EP3311932A1 - Profiliermaschine und kuppelvorrichtung für eine solche sowie ankuppelverfahren - Google Patents
Profiliermaschine und kuppelvorrichtung für eine solche sowie ankuppelverfahren Download PDFInfo
- Publication number
- EP3311932A1 EP3311932A1 EP16195127.2A EP16195127A EP3311932A1 EP 3311932 A1 EP3311932 A1 EP 3311932A1 EP 16195127 A EP16195127 A EP 16195127A EP 3311932 A1 EP3311932 A1 EP 3311932A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coupling
- working
- coupling element
- movement
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010168 coupling process Methods 0.000 claims abstract description 191
- 230000008878 coupling Effects 0.000 claims abstract description 190
- 238000005859 coupling reaction Methods 0.000 claims abstract description 190
- 238000000034 method Methods 0.000 claims abstract description 8
- 239000002184 metal Substances 0.000 claims abstract description 7
- 238000005096 rolling process Methods 0.000 claims description 2
- 230000005540 biological transmission Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000004913 activation Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 238000009420 retrofitting Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/08—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles making use of forming-rollers
Definitions
- the invention relates to a coupling device for a profiling machine for coupling and uncoupling a drive system according to the preamble of claim 1, a profiling machine according to the preamble of claim 11 and a method for coupling a drive system.
- a profiling machine of the present type comprises a plurality of roll forming tools which serve to successively longitudinally shape a metal strip or stock profile into a profile or tube. At least part of these Rollumformwerkmaschinee is summarized into several tool groups, which are arranged one behind the other in the working direction and each held in a framework. The stands with the tool groups form forming stations, which are successively passed through by the metal strip or initial profile.
- At least some of the rolling forming tools arranged in a forming station are seated on working shafts which are mounted in the framework and have coupling counterparts leading out from the framework laterally.
- a drive system is coupled to apply a torque to the working shafts and drive the corresponding Rollumformwerkmaschinemaschinee.
- Profiling machines are able to produce virtually endless profiles or tubes of various cross-sectional shapes from a metal strip or an output profile. Depending on the profile shape, a multiplicity of roll forming tools are used for this purpose, which are grouped together in typically 20 to 30 forming stations arranged in line one behind the other. If on the same profiling now produces a different profile shape is to be replaced, accordingly, a variety of Rollumformmaschinemaschinen be replaced.
- An exchange of the roll forming tools without subsequent lengthy adjustments, especially in the axis parallel to the working waves direction, is possible by the previous uncoupling of the drive system. This saves time when converting a Profiliermaschine to another profile shape and thus reduces adverse production stoppages.
- the clutch stands are further moved together to the forming stations to bring the coupling elements into engagement, whereby the Ankuppelvorgang is terminated.
- a gear block of the drive system is moved with the coupling stands, or the changing distance between the coupling stands and the drive system is compensated by variable length drive shafts.
- the present invention seeks to further improve a profiling machine and in particular their coupling device in terms of their flexibility and in particular to facilitate retrofitting of the coupling device on profiling machines.
- the coupling device no longer contains a coupling stand which is in each case assigned to a stand. Rather, the coupling element can be brought to the drive side of the propeller shaft by means of a substantially axial movement directly with a coupling counterpart on the working shaft engaged or removed from this engagement.
- the axial movement is understood here with respect to the axis of the respective working shaft, to which the coupling element of the propeller shaft is coupled.
- the coupling device For coupling and uncoupling of the coupling element, which sits on the output side of the propeller shaft, the coupling device according to the invention is provided with a holder which is assigned to the drive system and attached to this directly or indirectly.
- This holder is provided with a movement device for axially moving the coupling element, wherein the coupling element is mounted directly or indirectly on this movement device.
- the coupling device can be removed, for example, at a scaffold or a forming station with a few simple steps to gain space for other applications such as multifunctional exchange units.
- the profiling machine according to the invention is characterized in that it has a coupling device according to the invention.
- the coupling counterpart on the working shaft and the coupling element on the output side of the propeller shaft, which are to be coupled torsionally rigid to each other, preferably on the one hand as a coupling pin and on the other hand as a coupling sleeve, which are by means of an axial movement form-fitting plugged, for example by the coupling pin is designed as a spline, which is positively received by the coupling sleeve.
- the moving device for axially moving the coupling element is also provided for moving the coupling element in at least one direction orthogonal to the axial direction , ie in particular in the vertical direction.
- the movement device of the coupling device according to the invention preferably has at least one horizontal slide and one vertical slide in order to be able to perform axial or horizontal movements and vertical movements.
- the propeller shafts and the holder of the coupling device according to the invention are preferably releasably attached to the drive system. This allows easy removal of the bracket and the drive shafts to provide space for other applications without having to move the drive system.
- the coupling sleeve is provided with a centering element which has a sliding surface which covers at least the potential movement path of the coupling element in the direction orthogonal to the axial direction. If the coupling sleeve is arranged on the output side of the gene steering shaft, the PTO shaft carries the centering element. Conversely, if the coupling counterpart is formed on the working shaft as a coupling sleeve, this carries the centering element.
- the inventive method is preferably carried out, after which the coupling element is brought to the output side of the propeller shaft to an end stop of the orthogonal to the axial direction of movement axis and then moved axially to the coupling counterpart until the sliding surface of the centering on the coupling pin, so either the coupling element or the coupling counterpart, strikes. Then, the coupling element is moved so long orthogonal to the axial direction until the coupling element and the coupling counterpart are aligned.
- the movement device is provided with pneumatic drives, in particular pneumatic piston-cylinder units.
- Pneumatic drives offer the great advantage in the present context that they have resilient properties.
- the axial Ankuppelterrorism can also be carried out when the coupling pin does not engage in the coupling sleeve, but strikes the sliding surface of the centering.
- the coupling pin is then due to the resilient properties of the pneumatic drive relative to the centering under elastic bias and then automatically engages in the coupling sleeve as soon as he has reached the correct position.
- the movement device for the coupling element is, if necessary, hand-operated.
- the movement device for the coupling element is, if necessary, hand-operated.
- pneumatic drives are finally also advantageous because when coupling with coupling sleeves is not guaranteed that they are in a rotational angular position in which they can get into a form-locking engagement in the rotational direction. Because when the coupling pins and coupling sleeves meet each other during coupling in a rotational angle position in which they can not interlock, this leads to a disturbance in the coupling process. Due to the elastic spring force generated by the pneumatic drive, either the kingpin or the coupling sleeve is spring-loaded axially yielding so that they can axially yield at a rotationally offset impact without causing interference with the engagement process.
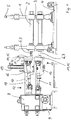
- FIGS. 1 and 2 show in a schematic cross section and in an isometric view the same part of an inventively designed profiling machine. It is a forming station, consisting of a framework 1 and an upper working shaft 2 and a lower working shaft 3, which are mounted in the frame 1.
