EP2886221B1 - Wand- oder Deckeneinbaugehäuse - Google Patents
Wand- oder Deckeneinbaugehäuse Download PDFInfo
- Publication number
- EP2886221B1 EP2886221B1 EP13006048.6A EP13006048A EP2886221B1 EP 2886221 B1 EP2886221 B1 EP 2886221B1 EP 13006048 A EP13006048 A EP 13006048A EP 2886221 B1 EP2886221 B1 EP 2886221B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wall
- ceiling
- flush
- mounted housing
- bead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011324 bead Substances 0.000 claims description 54
- 238000000034 method Methods 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 238000003825 pressing Methods 0.000 claims description 8
- 230000003247 decreasing effect Effects 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- 229910001220 stainless steel Inorganic materials 0.000 claims description 2
- 239000010935 stainless steel Substances 0.000 claims description 2
- 239000004411 aluminium Substances 0.000 claims 1
- 238000009434 installation Methods 0.000 description 44
- 239000000463 material Substances 0.000 description 19
- 239000011521 glass Substances 0.000 description 14
- 238000003754 machining Methods 0.000 description 6
- 239000000047 product Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000006059 cover glass Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
- B21D53/883—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards reflectors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F21—LIGHTING
- F21V—FUNCTIONAL FEATURES OR DETAILS OF LIGHTING DEVICES OR SYSTEMS THEREOF; STRUCTURAL COMBINATIONS OF LIGHTING DEVICES WITH OTHER ARTICLES, NOT OTHERWISE PROVIDED FOR
- F21V17/00—Fastening of component parts of lighting devices, e.g. shades, globes, refractors, reflectors, filters, screens, grids or protective cages
- F21V17/10—Fastening of component parts of lighting devices, e.g. shades, globes, refractors, reflectors, filters, screens, grids or protective cages characterised by specific fastening means or way of fastening
- F21V17/12—Fastening of component parts of lighting devices, e.g. shades, globes, refractors, reflectors, filters, screens, grids or protective cages characterised by specific fastening means or way of fastening by screwing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H3/00—Making helical bodies or bodies having parts of helical shape
- B21H3/08—Making helical bodies or bodies having parts of helical shape internal screw-threads
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F21—LIGHTING
- F21V—FUNCTIONAL FEATURES OR DETAILS OF LIGHTING DEVICES OR SYSTEMS THEREOF; STRUCTURAL COMBINATIONS OF LIGHTING DEVICES WITH OTHER ARTICLES, NOT OTHERWISE PROVIDED FOR
- F21V15/00—Protecting lighting devices from damage
- F21V15/01—Housings, e.g. material or assembling of housing parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
Definitions
- the present invention relates to a ceiling or wall installation housing for receiving a lamp, comprising a base element, a wall element adjoining the base element, and a support element designed opposite the base element and extending from the wall element in the side facing away from the base element, the wall element has a thread at least on its inside.
- Ceiling or wall installation housings of this type for installation in a suspended ceiling, thin wall or also concrete wall or concrete ceiling are known in a wide variety of configurations.
- the ceiling or wall recessed housings are inserted into a corresponding opening in the wall and serve to receive the illuminant in the housing, so that the lamp is arranged directly on the ceiling or wall.
- the luminaire is then attached to the ceiling using two or more fasteners evenly located on the circumference of the installation housing.
- the built-in housing is closed on the one hand to protect the lamps, and on the other hand for optical reasons with a translucent cover, for example made of glass or plastic.
- the connection of the cover to the ceiling or wall installation housing is generally carried out via a threaded connection, the installation housing being provided with an internal thread into which a thread provided in the area of the cover can be simply screwed.
- Corresponding threads in the area of the installation housing are used in the prior art, for example by machining the workpiece, for example by means of milling or turning.
- This machining always requires an additional processing step that not only lengthens the process, but also creates additional costs.
- a disadvantage of machining is that the material in the area of the thread is weakened and the structure is separated.
- additional machining steps are often necessary during machining, since machining does not generally lead to a smooth, immediately usable thread, but rather a correspondingly produced thread often has to be finished, e.g. B. be deburred. These additional work steps increase the manufacturing costs and thus the costs of the product.
- Another approach to providing a thread in the installation housing is to insert a thread insert.
- the threaded insert is an additional part that is manufactured separately from the actual installation housing. This insert is then connected to the installation housing in a form-fitting, force-fitting or material-locking manner.
- there is considerable additional expenditure in terms of costs and labor in particular since the two parts have to be manufactured with a precise shape, as a result of which the prices of the installation housing are significantly increased.
- an additional safety aspect comes to the fore in the case of appropriately manufactured installation housings, since the resistance of the selected connection between the installation housing and the threaded insert must be guaranteed in order to avoid accidents.
- a lighting device for a microwave oven comprising a lamp housing inserted into an opening in the heart wall, which comprises an inner metallic sleeve and an outer sleeve concentric therewith.
- the outer annular sleeve has a stepped tapered hut extension which is located opposite the opening of the outer sleeve.
- the outer sleeve has a flange that is welded or screwed to the heart wall. At the free end of the outer sleeve turns are stamped, which serves as a fastening means for a transparent cover designed as a glass magnifying glass.
- the DE 90 05 655 U1 discloses an oven lamp, consisting of a pot-shaped holder made of steel sheet with a lamp holder, which can be inserted into a suitable installation opening of an oven wall, and a cover glass which covers the mouth of the holder and is detachably fastened to the holder.
- the JP H08 55512 A discloses a lamp housing which is attached as an outer element to a ceiling in the form of a housing visible to a thickness.
- the wall-mounted element is double-walled, with on the inner wall in addition, a thread is formed which can be brought into engagement with a cover glass.
- the object of the invention is therefore to provide a ceiling or wall installation housing which can be provided with an internal thread for receiving a cover in a simple manner.
- the present invention thus provides a simple, compact part, which can be flexibly changed even in the production of very small product lines, since the pressing-in process can be changed as required by using existing devices, and which is characterized by a cost-optimized production process.
- the thread can be produced in just a few steps and in short production cycles. Since the thread is formed directly in the installation housing, the material costs can be reduced and the number of necessary process steps can be reduced.
- the wall element has a smaller wall thickness in the area of the bead.
