th ; - Figure 5b
- a comparison of the centrifugal force of the braiding machine
Figure 1 and the centrifugal force of the braiding machinesFigures 2 and4th ; - Figure 5c
- a comparison of the speed of a braiding machine
Figure 1 at the speed of a braiding machineFigures 2 and4th ; and - Figure 5d
- the percentage increase in productivity when using a braiding machine
Figures 2 and4th compared to a braiding machineFigure 1 .
Im Folgenden werden, ohne hierauf beschränkt zu sein, spezifische Details dargelegt, um ein vollständiges Verständnis der vorliegenden Erfindung zu liefern. Es ist einem Fachmann jedoch klar, dass die vorliegende Erfindung in anderen Ausführungsbeispielen verwendet werden kann, die von den nachfolgend dargelegten Details abweichen können.In the following, but not limited to, specific details are set forth in order to provide a complete understanding of the present invention. However, it is clear to a person skilled in the art that the present invention can be used in other exemplary embodiments which can deviate from the details set forth below.
Es ist dem Fachmann zudem klar, dass die nachfolgend dargelegten Erläuterungen unter Verwendung von Hardwareschaltungen, Softwaremitteln oder einer Kombination davon implementiert sein/werden können. Die Softwaremittel können im Zusammenhang stehen mit programmierten Mikroprozessoren oder einem allgemeinen Rechner, Computer, einer ASCI (Application Specific Integrated Circuit; zu deutsch: anwendungsspezifische integrierte Schaltung) und/oder DSPs (Digital Signal Processors; zu deutsch: digitalen Signalprozessoren). Es ist zudem klar, dass auch dann, wenn die nachfolgenden Details in Bezug auf ein Verfahren beschrieben werden, diese Details auch in einer geeigneten Vorrichtungseinheit, einem Computerprozessor oder einem mit einem Prozessor verbundenen Speicher realisiert sein können, wobei der Speicher mit einem oder mehreren Programmen versehen ist, die das Verfahren durchführen, wenn sie durch den Prozessor ausgeführt werden.It is also clear to the person skilled in the art that the explanations set out below can be implemented using hardware circuits, software means or a combination thereof. The software means can be associated with programmed microprocessors or a general computer, computer, an ASCI (Application Specific Integrated Circuit; in German: application-specific integrated circuit) and / or DSPs (Digital Signal Processors; in German: digital signal processors). It is also clear that even if the following details are described in relation to a method, these details can also be implemented in a suitable device unit, a computer processor or a memory connected to a processor, the memory with one or more programs that perform the method when executed by the processor.
Die Spulen 2 werden gemäß der schematischen Darstellung aus
Bei aus dem Stand der Technik bekannten Flechtmaschinen, wie der Flechtmaschine 1, wird eine konstante Drehzahl eingesetzt. Diese Drehzahl wird so gewählt, dass eine maximale Belastung der Flechtmaschinen nicht überschritten wird. Bekannte Flechtmaschinen sind oftmals auf eine maximale Drehzahl von 175 U/min begrenzt und werden bei dieser maximalen Drehzahl betrieben. Bei einem maximalen Füllgrad von 100% der Spulen 2 wirkt somit eine zulässige Zentrifugalkraft von 221,43 N auf jede vollgefüllte Spule 2. Diese Figur stellt dar, wie bei einer konstanten Drehzahl (siehe den Drehzahlverlauf 4) und einem Füllgrad von 100% die Zentrifugalkraft maximal ist und mit abnehmendem Füllgrad der Spule 2 abnimmt. Das heißt, bei vollständig gefüllter / befüllter Spule 2 entsteht die höchste Belastung. Mit abnehmendem Füllgrad der Spule 2 wird die Zentrifugalkraft und damit die Belastung auf die Flechtmaschine 1 stetig geringer. Das hat zur Folge, dass Flechtmaschinen aus dem Stand der Technik zwar eine Überlastung der Flechtmaschine 1 zu verhindern versuchen, jedoch nicht in gewünschtem Maße auf eine maximale Produktivität optimiert sind.In braiding machines known from the prior art, such as
