EP3580405B1 - Bande de découplage - Google Patents
Bande de découplage Download PDFInfo
- Publication number
- EP3580405B1 EP3580405B1 EP18722413.4A EP18722413A EP3580405B1 EP 3580405 B1 EP3580405 B1 EP 3580405B1 EP 18722413 A EP18722413 A EP 18722413A EP 3580405 B1 EP3580405 B1 EP 3580405B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- carrier plate
- nub
- longitudinal direction
- decoupling
- leg
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000015572 biosynthetic process Effects 0.000 claims description 17
- 238000013461 design Methods 0.000 claims description 17
- 239000000758 substrate Substances 0.000 claims description 16
- 239000004744 fabric Substances 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 claims 3
- 239000004753 textile Substances 0.000 claims 1
- 239000000853 adhesive Substances 0.000 description 53
- 230000001070 adhesive effect Effects 0.000 description 53
- 210000002414 leg Anatomy 0.000 description 51
- 239000012528 membrane Substances 0.000 description 38
- 238000004519 manufacturing process Methods 0.000 description 31
- 239000010410 layer Substances 0.000 description 25
- 238000005755 formation reaction Methods 0.000 description 16
- 238000000034 method Methods 0.000 description 16
- 238000004049 embossing Methods 0.000 description 9
- 238000000465 moulding Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 230000008901 benefit Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 230000003313 weakening effect Effects 0.000 description 5
- 230000001680 brushing effect Effects 0.000 description 4
- 238000010297 mechanical methods and process Methods 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 238000007791 dehumidification Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000004570 mortar (masonry) Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 230000005226 mechanical processes and functions Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000007788 roughening Methods 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 210000000689 upper leg Anatomy 0.000 description 2
- 206010000496 acne Diseases 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 239000005018 casein Substances 0.000 description 1
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 description 1
- 235000021240 caseins Nutrition 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 238000009408 flooring Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- 238000007585 pull-off test Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images












Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/182—Underlayers coated with adhesive or mortar to receive the flooring
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02194—Flooring consisting of a number of elements carried by a non-rollable common support plate or grid
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/0215—Flooring or floor layers composed of a number of similar elements specially adapted for being adhesively fixed to an underlayer; Fastening means therefor; Fixing by means of plastics materials hardening after application
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/185—Underlayers in the form of studded or ribbed plates
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/186—Underlayers covered with a mesh or the like
Definitions
- the invention relates to a decoupling sheet with a carrier plate and a plurality of knobs protruding from the plane of the carrier plate, adjacent knobs being arranged transversely to the longitudinal direction of the carrier plate and in the longitudinal direction of the carrier plate.
- decoupling is understood to mean the reduction of shear stresses or stress peaks between two layers arranged in a solid bond. Effective decoupling prevents shear stresses or stress peaks in one of the layers from being transferred to the other layer of the composite structure and causing damage there.
- Decoupling sheets of the aforementioned type are used, for example, in construction when laying floors, in particular for decoupling, sealing and / or for vapor pressure equalization.
- the decoupling membranes are laid, in particular glued, on a substrate and form the support surface for floor covering elements such as ceramic tiles.
- Tiles are laid in particular on young screed using the thin-bed method. If no decoupling membrane is laid between the tiled floor and the new screed, if the screed shrinks, the tiles, in particular due to their low expansion coefficient, cannot follow the movement of the screed, so that shear stresses arise, which ultimately lead to the tiles becoming detached or even tearing being able to lead.
- Decoupling membranes are also required when laying coverings on particularly critical substrates, such as old wooden floors.
- decoupling sheet of the aforementioned type compensates for these shear stresses through deformation, which is why there is no need to fear damage to the composite structure.
- decoupling sheets are made from film-like plastic, i.e. from a flexible plastic layer that deforms under the action of external forces.
- the material is usually selected so that it is low in emissions, especially with regard to pollutants.
- tile adhesive also called adhesive mortar or bonding layer
- adhesive mortar or bonding layer is usually applied to the support plane of the decoupling membrane.
- tile adhesives are usually combed with a notched trowel or a toothed smoothing trowel and a different tile adhesive is used depending on the area of application and / or the substrate.
- a reaction resin adhesive, a cementitious thin-bed mortar, a casein tile adhesive or a dispersion adhesive is used as the tile adhesive.
- the individual flooring elements or the tiles are laid on the tile adhesive.
- the tile adhesive penetrates into the recesses of the decoupling membrane and hardens.
- the connected floor covering elements are separated from the subsurface and mechanically decoupled. Due to the arrangement of the knobs transversely to the longitudinal direction and in the longitudinal direction of the carrier plate, there are channels that extend over the entire carrier plate. These channels work together with the knobs in such a way that they absorb and compensate for mechanical loads and, in particular, shear stresses. This stress on the floor covering elements can be generated due to the effects of temperature and moisture and / or due to a load with weight.
- Decoupling tracks of the aforementioned type are, for example, from EP 2 372 041 B1 and from the EP 2 246 467 B1 known.
- the EP 2 372 041 B1 relates to a method for the production of a carrier plate as well as a carrier plate for a floor, wall or ceiling structure lined with panels to achieve decoupling between the substrate and the surface lining to be applied to the sheet-like plate, which has a sheet-like plate with a plurality of chambers, which are formed by depressions are formed from a plane of the film-like plate, the end faces of which form a first plate side and opposite a second plate side.
- an adhesion-enhancing layer made of a web-like material is applied at least on one side of the plate, which layer lines at least the depressions of the chambers.
- the adhesion-strengthening layer should serve for better decoupling and, moreover, for better connection of the tile adhesive.
- the depressions serve to hold the tile adhesive, which is applied to the top of the adhesion-enhancing layer of the decoupling membrane.
- round, cylindrical and / or cup-shaped formations are provided as depressions.
- the EP 2 246 467 B1 known that by applying a large number of fibers to the upper side of the decoupling membrane facing the tile adhesive, improved adhesion of the tile adhesive should be made possible.
- the knobs or depressions of this known decoupling sheet have a round, cylindrical and / or cup-shaped shape and are accordingly rounded.
- the fibers applied to the upper surface of the decoupling sheet are permanently connected to this surface.
- the tile adhesive is introduced into the recesses of the carrier plate.
- the ones from the EP 2 372 041 B1 and EP 2 246 467 B1 known decoupling tracks have regularly arranged round, cylindrical formations which are arranged in rows and columns. Due to the arrangement, channels are formed between the rows of knobs that extend over the entire decoupling track. These channels are open to the subsurface and intersect with other channels.
- the channels are only covered with a thin layer of the tile adhesive so that they form a line of weakness that favors a deformation of the decoupling sheet along this line of weakness.
- the course of the joint between adjacent covering elements would coincide with a line of weakness or predetermined breaking point, so that hairline cracks and / or major damage would occur in the adhesive mortar layer and / or in the joint itself.
- decoupling membranes lack decoupling properties between the covering elements and the substrate without the use of the additional adhesion-strengthening layer or without additional fibers.
- the production of such decoupling sheets is expensive, since an additional process step is provided by applying the adhesion-promoting layer or additional fibers to increase the adhesion between the tile adhesive and the surface of the decoupling sheet facing the tile adhesive layer.
- the DE 20 2012 105 080 U1 relates to a decoupling mat for a floor covering structure with a web-shaped or plate-shaped compensation element which, starting from a support plane, has formations that protrude in a first direction and are arranged regularly and spaced apart from one another.
- the DE 299 24 180 U1 relates to a carrier plate made of film-like plastic for a panel-lined floor structure and a wall for achieving decoupling between the substrate and the surface covering to be applied to the film-like plate.
- the US 9,328,520 B1 relates to a flat girder web with a plurality of knobs protruding from the plane of the girder plane, channels running between the knobs.
- the object of the present invention is now to provide a decoupling sheet which achieves improved decoupling properties between the paving elements and the subsurface.
- an improved tensile strength and / or clawing of the tile adhesive with the decoupling membrane should also be achieved.
- knobs transversely to the longitudinal direction and in the longitudinal direction of the carrier plate, immediately adjacent knobs have a triaxial knobbed base, in particular with at least three leg sides.
- At least one knob having a three-axis knobbed base is provided with three long sides and that the central area of the three-axis knobbed base is defined by a circle which all long sides touch tangentially.
- a three-axis design of the knobbed base is to be understood as a three-legged design in a two-dimensional extension.
- the knobbed base or knob accordingly has three legs.
- at least one side wall adjoins the knob bottom to form the knob interior.