- the formation of the bead leads to a material deformation which is reflected in the thinner wall thickness, the tendency of the material to flow is limited to the area of the bead so that the remaining wall element is not influenced.
- the bead has the same material thickness. Uniformly homogeneous wall thicknesses are thus achieved. In this way, a warping of the entire installation housing can be avoided.
- the bead extends once around the circumference of the wall element at a predetermined slope. That is, the bead essentially makes a single rotation around the wall element and ends after approximately 360 degrees of rotation. It has been shown in use that a correspondingly long bead is sufficient so that the thread of the cover can be firmly connected to the ceiling or wall installation housing.
- the bead is arranged in the vicinity of the support element of the installation housing. This ensures that the cover is connected as firmly as possible to the installation housing.
- the installation housing consists of aluminum or stainless steel. These materials have proven to be particularly suitable for producing a corresponding housing, since the housing can be produced simply by pressing or pulling, or the material can be easily deformed or reshaped in a spinning machine.
- the housing has a diameter of 50 to 600 mm, in particular 70-450 mm.
- the present invention consequently also enables threads to be introduced into housings of different sizes.
- wall or ceiling installation housings according to the invention can be produced with a very small number of necessary process steps, so that not only material but also manufacturing costs can be reduced. Since the bead can be formed using a conventional sheet metal working machine, it is possible to change the shape, e.g. H. Depth, width, etc., as well as the slope of the bead can be adapted to the desired end product without great effort, so that even small quantities can be produced inexpensively.
- the installation housing is preferably produced by the pressing or pulling process.
- the bead can be formed by performing a rotation of 360 degrees and at a predetermined slope. It has proven sufficient here if the bead essentially runs around the circumference of the wall element in order to ensure that the cover is adequately fixed. The pitch can be adjusted as required so that the thread matches the thread specified by the cover. The thread in the wall element can be easily adapted to the respective glass thread.
- the bead is formed with a gradually increasing or decreasing depth in the beginning or end region.
- the roll in the area of the end of the bead is slowly pulled back so that the bead slowly runs out.
- very tight radii can be prevented, which promote the tendency of the material to warp in the area of the thread.
- a geometrically fitting thread is created that fits the thread of a cover or insert exactly.
- the present invention provides a wall or ceiling light, comprising a wall or ceiling installation housing as described above or manufactured according to the described method, a light source providing a light source and a translucent cover and / or a translucent insert, which is threaded on the outside of the wall is provided, which can be brought into engagement with the thread on the inner wall of the wall or ceiling installation housing.
- the present invention thus provides a built-in housing with a molded thread, which can be produced simply, economically with little use of materials and tools.
- a corresponding installation housing can be used as a base part for various luminaires in different installation situations.
- the installation housing 1 shown essentially comprises a base 2, a wall element 3 which extends essentially perpendicularly from the outer circumference of the base and to which a support element 4 is connected.
- the support element 4 is arranged on the side of the wall element 3 opposite the base 2 and extends outward from the wall element, ie in the direction facing away from the base 2. In use, this support element is brought into contact with the ceiling or wall for installation.
- the support element 4 can be arranged inside or outside at the opening in the wall or ceiling.
- the installation housing is made in one piece from metal, for example by means of the pressing process.
- a bead 5 extends over the outer circumference of the housing 1, more precisely in the region of the wall element 3, i. H. a trough-shaped depression which extends essentially completely around the wall element into the outer wall of the wall element 3. It is clear that the bead is formed with a predetermined slope in the area of the outside of the wall element 3, so that the beginning of the bead and the end of the bead are arranged offset to one another in the direction of the height of the wall.
- both the start region 6 and the end region 7 of the bead are gradually tapered, i.e. H. the bead is not immediately formed with full depth in these areas, but slowly with increasing or decreasing depth until the desired depth is achieved.
- the bead extends through the entire wall of the housing, there is a deformation of the material, so that a bead 9 is formed on the inside of the wall 8 on the inside of the housing.
- This bead 9 is initially formed with a small, then increasing height in the beginning or end region, corresponding to the increasing or decreasing depth of the bead.
- the wall thickness in the area of the bead 5 or the bead 9 is reduced, the smallest wall thickness being formed at the bottom of the bead or the highest point of the bead.
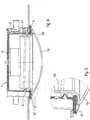
- Figure 3 schematically the tool for producing the bead comprising a receptacle 10, a counter roller 12 and a main roller 13. Furthermore, the installation housing 1 is indicated schematically for better understanding.
- the previously produced aluminum pressure part is initially placed on a receptacle 10, through which the pressure part is fixed vertically and radially.
- a hold-down device which is not shown, moves down from above to fix the pressure part horizontally. This prevents movement of the pressure part during the shaping process, so that the shaping process can be carried out with the same properties.
- the pressure part lies with the bottom 2 on the receptacle 10, so that the wall element 3 extends downward.
- a counter roller 12 is arranged, which is freely movable vertically and is in its rest position by gravity.
- the edge of the counter roller 12 lies exactly against the inner edge of the housing.
- the counter roller is mounted on a cantilever, which in turn is connected to a processing unit on which the main roller is located (not shown).
- the main roller 13 presses on the wall of the pressure part from the outside during operation.
- a link plate is arranged, which is fixedly arranged on a spindle of the device. During the molding of the bead, the link plate presses against the counter roller 12 by rotating the spindle from below and presses it up to the end of the rotation exactly by the amount of the desired thread pitch. After the end of the rotation, the counter roller 12 falls back down to its starting position by its own weight.
- the housing 1, as described is first placed on the receptacle 10 of the spindle of the device and centered and fixed by a hold-down device. This prevents the housing from slipping during the deformation process.
- the main roller 13 moves horizontally from the outside to the housing 1 and is braked directly on the housing by a hydraulic deceleration unit.
- the spindle begins to rotate and the main role gradually dips into the material of the housing over an angle of approximately 15 degrees.
- the material of the wall element 3 is pressed into the counter roller.
- the counter roller 12 is pressed up during the rotation and at the same time the main roller 13, which is freely movable axially upwards in its storage, is carried. It is clear that the main roller 13 is positively guided by the material between the main roller 13 and the counter roller 12.
- the profile between the main and counter roller corresponds to the desired profile of the thread to be produced, i. H. the bead.