- the working shafts 2, 3 are used to hold Rollumformwerkmaschineen (not shown).
- the framework 1 is fixedly attached to a machine frame 4. By means of a height adjustment 5, the working shafts 2, 3 can be moved vertically in the frame 1 in order to equip them in particular with different Rollumformmaschinemaschineen.
- the front side of the working shafts 2, 3 are provided with laterally out of the frame 1 leading out coupling counterparts 6, which are presently designed as a coupling pin 7 with splined.
- a gear block 8 of a drive system 9 is arranged.
- On this gear block 8 sit an upper propeller shaft 10 and a lower propeller shaft 11 to transmit torque from the drive system 9 and the transmission block 8 on the upper and lower working shafts 2, 3.
- the propeller shafts 10, 11 are telescopically variable in length and, of course, independently of their length and angular position transmit torque from a drive side 12 to an output side 13.
- On the output side 13, the propeller shafts 10, 11 are each provided with a coupling element 14, which is designed here as a coupling sleeve 15.
- the coupling elements 14 of the propeller shafts 10, 11 are each attached to a vertical slide 16, which in turn sits on a horizontal slide 17 (here concealed, in FIG. 3 dahen).
- the horizontal slide 17 is mounted on a bracket 18, which in turn is releasably secured to the drive system 9 and the transmission block 8.
- the vertical slide 16 is movable up and down by means of a vertical drive 19, while the horizontal slide 17 is moved by means of a horizontal drive 20 (FIG. FIG. 3 ) axially, that is to the working shafts 2, 3 and away from them is movable.
- Both drives, the vertical drive 19 and the horizontal drive 20, are pneumatic piston-cylinder units. They ensure that the coupling elements 14 on the output side 13 of the propeller shafts 10, 11 both axially and vertically, that is orthogonal to the axial direction, can be moved.
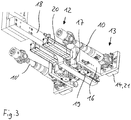
- FIG. 3 which are part of the FIGS. 1 and 2 As shown, the movement device for the vertical and the axial movement can be better recognized.
- the vertical slide 16 is seated, vertically movable, on a horizontal slide 17, which is held by a horizontal drive 20, also a pneumatic piston-cylinder unit, in the vertical or axial direction relative to the holder on which it is mounted, movable.
- the drive side 12 of the propeller shaft 10 is (not visible in this figure) fixed to the gear block 8 and connected via this stationary with the bracket 18, while the output side 13 of the propeller shaft 10 together with the coupling element 14 and the centering element 21 both horizontally and axially can also be moved vertically relative to the bracket 18.
- the coupling element 14 can be coupled to the coupling counterpart 6 of the (not shown here) upper working shaft 2 and decoupled from this. This is independently possible for each propeller shaft 10, 10 ', 11.
- the bracket 18 can be easily attached to the transmission block 8 or removed from it. By removing the holder 18 and the movement devices as well the propeller shafts 10, 10 'eliminated so that corresponding space between the frame 1 and the gear unit 8 is free.
- FIGS. 1 and 2 represent a situation before a coupling operation.
- the horizontal drive 20 of the lower propeller shaft 11 is activated, so that the coupling element 14 moves axially to the coupling counterpart 6 on the lower working shaft 3 by the horizontal slide 17, the output side 13 of the propeller shaft 11 moves horizontally.
- Trained as a coupling pin 7 coupling counterpart 6 on the lower working shaft 3 engages by this axial movement in the form of a coupling sleeve coupling element 14 and in this case forms a form fit with respect to a rotational movement.
- the Ankuppelvorgang the lower working shaft 3 is thus completed.
- an axial movement or horizontal movement of the driven side 13 of the upper propeller shaft 10 is not sufficient. Rather, the coupling element 14 must be moved vertically downward on the output side 13 of the upper propeller shaft 10 in order to bring the coupling sleeve 15 with the coupling pin 7 of the upper working shaft 2 in engagement.
- the horizontal drive 20 of the horizontal carriage 17 is a pneumatic drive, and the output side 13 of the propeller shaft 10 is provided with the centering element 21, a prior vertical alignment of the propeller shaft 10 to the working shaft 2 is unnecessary. Rather, the axial or horizontal movement of the horizontal carriage 20th for a normal hitching operation. In this case, then meets the sliding surface 22 of the centering 21 on the front side on the coupling pin 7. Due to the elastic spring properties of the pneumatic horizontal drive 20, the driven side 13 of the propeller shaft 10 does not move horizontally, but is elastically biased only in the axial direction.
- the sliding surface 22 of the centering element 21 is in this case sized so that, regardless of the current possible positions of the working shaft 2 and the coupling element 14, always the centering 21 meets the coupling pin 7, as far as the coupling sleeve 15 and the coupling pin 7 from the outset in Escape are arranged. This allows fully automatic coupling, without having to pay attention to the vertical positions of the propeller shafts 10, 11 and the working shafts 2, 3.
- the driven side 13 of the lower hinge shaft 11 is also provided with a centering element 21 with sliding surface 22, which is adapted to the maximum vertical movement path of the lower working shaft 3.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Agricultural Machines (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
- Die Erfindung betrifft eine Kuppelvorrichtung für eine Profiliermaschine zum An- und Abkuppeln eines Antriebssystems nach dem Oberbegriff des Anspruchs 1, eine Profiliermaschine nach dem Oberbegriff des Anspruchs 11 sowie ein Verfahren zum Ankuppeln eines Antriebssystems.
- Eine Profiliermaschine der vorliegenden Art umfasst eine Mehrzahl von Rollumformwerkzeugen, die zum sukzessiven Längsumformen eines Metallbands oder Ausgangsprofils in ein Profil oder Rohr dienen. Zumindest ein Teil dieser Rollumformwerkzeuge ist zu mehreren Werkzeuggruppen zusammengefasst, die in Arbeitsrichtung hintereinander angeordnet und jeweils in einem Gerüst gehalten sind. Die Gerüste mit den Werkzeuggruppen bilden Umformstationen, die vom Metallband oder Ausgangsprofil sukzessive durchlaufen werden.
- Zumindest ein Teil der in einer Umformstation angeordneten Rollumformwerkzeuge sitzt auf Arbeitswellen, die im Gerüst gelagert sind und seitlich aus dem Gerüst herausführende Kupplungsgegenstücke aufweisen. An diese Kupplungsgegenstücke wird ein Antriebssystem angekuppelt, um ein Drehmoment auf die Arbeitswellen aufzubringen und die entsprechenden Rollumformwerkzeuge anzutreiben.
