EP3325732B1 - Module pour assembler une paroi consistant en palettes et procédé de réalisation d'une tel paroi - Google Patents
Module pour assembler une paroi consistant en palettes et procédé de réalisation d'une tel paroi Download PDFInfo
- Publication number
- EP3325732B1 EP3325732B1 EP16742300.3A EP16742300A EP3325732B1 EP 3325732 B1 EP3325732 B1 EP 3325732B1 EP 16742300 A EP16742300 A EP 16742300A EP 3325732 B1 EP3325732 B1 EP 3325732B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pallets
- pallet
- vertical
- module
- horizontal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 22
- 238000005192 partition Methods 0.000 claims description 39
- 125000006850 spacer group Chemical group 0.000 claims description 38
- 239000000463 material Substances 0.000 claims description 24
- 238000000926 separation method Methods 0.000 claims description 13
- 230000002829 reductive effect Effects 0.000 claims description 7
- 230000000295 complement effect Effects 0.000 claims description 3
- 230000000903 blocking effect Effects 0.000 claims description 2
- 230000001186 cumulative effect Effects 0.000 claims description 2
- 238000005553 drilling Methods 0.000 claims description 2
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 238000010276 construction Methods 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 9
- 238000009434 installation Methods 0.000 description 6
- 230000036961 partial effect Effects 0.000 description 6
- 230000000284 resting effect Effects 0.000 description 6
- 230000000712 assembly Effects 0.000 description 5
- 238000000429 assembly Methods 0.000 description 5
- OIPMQULDKWSNGX-UHFFFAOYSA-N bis[[ethoxy(oxo)phosphaniumyl]oxy]alumanyloxy-ethoxy-oxophosphanium Chemical compound [Al+3].CCO[P+]([O-])=O.CCO[P+]([O-])=O.CCO[P+]([O-])=O OIPMQULDKWSNGX-UHFFFAOYSA-N 0.000 description 5
- 239000002023 wood Substances 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 230000000670 limiting effect Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000011120 plywood Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 206010001488 Aggression Diseases 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 241001080024 Telles Species 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- 230000016571 aggressive behavior Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 230000001413 cellular effect Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004794 expanded polystyrene Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 230000005477 standard model Effects 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 239000002025 wood fiber Substances 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/02—Structures consisting primarily of load-supporting, block-shaped, or slab-shaped elements
- E04B1/10—Structures consisting primarily of load-supporting, block-shaped, or slab-shaped elements the elements consisting of wood
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C1/00—Building elements of block or other shape for the construction of parts of buildings
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/10—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products
- E04C2/12—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products of solid wood
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/38—Connections for building structures in general
- E04B1/61—Connections for building structures in general of slab-shaped building elements with each other
- E04B1/6108—Connections for building structures in general of slab-shaped building elements with each other the frontal surfaces of the slabs connected together
- E04B1/612—Connections for building structures in general of slab-shaped building elements with each other the frontal surfaces of the slabs connected together by means between frontal surfaces
- E04B1/6145—Connections for building structures in general of slab-shaped building elements with each other the frontal surfaces of the slabs connected together by means between frontal surfaces with recesses in both frontal surfaces co-operating with an additional connecting element
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04H—BUILDINGS OR LIKE STRUCTURES FOR PARTICULAR PURPOSES; SWIMMING OR SPLASH BATHS OR POOLS; MASTS; FENCING; TENTS OR CANOPIES, IN GENERAL
- E04H17/00—Fencing, e.g. fences, enclosures, corrals
- E04H17/14—Fences constructed of rigid elements, e.g. with additional wire fillings or with posts
- E04H17/1404—Fences constructed of rigid elements, e.g. with additional wire fillings or with posts using building blocks, e.g. from concrete or stone
Definitions
- the invention belongs to the field of construction of walls for the realization of buildings in particular of buildings of the type habitats, shelters, walls, ramparts or fences.
- the invention relates to modules for assembling pallets for the production of walls, a wall and an assembly of walls produced by assembling handling pallets and a method of producing walls and wall assemblies by means of handling pallets.
- prefabricated solutions have been developed in which the building structures are produced by elements of large dimensions.
- prefabricated solutions use elements of dimensions and shapes adapted to be assembled according to a precise plan and form the building for which these elements are designed. Prefabricated elements can be produced, most often in concrete or wood, in a production plant at reduced costs and can be assembled quickly on the site where the building is erected.
- the international patent application WO 2009/062215 describes how to make the structure of a house with pallets assembled in rows and columns to form the structure of the walls and floor of the house.
- the walls are formed thick by a stack of three pallets and various materials, in particular panels and insulation.
- the pallets are assembled, with the edges in a vertical position in the partitions and walls, by metal through pieces provided with end plates which on the one hand maintain the spacing of the pallets to the thickness of the wall and fix the pallets by points or screws through the plates.
- One drawback of this arrangement is the number of fastening elements which are used, at least one at each pallet angle, and the need to fix the plates to the external pallets through the wall in progress.
- the present invention provides a solution to the problems of the prior art by making it possible to produce a wall or a wall by assembling pallets without complex means, in particular due to the unitary manipulation of the pallets during assembly and of assembly modules guaranteeing the maintenance and stability of the pallets as they are assembled.
- Such a horizontal module makes it possible to block movements between two pallets juxtaposed in the same row of pallets forming a partition frame.
- all or part of the protrusions comprises at least one orifice passing through the horizontal module (MH). It is thus avoided that the module does not form an obstacle between two pallets when it is desired to fix pipes or ducts running vertically inside a partition.
- the height dimensions (Hpr) of the protrusions are between 5 mm and a sole width, preferably between 5 mm and 50% of the width of a sole. Pallets engaged on such a horizontal module are thus kept sufficiently stable to carry out the assembly of the pallets.
- each end of a horizontal module comprises a tenon and mortise assembly to ensure the interlocking of two aligned horizontal modules.
- the positioning of juxtaposed horizontal modules is thus simpler to carry out and more precise.
- the plate comprises, between two neighboring protuberances, at least one blocking mortise, that is to say a mortise whose shape ensures that a post of complementary shape is maintained. It is thus possible, when several pallets form the thickness of the framework of a partition, to hold together and at a given distance two pallets one against the other.
- the plate has protuberances on each of its first and second faces. It is thus a horizontal module that can be placed between two superimposed rows of pallets whose protuberances cooperate with the pallets of the lower row for the protuberances placed under the plate and with the pallets of the upper row for the protuberances placed above the plate.
- the plate comprises holes or pre-holes for the placement of fixations of the plate with pallets and or with another plate of horizontal module. This ensures precise positions of the fasteners useful for assembling the frame and the possibility of installing the fasteners without drilling.
- Such a vertical module makes it possible to block the movements between two superimposed pallets in two rows of superimposed pallets forming a partition frame.
- the width (Emv) of a slot is between 30% and 80% of a depth of a pallet channel and in which the height (Hc) of a slot is less than or equal to a depth of a pallet channel.
- the base has holes or pre-holes for the placement of fastenings of said base with pallets and or with another base of vertical module.
- two pallets juxtaposed in a row are immobilized together by at least one horizontal module (MH) of assembly according to claim 1 cooperating on a long side of each of said pallets juxtaposed by protuberances, integral a sole of said horizontal module, cooperating with openings formed on the long sides of each of said pallets between two successive dice, an edge and a sole.
- MH horizontal module
- vertically superimposed pallets are immobilized together by at least one vertical assembly module (MV) according to claim 7, cooperating on a short side of each of said superimposed pallets, by slots, integral with a base of said vertical module, cooperating with channels opening out on the short sides of each of said pallets between two successive dice secured to a crosspiece.
- MV vertical assembly module
- the horizontal modules (MH) conform to the horizontal modules of the invention.
- the vertical modules (MV) conform to the vertical modules of the invention.
- a thickness of the framework comprises at least two pallets, and in the framework at least two facing pallets are arranged with their external faces facing each other. It is thus left accessible, during assembly, the volumes in the thickness of the pallets.
- the wall has, in a thickness, pallets forming the framework of the wall of sheaths and / or conduits and or insulation materials.
- the wall comprises on at least one visible face of the framework one or more panels fixed to the pallets.
- a rampart comprises at least two walls conforming to the walls of the invention arranged substantially parallel with the internal faces of pallets facing said walls facing each other.
- a separation distance (Ds) between two facing pallets is maintained in the rampart at a value chosen by at least one spacer module formed in a panel and comprising notches arranged on said spacer module to be engaged, in a position of said spacer module substantially vertical and substantially perpendicular to the internal faces of said pallets, in the soles of said pallets facing each other.
- two facing pallets are kept apart by four spacer modules distributed in two spacer modules superimposed at each end of said two facing pallets.
- This arrangement allows a reinforced connection between two facing pallets and a better resistance to the forces which could tend to bring the said pallets closer or further apart, connection which can be further reinforced by increasing the number of spacer modules.
- the volume formed between the two walls is filled, at least partially, with a filling material.
- the mass of the filling material naturally stabilizes the rampart and depending on the specific characteristics of the filling material provides protection against external aggressions, for example protection against ballistic objects, against noise, against rising water.
- fixings are placed during assembly to fix the modules, horizontal and or vertical, to the pallets of the frame or between them.
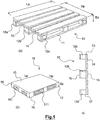
- FIG 1 perspective view (a) and side view (c) with a width Hp in a vertical position, represents an example of a wooden handling pallet 10 of a current model.
- a wooden handling pallet 10 of a current model Such a pallet, in its original application, makes it possible to ensure the handling of goods under optimal handling conditions with standard means, for example forklifts, stackers or pallet trucks.
- a dimension, taken in a longitudinal direction of the crosspieces, of a dice 12b associated with the central sole is greater than that corresponding to the dice 12a associated with the lateral flanges of the pallet, according to the EPAL standard.
- Pallet 10 is therefore inscribed in a rectangular parallelepiped, as illustrated in view (b) of the figure 1 , of dimensions Lp, Hp and Ep.
- each long side 17 it is formed between a sole and a bank and between the dice fixed to the sole two openings 171.
- the openings 171 are reproduced at each sole.
- each of said channels being formed between two neighboring flanges and open towards the internal face.
- a wall 100 for example a wall or a partition, a partial embodiment of which is illustrated in FIG. 2, a plurality of pallets 10 will be used.
- the number of pallets to be used depends on the developed surface of the wall to be produced, in particular its length and height, if necessary after deduction of the openings in the wall, and considering a number of pallets which must constitute a thickness of the wall.
- the number of pallets forming the wall thickness is at least 1, as in the example illustrated on the figure 2 , and has no theoretical maximum. In practice, the number of pallets forming the thickness of the wall will be adapted to the requirements of loads to be supported by the wall.
- the walls forming the walls will be two pallets thick, as in the examples illustrated on the Figures 12a and 12b , or three pallets as on the example of arrangement illustrated figure 13 .
- a light construction such as a shelter can be formed with walls whose thickness is only determined by a single pallet and on the contrary a multi-storey building can, in the lower parts at least, have walls whose thicknesses will be the result of an assembly of more than two pallets.
- assembly modules are used.
- the role of an assembly module is to form an interface for assembling at least two pallets and to immobilize the pallets between them in a desired position, at least for the needs of a step of assembling a wall frame 100.
- the pallets 10 are assembled to form a wall 100 with the horizontal edges 14 and therefore with the dimension Hp of the pallet along a height of said wall.
- a wall 100 comprises at least one row of pallets and generally comprises several superimposed rows to reach a desired height of said wall as illustrated by figures 2 , 6a and 6b .
- the horizontal modules MH in an assembled partition, cooperate with the long sides 17 of the pallets, and are placed in a horizontal plane.
- the vertical modules MV in an assembled partition, cooperate with the short sides 18 of the pallets, and are placed in a vertical plane.
- a horizontal module MH provides a connection between at least two pallets juxtaposed in a row of pallets.
- a horizontal module MH is a unitary element corresponding to an arrangement of several full or hollow volumes.
- FIG. 8a An example of a horizontal MH module is presented, in a horizontal installation position, on the figure 8a in a perspective representation, on the figure 8b in profile view, on the figure 8c in top view, and on the figure 8d in vertical section.
- the horizontal module MH des Figures 8a, 8b and 8c comprises a plate 21 substantially of length Lp, length of a pallet 10, and of a width lmh corresponding substantially to a height Ep of a pallet 10.
- the length Lp of a horizontal module is a reference length so that the juxtaposed horizontal modules have, at least in certain embodiments, overlapping in the direction length by interlocking tenons 29 with mortises 29 'at the ends of said horizontal module.
- the width lmh of a horizontal module slightly deviates from the height Ep of a pallet so that the horizontal module is reversible while remaining contained between the planes of the external 15 and internal 16 faces of the pallets.
- the horizontal module MH comprises a first substantially flat face 22 and a second face 23 comprising two protrusions 24.
- Each protuberance 24, in the embodiment illustrated in the Figures 8a, 8b, 8c , has the shape of a rectangular parallelepiped assembly.
- a width Bpr and a length Apr of the protuberance correspond respectively, for said width, to a height of the opening 171 on a long side 17 of a pallet 10 and, for said length, to the length of said opening on said side long, with tolerances on the dimensions of said protrusions such that the protrusion fits without excessive play or effort into an opening 171, including in the case where said opening has the smallest dimensions due to the manufacturing tolerances of the pallets.
- the parallelepiped shape of the protuberance may include softened edges or chamfers 241, as illustrated in the enlarged detail of the figure 8d , which will facilitate the fitting of the protuberance 24 into the opening 171 of a pallet during the assembly of a partition 100.
- a separation distance Spr between the two protrusions 24 of a horizontal module MH is also equal to twice the dimension of a die 12a, associated with a lateral flange, along the length of a pallet 10.
- This separation distance Spr results in particular from the desired position of a horizontal module MH straddling two juxtaposed pallets 10, a situation in which the dice 12a adjacent to the two pallets are also juxtaposed.
- the horizontal module MH comprises the right tenon 29 over one half of the width of the plate 21, the other half of said width corresponding to the mortise 29 ′, the straight tenons 29 being offset, in order to above said plate, to allow an interlocking at each end of the horizontal module of an identical horizontal module and so that it results in a distance between the neighboring protrusions of two juxtaposed horizontal modules equal to the dimension of a median die according to the length of a pallet 10.
- the straight shape of the right post 29 is not compulsory, but it ensures the reversible mounting of the horizontal module MH and leaves a degree of freedom in a longitudinal direction of said module to take into account the need to catch up, during the assembly of a partition frame, the dispersions over the lengths Lp of the pallets.
- At least one through hole 25 is arranged in the horizontal module MH so as to ensure a passage between the first face 22 and the second face 23 of said horizontal module.
- the through holes are located on the horizontal module so that said through holes communicate the openings 171 of two pallets 10 superimposed and immobilized together by said horizontal module.