- the main roller 13 After a rotation of approx. 335 ° has been carried out, the main roller 13 begins to move back slowly and returns to its starting position. This throttled immersion and retraction of the main roll from the material causes the bead to start and run out gradually, preventing narrow, small radii that could promote the tendency of the material to warp in the area of the thread. This creates a geometrically suitable thread that fits the glass thread exactly.
- the thread After a rotation of approximately 350 °, the thread is formed, the remaining 10 ° rotates the spindle back to the starting position, whereupon the hold-down device moves up and the counter roller 12 moves into the rest position. The finished pressure part with the formed thread bead can then be removed.
- the installation housing can be formed from a 3.0 mm aluminum material, for example EN AW-1050A.
- the pitch can be influenced by the rotation of the link plate and the profile of the thread by selecting the main role and counter role.
- the Figures 4 to 13 show completed built-in housing with lamps attached in the installed state, the housing being shown in section.
- the installation housing 1 is finally closed with a translucent cover 19.
- the embodiments shown differ in terms of the installation variants and the geometry of the cover 19.
- the cover 19 can be transparent, semitransparent to opaque.
- a wide variety of geometric shapes are possible, for example flat, curved, ie curved inwards or outwards, etc.
- the Figures 4 , 6 and 10th show an embodiment in which the housing is installed flush in the ceiling, so that the cover appears to float under the ceiling. Glass, but also plastic, have proven to be particularly suitable as materials for the cover.
- the cover 19 comprises a tubular extension 17 which is provided with a glass thread 18 on the outer wall.
- the glass thread 18 runs several times around the outer circumference, and is groove-like, ie the wall thickness is thickened in the area of the glass thread 18.
- the extension 17 is inserted into the housing and the glass thread 18 engages in the bead 9 on the inside of the installation housing in order to fix the extension in the installation housing. Since the glass thread 18 extends several times around the outer circumference, the cover element 19 can simply be screwed into the desired position.
- the cover element 19 can have different geometries, e.g. B. be straight or curved.
- various pronounced decorative rings 21 can be provided between the ceiling or wall and the cover element in order to design the lights differently. The attachment is done via the glass thread.
- an additional ring is attached to the lamp housing, so that the cover element and the ceiling lie in one plane when installed.
- a seal 20 can be provided in order to ensure a dust-tight seal between the elements.
- FIGS Figures 12 and 13 Two further embodiments of the invention are shown in FIGS Figures 12 and 13 shown.
- Figure 12 a combination of the installation housing according to the invention with an inwardly curved cover 19.
- This example is intended once again to demonstrate the diverse design options for the cover 19.
- FIG 13 shows Figure 13 an embodiment in which an insert 20 is connected to the mounting housings instead of the cover.
- the insert 20 is essentially designed as a straight downward-extending cylinder, in which a reflector 23 is held.
- the insert 20, like the cover 19, has a shoulder 17 which is provided on its outside with a thread which engages with the bead in the region of the installation housing.
- the reflector can extend to the outer edge 22 of the insert 20 and encompass it.
- the installation housing accommodates all electrical and mechanical components, such as. B. light source, supply devices, fasteners and glasses. Since the installation housing is provided with an indented thread as disclosed here, the material thickness can be designed uniformly and homogeneously. This ensures consistently high stability and good thermal properties.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
Description
- Die vorliegende Erfindung betrifft ein Decken- oder Wandeinbaugehäuse zur Aufnahme eines Leuchtmittels, umfassend ein Bodenelement, ein sich an das Bodenelement anschließendes Wandelement, sowie ein dem Bodenelement gegenüberliegend ausgebildetes und sich von dem Wandelement in der von dem Bodenelement abgewandten Seite erstreckendes Auflageelement, wobei das Wandelement zumindest an seiner Innenseite ein Gewinde aufweist.
- Decken- oder Wandeinbaugehäuse dieser Art zum Einbau in eine abgehängte Decke, dünne Wand oder auch Betonwand bzw. Betondecke sind in unterschiedlichsten Ausgestaltungen bekannt. Die Decken- oder Wandeinbaugehäuse werden in eine entsprechende Öffnung der Wand eingesetzt, und dienen dazu, das Leuchtmittel in dem Gehäuse aufzunehmen, so dass die Leuchte direkt an der Decke bzw. der Wand angeordnet ist. Die Leuchte wird dann über zwei oder mehrere gleichmäßig am Umfang des Einbaugehäuses befindliche Befestigungselemente in der Decke befestigt. Anschließend wird das Einbaugehäuse einerseits zum Schutz der Leuchtmittel, andererseits aus optischen Gründen mit einer lichtdurchlässigen Abdeckung, beispielsweise aus Glas oder Kunststoff verschlossen. Die Verbindung der Abdeckung mit dem Decken- oder Wandeinbaugehäuse erfolgt in der Regel über eine Gewindeverbindung, wobei das Einbaugehäuse mit einem Innengewinde versehen ist, in welches ein im Bereich der Abdeckung bereitgestelltes Gewinde einfach eingedreht werden kann.
- Entsprechende Gewinde im Bereich des Einbaugehäuses werden im Stand der Technik beispielsweise durch spanende Bearbeitung des Werkstückes, beispielsweise mittels Fräsen oder Drehen, eingesetzt. Diese spanende Bearbeitung erfordert immer einen zusätzlichen Bearbeitungsschritt, der nicht nur das Verfahren in die Länge zieht, sondern wodurch auch zusätzliche Kosten entstehen. Nachteilig bei einer spanenden Bearbeitung ist, dass das Material in dem Bereich des Gewindes geschwächt wird und eine Gefügetrennung stattfindet. Ferner hat es sich gezeigt, dass bei der spanenden Bearbeitung häufig zusätzliche Verfahrensschritte notwendig werden, da die spanende Bearbeitung in der Regel nicht zu einem glatten sofort einsetzbaren Gewinde führt, sondern ein entsprechend hergestelltes Gewinde muss häufig noch fertig bearbeitet, z. B. entgratet werden. Diese zusätzlichen Arbeitsschritte lassen die Herstellungskosten und somit auch die Kosten des Produktes ansteigen.