Die Flechtmaschine 10 aus
Hierfür weist die Flechtmaschine 10 eine Steuereinrichtung 40 und einen Sensor 50 auf. Der Sensor 50 erfasst wiederholt, z.B. fortlaufend, den Füllgrad einer oder mehrerer der Spulen 20. Hierfür ist der Sensor 50 beispielhaft als Abstandssensor ausgebildet. Der Sensor 50 kann beispielsweise mittels Laser den jeweiligen Abstand zu den sich vorbei bewegenden Spulen 20 erfassen. Da sich der Füllgrad der Spulen 20 laufend ändert, ändert sich entsprechend auch der von dem Sensor 50 erfasste Abstand. Im Folgenden wird beispielhaft angenommen, dass der Sensor 50 wiederholt den Füllgrad aller Spulen 20 erfasst. Daraus kann entweder direkt vom Sensor 50 oder durch die Steuereinrichtung 40 die Masse jeder der Spulen 20 ermittelt werden.For this purpose, the
Alternativ oder zusätzlich zu der Ausgestaltung des Sensors z.B. als Abstandssensor zur Erfassung des Füllgrads der Spulen 20 und der indirekten Ermittlung der Masse der Spulen 20 aus dem erfassten Füllgrad, kann beispielsweise jede Spule 20 mit einem Kraftsensor versehen werden. Mittels des Kraftsensors kann dann die jeweils wirkende Zentrifugalkraft direkt gemessen werden. Das heißt, alternativ oder zusätzlich (z.B. aus Redundanzgründen) zu dem Sensor 50 kann jeweils ein Sensor an jeder der Spulen 20 vorgesehen sein, der direkt die auf die jeweilige Spule 20 einwirkende Zentrifugalkraft misst.As an alternative or in addition to the configuration of the sensor, e.g. as a distance sensor for detecting the filling level of the
Unabhängig von der genauen Ermittlung der Masse, kann aus der Masse einer Spule 20, unter Kenntnis ihres radialen Abstandes r vom Drehzentrum, d.h. vom Flechtzentrum 30, die auf die jeweilige Spule 20 wirkende Zentrifugalkraft von der Steuereinrichtung 40 ermittelt werden. Aus der Masse jeder Spule 20 kann die Steuereinrichtung grundsätzlich für jede Spule 20 die jeweils wirkende Zentrifugalkraft ableiten. Die Zentrifugalkraft F ergibt sich aus der Winkelgeschwindigkeit ω wie folgt: ![]()
![]()
Die Winkelgeschwindigkeit ω ist direkt proportional zur Drehzahl n, da gilt: ![]()
![]()
Somit ergibt sich für den Zusammenhang zwischen Zentrifugalkraft F und Drehzahl n: ![]()
![]()
Die Kreiszahl n (Pi) ist bekannt und konstant. Die Masse m und Zentrifugalkraft F verhalten sich direkt proportional. Das heißt, mit abnehmender Masse nimmt die auf einen Körper wirkende Zentrifugalkraft F direkt proportional ab. Dadurch kann bei abnehmenden Füllgrad und damit abnehmender Masse m der Spulen 20 die Drehzahl n entsprechend erhöht werden und dennoch die wirkende Zentrifugalkraft konstant gehalten werden. Die Steuereinrichtung 40 ermittelt die Drehzahl n derart, dass die Zentrifugalkraft F, die auf die Spulen 20 jeweils wirkt, konstant bleibt. Dadurch kann mit der Abnahme des Spulenfüllgrads die Drehzahl n der Flechtmaschine 10 erhöht werden. Dies steigert die Produktivität. Rein beispielhaft sei hier genannt, dass die Drehzahl in einem Bereich von 150 U/min bis 250 U/min oder in einem Teilbereich hieraus während des Flechtprozesses angepasst werden kann.The circle number n (Pi) is known and constant. The mass m and centrifugal force F are directly proportional. This means that as the mass decreases, the centrifugal force F acting on a body decreases in direct proportion. As a result, with a decreasing degree of filling and thus a decreasing mass m of the
In dem Beispiel aus ![]()
![]()