- a through orifice is therefore located in a part of the plate 21 affected by the protrusions 24.
- a through hole 25 is made in each of the protrusions 24.
- a single through hole 25 is shown in the figures for each of the protrusions, it is also possible to make a plurality of through holes of reduced sections, for example in the purpose of obtaining a more rigid horizontal module than in the case of a single through hole of large dimensions or to ensure physical separation of conduits or ducts which must travel vertically in the partition.
- the dimensions according to the thickness of the horizontal modules MH can vary in relatively large proportions without major consequences on the functions provided by said horizontal modules.
- the thicknesses will be adapted to the material in which the modules are made to ensure the passage of the forces to which they are subjected in the considered pallet assemblies.
- a thickness Hpl of the plate 21 will be sufficient to transmit the shearing forces in the longitudinal and transverse directions when the pallets, in which the protrusions 24 are embedded, are themselves subjected to forces, for example forces induced by winds. on the wall made or in progress.
- horizontal modules MH formed in a material based on compressed and bonded wood fibers, or in a rigid cellular foam, by for example a dense polyurethane foam or an expanded polystyrene, have plates with a thickness Hpl of the order of 0.5 to 5 centimeters suitable for the production of many types of walls.
- the use of the materials and thicknesses mentioned makes it possible to have lightweight and sufficiently resistant modules when they are put in place, which can be cut, for example for cutting to length, with ordinary cutting tools, saws or sharp blades. , and allows local irregularities to absorb irregularities on the edges of the pallets, irregularities linked to the materials used for said pallets, generally rough sawn wood.
- the heights Hpr must also be sufficient to avoid accidental dislocation of the pallets, in particular during the mounting of a wall, for example a height Hpr is between 3 and 5 cm. In practice, the heights Hpr need not be substantially greater than the widths of the edges 14 or of the flanges 11.
- the protrusions 24 are made of all durable and economically acceptable materials, advantageously in the same type of material as the plate 21 with which they are associated.
- the protrusions 24 can be produced separately from the plate 21 and then added by gluing, interlocking or any other fixing means.
- the horizontal modules MH, plates 21 and associated protrusions 24, are formed integrally from the same material by cutting from a block, or by molding, or by forming directly to the desired shape.
- a vertical MV module provides a connection between at least two pallets superimposed at the ends of the walls, as illustrated in the figure 2 , or when a wall forms an angle or is extended, as illustrated on the Figures 6a and 6b , or when a wall arises on one face of another wall, case not illustrated.
- a vertical MV module as illustrated in a vertical implementation position on the figure 9a in perspective view, the figure 9b in profile view and the figure 9c in front view, is in the form of a part of substantially constant thickness Emv comprising a base 31 and three slots 32.
- the thickness Emv is preferably less than a height of the pallet Ep reduced by a thickness of the cross member 13 and a thickness of the edge 14, that is to say less than a depth of the channels 181 in the form of U d 'a pallet.
- the thickness Emv is in practice chosen so that, when the vertical module is engaged on a vertical edge of the wall produced with pallets, said vertical module is contained between planes of the external 15 and internal faces 16 of the pallets and preferably without completely close the ends of the channels 181.
- each end of the vertical module MV comprises a straight tenon associated with a mortise which makes it possible during a abutment of two vertical modules MV to facilitate its precise juxtaposition .
- a total height Hmv of the vertical module MV is substantially equal to 1.5 times a width Hp of the pallet.
- a height Hc of each of the slots 32 is equal to an empty distance between two dice 12a, 12b over the width Lp of a pallet, that is to say a dimension of the channels 181 according to the direction of the width Hp of a pallet.
- a distance between a first end 311 of the vertical module MV and the slot 32 closest to said first end is equal to one dimension Hdla, along the width of a pallet 10, of a lateral die 12a.
- a distance between the niche 32 closest to the first end 311 and the nearest niche is equal to one dimension Hdlb, along the width of a pallet 10, of a median die 12b.
- a distance between a second end 312 of the vertical module MV and the slot 32 closest to said second end is equal to 0.5 times a dimension Hdlb, along the width of a pallet 10, of a median die 12.
- a distance between the niche 32 closest to the second end 312 and the closest preceding niche is equal to twice a dimension Hdla of a median die 12a along the width of a pallet 10, increased by twice the thickness Hpl of the plate 21 of a horizontal module MH.
- a vertical module MV can be engaged in the ends of the channels 181 at a wall end on a short side 18 of the pallets forming the wall considered, that is to say on the edge of said wall and of the pallets, as illustrated for example on the figures 2 and 6a .
- the vertical module MV can also be engaged on the internal face 16 of the pallets, provided that a width Lc of the slots, that is to say a distance between a top of said slots and the base 31, is at most equal, and preferably less, than the depth of the U-shaped channels 181 in which said slots engage, as visible on the figure 6a .
- the width Lc of the slots is at least substantially equal to the thickness Emv of said vertical modules.
- the width Lc of the slots and the thickness Emv of said vertical modules are each substantially less than the depth of the channels 181 so that said channels are not completely closed by the slots to maintain between the vertical module MV and one of the sides of the pallet a free space through which pipes or ducts passing through the wall can pass.
- MV vertical modules are made with materials and manufacturing techniques similar to those that can be used to produce horizontal MH modules.
- protrusions 24 and the slots 32 intended to be placed in openings 171 or channels 181 of the pallets, will be produced in consideration of the smallest dimensions accepted for said openings and said channels taking into account manufacturing tolerances.
- protrusions 24 or the slots 32 will be produced with separation distances between said protrusions and between said slots taking into account the largest dimensions accepted for the dice 12a, 12b, which are inserted between said protrusions or said slots.
- the assembly is carried out on a suitable floor 99, prepared in advance during a step prior to the assembly of the walls, for example on a concrete or stone foundation or on a screed depending on the type of construction provided.
- a first row 41 of horizontal connection modules MH is placed, at the desired location of a wall on the floor 99, placed on the floor at the desired location of a wall, as illustrated on the figure 3 .
- the horizontal modules MH of this first row 41 are placed juxtaposed with their first faces 22 resting on the ground and the protrusions 24 upwards.
- the horizontal modules MH of this first row 41 are placed juxtaposed along their lengths without intermediate space, respecting the engagement of the tenons 29 with the mortises 29 ′, when horizontal modules are implemented being provided with tenons and mortises , so as to form a line of a length corresponding to a number of pallets in a first row 51 of pallets, it being taken into account that a vertical separation line between two aligned juxtaposed pallets is always located on the same horizontal module MH.
- the horizontal modules MH of the first row 41 are fixed to the ground 99, for example by elements for fixing to the ground, screws or bolts not shown, if necessary with the interposition according to the rules of the art of a protective layer against rising damp which could lead to rapid deterioration of moisture-sensitive elements.
- pallets 10 are placed in a vertical position as illustrated on the figure 4 , to form a first row 51 of pallets.
- Each pallet 10 is placed with the horizontal edges 14 and, at least with a horizontal module MH comprising only two protrusions 24, so that the two openings 171 on one long side of a given pallet are each engaged by a protuberance 24 of two different MH horizontal modules.
- horizontal modules MH are placed on a free upper edge of the pallets of the first row 51 to form a second row 42 of horizontal modules MH, as illustrated in the figure 5 .
- the second row 42 of horizontal modules MH is placed in a mirror of the first row 41, that is to say with their second faces 22 and the protrusions 24 oriented downward, the said protrusions engaged in the openings 171 on the edges of the pallets and each horizontal module on horseback on two pallets.
- This second row 42 of horizontal modules makes it possible to immobilize between them, in their upper parts, the pallets of the first row 51, already immobilized in their lower parts, and the first faces 22 of said horizontal modules, oriented upwards, form a surface to place a new row of pallets on the first.
- horizontal modules MH are placed on the surface formed by the second row 42 to form a third row 43 of horizontal modules MH, as illustrated in the figure 2 .
- This third row 43 is similar to the first row 41, the horizontal modules MH being placed with their first faces 22 resting on the second row 42 and with the protrusions 24 upwards.
- the horizontal modules MH of the third row 43 are also fixed to the horizontal modules of the second row 42 so as to avoid any displacement, in particular sliding, of the horizontal modules of the third row during and after the following stages of the process.
- the third row horizontal modules can be fixed by any suitable means, in particular by fixing elements, for example screws, and or by gluing.
- the third row horizontal modules can be attached after the second row of horizontal modules have been installed. They can also be fixed before installing the second row 42 to form double horizontal modules placed in one piece.
- the horizontal modules MH comprise holes or pre-holes 26 for the placement of screws, bolts or other fasteners, and allow simple and precise positioning of two horizontal modules MH sole against sole.
- steps two, three and four are performed again for each row of pallets, as illustrated in the figure 2 , to be mounted until the number of rows and the desired height for partition 100 are reached.
- the fourth step is not necessarily carried out, which may prove to be useless in the absence of a new row of pallets to be laid.
- the figure 10 illustrates the result of an assembly according to the method of two pallets superimposed in a partition, according to a vertical section made between dice.
- vertical modules MV are placed at the ends of the wall 100 with the slots 32 engaged in the channels 181 of the pallets 10 or on the edge 18 of the pallets, as visible on the Figures 5 and 2 , either on the face internal 16 of the pallets, according to a need for angle mounting of pallets in a partition having an angle, as visible on the Figures 6a and 6b .
- the vertical modules MV of each of the partitions or parts of partition forming the angle, are assembled together, for example by screws or bolts, to form a connection stable partitions.
- each vertical module MV comprises in the base 31 holes or pre-holes 36 for fixing the vertical modules to each other and to the pallets by fastening elements, for example screws being taken up on the dice 12a, 12b of the pallets.
- accessory elements such as water pipes or electrical conduits are laid as much as desired in the thickness of the pallets.
- the method of installing the pallets makes it possible to have horizontal channels 181 open on a face opposite the banks 14 and aligned over the entire length of the partition. It is therefore possible to set up pipes or ducts simply, after mounting the frame, without having to pass through openings except, if necessary, at the ends of the wall.
- the presence of the through orifices 25 of the horizontal modules MH also bring the openings 171 of the superimposed pallets into vertical communication, which also makes it possible to place conduits, sheaths or other accessories in the vertical direction of the wall.
- the limited dimensions of the slots relative to the depth of the channels 181, for example with the thickness dimensions Emv of the order of 50% of said depth of the channels, ensure the formation of free passages in the angles.
- the reduced thickness dimension Emv relative to the depth of the channels also leaves a free passage when vertical modules are implemented in aligned pallet junctions as in the example illustrated on the figure 7
- Thermal insulating products 52 and or phonic insulating products are where appropriate placed in filling of the interior space of the pallets and covering panels 50a, 50b are fixed to the pallets in a conventional manner on one or each of the faces of the wall, as much for their finishing roles as for their participation in the rigidity and solidity of the wall.
- the covering panels 50a, 50b are for example wood panels, plywood or reconstituted wood, or plaster panels. They constitute with the framework formed by the pallets a structure of the wall.
- the assembly modules and the method are also suitable for mounting walls forming angles between them, straight or not.
- FIGS 12a and 12b illustrate vertical sections of examples of walls made with two thick pallets.
- connections are made between parallel structures formed by pallet assemblies.
- such connections are made by means of keys 28 with dovetail tenons 28a engaged in dovetail mortises 27 formed in the horizontal modules MH, and which maintain a constant distance between the facing pallets, distance which can be substantially zero or be non-zero, without using any tools since the dovetail mortises 27 are formed by default in the horizontal modules.
- the keys 28 are placed when the horizontal modules MH are placed and are held in place, without being able to escape, by the pallets coming above said horizontal modules.
- some or all of the facing pallets are assembled by fasteners such as screws or bolts.
- Two pallets 10 facing each other in a partition frame can be oriented with their internal faces 16 on the same side of the wall as in the example of the figure 12a .
- two facing pallets 10 are assembled inverted with their external faces 15 facing each other.
- interior volumes of each pallet 10 are accessible for assembling the pallets opposite by screwing, and remain accessible when the framework is made, before installing the covering panels 50a, 50b.
- the figure 15 shows, in partial section and seen from one end, another embodiment of the invention in the form of a rampart 60 of which a frame is mainly formed by an assembly comprising two walls constructed with pallets 10 as described above.
- a distance separating the two walls is maintained by ME spacer modules fixing a separation distance Ds between two pallets 10 opposite, their internal faces facing each other, the volume formed between the two walls comprising solid filling 68.
- a ME retractor module of which a plan view of an exemplary embodiment is presented on the figure 14 , is presented in a simple embodiment as a rectangular panel 61 whose horizontal edges 62 substantially determine the separation distance Ds between the two walls, more particularly between pallets 10 in screw in the rampart.
- the separation distance Ds corresponds, to the thickness of the edges, substantially to a thickness of rampart Er.
- a total height of the spacer module ME corresponds to a length of vertical edges 63 of said spacer module.
- the total height of the spacer module ME is substantially equal to half the width Hp of a pallet 10, preferably slightly less to leave clearances suitable for mounting at achieve.
- the spacer module ME also has on each of the horizontal edges 62 two notches 64.
- Each notch 64 corresponds to a recess in the panel of the spacer module, one edge of which is closest to the vertical edge 63 proximal is located at a distance LC corresponding substantially to a height of the opening 171 on a long side 17 of a pallet 10, and which forms a horn 65 whose width corresponds to the distance LC, that is to say in substantially the width Bpr of a projection of horizontal module MH.
- Each notch also has a width Ec and a height Hc determined to accommodate by the edge a side sole 11 or a half-sole 11 middle, that is to say that the width Ec is slightly greater than a sole thickness, for allow insertion, and that the height Hc is at least the width of a lateral sole or a half-width of the medial sole, the greater of these two dimensions being considered.
- the retractor module ME in a vertical position is perpendicular to the internal 16 or external faces 15 of the pallets 10 facing each other and the notches 64 are engaged by the flanges 11 of each of the two pallets so that said two pallets cannot be neither distant nor close.
- ME spacer modules will be placed at each end of the pallets, bearing on the edges of the lateral soles and on the dice, so as to bring resistance and stability to the rampart, in particular when the solid filling 68 is placed between the walls.
- ME spacer modules whose height is substantially half that of the pallet 10 is advantageous because it allows the introduction of said spacer modules when the pallets are positioned to form the framework of the rampart.
- a ME spacer module can be made in any type of material having the desired stiffness and mechanical strength.
- a spacer module is cut from a plywood panel of sufficient thickness, a standardized thickness of 14 or 16 mm having shown sufficient strength, and in a variety suitable for resisting water if necessary.
- the width of the spacer module ME determines the thickness of the rampart 60 and is therefore chosen as a function of said desired rampart thickness.
- walls are assembled, as described above, with the planned separation distance taking into account the desired thickness of said rampart.