- Ein anderer Ansatz, ein Gewinde in dem Einbaugehäuse bereitzustellen, ist das Einbringen eines Gewindeeinsatzes. Bei dem Gewindeeinsatz handelt es sich um ein zusätzliches Teil, welches getrennt von dem eigentlichen Einbaugehäuse hergestellt wird. Dieser Einsatz wird dann mit dem Einbaugehäuse form-, kraft- oder stoffschlüssig verbunden. Auch hierbei entsteht ein erheblicher Kosten- und Arbeitsmehraufwand, insbesondere da die beiden Teile formgenau gefertigt werden müssen, wodurch die Preise des Einbaugehäuses deutlich erhöht werden. Ferner tritt bei entsprechend hergestellten Einbaugehäusen ein zusätzlicher Sicherheitsaspekt in den Vordergrund, da die Beständigkeit der gewählten Verbindung zwischen Einbaugehäuse und Gewindeeinsatz garantiert werden muss, um Unfälle zu vermeiden.
- Auch der Einsatz von Blechstreifen an der Innenseite des Einbaugehäuses, welche als Gewinde eingelegt werden, erweist sich in der Praxis als ein mit Problemen behaftetes Verfahren, da die gleichmäßige Steigung des durch entsprechende Blechstreifen bereitgestellten Gewindes bzw. der Gewindeabschnitte nicht immer gewährleistet werden kann. Solch ein Gewinde ist technisch häufig unzureichend und die Herstellungskosten des Produktes erhöhen sich, da entsprechende Gewinde nachbearbeitet werden müssen.
- Aus der
DE 36 06 421 C1 ist eine Beleuchtungseinrichtung für einen Mikrowellenherd bekannt, umfassend einen eine Öffnung in der Herzwand eingesetztes Lampengehäuse, welches eine innere metallische Hülse und eine hierzu konzentrische äußere Hülse umfasst. Die äußere ringförmige Hülse weist einen abgestuften verjüngten Hütten Fortsatz auf, welcher der Öffnung der äußeren Hülse gegenüberliegend angeordnet ist. Die äußere Hülse besitzt einen Flansch, der mit der Herzwand verschweißt oder verschraubt ist. An dem freien Ende der äußeren Hülse sind Windungen eingeprägt, welche als Befestigungsmittel für eine als Glaslupe ausgebildete transparente Abdeckung dient. - Die
DE 90 05 655 U1 offenbart eine Backofenleuchte, bestehend aus einem in eine passende Einbauöffnung einer Backofenwandung einsetzbaren topfförmigen Fassungsträger aus vermittelten Stahlblech mit Lampenfassung, sowie einem die Mündung des Fassungsträgers abdeckenden, am Fassungsträger lösbar befestigten Abdeckglas. DieJP H08 55512 A - Aufgabe der Erfindung ist es daher ein Decken- oder Wandeinbaugehäuse zur Verfügung zu stellen, welches mit einem Innengewinde zur Aufnahme einer Abdeckung auf einfache Art und Weise versehen werden kann.
- Diese Aufgabe wird durch ein Decken- oder Wandeinbaugehäuse der genannten Gattung dadurch erzielt, dass das Gehäuse einstückig aus Metall hergestellt ist und das Gewinde von außen als Sicke direkt in das Wandelement des Einbaugehäuses eingedrückt ist und sich als Wulst in die Innenwandseite erstreckt, wobei die Sicke im Anfangs- bzw. Endbereich mit einr allmählich zunehmenden bzw. abnehmenden Tiefe ausgebildet ist..
- Die vorliegende Erfindung stellt somit ein einfaches, kompaktes Teil zur Verfügung, welches auch bei der Herstellung sehr kleiner Produktlinien flexibel veränderbar ist, da der Eindrückvorgang durch Einsatz bereits existierender Geräte je nach Bedarf verändert werden kann, und welches sich durch einen kostenoptimierten Herstellungsprozess auszeichnet. Das Gewinde kann in wenigen Arbeitsschritten und in kurzen Fertigungszyklen hergestellt werden. Da das Gewinde direkt in dem Einbaugehäuse ausgebildet wird, können die Materialkosten gesenkt werden und die Anzahl notwendiger Verfahrensschritte reduziert werden.
- Durch die vollständig ausgeprägten Gewindeflanken erreicht man sehr gute Gleit- und Führungseigenschaften für die Abdeckung.
- Gemäß einer bevorzugten Ausführungsform weist das Wandelement im Bereich der Sicke eine geringere Wandstärke auf. Durch das Ausbilden der Sicke kommt es zu einer Materialverformung, die sich in der geringeren Wandstärke niederschlägt, hierbei wird die Fließneigung des Materials nur auf den Bereich der Sicke beschränkt, so dass das restliche Wandelement nicht beeinflusst wird. Die Sicke weist in sich die gleiche Materialstärke auf. Es werden somit gleichmäßig homogene Wanddicken erreicht. Auf diese Weise kann ein Verziehen des gesamten Einbaugehäuses vermieden werden.
- Gemäß einer anderen bevorzugten Ausführungsform erstreckt sich die Sicke einmal um den Umfang des Wandelementes unter einer vorbestimmten Steigung herum. D. h. die Sicke führt im Wesentlichen eine einzige Drehung um das Wandelement herum aus und endet, nachdem ungefähr eine Drehung von 360 Grad vollzogen wurde. Im Einsatz hat sich gezeigt, dass eine entsprechend lang ausgebildete Sicke ausreichend ist, damit das Gewinde der Abdeckung fest mit dem Decken- oder Wandeinbaugehäuse verbunden werden kann.
- Gemäß einer anderen Ausführungsform ist die Sicke in der Nähe des Auflagenelementes des Einbaugehäuses angeordnet. Auf diese Weise wird sichergestellt, dass die Abdeckung möglichst fest mit dem Einbaugehäuse verbunden wird.
- Gemäß einer weiteren bevorzugten Ausführungsform besteht das Einbaugehäuse aus Aluminium oder Edelstahl. Diese Werkstoffe haben sich als besonders geeignet zur Herstellung eines entsprechenden Gehäuses erwiesen, da das Gehäuse einfach durch Drücken oder Ziehen hergestellt werden kann, bzw. sich das Material einfach in einer Drückmaschine verformen bzw. umformen lässt.