Nicht nur die Drehzahl bzw. die Drehzahlanpassung ist eine quadratische Funktion sondern auch die Masse der Spule 20 bzw. der Massenverlust der Spule während der Produktion / während des Flechtvorgangs (die Masse bzw. der Massenverlust sind proportional zu π /4*(D2-d2)). Bei D handelt es sich um den Außendurchmesser der Spule bei maximaler Spulenfüllung. D nimmt während des Flechtvorgangs ab und ist daher nicht konstant. Bei d handelt es sich um den Kerndurchmesser der Spule selbst und ist daher konstant. So kann d auch als Durchmesser der Spule ohne Füllgut verstanden werden. Auf diese Weise kann aus der bekannten Proportionalität der Massenverlust aus dem Außendurchmesser der Spule 20 bei der jeweils vorliegenden Spulenfüllung und dem konstanten Durchmesser der Spule 20 ohne Füllgut ermittelt werden.Not only the speed or the speed adjustment is a quadratic function but also the mass of the
Weitere Details zur Steuerung der Flechtmaschine 10 werden nun in Bezug auf
In einem Schritt S302 treibt der Antrieb der Flechtmaschine 10 die Spulen 20 derart an, dass sie sich um das gemeinsame Flechtzentrum 30 bewegen, wie z.B. drehen. Sie können sich z.B. mit einer anpassbaren Drehzahl n um das Flechtzentrum 30 drehen. In den Schritten S304 und S306 wird der Antrieb derart gesteuert, dass eine auf mindestens einen der Spulen 20 wirkende Zentrifugalkraft zumindest nahezu konstant bleibt. Hierfür wird mittels des Sensors 50 in Schritt S304 zunächst der Füllgrad der Spulen 20 erfasst. Zudem wird in Schritt S304 basierend auf dem jeweils erfassten Spulenfüllgrad durch die Steuereinrichtung 40 eine Masse der Spule 20 und damit jeder der zumindest nahezu gleich gefüllten Spule 20 ermittelt. Die ermittelte Masse der Spule 20 kann nun zur Ermittlung einer angepassten Drehzahl mit Hilfe der Beziehung ![]()
![]()
Aus dieser Beziehung kann die Steuereinrichtung 40 in Schritt S306 die angepasste Drehzahl n direkt ermitteln, da der radiale Abstand r zum Flechtzentrum 30 bekannt und konstant ist, die Masse m ermittelt wurde und die Zentrifugalkraft F konstant gehalten wird. Das heißt, für letztere wird der zuvor vorhandene und beispielsweise zu Beginn für die Flechtmaschine 10 gewählte Wert verwendet.From this relationship, the
Im Schritt S302 wird die Flechtmaschine 10 mit der angepassten Drehzahl n angetrieben. Die Schritte S302 bis S306 können z.B. fortlaufend während des Flechtvorganges wiederholt werden.In step S302, the
In
Der angepasste Algorithmus ist dahingehend angepasst, dass mittels des Sensors 50 der Füllgrad aller Spulen 20 erfasst wird (dies entspricht einem möglichen Vorgehen aus
Die Steuereinrichtung 40 kann die größte Masse m_max der ermittelten Massen m zur Ermittlung der angepassten Drehzahl wie folgt weiter verwenden.The
Aus der Beziehung ![]()
![]()
Zudem kann mit Hilfe des Unwuchtsensors 60 eine Unwucht in der Flechtmaschine 10 ermittelt werden. Diese Unwucht resultiert aus dem unterschiedlichen Füllgrad und damit der unterschiedlichen Masse der Spulen 20. Da bei steigender Drehzahl die Unwucht zunimmt, kann diese optional überwacht werden. Die Steuereinrichtung 40 kann die Unwucht bei der Anpassung der Drehzahl n berücksichtigen. Es ist z.B. denkbar, dass mit Hilfe des Unwuchtsensors 60 festgestellt wird, dass eine maximal zulässige Unwucht überschritten wird, falls die seitens der Steuereinrichtung ermittelte Drehzahl verwendet würde / wird. Die Steuereinrichtung 40 kann dann die Drehzahl derart reduzieren, dass die maximal zulässige Unwucht nicht überschritten wird.In addition, an imbalance in the
Die
Wie aus
In
Das Ausmaß der Produktivitätssteigerung ergibt sich rein beispielhaft aus
Claims (15)
- Braiding machine (1) comprising:- a plurality of braiding-material carriers (2, 20, 20a), which are arranged at a constant radial distance from a common braiding center (30) of the braiding machine around the common braiding center (30) of the braiding machine (1) and are each adapted to carry a braiding-material to be braided in the common braiding center (30);- a drive (12) which is designed to drive the plurality of braiding-material carriers (2, 20, 20a) such that they move around the common braiding center (30);