- the two walls are assembled in a coordinated manner so that the spacer modules are placed as soon as possible, that is to say as soon as the two pallets facing each other in the rampart are in place.
- a ME spacer module is introduced at an angle between the two pallets, then temporarily positioned flat, substantially horizontal, resting on the low flanges with which it must be engaged and finally straightened in a vertical position , movement during which the low and high indentations 64 are engaged by the soles 11. It will be noted here that the symmetry of the indentations which is not strictly essential is advantageous by avoiding an imposed mounting direction of the spacer module ME.
- the substantially vertical retractor module ME is then slid to be placed in the desired location, for example in abutment against the edge of a sole.
- each spacer module ME once in position, is fixed to the pallet 10, for example with screws so that said spacer module does not risk falling during further mounting.
- the rampart 60 can thus be mounted row by row 51, to reach the desired height of the rampart.
- the space left free between the two walls can then be filled with a solid filling 68.
- the filling is carried out gradually as the rows 51 of pallets are put in place, and at least partially before the installation of '' a row of pallets superimposed on the row in place.
- the filling can be of any kind depending on the objective sought.
- the filling is for example carried out with stones, sand, earth or any natural material or rubble that may be available near the site where the rampart must be built. In this case, only the components of the walls must be brought on site. This situation is particularly advantageous when a protective rampart must be constructed quickly and at low cost, for example to ensure the protection of a temporary cantonment, for example for a protective embankment.
- the filling is, for example, carried out with a material or a mixture of acoustic attenuating material to produce an anti-noise wall, a mixture which may include recycled materials such as pieces of tires.
- the protrusions 24 of the horizontal modules MH, and or the slots 32 of the vertical modules MV may have a slightly conical shape, at least towards the free end of the protrusion or the slot, so as to facilitate its introduction into opening 171 or channel 181 of a pallet.
- protrusions or slots are possible provided that the protrusion or the slot fits without play or excessive effort in the openings 171 or the channel 181 and that this results, when the pallet 10 is placed, a immobilization of the pallet.
- a protuberance 24 may be formed by two distant studs 241, cylindrical or conical, as illustrated in the figure 11 , of square sections - detail (a) - or rectangular - detail (b), or of any other form producing the same effects, the two studs materializing in practice the ends of the rectangular parallelepiped protuberance, of which a trace is materialized on the plate 21 of the figure 11 by a broken line rectangle.
- a through hole 25 is produced in the plate 21 between the studs 241.
- the assembly modules described in detail correspond to the shortest lengths necessary to carry out the assemblies of a given pallet model according to the principle of the invention.
- the horizontal and vertical modules can also have different shapes and dimensions to adapt to pallets of different structures, for example with a number of flanges greater than three, for example with a number of crosspieces greater than four, differences which have for consequences of modifying the numbers of dice, openings and channels of the pallet.
- the shapes of the ends of the assembly modules can also be different.
- the shapes of the ends are made with straight tenons and mortises to ensure partial overlap of two horizontal modules or two juxtaposed vertical modules, but retaining the two ends d 'A horizontal module or a similar vertical module so as to avoid mounting difficulties which would be induced by a preferred orientation of said horizontal module.
- ends of the modules can be simply straight, without tenon or mortise.
- ends may include tenons and mortises of different shapes from the shapes described but complementary to allow interlocking of the ends of the modules.
- the retractor module ME is also likely to have shapes different from the shape illustrated on the figure 14 provided that it performs the function of maintaining a desired gap between the facing pallets in a rampart.
- the external angles of the spacer module can be cut, for example at 45 degrees, to facilitate the installation of the spacer module.
- the through ends of the notches 64 can be flared for the same reasons.
- the spacer module ME can also include recesses, for example for the purpose of lightening said spacer module, provided that such recesses do not weaken the necessary resistance of the module.
- frameworks of partitions, walls and ramparts generally from any assembly of pallets comprising such frameworks, and partitions, walls, ramparts and assemblies consisting mainly of '' a material already shaped and widespread, not produced specifically for the construction of buildings.
- This material has a low cost of acquisition and is easy to assemble by implementing mainly two models of assembly modules, and if necessary a spacer module, making it possible to ensure all the necessary connections of the framework.
- the weight of a standard pallet allows a single man to handle it and quickly form large areas of partitions or other walls.
Description
- L'invention appartient au domaine de la construction de parois pour la réalisation de bâtiments en particulier de bâtiments du type habitats, abris, murs, remparts ou clôtures.
- Plus particulièrement l'invention concerne des modules pour l'assemblage de palettes pour la réalisation de parois, une paroi et un assemblage de parois réalisées par assemblage de palettes de manutention et un procédé de réalisation de parois et d'assemblages de parois au moyen de palettes de manutention.
- La construction de bâtiments, par exemple d'une maison, d'un hangar ou d'une clôture, pour laquelle il existe aujourd'hui un grand nombre de solutions techniques se heurte toujours à la question de son prix de revient et de la disponibilité des matériaux nécessaires.
- Pour palier aux coûts élevés des constructions traditionnelles en pierres ou en briques qui exigent une main d'œuvre importante, il a été développé des solutions dites préfabriquées dans lesquelles les structures de bâtiment sont réalisées par des éléments de grandes dimensions.
- Les solutions préfabriquées mettent en œuvre des éléments de dimensions et de formes adaptés pour être assemblés suivant un plan précis et former le bâtiment pour lequel ces éléments sont conçus. Les éléments préfabriqués peuvent être réalisés, le plus souvent en béton ou en bois, dans une usine de productions à des coûts réduits et être assemblés rapidement sur le site où est érigé le bâtiment.
- Cette solution introduit cependant de nouvelles contraintes en limitant les possibilités de formes du bâtiment qui doivent être réalisables avec les éléments préfabriqués, sauf à réaliser des éléments spécifiques pour une construction, et en nécessitant le transport et la manutention d'éléments de dimensions d'autant plus grandes et de poids d'autant plus élevés qu'il sera recherché un minimum d'opérations d'assemblage.
- Les solutions préfabriquées perdent ainsi en transport, manutention et limitation des formes une partie des avantages recherchés en matière de coûts.
- Pour diminuer les coûts il a également été considéré la mise en œuvre de matériaux de récupération et en particulier des palettes de manutention en bois.
- Ainsi il a été proposé de réaliser la structure de petites constructions telles que des maisons individuelles en assemblant des palettes pour former les murs.
- Par exemple la demande de brevet internationale
WO 2009/062215 décrit de réaliser la structure d'une maison avec des palettes assemblées en lignes et en colonnes pour former la structure des murs et du sol de la maison. Dans la structure proposée, les parois sont formées en épaisseur par un empilement de trois palettes et de divers matériaux, en particulier de panneaux et d'isolant. Les palettes sont assemblées, avec les rives en position verticale dans les cloisons et murs, par des pièces métalliques traversantes munies de platines d'extrémité qui d'une part maintiennent l'écartement des palettes à l'épaisseur de la paroi et fixes les palettes par des pointes ou vis au travers des platines. - Un inconvénient de cet agencement tient au nombre d'éléments de fixations qui sont mis en œuvre, un au moins à chaque angle de palette, et à la nécessité de fixer les platines aux palettes extérieures au travers de la paroi en cours de réalisation.
- En outre dans la position verticale des rives et donc des semelles des palettes, ces semelles forment des obstacles qui rendent difficile la pose des fils électriques et des divers tuyaux devant être encastrés dans la paroi réalisée, fils et tuyaux qui pour la plupart doivent cheminer horizontalement.
- Il est également connu de la demande de brevet
FR 2899921 AT506044A1 - S'il est ainsi mis en œuvre des matériaux de récupération, il résulte du procédé des panneaux préfabriqués qui présentent les mêmes inconvénients que les éléments préfabriqués conventionnels, en particulier en termes de manutention en raison de leurs poids et de leurs dimensions. La question de l'assemblage des panneaux réalisés entre eux n'est en outre pas considérée et est une source de complexité supplémentaire dans le montage.
- Les solutions connues ne sont donc pas satisfaisantes pour prendre en considération le besoin de réaliser une construction avec des matériaux peu coûteux, faciles à transporter et pouvant être assemblée par une personne ou un nombre limité de personnes, sans moyen de manutention particulier, en un temps minimum.
- La présente invention apporte une solution aux problèmes de l'art antérieur en permettant de réaliser un mur ou une paroi par un assemblage de palettes sans moyen complexe en particulier du fait de la manipulation unitaire des palettes lors du montage et de modules d'assemblage garantissant le maintien et la stabilité des palettes au fur et à mesure du montage.
- Un module horizontal (MH) de l'invention selon la revendication 1 est destiné à immobiliser entre elles des palettes de manutentions assemblées dans des positions verticales juxtaposées horizontalement et superposées verticalement pour former une ossature d'une paroi, une palette comportant :
- au moins trois semelles orientées suivant une longueur (Lp) de ladite palette et déterminant une face interne de ladite palette ;
- au moins trois traverses orientées suivant une largeur (Hp) de ladite palette, perpendiculaires aux semelles et maintenues à une distance constante ou sensiblement constante des dites semelles par des dés, avec un dé par semelle ;
- des rives s'appuyant sur les traverses, parallèles aux semelles, déterminant une face externe de ladite palette ;
- Le module horizontal (MH) selon la revendication 1 comporte :
- une platine, sensiblement parallélépipédique rectangle comportant une première face et une seconde face parallèle à ladite première face et distantes entre elles d'une épaisseur de platine (Hpl), de longueur sensiblement égale ou supérieure à une longueur de palette (Lp) et de largeur (lmh) inférieure à une hauteur de palette (Ep) ;
- au moins deux protubérances solidaires de la seconde face, chaque protubérance ayant une longueur (Apr) sensiblement égale à une distance entre deux dés voisins d'une même semelle d'une palette, et ayant une largeur (Bpr) sensiblement égale à une hauteur comprise entre une rive et une semelle de palette ;
- une distance de séparation entre deux protubérances sensiblement égale à deux fois une dimension d'un dé latéral d'une palette, prise dans le sens des rives.
- Un tel module horizontal permet de bloquer les mouvements entre deux palettes juxtaposées dans un même rang de palettes formant une ossature de cloison.
- Dans une forme de réalisation, tout ou partie des protubérances comporte au moins un orifice traversant le module horizontal (MH). Il est ainsi évité que le module ne forme un obstacle entre deux palettes lorsqu'il est souhaité fixer des tuyauteries ou des gaines cheminant verticalement à l'intérieur d'une cloison.
- Avantageusement les dimensions en hauteur (Hpr) des protubérances sont comprises entre 5 mm et une largeur de semelle, de préférence entre 5 mm et 50 % de la largeur d'une semelle. Les palettes engagées sur un tel module horizontal sont ainsi maintenues de manière suffisamment stable pour réaliser le montage des palettes.
- Dans une forme de réalisation, chaque extrémité d'un module horizontal comporte un ensemble à tenon et mortaise pour assurer un emboîtement de deux modules horizontaux alignés. Le positionnement de modules horizontaux juxtaposés est ainsi plus simple à réaliser et plus précis.
- Dans une forme de réalisation, la platine comporte, entre deux protubérances voisines, au moins une mortaise bloquante, c'est à dire une mortaise dont la forme assure un maintien d'un tenon de forme complémentaire. Il est ainsi possible, lorsque plusieurs palettes forme l'épaisseur de l'ossature d'une cloison, de maintenir ensemble et à une distance donnée deux palettes l'une contre l'autre.
- Dans une forme particulière de module horizontal la platine comporte des protubérances sur chacune de ses première et seconde faces. Il est ainsi un module horizontal pouvant être placé entre deux rangées superposées de palettes dont les protubérances coopèrent avec les palettes du rang inférieur pour les protubérances placées sous la platine et avec les palettes du rang supérieur pour les protubérances placées au-dessus de la platine.
- Avantageusement, la platine comporte des perçages ou des pré-perçages pour le placement de fixations de la platine avec des palettes et ou avec une autre platine de module horizontal. Il est ainsi assuré des positions précises des fixations utiles à l'assemblage de l'ossature et la possibilité de mettre en place les fixations sans réaliser de perçage.
- Un module vertical (MV) selon l'invention selon la revendication 7 est destiné à immobiliser entre elles des palettes de manutentions, assemblées dans des positions verticales, juxtaposées horizontalement et superposées verticalement pour former une ossature d'une paroi, une palette comportant :
- au moins trois semelles orientées suivant une longueur (Lp) de ladite palette et déterminant une face interne de ladite palette ;
- au moins trois traverses orientées suivant une largeur (Hp) de ladite palette, perpendiculaires aux semelles et maintenues à une distance constante ou sensiblement constante des dites semelles par des dés, avec un dé par semelle ;
- des rives s'appuyant sur les traverses, parallèles aux semelles, déterminant une face externe de ladite palette ;
- Un module vertical (MV) selon la revendication 7 comporte :
- une base de largeur (Emv) inférieure à une hauteur d'un canal formé dans une hauteur(Ep) de la palette, la hauteur du canal correspondant à la hauteur (Ep) diminuée d'une épaisseur de traverse et d'une épaisseur de rive, et d'une hauteur (Hmv), entre une première extrémité et une seconde extrémité du module vertical, au moins sensiblement égale à 1,5 fois une largeur (Hp) de palette, augmentée d'une épaisseur (Hpl) cumulées de platines intercalées entre deux palettes superposées dans un assemblage vertical ;
- au moins trois créneaux solidaires de la base sur une même face de ladite base, chaque créneau ayant une largeur égale à la largeur (Emv) de la base et ayant une hauteur (Hc), suivant une direction longitudinale du module vertical (MV), sensiblement égale à une distance entre deux dés voisins sur une même traverse d'une palette ;
- un espace entre le créneau le plus proche de la première extrémité et ladite première extrémité étant d'une hauteur (Hdla) inférieure ou égale à une dimension d'un dé latéral de palette suivant le sens d'une traverse ;
- un espace entre deux créneaux destinés à encadrer un dé médian de palette étant d'une hauteur (Hdlb) sensiblement égale à une dimension dudit dé médian de palette suivant le sens d'une traverse ;
- un espace entre deux créneaux destinés à encadrer une jonction de deux palettes superposées dans un assemblage vertical étant d'une hauteur sensiblement égale à deux fois une dimension d'un dé latéral de palette suivant le sens d'une traverse, augmentée de deux fois une épaisseur (Hpl) des platines intercalées entre lesdites deux palettes superposées.
- Un tel module vertical permet de bloquer les mouvements entre deux palettes superposées dans deux rangs de palettes superposés formant une ossature de cloison.
- Dans une forme de réalisation, la largeur (Emv) d'un créneau est comprise entre 30 % et 80 % d'une profondeur d'un canal de palette et dans lequel la hauteur (Hc) d'un créneau est inférieure ou égale à une profondeur d'un canal de palette.