- Gemäß einer anderen bevorzugten Ausführungsform weist das Gehäuse einen Durchmesser von 50 bis 600 mm, insbesondere 70-450 mm auf. Die vorliegende Erfindung ermöglicht folglich auch das Einbringen von Gewinden in Gehäuse mit unterschiedlich großen Durchmessern.
- Bevorzugterweise kann das Einbaugehäuse das Leuchtengehäuse bilden. D. h. das Gehäuse selber nimmt die elektrischen Komponenten der Lampe bzw. die vollständige Leuchtenarmatur auf. Die Lampe kann dann durch die am äußeren Umfang des Gehäuses befindlichen Befestigungselemente in der Decke bzw. der Wand befestigt werden. Gemäß eines weiteren Gegenstandes der vorliegenden Erfindung betrifft dieses ein Verfahren zur Herstellung eines Decken- oder Wandeinbaugehäuses, umfassend die Schritte:
- Herstellen eines Einbaugehäuses, umfassend ein Bodenelement, ein sich an das Bodenelement anschließendes Wandelement, sowie ein Auflageelement, welches an der dem Bodenelement gegenüberliegenden Seite des Wandelementes angeordnet ist und sich in die von dem Bodenelement abgewandte Richtung erstreckt,
- Formen eines Gewindes an der Innenwand des Einbaugehäuses durch Eindrücken einer Sicke von außen in das Wandelement mit einer vorbestimmten radialen Drehung und vertikalen Steigung.
- Es wird deutlich, dass erfindungsgemäße Wand- bzw. Deckeneinbaugehäuse mit einer sehr geringen Anzahl an notwendigen Verfahrensschritten erzeugt werden können, so dass nicht nur Material- sondern auch Herstellungskosten reduziert werden können. Da die Sicke unter Verwendung einer herkömmlichen Blechbearbeitungsmaschine ausgebildet werden kann, ist es möglich, die Form, d. h. Tiefe, Breite, etc., wie auch die Steigung der Sicke ohne größeren Aufwand an das gewünschte Endprodukt anzupassen, so dass auch kleine Stückzahlen kostengünstig hergestellt werden können.
- Vorzugsweise wird das Einbaugehäuse durch das Umformungsverfahren Drücken oder Ziehen hergestellt.
- Gemäß einer bevorzugten Ausführungsform kann die Sicke unter Durchführung einer Drehung von 360 Grad und unter einer vorbestimmten Steigung ausgebildet werden. Hier hat es sich als ausreichend erwiesen, wenn die Sicke im Wesentlichen einmal um den Umfang des Wandelementes herumläuft, um so eine ausreichende Festlegung der Abdeckung zu gewährleisten. Die Steigung kann hier wunschgemäß eingestellt werden, so dass das Gewinde zu dem von der Abdeckung vorgegebenen Gewinde passt. Das Gewinde kann im Wandelement auf einfache Art und Weise dem jeweiligen Glasgewinde angepasst werden.
- Erfindungsgemäß wird die Sicke im Anfangs- bzw. Endbereich mit einer allmählich zunehmenden bzw. abnehmenden Tiefe ausgebildet. D. h., es gibt einen Anfangsbereich, in dem sich die Sicke eindrückende Rolle zunächst langsam über das Wandelement eingefahren wird, bis die Sicke ihre endgültige Tiefe erzielt. Gleichermaßen wird die Rolle im Bereich des Endes der Sicke langsam zurückgezogen, so dass die Sicke langsam ausläuft. Auf diese Weise können ganz enge Radien verhindert werden, welche die Verzugsneigung des Materials im Bereich des Gewindes fördern. Zudem wird so ein geometrisch passendes Gewinde erzeugt, welches exakt zum Gewinde einer Abdeckung oder eines Einsatzes passt.
- Gemäß eines anderen bevorzugten Gegenstandes stellt die vorliegende Erfindung eine Wand- oder Deckenleuchte bereit, umfassend ein Wand- oder Deckeneinbaugehäuse, wie zuvor beschrieben, oder gemäß des beschriebenen Verfahrens hergestellt, ein eine Lichtquelle bereitstellendes Leuchtmittel und eine lichtdurchlässige Abdeckung und/oder ein lichtdurchlässiger Einsatz, welcher an einer Wandaußenseite mit einem Gewinde versehen ist, das mit dem Gewinde an der Innenwand des Wand- oder Deckeneinbaugehäuses in Eingriff bringbar ist.
- Die vorliegende Erfindung stellt somit ein Einbaugehäuse mit eingeformtem Gewinde zur Verfügung, welches einfach, wirtschaftlich mit geringem Material- und Werkzeugeinsatz hergestellt werden kann. Ein entsprechendes Einbaugehäuse kann als Basisteil für verschiedenste Leuchten in unterschiedlichen Einbausituationen eingesetzt werden.
- Die vorliegende Erfindung wird nachfolgend anhand eines bevorzugten Ausführungsbeispiels unter Bezugnahme auf die Zeichnung näher erläutert.
