EP3521052B1 - Procédé de fabrication d'un matériau de transfert d'éléments de sécurité et matériau de transfert d'éléments de sécurité - Google Patents
Procédé de fabrication d'un matériau de transfert d'éléments de sécurité et matériau de transfert d'éléments de sécurité Download PDFInfo
- Publication number
- EP3521052B1 EP3521052B1 EP19000050.5A EP19000050A EP3521052B1 EP 3521052 B1 EP3521052 B1 EP 3521052B1 EP 19000050 A EP19000050 A EP 19000050A EP 3521052 B1 EP3521052 B1 EP 3521052B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- transfer
- security element
- security
- layer composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 59
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 239000010410 layer Substances 0.000 claims description 130
- 239000002131 composite material Substances 0.000 claims description 69
- 238000000034 method Methods 0.000 claims description 35
- 238000009333 weeding Methods 0.000 claims description 31
- 239000000758 substrate Substances 0.000 claims description 29
- 239000012790 adhesive layer Substances 0.000 claims description 11
- 238000005520 cutting process Methods 0.000 claims description 9
- 239000011888 foil Substances 0.000 claims description 9
- 238000003475 lamination Methods 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims description 5
- 239000004973 liquid crystal related substance Substances 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000000049 pigment Substances 0.000 claims description 5
- 238000004804 winding Methods 0.000 claims description 5
- 238000000926 separation method Methods 0.000 claims description 4
- 238000004049 embossing Methods 0.000 claims description 3
- 239000004922 lacquer Substances 0.000 claims description 3
- 239000006096 absorbing agent Substances 0.000 claims 1
- 239000002086 nanomaterial Substances 0.000 claims 1
- 230000000087 stabilizing effect Effects 0.000 description 16
- 239000000853 adhesive Substances 0.000 description 12
- 230000001070 adhesive effect Effects 0.000 description 12
- 239000002985 plastic film Substances 0.000 description 5
- 229920006255 plastic film Polymers 0.000 description 5
- 238000004080 punching Methods 0.000 description 4
- 239000012945 sealing adhesive Substances 0.000 description 4
- 241000196324 Embryophyta Species 0.000 description 3
- -1 polyethylene terephthalate Polymers 0.000 description 3
- 238000000576 coating method Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 239000000109 continuous material Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000002346 layers by function Substances 0.000 description 2
- 238000001465 metallisation Methods 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000013067 intermediate product Substances 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000307 polymer substrate Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000009417 prefabrication Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/455—Associating two or more layers using heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/324—Reliefs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/328—Diffraction gratings; Holograms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/346—Perforations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/351—Translucent or partly translucent parts, e.g. windows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/355—Security threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/36—Identification or security features, e.g. for preventing forgery comprising special materials
- B42D25/364—Liquid crystals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/36—Identification or security features, e.g. for preventing forgery comprising special materials
- B42D25/373—Metallic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/36—Identification or security features, e.g. for preventing forgery comprising special materials
- B42D25/378—Special inks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/46—Associating two or more layers using pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/465—Associating two or more layers using chemicals or adhesives
- B42D25/47—Associating two or more layers using chemicals or adhesives using adhesives
Definitions
- the invention relates to a method for producing a security element transfer material, the security element transfer material having a security element layer composite which has a plurality of layers and a temporary carrier, which is detachably connected to the security element layer composite, for transferring security elements an object of value, such as a security paper, a document of value or a branded article, to ensure the authenticity of the object of value.
- the invention also relates to methods for producing the security element transfer material.
- Valuables such as branded items or documents of value, in particular banknotes, are often equipped with security elements that allow the authenticity of the valuable object to be checked and at the same time serve as protection against unauthorized reproduction.
- the security elements used for this purpose are often not provided individually, but in the form of transfer tapes with a large number of security elements each designed as a transfer element. It is characteristic of transfer tapes that the security elements are prepared on a carrier layer, with the order of the layers of the transfer elements having to be reversed, as it should later be present on the object to be protected. During the transfer, the carrier layer is typically peeled off from the layer structure of the security elements.
- the transfer tapes On the side opposite the carrier layer, the transfer tapes have an adhesive layer, usually made of a heat-sealing adhesive, which melts during the transfer of the security elements and bonds the security elements to the object to be secured.
- the transfer tape with the heat-sealing adhesive layer is placed on the object and pressed on by means of a heated transfer stamp or a transfer roller and in the shape of the heated transfer stamp transferred to the object.
- Transfer elements, transfer belts and the transfer of transfer elements to target substrates are for example in the EP 0 420 261 B1 and in the WO 2005/108108 A2 described.
- the individual transfer elements can also already be present on the transfer belt in the desired outline shape.