- Dans une forme de réalisation, comme dans le cas des modules horizontaux, la base comporte des perçages ou des pré-perçages pour le placement de fixations de ladite base avec des palettes et ou avec une autre base de module vertical.
- L'invention concerne également une paroi selon la revendication 8 comportant une ossature constituée principalement de palettes de manutentions assemblées dans des positions verticales juxtaposées horizontalement et superposées verticalement, une palette comportant :
- au moins trois semelles orientées suivant une longueur d'un côté long de ladite palette et déterminant une face interne de ladite palette ;
- au moins trois traverses orientées suivant une largeur (Hp) d'un côté court de ladite palette, perpendiculaires aux semelles et maintenues à une distance constante ou sensiblement constante des dites semelles par des dés, avec un dé par semelle ;
- des rives s'appuyant sur les traverses, parallèles aux semelles, déterminant une face externe de ladite palette ;
- Dans la paroi, en outre, deux palettes juxtaposées d'une rangée sont immobilisées entre elles par au moins un module horizontal (MH) d'assemblage selon la revendication 1 coopérant sur un côté long de chacune des dites palettes juxtaposées par des protubérances, solidaires d'une semelle dudit module horizontal, coopérant avec des ouvertures formées sur les côtés longs de chacune des dites palettes entre deux dés successifs, une rive et une semelle.
- Il est ainsi formé une ossature avec des palettes et seulement deux modèles de modules pour assurer l'assemblage des palettes et avec les palettes dans une position permettant de placer sans obstacle dans leur épaisseur des canalisations et gaines horizontales.
- Dans une forme de réalisation, des palettes superposées verticalement sont immobilisées entre elles par au moins un module vertical (MV) d'assemblage selon la revendication 7, coopérant sur un côté court de chacune des dites palettes superposées, par des créneaux, solidaires d'une base dudit module vertical, coopérant avec des canaux débouchant sur les côtés courts de chacune des dites palettes entre deux dés successifs solidaires d'une traverse.
- En particulier, les modules horizontaux (MH) sont conformes aux modules horizontaux de l'invention.
- En particulier, les modules verticaux (MV) sont conformes aux modules verticaux de l'invention.
- Dans une forme de réalisation, une épaisseur de l'ossature comporte au moins deux palettes, et dans l'ossature au moins deux palettes en vis à vis sont agencées avec leurs faces externes se faisant face. Il est ainsi laissé accessible, pendant le montage, les volumes dans l'épaisseur des palettes.
- Dans une forme de réalisation la paroi comporte dans une épaisseur des palettes formant l'ossature de la paroi des gaines et ou conduites et ou des matériaux d'isolation.
- Avantageusement la paroi comporte sur au moins une face visible de l'ossature un ou des panneaux fixés aux palettes. Il est ainsi réalisé un assemblage final des palettes de l'ossature et une finition des surfaces de la paroi.
- Dans une application suivant l'invention, un rempart comporte au moins deux parois conformes aux parois de l'invention agencées sensiblement parallèles avec les faces internes de palettes en vis-à-vis desdites parois se faisant face.
- Une distance de séparation (Ds) entre deux palettes en vis-à-vis est maintenue dans le rempart à une valeur choisie par au moins un module écarteur formé dans un panneau et comportant des échancrures agencées sur ledit module écarteur pour être engagées, dans une position dudit module écarteur sensiblement verticale et sensiblement perpendiculaire aux faces internes desdites palettes, dans des semelles desdites palettes en vis-à-vis.
- Il est ainsi obtenu une ossature stable du rempart dont les dimensions sont parfaitement définies par les palettes et modules utilisés et qui peut être assemblée rapidement sans moyen particulier de manutention.
- Avantageusement, dans le rempart, deux palettes en vis-à-vis sont maintenues écartées par quatre modules écarteurs répartis en deux modules écarteurs superposés à chaque extrémité desdites deux palettes en vis-à-vis.
- Cet agencement permet une liaison renforcée entre deux palettes en vis-à-vis et une meilleure résistance aux forces qui pourraient tendre à rapprocher ou à éloigner lesdites palettes, liaison qui peut être encore renforcée en augmentant le nombre de modules écarteurs.
- Avantageusement, le volume formé entre les deux parois est rempli, au moins partiellement, d'un matériau de remplissage. La masse du matériau de remplissage stabilise naturellement le rempart et en fonction de caractéristiques propres du matériau de remplissage apporte une protection contre des agressions extérieures, par exemple une protection contre des objets balistiques, contre le bruit, contre une montée des eaux.
- L'invention concerne également un procédé d'assemblage selon la revendication 14 d'une paroi conforme à la paroi de l'invention, la paroi comportant une ossature avec des palettes maintenues entre elles par des modules horizontaux (MH) selon la revendication 1 et par des modules verticaux (MV) selon la revendication 7, le dit procédé comportant les étapes de :
- poser sur un sol des modules horizontaux (MH) à l'emplacement de la cloison à assembler avec les protubérances orientée vers le haut ;
- placer une première rangée de palettes sur lesdits modules horizontaux posés au sol avec les rives horizontales et avec les protubérances engagées dans les ouvertures des palettes et de sorte qu'un bord vertical d'une palette, jointif avec un bord vertical d'une palette juxtaposée dans la rangée, se trouve toujours entre deux protubérances d'un même module horizontal.
- Lorsque l'ossature de la paroi comporte au moins une seconde rangée de palettes superposée à la première rangée, le procédé comporte en outre les étapes de :
- maintenir entre elles les palettes de la rangée inférieure dans leurs parties hautes par des modules horizontaux (MH) dont les protubérances sont orientées vers le bas et engagées dans les ouvertures des palettes et de sorte qu'un bord vertical d'une palette, jointif avec un bord vertical d'une palette juxtaposée dans la rangée, se trouve toujours entre deux protubérances d'un même module horizontal ;
- fixer sur chacun des modules horizontaux dont les protubérances sont orientées vers le bas des modules un module horizontal avec les protubérances orientées vers le haut ;
- placer l'au moins une seconde rangée de palettes sur lesdits modules verticaux avec les protubérances orientées vers le haut, les palettes étant placées avec les rives horizontales et avec les protubérances engagées dans les ouvertures des palettes, et de sorte qu'il résulte un agencement des palettes en colonnes ;
- placer des modules verticaux (MV) sur des extrémités de l'ossature avec des créneaux des dits modules verticaux pénétrant dans des canaux orientés suivant une largeur (Lp) des palettes.
- Dans un mode de mise en œuvre du procédé, des fixations sont posées lors de l'assemblage pour fixer les modules, horizontaux et ou verticaux, aux palettes de l'ossature ou entre eux.
- La description et les dessins d'un exemple de réalisation et de mise en œuvre de l'invention, permettront de mieux comprendre les buts et avantages de l'invention. Il est clair que cette description est donnée à titre d'exemple, et n'a pas de caractère limitatif. Dans les dessins :
- la
figure 1 illustre une palette en bois d'un modèle standard, ici à la norme « Europe », en perspective sur la vue (a), de côté sur la vue (c) en position verticale et montrant les rives et les semelles en bout, en représentation simplifiée sur la vue (b) illustrant les différentes faces, côtés et volumes de la palette ; - la
figure 2 représente en vue perspective une paroi partiellement réalisée avec des palettes telles que la palette de lafigure 1 ; - la
figure 3 représente en vue perspective des modules d'assemblage de palettes sensiblement dans les positions qu'ils auront dans une paroi assemblée ; - la
figure 4 représente en vue perspective une première rangée de palettes assemblées pour la réalisation d'une cloison ; - la
figure 5 représente la configuration illustrée sur lafigure 4 avec des modules horizontaux d'assemblage mis en place sur un bord libre supérieure de la première rangée pour préparer la pose d'une deuxième rangée de palettes, comme illustré sur lafigure 2 ; - les
figures 6a et 6b représentent en vue perspective partielle une cloison formant un angle droit, vue depuis l'intérieur de l'angle formé,figure 6a , et depuis l'extérieur de l'angle formé,figure 6b ; - la
figure 7 représente une vue éclatée de la cloison en vue partielle desfigures 6a et 6b , et illustrant, sous un angle de vue équivalent à celui de lafigure 6b , les palettes et les modules mis en œuvre ; - les
figures 8a, 8b, 8c, 8d , représentent en position horizontale un exemple de module horizontal pour l'assemblage de palettes, en vue perspectivefigure 8a , en vue de profilfigure 8b , en vue de dessusfigure 8c , en coupe AAfigure 8d représentant un assemblage de deux modules conformes au module de lafigure 8a et le détail illustrant schématiquement un chanfrein sur un bord de protubérance ; - les
figures 9a, 9b, 9c , représentent en position verticale un exemple de module vertical pour l'assemblage de palettes, en vue perspectivefigure 9a , en vue de profilfigure 9b , en vue de facefigure 9c ; - la
figure 10 représente une coupe dans un plan vertical d'une ossature de paroi comportant deux palettes superposées et des modules verticaux mis en œuvre pour l'assemblage ; - la
figure 11 illustre des variantes de forme d'un module horizontal ; - les
figures 12a et 12b présentent une coupe dans un plan vertical d'une paroi, comportant des éléments de finition, dont l'ossature comporte deux ensembles juxtaposés de palettes superposées suivant deux variantes d'agencement : avec une position identique,figure 12a , et rives contre rives,figure 12b - la
figure 13 présente, vue en section, le principe d'une cloison comportant trois palettes suivant son épaisseur et comportant deux palettes agencées suivant le mode de réalisation de lafigure 12b entre lesquelles est placé la troisième palette dans une position médiane ; - la
figure 14 présente, en vue de face, un exemple de module écarteur formé dans un panneau plan ; - la
figure 15 présente en coupe transversale un rempart en cours de réalisation dont l'ossature est formée par un assemblage de deux parois, formées chacune avec une palette en épaisseur, maintenues entre elles par des modules écarteurs. La vignette (a) de lafigure 15 , dessinée avec une échelle réduite, présente sur une vue de face du rempart la position de la coupe dans le rempart. - Sur les dessins des parties représentant des éléments ayant la même fonction, même de formes différentes, sont identifiées par la même référence.
- Les éléments représentés sur les différentes figures et les différents éléments d'une même figure ne sont pas nécessairement représentés à l'échelle. En particulier des éléments de détails considérés comme utiles ou important dans le cadre de l'invention sont au besoin agrandis par rapport aux autres éléments dessinés pour la clarté des illustrations.
- La
figure 1 , vue (a) en perspective et vue (c) de profil avec une largeur Hp en position verticale, représente un exemple d'une palette 10 de manutention en bois d'un modèle courant. Une telle palette, dans son application originelle, permet d'assurer la manutention des marchandises dans des conditions de manutention optimales avec des moyens standards, par exemple des chariots élévateurs, gerbeurs ou transpalettes. - Dans la grande majorité des cas, les formes des palettes ainsi que leurs résistances mécaniques et le traitement des bois répondent à des normes.
- Une palette répondant à la norme EPAL (www.qualipal.fr), ou palette Europe, très utilisée dans l'industrie, présente nominalement une longueur Lp de 1,200 m, une largeur Hp de 0,800 m et une hauteur totale Ep de 0,144 m, des tolérances étant également définies pour ces dimensions nominales.
- La palette 10 comporte :
- trois semelles 11 par lesquelles la palette en utilisation commune repose sur le sol ;
- trois traverses 13 orientées perpendiculaires aux semelles et maintenues à distance des dites semelles ;
- des dés 12a, 12b, au nombre de trois par semelle, déterminant une distance constante ou sensiblement constante entre les semelles 11 et les traverses 13, venant en appui sur les dés ;
- un plancher formé par des planches, dont des rives 14 sur des bords opposés de la palette, s'appuyant sur les traverses, parallèles aux semelles 11, et formant sur leurs faces extérieures une surface pour placer des marchandises à manipuler lors de l'usage premier d'une palette.
- Il doit être noté qu'une dimension, prise dans un sens longitudinal des traverses, d'un dé 12b associé à la semelle médiane est supérieure à celle correspondante des dés 12a associés aux semelles latérales de la palette, suivant la norme EPAL.
- La palette 10 est donc inscrite dans un parallélépipède rectangle, comme illustré sur la vue (b) de la
figure 1 , de dimensions Lp, Hp et Ep. - Pour les besoins de la description de la mise en œuvre d'une palette pour la réalisation d'une paroi, il sera considéré :
- une face externe 15 correspondant à la surface, de dimensions Lp x Hp, sur laquelle sont posées des marchandises lorsque la palette est mise en œuvre dans son usage premier ;
- une face interne 16 correspondant à une surface, de dimensions Lp x Hp, sur laquelle la palette repose à plat au sol sur les semelles 11 lorsque la palette est mise en œuvre dans son usage premier ;
- deux côtés longs 17, de dimensions Lp x Ep, correspondant aux bords de la palette parallèles aux rives 14 et aux semelles 11 ;
- deux côtés courts 18, de dimensions Hp x Ep, correspondant aux bords de la palette parallèle aux traverses 13.
- Sur chaque côté long 17 il est formé entre une semelle et une rive et entre les dés fixés à la semelle deux ouvertures 171. Les ouvertures 171 sont reproduites au niveau de chaque semelle.
- Entre les côtés courts 18 il est formé deux canaux 181 en forme de U, chacun des dits canaux étant formé entre deux semelles voisines et ouvert vers la face interne.
- L'exemple détaillé de réalisation d'une paroi, murs ou cloison, met en œuvre des palettes conformes à la palette 10 à la norme EPAL détaillée ci-dessus. Cet exemple n'est cependant pas limitatif, tout type de palette présentant des caractéristiques similaires ou voisines pouvant également être mis en œuvre sans se départir de la présente invention. L'homme du métier devra, dans le cas de palettes différentes de la palette Europe, adapter les dimensions et les formes si besoin des modules d'assemblage mis en œuvres.
- Pour réaliser une paroi 100 suivant l'invention, par exemple un mur ou une cloison dont une réalisation partielle est illustrée sur la figue 2, il sera mis en œuvre une pluralité de palettes 10.
- Le nombre de palettes devant être mis en œuvre dépend de la surface développée de la paroi à réaliser, en particulier sa longueur et sa hauteur, le cas échéant déduction faite des ouvertures dans la paroi, et en considérant un nombre de palettes devant constituer une épaisseur de la paroi.
- Le nombre de palettes formant l'épaisseur de la paroi est au minimum de 1, comme dans l'exemple illustré sur la
figure 2 , et ne comporte pas de maximum théorique. En pratique le nombre de palettes formant l'épaisseur de la paroi sera adapté aux exigences de charges devant être supportées par la paroi. - Par exemple pour un bâtiment du type habitat, les parois formant les murs seront en épaisseur de deux palettes, comme dans les exemples illustrés sur les
figures 12a et 12b , ou trois palettes comme sur l'exemple d'agencement illustréfigure 13 . Une construction légère telle qu'un abri pourra être formé avec des parois dont l'épaisseur n'est déterminée que par une seule palette et au contraire un bâtiment de plusieurs étages pourra, dans les parties inférieures au moins, disposer de parois dont les épaisseurs seront le résultat d'un assemblage de plus de deux palettes. - Pour maintenir entre elles les palettes assemblées dans une paroi 100, il est mis en œuvre des modules d'assemblage.
