EP3022143B1 - Procédé et ensemble pour fixer l'extrémité d'un rouleau de bande - Google Patents
Procédé et ensemble pour fixer l'extrémité d'un rouleau de bande Download PDFInfo
- Publication number
- EP3022143B1 EP3022143B1 EP14823505.4A EP14823505A EP3022143B1 EP 3022143 B1 EP3022143 B1 EP 3022143B1 EP 14823505 A EP14823505 A EP 14823505A EP 3022143 B1 EP3022143 B1 EP 3022143B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tapes
- conveyor
- rolls
- tape
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 21
- 239000000463 material Substances 0.000 claims description 21
- 238000000576 coating method Methods 0.000 claims description 8
- 239000011248 coating agent Substances 0.000 claims description 7
- 239000000853 adhesive Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 5
- 230000000717 retained effect Effects 0.000 claims description 4
- 230000002776 aggregation Effects 0.000 claims description 2
- 238000004220 aggregation Methods 0.000 claims description 2
- 239000000123 paper Substances 0.000 description 29
- 238000004519 manufacturing process Methods 0.000 description 13
- 238000004804 winding Methods 0.000 description 11
- 239000002390 adhesive tape Substances 0.000 description 6
- 241001417494 Sciaenidae Species 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/29—Securing the trailing end of the wound web to the web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/412—Roll
- B65H2301/4128—Multiple rolls
- B65H2301/41282—Multiple rolls coaxially arranged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4144—Finishing winding process
- B65H2301/41441—Finishing winding process and blocking outer layers against falling apart
- B65H2301/41442—Specified by the sealing medium sealing used
- B65H2301/414422—Adhesive tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4144—Finishing winding process
- B65H2301/41441—Finishing winding process and blocking outer layers against falling apart
- B65H2301/41443—Specified by the place to where the sealing medium is applied
- B65H2301/414433—Specified by the place to where the sealing medium is applied onto the roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4144—Finishing winding process
- B65H2301/41441—Finishing winding process and blocking outer layers against falling apart
- B65H2301/41444—Specified by process phase during which sealing /securing is performed
- B65H2301/414443—Sealing or securing within the winding station
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/269—Particular arrangement of belt, or belts other arrangements
- B65H2404/2693—Arrangement of belts on movable frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/31—Suction box; Suction chambers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/32—Suction belts
- B65H2406/323—Overhead suction belt, i.e. holding material against gravity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/23—Winding machines
- B65H2408/232—Winding beds consisting of two rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/84—Paper-making machines
Definitions
- the present invention relates to a method for securing on each of a plurality of web rolls in a set of web rolls which lie close to or are adjacent to one another and have a common center axis, the trailing end of the web through applying on each of the rolls at least one securing tape which has an adhering coating on a first side, so that the end securing tape is fixed by said first side against the roll and extends over the edge (52) of the trailing end of the web.
- the invention also relates to an assembly of cooperating devices for the carrying out of the method.
- the paper is normally made in the form of a web material which has a large width and is wound up in a reeling unit provided after the paper machine or is slit up into a number of smaller rolls in a slitting and winding machine provided after the paper machine.
- a great number of so called tape dispensers normally at least two dispensers per web roll - in order safely to secure the ends of all those rolls which lie axially side by side in the reeling end or in the slitting and winding machine.
- the tape dispensers have to be mounted on a common carrier at a distance from one another.
- JP2001206623 discloses a tape applicator for securing web ends on multiple rolls.
- Another drawback with the use of conventional tape dispensers is that the length of the tapes in the axial direction of the rolls cannot be adjusted. It will always have a length corresponding to the width of the tape strip. If a particularly strong fixation is desired, therefor, a plurality of tapes have to be provided side by side, which makes the taping operation even more complex and requires manual operations in connection with the readjustment of the dispensers. It is an object of the present invention to address the above complex of problems. This and other objects can be achieved therein that the invention is characterized by what is stated the appending claims.