- the prefabrication of separate individual security elements is particularly useful when the security elements have a layer structure that makes it difficult to sever the entire layer structure precisely during the transfer process. This is generally the case when the layer structure of the security element to be transferred contains a carrier substrate, for example a plastic film. Carrier substrates within the layer structure of security elements are required if the security elements have to be made particularly stable, for example if they have to be self-supporting because they are to be used to close a through opening in the object to be secured. Depending on the object and size of the opening to be closed, high demands can be placed on the stability of the security elements.
- Banknotes for example, are exposed to high stresses during their period of circulation, are tapped, kinked and, under certain circumstances, are exposed to moisture.
- the security elements must be able to withstand these stresses in the same way as the banknote paper itself, since otherwise there would be the risk that the through opening in the banknote would be exposed after a certain period of circulation.
- FIG WO 2010/031543 A1 it is known in the prior art to punch the patch shape and weed the foils before application in the case of a sufficiently stable film composite.
- FIG WO 2010/031543 A1 The Figure 5 illustrates that from the prior art WO 2010/031543 A1 Known procedure in which the patch shapes or patch outlines 52 are punched into the transfer film composite designated by the reference number 51 with a punch. This is followed by the step of weeding 56, that is to say that part of the transfer film composite that lies outside of the patch outlines 52 is detached. In this way, a wide transfer belt 53 is initially obtained as an intermediate product, on which the individual transfer elements 54 are present, prefabricated in the desired outline shape.
- the wide transfer tape 53 is then cut into individual, narrow transfer tapes, namely strips 55, a patch 54 being arranged in each case along the width of the strips 55.
- the strips 55 can then be wound onto spools. Later, in the course of the production of a value document, the individual transfer patches from the strips 55 wound onto the spools can be applied or applied to the respective value document substrates.
- a major disadvantage of the Figure 5 The prior art method shown here can be seen in the fact that the weeding 56 is subject to a relatively high loss of material.
- the object of the present invention is therefore to avoid the disadvantages of the prior art and to find a way of reducing costs when providing a security element transfer material in the form of an endless material.
- a larger amount of transfer elements should ultimately be obtained from the same amount of film.
- weeding also as “grating” since the excess security element layer composite material forms a coherent grid (with recesses in the form of the security elements remaining on the temporary carrier), which is analogous to a separation winding can be peeled off or detached or removed from the temporary carrier.
- the security element transfer material is typically an endless material, usually a tape with a length of several hundred meters and a width of a few millimeters / centimeters up to several meters.
- the security element transfer material has a security element layer composite, ie the actual security element material, and a temporary carrier, ie the material on which the security elements are "stored".
- the security element layer composite has a multiplicity of layers, which optionally include a permanent carrier substrate, typically a plastic film, a feature layer and a viewing layer.
- a is to be understood as “at least one”.
- the security element layer composite can therefore, if necessary, also contain several optional permanent carrier substrates and / or several feature layers.
- the security element layer composite usually actually contains several feature layers.
- a feature layer (or also a functional layer) is a layer that has visually recognizable or machine-detectable features.
- Examples are metal layers, layers of metal effect colors, layers with color pigments or fluorescent pigments, liquid crystal layers, coatings with a color shift effect, layers with matt structures, such as those described in, for example WO 2007/107235 A1 are disclosed, printed colored motif layers, layer combinations, such as a layer underlaid with a certain color with a color shift effect, layers with magnetic pigments, etc.
- the materials, layer sequences and types of application are not restricted in any way and in principle all materials and methods can be used which are known to a person skilled in the art of security elements.
- the term “permanent” carrier substrate expresses that this carrier substrate is not removed when the security element is transferred to an object to be secured, but rather is part of the security element layer composite and is transferred to the object to be secured.
- the security elements can be used, for example, to cover through openings, whereby the presence of an opening should remain recognizable, it is preferred to use transparent or translucent permanent carrier substrates.
- the layer of vision is to be understood as the layer that faces a viewer after a security element has been transferred to an object of value.
- the viewing layer can be identical to a feature layer or the permanent carrier substrate.
- the security element layer composite is connected to a temporary carrier either directly or by means of a release layer.
- the release layer is of a conventional type and facilitates the detachment of the security elements from the temporary carrier during the transfer process to an object of value.
- the temporary carrier is located on the side of the security element layer composite which, after the transfer of the security elements, faces a viewer.
- the temporary carrier can in particular consist of a carrier layer composite, as shown in FIG WO 2010 / 031543A1 is described.
- cutting of the outline of the security elements is preferably carried out by means of a laser, since the best precision can be achieved in this way.
- cutting is generally understood to mean all methods known to a person skilled in the art for delimiting the individual security elements from the continuous material, for example punching.
- the resulting transfer elements or patches are provided with a heat-sealing adhesive and applied under pressure and at a temperature above 50 ° C, often above 90 ° C or even above 110 ° C to a value document substrate, e.g. a banknote substrate (for example paper, a polymer substrate or a paper / film / paper composite or film / paper / film composite) to be applied or applied.