characterized by- a control device (40) which is designed to control the drive (12) by adapting the rotational speed, angular speed or speed such that during a braiding process, a centrifugal force (F, Fk) acting on at least one of the braiding-material carriers (2, 20, 20a) remains at least almost constant,
and in that
the braiding machine (1) further comprises at least one unbalance sensor (60) which is designed to determine an unbalance of the plurality of braiding-material carriers (2, 20, 20a) during the rotation around the common braiding center (30), and that the control device (40) is designed to take into account the determined imbalance when controlling the drive (12) by adapting the rotational speed, angular speed or speed. - Braiding machine (1) according to claim 1, wherein the drive (12) is designed to drive the plurality of braiding-material carriers (2, 20, 20a) such that they rotate around the common braiding center (30) at an adjustable rotational speed (n), and the control device (40) is designed to adapt the adjustable rotational speed (n) such that the centrifugal force (F, Fk) acting on the at least one of the braiding-material carriers (2, 20, 20a) remains at least almost constant.
- Braiding machine (1) according to claim 2, wherein the control device (40) is designed to control the drive (12) of the braiding machine (1) such that the plurality of braiding-material carriers (2, 20, 20a) rotate at the adapted rotational speed (n) around the common braiding center (30).
- Braiding machine (1) according to claim 2 or 3, wherein the control device (40) is designed to adapt the adjustable rotational speed (n) repeatedly during a braiding process, for example continuously.
- Braiding machine (1) according to any one of claims 1 to 4, wherein the control device (40) is designed to control the drive (12) such that a centrifugal force (F, Fk) acting maximally on at least one of the braiding-material carriers (2, 20, 20a) remains at least almost constant.
- Braiding machine (1) according to any one of claims 1 to 5, wherein the control device (40) is designed to control the drive (12) as a function of the mass (m) of at least one of the braiding-material carrying braiding-material carriers (2, 20, 20a).
- Braiding machine (1) according to any one of claims 1 to 6, wherein the control device (40) is designed to control the drive (12) as a function of the mass (m) of the braiding-material carrier (2, 20, 20a) with the greatest mass (m_max) of the multiple braiding-material carriers (2, 20, 20a).
- Braiding machine (1) according to any one of claims 1 to 7, further comprising at least one sensor (50) which is designed to detect the filling level of at least one of the braiding-material carriers (2, 20, 20a) with braiding material.
- Braiding machine (1) according to claim 8, wherein the at least one sensor (50) is designed to detect the filling level of at least one of the braiding-material carriers (2, 20, 20a) repeatedly during a braiding process, for example continuously.
- Braiding machine (1) according to claim 8 or 9, wherein the control device (40) is designed to derive the mass (m) of the at least one braiding-material carrier (2, 20, 20a) from the detected filling level of the at least one braiding-material carrier (2, 20, 20a).
- Braiding machine (1) according to one of claims 2 to 10, wherein the control device (40) is designed to adapt the adjustable rotational speed (n) such that the adjustable rotational speed (n) increases linearly during a braiding process.
- Braiding machine (1) according to claim 11, wherein the adjustable rotational speed (n) increases linearly during a braiding process as a function of a fixed setting in the braiding machine (1).
- Braiding machine (1) according to claim 11, wherein the adjustable rotational speed (n) increases linearly during a braiding process as a function of the mass (m) of at least one of the braiding-material carriers (2, 20, 20a).