- the three-axis nub shape results from the top view of the decoupling sheet.
- the present invention is characterized in that simple production of the decoupling sheet according to the invention is ensured.
- This production in particular enables high processing speeds to be achieved, preferably by what is known as an inline process, the decoupling web being produced continuously at a comparatively high production speed.
- the increased production speed is made possible in particular by the fact that quick and easy demolding of the decoupling sheet according to the invention is provided.
- a increased processing speed leads in particular to a reduction in the production time and thus to a saving in production costs.
- the nubs according to the invention and the nub arrangement according to the invention also offer the possibility of a simple filling of the decoupling membrane with tile adhesive.
- This filling is particularly simplified by the fact that a three-axis shape of the knobs or the knobbed bases is selected so that the tile adhesive is well distributed within this knob shape when applied and introduced into the knobs and the air can easily escape from the depressions.
- the channels that arise between adjacent knobs are connected to one another indirectly and / or directly over the entire dimpled sheet.
- the channels Due to the triaxial knobbed shape of the knobbed floors, the channels are preferably rounded or wave-shaped, so that a full-area vapor pressure equalization without interruptions results in both good dehumidification and good ventilation at the same time.
- the decoupling membrane Due to the inventive design of the decoupling membrane, in particular due to the very good vapor pressure equalization, the decoupling membrane can be applied in particular to a moist and possibly not completely hardened substrate without the moisture still in the substrate being trapped and / or the desired drying of the substrate being prevented and / or being excessively delayed. As a result, the decoupling membrane can be laid shortly after the subsurface has been created. This results in the particular advantage that the laying time of the entire floor covering can be drastically reduced, a quick work sequence is guaranteed and, accordingly, the production costs of the covering are reduced.
- the dimpled sheet according to the invention has improved decoupling properties, since with a triaxial dimple shape of the dimpled bottom, preferably in connection with the alignment of the dimples in rows in the longitudinal direction and transversely to the longitudinal direction of the carrier plate, with a central area which is defined by a circle, results in an improved load distribution.
- voltage peaks are reduced or in some cases completely avoided.
- the shear stresses are transferred to the decoupling track and are distributed in particular on the surface of the carrier plate facing away from the knobs.
- the significantly improved load distribution is also advantageously achieved by the channel structure.
- the decoupling effect is advantageously designed in such a way that, on the one hand, no cracks occur in the surface of the covering facing away from the decoupling membrane and, on the other hand, that possible cracks in the subsurface, which occur in particular only after the decoupling membrane has been laid, do not appear in the tile adhesive layer and / or on the Draw the covering elements.
- the knobbed shape according to the invention also offers greater strength of the tile bond, since the tile adhesive is distributed very well in the depression created by the knob and an interaction between the carrier plate and the knobs leads to that the strength is increased. This also increases the tensile strength of the entire decoupling membrane. No additional adhesion-strengthening layer or additional fibers are required, so that the production costs can be reduced.
- the adhesive tensile strength serves as a characteristic value for the adhesion and / or adhesion of layers on substrates, in particular concrete surfaces. It is determined by means of a special test, which is also known as a pull-off test and / or tear-off test. DIN EN 1348 has a specification for determining the adhesive tensile strength under defined conditions.
- a lower total layer height of the decoupling sheets according to the invention can be selected compared to the decoupling sheet known from the prior art.
- This smaller overall layer structure means, among other things, that less tile adhesive is required to connect the covering elements to the decoupling membrane when laying, so that there is a reduction in the production costs of the covering to be laid.
- the decoupling sheet according to the invention also has a high torsional stiffness, preferably while maintaining a high winding ability.
- the high torsional stiffness or torsional stiffness means that the decoupling track cannot kink and / or twist, in particular by 90 °.
- the ability to be wound nonetheless implies that the decoupling sheet can be rolled up, preferably for transport.
- the decoupling sheet according to the invention in addition to its excellent decoupling properties, also has very good impact sound insulation. This effect is also the result of the special pimple shape and arrangement.
- the knob or the triaxial knob bottom is concave on at least one long side.
- This concave design of the long side means that an improved demolding can take place, since in particular there are no corners between the long sides. Improved demolding requires a simpler and / or improved manufacturing process.
- At least one recess is provided in the region of the long side and / or leg side of the knob or the knob bottom to form an undercut on the inside of the knob. It goes without saying that ultimately two leg sides can also form a long side, or the leg side represents the long side itself.
- the tile adhesive penetrates the undercut during the filling process, so that improved clawing is achieved. This in turn leads to a fixation and / or to the form-fitting fixing of the tile web or the covering elements to be applied to the decoupling mat.
- the formation for forming the undercut on the inside of the knob is sickle-like or arcuate and / or arcuate section-shaped and / or crescent-shaped.
- This arcuate section-shaped design leads in particular to the fact that an improved demolding is made possible during the production of the decoupling sheet.
- a rounded or sickle-like shape of the undercut advantageously ensures easier separation between the molding tool and the decoupling path. In this way, the decoupling sheet cannot be damaged in particular during demolding.
- the rounded undercuts preferably serve to reduce the stress peaks of the shear stress of the covering elements and / or to distribute them evenly on the decoupling sheet.
- the formation is formed by a projection protruding from the interior of the nubs.
- the projection is provided in the area of the knobbed base, the projection in particular merging directly into the knobbed base. This direct transition of the protrusion recess into the knobbed bottom results in improved demolding, so that the molding tool can be easily removed from the decoupling sheet even when the decoupling sheet material is not yet fully hardened, without fear of damaging the decoupling sheet during demolding .
- the formation extends over at least 40%, preferably between 50% and 100% and in particular between 60% and 90% of the length of the long side and / or leg side.
- These dimensions require that the end area of the knob or of the three-axis knob bottom, which results from two tapering long sides, is free of undercuts or has no formation in this area.
- the molding tool can each have sharp-edged corners in the end region without causing damage to the decoupling sheet during demolding.
- the end area of the knob or of the three-axis knob bottom which results from two tapering long sides, is rounded and has no corners.
- the radius of a concave long side is several times larger than the radius of an end area, preferably the radius of a concave long side is twice as large as the radius of the end area.
- the concave long sides and the rounded and / or convex end areas of the long sides result in a curved nub shape which significantly reduces or in some cases completely avoids stress peaks. These end areas, which in particular are free of undercuts, counteract air inclusions and thus simplify filling.
- knob and / or the three-axis knob bottom is mirror-symmetrical to a central axis running essentially parallel to the longitudinal direction.
- This mirror-symmetrical knob axis is extremely advantageous not only in terms of production technology, but also in relation to the product properties of the decoupling sheet, which will be discussed below.
- the angle of the legs starting from the central area between the mutually adjacent, spaced leg axes is at least 90 °.
- the invention provides that the leg length of one leg, in particular the leg running parallel to the longitudinal direction of the decoupling track, is shorter than the other two leg lengths. It is particularly advantageous if the angle which is arranged between the leg axis of the shorter leg and the leg axis of the adjacent leg is greater than 120 ° and in particular is less than 130 °. Due to a preferably mirror-symmetrical arrangement, two larger angles are provided for the knob or the three-axis knob bottom and the angle that is included between the axis of the legs of the longer legs is correspondingly smaller than 120 °. In comparison to the right-angled and / or rotationally symmetrical geometries customary in the prior art, this geometry has the advantage that improved decoupling properties of the entire decoupling membrane can be caused when using the knob with the aforementioned properties.
- knobs running transversely to the longitudinal direction of the carrier plate are arranged in such a way that there is no continuous straight line running transversely to the longitudinal direction of the carrier plate on the carrier plate and that knobs running in the longitudinal direction of the carrier plate are arranged in such a way that there are no continuous Line, straight line running in the longitudinal direction of the carrier plate results.
- knobs running longitudinally and transversely to the longitudinal direction of the carrier plate are arranged in such a way that there is no continuous straight line running obliquely to the longitudinal direction of the carrier plate on the carrier plate.
- Continuous means a connection from one edge of the decoupling sheet to the opposite edge of the decoupling sheet on the other longitudinal or transverse side of the decoupling sheet.
- the aforementioned configuration avoids weakening lines and / or predetermined breaking edges of the dimpled sheet which exceed the entire dimple diameter, in particular by a multiple.
- the arrangement of the knobs in the aforementioned manner results in channel sections between the knobs which have a course, in particular meander-shaped, in right and left curves, so that the channel sections extend over the carrier plate, preferably in an undulating manner.
- the carrier plate according to the invention exclusively has such channels which extend from one side edge to another side edge of the carrier plate and run in right and left curves, based on the transverse direction of the decoupling path or the carrier plate.