- a banknote substrate for example paper, a polymer substrate or a paper / film / paper composite or film / paper / film composite
- the adhesive for connecting to the substrate can be UV-curing.
- the application can be made as a sheet application or roll-to-roll.
- the security element transfer material is basically suitable for the product security of goods of any kind, in particular for the authenticity of security papers and documents of value.
- security paper is understood to mean a preliminary stage to a document of value which is not yet fit for circulation and which can have further authenticity features in addition to the security element.
- Security paper is usually in the form of a continuous material and is processed further at a later point in time.
- Documents of value are in particular bank notes, certificates, checks, identification documents, identification cards, credit cards and the like.
- the security element transfer material which has security elements which have a particular stability due to their optional permanent carrier substrate, is used with particular advantage in order to close through openings in documents of value. If the permanent carrier substrate of the security elements is transparent, the functional layers (feature layers) can be designed in such a way that a viewer can see through the security element at least in partial areas.
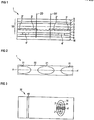
- FIG. 14 shows a prior art security element transfer material shown in cross section along line AA 'of FIG Fig. 2 .
- the security element transfer material has a temporary carrier 16, as well as a security element layer composite 15, consisting of the feature layers 4, 5 and 2, the permanent carrier substrate 3, an adhesive layer 6, a primer layer 7 and a heat seal adhesive layer 8.
- the feature layer 4 is the The layer of vision, ie after the transfer of the security elements or transfer elements to objects of value, it faces the viewer.
- the layer 4 is here a partially applied liquid crystal layer, the areas 4 'being the liquid crystal areas.
- Another feature layer is a metallized hologram, consisting of the embossing lacquer layer 5 and the vapor-deposited metal layer 2.
- the metal layer 2 has recesses 2 'which form negative writing.
- the metallization 2 is essentially only provided in the areas of the security element transfer material that will form the later security elements.
- the security element layer composite 15 and the temporary carrier 16 are connected by means of a release layer 9.
- the lines 20 and 20 indicate how the security element layer composite is cut in order to precut the security elements in their outline shapes. As can be seen, the cuts 20 and 20 'penetrate the plastic film which forms the temporary carrier 16. The plastic film is destabilized by the cuts and can easily tear at the points of the cuts in the event of slight stretching, as is practically unavoidable in the course of the transfer process of the security elements.
- Fig. 2 shows a security element transfer material in which the security elements are pre-cut, in plan view.
- This can be a security element transfer material 1 of the prior art, as in FIG Fig. 1 shown as a cross section of a partial area along the line AA ', or a further security element transfer material 1 of the prior art, as in FIGS Figures 4a to 4d , each shown as a cross section of a partial area along the line AA 'act.
- FIG. 12 is a plan view of a value document which has a security element 10 made of a security element transfer material 1.
- the Figures 2 and 3 will be explained in more detail later.
- FIG. 11 shows a cross section through a partial area of a further security element transfer material 1 of the prior art along the line AA ′ from FIG Fig. 2 .
- the illustration corresponds to the illustration of the prior art security element transfer material from FIG Fig. 1 .
- the structure of the security element layer composite 15 is the same as that in FIG Fig. 1 illustrated security element transfer material of the prior art.
- the security element layer composite 15 is connected to a temporary carrier 16 by means of a release layer 9.
- this is not a single film, but a carrier layer composite composed of a first temporary carrier substrate 17 and a second temporary carrier substrate 18, which are permanently connected by means of an adhesive layer 19.
- the two temporary carrier substrates are plastic films, for example films made of PET, and the adhesive layer 19 consists of a cationically radiation-curable adhesive, for example UVCS0002 from XSYS.
- 2K PU systems are particularly suitable as adhesives.
- the security element layer composite 15 has a total thickness of approximately 25 ⁇ m
- the PET films 17 and 18 each have a thickness of approximately 12 ⁇ m
- the adhesive layer 19 has a thickness of approximately 3 ⁇ m in the dry state.
- FIGS. 4b to 4d each show the same view as Figure 4a , but in further processing states of the security element transfer material 1.
- Figure 4b shows the security element transfer material after by means of a CO 2 laser (wavelength 10600 nm), the contour shapes 21 (see Fig. 2 ) of the later security elements 10 have been cut into the security element layer composite 15.
- the cuts are shown as lines 20, 20 '.
- the cut 20 not only cuts through the security element layer composite 15, but also the first temporary carrier substrate 17, and at the point 20 ′ the cut penetrates far into the adhesive layer 19.
- FIG. 2 shows the security element transfer material 1 as an endless belt in which there is only one security element in the width direction.
- Fig. 3 shows a bank note 30 which has an opening 31 therethrough.
- the through opening 31 is closed with a foil patch 10, which has a larger area than the through opening 31.