- Profiliermaschinen sind in der Lage, aus einem Metallband oder einem Ausgangsprofil quasi endlos Profile oder Rohre unterschiedlichster Querschnittsformen zu fertigen. Je nach Profilform kommen hierfür eine Vielzahl von Rollumformwerkzeugen zum Einsatz, die in typischerweise 20 bis 30 in Linie hintereinander angeordneten Umformstationen gruppenweise zusammengefasst sind. Wenn auf ein und derselben Profiliermaschine nun eine andere Profilform produziert werden soll, muss dementsprechend eine Vielzahl von Rollumformwerkzeugen ausgewechselt werden. Um hierfür nicht die Gerüste der einzelnen Umformstationen in der Maschine demontieren zu müssen, ist bei einer Profiliermaschine, wie sie aus der
EP 0 365 976 B1 bekannt ist, zwischen den Umformstationen und dem Antriebssystem jeweils ein Kupplungsständer vorgesehen, der die Arbeitswellen ein- und auskuppeln kann, so dass die Rollformwerkzeuge mitsamt ihren Arbeitswellen als Baueinheit ausgetauscht werden können, und zwar ohne das Gerüst gegenüber dem Maschinenuntergestell oder gegenüber einer Gerüst-Trägerplatte verschieben zu müssen. Ein Austausch der Rollformwerkzeuge ohne anschließende langwierige Justierarbeiten, insbesondere in zu den Arbeitswellen achsparalleler Richtung, ist durch das vorherige Abkuppeln des Antriebssystems möglich. Dies spart Zeit beim Umrüsten einer Profiliermaschine auf eine andere Profilform und vermindert damit nachteilige Produktionsstillstände. - Bei der aus der
EP 0 365 976 B1 bekannten Profiliermaschine sind neben den Gerüsten mit den Werkzeuggruppen Kupplungsständer vorgesehen, die einerseits an die aus den Gerüsten herausführenden Kupplungsgegenstücke der Arbeitswellen angekuppelt werden und andererseits Anschlüsse für das Antriebssystem der Profiliermaschine aufweisen. Hierbei werden üblicherweise Gelenkwellen verwendet, die das Drehmoment vom Antriebssystem auf die Anschlüsse des Kupplungsständers übertragen, wo es an die angekuppelten Arbeitswellen weitergegeben wird. - Um bei solchen Profiliermaschinen die Arbeitswellen der Umformstationen vom Antriebssystem abkuppeln oder an dieses ankuppeln zu können, ist es aus diesem Stand der Technik bekannt, dass die Kupplungsständer zu den Gerüsten hin oder von diesen weg bewegbar ausgebildet werden, so dass die Kupplungsgegenstücke der Arbeitswellen und Kupplungselemente am Kupplungsständer wahlweise in Eingriff kommen oder aus ihrem Eingriff herausgenommen werden. Normalerweise ist hierzu eine axiale Verschiebung nötig. Zwischen dem Antriebssystem der Profiliermaschine und den Kupplungsständern erfolgt die Drehmomentübertragung daher üblicherweise mittels längenveränderlicher Gelenkwellen.
- Um die in der
EP 0 365 976 B1 gestellte Aufgabe zu lösen, Rollumformwerkzeug-Paare in den Umformstationen schnell und vollautomatisch auswechseln zu können, so dass die Stillstandzeit der Profiliermaschine auf ein Minimum begrenzt wird und dennoch nacheinander Profile unterschiedlichster Querschnitte hergestellt werden können, wurde dort vorgeschlagen, seitlich bewegbare Kupplungsständer gemeinsam von den Umformrollen weg zu verschieben, um die Arbeitswellen freizugeben. Nach dem Auswechseln derselben werden die Kupplungsständer wieder bis fast an ihre eingekuppelte Ausgangsstellung an die Umformstationen herangefahren und die gegebenenfalls veränderte Einbauhöhe der Arbeitswellen ermittelt. Sodann werden die Kupplungsstücke auf den Kupplungsständern vertikal verfahren, um deren Höhe auf die Höhe der jeweiligen Arbeitswelle anzupassen. Danach werden die Kupplungsständer weiter gemeinsam an die Umformstationen herangefahren, um die Kupplungselemente in Eingriff zu bringen, wodurch der Ankuppelvorgang beendet wird. Hierbei wird entweder ein Getriebeblock des Antriebssystems mit den Kupplungsständern mitbewegt, oder der sich verändernde Abstand zwischen den Kupplungsständern und dem Antriebssystem wird von längenveränderlichen Gelenkwellen ausgeglichen. - Insbesondere in Erprobungsphasen einer Profiliermaschine ist es nun oft wünschenswert, einzelne Umformstationen antriebslos zu stellen, was im Stand der Technik allerdings nur dadurch erzielt werden kann, dass die Kupplungsstücke in den entsprechenden Kupplungsständern durch Leerhülsen ersetzt werden, die kein Drehmoment auf die Arbeitswellen übertragen.
- Zur Lösung dieses Problems ist in der
EP 2 452 760 B1 vorgeschlagen worden, die Kupplungsständer in jeweils mindestens zwei Kupplungsabschnitte aufzuteilen, die unabhängig voneinander bewegt werden können. Der eigentliche Kupplungsständer besteht dann nur noch aus einem Tragelement, das neben dem zugeordneten Gerüst ortsfest angeordnet ist, und an dem die Kupplungsabschnitte separat bewegbar gehalten sind. - Ausgehend von diesem Stand der Technik liegt der vorliegenden Erfindung die Aufgabe zugrunde, eine Profiliermaschine und insbesondere deren Kuppelvorrichtung hinsichtlich ihrer Flexibilität weiter zu verbessern und insbesondere ein Nachrüsten der Kuppelvorrichtung an Profiliermaschinen zu vereinfachen.
- Gelöst ist diese Aufgabe durch eine Kuppelvorrichtung mit den Merkmalen des Anspruchs 1, eine Profiliermaschine mit den Merkmalen des Anspruchs 11 sowie durch ein Verfahren mit den Merkmalen des Anspruchs 12. Bevorzugte Weiterbildungen der Erfindung sind in den Ansprüchen 2 bis 10 niedergelegt.
- Eine erfindungsgemäße Kuppelvorrichtung für eine Profiliermaschine, die eine Mehrzahl von auf Arbeitswellen angeordneten Rollumformwerkzeugen zum sukzessiven Längsumformen eines Metallbands oder Ausgangsprofils in ein Profil oder Rohr aufweist und die zum An- und Abkuppeln eines Antriebssystems an und von zumindest einem Teil der Arbeitswellen dient, enthält, wie an sich bekannt, mindestens eine längenveränderliche Gelenkwelle zum Übertragen eines Drehmoments vom Antriebssystem an eine Arbeitswelle, wobei die Gelenkwelle auf einer Antriebsseite mit dem Antriebssystem torsionssteif verbunden und auf einer Abtriebsseite mit einem Kupplungselement versehen ist.