- Le rôle d'un module d'assemblage est de former une interface d'assemblage d'au moins deux palettes et d'immobiliser entre elles les palettes dans une position voulue, au moins pour les besoins d'une étape de montage d'une ossature de la paroi 100.
- Suivant le principe de l'invention, les palettes 10 sont assemblées pour former une paroi 100 avec les rives 14 horizontales et donc avec la dimension Hp de la palette suivant une hauteur de ladite paroi.
- Une paroi 100 comporte au moins une rangée de palettes et de manière générale comporte plusieurs rangées superposées pour atteindre une hauteur voulue de ladite paroi comme l'illustrent les
figures 2 ,6a et 6b . - Il est, dans une forme de réalisation, comme illustré sur la
figure 3 , considéré deux modèles de modules d'assemblage : les modules horizontaux MH et les modules verticaux MV. - Les modules horizontaux MH, dans une cloison assemblée, coopèrent avec les côtés longs 17 des palettes, et sont placés dans un plan horizontal.
- Les modules verticaux MV, dans une cloison assemblée, coopèrent avec les côtés courts 18 des palettes, et sont placés dans un plan vertical.
- Un module horizontal MH assure une liaison entre au moins deux palettes juxtaposées dans une rangée de palettes.
- Un module horizontal MH est un élément unitaire correspondant à un agencement de plusieurs volumes pleins ou creux.
- Un exemple de module horizontal MH est présenté, en position horizontale de mise en œuvre, sur la
figure 8a dans une représentation perspective, sur lafigure 8b en vue de profil, sur lafigure 8c en vue de dessus, et sur lafigure 8d en coupe verticale. - Le module horizontal MH des
figures 8a, 8b et 8c comporte une platine 21 sensiblement de longueur Lp, longueur d'une palette 10, et d'une largeur lmh correspondant sensiblement à une hauteur Ep d'une palette 10. - Comme il sera compris de la mise en œuvre des modules horizontaux MH, avantageusement la longueur Lp d'un module horizontal est une longueur de référence de sorte que les modules horizontaux juxtaposés présentent, au moins dans certaines formes de réalisation, un recouvrement dans le sens de la longueur par l'emboîtement de tenons 29 avec des mortaises 29' aux extrémités dudit module horizontal. En outre, la largeur lmh d'un module horizontal s'écarte légèrement de la hauteur Ep d'une palette de sorte que le module horizontal soit réversible en restant contenu entre des plans des faces externe 15 et interne 16 des palettes.
- Cette dernière condition impose qu'il soit tenu compte d'une dissymétrie de la palette en position verticale, qui comporte sur la face externe 15 les épaisseurs cumulées d'une traverse 13 et d'une rive 14 et sur la face interne 16 la seule épaisseur de la semelle 11, pour ne prendre en considération pour la définition du module que la plus petite de ces épaisseurs, et ainsi assurer une réversibilité du module horizontal MH.
- Le module horizontal MH comporte une première face 22 sensiblement plane et une seconde face 23 comportant deux protubérances 24.
- Chaque protubérance 24, dans le mode de réalisation illustré sur les
figures 8a, 8b, 8c , présente une forme d'ensemble parallélépipédique rectangle. Une largeur Bpr et une longueur Apr de la protubérance correspondent respectivement, pour ladite largeur, à une hauteur de l'ouverture 171 sur un côté long 17 d'une palette 10 et, pour ladite longueur, à la longueur de ladite ouverture sur ledit côté long, avec des tolérances sur les dimensions des dites protubérances telles que la protubérance s'emboîte sans jeu ni effort excessifs dans une ouverture 171, y compris dans le cas ou ladite ouverture présente les plus petites dimensions en raison des tolérances de fabrication des palettes. - La forme parallélépipédique de la protubérance peut comporter des arrêtes adoucies ou des chanfreins 241, comme illustré sur le détail agrandi de la
figure 8d , qui faciliteront l'emboîtement de la protubérance 24 dans l'ouverture 171 d'une palette lors de l'assemblage d'une cloison 100. - Une distance de séparation Spr entre les deux protubérances 24 d'un module horizontal MH est en outre égale à deux fois la dimension d'un dé 12a, associé à une semelle latérale, suivant la longueur d'une palette 10.
- Cette distance de séparation Spr résulte en particulier de la position voulue d'un module horizontal MH à cheval sur deux palettes 10 juxtaposées, situation dans laquelle les dés 12a voisins des deux palettes se trouvent également juxtaposés.
- A chacune de ses extrémités, le module horizontal MH comporte le tenon droit 29 sur une moitié de la largeur de la platine 21, l'autre moitié de ladite largeur correspondant à la mortaise 29', les tenons droits 29 étant décalés, en vue de dessus de ladite platine, pour permettre un emboîtement à chaque extrémité du module horizontal d'un module horizontal identique et de sorte qu'il résulte une distance entre les protubérances voisines de deux modules horizontaux juxtaposés égale à la dimension d'un dé médian suivant la longueur d'une palette 10.
- La forme droite du tenon droit 29 n'est pas obligatoire, mais elle assure le montage réversible du module horizontal MH et laisse un degré de liberté suivant une direction longitudinale dudit module pour prendre en considération le besoin de rattraper, lors de l'assemblage d'une ossature de cloison, les dispersions sur les longueurs Lp des palettes.
- Dans une forme préférée de réalisation au moins un orifice traversant 25 est agencé dans le module horizontal MH de sorte à assurer un passage entre la première face 22 et la seconde face 23 dudit module horizontal. Les orifices traversants sont situés sur le module horizontal de sorte que lesdits orifices traversants mettent en communication les ouvertures 171 de deux palettes 10 superposées et immobilisées entre elles par ledit module horizontal. En pratique, un orifice traversant est donc situé dans une partie de la platine 21 affectée par les protubérances 24.
- Dans l'exemple de réalisation d'un module horizontal illustré sur les
figures 8a à 8c , un orifice traversant 25 est réalisé dans chacune des protubérances 24. Bien qu'un seul orifice traversant 25 soit représenté sur les figures pour chacune des protubérances, il est également possible de réaliser une pluralité d'orifices traversants de sections réduites, par exemple dans le but d'obtenir un module horizontal plus rigide que dans le cas d'un orifice traversant unique de grandes dimensions ou pour assurer une séparation physique de conduits ou gaines devant cheminer verticalement dans la cloison. - Les dimensions suivant l'épaisseur des modules horizontaux MH peuvent varier dans des proportions relativement importantes sans conséquences majeures sur les fonctions assurées par lesdits modules horizontaux.
- En pratique les épaisseurs seront adaptées au matériau dans lequel les modules sont réalisés pour assurer le passage des efforts auxquels ils sont soumis dans les assemblages de palettes considérés.
- Une épaisseur Hpl de la platine 21 sera suffisante pour transmettre les efforts de cisaillement dans les sens longitudinal et transversal lorsque les palettes, dans lesquelles sont encastrées les protubérances 24, sont soumises elles-mêmes à des efforts, par exemple des efforts induits par des vents sur la paroi réalisée ou en cours de réalisation.
- Par exemple, des modules horizontaux MH formés dans un matériau à base de fibres de bois compressées et collées, ou dans une mousse alvéolaire rigide, par exemple une mousse de polyuréthane dense ou un polystyrène expansé, ont des platines d'une épaisseur Hpl de l'ordre de 0,5 à 5 centimètres adaptée à la réalisation de nombreux types de parois.
- En outre l'utilisation des matériaux et des épaisseurs évoquées permet de disposer de modules léger et suffisamment résistants lors de leurs mises en place, pouvant être découpés, par exemple pour une mise à longueur, avec des outils de découpe ordinaires, scies ou lames tranchantes, et permet d'absorber par des déformations locales des irrégularités sur les bords des palettes, irrégularités liées aux matériaux utilisés pour lesdites palettes, généralement du bois brut de sciage.
- Le choix d'une hauteur Hpr des protubérances 24, par rapport à la seconde face 23 de la platine 21, est guidé par les mêmes motifs que pour la platine 21 afin de résister aux efforts horizontaux sur les palettes.
- Les hauteurs Hpr doivent également être suffisantes pour éviter un déboîtement accidentel des palettes, en particulier au cours du montage d'une paroi, par exemple une hauteur Hpr est comprise entre 3 et 5 cm. En pratique il n'est pas nécessaire que les hauteurs Hpr soient sensiblement supérieures aux largeurs des rives 14 ou des semelles 11.
- Les protubérances 24 sont réalisées dans tous matériaux durables et économiquement acceptables, avantageusement dans le même type de matériau que la platine 21 à laquelle elles sont associées.
- Les protubérances 24 peuvent être réalisées séparément de la platine 21 puis rapportées par collage, emboîtement ou tout autre moyen de fixation.
- Dans une forme de réalisation, les modules horizontaux MH, platines 21 et protubérances 24 associées, sont formés intégralement dans un même matériau par découpage dans un bloc, ou par moulage, ou par formage directement à la forme voulue.
- Un module vertical MV assure une liaison entre au moins deux palettes superposées à des extrémités de parois, comme illustré sur la
figure 2 , ou lorsqu'une paroi forme un angle ou est prolongée, comme illustré sur lesfigures 6a et 6b , ou encore lorsqu'une paroi prend naissance sur une face d'une autre paroi, cas non illustré. - Un module vertical MV, comme illustré dans une position verticale de mise en œuvre sur la
figure 9a en vue perspective, lafigure 9b en vue de profil et lafigure 9c en vue de face, se présente sous la forme d'une pièce d'épaisseur sensiblement constante Emv comportant une base 31 et trois créneaux 32. - L'épaisseur Emv est de préférence inférieure à une hauteur de palette Ep diminuée d'une épaisseur de traverse 13 et d'une épaisseur de rive 14, c'est-à-dire inférieure à une profondeur des canaux 181 en forme de U d'une palette.
- L'épaisseur Emv est en pratique choisie pour que, lorsque le module vertical est engagé sur un bord vertical de la paroi réalisée avec des palettes, ledit module vertical est contenu entre des plans des faces externe 15 et interne 16 des palettes et de préférence sans fermer totalement les extrémités des canaux 181.
- Dans une forme de réalisation non illustrée, comme dans le cas des modules horizontaux MH, chaque extrémité du module vertical MV comporte un tenon droit associé à une mortaise qui permet lors d'un aboutement de deux modules verticaux MV d'en faciliter la juxtaposition précise.
- Une hauteur totale Hmv du module vertical MV est égale sensiblement à 1,5 fois une largeur Hp de palette.
- Une hauteur Hc de chacun des créneaux 32 est égale à une distance vide entre deux dés 12a, 12b sur la largeur Lp d'une palette, c'est-à-dire une dimension des canaux 181 suivant le sens de la largeur Hp d'une palette.
- Une distance entre une première extrémité 311 du module vertical MV et le créneau 32 le plus proche de ladite première extrémité est égal à une fois une dimension Hdla, suivant la largeur d'une palette 10, d'un dé 12a latéral.
- Une distance entre le créneau 32 le plus proche de la première extrémité 311 et le créneau suivant le plus proche est égal à une fois une dimension Hdlb, suivant la largeur d'une palette 10, d'un dé 12b médian.
- Une distance entre une seconde extrémité 312 du module vertical MV et le créneau 32 le plus proche de ladite seconde extrémité est égal à 0,5 fois une dimension Hdlb, suivant la largeur d'une palette 10, d'un dé 12 médian.
- Une distance entre le créneau 32 le plus proche de la deuxième extrémité 312 et le créneau précédent le plus proche est égal à deux fois une dimension Hdla d'un dé 12a médian suivant la largeur d'une palette 10, augmentée de deux fois l'épaisseur Hpl de la platine 21 d'un module horizontal MH.
- Par le respect de ces conditions dimensionnelles, toujours avec la prise en compte des tolérances dimensionnelles des palettes 10 et des modules verticaux MV, un module vertical MV peut être engagé dans les extrémités des canaux 181 à une extrémité de paroi sur un côté court 18 des palettes formant la paroi considérée, c'est-à-dire sur la tranche de ladite paroi et des palettes, comme illustré par exemple sur les
figures 2 et6a . - Le module vertical MV peut également être engagé sur la face interne 16 des palettes, sous réserve qu'une largeur Lc des créneaux, c'est-à-dire une distance entre un sommet desdits créneaux et la base 31, soit au plus égale, et de préférence inférieure, à la profondeur des canaux 181 en forme de U dans lesquels lesdits créneaux s'engagent, comme visible sur la
figure 6a . - Dans une forme de réalisation des modules verticaux MV, la largeur Lc des créneaux est égale, au moins sensiblement, à l'épaisseur Emv desdits modules verticaux.
- Dans une forme de réalisation, la largeur Lc des créneaux et l'épaisseur Emv desdits modules verticaux sont sensiblement inférieures chacune à la profondeur des canaux 181 de sorte que lesdits canaux ne soient pas totalement obturés par les créneaux pour maintenir entre le module vertical MV et une des faces de la palette un espace libre par lequel peuvent passer des tuyauteries ou des gaines cheminant dans la paroi.
- Les modules verticaux MV sont réalisés avec des matériaux et des techniques de fabrications similaires à celles pouvant être mise en œuvre pour la réalisation des modules horizontaux MH.
- Comme il sera compris de la description du procédé de montage d'une paroi 100, toutes les dimensions d'un module horizontal MH ou d'un module vertical MV, dimensions données relativement à des dimensions des palettes 10 mises en œuvre, sont à considérer comme des valeurs théoriques qui seront nécessairement adaptées, d'une part pour apporter des jeux nécessaires à un montage simple des emboîtements sans toutefois créer des jeux excessifs qui fragiliseraient l'assemblage, et d'autre part pour prendre en compte les tolérances de fabrication des palettes et les tolérances de fabrication des dits modules.
- Ainsi les protubérances 24 et les créneaux 32, destinés à être placés dans des ouvertures 171 ou canaux 181 des palettes, seront réalisés en considération des plus petites dimensions acceptées pour les dites ouvertures et les dits canaux compte tenu des tolérances de fabrication.
- Ainsi les protubérances 24 ou les créneaux 32 seront réalisés avec des distances de séparation entre lesdites protubérances et entre lesdits créneaux prenant en compte les plus grandes dimensions acceptées pour les dés 12a, 12b, qui sont insérés entre les dites protubérances ou lesdits créneaux.