- the film patch 10 is a security element made of a security element transfer material 1, as it is, for example, in FIG Figures 4a to 4d is shown.
- the Banknote 30 still has another security element, the security thread 40.
- webs with bank notes 30 (uncut) and security element transfer material webs with the security elements or transfer elements 10 are used, as in FIG Figure 4d shown, brought together in such a way that in each case a security element 10 with a through opening 31 is congruent.
- the security elements 10 must be present in the security element transfer material 1 in prefabricated form in the appropriate sizes and spacings.
- a security element 10 is glued onto a bank note 30 at an elevated temperature and pressure.
- the hatched area 4 represents the area of the security element 10 in which there is liquid crystal material.
- the areas 2 ′ are the cutouts in the metallization 2 through which a viewer can essentially see through the security element 10.
- Figure 5 illustrates those in the prior art (see e.g. WO 2010/031543 A1 ) well-known generation of a e.g. in the Figure 2 shown security element transfer material in the form of an endless belt 55, in which there is only one security element or transfer element (also referred to herein as a transfer patch) 54 in the direction of the width.
- the starting point is the wider endless belt 51, in which the patch shapes 52 of the later security elements arranged six times next to one another are punched.
- the endless belt 51 corresponds, for example, to that in FIG Figure 1 or the one in the Figure 4c shown, incised security element layer composite, in which the security elements are pre-cut in their outline shapes.
- Security elements or transfer elements 54 are located on both sides of the gap Fig. 5 it can be seen that the security elements 54 now represent islands on the temporary carrier. The islands are surrounded by areas in which there is no longer any security element composite material. Thereafter, the wide endless belt 53, namely the temporary carrier, on which six rows of security elements or transfer elements 54 are arranged in parallel, is cut into individual, strip-shaped endless belts 55 (see block arrow 57). The strip-shaped endless belts 55 are then wound onto reels. The transfer elements 54 arranged on the wound strips 55 can later be applied by the strips 55, for example to bank note paper.
- the one in the Figure 5 As shown in the procedure according to the prior art, the weeding 56 is subject to a relatively high loss of material.
- the grid (namely the one in the Figure 1 or the Figure 4c
- the material shown to be removed between the cuts 20 and 20 ′ must have sufficient stability and a certain minimum width between the security elements or transfer elements so that it does not tear when weeding 56.
- the above procedure is based on the Figure 6 described in more detail.
- the Figure 6 illustrates those in the prior art (see e.g. WO 2010/031543 A1 ) well-known generation of a e.g. in the Figure 2 shown security element transfer material in the form of an endless belt 65, in which in the direction of the width there is only one security element or transfer element (also referred to herein as a transfer patch) 64 '.
- the starting point is the wider endless belt 61, in which the patch shapes 62 of the later security elements or transfer elements, which are arranged next to one another and are initially connected to one another in the uncut state, are punched, namely in the form of an upper and a lower one Outline and two lateral outlines, with the four outlines surrounding the transfer element group (the outlines are shown in dashed lines).
- the transfer elements are weeded in strips essentially transversely to the direction of travel of the endless belt, with at least two of the later transfer elements initially remaining connected to one another in the transverse direction in a non-incised state (see in FIG Figure 6 , Middle, the transfer element group 64 arranged on a temporary carrier 63).
- the broad one Endless belt 63 namely the temporary carrier on which at least two security elements or transfer elements 64 are arranged in parallel in a non-incised, interconnected state, cut into individual, strip-shaped endless belts 65 (see block arrow 67).
- the strip-shaped endless belts 65 are then wound onto reels.
- the transfer elements 64 'arranged on the wound strips 65 can later be applied by the strips 65 to, for example, banknote paper.
- the weeding 66 is afflicted with a relatively low loss of material.
- the transfer patch film 65 obtainable according to the method is in particular such that the transfer elements or transfer patches 64 'are trimmed in the transverse direction flush or in register with the temporary carrier film and the areas between the transfer elements 64' are weeded in the running direction of the endless film.
- the transfer elements 64 ' preferably have at least one optically variable element.
- the transfer element production according to the invention can largely according to the prior art, see for example the WO 2010/031543 A1 , known procedures are carried out.
- the security element layer composite arranged on the temporary carrier can in particular have optically variable security features, such as embossed holograms, volume holograms, metallic and / or color-changeable coatings, micromirror arrangements and / or subwavelength structures, in particular Sub-wavelength grating for the generation of structural colors or moth eyes.
- Exemplary film structures are, for example, from WO 2017/035437 A1 known.
- the transfer elements available do not necessarily have to have a permanent stabilizing film (see, for example, the permanent carrier substrate 3 in the Figures 1 , 4a-4d ), ie the security element layer composite only optionally contains a permanent carrier substrate.
- a permanent stabilizing film can be advantageous because it gives a layer to be detached during weeding a certain stability against tearing.
