EP3054026A1 - Verfahren zur kombinierten Oberflächenbehandlung von Werkzeugstahl - Google Patents
Verfahren zur kombinierten Oberflächenbehandlung von Werkzeugstahl Download PDFInfo
- Publication number
- EP3054026A1 EP3054026A1 EP15153854.3A EP15153854A EP3054026A1 EP 3054026 A1 EP3054026 A1 EP 3054026A1 EP 15153854 A EP15153854 A EP 15153854A EP 3054026 A1 EP3054026 A1 EP 3054026A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- surface treatment
- forming
- combined surface
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/09—Surface hardening by direct application of electrical or wave energy; by particle radiation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/36—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases using ionised gases, e.g. ionitriding
- C23C8/38—Treatment of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
Definitions
- the invention relates to a method of combined surface treatment of tool steels, particularly those used in the manufacture of forming tools.
- Tool steels have assumed an irreplaceable role in the engineering industry. Diverse surface treatment methods can be used with the aim to influence both the performance and the life properties of various tools. This particularly applies to forming tools where it is possible to considerably enhance the above properties by means of a suitable surface treatment. In the past, the surface properties of the forming tools used to be enhanced by the application of carbidic surface layers or by the application of deposited coatings based on TiN and/or TiCN.
- CVD Chemical Vapour Deposition
- the chemical vapour deposition is carried out under high temperatures (1,000 - 1,200°C).
- the advantages achieved by this method include the formation of deposited coatings having high density and thermal stability and featuring an excellent adhesion between the base material and the coating itself, the capability of depositing coatings onto workpieces having complex shapes and the low acquisition and operating costs.
- the drawbacks of this method include the adverse influence on the structure of base materials (resulting in the degradation of mechanical properties of the same) due to the high process temperature levels, the existence of residual stresses inside the coating layer (due to different thermal expansivity coefficients), high energy and time demands, adverse environmental effects caused by the process gases used and undesirable rounding of sharp edges.
- PVD Physical Vapour Deposition
- the deposited coating layers are formed under reduced pressure (0.1-1.0 Pa).
- This method is preferably used for depositing coating layers onto sharp edges (having a fillet radius smaller than 20 ⁇ m).
- the typical properties of such coating layers include high durability and low friction coefficients.
- combinations of different coating materials within a single layer can be used and precise thickness settings can be selected.
- the drawbacks of this methods include a relatively complex vacuum system and the so called shadow effect.
- a coating having an uneven thickness distribution can form on the surfaces that do not lie in the direction of the particles.
- Another up-to-date heat treatment method used for enhancing the surface properties of materials is laser quenching .
- a laser beam impinges on a surface layer consisting of the material to be quenched. This causes the surface layer to be rapidly heated up in order to reach a certain temperature, typically closely below the respective melting point (900 - 1,400°C). As such temperature is reached, the material structure undergoes austenitic transition.
- the incident point of the laser beam is being continuously shifted in the feeding direction, thus causing the heated spots to be rapidly cooled down through the heat transfer into the surrounding material. This enables a very fine carbidic structure to form which include short martensite needles and having small grain size.
- the main advantage of the laser quenching method consists in that it enables only those locations to be hardened where an increased durability is required without affecting the original material properties in the remaining portions or sections of the respective workpiece. Besides that, an environmentally friendly process is concerned.
- the plasma nitriding technology is considered to be one of the most progressive surface treatment technologies used in the engineering industry.
- a nitriding atmosphere consists of a mixture of nitrogen and hydrogen and the nitriding process is typically carried out in the temperature range from 500 to 550°C.
- the quality of the nitrided surface layer depends not only on the process temperature but also on the chemical composition of the steel being treated, on the quality of the surface finish of the respective tool and on the physical parameters of the nitriding process, such as the voltage, duration, pulse length and pressure of the gas mixture.
- This chemical heat treatment is used for increasing the surface hardness, corrosion resistance and fatigue strength.
- a substantial disadvantage consists in the depth limitation of the nitrided surface layers, which corresponds to 0.3 mm of the base material, and in the related wear rate of such rough nitrided surface layer.