- Erfindungsgemäß enthält die Kuppelvorrichtung jedoch keinen Kupplungsständer mehr, der jeweils einem Gerüst fest zugeordnet ist. Vielmehr kann das Kupplungselement an der Antriebsseite der Gelenkwelle mittels einer im Wesentlichen axialen Bewegung direkt mit einem Kupplungsgegenstück an der Arbeitswelle in Eingriff gebracht oder aus diesem Eingriff herausgenommen werden. Die axiale Bewegung versteht sich hierbei bezüglich der Achse der jeweiligen Arbeitswelle, an die das Kupplungselement der Gelenkwelle angekuppelt wird.
- Für das An- und Abkuppeln des Kupplungselements, das an der Abtriebsseite der Gelenkwelle sitzt, ist die Kuppelvorrichtung erfindungsgemäß mit einer Halterung versehen, die dem Antriebssystem zugeordnet und an diesem direkt oder indirekt befestigt ist. Diese Halterung ist mit einer Bewegungsvorrichtung zum axialen Bewegen des Kupplungselements versehen, wobei das Kupplungselement direkt oder indirekt an dieser Bewegungsvorrichtung angebracht ist.
- Dadurch, dass die Halterung mit der Bewegungsvorrichtung, die für die An- und Abkuppelbewegung des Kupplungselements der Gelenkwelle an das und vom Kupplungsgegenstück der Arbeitswelle sorgt, erfindungsgemäß dem Antriebssystem zugeordnet ist, kann nicht nur der herkömmliche Kupplungsständer entfallen, was bereits eine konstruktive Vereinfachung der Kuppelvorrichtung mit sich bringt. Die erfindungsgemäße Lösung ermöglicht es vielmehr auch, Gelenkwellen einzeln an Arbeitswellen anzukuppeln oder von diesen abzukuppeln. Dies ist zwar nach dem Stand der Technik gemäß der
EP 2 452 760 B1 ebenfalls möglich, jedoch kann eine erfindungsgemäße Kuppelvorrichtung problemlos auch bei solchen Profiliermaschinen nachgerüstet werden, die herkömmliche, einteilige Kupplungsständer oder gar keine Kupplungsständer aufweisen. - Als weiterer Vorteil der erfindungsgemäßen Lösung, die ohne Kupplungsständer auskommt, kann die Kuppelvorrichtung beispielsweise an einem Gerüst bzw. einer Umformstation mit wenigen Handgriffen entfernt werden, um Bauraum für weitere Applikationen wie zum Beispiel multifunktionale Wechseleinheiten zu gewinnen.
- Die erfindungsgemäße Profiliermaschine zeichnet sich dadurch aus, dass sie eine erfindungsgemäße Kuppelvorrichtung aufweist.
- Das Kupplungsgegenstück an der Arbeitswelle und das Kupplungselement an der Abtriebsseite der Gelenkwelle, die torsionssteif aneinander angekuppelt werden sollen, sind vorzugsweise einerseits als Kupplungszapfen und andererseits als Kupplungshülse ausgebildet, die mittels einer Axialbewegung formschlüssig aufeinander steckbar sind, beispielsweise indem der Kupplungszapfen als Vielkeil ausgebildet ist, der von der Kupplungshülse formschlüssig aufgenommen wird.
- Im Betrieb einer Profiliermaschine ist es nicht unüblich, zwischen einem Abkuppeln des Antriebssystems von einer Umformstation und einem Wiederankuppeln die vertikale Position der anzukuppelnden Arbeitswellen zu verändern. Dies ist insbesondere dann der Fall, wenn die Rollumformwerkzeuge ausgewechselt worden sind, oder wenn ein anderes Material profiliert wird. Auch Einricht- und Nachjustierarbeiten führen zu veränderten vertikalen Positionen der Arbeitswellen.
- Um nun die erfindungsgemäße Kuppelvorrichtung an Arbeitswellen ankuppeln zu können, deren vertikale Position verändert worden ist, ist es im Rahmen der Erfindung bevorzugt, wenn die Bewegungsvorrichtung zum axialen Bewegen des Kupplungselements auch für ein Bewegen des Kupplungselements in mindestens einer zur axialen Richtung orthogonalen Richtung vorgesehen ist, insbesondere also in vertikaler Richtung.
- Die Bewegungsvorrichtung der erfindungsgemäßen Kuppelvorrichtung weist bevorzugt zumindest einen Horizontalschlitten und einen Vertikalschlitten auf, um axiale bzw. horizontale Bewegungen und vertikale Bewegungen durchführen zu können.
- Die Gelenkwellen und die Halterung der erfindungsgemäßen Kuppelvorrichtung sind bevorzugt lösbar am Antriebssystem befestigt. Dies ermöglicht ein leichtes Entfernen der Halterung und der Gelenkwellen, um Bauraum für andere Applikationen zu schaffen, ohne das Antriebssystem bewegen zu müssen.
- Nach einer besonders bevorzugten Weiterbildung der vorliegenden Erfindung wird die Kupplungshülse mit einem Zentrierelement versehen, das eine Gleitfläche aufweist, welche zumindest den potentiellen Bewegungsweg des Kupplungselements in der zur axialen Richtung orthogonalen Richtung überdeckt. Wenn die Kupplungshülse an der Abtriebsseite der Genlenkwelle angeordnet ist, trägt die Gelenkwelle das Zentrierelement. Wenn umgekehrt das Kupplungsgegenstück an der Arbeitswelle als Kupplungshülse ausgebildet ist, trägt dieses das Zentrierelement.
- Aufgrund der erfindungsgemäßen Abmessung der Gleitfläche trifft der Kupplungszapfen bei einer axialen Ankuppelbewegung der Abtriebsseite der Gelenkwelle immer auf die Gleitfläche des Zentrierelements auf, wenn sich die Positionen des Kupplungselements und des Kupplungsgegenstücks bzw. des Kupplungszapfens und der Kupplungshülse nicht ohnehin entsprechen, also beispielsweise dann, wenn die vertikale Position der Arbeitswelle verändert worden ist. Durch einfaches Bewegen des Kupplungselements an der Abtriebsseite der Gelenkwelle in der zur axialen Richtung orthogonalen Richtung können der Kupplungszapfen und die Kupplungshülse dann in Eingriff gebracht werden, da der Kupplungszapfen entlang der Gleitfläche gleitet, bis er in die richtige Position für einen Eingriff in die Kupplungshülse gelangt.
- Hierzu wird bevorzugt das erfindungsgemäße Verfahren durchgeführt, wonach das Kupplungselement an der Abtriebsseite der Gelenkwelle an einen Endanschlag der orthogonal zur axialen Richtung gerichteten Bewegungsachse gebracht und dann axial an das Kupplungsgegenstück herangefahren wird, bis die Gleitfläche des Zentrierelements an den Kupplungszapfen, also entweder das Kupplungselement oder das Kupplungsgegenstück, anschlägt. Sodann wird das Kupplungselement so lange orthogonal zur axialen Richtung bewegt, bis das Kupplungselement und das Kupplungsgegenstück fluchten.