- Each space between two adjacent knobs represents a channel section and is part of a channel, so that lines of weakness or predetermined breaking edges running in a straight line over the carrier plate between knobs arranged at a distance are excluded.
- the knobs are arranged both in the longitudinal direction and in the transverse direction, the center points of the longitudinal knobs being provided on a line at least substantially parallel to the longitudinal direction of the decoupling sheet and the center points of the lines running transversely to the longitudinal direction Knobs are arranged on an at least substantially perpendicular to the longitudinal direction line.
- This arrangement of the knobs leads to advantages in terms of manufacturing technology, since this, preferably symmetrical, arrangement of the knobs can be introduced into a film-like material by means of an embossing device, preferably a knob roller, by means of molding tools, which is fed to the embossing device as the base material of the decoupling mat.
- the molding tools are arranged on the knob roller so that the embossing of the knobs can take place in a continuous manufacturing process.
- Row located knobs are arranged one behind the other in such a way that the shorter leg of the knobs or the knob bottom is aligned in the longitudinal direction.
- the shorter legs of the knobs are oriented opposite to the longitudinal direction.
- the shorter legs according to the invention ensure that the knobs are arranged in longitudinal and transverse rows to the carrier plate, but without having or forming a line of weakness.
- the arrangement of the knobs on the carrier plate is designed so that the shortest distance between two adjacent knobs is always approximately the same size, in particular with a deviation of +/- 20%, preferably + / - 10%.
- This produces, in particular, the same or approximately the same channel width, with the channels extending in a meandering manner over the carrier plate due to the knobbed shape.
- one leg of the knobs is to be made shorter.
- knobs are arranged and / or designed in such a way that approximately the same flow cross section results in the channels, in particular with a deviation of +/- 20%, preferably +/- 10%.
- a flat connecting means can be provided for the connection between the decoupling sheet and the substrate on the outside of the knobbed bases.
- This connecting means is preferably attached to the knobbed floors, the connecting means preferably being designed as a fleece or woven fabric or scrim or lattice or paper, in particular in a full-area or lattice-shaped configuration.
- the connecting means specifies that the studded bottom over the Connection means is firmly connected to the substrate, so that in particular its adhesive tensile strength is increased.
- the connecting means is introduced directly into the outside of the knobbed floors during the manufacturing process of the decoupling membrane. Due to the firm connection of the decoupling sheet to the subsurface by means of the connecting means, a shift between the covering layer and the decoupling sheet is preferably avoided.
- the arrangement of the connecting means on the knobbed bases is preferably designed in such a way that the channels or channel sections through which dehumidification and / or ventilation are possible result between the outer sides of the knobs and the connecting means.
- the connecting means is usually facing the substrate on which the decoupling membrane is placed. The openings in the individual knobs are aligned towards the laying side, so that the tile adhesive can be introduced into the knobs or into the interiors of the knobs.
- the height of the knobs is between 1 and 5 mm, preferably 2 to 4 mm, more preferably 2.5 to 3.5 mm.
- This comparatively low nub height enables a small overall layer structure and implies the reduced amount of tile adhesive required for the connection between the decoupling membrane and the covering elements. Nevertheless, due to the special nub shape and design, a firm connection between the tile adhesive and the decoupling membrane is achieved while at the same time achieving an excellent decoupling effect.
- the clear distance between adjacent knobs has a width greater than 2 mm, in particular between 3 mm to 9 mm, preferably 4 mm to 8 mm, more preferably 5 mm to 6 mm.
- This clear distance also determines the width of the channel section and thus defines the free space between adjacent knobs. Due to the existing width, the duct section not only ensures good dehumidification and ventilation of the subfloor, but also a uniform distribution of heat, especially in system structures with underfloor heating.
- the ratio of the area of the knobbed bases of all knobs to the carrier plate is preferably between 40% to 70%, more preferably between 45% to 55% and in particular at least substantially 50%.
- the ratio of the area of the knobbed bases of all knobs to the carrier plate is preferably between 40% to 70%, more preferably between 45% to 55% and in particular at least substantially 50%.
- At least one projection and / or recess is provided on the side of the knob bottom facing the knob interior and / or that the side of the carrier plate facing the knob interior has at least one projection and / or recess .
- protruding projections and / or depressions are provided on the knobbed base and / or the carrier plate, which are intended for clawing / connection with the tile adhesive to be applied to the decoupling membrane on the tile side.
- the projections and / or depressions are ultimately material overhangs, but not openings in the studded bottom or the carrier plate, which allow air or moisture to be exchanged from the bottom side to the tile side.
- the aforementioned embodiment of the invention increases the exposed surface of the knobbed bases and the surface of the support plate facing away from the knobbed bases, ie the surface of the webs provided on the support plate between the individual knob openings protruding into the knob interiors.
- the projections and / or depressions and the enlarged surface therewith result in improved clawing of the tile adhesive, and in order to achieve this Effect no additional adhesion-strengthening layer is required on the surface of the carrier plate, so that in particular the production is made simpler.
- the projections and / or depressions according to the invention also improve the demoldability of the entire decoupling sheet.
- the projections and / or depressions lead, in particular, to the decoupling sheet having increased flexural rigidity and / or torsional rigidity.
- the projection and / or depression on the knobbed base is formed in a spiral and / or arcuate section. It has been found that, in particular, the spiral and / or rounded projection shape and / or recess shape results in improved clawing of the tile adhesive. Ultimately, tests have shown that it is particularly advantageous if the spiral projection and / or depression is provided in the central area of the knobbed base.
- the structuring and / or the depressions and / or projections of the knobbed base and / or the carrier plate preferably have a height and / or depth of greater than 1 ⁇ m, preferably greater than 100 ⁇ m, more preferably between 100 to 1000 ⁇ m and in particular at least substantially between 300 to 500 ⁇ m.
- the distance between the deepest point of the recess and the highest Location of the projection preferably greater than 50 ⁇ m, more preferably greater than 100 ⁇ m, further preferably further between 100 to 300 ⁇ m and in particular at least substantially between 300 to 800 ⁇ m.
- the projections and / or depressions on the knobbed base and / or on the carrier plate form a structured surface of the knobbed base and / or the carrier plate.
- the projections and / or depressions are advantageously arranged in an irregular and / or disordered manner, preferably both on the knobbed base and on the carrier plate.
- various shapes and / or structures of the depressions and / or projections are advantageously provided, in particular the shapes and / or structures of the projections and / or depressions resulting from the way in which the projections and / or depressions are manufactured.
- a structured surface is formed for better interlocking of the tile adhesive, with the surface being structured on the basis of projections and / or depressions.
- the projections and / or depressions can have a fixed geometric shape, in particular if they are embossed during the production of the decoupling sheet, and / or they have a wide variety of structures or shapes, it being essential to the invention that the projections and / or depressions have a maximum height and / or depth of greater than 1 ⁇ m.
- a molding is used to form an undercut on the projections and / or depressions.
- This formation forms the undercut, in particular the undercut serving to better grip the tile adhesive on the surface of the carrier plate and / or the knobbed base, the tile adhesive preferably engaging in the area of the undercut and clawing there.
- knobbed base and / or the carrier plate When structuring the knobbed base and / or the carrier plate, it is advantageously provided that at least 30% of the free surface of the knobbed base and / or the carrier plate is structured and / or has depressions and / or projections. Preferably over 50% of the carrier plate and / or over 50% of the total area of all knobbed bases are structured and / or have projections and / or depressions. This structured surface ensures better clawing of the tile adhesive and an increase in the adhesive strength of the entire decoupling membrane.
- the leg base of one leg of the knob has a plurality of projections and / or depressions.
- the projections and / or depressions are arranged concentrically to the central area and / or to the center point of the knob on the leg base.
- the projections and / or depressions of the knobbed base are designed in a web-like and / or rectangular and / or elliptical shape in another configuration.
- the web-like and / or rectangular and / or elliptical projections and / or depressions on the knobbed base are aligned transversely and / or longitudinally to the longitudinal direction of the carrier plate. This arrangement of the projections and / or depressions on the knobbed base requires, with good demouldability of the knobbed membrane, in particular a simple filling of the decoupling membrane with the tile adhesive.
- protrusions and / or depressions can be applied to the knobbed base, but in a further preferred embodiment, as an alternative to the protrusions and / or depressions on the knobbed base or in addition, protrusions and / or depressions on the carrier plate or
- the support plate webs are provided between the knob openings protruding into the knob interiors, both in the longitudinal direction of the support plate and in the transverse direction of the support plate.