- such a permanent stabilizing film is associated with disadvantages on the remaining transfer elements.
- the thickness of the transfer elements increases, which can be undesirable, for example, when used on bank notes.
- a separate, stabilizing film 71 is only applied in the areas that will be weeded later.
- This procedure is based on the Figure 7 explained in more detail:
- the endless belt 65 shown is based on the wider endless belt 61, in which the patch shapes 62 of the later security elements or transfer elements, which are arranged next to one another and are initially connected to one another in a non-incised state, are punched, namely in the form of an upper and a lower contour line and two lateral ones Outlines, with the four outlines surrounding the group of transfer elements (the outlines are shown in dashed lines).
- a separate, stabilizing film 71 which has recesses in the areas of the security element layer composite that are not to be removed, namely the transfer element areas to be produced.
- the separate, stabilizing film 71 is then laminated onto the endless belt 61 in precise register. The lamination can take place in particular by means of an adhesive layer located on the separate, stabilizing film 71.
- the dimensions of the cutouts in the separate film 71 are selected to be somewhat larger than the dimensions of the areas of the security element layer composite that are not to be removed, namely the transfer element areas to be generated, so that when weeding, remnants of the separate film (e.g. Adhesive residues) on the transfer elements to be produced is avoided.
- the lamination composite 72 produced from the endless belt 61 and a separate, stabilizing film 71 is shown, the dimensions of the cutouts in the separate film 71 being somewhat larger than the dimensions of the areas of the security element layer composite that are not to be removed, namely the transfer element areas to be produced, are chosen.
- the stabilizing film 71 When weeding the in the Figure 8 Laminating composite 72 shown, the stabilizing film 71 is peeled off and with it the areas underneath of the security element layer composite outside of the desired patch shapes.
- the transfer elements are weeded essentially transversely to the running direction of the endless belt, so to speak, in strips, with at least two of the later transfer elements initially remaining connected to one another in the transverse direction in a non-incised state (see FIG Figure 9 , left, the transfer element groups 64 arranged on the temporary carrier 63).
- the wide endless belt 63 namely the temporary carrier, on which at least two security elements or transfer elements are arranged in parallel in a non-incised, interconnected state 64, is cut into individual, strip-shaped endless belts 65 (see block arrow 67).
- the strip-shaped endless belts 65 are then wound onto reels.
- the transfer elements 64 'arranged on the wound strips 65 can later be applied by the strips 65 to, for example, banknote paper.
- the recesses in the separate, stabilizing film 71 can also be smaller than the later patches instead of larger. This results in a "frame" from the stabilizing film 71 in the later patches.
- the stability of the later patches can also be reduced in this way and, for example, protection against manipulation, in particular detachment of a patch from a bank note and application of the detached patch to a counterfeit one Banknote, increase.
- the step of weeding in which the excess material of the security element composite layer outside the transfer element groups is removed, takes place here with the help of a precise lamination of a separate, full-surface film 81, ie one that does not have any gaps, onto the security element composite layer, the separate film 81 is only provided with adhesive in the areas of the security element layer composite to be removed.
- the areas with adhesive are in the Figure 10 shown in simplified form using the solid line 82.
- the dimensions of the areas of the separate film 81 not provided with adhesive are selected to be somewhat larger than the dimensions of the areas of the security element layer composite that are not to be removed, namely the transfer element areas to be generated, so that when weeding, remnants of the separate film (e.g. adhesive residues) on the transfer elements to be produced is avoided.
- the lamination composite 83 produced from the endless belt 61 and the separate, stabilizing film 81 is shown.
- the separate film 81 is only provided with adhesive in the areas of the security element layer composite that are to be removed.
- the stabilizing film 81 When weeding the in the Figure 11 Laminating composite 83 shown, the stabilizing film 81 is peeled off and with it the areas below of the security element layer composite outside of the desired patch shapes.
- the transfer elements are weeded essentially transversely to the running direction of the endless belt, so to speak, in strips, with at least two of the later transfer elements initially remaining connected to one another in the transverse direction in a non-incised state (see FIG Figure 12 , left, the transfer element groups 64 arranged on the temporary carrier 63).
- the wide endless belt 63 namely the temporary carrier, on which at least two security elements or transfer elements are arranged in parallel in a non-incised, interconnected state 64, is cut into individual, strip-shaped endless belts 65 (see block arrow 67).
- the strip-shaped endless belts 65 are then wound onto reels.
- the transfer elements 64 'arranged on the wound strips 65 can later be applied by the strips 65 to, for example, banknote paper.
- the method shown is initially based on the wide endless belt 61, with no patch shapes 62 whatsoever being punched or cut.