- Braiding machine (1) according to claim 11, wherein the adjustable rotational speed (n) increases linearly during a braiding process as a function of the filling level of at least one of the braiding-material carriers (2, 20, 20a).
- A method for controlling a braiding machine (1), wherein the braiding machine (1) comprises a plurality of braiding-material carriers (2, 20, 20a), a drive (12), a control device (40) and at least one unbalance sensor (60), wherein the plurality of braiding-material carriers (2, 20, 20a) is arranged at a constant radial distance from a common braiding center (30) of the braiding machine around the common braiding center (30) of the braiding machine (1) and are each adapted to carry a braiding material to be braided in the common braiding center (30), wherein the method comprises the following steps:- driving the plurality of braiding-material carriers (2, 20, 20a) such that they move around the common braiding center (30);
characterized in that the method further comprises the following steps:- controlling the drive (12) by adapting the rotational speed, angular speed or speed such that a centrifugal force (F, Fk) acting on at least one of the braiding-material carriers (2, 20, 20a) remains at least almost constant during a braiding process;
and- determining, by the at least one unbalance sensor (60), an imbalance of the plurality of braiding-material carriers (2, 20, 20a) during the rotation around the common braiding center (30); and- taking into account the determined imbalance by the control device (40) during controlling the drive (12) by adapting the rotational speed, angular speed or speed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL18706719T PL3585929T3 (en) | 2017-02-27 | 2018-02-20 | Braiding machine |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017203161.1A DE102017203161B4 (en) | 2017-02-27 | 2017-02-27 | braiding |
| PCT/EP2018/054173 WO2018153870A1 (en) | 2017-02-27 | 2018-02-20 | Braiding machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3585929A1 EP3585929A1 (en) | 2020-01-01 |
| EP3585929B1 true EP3585929B1 (en) | 2021-08-25 |
Family
ID=61258231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18706719.4A Active EP3585929B1 (en) | 2017-02-27 | 2018-02-20 | Braiding machine |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US11149365B2 (en) |
| EP (1) | EP3585929B1 (en) |
| JP (1) | JP7074775B2 (en) |
| KR (1) | KR102482900B1 (en) |
| CN (1) | CN110637116B (en) |
| BR (1) | BR112019017736B1 (en) |
| DE (1) | DE102017203161B4 (en) |
| ES (1) | ES2898214T3 (en) |
| HU (1) | HUE057031T2 (en) |
| MX (1) | MX2019010135A (en) |
| PL (1) | PL3585929T3 (en) |
| RU (1) | RU2750018C2 (en) |
| WO (1) | WO2018153870A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020133096A1 (en) | 2020-12-11 | 2022-06-15 | Acandis Gmbh | Method of making a stent |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1364291A (en) | 1921-01-04 | mccahey | ||
| US1485576A (en) | 1919-09-27 | 1924-03-04 | Wendelburg Alex | Braiding machine |
| US2258018A (en) * | 1940-04-24 | 1941-10-07 | Smith King Company | Braider carrier |
| DE2162170A1 (en) | 1971-12-15 | 1973-06-20 | Spirka Masch Vorrichtungsbau | High speed braider - with counter - rotating circular bobbin carriers |
| DE2903807A1 (en) * | 1979-02-01 | 1980-08-14 | Felten & Guilleaume Carlswerk | METHOD FOR BALANCING A BANDWINDER, AND A BANDWINDER THEREFORE |
| US4266461A (en) * | 1979-07-05 | 1981-05-12 | Karg Corporation | Tandem braiding system and components thereof |
| JPS6266922A (en) * | 1985-09-18 | 1987-03-26 | Tokai Rubber Ind Ltd | Braiding device and braiding method for braid-reinforced long-sized material |
| US4716807A (en) * | 1986-12-17 | 1988-01-05 | Mayer Wildman Industries, Inc. | Speed control apparatus and method for braiding machine |
| US4903473A (en) * | 1988-09-01 | 1990-02-27 | Stolberger Maschinenfabrik Gmbh & Co Kg | Method for controlling a cage stranding machine |