- Les modules d'assemblage, dont des exemples ont été décrits de manière détaillée précédemment, sont considérés ci-après dans un exemple de réalisation partielle d'une paroi avec une seule palette en épaisseur comme illustré par l'enchaînement des
figures 3, 4, 5 et 2 représentant des étapes initiales d'un assemblage de l'ossature de la paroi 100. - L'assemblage est réalisé sur un sol 99 adapté, préparé à l'avance lors d'une étape préalable à l'assemblage des parois, par exemple sur une fondation en béton ou en pierres ou sur une chape suivant le type de construction prévu.
- Dans une première étape, il est placé, à l'emplacement souhaité d'une paroi sur le sol 99, un premier rang 41 de modules de liaison horizontaux MH posé au sol à l'emplacement souhaité d'une paroi, comme illustré sur la
figure 3 . - Les modules horizontaux MH de ce premier rang 41 sont posés juxtaposés avec leurs premières faces 22 reposant sur le sol et les protubérances 24 vers le haut.
- Les modules horizontaux MH de ce premier rang 41 sont posés juxtaposés suivant leurs longueurs sans espace intermédiaire, en respectant l'engagement des tenons 29 avec les mortaises 29', lorsqu'il est mis en œuvre des modules horizontaux étant pourvus de tenons et de mortaises, de sorte à former une ligne d'une longueur correspondant à un nombre de palettes d'une première rangée 51 de palettes, étant pris en considération qu'une ligne de séparation verticale entre deux palettes juxtaposées alignées est toujours située sur un même module horizontal MH.
- Il doit être noté que, suivant cette dernière condition, une moitié en longueur des modules horizontaux MH situés aux extrémités de la paroi ne supportent aucune palette et dépassent de la cloison. Ces parties des modules horizontaux sans utilité seront avantageusement découpées, avant ou après la pose de la cloison, pour être retirées, ne laissant qu'un demi-module horizontal MH/2 utile, comme visible sur le montage éclaté de la
figure 7 . - Dans une forme de réalisation, les modules horizontaux MH du premier rang 41 sont fixés au sol 99, par exemple par des éléments de fixation au sol, vis ou boulons non représentés, le cas échéant avec l'interposition suivant les règle de l'art d'une couche de protection contre des remontées d'humidité qui pourraient entraîner une détérioration rapide des éléments sensibles à l'humidité.
- Dans une deuxième étape, des palettes 10 sont placées dans une position verticale comme illustré sur la
figure 4 , pour former une première rangée 51 de palettes. - Chaque palette 10 est posée avec les rives 14 horizontales et, au moins avec un module horizontal MH comportant seulement deux protubérances 24, de sorte que les deux ouvertures 171 d'un côté long d'une palette donnée sont engagées chacune par une protubérance 24 de deux modules horizontaux MH différents.
- Lorsque toutes les palettes de la première rangée 51 de palettes sont placées, leurs positions sont parfaitement définies par rapport au sol 99 par l'engagement des protubérances 24 dans les ouvertures 171 qui procurent également une stabilité, au moins relative, des palettes pendant le montage de la cloison.
- Dans une troisième étape, des modules horizontaux MH sont placés sur un bord supérieur libre des palettes de la première rangée 51 pour former un deuxième rang 42 de modules horizontaux MH, comme illustré sur la
figure 5 . - Le deuxième rang 42 de modules horizontaux MH, dont un seul est représenté sur la
figure 5 , est placé en miroir du premier rang 41, c'est-à-dire avec leurs secondes faces 22 et les protubérances 24 orientées vers le bas, les dites protubérances engagées dans les ouvertures 171 sur les bords des palettes et chaque module horizontal à cheval sur deux palettes. - Ce deuxième rang 42 de modules horizontaux permet d'immobiliser entre elles, dans leurs parties hautes, les palettes de la première rangée 51, déjà immobilisées dans leurs parties basses, et les premières faces 22 des dits modules horizontaux, orientées vers le haut, forme une surface pour poser une nouvelle rangée de palettes sur la première.
- Dans une quatrième étape, des modules horizontaux MH sont placés sur la surface formée par le deuxième rang 42 pour former un troisième rang 43 de modules horizontaux MH, comme illustré sur la
figure 2 . - Ce troisième rang 43 est similaire au premier rang 41, les modules horizontaux MH étant posés avec leurs premières faces 22 reposant sur le deuxième rang 42 et avec les protubérances 24 vers le haut.
- Les modules horizontaux MH du troisième rang 43 sont en outre fixés aux modules horizontaux du deuxième rang 42 de sorte à éviter tout déplacement, en particulier glissement, des modules horizontaux du troisième rang pendant et après les étapes suivantes du procédé.
- Les modules horizontaux du troisième rang peuvent être fixés par tous moyens adaptés, en particulier par des éléments de fixation, par exemple des vis, et ou par collage.
- Les modules horizontaux du troisième rang peuvent être fixés après la pose du deuxième rang de modules horizontaux. Ils peuvent également être fixés avant de poser le deuxième rang 42 pour former des modules horizontaux doubles posés d'une pièce.
- Dans une forme de réalisation, les modules horizontaux MH comportent des perçages ou des pré-perçages 26 pour le placement de vis, de boulons ou autres fixations, et permettent un positionnement simple et précis de deux modules horizontaux MH semelle contre semelle.
- Après cette quatrième étape, les étapes deux, trois et quatre sont à nouveau réalisées pour chaque rangée de palettes, comme illustré sur la
figure 2 , devant être montée jusqu'à atteindre le nombre de rangées et la hauteur voulue pour la cloison 100. - Toutefois, lorsque la dernière rangée de palettes est posée, il n'est pas nécessairement procédé à la quatrième étape qui peut s'avérer être inutile en absence d'une nouvelle rangée de palettes à poser.
- La
figure 10 illustre le résultat d'un assemblage suivant le procédé de deux palettes superposées dans une cloison, suivant une coupe verticale réalisée entre des dés. - Il doit être noté que suivant le procédé de montage des palettes, ces dernières sont également placées en colonnes et donc sans joints décalés.
- Toutefois le procédé de pose des modules horizontaux MH par rangs 41, 42, 43 assure les décalages de joins nécessaires à la stabilité de la paroi montée.
- Dans une cinquième étape, des modules verticaux MV sont placés aux extrémités de la paroi 100 avec les créneaux 32 engagés dans les canaux 181 des palettes 10 soit sur la tranche 18 des palettes, comme visible sur les
figures 5 et 2 , soit sur la face interne 16 des palettes, en fonction d'un besoin de montage en angle de palettes dans une cloison comportant un angle, comme visible sur lesfigures 6a et 6b . - Il doit être noté que dans ces cas de jonction avec un angle, les modules verticaux MV, de chacune des cloisons ou parties de cloison formant l'angle, sont assemblés entre eux, par exemple par des vis ou des boulons, pour former une liaison stable des cloisons.
- Différentes configurations pour la mise en œuvre des modules horizontaux et des modules verticaux sont également comprises du montage éclaté de la
figure 7 . - Avantageusement, chaque module vertical MV comporte dans la base 31 des perçages ou des pré-perçages 36 pour fixer les modules verticaux entre eux et aux palettes par des éléments de fixation, par exemple des vis se reprenant sur les dés 12a, 12b des palettes.
- La mise en œuvre de modules verticaux standards comme ceux illustrés sur les figures permet de réaliser simplement les jonctions de cloisons à angle droit, soit en extrémité de cloisons, soit en départ d'une cloison dans une partie médiane d'une autre cloison.
- Il est également possible de réaliser des jonctions avec des angles différents de 90° par l'interposition de cales en forme de coins lors de l'assemblage des modules verticaux. Cette solution évite la mise en œuvre de modules verticaux spécifiques qui sont cependant possibles en particulier pour des valeurs d'angles très usités.
- Dans l'exemple de réalisation qui vient d'être décrit il est obtenu, avec seulement deux types de modules d'assemblage : un module d'assemblage horizontal MH et un module d'assemblage vertical MV, une ossature formant une structure porteuse de la paroi 100 devant être réalisée.
- Dans des étapes ultérieures, des éléments accessoires tels que des conduites d'eau ou des gaines électriques sont posées autant que souhaité dans l'épaisseur des palettes.
- Il est notable que le mode de pose des palettes permet de disposer de canaux 181 horizontaux ouverts sur une face opposée aux rives 14 et alignés sur toute la longueur de la cloison. Il est de ce fait possible de mettre en place des conduites ou des gaines simplement, après le montage de l'ossature, sans avoir à passer par des ouvertures sauf, si besoin, à des extrémités de la paroi.
- La présence des orifices traversants 25 des modules horizontaux MH mettent également en communication verticale les ouvertures 171 des palettes superposées ce qui autorise également de placer des conduites, gaines ou autres accessoires dans le sens vertical de la paroi.
- Dans les jonctions en angle, les dimensions limitées des créneaux, par rapport à la profondeur des canaux 181, par exemple avec les dimensions en épaisseur Emv de l'ordre de 50 % de ladite profondeur des canaux, assurent la formation de passages libres dans les angles.
- Ces passages libres permettent de passer des conduites ou des gaines entre les parois formant l'angle. En cas de besoin des encoches peuvent être réalisées dans les créneaux 32 pour former des passages de dimensions agrandies.
- La dimension en épaisseur Emv réduite par rapport à la profondeur des canaux laisse également un passage libre lorsque des modules verticaux sont mis en œuvre dans des jonctions de palettes alignées comme dans l'exemple illustré sur la
figure 7 - Des produits isolants 52 thermiques et ou isolants phoniques, par exemple une laine minérale, végétale ou animale, sont le cas échéant placés en remplissage de l'espace intérieur des palettes et des panneaux d'habillage 50a, 50b sont fixés aux palettes de manière conventionnelle sur une ou sur chacune des faces de la paroi, autant pour leurs rôles de finition que pour leurs participation à la rigidité et à la solidité de la paroi.
- Les panneaux d'habillage 50a, 50b sont par exemple des panneaux de bois, contre-plaqué ou bois reconstitué, ou des panneaux de plâtre. Ils constituent avec l'ossature formée par les palettes une structure de la paroi.
- Il convient de remarquer que certaines palettes peuvent ne pas être montées lorsqu'elles correspondent à des ouvertures prévues dans la paroi, par exemple pour former des portes ou des fenêtres.
- Une autre solution, moins contraignante car indépendante des dimensions des palettes, pour former des ouvertures consiste à monter la paroi sans ouverture et à découper l'ouverture dans la paroi montée.
- Comme il a été considéré dans la description du module vertical MV, les modules d'assemblage et le procédé sont également adaptés aux montages de parois formant des angles entre elles, droits ou non.
- Ainsi, lorsqu'une paroi doit être montée en prenant naissance sur une paroi déjà bâtie, suivant le procédé de l'invention ou une autre paroi existante, il est fixé sur la paroi déjà bâtie des modules verticaux MV dans lesquels seront engagées, lors de leurs mises en place, les palettes de la paroi à monter.
- Lorsque pour des raisons de résistance structurale, d'isolation ou d'autres motifs, il est souhaité réaliser des parois plus épaisses que celles résultant de palettes juxtaposées en longueur et superposées en hauteur, il est possible de réaliser une paroi dont l'ossature est formée en épaisseur par deux ou plus palettes assemblées en appliquant la méthode et les moyens de la cloison à ossature simple décrite de manière détaillée.
- Les
figures 12a et 12b illustrent des coupes verticales d'exemples de parois réalisées avec deux palettes en épaisseur. - Dans ce cas, il est avantageusement réalisé des liaisons entre des structures parallèles formées par des assemblages de palettes. Dans une forme de réalisation, de telles liaisons sont réalisées au moyen de clavettes 28 avec des tenons en queue d'aronde 28a engagées dans des mortaises en queue d'aronde 27 formées dans les modules horizontaux MH, et qui maintiennent une distance constante entre les palettes en vis-à-vis, distance qui peut être sensiblement nulle ou être non nulle, sans mettre en œuvre d'outillage dans la mesure où les mortaises en queue d'aronde 27 sont formées par défaut dans les modules horizontaux.
- Les clavettes 28 sont placées lorsque les modules horizontaux MH sont placés et sont maintenues en place, sans pouvoir s'échapper, par les palettes venant dessus les dits modules horizontaux.
- De manière complémentaire ou alternative, certaines ou toutes les palettes en vis à vis sont assemblées par des fixations telles que des vis ou des boulons.
- Deux palettes 10 en vis à vis dans une ossature de cloison peuvent être orientées avec leurs faces internes 16 d'un même côté du mur comme dans l'exemple de la
figure 12a . - Dans une autre forme de réalisation illustrée sur la
figure 12b , deux palettes 10 en vis à vis sont assemblées inversée avec leurs faces externes 15 en vis à vis. - Suivant cette forme de réalisation, des volumes intérieurs de chaque palette 10 sont accessibles pour assembler les palettes en vis à vis par vissage, et restent accessibles lorsque l'ossature est réalisée, avant de poser les panneaux d'habillage 50a, 50b.
- En raison de la possibilité de monter l'ensemble des palettes sur une seule épaisseur avant de monter les palettes venant en vis à vis pour former une cloison avec deux palettes en épaisseur, il est aisé de placer un film mince 55 entre les deux épaisseurs de palette, par exemple un pare-vapeur, et ou une barrière au passage de l'air, et ou un réflecteur de rayonnement thermique, des matériaux isolants thermiques 52, voire des conduites 53 et les gaines techniques 54 dans les volumes intérieurs des premières palettes assemblées avant d'assembler les autres palettes.
- La
figure 15 représente, en coupe partielle et vue depuis une extrémité, une autre forme de réalisation de l'invention sous la forme d'un rempart 60 dont une ossature est formée principalement par un assemblage comportant deux parois construites avec des palettes 10 comme décrit précédemment. Dans le rempart 60, une distance séparant les deux parois est maintenue par des modules écarteurs ME fixant une distance de séparation Ds entre deux palettes 10 en vis-à-vis, leurs faces internes se faisant face, le volume formé entre les deux parois comportant un remplissage solide 68. - Un module écarteur ME, dont une vue en plan d'un exemple de réalisation est présentée sur la
figure 14 , se présente dans une forme simple de réalisation comme un panneau rectangulaire 61 dont des bords horizontaux 62 déterminent sensiblement la distance de séparation Ds entre les deux parois, plus particulièrement entre des palettes 10 en vis dans le rempart. La distance de séparation Ds correspond, à l'épaisseur des rives près, sensiblement à une épaisseur de rempart Er. - Une hauteur totale du module écarteur ME correspond à une longueur de bords verticaux 63 dudit module écarteur.
- Il doit être noté ici que les notions arbitraires de bords horizontaux et de bords verticaux sont considérées en référence à la position du module écarteur lorsqu'il est agencé dans l'ossature du rempart 60.
- La hauteur totale du module écarteur ME, c'est-à-dire la longueur des bords verticaux 63, est sensiblement égale à la moitié de la largeur Hp d'une palette 10, de préférence légèrement inférieure pour laisser des jeux adaptés au montage à réaliser.