- Es zeigt:
-
Figur 1 eine perspektivische Ansicht eines Einbaugehäuses mit geformtem Gewinde gemäß einer Ausführungsform der vorliegenden Erfindung, -
Figur 2 einen Schnitt durch das Gehäuse ausFigur 1 , -
Figur 3 eine Drückvorrichtung zur Herstellung des Gewindes in vereinfachter Darstellung, -
Figur 4 eine erfindungsgemäße Wand- oder Deckenleuchte gemäß einer ersten Ausführungsform, -
Figur 5 einen Ausschnitt der Wand- oder Deckenleute im Bereich des Gewindes, -
Figur 6 eine Wand- oder Deckenleuchte gemäß einer anderen Ausführungsform der vorliegenden Erfindung, -
Figur 7 ein Detail der Wand- oder Deckenleuchte ausFigur 6 , -
Figur 8 eine weitere Wand- oder Deckenleuchte gemäß einer noch anderen Ausführungsform, -
Figur 9 ein Detail der Wand- oder Deckenleuchte ausFigur 8 , -
Figur 10 eine weitere Wand- oder Deckenleuchte gemäß einer noch anderen Ausführungsform, -
Figur 11 ein Detail der Wand- oder Deckenleuchte ausFigur 10 , -
Figur 12 eine Wand- oder Deckenleuchte gemäß einer weiteren Ausführungsform der Erfindung, und -
Figur 13 eine Deckenleuchte gemäß noch einer anderen Ausführungsform der Erfindung. - Das in
Figur 1 dargestellte Einbaugehäuse 1 umfasst im Wesentlichen einen Boden 2, ein sich von dem Außenumfang des Bodens im Wesentlichen senkrecht erstreckendes Wandelement 3, an das sich ein Auflageelement 4 anschließt. Das Auflageelement 4 ist an der dem Boden 2 gegenüberliegenden Seite des Wandelementes 3 angeordnet, und erstreckt sich von dem Wandelement nach außen, d. h. in die von dem Boden 2 abgewandte Richtung. Im Einsatz wird dieses Auflageelement mit der Decke bzw. der Wand zum Einbau in Kontakt gebracht. Hierbei kann das Auflageelement 4 im Inneren oder außen an der Öffnung in der Wand bzw. Decke angeordnet sein. Das Einbaugehäuse wird einstückig aus Metall gefertigt, Beispielsweise mittels des Umformungsverfahrens Drücken. - Über den Außenumfang des Gehäuses 1, genauer im Bereich des Wandelementes 3 erstreckt sich eine Sicke 5, d. h. eine rinnenförmige Vertiefung, die sich im Wesentlichen einmal vollständig um das Wandelement herum in die Außenwand des Wandelementes 3 erstreckt. Es wird deutlich, dass die Sicke mit einer vorbestimmten Steigung im Bereich der Außenseite des Wandelementes 3 ausgebildet ist, so dass der Anfang der Sicke und das Ende der Sicke versetzt zueinander in Richtung der Höhe der Wand angeordnet sind.
- Ferner wird deutlich, dass sowohl der Anfangsbereich 6 wie auch der Endbereich 7 der Sicke allmählich auslaufend ausgebildet sind, d. h. die Sicke ist in diesen Bereichen nicht gleich mit vollständiger Tiefe ausgebildet, sondern langsam mit einer zunehmenden bzw. abnehmenden Tiefe, bis die gewünschte Tiefe erzielt wird.
- Wie in
Figur 2 dargestellt ist, erstreckt sich die Sicke durch die ganze Wand des Gehäuses hindurch, es findet hier eine Verformung des Materials statt, so dass im Inneren des Gehäuses an der Wandinnenseite 8 eine Wulst 9 ausgebildet wird. Diese Wulst 9 ist im Anfangs- bzw. Endbereich zunächst mit einer geringen, dann zunehmenden Höhe ausgebildet, entsprechend der zunehmenden bzw. abnehmenden Tiefe der Sicke. Zusätzlich wird ausFigur 2 deutlich, dass die Wandstärke im Bereich der Sicke 5 bzw. der Wulst 9 verringert ist, wobei die geringste Wandstärke am Boden der Sicke bzw. des höchsten Punktes der Wulst entsteht. Diese unterschiedlichen Wanddicken werden durch die Verformung des Wandelementes 3 beim Einbringen der Sicke erzielt. - Anhand von
Figur 3 wird das Verfahren zur Herstellung einer entsprechenden Sicke kurz erläutert. Hierbei zeigtFigur 3 schematisch das Werkzeug zur Herstellung der Sicke umfassend eine Aufnahme 10, eine Gegenrolle 12, sowie eine Hauptrolle 13. Ferner ist zum besseren Verständnis das Einbaugehäuse 1 schematisch angedeutet. - Das zuvor hergestellte Druckteil aus Aluminium wird hierbei zunächst auf eine Aufnahme 10 gesetzt, durch welche das Druckteil vertikal und radial fixiert wird. Zur Fixierung des Druckteils fährt von oben ein Niederhalter, welcher nicht dargestellt ist, herunter, um das Druckteil horizontal zu fixieren. Hierdurch wird eine Bewegung des Druckteils während des Umformprozesses verhindert, so dass der Verformungsvorgang mit gleichbleibenden Eigenschaften durchgeführt werden kann.
- Das Druckteil liegt mit dem Boden 2 auf der Aufnahme 10 auf, so dass sich das Wandelement 3 nach unten erstreckt. Im Bereich der Wandinnenseite des Einbaugehäuses, d. h. unterhalb der Aufnahme 10, ist eine Gegenrolle 12 angeordnet, die vertikal frei beweglich ist und sich durch Schwerkraft in ihrer Ruheposition befindet. Der Rand der Gegenrolle 12 liegt exakt am inneren Rand des Gehäuses an. Die Lagerung der Gegenrolle ist auf einem Ausleger befestigt, der wiederum mit einer Bearbeitungseinheit verbunden ist, auf der sich die Hauptrolle befindet (nicht dargestellt). Die Hauptrolle 13 drückt im Betrieb von außen auf die Wand des Druckteils.
- Unterhalb der Gegenrolle 12 ist eine Kulissenscheibe angeordnet, die fest auf einer Spindel der Vorrichtung angeordnet ist. Während der Einformung der Sicke drückt die Kulissenscheibe durch Drehung der Spindel von unten gegen die Gegenrolle 12 und drückt diese bis zum Ende der Drehung exakt um das Maß der gewünschten Gewindesteigung nach oben. Nach Ende der Drehung fällt die Gegenrolle 12 durch ihr eigenes Gewicht wieder nach unten in ihre Ausgangsposition.
- Während des Ausbildens der Sicke wird das Gehäuse 1, wie beschrieben, zunächst auf die Aufnahme 10 der Spindel der Vorrichtung gesetzt und zentriert und durch einen Niederhalter fixiert. Hierdurch wird ein Verrutschen des Gehäuses während des Verformungsvorganges ausgeschlossen. Die Hauptrolle 13 fährt von außen horizontal an das Gehäuse 1 heran und wird durch eine hydraulische Verzögerungseinheit unmittelbar am Gehäuse abgebremst. Die Spindel beginnt sich zu drehen, und die Hauptrolle taucht über einen Winkel von ca. 15 Grad allmählich in das Material des Gehäuses ein. Hierbei wird das Material des Wandelementes 3 in die Gegenrolle hineingepresst.