- This arrangement of the projections and / or depressions on the carrier plate in particular in combination with a preferred embodiment of the projections and / or depressions in a web-like and / or rectangular and / or elliptical shape, results in particularly good interlocking of the tile adhesive.
- the projections and / or depressions of the carrier plate are elongated and their longitudinal extent is aligned exclusively transversely and / or longitudinally to the longitudinal direction of the carrier plate. This alignment in combination with the elongated shape, in particular, causes the tile adhesive to grip better with the carrier plate.
- a special arrangement of the projections and / or depressions is provided in which they run in rows transversely and / or longitudinally to the longitudinal direction of the carrier plate and are arranged alternately in terms of their orientation. It is precisely with such a design and arrangement that the tile adhesive engages well with the carrier plate.
- a method for producing the decoupling sheet is provided with a carrier plate and a plurality of knobs protruding from the plane of the carrier plate, adjacent knobs being arranged transversely to the longitudinal direction of the carrier plate and in the longitudinal direction of the carrier plate.
- the knobbed bases of immediately adjacent knobs are designed with three axes transversely to the longitudinal direction and in the longitudinal direction of the carrier plate.
- the side of the knob bottom facing the knob interior preferably has at least one protrusion and / or recess and / or the side of the carrier plate facing the knob interior has a protrusion and / or recess.
- the projection and / or the depression is produced by laser methods, plasma methods, mechanical methods and / or by embossing during and / or after the production of the decoupling path.
- the projections and / or depressions can be made in the decoupling sheet or in the carrier plate and / or in the knobbed base after the production of the decoupling sheet, in particular in a separate process step.
- the embossing is carried out after the production of the decoupling web by an additional or further embossing roller, which is in particular heated.
- This additional embossing roller adjoins the actual nub roller, via which the decoupling sheet is generated as such, in the direction of manufacture.
- the surface modification can alternatively be carried out by mechanical methods, such as blasting, for example using sand and / or nutshells.
- a roughening or roughening of the surface is given in mechanical processes through the use of, for example, brushes and / or sandpaper. It is also possible to process (roughen) the surface with a needle roller.
- the aforementioned methods lead to a structured surface or to a profiling of the surface, so that in particular an increased roughness is caused.
- the laser method preferably comprises the treatment of the surface of the decoupling track with a pulsed laser beam source, which can preferably be directed onto the surface of the decoupling track with a high radiation intensity.
- an adhesion-enhancing layer between the decoupling membrane and the covering elements can be applied to the decoupling membrane, preferably by brushing and / or spraying and / or brushing on.
- an adhesion-enhancing layer to the decoupling sheet by brushing on and / or spraying on and / or brushing on while the decoupling sheet is being produced.
- the invention relates to a decoupling sheet with a carrier plate and a large number of knobs protruding from the carrier plate, adjacent knobs being arranged transversely to the longitudinal direction of the carrier plate and in the longitudinal direction of the carrier plate, wherein immediately adjacent knobs one triaxially transversely to the longitudinal direction and in the longitudinal direction of the carrier plate have formed studded bottom.
- at least one knob with a three-axis knob bottom with three long sides is present and that the central area of the knob or the three-axis knob bottom is defined by a circle that all long sides touch tangentially.
- the invention also relates to a method for producing a decoupling sheet, in particular with the projections and / or depressions according to the invention.
- intervals and range limits contain any intermediate intervals and individual values and are to be regarded as disclosed as being essential to the invention, even if these intermediate intervals and individual values are not specifically specified.
- Fig. 1 shows part of a decoupling sheet 1 according to the invention with a carrier plate 2 and a plurality of protruding from the carrier plate plane 3 Knobs 4.
- Adjacent knobs 4 are arranged transversely to the longitudinal direction 5 (in the transverse direction 15) of the carrier plate 2 and in the longitudinal direction 5 of the carrier plate 2. It also clarifies Fig. 1 that transversely to the longitudinal direction 5 (in the transverse direction 15) and in the longitudinal direction 5 of the carrier plate 2 directly adjacent knobs 4 have a triaxial knobbed base 10.
- the three-axis design of the knob 4 or the knob bottom 10 requires that three legs 12, 13 are provided.
- the three-axis design of the knobbed base 10 can be seen in a plan view of the decoupling sheet 1 and, consequently, in a plan view of the knob 4.
- the immediate vicinity of the knobs 4 in the longitudinal direction 5 and in the transverse direction 15 occurs in the case of a group of at least three knobs 4.
- the knobs 4 are arranged on the carrier plate 2, it is provided that the knobs 4 and the knobbed bottoms 10 neither intersect nor overlap.
- different knob shapes or shapes of the knob bottom 10 - both three-axis and any shapes - can be used on the decoupling sheet 1.
- a group of at least three immediately adjacent knobs 4 with a three-axis knob bottom 10 is formed.
- At least one knob 4 with a three-axis knob bottom 10 with three long sides 6a is present on the decoupling sheet 1.
- the central area 7 of the knob 4 or of the knob bottom 10 is defined by a circle which all long sides 6 touch tangentially.
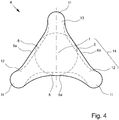
- Fig. 3 and 4th Different embodiments of the three-axis knob shape with different three-axis knob bases 10 with three long sides 6a are shown.
- Fig. 1 the arrangement of the knobs 4 according to Fig. 4 on a decoupling sheet 1, all knobs 4 having a three-axis knobbed base 10.
- knob shape with a three-axis knob bottom 10 with three long sides 6a according to FIG Fig. 3 or 4th provided, which is introduced into a carrier plate 2, the remaining knobs 4 having known knob structures, for example cylindrical and / or cup-shaped.
- the long side 6 of the knob 4 or of the knob bottom 10 is concave.
- only one long side 6a of the knob 4 or two long sides 6a of the knob 4 is concave.
- a knobbed interior 20 is formed by the knobbed bottom 10 and at least one side wall adjoining the knobbed bottom 10, the three-dimensional shape of the knob 4 resulting from the at least one side wall.
- the Fig. 2 shows that in the illustrated embodiment, an undercut 8 on the inside of the knob is present.
- This undercut 8 on the inside of the knob is formed by the formation 8, the formation 8 in the illustrated embodiment being crescent-shaped and / or in the shape of an arcuate section and / or crescent-shaped.
- the recess 8 is also formed by a projection 9 protruding from the knob interior 20.
- the formation 8 is in accordance with Fig. 3 and 4th provided in the area of the long side 6a of the knob 4. Based on Fig. 2 it becomes clear that in the illustrated embodiment the projection 9 is arranged in the region of the knobbed base 10, this merging into the knobbed base 10. Incidentally, the clarify Fig.
- the formation 8 extends approximately over 90% of the long side 6a. In an embodiment not shown, it is provided that the formation 8 extends over at least 40%, preferably in further embodiments between 50 and 100% and in particular between 60 and 90%, the long side 6a extends.
- the resulting end area 11 is rounded and has no corners Rounding is described using a circular arc section.
- the radius that characterizes the concavity of the long side 6 a is a multiple or multiple greater than the radius that defines the circular arc section of the end region 11.
- FIGS Fig. 3 and 4th clarify Fig. 3 and 4th that the knob 4 or the three-axis knob bottom 10 is mirror-symmetrical to a central axis running at least substantially parallel to the longitudinal direction 5. This mirror symmetry is also based on the Fig. 1 clear.
- FIGS Fig. 3 and 4th In the three-axis knobbed shape of the knobbed base 10, FIGS Fig. 3 and 4th three legs 12, 13 which are spaced apart from one another and which extend from the central region 7.
- a leg length 14 of a leg 13, which runs parallel to the central axis, is shorter than the respective other two leg lengths 14 of the leg 12.
- different angles of the leg axes are provided in the illustrated embodiment.
- the knob 4 provides angles of greater than 90 ° between two spaced-apart leg axes.
- the knob 4 according to Fig. 3 and 4th it is provided that the angle of the leg axis of the shorter leg 13 to the leg axis of the adjacent leg 12 is greater than 120 °, in the illustrated embodiment, about 123 °. Accordingly, the angle between the leg axes of the legs 12 is less than 120 °, approximately 114 °.
- knobs 4 are arranged transversely to the longitudinal direction 5 of the carrier plate 2 in such a way that on the carrier plate 2 or on the carrier plate plane 3 no continuous straight line running transversely to the longitudinal direction 5 and thus in the transverse direction 15 of the carrier plate 2 results.