- Insbesondere in diesem Zusammenhang ist es erfindungsgemäß besonders bevorzugt, wenn die Bewegungsvorrichtung mit pneumatischen Antrieben, insbesondere pneumatischen Kolben-Zylinder-Einheiten versehen ist. Pneumatische Antriebe bieten im vorliegenden Zusammenhang den großen Vorteil, dass sie federnde Eigenschaften haben. Insofern muss zum Durchführen des erfindungsgemäßen Verfahrens also keine Anschlagserkennung für die axiale Bewegung vorhanden sein, sondern die axiale Ankuppelbewegung kann auch dann durchgeführt werden, wenn der Kupplungszapfen nicht in die Kupplungshülse eingreift, sondern an der Gleitfläche des Zentrierelements anschlägt. Der Kupplungszapfen steht dann aufgrund der federnden Eigenschaften des pneumatischen Antriebs relativ zum Zentrierelement unter elastischer Vorspannung und greift dann automatisch in die Kupplungshülse ein, sobald er die richtige Position erreicht hat.
- Alternativ oder in Ergänzung des erfindungsgemäßen Verfahrens kann vorgesehen sein, dass die Bewegungsvorrichtung für das Kupplungselement bedarfsweise handbetätigbar ist. Denn auch dann, wenn ein vollautomatisches Ankuppeln möglich ist, wie dies die vorliegende Erfindung gewährleistet, kann es vorteilhaft sein, die axiale und insbesondere die vertikale Bewegung des Kupplungselements von Hand und "auf Sicht" durchzuführen, insbesondere beim Einrichten einer Profiliermaschine oder zu Versuchszwecken.
- Die Verwendung von pneumatischen Antrieben ist schließlich auch deswegen vorteilhaft, weil beim Ankuppeln mit Kupplungshülsen nicht gewährleistet ist, dass sich diese in einer Rotationswinkelstellung befinden, in der sie in einen in Rotationsrichtung formschlüssigen Eingriff gelangen können. Denn wenn die Kupplungszapfen und Kupplungshülsen beim Ankuppeln in einer Rotationswinkelstellung aufeinander treffen, in der sie nicht ineinandergreifen können, führt dies zu einer Störung im Ankuppelvorgang. Aufgrund der durch den pneumatischen Antrieb erzeugten elastischen Federkraft sind entweder der Kupplungszapfen oder die Kupplungshülse federbelastet axial nachgiebig, so dass sie bei einem in Rotationsrichtung versetzten Aufeinandertreffen axial nachgeben können, ohne eine Störung des Einkuppelvorgangs zu verursachen. Beim Anlaufen des Antriebssystems oder durch ein kurzes Betätigen desselben verändern sich die Rotationswinkelstellungen der Kupplungszapfen und Kupplungshülsen zueinander, so dass in demjenigen Zeitpunkt, in dem ein Formschluss möglich ist, die Federkraft des federbelasteten Elements für ein Einrücken desselben in den Formschluss sorgt.
- Auch beim Abkuppeln kommt es vor, dass die Kupplungszapfen nicht aus den Kupplungshülsen gelöst werden können, da sie in Rotationsrichtung gegeneinander verspannt sind. Dies kann insbesondere dann der Fall sein, wenn Umformstationen vom Antriebssystem abgekuppelt werden sollen, in denen sich ein Band oder Profil befindet. Hier verhindert der pneumatische Antrieb und dessen federelastische Eigenschaft, dass Teile der Kuppelvorrichtung überlastet werden. Denn auch in diesem Fall bringt der pneumatische Antrieb lediglich eine federnde Vorspannung auf das Kupplungselement an der Abtriebsseite der Gelenkwelle auf, so dass dieses sich erst dann bewegt, wenn sich der Kupplungszapfen und die Kupplungshülse voneinander lösen, beispielsweise durch kurzes Reversieren des Antriebssystems oder auch durch eine manuell aufgebrachte Erschütterung.
- Ein Ausführungsbeispiel für eine erfindungsgemäße Kuppelvorrichtung wird im Folgenden anhand der beigefügten Zeichnungen näher beschrieben und erläutert. Es zeigen:
- Figur 1
- eine schematische Darstellung eines Querschnitts einer Profiliermaschine mit Ansicht auf eine Umformstation;
- Figur 2
- eine isometrische Darstellung dieser und einer benachbarten Umformstation;
- Figur 3
- die erfindungsgemäß ausgestaltete Kuppelvorrichtung für die Umformstation aus
Figur 1 . - Die
Figuren 1 und2 zeigen in einem schematischen Querschnitt bzw. in einer isometrischen Ansicht denselben Teil einer erfindungsgemäß ausgestalteten Profiliermaschine. Es handelt sich um eine Umformstation, bestehend aus einem Gerüst 1 sowie einer oberen Arbeitswelle 2 und einer unteren Arbeitswelle 3, die im Gerüst 1 gelagert sind. Die Arbeitswellen 2, 3 dienen zur Aufnahme von Rollumformwerkzeugen (nicht dargestellt). Das Gerüst 1 ist ortsfest an einem Maschinengestell 4 befestigt. Mittels einer Höhenverstellung 5 können die Arbeitswellen 2, 3 im Gerüst 1 vertikal verschoben werden, um sie insbesondere mit unterschiedlichen Rollumformwerkzeugen bestücken zu können. - Stirnseitig sind die Arbeitswellen 2, 3 mit seitlich aus dem Gerüst 1 herausführenden Kupplungsgegenstücken 6 versehen, die vorliegend als Kupplungszapfen 7 mit Vielkeil ausgebildet sind.
- In der stirnseitigen Verlängerung der Arbeitswellen 2, 3 ist ein Getriebeblock 8 eines Antriebssystems 9 angeordnet. Auf diesem Getriebeblock 8 sitzen eine obere Gelenkwelle 10 und eine untere Gelenkwelle 11, um ein Drehmoment vom Antriebssystem 9 bzw. vom Getriebeblock 8 auf die oberen und unteren Arbeitswellen 2, 3 zu übertragen. Die Gelenkwellen 10, 11 sind teleskopartig längenveränderlich und können naturgemäß unabhängig von ihrer Länge und Winkelstellung ein Drehmoment von einer Antriebsseite 12 auf eine Abtriebsseite 13 übertragen. An der Abtriebsseite 13 sind die Gelenkwellen 10, 11 mit jeweils einem Kupplungselement 14 versehen, das vorliegend als Kupplungshülse 15 ausgestaltet ist.