- the nitrided surface layer remains sufficiently stabile under the temperatures up to about 600 °C. After exceeding this temperature limit, the properties of such surface layer, particularly the abrasion resistance thereof, gradually degrade.
- the plasma nitriding method is mentioned, for example, in the documents JP2013-234370 or KR100661130 B1 .
- the document US 5536549 B1 discloses the application of this method for treating a special surface of a magnetic recording medium wherein the base metal of the respective disc-type carrier is an austenitic steel.
- the object of the invention is to present a method which would enable an extended service life of the functional surfaces of the forming tools made of tool steels to be achieved.
- Such method should be easily applicable and, besides that, it should enable the desired structure and properties of the steel layer under the treated surface to be preserved in order to ensure the repeatability of the method after removing a worn out surface layer.
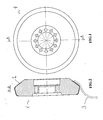
- Fig. 1 is a front view showing a spin forming tool used for shoulder and neck forming in the manufacture of blanks for steel cylinders
- Fig. 2 is a sectional view showing the spin forming tool from Fig. 1
- Fig. 3 is a diagram representing the difference between the service lives of multiple spin forming tools before and after undergoing a combined surface treatment based on the method according to the invention, respectively.
- the tool 1 shown in Figs. 1 and 2 namely the spin forming tool, is first machined from a forged piece in order to obtain its final shape and subsequently heat treated in order to obtain the desired hardness within its whole volume. Since the whole-volume heat treatment based on the hardness range according to the respective shop drawing would not be, as such, sufficient for the subsequent use in a hot forming process, such as spin forming one, with respect to the desired abrasion resistance, it is necessary to additionally enhance the surface resistance properties of the blank.
- such objective can be achieved by means of the method of combined surface treatment according to the present invention, namely in that first the functional surface 2 is heat treated using the laser quenching technology. Shape of the treated blank 3 is Ilustrated for information. During this treatment process, the structure of the surface layer as well as that of a thin subsurface layer is transformed into a very fine martensitic structure exhibiting very high hardness values up to 55 HRC. In this way, an overall thickness of the through-hardened layer of up to 1.3 mm can be obtained.
- the laser quenching process is implemented by means of high-power filament focused laser devices.
- the above described surface heat treatment step is followed by the chemical heat treatment one consisting in the application of the plasma nitriding technology.
- very fine and hard nitrides form in the surface layer of the steel blank due to the fact that the layer is saturated with nitrogen. This causes an additional thin surface layer to form.
- the latter layer has at most 0.35 mm in thickness, the hardness of the same reaching up to 62 HRC.
- This process is carried out in the temperature range of 520 - 540°C for 24 hours.
- the respective process atmosphere contains a gas mixture consisting of H 2 and N 2 in the ratio of 80:20.
- the surface area which is highlighted in bold and provided with the reference numeral 2, is exactly that area, which undergoes the treatment and through which the tool is brought into contact with the forged piece, i.e. with the blank of the steel cylinder to be closed in its top portion by means of the process of shoulder and neck forming.
- the forged piece is driven in rotation, thus imparting rotational movement to the forming tool that constitutes a driven, freely rotating unit.
- spin forming tool a forming tool which is referred to as "spin forming tool".
- spin forming tool is a method used for shoulder and neck forming in the manufacture of backwardly extruded high-pressure steel cylinders (by way of illustration, the method, which is used for all the types of steel cylinders, may be compared with the shoulder and neck forming process used in the manufacture of necked tubes, the latter having one end provided with a necked spherical cap).
- the forming tool is made of the hot work tool steel QRO 90 Supreme, the most similar equivalent of the latter being the steel X32CrMoV33.
- the typical base material used for manufacturing the tool blank is the above mentioned steel QRO 90 Supreme.
- the spin forming tool is preheated to reach a temperature ranging between 180 and 220°C. Such elevated temperature ensures a better adhesion during the initial phase of the forming cycle. Afterwards, the working cycle in itself commences.