- the unpunched endless belt 61 is, as in Figure 10 shown, glued to the separate film 81 provided with adhesive areas 82 to form a laminated composite. Only then does the punching or cutting of patch outlines take place (in the Figure 11 shown with a dashed line). Above the resulting patches, the stabilizing film 81 that has not been glued is removed, for example by suction or by blowing away with compressed air. Then there is the step of weeding and the further processing into individual transfer ribbons, as in the Figures 11 to 12 shown.
- the bond between the transfer layers to be removed and the separate, stabilizing film can be increased, e.g. by melting a heat-sealing adhesive on the transfer layers and ensuring additional bonding between the transfer layers and the stabilizing, separate film.
- the Figure 14 shows a film 93, which according to an alternative variant that in FIG Figure 6 (Middle) or the one in the Figure 9 (left) or the one in the Figure 12 , (left) shown foil 63 can replace.
- the wide endless belt 93 namely the temporary carrier, on which successive groups of three security elements or transfer elements 94 each are arranged in parallel in a non-incised, interconnected state, can be cut into individual, strip-shaped endless strips in a further step.
- the Figure 15 shows a further film 103, which according to an alternative variant that in FIG Figure 6 (Middle) or the one in the Figure 9 (left) or the one in the Figure 12 , (left) shown foil 63 can replace.
- the wide endless belt 103 namely the temporary carrier, on which successive groups of three security elements or transfer elements 104 are arranged in parallel in a non-incised, interconnected state, can be cut into individual, strip-shaped endless belts in a further step.
- the arrangement of the patches does not have to be exactly perpendicular to the running direction of the endless belt (such as in the Figure 6 (Center), Figure 9 (Left), Figure 12 (left), in the Figure 14 and in the Figure 15 shown), but adjacent patches can also be offset in the running direction, see e.g. Figure 16 .
- the Figure 16 shows a wide endless belt 113, namely a temporary carrier, on which successive groups of three security elements or transfer elements 114 are arranged in parallel in a non-incised, interconnected state.
- the endless belt 113 can be cut into individual, strip-shaped endless belts in a further step.
- the transfer elements 114 are offset or inclined in the running direction of the endless belt 113. In this way, an even greater variety of patches can be generated with respect to the patch outline shape.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Crystallography & Structural Chemistry (AREA)
- Credit Cards Or The Like (AREA)
Claims (11)
- Procédé de fabrication d'un matériau de transfert pour éléments de sécurité (65) comportant un composite multicouche pour éléments de sécurité ayant des éléments de sécurité à transférer, à savoir des éléments de transfert (64'), et un support temporaire (63), comprenanta) l'étape de la mise à disposition d'un composite multicouche pour éléments de sécurité sur le support temporaire (63) sous forme d'un ruban sans fin (61) ayant une direction longitudinale le long du ruban et une direction transversale perpendiculaire à cela ;b) l'étape de la génération de lignes de contour entaillées dans le composite multicouche pour éléments de sécurité, de telle sorte qu'une succession, se répétant dans la direction longitudinale, de groupes d'éléments de transfert espacés les uns des autres sont générés et que les groupes d'éléments de transfert sont respectivement constitués par une pluralité d'éléments de transfert parallèles en direction transversale et adjacents entre eux, et que chacun des groupes distincts d'éléments de transfert sont entourés par une ligne de contour supérieure et une inférieure entaillées respectivement transversales et par deux lignes de contour latérales longitudinales entaillées ;c) l'étape de l'échenillage, lors de laquelle le matériau excédentaire du composite multicouche pour éléments de sécurité à l'extérieur des groupes d'éléments de transfert est enlevé, cependant que l'échenillage a lieu à l'aide d'un contrecollage préliminaire, en parfait repérage, d'une feuille à part (71) sur les zones à enlever du composite multicouche pour éléments de sécurité, cependant que la feuille à part (71) comporte des évidements dans les zones non à enlever du composite multicouche pour éléments de sécurité, à savoir dans les zones d'éléments de transfert à engendrer ;d) l'étape de la découpe du ruban sans fin obtenu, de manière à obtenir un nombre, correspondant à la pluralité, de rubans sans fin d'éléments de transfert (64') dans lesquels, en direction transversale, il n'y a respectivement seulement un élément de transfert (64').
- Procédé selon la revendication 1, cependant que, à l'étape c), le matériau excédentaire du composite multicouche pour éléments de sécurité à l'extérieur des groupes d'éléments de transfert est constitué d'une part sous forme de lamelles s'étendant le long de la direction transversale, agencées entre la succession, se répétant dans la direction longitudinale, de groupes d'éléments de transfert espacés les uns des autres, et est constitué d'autre part sous forme de deux rubans de contour latéraux s'étendant le long de la direction longitudinale.