- Die Kupplungselemente 14 der Gelenkwellen 10, 11 sind jeweils an einem Vertikalschlitten 16 befestigt, der seinerseits auf einem Horizontalschlitten 17 sitzt (hier verdeckt, in
Figur 3 dagestellt). Der Horizontalschlitten 17 ist an einer Halterung 18 angebracht, die ihrerseits am Antriebssystem 9 bzw. am Getriebeblock 8 lösbar befestigt ist. Der Vertikalschlitten 16 ist mittels eines Vertikalantriebs 19 auf und ab bewegbar, während der Horizontalschlitten 17 mittels eines Horizontalantriebs 20 (Figur 3 ) axial, also zu den Arbeitswellen 2, 3 hin und von diesen weg bewegbar ist. Beide Antriebe, der Vertikalantrieb 19 und der Horizontalantrieb 20, sind pneumatische Kolben-Zylinder-Einheiten. Sie sorgen dafür, dass die Kupplungselemente 14 an der Abtriebsseite 13 der Gelenkwellen 10, 11 sowohl axial als auch vertikal, also orthogonal zur axialen Richtung, bewegt werden können. - Wie anhand
Figur 2 besser zu erkennen ist, tragen die Gelenkwellen 10, 11 an ihrer Abtriebsseite 13 nicht nur Kupplungselemente 14, vorliegend als Kupplungshülsen 15 ausgebildet, sondern außerdem auch Zentrierelemente 21 mit jeweils einer Gleitfläche 22, die vorliegend im Wesentlichen eben ist. Das Zentrierelement 21 der oberen Gelenkwelle 10 weist eine vertikal besonders lange Gleitfläche 22 auf, da die obere Arbeitswelle 2 im vorliegenden Ausführungsbeispiel gegenüber der unteren Arbeitswelle 3 einen größeren vertikalen Verschiebebereich besitzt. Die untere Arbeitswelle 3 wird hingegen kaum vertikal bewegt. - Anhand der
Figur 3 , die einen Teil der in denFiguren 1 und2 gezeigten Vorrichtung darstellt, lässt sich die Bewegungsvorrichtung für die vertikale und die axiale Bewegung besser erkennen. Eine obere Gelenkwelle 10 und eine benachbarte obere Gelenkwelle 10' sind an ihrer Abtriebsseite 13, an der sich das Kupplungselement 14 und das Zentrierelement 21 befinden, an einem Vertikalschlitten 16 befestigt. Der zugehörige Vertikalantrieb 19, eine pneumatische Kolben-Zylinder-Einheit, ist hier nur angedeutet. - Der Vertikalschlitten 16 sitzt, vertikal beweglich, auf einem Horizontalschlitten 17, der mittels eines Horizontalantriebs 20, ebenfalls einer pneumatischen Kolben-Zylinder-Einheit, in vertikaler bzw. axialer Richtung gegenüber der Halterung, auf der er gelagert ist, beweglich gehalten ist.
- Die Antriebsseite 12 der Gelenkwelle 10 ist (in dieser Figur nicht sichtbar) ortsfest mit dem Getriebeblock 8 und über diesen ortsfest mit der Halterung 18 verbunden, während die Abtriebsseite 13 der Gelenkwelle 10 mitsamt dem Kupplungselement 14 und dem Zentrierelement 21 sowohl horizontal bzw. axial als auch vertikal relativ zur Halterung 18 bewegt werden kann. Mittels der horizontalen bzw. axialen Bewegung kann das Kupplungselement 14 an das Kupplungsgegenstück 6 der (hier nicht dargestellten) oberen Arbeitswelle 2 angekuppelt und von dieser abgekuppelt werden. Dies ist für jede Gelenkwelle 10, 10', 11 unabhängig möglich.
- Wie aus
Figur 3 leicht erkennbar ist, kann die Halterung 18 auf unkomplizierte Weise am Getriebeblock 8 angebracht oder von diesem entfernt werden. Durch ein Entfernen der Halterung 18 werden auch die Bewegungsvorrichtungen sowie die Gelenkwellen 10, 10' beseitigt, so dass entsprechender Bauraum zwischen dem Gerüst 1 und dem Getriebeblock 8 frei wird. - Die
Figuren 1 und2 stellen eine Situation vor einem Einkuppelvorgang dar. Um die untere Arbeitswelle 3 an den Getriebeblock 8 anzukuppeln, wird der Horizontalantrieb 20 der unteren Gelenkwelle 11 aktiviert, so dass sich das Kupplungselement 14 axial auf das Kupplungsgegenstück 6 an der unteren Arbeitswelle 3 zubewegt, indem der Horizontalschlitten 17 die Abtriebsseite 13 der Gelenkwelle 11 horizontal verschiebt. Das als Kupplungszapfen 7 ausgebildete Kupplungsgegenstück 6 an der unteren Arbeitswelle 3 greift durch diese Axialbewegung in das als Kupplungshülse ausgebildete Kupplungselement 14 ein und bildet hierbei einen Formschluss bezüglich einer Rotationsbewegung. Der Ankuppelvorgang der unteren Arbeitswelle 3 ist damit beendet. - Zum Ankuppeln der oberen Arbeitswelle 2 an den Getriebeblock 8 reicht eine Axialbewegung bzw. Horizontalbewegung der Abtriebsseite 13 der oberen Gelenkwelle 10 nicht aus. Vielmehr muss das Kupplungselement 14 an der Abtriebsseite 13 der oberen Gelenkwelle 10 vertikal nach unten verfahren werden, um die Kupplungshülse 15 mit dem Kupplungszapfen 7 der oberen Arbeitswelle 2 in Eingriff bringen zu können.
- Da der Horizontalantrieb 20 des Horizontalschlittens 17 ein pneumatischer Antrieb ist, und die Abtriebsseite 13 der Gelenkwelle 10 mit dem Zentrierelement 21 versehen ist, erübrigt sich ein vorheriges vertikales Ausrichten der Gelenkwelle 10 zur Arbeitswelle 2. Vielmehr kann die axiale bzw. horizontale Bewegung des Horizontalschlittens 20 für einen normalen Ankuppelvorgang ausgeführt werden. Hierbei trifft dann die Gleitfläche 22 des Zentrierelements 21 stirnseitig auf den Kupplungszapfen 7 auf. Aufgrund der elastischen Federeigenschaften des pneumatischen Horizontalantriebs 20 bewegt sich die Abtriebsseite 13 der Gelenkwelle 10 nicht weiter horizontal, sondern wird lediglich in Axialrichtung elastisch vorgespannt.
- Ein Aktivieren des Vertikalantriebs 19, mit dem der Vertikalschlitten 16 abwärtsbewegt wird, sorgt dann für eine Abwärtsbewegung des Kupplungselements 14, bis der Kupplungszapfen 7 und die Kupplungshülse 15 so weit miteinander fluchten, dass sie aufgrund der elastischen Vorspannung einrücken und ineinander gesteckt den Kraftfluss vom Getriebeblock 8 in die obere Arbeitswelle 2 sicherstellen.
- Die Gleitfläche 22 des Zentrierelements 21 ist hierbei so groß bemessen, dass, unabhängig von den aktuellen möglichen Positionen der Arbeitswelle 2 und des Kupplungselements 14, immer das Zentrierelement 21 auf den Kupplungszapfen 7 trifft, soweit nicht die Kupplungshülse 15 und der Kupplungszapfen 7 von vornherein in Flucht angeordnet sind. Dies ermöglicht ein vollautomatisches Ankuppeln, ohne auf die vertikalen Positionen der Gelenkwellen 10, 11 und der Arbeitswellen 2, 3 achten zu müssen.
- Abschließend sei angemerkt, dass, je nach Ausbildung des Gerüsts 1, auch die untere Arbeitswelle 3 vertikal verstellt werden kann und somit die untere Gelenkwelle 11 zum Einkuppeln an ihrer Abtriebsseite 13 ebenfalls vertikal bewegt wird. Hierzu ist die Abtriebsseite 13 der unteren Gelenkwelle 11 ebenfalls mit einem Zentrierelement 21 mit Gleitfläche 22 versehen, die dem maximalen vertikalen Bewegungsweg der unteren Arbeitswelle 3 angepasst ist.
Claims (12)
- Kuppelvorrichtung für eine Profiliermaschine, die eine Mehrzahl von auf Arbeitswellen (2, 3) angeordneten Rollumformwerkzeugen zum sukzessiven Längsumformen eines Metallbands oder Ausgangsprofils in ein Profil oder Rohr aufweist, zum An- und Abkuppeln eines Antriebssytems (9) an und von zumindest einem Teil der Arbeitswellen (2, 3), wobei die Kuppelvorrichtung mindestens eine längenveränderliche Gelenkwelle (10, 11), die auf einer Antriebsseite (12) mit dem Antriebssystem (9) torsionssteif verbunden und auf einer Abtriebsseite (13) mit einem Kupplungselement (14) versehen ist, zum Übertragen eines Drehmoments vom Antriebssystem (9) an eine Arbeitswelle (2, 3) enthält,
dadurch gekennzeichnet,
dass das Kupplungselement (14) an der Abtriebsseite (13) der Gelenkwelle (10, 11) mittels einer im wesentlichen axialen Bewegung mit einem Kupplungsgegenstück (6) an der Arbeitswelle (2, 3) in Eingriff gebracht oder aus diesem Eingriff herausgenommen werden kann, und dass die Kuppelvorrichtung außerdem eine dem Antriebssystem (9) zugeordnete Halterung (18) aufweist, die mit einer Bewegungsvorrichtung zum axialen Bewegen des Kupplungselements (14) versehen ist, wobei das Kupplungselement (14) mit der Bewegungsvorrichtung verbunden ist. - Kuppelvorrichtung nach Anspruch 1,
wobei die Bewegungsvorrichtung zum axialen Bewegen des Kupplungselements (14) auch für ein Bewegen des Kupplungselements (14) in mindestens einer zur axialen Richtung orthogonalen Richtung vorgesehen ist. - Kuppelvorrichtung nach Anspruch 2,
wobei das Kupplungsgegenstück (6) an der Arbeitswelle (2, 3) als Kupplungszapfen (7) ausgebildet ist und das Kupplungselement (14) an der Abtriebsseite (13) der Gelenkwelle (10, 11) eine Kupplungshülse (15) ist, die bezüglich einer Rotationsbewegung formschlüssig auf den Kupplungszapfen (7) steckbar ist. - Kuppelvorrichtung nach Anspruch 3,
wobei die Abtriebsseite (13) der Gelenkwelle (10, 11) mit einem Zentrierelement (21) versehen ist, das eine Gleitfläche (22) aufweist, welche zumindest den potentiellen Bewegungsweg des Kupplungselements (14) in der zur axialen Richtung orthogonalen Richtung überdeckt und insbesondere die Form eines Schildes aufweist. - Kuppelvorrichtung nach Anspruch 3,
wobei das Kupplungselement (14) an der Abtriebsseite (13) der Gelenkwelle (10, 11) als Kupplungszapfen ausgebildet ist und das Kupplungsgegenstück (6) an der Arbeitswelle (2, 3) eine Kupplungshülse ist, die bezüglich einer Rotationsbewegung formschlüssig auf den Kupplungszapfen steckbar ist. - Kuppelvorrichtung nach Anspruch 5,
wobei die Kupplungshülse an der Arbeitswelle (2, 3) mit einem Zentrierelement versehen ist, das eine Gleitfläche aufweist, welche zumindest den potentiellen Bewegungsweg des Kupplungselements (14) in der zur axialen Richtung orthogonalen Richtung überdeckt und insbesondere die Form eines Schildes aufweist. - Kuppelvorrichtung nach mindestens einem der Ansprüche 1 bis 6, wobei die Bewegungsvorrichtung zumindest einen Horizontalschlitten (17) und einen Vertikalschlitten (16) aufweist.
- Kuppelvorrichtung nach mindestens einem der Ansprüche 1 bis 7, wobei die Bewegungsvorrichtung mit pneumatischen Antrieben (19, 20), insbesondere pneumatischen Kolben-Zylinder-Einheiten versehen ist.
- Kuppelvorrichtung nach mindestens einem der Ansprüche 1 bis 8,
wobei die Gelenkwellen (10, 11) und die Halterung (18) lösbar am Antriebssystem (9) befestigt sind. - Kuppelvorrichtung nach mindestens einem der Ansprüche 1 bis 9,
wobei die Bewegungsvorrichtung für das Kupplungselement (14) bedarfsweise handbetätigbar ist. - Profiliermaschine mit einer Mehrzahl von auf Arbeitswellen (2, 3) angeordneten Rollumformwerkzeugen zum sukzessiven Längsumformen eines Metallbands oder Ausgangsprofils in ein Profil oder Rohr, wobei zumindest ein Teil der Rollumformwerkzeuge zu mehreren, in Arbeitsrichtung hintereinander angeordneten Werkzeuggruppen zusammengefasst ist, die jeweils in einem Gerüst (1) gehalten sind und mit diesem jeweils eine Umformstation bilden, und wobei zumindest ein Teil der in einer Umformstation angeordneten Rollumformwerkzeuge auf im Gerüst (1) gelagerten Arbeitswellen (2, 3) sitzt, die mit seitlich aus dem Gerüst (1) herausführenden Kupplungsgegenstücken (6) versehen sind, und mit einem Antriebssystem zum Aufbringen eines Drehmoments auf die Arbeitswellen (2, 3),
gekennzeichnet durch
eine Kuppelvorrichtung nach mindestens einem der Ansprüche 1 bis 10. - Verfahren zum Ankuppeln eines Antriebssystems mittels einer Kuppelvorrichtung nach einem der Ansprüche 4 oder 6, wobei das Kupplungselement (14) an der Abtriebsseite (13) der Gelenkwelle (10, 11) an einen Endanschlag der orthogonal zur axialen Richtung gerichteten Bewegungsachse gebracht und dann axial an das Kupplungsgegenstück (6) herangefahren wird, bis die Gleitfläche (22) des Zentrierelements (21) an das Kupplungselement (14) oder das Kupplungsgegenstück (6) anschlägt, wonach das Kupplungselement (14) solange orthogonal zur axialen Richtung bewegt wird, bis das Kupplungselement (14) und das Kupplungsgegenstück (6) fluchten.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16195127.2A EP3311932B1 (de) | 2016-10-21 | 2016-10-21 | Profiliermaschine und kuppelvorrichtung für eine solche sowie ankuppelverfahren |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16195127.2A EP3311932B1 (de) | 2016-10-21 | 2016-10-21 | Profiliermaschine und kuppelvorrichtung für eine solche sowie ankuppelverfahren |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3311932A1 true EP3311932A1 (de) | 2018-04-25 |
| EP3311932C0 EP3311932C0 (de) | 2024-07-17 |
| EP3311932B1 EP3311932B1 (de) | 2024-07-17 |
Family
ID=57206044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16195127.2A Active EP3311932B1 (de) | 2016-10-21 | 2016-10-21 | Profiliermaschine und kuppelvorrichtung für eine solche sowie ankuppelverfahren |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3311932B1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110732574A (zh) * | 2019-10-23 | 2020-01-31 | 安徽跨宇钢结构网架工程有限公司 | 一种钢片弯曲机 |
| DE102022120537B3 (de) | 2022-08-15 | 2023-11-30 | PROFILMETALL-Engineering GmbH | Kuppelvorrichtung und Rollformanlage |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0365976B1 (de) | 1988-10-25 | 1993-07-21 | Gerhard Dipl.-Ing. Krückels | Profiliermaschine |
| WO1995009060A1 (fr) * | 1993-09-27 | 1995-04-06 | Nakata Manufacturing Co., Ltd | Dispositif d'accouplement d'arbre pour laminoir a profiler les feuillards a froid |
| EP2251110A1 (de) * | 2009-05-13 | 2010-11-17 | DREISTERN GmbH & Co.KG | Profiliermaschine |
| EP2452760B1 (de) | 2010-11-16 | 2013-02-20 | DREISTERN GmbH & Co.KG | Profiliermaschine sowei Kupplungsständer für eine solche Maschine |
| WO2015085340A2 (de) * | 2013-12-10 | 2015-06-18 | Asmag-Holding Gmbh | Antriebssystem sowie damit ausgerüstete profilieranlage |
-
2016
- 2016-10-21 EP EP16195127.2A patent/EP3311932B1/de active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0365976B1 (de) | 1988-10-25 | 1993-07-21 | Gerhard Dipl.-Ing. Krückels | Profiliermaschine |
| WO1995009060A1 (fr) * | 1993-09-27 | 1995-04-06 | Nakata Manufacturing Co., Ltd | Dispositif d'accouplement d'arbre pour laminoir a profiler les feuillards a froid |
| EP2251110A1 (de) * | 2009-05-13 | 2010-11-17 | DREISTERN GmbH & Co.KG | Profiliermaschine |
| EP2452760B1 (de) | 2010-11-16 | 2013-02-20 | DREISTERN GmbH & Co.KG | Profiliermaschine sowei Kupplungsständer für eine solche Maschine |
| WO2015085340A2 (de) * | 2013-12-10 | 2015-06-18 | Asmag-Holding Gmbh | Antriebssystem sowie damit ausgerüstete profilieranlage |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110732574A (zh) * | 2019-10-23 | 2020-01-31 | 安徽跨宇钢结构网架工程有限公司 | 一种钢片弯曲机 |
| DE102022120537B3 (de) | 2022-08-15 | 2023-11-30 | PROFILMETALL-Engineering GmbH | Kuppelvorrichtung und Rollformanlage |
| EP4324573A1 (de) | 2022-08-15 | 2024-02-21 | PROFILMETALL Engineering GmbH | Kuppelvorrichtung und rollformanlage |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3311932C0 (de) | 2024-07-17 |
| EP3311932B1 (de) | 2024-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3268144B1 (de) | Richtmaschine und verfahren zum wechseln von richtrollenelementen | |
| AT504640B1 (de) | Biegemaschine | |
| EP3409391B1 (de) | Werkzeugeinheit für eine strangpressmaschine zum kontinuierlichen herstellen eines profils aus einem umformbaren strangpressgut | |
| EP2701860B1 (de) | Werkzeughalterung für abkantpresse | |
| AT515177B1 (de) | Antriebssystem sowie damit ausgerüstete Profilieranlage | |
| EP0685276B1 (de) | Umsetzvorrichtung in einer Umformmaschine, insbesondere einer Transferpresse | |
| EP3311932B1 (de) | Profiliermaschine und kuppelvorrichtung für eine solche sowie ankuppelverfahren | |
| EP0323607B1 (de) | Langschmiedemaschine zum Schmieden von runden oder scharfkantigen Stangen | |
| EP0365976B1 (de) | Profiliermaschine | |
| EP2452760B1 (de) | Profiliermaschine sowei Kupplungsständer für eine solche Maschine | |
| DE967373C (de) | Vertikalwalzengeruest | |
| AT411021B (de) | Walzstrasse zum walzen von metallischen rohren, stäben oder drähten | |
| EP1914020B1 (de) | Profiliergerüst für eine Rollumformanlage | |
| DE3312396C2 (de) | Vorrichtung zum Zentrieren eines Bewehrungskorbs | |
| EP0568854A2 (de) | Verfahren und Schnellkupplung zum mechanischen Verbinden eines Schleppers mit einer landwirtschaftlichen Arbeitsmaschine | |
| EP2251110A1 (de) | Profiliermaschine | |
| EP2251112B1 (de) | Profiliermachine und Verfahren zum Längs-Umformen eines Metallbandes oder Ausgangsprofil in ein Profil oder Rohr | |
| DE102022120537B3 (de) | Kuppelvorrichtung und Rollformanlage | |
| DE60022731T2 (de) | Blechbiegevorrichtung | |
| DE102005012297B4 (de) | Schmiedemaschine | |
| WO2023116967A1 (de) | Drei-achs-transfersystem einer transferpresse | |
| EP0940198B1 (de) | Biegeanordnung | |
| EP2251111A1 (de) | Profiliermaschine und Verfahren zum Längs-Umformen eines Metallbandes oder Ausgangsprofils in ein Profil oder Rohr | |
| DE102014014043B4 (de) | Mehrachsige Schmiedepresse, Adapter für eine mehrachsige Schmiedepresse sowie Schmiedeverfahren zum Schmieden eines Werkstücks in einer mehrachsigen Schmiedepresse | |
| DE102004013825A1 (de) | Gelenkarmtransportvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180503 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210507 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240410 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016016629 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20240723 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20240902 |