- the knobs 4 running in the longitudinal direction 5 of the carrier plate 2 are arranged such that there is no continuous straight line running in the longitudinal direction 5 of the carrier plate 2 on the carrier plate 2.
- knobs 4 are also arranged longitudinally and transversely to the longitudinal direction 5 of the carrier plate 2 in such a way that there is no continuous oblique to the longitudinal direction 5 of the carrier plate 2 on the carrier plate 2 running straight line results.
- the channel section occurring between two knobs 4 with the clear spacing 19 is arranged in such a way that it meanders according to FIG Fig. 1 extends over the decoupling sheet 1.
- the resulting lines that are possible in the channel section cannot be continued in a straight line across the carrier plate 2. In each case one leg 12, 13 of an adjacent knob 4 protrudes into the channel section between two knobs 4.
- FIG Fig. 5 Other three-axis knob shapes of the knob bottom 10 of the knob 4 are shown in FIG Fig. 5 shown and designated with the design variants 1 to 13.
- the arrangement of these possible knob shapes on the carrier plate 2 can be designed in such a way that the aforementioned continuous straight lines do not result on the carrier plate 2.
- the three-axis embodiments 1 to 13 according to FIG Fig. 5 each show at least three leg sides 6b, it being understood that the long side 6a is formed by at least one leg side.
- the embodiment variants 1 to 13 can have an undercut 8 in the region of the long side and / or that the formation 8 can extend over at least 40% of the long side 6a or over the leg side 6b.
- Fig. 6 shows that when using a triangular knobbed shape of the knobbed bottom 10 of the knob 4, an arrangement is provided on the carrier plate 2 in such a way that there is no continuous straight line of the channel section of adjacent knobs 4 on the carrier plate 2.
- the centers of the knobs 4 or the knobbed floors 10 according to Fig. 3 are arranged on straight lines running parallel to the longitudinal direction 5 and on lines running parallel to the transverse direction 15.
- knobs 4 are arranged on the carrier plate 2 in such a way that according to FIG Fig. 1 an arrangement results, wherein the knobs 4 are arranged in the longitudinal direction 5 and in the transverse direction 15 and running in rows.
- the center points of the knobs 4 running in the longitudinal direction 5 are arranged at least on a line running essentially parallel to the longitudinal direction 5.
- the center points of the knobs 4 running transversely to the longitudinal direction 5 are arranged on a line running at least substantially perpendicular to the longitudinal direction 5 and thus in the transverse direction 15.
- This arrangement of the knobs 4 results in a symmetrical knob sequence within the respective row, this arrangement in particular making it possible that the aforementioned continuous straight lines or lines of weakness do not arise on the carrier plate 2.
- knobs 4 arranged one behind the other extend in a row running at least substantially parallel to the longitudinal direction 5 such that the shorter leg 13 of the knobs 4 is aligned in the longitudinal direction 5.
- the knobs 4 arranged one behind the other are aligned such that the shorter leg 13 of the knobs 4 is oriented opposite to the longitudinal direction 5. This results in an alternating knob alignment in a row running at least substantially parallel to the transverse direction 15.
- FIG Fig. 2 For the arrangement of the decoupling sheet 1 on a substrate 18, a connecting means 17 is shown in FIG Fig. 2 intended.
- This connecting means 17 is arranged on the outside 16 of the knobbed bases 10.
- the connecting means 17 is fastened to the outside 16 of the knobbed bases 10.
- a connecting means 17 in the illustrated embodiment a fleece used.
- the connecting means 17 is provided in the illustrated embodiment with a lattice-shaped design. In an embodiment that is not shown, in addition to the grid-like configuration, a full-surface configuration is also possible.
- the knob 4 according to FIG Fig. 2 a height of 3 mm.
- a height between 1 to 4 mm, more preferably between 2.5 to 3.5 mm is provided.
- the clear distance 19 between adjacent knobs 4 in the illustrated embodiment is greater than 2 mm.
- the clear distance 19 of the knobs 4 varies on the decoupling sheet 1 according to Fig. 1 so that a clear distance 19 between 3 mm to 9 mm can be provided, preferably between 4 to 8 mm, more preferably between 5 to 6 mm.
- the ratio of the area of the knobbed bases 10 of all knobs 4 to the area of the carrier plate 2 is at least substantially about 50%.
- the ratio can be between 40% and 70%, preferably between 45% and 55%.
- Fig. 2 clarified Fig. 2 that tiles 23 are provided above the carrier plate 2. Joints 24 result between adjacent tiles 23.
- a tile adhesive is provided that is applied both to the knob interior 20 and to the carrier plate 2. It gets caught within the undercut 8 or penetrates into the projection 9. Regardless of the orientation of the decoupling sheet 1 on a substrate 18, the result is that the joints 24 between the tiles 23 do not coincide with a weakening line or a continuous line on the carrier plate 2. The possible continuous line resulting between two knobs 4 cannot be continued beyond adjacent knobs 4.
- projections 21a, 21c and / or depressions 21b, 21d can be present both on the knobbed base 10 and on the carrier plate 2. It goes without saying that between adjacent projections 21a, 21c in each case depressions 21b, 21d are provided. Ultimately, a projection 21a, 21c and / or recess 21b, 21d is basically followed by a recess.
- the Figures 7 to 12 show a carrier plate 2 and nubs 4, the nub interior 20 being open towards the carrier plate 2.
- the projections 21a and / or depressions 21b can be shown on the side of the knobbed base 10 facing the knobbed interior 20 Figures 9 to 11 be provided.
- the projections 21a are in accordance with FIG Figures 9 to 11 provided on all of the dimpled bottoms 10 of the decoupling sheet 1 shown. It goes without saying, however, that in an exemplary embodiment not shown, only at least one knob 4 has at least one projection 21a and / or recess 21b.
- a perforation of the carrier plate 2 with the projections 21c and / or depressions 21d is shown in the exemplary embodiment Figures 7 to 8 and according to Figures 11 to 12 shown.
- the projections 21c are provided on the side facing the knob interior 20. Accordingly, on the side of the carrier plate 2 facing away from the knob interior 20 or the knob bottom 10, depressions are provided which correspond to the projections 21c.
- a recess 21d is provided on the side of the carrier plate 2 facing the knob interior 20 next to each projection 21c.
- a multiplicity of projections 21c is provided on the carrier plate 2. It goes without saying that in further, not shown embodiments, at least one projection 21c can be provided on the carrier plate 2.
- the projections 21a, 21c and / or depressions 21b, 21d can assume different geometric shapes and structures. By way of example, some will be explained below with reference to the illustrated embodiments. It is ultimately understood here that, according to the invention, different projections 21a, 21c with different structures can ultimately be provided in embodiments that are not shown. In the case of the projections 21c or depressions 21b, it is ultimately crucial that the tile adhesive for connecting the tiles 23 to the decoupling membrane 1 penetrates into the projections 21c or depressions 21b and fills them almost completely. This is based on Fig. 13 made clear.
- a plurality or plurality of projections 21a, 21c and / or depressions 21b, 21d are either on the carrier plate 2 or provided on the knobbed base 10 or on both.
- the projection 21a on the knobbed base 10 is according to FIG Fig. 9 and 11 formed in a spiral and / or arcuate section. This spiral course of the projection 21 a starts from the central region 7 of the knobbed base 10. Not only on the knobbed bottom 10 itself, but also on the leg bottom 22 of a leg 12, 13, a plurality of projections 21a according to FIG Fig. 10 be provided.
- the projections 21a and / or on 21c and / or the depressions 21b, 21d are arranged irregularly and / or in a disordered manner on the carrier plate 2 and / or the knobbed base 10, in particular they have different shapes and / or have structures.
- the projections 21a, 21c and / or depressions 21b, 21d serve to produce a structured surface of the knobbed base 10 and / or the carrier plate 2.
- the projections 21c of the carrier plate 2 have a shape designed to form an undercut.
- the projections 21a and / or the depressions 21b of the knobbed base 10 also have a shape for forming an undercut.
- the projections 21a, 21c and / or the depressions 21b, 21d have a height and / or a depth of greater than 1 ⁇ m, preferably greater than 100 ⁇ m, more preferably between 100 to 1000 ⁇ m and in particular between 300 and 500 ⁇ m.
- the projections 21a and / or depressions 21b of the knobbed base 10 can also merge directly into the projections 21c and / or into the depressions 21d of the carrier plate 2, the structure and / or shape of the projections 21a, 21c and / or the depressions 21b, 21d can be interrupted when the carrier plate 2 has a depression due to the knob 4 or when the carrier plate 2 merges into the knob 4. It is also understood that the projections 21a and / or the depressions 21b on the knobbed base 10 interrupt their geometric structure, in particular when the knob wall of knob 4 merges into projection 21a and / or recess 21b of knob bottom 10.