- Es wird eine 360°-Drehung der Kulissenscheibe vollzogen, wobei die Gegenrolle 12 während der Drehung nach oben gedrückt wird und gleichzeitig wird die Hauptrolle 13, die axial nach oben in ihrer Lagerung frei beweglich ist, mitgeführt. Es wird klar, dass die Hauptrolle 13 durch das Material zwischen der Hauptrolle 13 und der Gegenrolle 12 zwangsgeführt wird. Das Profil zwischen Haupt- und Gegenrolle entspricht dem gewünschten Profil des herzustellenden Gewindes, d. h. der Sicke.
- Nachdem eine Drehung von ca. 335° durchgeführt wurde, beginnt die Hauptrolle 13 langsam zurückzufahren und fährt in ihre Ausgangsposition zurück. Dieses gedrosselte Eintauchen und Zurückfahren der Hauptrolle aus dem Material führt dazu, dass die Sicke allmählich beginnt und allmählich ausläuft, wodurch enge, kleine Radien verhindert werden, durch welche die Verzugsneigung des Materials im Bereich des Gewindes gefördert werden könnten. Hierdurch wird ein geometrisch passendes Gewinde hergestellt, welches exakt zum Glasgewinde passt.
- Nach Durchführung einer Drehung von ca. 350° ist das Gewinde ausgebildet, die restlichen 10° dreht die Spindel in die Ausgangsposition zurück, worauf der Niederhalter nach oben fährt und die Gegenrolle 12 in die Ruhestellung fährt. Das fertige Druckteil mit der ausgebildeten Gewindesicke kann dann entnommen werden.
- Beispielsweise kann das Einbaugehäuse aus einem 3,0 mm Aluminiummaterial beispielsweise EN AW-1050A gebildet sein. Die Steigung kann durch die Drehung der Kulissenscheibe beeinflusst werden und das Profil des Gewindes durch Auswahl der Hauptrolle und Gegenrolle.
- Die
Figuren 4 bis 13 zeigen fertiggestellte Einbaugehäuse mit darin befestigten Leuchtmitteln im eingebauten Zustand, wobei das Einbaugehäuse im Schnitt dargestellt ist. Das Einbaugehäuse 1 wird abschließend mit einer lichtdurchlässigen Abdeckung 19 verschlossen. Die jeweils gezeigten Ausführungsformen unterscheiden sich hinsichtlich der Einbauvarianten sowie der Geometrie der Abdeckung 19. Die Abdeckung 19 kann transparent, semitransparent bis opak ausgebildet sein. Gleichzeitig sind unterschiedlichste geometrische Formen möglich, beispielsweise flach, gewölbt, d. h. nach innen oder außen gewölbt, etc. DieFiguren 4 ,6 und10 zeigen eine Ausführungsform, bei welcher das Gehäuse bündig in die Decke eingebaut wird, so dass die Abdeckung scheinbar unter der Decke schwebt. Als Materialien für die Abdeckung haben sich insbesondere Glas, aber auch Kunststoff als besonders geeignet erwiesen. - Hierbei ist in den
Figuren 5 ,7 ,9 und11 das Gewinde bzw. die Verbindung zwischen der Abdeckung und der Sicke 5 des Einbaugehäuses zusätzlich vergrößert dargestellt. Die Abdeckung 19 umfasst unabhängig von der nach außen sichtbaren Geometrie einen rohrförmigen Ansatz 17, der an der Außenwand mit einem Glasgewinde 18 versehen ist. Das Glasgewinde 18 verläuft hier mehrfach um den Außenumfang, und ist nutartig ausgebildet, d. h. die Wandstärke ist im Bereich des Glasgewindes 18 verdickt. Im Einsatz wird der Ansatz 17 in das Gehäuse eingeführt und das Glasgewinde 18 greift in die Wulst 9 an der Innenseite des Einbaugehäuses ein, um den Ansatz in dem Einbaugehäuse zu fixieren. Da sich das Glasgewinde 18 mehrfach um den Außenumfang erstreckt, kann das Abdeckelement 19 einfach bis in die gewünschte Position eingeschraubt werden. - Wie bereits ausgeführt kann das Abdeckelement 19 unterschiedliche Geometrien aufweisen, z. B. gerade oder gewölbt ausgebildet sein. Zusätzlich können noch verschiedene ausgeprägte Zierringe 21 zwischen der Decke bzw. Wand und dem Abdeckelement vorgesehen sein, um die Leuchten unterschiedlich auszugestalten. Die Befestigung erfolgt hierbei jeweils über das Glasgewinde.
- Bei der in
Figur 8 dargestellten Ausführungsform ist ein zusätzlicher Ring auf dem Leuchtengehäuse befestigt, so dass das Abdeckelement und die Decke in eingebautem Zustand in einer Ebene liegen. - Zu dem Einbaugehäuse und dem Glaselement kann zusätzlich eine Dichtung 20 bereitgestellt sein, um so einen möglichst staubdichten Abschluss zwischen den Elementen zu gewährleisten.
- Zwei weitere Ausführungsformen der Erfindung sind in den
Figuren 12 und13 dargestellt. Hierbei zeigtFigur 12 eine Kombination des erfindungsgemäßen Einbaugehäuses mit einer nach innen gewölbten Abdeckung 19. Dieses Beispiel soll nochmals die vielfältigen Ausgestaltungsmöglichkeiten der Abdeckung 19 demonstrieren. - Im Gegensatz dazu zeigt
Figur 13 eine Ausführungsform, bei welcher anstelle der Abdeckung ein Einsatz 20 mit den Einbaugehäusen verbunden ist. Hierbei ist der Einsatz 20 im Wesentlichen als sich gerade nach unten erstreckender Zylinder ausgebildet, in welchem ein Reflektor 23 gehalten wird. Der Einsatz 20 weist gleichermaßen wie die Abdeckung 19 einen Ansatz 17 auf, der an seiner Außenseite mit einem Gewinde versehen ist, das mit der Sicke im Bereich des Einbaugehäuses in Eingriff steht. - Der Reflektor kann sich bis zur Außenkante 22 des Einsatzes 20 erstrecken und diese umgreifen.
- Das Einbaugehäuse nimmt sämtliche elektrischen und mechanischen Komponenten auf, wie z. B. Lichtquelle, Versorgungsgeräte, Befestigungselemente und Gläser. Da das Einbaugehäuse wie hier offenbart mit einem eingedrückten Gewinde versehen wird, kann die Materialstärke gleichmäßig und homogen ausgelegt werden. Eine gleichbleibend hohe Stabilität sowie gute thermische Eigenschaften können hierdurch gewährleistet werden.