- This main cycle consists of heating up the blank to be formed to reach a temperature ranging between 1,000 and 1,200°C, bringing the hot blank, which is continuously rotating around its centre line, into contact with the spin forming tool and in subsequent pressing the spin forming tool against the blank, thus causing the material of the latter to "flow" in the direction defined by the swinging movement of the spin forming tool.
- the material being formed is continuously reheated by means of burners in order to be held at the above mentioned forming temperature.
- the surface of the spin forming tool is cleaned by means of a high-pressure jet.
- the plasma nitriding method has been applied as a surface treatment technology with the aim to improve the characteristics influencing tool life.
- This technology by itself, however, was not able to ensure any improvement of the total tool life. Instead, it only enabled a temporary improvement to be achieved.
- the thickness of the nitrided layer containing highly abrasion resistant nitrides was used up after having shaped 1,800 - 2,000 workpieces, on an average, and afterwards solely the base material of the tool was used for shaping the workpieces which led to the occurrence of local deformations and increased abrasive wear of the base material of the spin forming tool as well as to the development of a "sticking" effect between the latter material and that of the workpiece.
- the laser quenching step which has been incorporated into the technological process so as to precede the plasma nitriding one, a very fine martensitic structure can be obtained.
- the latter structure enables an additional abrasion resistant sublayer to form that remains available even after a complete depletion of the nitride layer due to abrasive wear.
- the martensitic transformation taking place during the laser quenching process ensures a significant grain refinement within the hardened layer which is achievable owing to the typical rapid chilling effect in the course of the process.
- This grain refinement is also a significant prerequisite for creating more favourable conditions for the subsequent nitriding step because it enables a stronger diffusion of nitrogen into the material to be achieved due to the smaller size and increased number of the grains.
- the remaining surface layer can be removed and the whole technological cycle can be repeated.
- the method according to the invention can be used for a wide spectrum of forming tools, in particular for forging dies, pull broaches an forging jaws.
- the technology is extensively applicable to a wide range of tool steel grades, for which it has been developed, such for the grades 38CrMoV5-1, X40CrMoV5-1, or 56CrNiMoV7, and many other ones.
- the applicant's enterprise uses an extended range of hot work tool steels having similar chemical compositions and being suitable for diverse steel forming processes.
- FIG. 3 illustrates the results of the respective field tests wherein an evident improvement of the tool life values has been achieved. Furthermore, other spin forming tools, which have been treated using the method according to the invention, are undergoing similar tests.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Articles (AREA)
- Gripping On Spindles (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15153854.3A EP3054026A1 (de) | 2015-02-04 | 2015-02-04 | Verfahren zur kombinierten Oberflächenbehandlung von Werkzeugstahl |
| FR1650868A FR3032137B3 (fr) | 2015-02-04 | 2016-02-03 | Outil en acier a outil a durabilite amelioree |
| CZ2016-32069U CZ29590U1 (cs) | 2015-02-04 | 2016-02-03 | Nástroj z nástrojové oceli se zvýšenou životností |