- Procédé selon la revendication 1 ou 2, cependant que- le composite multicouche pour éléments de sécurité comporte une pluralité de couches dont font partie au moins une couche caractéristique, en option un substrat support permanent, et une couche visuelle, cependant que la couche visuelle est la couche qui, après le transfert d'un élément de sécurité sur un objet de valeur, est tournée vers un observateur, et cependant que la couche visuelle peut être identique à la couche caractéristique ou au substrat support permanent optionnel ; et- le support temporaire est joint de manière détachable à la couche visuelle du composite multicouche pour éléments de sécurité.
- Procédé selon une des revendications de 1 à 3, cependant que le support temporaire comporte un composite de couche support consistant en un premier et en un deuxième substrat support temporaire collés de manière indétachable au moyen d'une couche de colle.
- Procédé selon une des revendications de 1 à 3, cependant que les coupures constituant les lignes de contour entaillées pénètrent éventuellement partiellement dans le support temporaire.
- Procédé selon la revendication 4, cependant que les coupures constituant les lignes de contour entaillées sectionnent éventuellement partiellement ou entièrement le premier substrat support temporaire et sectionnent éventuellement partiellement ou entièrement la couche de colle, mais ne pénètrent pas dans le deuxième substrat support temporaire, de telle façon que le support temporaire peut être détaché sous forme de composite complet de couche support.
- Procédé selon une des revendications de 1 à 6, cependant que la couche caractéristique comprend une couche de vernis de gaufrage éventuellement pourvue d'une ou de plusieurs des couches suivantes, à savoir une couche métallique, une couche basée sur une encre à effet métallique, une couche basée sur des pigments de couleur ou sur des pigments fluorescents, une couche cristaux liquides, une couche ayant un effet de changement des couleurs par basculement qui a en particulier une structure tricouche réflecteur/diélectrique/absorbeur, une couche ayant des structures mates telle qu'elle est par exemple divulguée dans la WO 2007 / 107235 A1, ou une couche motif colorée imprimée.
- Procédé selon la revendication 7, cependant que la couche de vernis de gaufrage est pourvue d'une couche en relief, en particulier d'une couche en relief ayant des microstructures et/ou des nanostructures.
- Procédé selon une des revendications de 1 à 8, cependant que les dimensions des évidements de la feuille à part sont légèrement supérieures aux dimensions des zones non à enlever du composite multicouche pour éléments de sécurité, à savoir des zones d'éléments de transfert à engendrer, de telle sorte que, lors de l'échenillage, un maintien de résidus de la feuille à part sur les éléments de transfert à engendrer est évité.
- Procédé selon une des revendications de 1 à 9, cependant que l'échenillage a lieu au moyen d'un enroulement de séparation lors duquel la feuille à part contrecollée sur le composite multicouche pour éléments de sécurité est séparée par enroulement à un angle α situé entre 5° et 85°, de préférence situé entre 15° et 75°, en outre de préférence situé entre 30° et 60° et tout particulièrement de préférence de 45° relativement à la direction transversale du ruban sans fin, afin de, de cette façon, éviter une rupture des zones à enlever du composite multicouche pour éléments de sécurité.
- Procédé selon une des revendications de 1 à 10, cependant que les groupes d'éléments de transfert engendrés à l'étape b), respectivement constitués par une pluralité d'éléments de transfert parallèles en direction transversale et adjacents entre eux, sont essentiellement constitués en direction transversale ou diagonale, par exemple dans un angle allant jusqu'à environ 45° relativement à la direction transversale.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018000920.4A DE102018000920A1 (de) | 2018-02-05 | 2018-02-05 | Verfahren zum Herstellen eines Sicherheitselement-Transfermaterials und Sicherheitselement-Transfermaterial |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3521052A1 EP3521052A1 (fr) | 2019-08-07 |
| EP3521052B1 true EP3521052B1 (fr) | 2021-03-31 |
Family
ID=65268720
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19000050.5A Active EP3521052B1 (fr) | 2018-02-05 | 2019-01-29 | Procédé de fabrication d'un matériau de transfert d'éléments de sécurité et matériau de transfert d'éléments de sécurité |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3521052B1 (fr) |
| DE (1) | DE102018000920A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3103736B1 (fr) * | 2019-11-29 | 2021-12-10 | Idemia France | Image personnalisée formée à partir d’un hologramme métallique |
| DE102022001915A1 (de) | 2022-06-01 | 2023-12-07 | Giesecke+Devrient Currency Technology Gmbh | Sicherheitselement-Transfermaterial zur Übertragung von Sicherheitselementen mit mikrooptischem Echtheitsmerkmal und Verfahren zu seiner Herstellung |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3932505C2 (de) | 1989-09-28 | 2001-03-15 | Gao Ges Automation Org | Datenträger mit einem optisch variablen Element |