- Le module écarteur ME comporte également sur chacun des bords horizontaux 62 deux échancrures 64. Chaque échancrure 64 correspond à un évidement, dans le panneau du module écarteur, dont un bord le plus proche du bord vertical 63 proximal est situé à une distance LC correspondant sensiblement à une hauteur de l'ouverture 171 sur un côté long 17 d'une palette 10, et qui forme une corne 65 dont une largeur correspond à la distance LC, c'est-à-dire en pratique sensiblement la largeur Bpr d'une excroissance de module horizontal MH.
- Chaque échancrure a également une largeur Ec et une hauteur Hc déterminées pour accueillir par la tranche une semelle 11 latérale ou une demi-semelle 11 médiane, c'est-à-dire que la largeur Ec est légèrement supérieure à une épaisseur de semelle, pour en permettre l'insertion, et que la hauteur Hc est au moins de la largeur d'une semelle latérale ou d'une demi-largeur de semelle médiane, la plus grande de ces deux dimensions étant considérée.
- Comme l'illustre la
figure 15 , le module écarteur ME en position verticale est perpendiculaire aux faces internes 16 ou externes 15 des palettes 10 en vis-à-vis et les échancrures 64 sont engagées par les semelles 11 de chacune des deux palettes de sorte que lesdites deux palettes ne peuvent être ni éloignées ni rapprochées. - Comme l'illustre également la
figure 15 deux modules écarteurs ME superposés assurent le maintient de l'écartement entre deux palettes en vis-à-vis, pour l'une en partie inférieure des palettes et pour l'autre en partie supérieure. - Avantageusement des modules écarteurs ME seront placés à chaque extrémité des palettes, en appui sur les tranches des semelles latérales et sur les dés, de sorte à apporter résistance et stabilité au rempart, en particulier lorsque le remplissage solide 68 est placé entre les parois.
- La mise en œuvre de modules écarteurs ME dont la hauteur est sensiblement la moitié de celle de la palette 10 est avantageux car il permet d'introduire lesdits modules écarteurs lorsque les palettes sont positionnées pour former l'ossature du rempart.
- Un module écarteur ME peut être réalisé dans tout type de matériaux ayant la rigidité et la résistance mécanique souhaitées. Par exemple un module écarteur est découpé dans un panneau de contre-plaqué d'épaisseur suffisante, une épaisseur normalisée de 14 ou de 16 mm ayant montré une résistance suffisante, et dans une variété adapté pour résister à l'eau si besoin.
- Avec des palettes répondant à la norme EPAL, les dimensions caractéristiques d'un module écarteur ME sont par exemple de 399 mm de hauteur avec Hc = 105 mm, Ec = 25 mm et Lc = 75 mm. La largeur du module écarteur ME détermine l'épaisseur du rempart 60 et est donc choisie en fonction de ladite épaisseur de rempart voulue.
- Lorsqu'il est souhaité réaliser un rempart 60, des parois sont assemblées, comme décrit précédemment, avec la distance de séparation prévue compte tenu de l'épaisseur voulue dudit rempart. Avantageusement les deux parois sont assemblées de manière coordonnée pour que les modules écarteurs soient placés dés que possible, c'est-à-dire dés que les deux palettes en vis-à-vis dans le rempart sont en place.
- En pratique, et compte tenu de ses dimensions, un module écarteur ME est introduit en biais entre les deux palettes, puis positionné temporairement à plat, sensiblement horizontal, reposant sur les semelles basses avec lesquelles il doit être engagé et enfin redressé dans une position verticale, mouvement pendant lequel les échancrures 64 basses et hautes sont engagées par les semelles 11. On remarquera ici que la symétrie des échancrures qui n'est pas strictement indispensable est avantageuse en évitant un sens de montage imposé du module écarteur ME. Le module écarteur ME sensiblement vertical est alors glissé pour être placé à l'emplacement voulu, par exemple en butée contre la tranche d'une semelle.
- Dans une forme de réalisation, chaque module écarteur ME, une fois en position, est fixé à la palette 10, par exemple avec des vis de sorte que ledit module écarteur ne risque pas de tomber pendant la poursuite du montage.
- Le rempart 60 peut ainsi être monté rangée par rangée 51, pour atteindre la hauteur souhaité du rempart.
- Il doit être remarqué que si le plus généralement il suffira de placer des modules écarteurs ME aux extrémités des palettes, l'homme du métier recherchant une résistance particulière dispose de la possibilité de placer d'autres écarteurs entre les extrémités des palettes.
- L'espace laissé libre entre les deux parois peut alors être rempli avec un remplissage solide 68. Avantageusement, le remplissage est réalisé progressivement au fur et à mesure que les rangées 51 de palettes sont mises en place, et au moins partiellement avant la pose d'une rangée de palettes superposée à la rangée en place.
- Le remplissage peut être de toute nature en fonction de l'objectif recherché.
- Le remplissage est par exemple réalisé avec des pierres, du sable, de la terre ou tout matériau naturel ou gravats pouvant être disponible à proximité de l'emplacement ou le rempart doit être construit. Dans ce cas, seul les éléments constitutifs des parois doivent être apportés sur place. Cette situation est particulièrement intéressante lorsqu'il doit être construit rapidement et à faible coût un rempart de protection, par exemple pour assurer la protection d'un cantonnement provisoire, par exemple pour une digue de protection.
- Le remplissage est par exemple réalisé avec un matériau ou un mélange de matériau atténuateur acoustique pour réaliser un mur antibruit, mélange qui peut comprendre des matériaux recyclés tels que des morceaux de pneumatiques.
- Dans la description d'un mode détaillé de réalisation des modules d'assemblage et de leur mise en œuvre pour réaliser une paroi, il est compris que les formes des modules peuvent faire l'objet de variantes de réalisation sans se départir de la présente invention pour autant que leurs formes assurent l'immobilisation de palettes assemblées juxtaposées en rangées et superposées par engagement de protubérances ou créneaux dans les côtés des palettes.
- Par exemple les protubérances 24 des modules horizontaux MH, et ou les créneaux 32 des modules verticaux MV, peuvent présenter une forme légèrement conique, au moins vers l'extrémité libre de la protubérance ou du créneau, de sorte à en faciliter l'introduction dans l'ouverture 171 ou le canal 181 d'une palette.
- D'autres formes de protubérances ou de créneaux sont possibles pour autant que la protubérance ou le créneau s'emboîte sans jeu ni effort excessif dans les ouvertures 171 ou le canal 181 et qu'il en résulte, lorsque la palette 10 est placée, une immobilisation de la palette.
- Par exemple une protubérance 24 peut être formée par deux plots distants 241, cylindriques ou coniques, comme illustré sur la
figure 11 , de sections carrées -détail (a)- ou rectangulaire -détail(b), ou de toute autre forme produisant les mêmes effets, les deux plots matérialisant en pratique les extrémités de la protubérance parallélépipédique rectangle, dont une trace est matérialisée sur la platine 21 de lafigure 11 par un rectangle en trait discontinu. - Dans les exemples de réalisation de la
figure 11 , un orifice traversant 25 est réalisé dans la platine 21 entre les plots 241. - Les modules d'assemblage décrits de manière détaillés correspondent aux plus petites longueurs nécessaires pour réaliser les assemblages d'un modèle de palettes donné suivant le principe de l'invention.
- Cependant des modules d'assemblage de longueurs multiples de ceux présentés, par exemple des modules de longueurs doubles, peuvent être mis en œuvre pour atteindre un résultat similaire avec des modèles de palettes similaires aux palettes à la norme EPAL.
- Les modules horizontaux et verticaux peuvent également avoir des formes et des dimensions différentes pour s'adapter à des palettes de structures différentes, par exemple avec un nombre de semelles supérieur à trois, par exemple avec un nombre de traverse supérieur à quatre, différences qui ont pour conséquences de modifier les nombres de dés, d'ouvertures et de canaux de la palette.
- Un tel choix permet de mettre en œuvre un nombre diminué de modules d'assemblage pour réaliser l'ossature d'une cloison en contrepartie d'une manutention pouvant s'avérer plus fastidieuse, en particulier par une personne seule, et avec un risque majoré de perte de matière sauf à combiner différentes longueur de modules d'assemblage.
- Il est également possible de réaliser des modules horizontaux équivalents à deux modules horizontaux MH décrits précédemment et assemblés par leurs premières faces 22 pour assurer les liaisons entre des palettes superposées.
- Il s'agit dans ce cas d'un troisième modèle de module.
- Les formes des extrémités des modules d'assemblage peuvent être également différentes.
- Avantageusement leurs formes sont choisies pour faciliter un alignement précis des modules d'assemblage.
- Dans l'exemple de réalisation du module horizontal MH décrit de manière détaillée, les formes des extrémités sont réalisées avec des tenons et mortaises droits pour assurer un recouvrement partiel de deux modules horizontaux ou de deux modules verticaux juxtaposés, mais en conservant les deux extrémités d'un module horizontal ou d'un module vertical similaires de sorte à éviter des difficultés de montage qui seraient induites par une orientation privilégiée dudit module horizontal.
- D'autres formes sont cependant possibles qui respectent ou non cette condition de réversibilité.
- Ainsi les extrémités des modules peuvent être simplement droit, sans tenon ni mortaise.
- Ainsi les extrémités peuvent comporter des tenons et mortaises de formes différentes des formes décrite mais complémentaires pour permettre des emboîtements des extrémités des modules.
- Le module écarteur ME est susceptible également d'avoir des formes différentes de la forme illustrée sur la
figure 14 pour autant qu'il assure la fonction de maintenir un écart voulu entre les palettes en vis-à-vis dans un rempart. - En particulier, les angles extérieurs du module écarteur peuvent être coupés, par exemple à 45 degrés, pour faciliter la mise en place du module écarteur.
- Egalement, les extrémités débouchantes des échancrures 64 peuvent être évasées pour les mêmes raisons.
- Le module écarteur ME peut également comporter des évidements, par exemple à des fins d'allégement dudit module écarteur, pour autant que de tels évidements n'affaiblissent pas la résistance nécessaire du module.
- L'attention est attirée en ce qui concerne les dimensions et les expressions qui sous-tendent des valeurs angulaires, en particulier vertical, horizontal et perpendiculaire, que l'homme du métier comprend ici qu'il n'est pas dans un domaine mécanique de précision et qu'elles doivent être interprétées en regard de la précision suffisante et des jeux nécessaires à l'assemblage des constructions réalisées.
- Il est ainsi, au moyen de l'invention, obtenu des ossatures de cloisons, de parois et de remparts, d'une manière générale de tout assemblage de palettes comportant de telles ossatures, et des cloisons, parois, remparts et assemblages constitués principalement d'un matériau déjà façonné et répandu, non produit spécifiquement pour la construction de bâtiments.
- Ce matériau présente un faible coût d'acquisition et est facile à assembler en mettant en œuvre principalement deux modèles de modules d'assemblage, et le cas échéant un module écarteur, permettant d'assurer toutes les liaisons nécessaires de l'ossature.
- Le poids d'une palette standard permet à un homme seul d'en assurer la manutention et de former rapidement de grandes surfaces de cloisons ou autres parois.
Claims (16)
- Module horizontal (MH) destiné à immobiliser entre elles des palettes (10) de manutentions assemblées dans des positions verticales juxtaposées horizontalement et superposées verticalement pour former une ossature d'une paroi (100), une palette (10) comportant :- au moins trois semelles (11) orientées suivant une longueur (Lp) de ladite palette et déterminant une face interne (16) de ladite palette ;- au moins trois traverses (13) orientées suivant une largeur (Hp) de ladite palette, perpendiculaires aux semelles (11) et maintenues à une distance constante ou sensiblement constante des dites semelles par des dés (12a, 12b), avec un dé par semelle ;- des rives (14) s'appuyant sur les traverses (13), parallèles aux semelles (11), déterminant une face externe (15) de ladite palette ;les palettes (10) étant assemblées avec les faces internes (16) et les faces externes (15) sensiblement verticales, ledit module horizontal étant caractérisé en ce qu'il comporte :- une platine (21), sensiblement parallélépipédique rectangle comportant une première face (22) et une seconde face (23) parallèle à ladite première face et distantes entre elles d'une épaisseur de platine (Hpl), de longueur sensiblement égale ou supérieure à une longueur de palette (Lp) et de largeur (lmh) inférieure à une hauteur de palette (Ep) ;- au moins deux protubérances (24) solidaires de la seconde face (23), chaque protubérance ayant une longueur (Apr) sensiblement égale à une distance entre deux dés (12a) voisins d'une même semelle (11) d'une palette (10), et ayant une largeur (Bpr) sensiblement égale à une hauteur comprise entre une rive (14) et une semelle (11) de palette ;- une distance de séparation entre deux protubérances (24) sensiblement égale à deux fois une dimension d'un dé (12a) latéral d'une palette (10), prise dans le sens des rives (14).
- Module horizontal suivant la revendication 1 dans lequel tout ou partie des protubérances (24) comporte au moins un orifice traversant 25 ledit module horizontal (MH).
- Module horizontal suivant la revendication 1 ou la revendication 2 dans lequel des dimensions en hauteur (Hpr) des protubérances (24) sont comprises entre 5 mm et une largeur de semelle (11), de préférence entre 5 mm et 50 % de la largeur d'une semelle.
- Module horizontal suivant l'une des revendications 1 à 3 dans lequel la platine (21) comporte des protubérances (24) sur chacune de ses première et seconde faces.
- Module horizontal suivant l'une des revendications 1 à 4 dans lequel la platine (21) comporte, entre deux protubérances (24) voisine, au moins une mortaise bloquante (27), c'est à dire une mortaise dont la forme assure un maintien d'un tenon de forme complémentaire.
- Module horizontal suivant l'une des revendications 1 à 5 dans lequel la platine (21) comporte des perçages ou des pré-perçages (26) pour le placement de fixations de ladite platine avec des palettes et ou avec une autre platine de module horizontal.