- Fig. 9 illustrates that arcuate section-shaped projections 21a are provided concentrically to the central region 7 around the center point of the knob 4 on the leg base 22.
- the Fig. 10 shows a further geometric shape of the projections 21a, the projections 21a on the knobbed bottom 10 being web-like and / or at least substantially rectangular and / or elliptical.
- the web-like and / or at least substantially rectangular and / or elliptical projections 21a on the knobbed base 10 are shown in FIG Fig. 10 provided transversely and / or longitudinally to the longitudinal direction 5 of the carrier plate 2.
- FIG. 7 that in the illustrated embodiment a plurality of projections 21c or depressions 21d is present on the carrier plate 2, the projections 21c being arranged in rows running transversely to the longitudinal direction 5 of the carrier plate 2.
- the Fig. 7 represents web-like and / or rectangular projections 21c on the carrier plate 2 Fig. 7
- the elongated projections 21c illustrated extend with their longitudinal extent exclusively transversely and / or longitudinally to the longitudinal direction 5 of the carrier plate 2.
- the projections 21c are shown in the exemplary embodiment according to FIG Fig. 7 arranged alternately in terms of their orientation in a row which runs longitudinally and / or transversely to the longitudinal direction 5 of the carrier plate 2.
- the Fig. 8 shows that the projections 21c are rectangular. In an embodiment not shown, the projections 21c of the carrier plate 2 are elliptical. It goes without saying that ultimately depressions 21d can also have the geometric shapes of projections 21c.
- the Fig. 13 shows a cross-sectional view along the section II-II according to FIG Fig. 11 , which makes it clear that the recesses 21b are arranged on the knobbed base 10 on a connecting means 17, the tile adhesive for connecting the tiles 23 to the decoupling sheet 1 or the carrier plate 2 in the projections 21c of the carrier plate 2 and / or in the recesses 21b the knob 4 penetrates.
- a method for producing a decoupling sheet 1 is provided in the illustrated embodiment, the decoupling sheet 1 having a carrier plate 2 and a plurality of knobs 4 protruding from the carrier plate 2, adjacent knobs 4 transversely to the longitudinal direction 5 of the carrier plate 2 and in Longitudinal direction 5 of the carrier plate 2 according to Fig. 1 and according to Figures 6 to 12 are provided.
- the knobbed bottoms 10 of immediately adjacent knobs 4 are designed to be triaxial.
- the projections 21a, 21c and / or depressions 21b, 21d are produced by a laser process, a plasma process, a mechanical process and / or by embossing during and / or after the production of the decoupling sheet 1, wherein the projection 21a, 21c and / or the recess 21b, 21d is introduced into the carrier plate 2 or into the knob 4 on the knob bottom 10.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Floor Finish (AREA)
Claims (16)
- Bande de découplage (1) avec une plaque porteuse (2) et une pluralité de protubérances (4) faisant saillie du plan de la plaque porteuse (3), des protubérances (4) voisins étant disposés transversalement à la direction longitudinale (5) de la plaque porteuse (2) et dans la direction longitudinale (5) de la plaque porteuse (2),
dans laquelle, pour la formation tridimensionnelle de la protubérance (4), il est prévu qu'au moins une paroi latérale se raccorde à la base des protubérances (10) pour former l'espace intérieur de la protubérance (20),
dans laquelle des protubérances (4) s'étendant transversalement à la direction longitudinale (5) de la plaque porteuse (2) sont disposés de telle manière qu'aucune ligne droite continue s'étendant transversalement à la direction longitudinale (5) de la plaque porteuse (2) n'est formée sur la plaque porteuse (2), et
dans laquelle des protubérances (4) s'étendant dans la direction longitudinale (5) de la plaque porteuse (2) sont disposés de telle manière qu'aucune ligne droite continue s'étendant dans la direction longitudinale (5) de la plaque porteuse (2) n'est formée sur la plaque porteuse (2),
caractérisé en ce que
les protubérances (4) qui sont directement adjacents transversalement par rapport à la direction longitudinale (5) et dans la direction longitudinale (5) de la plaque porteuse (2) présentent une la base des protubérances (10), en particulier avec au moins trois côtés de jambe (6b),
en ce que, en partant de la zone centrale (7), trois jambes espacées (12, 13) sont prévues, l'angle des axes des jambes espacées étant d'au moins 90°,
en ce que la longueur de jambe (14) d'une jambe (13) est inférieure aux deux autres longueurs de jambe (14) dans chaque cas. - Bande de découplage selon la revendication 1, caractérisée en ce qu'au moins une protubérance (4) ayant la base des protubérances triaxiales (10) avec trois côtés longs (6) est prévue et que la zone centrale (7) de la base des protubérances triaxiales (10) est définie par un cercle que tous les côtés longs (6a) touchent tangentiellement.
- Bande de découplage selon l'une quelconque des revendications 1 ou 2, caractérisée en ce que la protubérance (4) est concave sur au moins un côté long (6a).
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que, dans la zone du côté long (6a) et/ou du côté jambe (6b) de la protubérance (4), il est prévu au moins un élément de forme (8), qui est réalisé en particulier en forme de faucille et/ou en forme de sections d'arc et/ou en forme de croissant, pour former une contre-dépouille (8) sur la face intérieure de la protubérance, l'élément de forme (8) étant formé en particulier par une saillie (9) faisant saillie de l'espace intérieur de la protubérance (20).
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que la saillie (9) est prévue dans la zone de la base des protubérances (10), en particulier se transforme directement en base de la protubérance (10), et/ou en ce que l'élément de forme (8) s'étend sur au moins 40%, de préférence entre 50% et 100% et en particulier entre 60% et 90%, du côté long (6a) et/ou du côté jambe (6b).
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que la zone d'extrémité (11) résultant de deux côtés longs effilés (6) est exempte de contre-dépouilles et/ou en ce que la protubérance (4) est arrondie et formée sans coins sur au moins une zone d'extrémité (11) résultant de deux côtés longs effilés (6a) et/ou en ce que le rayon d'un côté long (6a) est plus grand d'un multiple que le rayon d'une zone d'extrémité (11), de préférence, le rayon d'un côté long (6a) est supérieur d'un facteur deux au rayon d'une région d'extrémité (11).
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que la protubérance (4) et/ou la base des protubérances triaxiales (10) est symétrique par rapport à un axe central au moins sensiblement parallèle à la direction longitudinale (5) et/ou en ce que l'angle de l'axe de la jambe la plus courte (13) par rapport à l'axe de la jambe adjacente (12) est supérieur à 120° et notamment inférieur à 130°.
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que des protubérances (4) s'étendant longitudinalement et transversalement à la direction longitudinale (5) de la plaque porteuse (2) sont disposées de manière à ce qu'aucune ligne droite continue s'étendant obliquement à la direction longitudinale (5) de la plaque porteuse (2) ne soit formée sur la plaque porteuse (2).
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que les protubérances (4) sont disposés en rangées s'étendant dans la direction longitudinale (5) et dans la direction transversale (15), les centres des protubérances (4) s'étendant dans la direction longitudinale (5) étant disposés sur une ligne s'étendant au moins sensiblement parallèlement à la direction longitudinale (5) et/ou en ce que les centres des protubérances (4) s'étendant transversalement à la direction longitudinale (5) sont disposés sur une ligne s'étendant au moins sensiblement perpendiculairement à la direction longitudinale (5).
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que, dans une rangée de protubérances (4) disposés les uns derrière les autres et s'étendant au moins sensiblement parallèlement à la direction longitudinale (5), la jambe la plus courte (13) des protubérances (4) est orientée dans la direction longitudinale (5), et en ce que, dans la rangée de protubérances (4) immédiatement adjacente, disposées les uns derrière les autres et s'étendant au moins sensiblement parallèlement à la direction longitudinale (5), la jambe la plus courte (13) des protubérances (4) est orientée dans la direction opposée à la direction longitudinale (5).
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce qu'un moyen de liaison (17) plat pour la liaison avec le substrat (18) est prévu, en particulier fixé, sur le côté extérieur (16) des bases des protubérances (10), et en ce que le moyen de liaison (17) est de préférence réalisé sous la forme d'un voile ou d'un tissu ou d'un papier ou d'un canevas ou d'une grille, en particulier dans une configuration sur toute la surface ou en forme de grille.