| PL124827U PL124827U1 (pl) | 2015-02-04 | 2016-02-04 | Narzędzie ze stali narzędziowej o podwyższonej trwałości |
| ITUB2016U013701U ITUB201613701U1 (it) | 2015-02-04 | 2016-02-04 | Utensile di acciaio per utensili con aumentata durabilità |
| DE202016000752.2U DE202016000752U1 (de) | 2015-02-04 | 2016-02-04 | Werkzeug aus Werkzeugstahl mit verbesserter Haltbarkeit |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15153854.3A EP3054026A1 (de) | 2015-02-04 | 2015-02-04 | Verfahren zur kombinierten Oberflächenbehandlung von Werkzeugstahl |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3054026A1 true EP3054026A1 (de) | 2016-08-10 |
Family
ID=52449997
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15153854.3A Ceased EP3054026A1 (de) | 2015-02-04 | 2015-02-04 | Verfahren zur kombinierten Oberflächenbehandlung von Werkzeugstahl |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3054026A1 (de) |
| CZ (1) | CZ29590U1 (de) |
| DE (1) | DE202016000752U1 (de) |
| FR (1) | FR3032137B3 (de) |
| IT (1) | ITUB201613701U1 (de) |
| PL (1) | PL124827U1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11491541B2 (en) | 2019-05-31 | 2022-11-08 | Apollo Machine & Welding Ltd. | Hybrid process for enhanced surface hardening |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112210746A (zh) * | 2019-07-10 | 2021-01-12 | 上海交通大学 | 压铸模具、其表面处理方法、及应用 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB202838A (en) | 1922-08-18 | 1923-08-30 | Robert Walter Hutton | Improvements in and relating to collapsible cardboard or the like boxes or containers |
| EP0130749B1 (de) | 1983-06-29 | 1989-01-18 | AlliedSignal Inc. | Verfahren und Vorrichtung zum Laserhärten von Werkstücken |
| US5536549A (en) | 1993-08-02 | 1996-07-16 | Tulip Memory Systems, Inc. | Austenitic stainless steel substrate for magnetic-recording media |
| WO1996028574A1 (de) | 1995-03-13 | 1996-09-19 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und vorrichtung zur erhöhung des absorptionsgrades beim oberflächen-festphasenhärten von werkstücken mittels laserstrahlung |
| DE29622682U1 (de) * | 1996-06-14 | 1997-04-03 | Ferromatik Milacron Maschinenbau GmbH, 79364 Malterdingen | Schnecke zum Plastifizieren und/oder Extrudieren von Kunststoffmaterial in Spritzgießmaschinen und Extrudern |
| KR100661130B1 (ko) | 2006-01-20 | 2006-12-22 | 한국생산기술연구원 | 포스트 플라즈마를 이용한 스테인리스 스틸 질화방법 |
| JP2013234370A (ja) | 2012-05-10 | 2013-11-21 | Yamanashi Prefecture | 鉄鋼のプラズマ窒化方法およびプラズマ窒化処理された鉄鋼 |
-
2015
- 2015-02-04 EP EP15153854.3A patent/EP3054026A1/de not_active Ceased
-
2016
- 2016-02-03 FR FR1650868A patent/FR3032137B3/fr active Active
- 2016-02-03 CZ CZ2016-32069U patent/CZ29590U1/cs active Protection Beyond IP Right Term
- 2016-02-04 IT ITUB2016U013701U patent/ITUB201613701U1/it unknown
- 2016-02-04 PL PL124827U patent/PL124827U1/pl unknown
- 2016-02-04 DE DE202016000752.2U patent/DE202016000752U1/de active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB202838A (en) | 1922-08-18 | 1923-08-30 | Robert Walter Hutton | Improvements in and relating to collapsible cardboard or the like boxes or containers |
| EP0130749B1 (de) | 1983-06-29 | 1989-01-18 | AlliedSignal Inc. | Verfahren und Vorrichtung zum Laserhärten von Werkstücken |
| US5536549A (en) | 1993-08-02 | 1996-07-16 | Tulip Memory Systems, Inc. | Austenitic stainless steel substrate for magnetic-recording media |
| WO1996028574A1 (de) | 1995-03-13 | 1996-09-19 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und vorrichtung zur erhöhung des absorptionsgrades beim oberflächen-festphasenhärten von werkstücken mittels laserstrahlung |