- Module vertical (MV) destiné à immobiliser entre elles des palettes (10) de manutentions assemblées dans des positions verticales juxtaposées horizontalement et superposées verticalement, au moyen d'au moins un module horizontal (MH) conforme à l'une des revendications 1 à 6, pour former une ossature d'une paroi (100), une palette (10) comportant :- au moins trois semelles (11) orientées suivant une longueur (Lp) de ladite palette et déterminant une face interne (16) de ladite palette ;- au moins trois traverses (13) orientées suivant une largeur (Hp) de ladite palette, perpendiculaires aux semelles (11) et maintenues à une distance constante ou sensiblement constante des dites semelles par des dés (12a, 12b), avec un dé par semelle ;- des rives (14) s'appuyant sur les traverses (13), parallèles aux semelles (11), déterminant une face externe (15) de ladite palette ;les palettes (10) étant assemblées avec les faces internes (16) et les faces externes (15) sensiblement verticales, caractérisé en ce que ledit module vertical (MV) comporte :- une base (31) de largeur (Emv) inférieure à une hauteur d'un canal (181) formé dans une hauteur(Ep) de la palette, la hauteur dudit canal correspondant à la hauteur (Ep) diminuée d'une épaisseur de traverse (13) et d'une épaisseur de rive (14), et d'une hauteur (Hmv), entre une première extrémité (311) et une seconde extrémité (312) dudit module vertical, au moins sensiblement égale à 1,5 fois une largeur (Hp) de palette, augmentée d'une épaisseur (Hpl) cumulées de platines (21) intercalées entre deux palettes (10) superposées dans un assemblage vertical ;- au moins trois créneaux (32) solidaires de la base (31) sur une même face de ladite base, chaque créneau (32) ayant une largeur égale à la largeur (Emv) de la base (31) et ayant une hauteur (Hc), suivant une direction longitudinale du module vertical (MV), sensiblement égale à une distance entre deux dés (12a, 12b) voisins sur une même traverse (13) d'une palette (10) ;- un espace entre le créneau (32) le plus proche de la première extrémité (311) et ladite première extrémité étant d'une hauteur (Hdla) inférieure ou égale à une dimension d'un dé (12a) latéral de palette suivant le sens d'une traverse (13) ;- un espace entre deux créneaux (32) destinés à encadrer un dé (12b) médian de palette étant d'une hauteur (Hdlb) sensiblement égale à une dimension dudit dé (12b) médian de palette suivant le sens d'une traverse (13) ;- un espace entre deux créneaux (32) destinés à encadrer une jonction de deux palettes superposées dans un assemblage vertical étant d'une hauteur sensiblement égale à deux fois une dimension d'un dé (12a) latéral de palette suivant le sens d'une traverse (13), augmentée de deux fois une épaisseur (Hpl) des platines (21) intercalées entre lesdites deux palettes (10) superposées.
- Paroi (100) comportant une ossature constituée principalement de palettes (10) de manutentions assemblées dans des positions verticales juxtaposées horizontalement et superposées verticalement, une palette (10) comportant :- au moins trois semelles (11) orientées suivant une longueur (Lp) d'un côté long (17) de ladite palette et déterminant une face interne (16) de ladite palette ;- au moins trois traverses (13) orientées suivant une largeur (Hp) d'un côté court (18) de ladite palette, perpendiculaires aux semelles (11) et maintenues à une distance constante ou sensiblement constante des dites semelles par des dés (12a, 12b), avec un dé par semelle ;- des rives (14) s'appuyant sur les traverses (13), parallèles aux semelles (11), déterminant une face externe (15) de ladite palette ;les palettes (10) étant assemblées avec les faces internes (16) et les faces externes (15) sensiblement verticales, ladite paroi étant caractérisée en ce que, deux palettes (10) juxtaposées d'une rangée (51) sont immobilisées entre elles par au moins un module horizontal (MH) selon l'une des revendications 1 à 6, ledit module horizontale coopérant sur un côté long (17) de chacune des dites palettes juxtaposées par des protubérances (24), solidaires d'une semelle (21) dudit module horizontal, coopérant avec des ouvertures (171) formées sur les côtés longs (17) de chacune des dites palettes entre deux dés successifs, une rive (14) et une semelle (11).
- Paroi suivant la revendication 8 dans laquelle des palettes (10) superposées verticalement sont immobilisées entre elles par au moins un module vertical (MV) selon la revendication 7, coopérant sur un côté court (18) de chacune des dites palettes superposées, par des créneaux (32), solidaires d'une base (31) dudit module vertical, coopérant avec des canaux (181) débouchant sur les côtés courts (18) de chacune des dites palettes entre deux dés successifs solidaires d'une traverse (13).
- Paroi suivant la revendication 8 ou la revendication 9 dans laquelle les modules horizontaux (MH) sont conformes à l'une des revendications 1 à 6.
- Paroi suivant l'une des revendications 8 à 10 dont une épaisseur de l'ossature comporte au moins deux palettes dans laquelle au moins deux palettes (10) en vis-à-vis sont agencées avec leurs faces externes (15) se faisant face.
- Paroi suivant l'une des revendications 8 à 11 comportant sur au moins une face visible de l'ossature un ou des panneaux (50a, 50b) fixés aux palettes (10).
- Rempart (60) comportant au moins deux parois (100) suivant l'une des revendications 8 à 12, dans lequel les deux parois sont agencées sensiblement parallèles avec les faces internes 16) de palettes (10) en vis-à-vis desdites parois se faisant face, une distance de séparation (Ds) entre deux palettes en vis-à-vis étant maintenue à une valeur choisie par au moins un module écarteur (ME) formé dans un panneau (61) comportant des échancrures (64) agencées sur ledit module écarteur pour être engagées, dans une position dudit module écarteur sensiblement verticale et sensiblement perpendiculaire aux faces internes (16) desdites palettes, dans des semelles (11) desdites palettes en vis-à-vis, un volume entre les deux parois étant rempli, au moins partiellement, d'un matériau de remplissage (68).
- Procédé d'assemblage d'une paroi (100) conforme à la paroi de l'une des revendications 8 à 12 comportant une ossature avec des palettes (10) maintenues entre elles par des modules horizontaux (MH) selon l'une des revendications 1-6 et, le cas échéant, par des modules verticaux (MV) selon la revendication 7, le dit procédé comportant les étapes de :- poser sur un sol des modules horizontaux (MH) à l'emplacement de la cloison à assembler avec les protubérances (24) orientée vers le haut ;- placer une première rangée de palettes sur lesdits modules horizontaux posés au sol avec les rives (14) horizontales et avec les protubérances engagées dans les ouvertures (171) des palettes et de sorte qu'un bord vertical d'une palette, jointif avec un bord vertical d'une palette juxtaposée dans la rangée, se trouve toujours entre deux protubérances d'un même module horizontal.
- Procédé d'assemblage suivant la revendication 14 dans lequel l'ossature de la paroi (100) comporte au moins une seconde rangée de palettes superposée à la première rangée, comportant les étapes de :- maintenir entre elles les palettes de la rangée inférieure dans leurs parties hautes par des modules horizontaux (MH) dont les protubérances (24) sont orientées vers le bas et engagées dans les ouvertures (171) des palettes et de sorte qu'un bord vertical d'une palette, jointif avec un bord vertical d'une palette juxtaposée dans la rangée, se trouve toujours entre deux protubérances d'un même module horizontal ;- fixer sur chacun des modules horizontaux dont les protubérances sont orientées vers le bas des modules un module horizontal avec les protubérances (24) orientées vers le haut ;- placer l'au moins une seconde rangée de palettes sur lesdits modules verticaux avec les protubérances orientées vers le haut, les palettes étant placées avec les rives (14) horizontales et avec les protubérances engagées dans les ouvertures (171) des palettes, et de sorte qu'il résulte un agencement des palettes en colonnes ;- le cas échéant, placer des modules verticaux (MV) sur des extrémités de l'ossature avec des créneaux (32) des dits modules verticaux pénétrant dans des canaux (181) orientés suivant une largeur (Lp) des palettes.
- Procédé d'assemblage suivant la revendication 14 ou la revendication 15 dans lequel des fixations sont posées lors de l'assemblage pour fixer les modules, horizontaux et ou verticaux, aux palettes (10) de l'ossature ou entre eux.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1557097A FR3039177B1 (fr) | 2015-07-24 | 2015-07-24 | Paroi constituee d'un assemblage de palettes modules d'assemblage procede de realisation d'un batiment ou d'une paroi |
| PCT/EP2016/067577 WO2017017031A2 (fr) | 2015-07-24 | 2016-07-22 | Paroi constituée d'un assemblage de palettes modules d'assemblage procédé de réalisation d'un bâtiment ou d'une paroi |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3325732A2 EP3325732A2 (fr) | 2018-05-30 |
| EP3325732B1 true EP3325732B1 (fr) | 2020-06-10 |
Family
ID=54545263
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16742300.3A Active EP3325732B1 (fr) | 2015-07-24 | 2016-07-22 | Module pour assembler une paroi consistant en palettes et procédé de réalisation d'une tel paroi |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3325732B1 (fr) |
| EA (1) | EA035076B9 (fr) |
| ES (1) | ES2817530T3 (fr) |
| FR (1) | FR3039177B1 (fr) |
| MA (1) | MA42475B1 (fr) |
| PT (1) | PT3325732T (fr) |
| WO (1) | WO2017017031A2 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019102636A1 (de) * | 2019-02-04 | 2020-08-06 | Rolf Tanger | Transportpalette |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2899921B1 (fr) | 2006-04-14 | 2009-11-27 | Bail Jean Pierre Le | Utilisation des palettes bois en construction (pre fabriquee ou non) en ossature bois auto porteuse |
| AT506044B1 (de) | 2007-11-14 | 2010-07-15 | Andreas Claus Schnetzer | Gebäude |
| FR2941249A1 (fr) * | 2009-01-19 | 2010-07-23 | Ecobois Etudes Const Bois | Ossature de paroi de construction, paroi de construction comprenant une telle ossature et construction comprenant de telles parois de construction |
-
2015
- 2015-07-24 FR FR1557097A patent/FR3039177B1/fr not_active Expired - Fee Related
-
2016
- 2016-07-22 WO PCT/EP2016/067577 patent/WO2017017031A2/fr active Application Filing
- 2016-07-22 PT PT167423003T patent/PT3325732T/pt unknown
- 2016-07-22 EA EA201890369A patent/EA035076B9/ru not_active IP Right Cessation
- 2016-07-22 MA MA42475A patent/MA42475B1/fr unknown
- 2016-07-22 EP EP16742300.3A patent/EP3325732B1/fr active Active
- 2016-07-22 ES ES16742300T patent/ES2817530T3/es active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EA035076B9 (ru) | 2020-06-05 |
| WO2017017031A3 (fr) | 2017-04-13 |
| EP3325732A2 (fr) | 2018-05-30 |
| MA42475B1 (fr) | 2020-09-30 |
| FR3039177B1 (fr) | 2017-09-01 |
| ES2817530T3 (es) | 2021-04-07 |
| EA035076B1 (ru) | 2020-04-24 |
| FR3039177A1 (fr) | 2017-01-27 |
| WO2017017031A2 (fr) | 2017-02-02 |
| PT3325732T (pt) | 2020-09-17 |
| EA201890369A1 (ru) | 2018-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2326774B1 (fr) | Assemblage d'éléments massifs | |
| EP2582893A1 (fr) | Procede de fabrication d'un edifice a partir de briques a emboitement a joints secs | |
| FR2880904A1 (fr) | Perfectionnements au mode de construction par elements standardises | |
| CA2802585C (fr) | Element de construction modulaire prefabrique pour la realisation de mur | |
| WO2014053905A2 (fr) | Poutrelle structuree et element modulaire de construction realise avec cette poutrelle | |
| EP3325732B1 (fr) | Module pour assembler une paroi consistant en palettes et procédé de réalisation d'une tel paroi | |
| EP2191081B1 (fr) | Elements PREFABRIQUES DE CONSTRUCTION EN BOIS ET SYSTEME CONSTRUCTIF | |
| CA2781072C (fr) | Ensemble d'elements de construction d'une paroi en bois et procede de mise en oeuvre de tels elements | |
| OA18556A (fr) | Paroi constituée d'un assemblage de palettes, modules d'assemblage, procédé de réalisation d'un bâtiment ou d'une paroi. | |
| EP0278886A1 (fr) | Système constructif, par cadres bois modulaires, formant structures, et leurs procédés de montage | |
| FR3028273A1 (fr) | Nouvel element de liaison isolant entre panneaux composites pour le batiment, nouveaux panneaux adaptes et procede de construction de parois | |
| WO2018046819A1 (fr) | Procede d'assemblage d'elements de construction et construction ainsi realisee | |
| BE1027373B1 (fr) | Modules de construction emboîtables en bois | |
| EP2576933A2 (fr) | Element de construction a base de carton et procede de construction a l'aide de tels elements | |
| FR2918395A1 (fr) | Immeuble et procede de construction d'un immeuble | |
| CH714228A2 (fr) | Élément structuré et procédé de construction d'une cloison avec plusieurs de tels éléments. | |
| EP1359263A1 (fr) | Module de construction comportant deux panneaux assemblés | |
| EP2455558A1 (fr) | Elément de construction préfabriqué | |
| WO2023242492A1 (fr) | Structure à double ossature en béton | |
| EP2784236B1 (fr) | Elément de structure murale | |
| WO2001053624A1 (fr) | Procede de construction d'un edifice, bloc de construction, linteau et appui de fenetre pour la mise en oeuvre du procede | |
| FR2933720A1 (fr) | Procede de construction modulaire d'un batiment a ossature bois et module de construction permettant la mise en oeuvre du procede | |
| FR2898918A1 (fr) | Edifice modulaire d'habitation | |
| FR2593214A1 (fr) | Elements modulaires prefabriques pour construction de piscines et procede de fabrication (coffrages perdus) | |
| EP1248890A1 (fr) | Procede de construction d'un edifice, bloc de construction, linteau et appui de fenetre pour la mise en oeuvre du procede |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180223 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAV | Requested validation state of the european patent: fee paid |
Extension state: MA Effective date: 20180226 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190705 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200325 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SOFRINNOV |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1279314 Country of ref document: AT Kind code of ref document: T Effective date: 20200615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016037882 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3325732 Country of ref document: PT Date of ref document: 20200917 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20200910 |
|
| REG | Reference to a national code |
Ref country code: MA Ref legal event code: VAGR Ref document number: 42475 Country of ref document: MA Kind code of ref document: B1 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200910 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200911 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200910 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1279314 Country of ref document: AT Kind code of ref document: T Effective date: 20200610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201010 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602016037882 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2817530 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210407 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200722 |
|
| 26N | No opposition filed |
Effective date: 20210311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200610 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20230608 AND 20230614 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602016037882 Country of ref document: DE Owner name: ORTH, FR Free format text: FORMER OWNER: SOFRINNOV, CORNEBARRIEU, FR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PK Free format text: RECTIFICATIONS |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: ORTH; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: SOFRINNOV Effective date: 20230906 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230717 Year of fee payment: 8 Ref country code: IT Payment date: 20230724 Year of fee payment: 8 Ref country code: GB Payment date: 20230721 Year of fee payment: 8 Ref country code: ES Payment date: 20230926 Year of fee payment: 8 Ref country code: CH Payment date: 20230801 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20230717 Year of fee payment: 8 Ref country code: FR Payment date: 20230726 Year of fee payment: 8 Ref country code: DE Payment date: 20230719 Year of fee payment: 8 Ref country code: BE Payment date: 20230719 Year of fee payment: 8 |