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que la protubérance (4) a une hauteur comprise entre 1 et 5 mm, de préférence entre 1 et 4 mm, plus préférentiellement entre 2,5 et 3,5 mm, et/ou en ce que la distance libre (19) entre des protubérances (4) adjacentes est supérieure à 2 mm, présente en particulier une distance libre (19) comprise entre 3 mm et 9 mm, de préférence entre 4 et 8 mm, plus préférentiellement entre 5 et 6 mm, et/ou en ce que la surface des bases des protubérances (10) de tous les protubérances (4) par rapport à la surface de la plaque porteuse (2) présente un rapport compris entre 40 % et 70 %, de préférence entre 45 % et 55 % et en particulier au moins sensiblement 50 %.
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce qu'au moins une saillie (21a) et/ou une cavité (21b) est prévue sur le côté de la base des protubérances (10) d'au moins une protubérance (4) tourné vers l'espace intérieur de la protubérance (20), et/ou en ce qu'au moins une saillie (21c) et/ou une cavité (21d) est prévue sur le côté de la plaque porteuse (2) tournée vers l'espace intérieur de la protubérance (20), en particulier la saillie (21a) et/ou la cavité (21b) sur la protubérance (4) et/ou la saillie (21c) et/ou la cavité (21d) sur la plaque porteuse (2) ayant une hauteur et/ou une profondeur supérieure à 1 µm, de préférence supérieure à 100 µm, de préférence encore entre 100 et 1000 µm et en particulier au moins sensiblement entre 300 et 500 µm.
- Bande de découplage selon la revendication 13, caractérisée en ce que les saillies (21a, 21c) et/ou les cavités (21b, 21d) forment une surface structurée de la base des protubérances (10) et/ou de la plaque porteuse (2) et/ou en ce que les saillies (21a, 21c) et/ou les cavités (21b, 21d) ont des formes et/ou des structures différentes et/ou en ce que les saillies (21a, 21c) et/ou des cavités (21b, 21d) sont disposés de manière irrégulière sur la plaque porteuse (2) et/ou sur la base des protubérances (10) et/ou en ce qu'au moins une saillie (21a, 21c) et/ou au moins une cavité (21b, 21d) présente au moins une formation, en particulier en forme de faucille et/ou en forme de sections d'arc et/ou en forme de croissant, pour former une contre-dépouille.
- Bande de découplage selon la revendication 13 ou 14, caractérisée en ce que la saillie (21a) et/ou la cavité (21b) sur la base des protubérances (10) est réalisée en forme de spirale et/ou en forme de sections d'arc et/ou en ce qu'une saillie (21a) et/ou la cavité (21b) en forme de spirale est prévue dans la zone centrale (7) de la base des protubérances (10) et/ou en ce que plusieurs saillies (21a) et/ou cavités (21b) sont prévues sur la base des protubérances (10) et/ou en ce que plusieurs saillies (21a) et/ou cavités (21b) sont prévues sur la base de la jambe (22) d'une jambe (12), 13) et/ou en ce que des saillies (21a) et/ou des cavités (21b) en forme de sections d'arc sont prévues concentriquement à la zone centrale (7) et/ou autour du centre de la protubérance (4) sur la base de la jambe (22) et/ou en ce que les saillies (21a) et/ou les cavités (21b) de la base des protubérances (10) ont une forme de bande et/ou rectangulaire et/ou elliptique.
- Bande de découplage selon l'une quelconque des revendications précédentes, caractérisée en ce que des saillies (21a) et/ou des cavités (21b) en forme de bande et/ou rectangulaires et/ou elliptiques sont orientées sur la base des protubérances (10) transversalement et/ou longitudinalement par rapport à la direction longitudinale (5) de la plaque porteuse (2) et/ou en ce qu'une pluralité de saillies (21c) et/ou de cavités (21d) sont prévues sur la plaque porteuse (2), et en ce que les saillies (21a, 21c) et/ou les cavités (21b) et/ou des cavités (21d) de la plaque porteuse (2) sont allongées et sont alignées avec leur étendue longitudinale exclusivement transversalement et/ou longitudinalement à la direction longitudinale (5) de la plaque porteuse (2) et/ou en ce que les saillies (21a, 21c) et/ou des cavités (21b, 21d) sont disposées alternativement en termes d'orientation.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL18722413T PL3580405T3 (pl) | 2017-04-26 | 2018-04-17 | Struktura rozdzielająca |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017004000.1A DE102017004000A1 (de) | 2017-04-26 | 2017-04-26 | Entkopplungsbahn |
| PCT/EP2018/059724 WO2018197256A1 (fr) | 2017-04-26 | 2018-04-17 | Bande de découplage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3580405A1 EP3580405A1 (fr) | 2019-12-18 |
| EP3580405B1 true EP3580405B1 (fr) | 2021-05-26 |
Family
ID=62116386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18722413.4A Active EP3580405B1 (fr) | 2017-04-26 | 2018-04-17 | Bande de découplage |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10975582B2 (fr) |
| EP (1) | EP3580405B1 (fr) |
| CA (1) | CA3060139C (fr) |
| DE (1) | DE102017004000A1 (fr) |
| PL (1) | PL3580405T3 (fr) |
| WO (1) | WO2018197256A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017101349U1 (de) | 2017-03-09 | 2018-06-12 | Werner Schlüter | Entkopplungsmatte |
| US11879255B2 (en) * | 2020-07-01 | 2024-01-23 | Gebrüder Jaeger GmbH | Decoupling mat and floor structure, in particular in a building with a decoupling mat |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH639186A5 (de) * | 1979-01-08 | 1983-10-31 | Beat E Werner | Traegerplatte zum fuehren der heizungsrohre einer fussboden- oder wandheizung. |
| US4338994A (en) * | 1980-01-28 | 1982-07-13 | Bernd Hewing | Modular panel heater having improved holder devices |
| DE3127265C2 (de) * | 1981-07-10 | 1985-07-18 | Ewald Dörken GmbH & Co KG, 5804 Herdecke | Bauelement mit Schutz-, Belüftungs-, Trenn-, Wärmedämm- und Drainagefunktion |
| US4576221A (en) * | 1983-11-21 | 1986-03-18 | Manfred Fennesz | System for tempering a room |
| NO930392D0 (no) * | 1992-09-23 | 1993-02-04 | Isola As | Anordning ved beskyttelsesplate, spesielt for gulv |
| US5965235A (en) * | 1996-11-08 | 1999-10-12 | The Procter & Gamble Co. | Three-dimensional, amorphous-patterned, nesting-resistant sheet materials and method and apparatus for making same |
| ES2172054T3 (es) * | 1997-07-24 | 2002-09-16 | Walter Gutjahr | Banda perfilada para la ventilacion y drenaje de baldosas tendidas en lecho de capa delgada, en particular baldosas ceramicas. |
| DE29924180U1 (de) | 1998-04-22 | 2002-05-02 | Schlüter Systems KG, 58640 Iserlohn | Trägerplatte aus folienartigem Kunststoff für einen plattenbekleideten Bodenaufbau oder eine Wand |
| DE29807258U1 (de) * | 1998-04-22 | 1998-08-06 | Schlüter-Systems GmbH, 58640 Iserlohn | Folienartige Drainageplatte |
| DE29916642U1 (de) * | 1999-09-21 | 2000-01-05 | Siegmund, Helmut, 53604 Bad Honnef | Distanzplatte für einen Hohlraumboden und Hohlraumboden |
| US6420015B1 (en) * | 2000-09-27 | 2002-07-16 | Milliken & Company | Cushioned rubber floor mat and process |
| US7748177B2 (en) * | 2004-02-25 | 2010-07-06 | Connor Sport Court International, Inc. | Modular tile with controlled deflection |
| NO320438B1 (no) * | 2004-04-15 | 2005-12-05 | Isola As | Knasteplate |
| DE202005004127U1 (de) * | 2005-03-11 | 2006-05-24 | Interplast Kunststoffe Gmbh | Trägerplatte aus folienartigem Kunststoff |
| GB2429219B (en) * | 2005-08-17 | 2009-09-30 | Kingspan Res & Dev Ltd | A flooring system |
| US8020783B2 (en) * | 2006-07-19 | 2011-09-20 | Backman Jr James Joseph | Radiant mat grid |
| DE202006015397U1 (de) * | 2006-10-04 | 2006-12-07 | Blanke Gmbh & Co. Kg | Mehrschichtiges Aufbausystem für Bodenbeläge bei Fußbodenheizungen |
| DE102006052257A1 (de) * | 2006-10-17 | 2008-04-24 | Ewald Dörken Ag | Noppenbahn |
| US7719816B2 (en) * | 2007-05-22 | 2010-05-18 | Centipede Systems, Inc. | Compliant thermal contactor |
| US7834447B2 (en) * | 2007-05-22 | 2010-11-16 | Centipede Systems, Inc. | Compliant thermal contactor |