| DE29622682U1 (de) * | 1996-06-14 | 1997-04-03 | Ferromatik Milacron Maschinenbau GmbH, 79364 Malterdingen | Schnecke zum Plastifizieren und/oder Extrudieren von Kunststoffmaterial in Spritzgießmaschinen und Extrudern |
| KR100661130B1 (ko) | 2006-01-20 | 2006-12-22 | 한국생산기술연구원 | 포스트 플라즈마를 이용한 스테인리스 스틸 질화방법 |
| JP2013234370A (ja) | 2012-05-10 | 2013-11-21 | Yamanashi Prefecture | 鉄鋼のプラズマ窒化方法およびプラズマ窒化処理された鉄鋼 |
Non-Patent Citations (2)
| Title |
|---|
| BONSS S: "Harte Linie - Laserstrahlhärten -Integration in die Fertigung ermöglicht schlanke Prozesse", MO METALLOBERFLÄCHE, vol. 61, no. 9, September 2007 (2007-09-01), IGT INFORMATIONSGESELLSCHAFT TECHNIK, MÜNCHEN [DE], pages 34 - 36, XP001506213, ISSN: 0026-0797 * |
| CHENG Y ET AL: "Research of the wear resistance of 35CrMoA steel in laser quenching /nitrided layer", PROCEEDINGS OF 2011 INTERNATIONAL CONFERENCE ON ELECTRONIC & MECHANICAL ENGINEERING AND INFORMATION TECHNOLOGY (EMEIT), 12-14 AUGUST 2011, HARBIN, HEILONGJIANG [CN], vol. 7, 12 August 2011 (2011-08-12), pages 3457 - 3460, XP055200204, ISBN: 978-1-61-284087-1, DOI: 10.1109/EMEIT.2011.6023067 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11491541B2 (en) | 2019-05-31 | 2022-11-08 | Apollo Machine & Welding Ltd. | Hybrid process for enhanced surface hardening |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3032137B3 (fr) | 2017-03-24 |
| PL124827U1 (pl) | 2016-11-07 |
| ITUB201613701U1 (it) | 2017-08-04 |
| CZ29590U1 (cs) | 2016-06-28 |
| FR3032137A3 (de) | 2016-08-05 |
| DE202016000752U1 (de) | 2016-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Paschke et al. | Optimized plasma nitriding processes for efficient wear reduction of forging dies | |
| JP2005271201A (ja) | 工作物表面を改善するための装置及び方法 | |
| CN103882324B (zh) | 一种防腐耐磨涂层及其涂覆方法 | |
| JP6084996B2 (ja) | 低温セラミックスコーティングの密着力強化方法 | |
| Hawryluk et al. | Analysis of the wear of forging tools surface layer after hybrid surface treatment | |
| CN105063491B (zh) | 一种径向精锻机用高硬度锤头的制备方法 | |
| TOBOŁA et al. | Structure and properties of burnished and nitrided AISI D2 tool steel | |
| Harada et al. | Effects of microshot peening on surface characteristics of high-speed tool steel | |
| Hawryluk et al. | Application of selected surface engineering methods to improve the durability of tools used in precision forging | |
| EP3054026A1 (de) | Verfahren zur kombinierten Oberflächenbehandlung von Werkzeugstahl | |
| JP6590213B2 (ja) | 冷間加工用金型の製造方法 | |
| Varpe et al. | Optimization of Burnishing process by Taguchi method for surface enhancement of EN31 steel | |
| Fang et al. | Surface integrity assessment of laser treated and subsequently coated cemented carbides | |
| JP4392719B2 (ja) | 母材表面の下地処理方法及びこの方法により下地処理された表面を持つ母材及び製品 | |
| WO2016027207A1 (en) | A method of hardening die surfaces | |
| Paschke et al. | Adapted diffusion processes for effective forging dies | |
| KR101719452B1 (ko) | 열간단조금형의 표면처리방법 및 그 열간단조금형 | |
| JP5291440B2 (ja) | 鋼製2ピース組合せオイルリング本体の製造方法及びそれを用いた鋼製2ピース組合せオイルリング | |
| Behrens et al. | Influence of shot peened surfaces on friction in hot forging | |
| Gronostajski et al. | Influence of the application of a PN+ CrN hybrid layer on improvement of the lifetime of hot forging tools | |
| JP2011147946A (ja) | 温熱間鍛造用金型及びその製造方法 | |
| US10099268B2 (en) | Method for manufacturing an extrusion die | |
| RU2716329C1 (ru) | Способ упрочнения твердосплавного инструмента | |
| Gronostajski et al. | Trwałość narzędzi w procesach kucia | |
| Paschke et al. | Load-Adapted Surface Modifications to Increase Lifetime of Forging Dies |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20170207 |
|
| 17Q | First examination report despatched |
Effective date: 20181009 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20190525 |