| WO2005108108A2 (fr) | 2004-04-30 | 2005-11-17 | Giesecke & Devrient Gmbh | Element de securite et son procede de production |
| DE102006012732A1 (de) | 2006-03-17 | 2007-09-20 | Giesecke & Devrient Gmbh | Gitterbild |
| US20080258457A1 (en) * | 2006-09-08 | 2008-10-23 | De La Rue International Limited | Method of manufacturing a security device |
| DE102008047641A1 (de) | 2008-09-17 | 2010-04-15 | Giesecke & Devrient Gmbh | Sicherheitselement-Transfermaterial mit mehrschichtigem Träger |
| DE102012105342A1 (de) | 2012-06-20 | 2013-12-24 | Kba-Notasys Sa | Verfahren zum Übertragen eines Dekorabschnitts einer Prägefolie |
| FR3020987B1 (fr) * | 2014-05-16 | 2018-03-16 | Oberthur Fiduciaire Sas | Procede de fabrication d'un element de securite. |
| DE102015006854A1 (de) * | 2015-05-27 | 2016-12-01 | Giesecke & Devrient Gmbh | Appliziervorrichtung |
| KR102563684B1 (ko) | 2015-08-27 | 2023-08-09 | 크레인 시큐리티 테크놀로지스, 인크. | 선명하게 형성된 단일 요소들을 준비하여 보호될 물체로 전사하기 위한 단일 또는 이중 전사 공정 |
-
2018
- 2018-02-05 DE DE102018000920.4A patent/DE102018000920A1/de not_active Withdrawn
-
2019
- 2019-01-29 EP EP19000050.5A patent/EP3521052B1/fr active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102018000920A1 (de) | 2019-08-08 |
| EP3521052A1 (fr) | 2019-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2344343B1 (fr) | Matériau de transfert d'élément de sécurité à support multicouche | |
| EP3390069A1 (fr) | Procédé de fabrication d'un élément de sécurité et film de transfert | |
| EP3505361B1 (fr) | Dispositif applicateur | |
| EP3521052B1 (fr) | Procédé de fabrication d'un matériau de transfert d'éléments de sécurité et matériau de transfert d'éléments de sécurité | |
| EP3268235B1 (fr) | Procédé servant à fabriquer un substrat de document de valeur, substrat de document de valeur ainsi obtenu et document de valeur | |
| EP3363652B2 (fr) | Matériau de transfert d'éléments de sécurité et son procédé de fabrication | |
| EP2944478B1 (fr) | Document de valeur et son procédé de fabrication | |
| EP3279005B1 (fr) | Procédé et feuille de transfert permettant le transfert d'éléments de sécurité en forme de motif à un substrat cible | |
| EP4274738A1 (fr) | Procédé de fabrication d'un substrat de document stratifié multicouche pourvu d'un insert | |
| EP3768521B1 (fr) | Procédé de fabrication d'un matériau de transfert à élément de sécurité | |
| EP2891561B1 (fr) | Element de securite, document de valeur et procede de sa fabrication | |
| EP2295234B1 (fr) | Billet de banque en film composite et son procédé de fabrication | |
| DE10134817A1 (de) | Kartenförmiger Datenträger mit Sicherheitsfaden und Verfahren zur Herstellung desselben | |
| DE102020005769A1 (de) | Sicherheitselement-Transfermaterial zur registerhaltigen Übertragung von Sicherheitselementen auf Wertdokumente | |
| DE102008019871B3 (de) | Mehrschichtiges Sicherheitsdokument und Verfahren zu dessen Herstellung | |
| DE102019007105A1 (de) | Geschütztes Wertdokument und Verfahren zu seiner Herstellung | |
| WO2023232196A1 (fr) | Matériau de transfert d'élément de sécurité pour transférer des éléments de sécurité ayant une caractéristique d'authenticité micro-optique et procédé de production dudit matériau de transfert d'élément de sécurité | |
| EP4041568A1 (fr) | Matériau de transfert d'élément de sécurité, son procédé de fabrication et utilisation | |
| DE102022001403A1 (de) | Transfer-Sicherheitselement-Material und Wertdokument mit einem Sicherheitselement | |
| WO2023078582A1 (fr) | Matériau d'élément de sécurité de transfert et document de valeur comprenant un élément de sécurité | |
| EP2993057B1 (fr) | Billet de banque avec fenêtre | |
| EP4230426A1 (fr) | Matériau de transfert d'éléments de sécurité et son procédé de fabrication | |
| DE102017004999A1 (de) | Verfahren zur Herstellung von Mehrnutzenstreifen und deren Verwendung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200207 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201027 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019001062 Country of ref document: DE Ref country code: AT Ref legal event code: REF Ref document number: 1376512 Country of ref document: AT Kind code of ref document: T Effective date: 20210415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210630 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210731 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210802 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019001062 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220129 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230520 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240118 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240131 Year of fee payment: 6 Ref country code: GB Payment date: 20240117 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240131 Year of fee payment: 6 Ref country code: FR Payment date: 20240123 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |