EP3327239A1 - Procédé destiné à la fabrication d'un vantail ainsi que vantail - Google Patents
Procédé destiné à la fabrication d'un vantail ainsi que vantail Download PDFInfo
- Publication number
- EP3327239A1 EP3327239A1 EP17203665.9A EP17203665A EP3327239A1 EP 3327239 A1 EP3327239 A1 EP 3327239A1 EP 17203665 A EP17203665 A EP 17203665A EP 3327239 A1 EP3327239 A1 EP 3327239A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mat
- contour
- filling material
- door leaf
- shaped filling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 32
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 239000000463 material Substances 0.000 claims abstract description 51
- 239000011490 mineral wool Substances 0.000 claims description 35
- 238000000465 moulding Methods 0.000 claims description 14
- 239000002131 composite material Substances 0.000 claims description 10
- 238000004049 embossing Methods 0.000 claims description 9
- 229910000831 Steel Inorganic materials 0.000 claims description 8
- 239000010959 steel Substances 0.000 claims description 8
- 230000000295 complement effect Effects 0.000 claims description 7
- 238000005304 joining Methods 0.000 claims description 5
- 239000011152 fibreglass Substances 0.000 claims description 3
- 238000007731 hot pressing Methods 0.000 claims description 2
- 238000003801 milling Methods 0.000 claims description 2
- 238000010276 construction Methods 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 238000009417 prefabrication Methods 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- HEFNNWSXXWATRW-UHFFFAOYSA-N Ibuprofen Chemical compound CC(C)CC1=CC=C(C(C)C(O)=O)C=C1 HEFNNWSXXWATRW-UHFFFAOYSA-N 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000003517 fume Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- IHQKEDIOMGYHEB-UHFFFAOYSA-M sodium dimethylarsinate Chemical class [Na+].C[As](C)([O-])=O IHQKEDIOMGYHEB-UHFFFAOYSA-M 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/7001—Coverings therefor; Door leaves imitating traditional raised panel doors, e.g. engraved or embossed surfaces, with trim strips applied to the surfaces
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/7015—Door leaves characterised by the filling between two external panels
- E06B2003/7032—Door leaves characterised by the filling between two external panels of non-vegetal fibrous material, e.g. glass or rock wool
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/7015—Door leaves characterised by the filling between two external panels
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/72—Door leaves consisting of frame and panels, e.g. of raised panel type
- E06B3/76—Door leaves consisting of frame and panels, e.g. of raised panel type with metal panels
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/72—Door leaves consisting of frame and panels, e.g. of raised panel type
- E06B3/78—Door leaves consisting of frame and panels, e.g. of raised panel type with panels of plastics
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B5/00—Doors, windows, or like closures for special purposes; Border constructions therefor
- E06B5/10—Doors, windows, or like closures for special purposes; Border constructions therefor for protection against air-raid or other war-like action; for other protective purposes
- E06B5/16—Fireproof doors or similar closures; Adaptations of fixed constructions therefor
Definitions
- the invention relates to a method for producing a door leaf, in particular a door leaf for a trained as a fire and / or as the outer end of a building door, and a door leaf, which is made in particular with such a method.
- Door leaves can be made by various methods.
- door panels for example in the so-called box-lid construction, in which a door leaf filling is placed loosely in a box, and then a lid is firmly connected to this box. The cohesion of the individual parts of the door leaf is then via a connection of Kastel with cover, for example along the edge regions.
- Such door leaves are for example off EP 2 612 979 A2 known.
- a door leaf has to fulfill special functions, such as a front door or a fire door, it is important that the individual materials fulfill predefined properties.
- a door should, for example, have the lowest possible fire load. Additionally, it is important to have as few joints within the door leaf are present to prevent the passage of fumes through these joints.
- the object of the invention is to propose a method for producing a door leaf and such a door leaf, which is inexpensive to mass-produce and also special functions, such as a fire protection function can meet.
- a door leaf, which is produced in particular by such a method is the subject of the independent claim.
- a filling material in mat form is not simply introduced in the form of an unstructured mat in an interior of the door leaf, but it is carried out a separate prefabrication step, in which the filling material a predefined mat shape contour is impressed.
- This mat shape contour substantially corresponds to the broad side shape contour, which has also been introduced into the forming plate in a prefabrication step, and is also arranged in the same position in the assembled state of the door leaf.
- a sheet steel is used as a flat forming plate, wherein the predefined broad side contour shape is embossed by a standard embossing process.
- Steel sheets are particularly inexpensive and therefore particularly advantageous from the cost aspect for forming the forming plate, which defines the outer broad side of the door leaf.
- the forming plate can also be a composite plate, in particular a composite plate made of glass fiber reinforced plastic, wherein the predefined broad side contour shape is impressed by a hot pressing process.
- a mineral wool mat in particular a web-reinforced mineral wool mat
- a mineral wool mat is used as the mat-shaped filling material.
- Mineral wool mats are particularly advantageous when the door leaf is to be used for a fire, because mineral wool represents a low fire load of the door leaf due to the non-combustibility.
- Such web-reinforced mineral wool mats can be purchased, for example, from Rockwool.
- the predefined mat shape contour of the mat-shaped filling material is introduced in an advantageous embodiment by an embossing method or by a milling process in the mat-shaped filling material.
- an embossing method or by a milling process in the mat-shaped filling material.
- the embossing process For this purpose, easily exchangeable negative molds can be used on a standard stamp, which, depending on the form, which is to be embossed in the mat-shaped filling material, are used.
- a cassette contour is stamped in each case as a broad-side contour contour and as a mat-shaped contour, the stamping taking place, in particular, as sunk relief.
- the recessed relief of the mat contour has a depth which is greater by 20% to 25% than a depth of the recessed relief of the broad side contour.
- the mat-shaped filling material usually has a certain springback behavior, which is advantageously taken into account when introducing the predefined mat shape contour. Therefore, the insertion of the recessed relief of the mat molding contour is made with a greater depth than that of the broad side mold contour. In experiments, it has been found that a difference of 20% to 25% in the depth is sufficient, so that after joining the forming plate and the mat-shaped filling material, a direct close contact of the two materials is possible.
- the joining of the forming plate and the mat-shaped filling material takes place in such a way that the broad-side shape contour and the mat shape contour come into flush contact with each other.
- This is particularly advantageous in the use of the door leaf as a fire, since this can be advantageously avoided the occurrence of larger joints within the door leaf.
- a box is formed from a first Umformplatine, wherein from a second Umformplatine a lid is formed, wherein upon assembly of the Umformplatinen and the mat-shaped filling material, the mat-shaped filler inserted into the box and then the box is closed with the lid. It is particularly advantageous if both Umformplatinen and both sides of the mat-shaped filling material each have a shape contour that can interlock.
- the forming plate and the mat-shaped filling material are joined together to form a sandwich plate, wherein the forming plate and the mat-shaped filling material are glued together in particular.
- An advantageous door leaf is in particular produced by a method described above.
- the door leaf has at least one outer board for forming an outer broad side of the door leaf, wherein the outer board has a Breittimeformkontur in a predetermined surface area.
- the door leaf a mat-shaped filler material having a mat shape contour in a predetermined surface area.
- the outer board and the mat-shaped filling material are joined to form the door leaf.
- the broad-side shape contour and the mat shape contour are formed complementary to one another, so that the broad-side shape contour engages in the mat shape contour.
- the broad-side shape contour and the mat shape contour are each formed as recessed relief.
- Fig. 1 shows a front view of a door leaf 10, which can be used for example for a trained as the outer end of a building door, but also for a fire.
- the door leaf 10 has on an outer broad side 12 on a special broad side contour 14, which is formed in the present embodiment as a cassette contour 16 and in particular as recessed relief 18, ie, deformed to an inner region of the door leaf 10.
- the cassette contour 16 has four cassettes, it However, it is also possible that in an alternative motif design more or less cassettes are formed on the door panel 10.
- the cassette contour 16 is located at a predetermined surface area 20 of the door leaf 10th
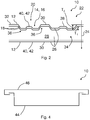
- Fig. 2 shows a first embodiment of the door leaf 10 in a cross-sectional view along the line AA in FIG Fig. 1 , where in Fig. 2 the door leaf 10 is constructed as a sandwich plate 22.
- Sandwich panels 22 are characterized in that they have a plurality of layers 26 along a depth direction 24 of a door leaf 10, wherein the layers 26 are materially bonded and thus immovably connected to each other.
- a filling material 28 is provided as a first layer 26, wherein outer plates 30 of the door leaf 10 form a motif plate 32 and are adhesively bonded, e.g. by gluing, are connected directly to the filling material 28.
- such a sandwich panel 22 is shown in which a mat-shaped filling material 28, for example in the form of a mineral wool mat 34, is arranged between two outer panels 30, which form the outer broad sides 12 of the door leaf 10.
- a mat-shaped filling material 28 for example in the form of a mineral wool mat 34
- a first outer board 30 is formed as a flat outer board 30 without any motives therein.
- a second outer board 30 has at a predetermined surface area 20 a Breittimeformkontur 14, namely in Fig. 1 shown cassette contour 16. In Fig. 2 it can be seen that this is designed as sunk relief 18.
- the mat-shaped filling material 28 also has a corresponding mat shape contour 36, which is formed to be complementary to the wide-side shape contour 14 in the outer plate 30, so that the broad-side contour contour 14 can engage in the mat shape contour 36.
- the mat molding contour 36 and the wide-side mold contour 14 are thereby introduced into the mineral wool mat 34 and the outer board 30 prior to joining the individual layers 26, as described below with reference to FIG Fig. 3 is described.
- Fig. 3 shows a schematic flow diagram of a method for producing a door leaf 10th
- first at least one forming plate 38 for forming a later outer plate 30 of the door leaf 10, and a mat-shaped filling material 28 are provided.
- the forming plate 38 can be provided, for example, as a flat sheet steel 40.
- a composite plate 42 as a forming plate 38, which comprises a glass fiber reinforced plastic.
- a mineral wool mat 34 is provided, wherein in particular a web-reinforced mineral wool mat 34 is used, which has an inherent stability, so that can be dispensed with further reinforcements within the door panel 10.
- the Breittimeformkontur 14 for example, the cassette contour 16, accordingly Fig. 1 imprinted.
- a plain steel sheet 40 by a standard embossing method.
- a composite plate 42 it is done by a hot press method.
- the mat-shaped filling material 28 is now also preprocessed, namely by impressing the mineral wool mat 34 likewise the cassette contour 16 as a mat shape contour 36.
- the impressing of the mold contours 14, 36 takes place here in each case as sunk relief 18, wherein the mat shape contour 36 has a greater depth T 1 when embossing, as a depth T 2 of the Breitreteformkontur 14 on the Umformplatine 38.
- the depth T 1 in the mineral wool mat 34 is 20% to 25% greater than the depth T 2 in the forming plate 38th
- the mold contours 14, 36 are then embossed into the mineral wool mat 34 or the forming plate 38, at the end of the process the forming plate 38 and the mat-shaped filling material 28, i. the mineral wool mat 34, joined together, in such a way that the Breittimeformkontur 14 engages in the mat shape contour 36.
- the joining can be done accordingly Fig. 2 done in a sandwich panel 22, for example by gluing. It can be used, for example, a PU adhesive.
- the door leaf 10 has a broad side contour 14 only on an outer broad side 12, but it is also conceivable to likewise provide such a broad side molding contour 14 on the opposite outer broad side 12.
- a sandwich panel 22 it is also possible to carry out the door leaf 10 in a box-lid construction, wherein a first forming plate 38 forms the box 44, while a second forming plate 38 forms the lid 46.
- the mat-shaped filling material 28 is then inserted into the box 44, and then closed the box 44 with the lid 46.
- Such a box-lid construction is in cross-section along the line AA in Fig. 1 in Fig. 4 shown, but was dispensed with the representation of the broadside contour contour 14.
- the door panel 10 has a corresponding Breittimeformkontur 14 and a mat molding contour 36, wherein the shape contours can be present in both the lid 46 and in the box 44.
- door panels 10 for example, fire doors, but also for house doors, both in composite and steel construction, in which a prefabricated mineral wool mat 34 is used with based on the motifs of the door leaf 10 contour shapes.
- the fire load can be significantly minimized, especially in composite or steel doors and the cost as compared to previously used phenolic or foam boards, which are quite expensive, just a mineral wool mat 34 is used.
- a production by sandwich method using PU adhesives or other adhesives based on water glass is possible. It is also easy to customize a design by simply replacing dies.
- a web-reinforced wool is introduced as a mineral wool mat 34.
- This mineral wool mat 34 is first shaped in shape.
- the mineral wool mat 34 initially has a uniform density, and there is a separate prefabrication step, wherein the desired mat shape contour 36 is impressed.
- the individual outer boards 30 are also punched or stamped when steel or metal is used, or pressed correctly when a composite material is used. Then, the mineral wool plate 34 is molded, using corresponding negative molds, and these negative molds are impressed. Finally, the mineral wool mat 34 is inserted and glued.
- the mineral wool has a certain resilience, which is why the mineral wool is more heavily embossed than the boards.
- the mineral wool mat 34 has a thickness of 40mm, and the Breittimeformkontur 14 is projected into 9mm in an interior of the door leaf 10, 2 mm is added to this depth T 2 to compensate for the springback behavior of the mineral wool mat 34. Therefore, if an embossing of 9mm is to be adjusted, shaping in mineral wool mat 34 will imprint 11 mm deep.
- the outer boards 30 are stamped with cassettes, which is a popular design for front doors in English-speaking space, where for example four cassettes, but also six cassettes or any shape contours can be stamped.
- cassettes or other motifs that are introduced are stamped inwardly, i. as sunk relief 18.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Special Wing (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL17203665T PL3327239T3 (pl) | 2016-11-28 | 2017-11-24 | Sposób wytwarzania skrzydła drzwiowego oraz skrzydło drzwiowe |
| SI201730249T SI3327239T1 (sl) | 2016-11-28 | 2017-11-24 | Postopek izdelave vratnega krila in vratno krilo |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016122941 | 2016-11-28 | ||
| DE102016125251.4A DE102016125251A1 (de) | 2016-11-28 | 2016-12-21 | Verfahren zum Herstellen eines Türblattes sowie Türblatt |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3327239A1 true EP3327239A1 (fr) | 2018-05-30 |
| EP3327239B1 EP3327239B1 (fr) | 2020-04-01 |
Family
ID=60480197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17203665.9A Active EP3327239B1 (fr) | 2016-11-28 | 2017-11-24 | Procédé destiné à la fabrication d'un vantail ainsi que vantail |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3327239B1 (fr) |
| PL (1) | PL3327239T3 (fr) |
| SI (1) | SI3327239T1 (fr) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE894486A (fr) * | 1982-09-24 | 1983-01-17 | Vleminckx William | Securisation decorative pour portes |
| US4643787A (en) * | 1985-05-03 | 1987-02-17 | Versatube Corporation | Method of making an embossed panel door |
| US5787677A (en) * | 1995-10-18 | 1998-08-04 | Owens Corning Fiberglas Technology, Inc. | Garage door insulation system |
| US6311454B1 (en) * | 1999-02-18 | 2001-11-06 | Globe Door, L.L.C. | Door construction |
| EP2241713A2 (fr) | 2009-04-06 | 2010-10-20 | Hörmann KG Eckelhausen | Feuille de porte avec isolation thermique |
| EP2535473A2 (fr) * | 2011-06-16 | 2012-12-19 | IKJ S.a.r.l. | Système pare-feu ainsi que porte coupe-feu, élément mural pare-feu et panneau coupe-feu à cet effet |
| EP2612979A2 (fr) | 2012-01-05 | 2013-07-10 | HÖRMANN KG Freisen | Vantail et son procédé de fabrication |
-
2017
- 2017-11-24 EP EP17203665.9A patent/EP3327239B1/fr active Active
- 2017-11-24 SI SI201730249T patent/SI3327239T1/sl unknown
- 2017-11-24 PL PL17203665T patent/PL3327239T3/pl unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE894486A (fr) * | 1982-09-24 | 1983-01-17 | Vleminckx William | Securisation decorative pour portes |
| US4643787A (en) * | 1985-05-03 | 1987-02-17 | Versatube Corporation | Method of making an embossed panel door |
| US5787677A (en) * | 1995-10-18 | 1998-08-04 | Owens Corning Fiberglas Technology, Inc. | Garage door insulation system |
| US6311454B1 (en) * | 1999-02-18 | 2001-11-06 | Globe Door, L.L.C. | Door construction |
| EP2241713A2 (fr) | 2009-04-06 | 2010-10-20 | Hörmann KG Eckelhausen | Feuille de porte avec isolation thermique |
| EP2535473A2 (fr) * | 2011-06-16 | 2012-12-19 | IKJ S.a.r.l. | Système pare-feu ainsi que porte coupe-feu, élément mural pare-feu et panneau coupe-feu à cet effet |
| EP2612979A2 (fr) | 2012-01-05 | 2013-07-10 | HÖRMANN KG Freisen | Vantail et son procédé de fabrication |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3327239T3 (pl) | 2020-08-24 |
| EP3327239B1 (fr) | 2020-04-01 |
| SI3327239T1 (sl) | 2020-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102014001445B4 (de) | Vorrichtung zur Herstellung von Rotorblattschalen | |
| EP1524175A2 (fr) | Elément, notamment un elément pour le revêtement extérieur d'un véhicule | |
| DE102018100204A1 (de) | Verfahren zum Integrieren eines Montageelementes für einen Bewegungsbeschlag in eine Möbelplatte sowie Möbelplatte mit integriertem Montageelement | |
| EP0373371B1 (fr) | Procédé et appareil pour fabrication d'éléments de profilés pour cadres de fenêtres, portes ou similaires | |
| DE2111430A1 (de) | Verfahren und Vorrichtung zur Anbringung einer Kunststoffrandleiste | |
| DE3516862C2 (fr) | ||
| EP3666514A1 (fr) | Tôle embouti permettant de produire des structures plus profondes | |
| DE102009051392A1 (de) | Verfahren zum Herstellen eines Verbundkörpers aus mindestens einem vorzufertigenden Metallbauteil und mindesten einem Kunststoffbauteil und formschlüssig gefügter Verbundkörper | |
| DE2429611A1 (de) | Mehrlagiger heizkoerper aus kunststoff und verfahren zu seiner herstellung | |
| WO2000033248A1 (fr) | Procede pour enrober un module a circuits integres dans la couche moussee d'une carte a puce | |
| EP3327239B1 (fr) | Procédé destiné à la fabrication d'un vantail ainsi que vantail | |
| DE112008000043T5 (de) | Türblatt | |
| DE102015100358A1 (de) | Verfahren zum Herstellen eines Türelements aus Holzwerkstoff sowie damit herstellbares Türelement | |
| DE102016125251A1 (de) | Verfahren zum Herstellen eines Türblattes sowie Türblatt | |
| EP0324038A1 (fr) | Procédé de préparation d'un panneau frontal de meuble ainsi que panneau frontal de meuble préparé suivant ce procédé | |
| DE8128714U1 (de) | "verbundelement" | |
| DE3889630T2 (de) | Zusammengesetztes Ziehwerkzeug für eine Ziehpresse. | |
| EP1579975B1 (fr) | Méthode et dispositif pour la fabrication des panneaux en matière plastique | |
| EP1535710B1 (fr) | Procédé de fabrication d'une couche recouvrante, couche recouvrante et plaque de meuble avec couche recouvrante | |
| DE3246859C2 (de) | Wärmedämmendes Türblatt | |
| EP3862171A1 (fr) | Procédé de fabrication d'un composant de carrosserie et composant de carrosserie | |
| DE10006442A1 (de) | Aufzugtür | |
| DE102006062715A1 (de) | Verbundplatte mit Kantenschutz und Verfahren zur Herstellung derselben | |
| AT324671B (de) | In mehretagenpressen, einetagen-kurztaktpressen od. dgl. verwendbare pressplatte zur herstellung oder oberflächenveredelung plattenförmiger werkstücke | |
| DE102004033298A1 (de) | Verfahren zur Herstellung eines Türblatts, Bausatz für ein Türblatt und Türblatt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180926 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190529 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191029 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1251537 Country of ref document: AT Kind code of ref document: T Effective date: 20200415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017004466 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200401 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 34695 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200817 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200702 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200801 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017004466 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201124 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230508 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1251537 Country of ref document: AT Kind code of ref document: T Effective date: 20221124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20231116 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231123 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231115 Year of fee payment: 7 Ref country code: SI Payment date: 20231114 Year of fee payment: 7 Ref country code: FR Payment date: 20231124 Year of fee payment: 7 Ref country code: CZ Payment date: 20231110 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20231114 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240119 Year of fee payment: 7 |