- the invention it will be possible to allocate the tapes with great accuracy completely digitally at desired places on the web rolls. In principle an infinitely variable allocation can be achieved. According to the invention it is also possible to choose a desired size of the tapes digitally in the axial direction of the web rolls. An adjustable pattern of the tapes which shall be distributed on the web rolls can be achieved without any physical readjustment of tape dispensers. According to one aspect of the invention, only a single tape dispenser is employed, but on the other hand, according to a preferred embodiment of the invention, the width of the tape strip in that dispenser is substantially wider than the width of the tape strips in those tape dispensers which conventionally are used according to the conventional technique.
- the width may be as large as the length of those tapes is, which are torn off from the conventional tape dispensers which are used in conventional systems for securing the ends of web rolls in the paper manufacturing industry.
- a single roll of tape of the said kind which may be used according to the invention, therefore represents an amount of tapes which corresponds to quite a number of tape rolls of the type used in conventional systems.
- this single but large tape roll is used up, it may, according to an aspect of the invention, be replaced by a new, equal roll of tape, while the web material is being wound up in the reeling end of the paper making machine or in a slitting and winding machine.
- the change of a roll of adhesive tape therefore does not cause any loss of production.
- the invention is developed for the purpose of satisfying demands in the paper manufacturing industry, but its field of use is not restricted to that field. Its principles can be applied within many branches where web materials are manufactured, treated, converted and/or used, whether they consist of paper, paper board, non-woven material, plastic, aluminum foils, composite materials, or any other material which can be reeled to the shape of rolls, the trailing ends of which shall be secured by means of adhering tapes.
- those end securing tapes which shall be applied first are transferred from a tape dispenser to a tape conveyor such that they are caused to lie with their opposite, second side against said conveyor at a distance from one another on the conveyor corresponding to the desired distances between the securing tapes on the web rolls, respectively, that they are temporarily retained on the conveyor as the conveyor then is moved towards the web rolls with the adhering first side facing the web rolls each tape being directed against that place on the rolls where the respective tape shall be applied, that all the tapes are brought into contact with their respective roll and are fixed to it on said respective place, and that the conveyor then is moved from the rolls and from the tapes, which remain fixed to the rolls because said first side of the tapes has a larger adhesive strength to the rolls than the opposite, second side has to the conveyor.
- the tapes which are used in the method and in the assembly have an adhering coating only on that side which shall be attached to the web rolls in order to secure their ends.
- both sides may have adhering coatings.
- the method and the assembly then are adapted to this circumstance.
- the surface of the conveyor against which the tapes temporarily shall be brought in that case may have been afforded features which prevent non-desired adherence, i.e. have release-features. It is, however, understood that this is a complication which can be avoided by using tapes which have an adhering coating on one side only.
- a conceivable variant also is to use tapes which have a certain amount of, but essentially lower, adhering capacity on that side which shall be brought against the conveyor surface than the tapes have on that opposite side which shall be brought into contact with the rolls of web material.
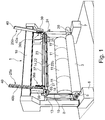
- a machine frame in the reeling end is designated 1.
- two cylinders 2, 3 are mounted in bearings 4, 5 on two bases 6, 7, which form foundation blocks for a pair of gables 8, 9 in the machine frame 1.
- a transversal beam 10 extends between and connect the upper portions of gables 8, 9.
- a number of web rolls 11 which have different width and whose ends 50, Fig. 3 , shall be secured, rest on the cylinders 2, 3.
- the cylinders 2, 3 are provided such that they can be rotated, conveniently by means of a motor 20 for each cylinder.
- the size of the tape in the example will yet be the same as the size of the tapes which conventionally are used in the field, i.e. 50 x 250 mm. However it is possible according to the invention, if that would be desired, to produce also wider tapes, e.g. tapes with the size 100 x 250 mm, simply by cutting off a 100 mm long piece of tape from the roll of adhesive tape 15.
- the dispenser 13 can be moved in the vertical direction by means of motion means, generally designated 19, which may be of a conventional type, between an upper working position, Fig.
- the tape has an adhering coating only on that side which shall face those end portions of web material which shall be secured. If the web material is paper, the tape also consists of paper or other material which can be dissolved in connection with recycling in a paper mill. In other cases, the tape is made of a material suitable in the case.
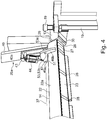
- the box girder 22 has a perforated bottom 26, Fig. 6 , and one of its ends, defined as the front end, 27, Fig. 1 , Fig. 4 , extends to nearly close to the dispenser 13, separated from the dispenser only by a short gap 29, Fig. 4 .
- Fig. 1 - Fig. 4 shows the box girder in its loading position, that is in the position where it receives tapes 28 from the dispenser 13 at the same level as where the dispenser is located and is oriented such that a slot-shaped feeding out opening 30 in the dispenser 13 is on the same level as the bottom surface of the conveyor belt 23, Fig. 3 , Fig. 4 .
- the driving motor 24 for the conveyor belt 23 is provided at the rear end of the box girder and drives the conveyor belt via a not shown driving roll in a chamber 31 in said rear end.
- Said chamber 31 is separated by a partition wall 32 (indicated by dashed lines on the exterior of the box girder) from the main part of the box girder, where said perforated bottom is located.
- the conveyor belt's driving roll in the chamber 31 may be coated with friction rubber, or may other conventional or specially designed means be provided in order to ensure a safe grip against the conveyor belt and hence a non-slip coupling between the driving roll and the conveyor belt.
- the driving motor 24 may be provided in or outside the chamber 31, as well as not shown means for maintaining the conveyor belt stretched. In the drawings, however, the driving motor 24 is placed on the outside.
- the one set of motion members 25a, Fig. 1 now will be described with reference to Fig.5 in a view from below to the left in Fig. 1 .
- the second set of motion members 25a is identically but mirrorwise designed.
- the box girder 22, which constitutes the framework of the conveyor 14, and the conveyor belt are shown cut off in the drawing.
- the motion members include an elongated, wide and plate-shaped slide 40 which extends obliquely upwards-downwards at the same angle of inclination as the intended direction of movement of the conveyor 14 to and fro the web rolls 11.
- One side 40a of the slide 40 is flat and faces the corresponding slide in the second set of motion members 25b.
- slide 40 On the opposite side 40b of slide 40 there are provided two pairs of parallel recesses or grooves 41a' and 41a", and 41b' and 41b", respectively, which match two pairs of corresponding rails 42a' and 42a", and 42b' and 42b", respectively, on a guide 38.
- the two pairs of rails on the guide 38 clutch the two rail- shaped male portions 42" and 42''' which are formed between the grooves 41a' and 41a", and 41b' and 41b", respectively, on the slide.
- the guide 38 is fixedly mounted on, or forms an integrated part of a bracket 38a, which is fixedly mounted on the machine frame 1.
- Driving means in said members 25a consist of an electrical motor 45 mounted on the bracket 38a, and a toothed drive belt 45a, which extends about half the circumference of a toothed drive wheel 45b on the driving axis of the motor 45, the teeth of which match the teeth of the drive belt 45 a.
- the toothed drive belt 45a extends along the whole length of the guide 40. It is recessed in a central groove in the guide and is fastened in the two ends of the guide.
- the bracket 38a and the motor 45 are protected by a cover 39, which has been removed in Fig. 5 in order to visualize the driving members under the cover.
- the ruler/rulers is/are provided simultaneously to be moved down against a portion 28a of the tapes 28 which extends beyond the rear edge of the box girder 22, and for a fraction of a second press that portion 28a against the web rolls, so that the tapes initially stick with their adhesive underside to the web material, whereupon the ruler/rulers are brought back to their resting position as shown in Fig.6 .
- a number of pneumatic actuators 56b are provided for the movements of the ruler/rulers, suspended by and connected via hinges/hangers 58 which extend downwards from an elongated, horizontal carrier 59 which is secured on the rear side 22b of the box girder 22.
- the further devices 57 which shall complete the application and also minimize formation of wrinkles in connection with the application, include a series of rolls 57a. Said rolls are carried by bent arms 57b, which are pivotally connected to the same hangers 58 which carry the said first devices 56, and are pressed by means of springs 57c against the web rolls 11 and successively also against the tapes and the web ends 50.
- the box girder 22 may have a considerable length. In the case when the invention shall be applied in the paper manufacturing industry, the length may exceed ten meters. In order to prevent any unacceptably large deflection, the box girder therefor should have a low dead weight and an adequate bending rigidity, particularly in the vertical direction. It may also be reinforced by an exterior or, as is shown in Fig. 6 , by an interior, perforated framework 60.
- the process for the manufacturing of paper is computerized to a high degree. This is true also as far as those units are concerned, which are provided in direct connection to the reeling end or the slitting and winding machine.
- the control unit which is responsible for controlling the automatic application of the tapes.
- information is stored about the diameter of the rolls 11 of paper/web material, the width of each of them, how many tapes that shall be attached on each of them, where the tapes shall be placed, and the distance between them.
- the process for securing the ends of the paper web on the finished rolls is initiated already when the paper is being processed in the reeling end or in the slitting and winding machine of the paper manufacturing machine.
- the tape dispenser 13 and the tape conveyor 14 then are in their charging positions far above the levels which the finished rolls later on shall occupy, Fig. 1 , Fig. 3 .
- the conveyor belt 23 is moved at a low, constant rate about the box girder 22 during this phase.
- a pulse transducer transmits a signal to the electromagnetically operated cutter in the tape dispenser 13 to cut off a piece of tape from the roll of adhesive tape 15, such as the tape 28a, Fig.
- the tape conveyor 14 with the on its underside releasably adhering tapes is moved obliquely downwards towards the web ends 50 on the rolls 11, more specifically towards the edges 52 of said ends 50, by means of the motion members 25a and 25b.
- the tape conveyor 14 now has been brought to the position illustrated in Fig. 6 .
- the ruler/rulers 56a then are quickly brought down against the sticking out portions 28a of the tapes 28 until contact with the roller 11 at a distance inside the edge 52 of the web ends 50, causing the projecting portions 28a of all the tapes to contact its respective web end 50 simultaneously, whereupon they are quickly returned.
- the web rolls 11 then are rotated in the clock- wise direction with reference to Fig. 6 . The direction is also indicated by an arrow in the drawing.
- the tape dispenser 13 which is employed in the above described example contains a roll of adhering tape 15 which represents a large volume of tapes. But even that volume is eventually ended and has to be replaced, which is illustrated in Fig. 8 .
- the dispenser 13 thus is moved down by means of an elevator 19 from its upper working position, Fig. 1 , to the lower tape charging position at a level above the floor which is a comfortable working level for the staff who shall do that job.
- the elevator 19 can be designed in numerous ways according to conventional technique, i.e. as a screw conveyor, or by means of elements similar to those which are employed in the aggregate of motion members 25a, 25b for the linear movements of conveyor 14/box girder 22, and shall not be described more in detail. In the lower position a quick change of tape roll can be done, whereupon the dispenser 13 is lifted up to its working position.
Landscapes
- Replacement Of Web Rolls (AREA)
Claims (15)
- Procédé de fixation sur chacun d'une pluralité de rouleaux de bande continue dans un jeu de rouleaux de bande continue, qui reposent près ou sont adjacents les uns des autres et ont un axe central commun, l'extrémité arrière (50) du rouleau en appliquant sur chacun des rouleaux au moins un adhésif de fixation (28) qui a un revêtement adhésif sur un premier côté, de façon à ce que l'adhésif de fixation d'extrémité soit fixé avec ledit premier côté contre le rouleau et s'étende sur le bord (52) de l'extrémité arrière du rouleau, caractérisé en ce que les adhésifs de fixation d'extrémité (28) qui doivent être appliqués, sont d'abord transférés depuis un distributeur d'adhésif (13) vers un convoyeur d'adhésif (14, 22) de telle façon qu'ils reposent par leur second côté opposé contre ledit convoyeur à distance l'un de l'autre sur le convoyeur correspondant aux distances souhaitées entre les adhésifs de fixation sur les rouleaux de bande continue, respectivement, qu'ils soient retenus temporairement sur le convoyeur à mesure que le convoyeur est ensuite déplacé en direction des rouleaux de bande continue avec le premier côté d'adhérence (28b) face aux rouleaux de bande continue, chaque adhésif étant dirigé contre l'emplacement sur les rouleaux où l'adhésif respectif doit être appliqué, que tous les adhésifs sont amenés en contact avec leur rouleau respectif et sont fixés dessus audit emplacement respectif, et que le convoyeur est alors éloigné des rouleaux et des adhésifs qui restent fixés aux rouleaux, que ledit premier côté des adhésifs a un pouvoir adhésif plus grand envers les rouleaux que le second côté opposé a envers le convoyeur.
- Procédé selon la revendication 1, caractérisé en ce que les adhésifs (28) ont un revêtement adhésif uniquement sur ledit premier côté et qu'ils sont temporairement retenus par la force d'aspiration contre le convoyeur.
- Procédé selon la revendication 1 ou 2, caractérisé en ce que les adhésifs sont temporairement retenus contre une courroie de convoyeur (23) sur le convoyeur.
- Procédé selon la revendication 3, caractérisé en ce que les adhésifs sont alimentés depuis un distributeur d'adhésif (13) vers le convoyeur, qu'ils sont distribués sur la courroie de convoyeur à une distance l'un de l'autre correspondant aux distances souhaitées entre les adhésifs lorsqu'ils ont été appliqués sur les rouleaux de bande continue, que le convoyeur doté desdits adhésifs est déplacé en direction des rouleaux de bande continue jusqu'au contact entre les surfaces d'adhérence des adhésifs et les rouleaux de bande continue sur les emplacements prévus de façon à ce que les adhésifs couvrent les bords d'extrémité (52) des rouleaux, et que le convoyeur est alors éloigné des rouleaux de bande continue, laissant les adhésifs derrière, fixant les extrémités de rouleaux.
- Procédé selon l'une quelconque des revendications 1 - 4, caractérisé en ce que les adhésifs sont découpés d'un rouleau d'adhésif dans ledit distributeur d'adhésif de telle façon que leur longueur transversalement à la direction longitudinale de la bande continue d'adhésif dans le rouleau d'adhésif soit plus longue que la longueur de l'adhésif dans la direction de sortie de la bande continue d'adhésif depuis le distributeur.
- Procédé selon l'une quelconque des revendications 1 - 5, caractérisé en ce que les adhésifs sont répartis le long du convoyeur au moyen de la courroie de convoyeur mobile, qu'il sont collés rapidement par aspiration contre la courroie de convoyeur car la courroie de convoyeur est perméable à l'air et contacte une paroi du convoyeur qui est perforée et parce qu'une dépression est maintenue dans l'intérieur (35) du convoyeur à l'intérieur de ladite paroi perforée.
- Procédé selon l'une quelconque des revendications 1 - 6, caractérisé en ce que les adhésifs sont transférés du distributeur d'adhésif vers le convoyeur de façon à ce qu'une partie (28a) des adhésifs s'étende au-delà d'un côté arrière (22b) du convoyeur.
- Procédé selon la revendication 7, caractérisé en ce que ladite partie d'extension (28a) de chaque adhésif est amenée initialement en contact avec ladite/lesdites extrémité (s) arrière (50) à distance du bord (52) de l'extrémité arrière et que le reste des adhésifs est ensuite appuyé successivement contre le rouleau.
- Ensemble pour fixer sur chacun d'une pluralité de rouleaux de bande continue dans un jeu de rouleaux de bande continue, qui reposent près ou sont adjacents les uns des autres et ont un axe central commun, l'extrémité arrière (50) du rouleau en appliquant sur chacun des rouleaux au moins un adhésif de fixation (28) et totalement une pluralité d'adhésifs qui ont un revêtement adhésif sur un premier côté, et en appliquant les adhésifs avec ledit premier côté contre les rouleaux de façon à ce qu'ils s'étendent sur le bord de l'extrémité du rouleau,
caractérisé en ce qu'il comprend un distributeur d'adhésif (13) prévu pour alimenter des adhésifs un par un à un convoyeur d'adhésif (14) allongé essentiellement rigide qui a une longueur au moins aussi longue que la distance entre les adhésifs positionnés le plus loin en dehors qui doivent être appliqués contre les rouleaux, qu'un moyen (23) est prévu pour placer les adhésifs sur le convoyeur avec un espacement correspondant à l'espacement souhaité entre les adhésifs lorsque les adhésifs ont été fixés sur les emplacements souhaités sur les rouleaux de bande continue, que le convoyeur est capable de retenir les adhésifs lorsque les adhésifs reposent par leur second côté contre le convoyeur, lequel second côté est opposé audit premier côté, et qu'un premier groupe de membres de mouvement (25a, 25b) est prévu pour déplacer le convoyeur avec lesdits adhésifs en direction desdits emplacements souhaités sur les rouleaux de bande continue à partir d'une position de départ à distance des rouleaux de bande continue jusqu'au contact entre ledit premier côté des adhésifs et les rouleaux sur les emplacements souhaités et retour à leur position de départ laissant les adhésifs derrière, fixés sur leurs emplacements souhaités sur les rouleaux de bande continue. - Ensemble selon la revendication 9, caractérisé en ce que le convoyeur (14) a une courroie de convoyeur mobile.
- Ensemble selon la revendication 10, caractérisé en ce que l'intérieur de la poutre en caisson (22) est connecté à une source de vide (34) afin de maintenir une dépression (pression en-dessous de celle de l'atmosphère) à l'intérieur de la poutre en caisson, que la poutre en caisson a un fond perforé (26), que la courroie de convoyeur est perméable à l'air et qu'elle contacte directement ou indirectement ledit fond de poutre en caisson de telle façon que les adhésifs puissent être maintenus par aspiration contre la courroie de convoyeur.
- Ensemble selon la revendication 10, caractérisé en ce que le corps de convoyeur comprend une poutre en caisson (22), que la courroie de convoyeur est sans fin et mobile autour de la poutre en caisson, que le convoyeur a une première extrémité adjacente au distributeur d'adhésif, et qu'une ouverture d'alimentation en sortie (30) pour les adhésifs est essentiellement à niveau avec un extérieur de la courroie de convoyeur, de préférence avec sa sous-face, lorsque le convoyeur et le distributeur d'adhésif sont dans leur position d'alimentation en sortie.
- Ensemble selon la revendication 9, caractérisé en ce qu'un second groupe de membres de mouvement (36a, 36b) sont prévus pour tourner le convoyeur (14) sur un axe horizontal de rotation (37).
- Ensemble selon la revendication 9, caractérisé en ce qu'au moins n'importe lequel des moyens suivants est prévu sur l'arrière du convoyeur, à savoir que n'importe lequel de ces moyens qui inclut un moyen (56) pour appuyer initialement contre les rouleaux de bande continue une partie d'adhésif (28a) qui s'étend au-delà dudit côté arrière, et un moyen pour appuyer successivement le reste des adhésifs contre le matériau de bande continue.
- Ensemble selon l'une quelconque des revendications 9 - 14, caractérisé en ce que, pendant l'alimentation en sortie d'adhésif du distributeur d'adhésif vers le convoyeur, le distributeur d'adhésif et le convoyeur sont situés à un niveau essentiellement plus haut que les rouleaux de bande continue qui doivent être revêtus avec lesdits adhésifs, et que ledit premier groupe de membres de mouvement (25a, 25b) pour fournir les mouvements linéaires du convoyeur sont prévus pour déplacer le convoyeur vers le bas depuis et vers ledit niveau plus élevé.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1350851 | 2013-07-08 | ||
| SE1350865 | 2013-07-11 | ||
| PCT/SE2014/050675 WO2015005843A1 (fr) | 2013-07-08 | 2014-06-03 | Procédé et ensemble pour fixer l'extrémité d'un rouleau de bande |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3022143A1 EP3022143A1 (fr) | 2016-05-25 |
| EP3022143A4 EP3022143A4 (fr) | 2017-09-20 |
| EP3022143B1 true EP3022143B1 (fr) | 2018-10-03 |
Family
ID=52280741
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14823505.4A Active EP3022143B1 (fr) | 2013-07-08 | 2014-06-03 | Procédé et ensemble pour fixer l'extrémité d'un rouleau de bande |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3022143B1 (fr) |
| WO (1) | WO2015005843A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI126888B (en) * | 2016-06-17 | 2017-07-14 | Valmet Technologies Oy | Method for Attaching the End of a Fiber Web to a Fiber Roll and a Clamping Distribution System for Attaching a Fiber End to a Fiber Roll in a Winder |
| CN109051933B (zh) * | 2018-07-25 | 2020-06-12 | 广东溢达纺织有限公司 | 大卷装布料分卷、贴标及封卷系统及方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3989582A (en) * | 1972-09-11 | 1976-11-02 | Imperial Oil Limited | Winding apparatus |
| JP2571151B2 (ja) * | 1990-11-22 | 1997-01-16 | 富士写真フイルム株式会社 | 端末止めテープ供給装置 |
| JPH05116818A (ja) * | 1991-10-24 | 1993-05-14 | Sumitomo Jukikai Valmet Kk | 巻取ロールに防湿シートを巻付ける巻付装置およびそれを用いた巻付方法 |
| JP3887707B2 (ja) * | 1998-05-07 | 2007-02-28 | 株式会社イソワ・フーパースイフト | 自動テープ貼付け方法および装置 |
| JP3032759B1 (ja) * | 1999-03-31 | 2000-04-17 | 株式会社東京機械製作所 | 巻取紙端末部固定用タブ |
| JP2001206623A (ja) * | 2000-01-28 | 2001-07-31 | Sumitomo Heavy Ind Ltd | 端末テープ貼り装置 |
| JP4743051B2 (ja) | 2006-09-05 | 2011-08-10 | 川上産業株式会社 | シート状物のコイルの末端をテープ止めする装置および方法 |
-
2014
- 2014-06-03 WO PCT/SE2014/050675 patent/WO2015005843A1/fr active Application Filing
- 2014-06-03 EP EP14823505.4A patent/EP3022143B1/fr active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3022143A4 (fr) | 2017-09-20 |
| WO2015005843A1 (fr) | 2015-01-15 |
| EP3022143A1 (fr) | 2016-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102072742B1 (ko) | 롤 형태로 감긴 재료의 텐셔닝 및 로딩 시스템 | |
| KR102267908B1 (ko) | 비드 와이어 래퍼 장치 및 래퍼 방법 | |
| CA2690034C (fr) | Dispositif d'enroulement de papier de formation d'article | |
| CN110053806B (zh) | 一种组合烟花围招的自动包裹装置 | |
| EP3022143B1 (fr) | Procédé et ensemble pour fixer l'extrémité d'un rouleau de bande | |
| CA1239628A (fr) | Mecanisme d'assemblage bout-a-bout de feuilles | |
| CN110193993B (zh) | 一种不停机覆膜成套设备 | |
| CN204054698U (zh) | 在帘线带上敷设覆有橡胶层的带件的敷设装置 | |
| CN107500015B (zh) | 一种海绵片料与双面胶带贴合设备 | |
| CN211031192U (zh) | 自动吸塑机的双工位上料机构 | |
| KR101707082B1 (ko) | 목재판넬용 필름 공급 자동화장치 | |
| EP2100735A1 (fr) | Dispositif d'alimentation de film à utiliser dans un processus d'impression vers une presse d'impression | |
| US11472654B2 (en) | Feeding unit for a tissue converting machine for converting a web of two-layer tissue | |
| EP3828110A1 (fr) | Ré-enrouleur et procédé de ré-enroulement de bandes de fibres | |
| JPH05302B2 (fr) | ||
| JP2003276915A (ja) | 巻取部自動切替装置 | |
| CN209291672U (zh) | 料体卷取装置和轮胎内衬层生产线 | |
| CN109230707B (zh) | 一种包装膜的接膜装置 | |
| US4707968A (en) | Method and apparatus for wrapping pressure sensitive rolls of material | |
| EP1545867B1 (fr) | Appareil d'amenee de bandes de papier et analogues servant a produire des tubes en carton | |
| CN112060682B (zh) | 提手安装机的提手带转移安装抹平装置以及其使用方法 | |
| KR200332891Y1 (ko) | 네일파일 제조용 합지장치 | |
| EP4008529B1 (fr) | Tête de drapage dotée d'une capacité bidirectionnelle | |
| US1185447A (en) | Bias-cutter take-up. | |
| CN113120652A (zh) | 一种自动上料送料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20151221 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20170821 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 18/02 20060101ALI20170815BHEP Ipc: B65H 19/29 20060101AFI20170815BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180515 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1048358 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Ref country code: DE Ref legal event code: R096 Ref document number: 602014033495 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181003 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1048358 Country of ref document: AT Kind code of ref document: T Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190103 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190203 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190103 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190104 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190203 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014033495 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| 26N | No opposition filed |
Effective date: 20190704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190603 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190603 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240619 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20240625 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240625 Year of fee payment: 11 |