| US20090026192A1 (en) * | 2007-07-27 | 2009-01-29 | Fuhrman Michael D | Electric radiant heating element positioning mats and related methods |
| US8919061B2 (en) * | 2008-02-06 | 2014-12-30 | Brentwood Industries, Inc. | Moisture drainage spacer panel for building walls |
| US8176694B2 (en) * | 2008-02-29 | 2012-05-15 | Batori Imre | Heated floor support structure |
| US20090230113A1 (en) * | 2008-02-29 | 2009-09-17 | Batori Imre | Heated floor support structure and method of installing |
| FI20095158A (fi) * | 2009-02-19 | 2010-08-20 | Uponor Innovation Ab | Lattian eristysrakenne |
| ES2389856T5 (es) | 2009-04-28 | 2017-10-20 | Kerakoll S.P.A. | Membrana para la instalación de pavimentos |
| US9188348B2 (en) * | 2009-08-28 | 2015-11-17 | Progress Profiles Spa | Method and apparatus for positioning heating elements |
| US20130095295A1 (en) * | 2009-10-30 | 2013-04-18 | Macneil Ip Llc | Floor tile with overmold crush pads |
| EP2372041B1 (fr) | 2010-03-29 | 2016-08-17 | Infinex Holding GmbH | Plaque de support et leur procédé de fabrication |
| TWM396306U (en) * | 2010-08-05 | 2011-01-11 | Yao-Zong Chen | Improved structure of raised floor |
| US9057193B2 (en) * | 2012-03-05 | 2015-06-16 | Victor Amend | Subfloor component and method of manufacturing same |
| US8950141B2 (en) * | 2012-09-12 | 2015-02-10 | Schluter Systems L.P. | Veneer underlayment |
| US9194119B2 (en) * | 2012-10-04 | 2015-11-24 | ST Global Partners, LLC | Peel and stick decoupling membrane |
| DE102012112698A1 (de) * | 2012-12-20 | 2014-06-26 | Sandro Thronicke | Entkopplungsmatte |
| DE202012105080U1 (de) * | 2012-12-28 | 2014-04-28 | Walter Gutjahr | Entkopplungsmatte |
| DE102013105920A1 (de) * | 2013-03-07 | 2014-09-11 | Walter Gutjahr | Entkopplungsmatte für einen mit Belagselementen bedeckbaren Flächenbelagsaufbau |
| CA2948276C (fr) * | 2014-05-08 | 2019-03-12 | Dmx Plastics Limited | Sous-couche pour un plancher |
| US8955278B1 (en) * | 2014-05-16 | 2015-02-17 | Hilton R. Mills | Subfloor drainage panel |
| CA3061778C (fr) * | 2014-08-18 | 2020-03-31 | Progress Profiles Spa | Procede et appareil pour le positionnement d'elements chauffants |
| ES2613141T3 (es) * | 2014-10-07 | 2017-05-22 | Schlüter-Systems Kg | Disposición de soporte para cables de calefacción eléctricos de una calefacción por panel radiante |
| DE202014104795U1 (de) * | 2014-10-07 | 2016-01-11 | Grass Gmbh | Vorrichtung zur Bewegungsführung eines Schubelements, Schubelement und Möbel |
| US20160130803A1 (en) * | 2014-11-06 | 2016-05-12 | Joe Comitale | Membrane |
| USD806911S1 (en) * | 2015-03-17 | 2018-01-02 | Silcart S.P.A. | Floor underlayment |
| US9328520B1 (en) * | 2015-07-17 | 2016-05-03 | Matthew Kriser | High strength in-floor decoupling membrane |
| EP3390877A4 (fr) * | 2015-12-17 | 2019-06-26 | Nvent Services Gmbh | Sous-couche de revêtement de sol retenant un câble chauffant |
| US9890959B2 (en) * | 2016-07-13 | 2018-02-13 | 10148849 Canada Inc. | Universal tile installation mat for uncoupling floor or wall tiles set in mortar from a support surface |
| DE102017004002A1 (de) * | 2017-04-26 | 2018-10-31 | Ewald Dörken Ag | Entkopplungsbahn |
-
2017
- 2017-04-26 DE DE102017004000.1A patent/DE102017004000A1/de not_active Withdrawn
-
2018
- 2018-04-17 WO PCT/EP2018/059724 patent/WO2018197256A1/fr unknown
- 2018-04-17 US US16/605,089 patent/US10975582B2/en active Active
- 2018-04-17 PL PL18722413T patent/PL3580405T3/pl unknown
- 2018-04-17 CA CA3060139A patent/CA3060139C/fr active Active
- 2018-04-17 EP EP18722413.4A patent/EP3580405B1/fr active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3580405A1 (fr) | 2019-12-18 |
| DE102017004000A1 (de) | 2018-10-31 |
| CA3060139C (fr) | 2023-01-03 |
| CA3060139A1 (fr) | 2018-11-01 |
| US10975582B2 (en) | 2021-04-13 |
| WO2018197256A1 (fr) | 2018-11-01 |
| US20200370307A1 (en) | 2020-11-26 |
| PL3580405T3 (pl) | 2021-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2372041B1 (fr) | Plaque de support et leur procédé de fabrication | |
| EP1700970A2 (fr) | Plaque de support du type feuille de plastique | |
| EP2213811A2 (fr) | Structures multicouches en tant que support pour revêtements en céramique, en pierre ou analogue | |
| EP3580405B1 (fr) | Bande de découplage | |
| WO2015161888A1 (fr) | Tapis de découplage pour une structure de revêtement surfacique recouvrable d'éléments de revêtement | |
| EP3580406B1 (fr) | Bande de découplage | |
| EP2827069A2 (fr) | Système de chauffage et découplage combiné | |
| EP2770135A1 (fr) | Bande d'étanchéité | |
| EP1918486B1 (fr) | Baguette profilée pour la terminaison de carreaux | |
| WO2004018798A2 (fr) | Plancher constitue d'elements individuels | |
| DE102006055715A1 (de) | Bodenelement in Form einer verlegbare Bodenplatte und damit gebildeter Verbund | |
| AT511765B1 (de) | Verfahren zum verbinden von mauersteinen | |
| EP2105675A2 (fr) | Montage d'équilibrage des températures de surfaces | |
| DE20003804U1 (de) | Wärmedämmelement aus einem geschäumten Kunststoffmaterial | |
| DE19704715C2 (de) | Wärmedämmplatte aus Kunstschaumstoff sowie Verfahren zum Verlegen und Befestigen von Wärmedämmplatten | |
| DE102009007912B4 (de) | Armierungsgewebe und Beschichtungssystem | |
| EP2775037B1 (fr) | Tapis de désolidarisation pour une structure de revêtement de surface pouvant être recouverte d'éléments de revêtement | |
| AT507116B1 (de) | Lärmschutzelement | |
| EP0915215A2 (fr) | Bordure protectrice des arêtes | |
| DE29922317U1 (de) | Glättkelle | |
| DE3114732A1 (de) | "putzfassade mit waerme-kaelte-daemmplatten" | |
| AT525787B1 (de) | Abschalung hbv decke | |
| EP4177416A1 (fr) | Tapis de découplage et structure de plancher comprenant un tel tapis de découplage | |
| DE10261477B4 (de) | Einrichtung und Verfahren zum Anbringen von Verblendsteinen | |
| DE20316204U1 (de) | Bewehrungsanordnung für steife, hoch belastbare Oberflächenbeläge auf flächigen Untergründen, insbesondere für Platten- oder Fliesenbeläge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190910 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200922 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: STRIEDER, BIRGIT Inventor name: RAIDT, HEINZ PETER Inventor name: KAISER, UWE Inventor name: BACHON, THOMAS Inventor name: GOERKE, ULRICH |
|
| INTG | Intention to grant announced |
Effective date: 20201123 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018005450 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1396360 Country of ref document: AT Kind code of ref document: T Effective date: 20210615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210826 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210926 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210827 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210826 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018005450 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210926 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220417 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230613 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230414 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240418 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180417 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240419 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240418 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240501 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240419 Year of fee payment: 7 Ref country code: CZ Payment date: 20240405 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240424 Year of fee payment: 7 Ref country code: FR Payment date: 20240425 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240405 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20240418 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 |