| DE3900060A1 (en) * | 1989-01-03 | 1990-07-05 | Stolberger Maschf & Co Kg | DEVICE FOR TAPING A CONTINUOUS STRING OF MATERIAL |
| JPH0674542B2 (en) * | 1990-08-25 | 1994-09-21 | 村田機械株式会社 | Composition method of braid structure |
| FR2804133B1 (en) | 2000-01-20 | 2002-04-05 | Inst Textile De France | IMPROVED BRAIDING MACHINE |
| US6360644B1 (en) * | 2000-03-31 | 2002-03-26 | American Metric Corporation | Braiding machine |
| DE102005058223A1 (en) | 2005-12-06 | 2007-06-14 | Maschinenfabrik Niehoff Gmbh & Co. Kg | Coil bearer for wire or textile plaiting/rope braiding assembly moves on circular rider slip bearings |
| JP2008150715A (en) * | 2006-12-14 | 2008-07-03 | Nippon Mayer Ltd | Monitor for yarn finish of bobbin in torchon lace machine |
| CN201447562U (en) * | 2009-05-31 | 2010-05-05 | 梁东昭 | High-speed braiding machine |
| CN102587032B (en) * | 2011-01-13 | 2013-09-18 | 江苏苏净集团有限公司 | Wastewater treatment filler braiding machine and using method thereof |
| JP5437303B2 (en) | 2011-03-31 | 2014-03-12 | 三菱電機株式会社 | Shoreline equipment |
| RU2519888C2 (en) * | 2012-09-18 | 2014-06-20 | Федеральное государственное бюджетное учреждение науки институт земного магнетизма, оиносферы и распространения радиоволн им. Н.В.Пушкова Российской академии наук ( ИЗМИРАН ). | Device to making instrument sensitive element torsion suspensions |
| CN203700706U (en) * | 2013-10-25 | 2014-07-09 | 天津市宝坻区同利服装辅料厂 | Centripetal disc knitting machine |
| GB2524576B (en) * | 2014-03-28 | 2018-11-14 | Jdr Cable Systems Ltd | Braiding machine |
| DE102017202632B4 (en) * | 2017-02-17 | 2020-10-29 | Leoni Kabel Gmbh | Braiding machine and method for producing a braid |
| JP6990959B2 (en) * | 2017-11-30 | 2022-01-12 | Nittoku株式会社 | Stranded wire equipment and stranded wire manufacturing method |
-
2017
- 2017-02-27 DE DE102017203161.1A patent/DE102017203161B4/en active Active
-
2018
- 2018-02-20 ES ES18706719T patent/ES2898214T3/en active Active
- 2018-02-20 US US16/488,883 patent/US11149365B2/en active Active
- 2018-02-20 MX MX2019010135A patent/MX2019010135A/en unknown
- 2018-02-20 PL PL18706719T patent/PL3585929T3/en unknown
- 2018-02-20 HU HUE18706719A patent/HUE057031T2/en unknown
- 2018-02-20 CN CN201880027926.6A patent/CN110637116B/en active Active
- 2018-02-20 WO PCT/EP2018/054173 patent/WO2018153870A1/en active Search and Examination
- 2018-02-20 RU RU2019130335A patent/RU2750018C2/en active
- 2018-02-20 BR BR112019017736-1A patent/BR112019017736B1/en active IP Right Grant
- 2018-02-20 EP EP18706719.4A patent/EP3585929B1/en active Active
- 2018-02-20 JP JP2019567780A patent/JP7074775B2/en active Active
- 2018-02-20 KR KR1020197028155A patent/KR102482900B1/en active IP Right Grant
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| US11149365B2 (en) | 2021-10-19 |
| DE102017203161A1 (en) | 2018-08-30 |
| RU2750018C2 (en) | 2021-06-21 |
| ES2898214T3 (en) | 2022-03-04 |
| HUE057031T2 (en) | 2022-04-28 |
| KR20190117742A (en) | 2019-10-16 |
| US20200024778A1 (en) | 2020-01-23 |
| MX2019010135A (en) | 2020-02-13 |
| JP2020508406A (en) | 2020-03-19 |
| KR102482900B1 (en) | 2022-12-29 |
| WO2018153870A1 (en) | 2018-08-30 |
| DE102017203161B4 (en) | 2018-10-31 |
| CN110637116B (en) | 2021-08-13 |
| RU2019130335A3 (en) | 2021-03-29 |
| PL3585929T3 (en) | 2022-01-24 |
| BR112019017736B1 (en) | 2023-02-23 |
| EP3585929A1 (en) | 2020-01-01 |
| RU2019130335A (en) | 2021-03-29 |
| JP7074775B2 (en) | 2022-05-24 |
| CN110637116A (en) | 2019-12-31 |
| BR112019017736A2 (en) | 2020-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2225918C3 (en) | Method for the withdrawal of thread-like material from a wound body of a storage device for textile machines and device for carrying out the method | |
| EP3168338B1 (en) | Workstation of a two-for-one twister or cabling machine | |
| DE2715988C2 (en) | Device for controlling the tape application in a warping machine | |
| EP3168339B1 (en) | Method for operating a spindle of a two wire twister or cabling machine | |
| DE2736416A1 (en) | METHOD AND DEVICE FOR CONTROLLING KNITTING MACHINES | |
| EP0308609A2 (en) | Thread-feeding device for textile machines with temporarily varied thread consumption, in particular for knitting machines | |
| EP2987757A1 (en) | Paraffin device for a textile machine for the production of cross-wound spools | |
| DE2608590A1 (en) | THREAD DELIVERY DEVICE, IN PARTICULAR FOR KNITTING MACHINES | |
| DE19923802B4 (en) | Circular knitting machine for the production of knitwear with either different properties and method for their adjustment | |
| EP3585929B1 (en) | Braiding machine | |
| DE102015122391B4 (en) | Method for controlling a piecing process for re-piecing a yarn on a spinning machine | |
| EP0386519B1 (en) | Method and device for winding a predetermined length of yarn in layers on a bobbin | |
| EP0247404B1 (en) | Thread tension regulating device for a knitting machine | |
| DE4116497B4 (en) | Yarn feeding device | |
| DE2831604C2 (en) | Method for controlling the drive speed of a stranding machine and device for carrying out the method | |
| DE2635200C2 (en) | Thread feeder | |
| AT521026B1 (en) | Device for producing a braided casing | |
| DE102005049567A1 (en) | Method and device for regulating the package density of a yarn package | |
| EP0217373B1 (en) | Thread delivery device for textile machines | |
| EP3269853B1 (en) | Method for starting a spindle of a two-for-one twister or cabling machine | |
| DE19635373C2 (en) | Device for compensating for thread consumption and thread tension fluctuations when feeding thread-like material | |
| DE2624168C3 (en) | Method and device for catching a thread when changing the bobbin | |
| DE2335204C3 (en) | Yarn delivery and storage device | |
| DE900897C (en) | Circulating needle thread dispenser, thread tensioning device for rotating needle thread dispenser and sewing machine with needle thread dispenser and thread tensioning device | |
| DE7606285U1 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190924 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MASCHINENFABRIK NIEHOFF GMBH & CO. KG |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20201020 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210409 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018006705 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN Ref country code: AT Ref legal event code: REF Ref document number: 1423901 Country of ref document: AT Kind code of ref document: T Effective date: 20210915 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211125 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211227 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211125 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211126 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2898214 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E057031 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018006705 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220220 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220228 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230510 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240319 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240216 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20240220 Year of fee payment: 7 Ref country code: HU Payment date: 20240215 Year of fee payment: 7 Ref country code: DE Payment date: 20240216 Year of fee payment: 7 Ref country code: CZ Payment date: 20240207 Year of fee payment: 7 Ref country code: CH Payment date: 20240301 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240209 Year of fee payment: 7 Ref country code: PL Payment date: 20240212 Year of fee payment: 7 Ref country code: IT Payment date: 20240229 Year of fee payment: 7 Ref country code: FR Payment date: 20240222 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210825 |