Claims (11)
- Decken- oder Wandeinbaugehäuse (1) zur Aufnahme eines Leuchtmittels, umfassend ein Bodenelement (2), ein sich an das Bodenelement (2) anschließendes Wandelement (3), sowie ein dem Bodenelement (2) gegenüberliegend ausgebildetes und sich von dem Wandelement (3) in der von dem Bodenelement (2) abgewandten Seite erstreckendes Auflageelement (4), wobei das Wandelement (3) zumindest an seiner Innenseite ein Gewinde (5) aufweist,
dadurch gekennzeichnet, dass
das Gehäuse (1) einstückig aus Metall hergestellt ist und
das Gewinde (5) von außen als Sicke (5) direkt in das Wandelement des Einbaugehäuses eingedrückt ist und sich in die Innenwandseite als Wulst erstreckt, wobei die Sicke (5) im Anfangs- (6) bzw. Endbereich (7) mit einer allmählich zunehmenden bzw. abnehmenden Tiefe ausgebildet ist. - Decken- oder Wandeinbaugehäuse nach Anspruch 1, dadurch gekennzeichnet, dass das Wandelement (3) im Bereich der Sicke (5) eine geringere Wandstärke aufweist
- Decken- oder Wandeinbaugehäuse nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass sich die Sicke (5) einmal um den Umfang des Wandelementes (3) unter einer vorbestimmten Steigung erstreckt.
- Decken- oder Wandeinbaugehäuse nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Sicke (5) in der Nähe des Auflageelementes (4) angeordnet ist.
- Decken- oder Wandeinbaugehäuse nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Einbaugehäuse (1) aus Aluminium oder Edelstahl besteht.
- Decken- oder Wandeinbaugehäuse nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Gehäuse (1) einen Durchmesser von 50 bis 600 mm, insbesondere 70-450 mm aufweist.
- Decken- oder Wandeinbaugehäuse nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Einbaugehäuse das Leuchtengehäuse bildet.
- Verfahren zur Herstellung eines Decken- oder Wandeinbaugehäuses nach einem der Ansprüche 1 bis 7, umfassend die Schritte:Herstellen eines Einbaugehäuses umfassend ein Bodenelement, ein sich an das Bodenelement anschließendes Wandelement, sowie ein Auflageelement, welches an der dem Bodenelement gegenüberliegenden Seite des Wandelementes angeordnet ist und sich in die von dem Bodenelement abgewandte Richtung erstreckt,Formen eines Gewindes an der Innenseite des Einbaugehäuses durch Eindrücken einer Sicke von außen in das Wandelement mit einer vorbestimmten radialen Drehung und vertikalen Steigung.
- Verfahren zur Herstellung eines Decken- oder Wandeinbaugehäuses, nach Anspruch 8, dadurch gekennzeichnet, dass das Einbaugehäuse durch Umformungsverfahren, insbesondere Drücken, hergestellt wird.
- Verfahren zur Herstellung eines Decken- oder Wandeinbaugehäuses, nach Anspruch 8 oder 9, dadurch gekennzeichnet, dass die Sicke unter Durchführung einer Drehung von höchstens 360 Grad und unter einer vorbestimmten Steigung ausgebildet wird.
- Wand- oder Deckenleuchte, umfassend ein Wand- oder Deckeneinbaugehäuse gemäß der Ansprüche 1 bis 7 oder hergestellt gemäß der Ansprüche 8 bis 10, ein eine Lichtquelle bereitstellendes Leuchtmittel, und eine lichtdurchlässige Abdeckung (19) und/oder Einsatz, welcher an einer Wandaußenseite mit einem Gewinde (18) versehen ist, das mit dem Gewinde (5) an der Innenwand des Wand-oder Deckeneinbaugehäuses (1) in Eingriff bringbar ist.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13006048.6A EP2886221B1 (de) | 2013-12-23 | 2013-12-23 | Wand- oder Deckeneinbaugehäuse |
| US14/577,928 US20150176818A1 (en) | 2013-12-23 | 2014-12-19 | Wall or ceiling fitted housings |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13006048.6A EP2886221B1 (de) | 2013-12-23 | 2013-12-23 | Wand- oder Deckeneinbaugehäuse |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2886221A1 EP2886221A1 (de) | 2015-06-24 |
| EP2886221B1 true EP2886221B1 (de) | 2020-04-08 |
Family
ID=49918378
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13006048.6A Active EP2886221B1 (de) | 2013-12-23 | 2013-12-23 | Wand- oder Deckeneinbaugehäuse |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20150176818A1 (de) |
| EP (1) | EP2886221B1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3473926B1 (de) * | 2017-10-23 | 2020-04-08 | Glashütte Limburg Leuchten GmbH + Co. KG | Leuchte und verfahren zur befestigung zweier bauteile |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2298382A1 (fr) * | 1975-01-21 | 1976-08-20 | Soka | Procede de fabrication d'un tube taraude et application d'un tel tube comme manchon anti-eblouissant |
| US4905851A (en) * | 1983-02-18 | 1990-03-06 | Tri-Tech Systems International, Inc. | Tamper evident closures and packages with color changing means and separable portions of the closures and method of forming the same |
| US4535906A (en) * | 1984-06-01 | 1985-08-20 | The Drackett Company | Bottle |
| DE3606421C1 (de) * | 1986-02-27 | 1987-04-09 | Bosch Siemens Hausgeraete | Beleuchtungseinrichtung fuer einen Mikrowellenherd |
| DE9005655U1 (de) * | 1990-05-18 | 1990-08-16 | Pistor + Boss GmbH, 5880 Lüdenscheid | Backofenleuchte |
| US5297688A (en) * | 1992-03-03 | 1994-03-29 | Creative Packaging Corp. | Closure for sealing a container rim |
| FR2699648A1 (fr) * | 1992-12-22 | 1994-06-24 | Montanaro Salvatore | Support de spot pour plafond tendu. |
| JPH0855512A (ja) * | 1994-08-10 | 1996-02-27 | Hitachi Lighting Ltd | 防湿防水形照明器具 |
| DE29511978U1 (de) * | 1995-07-25 | 1996-08-29 | AEG Hausgeräte GmbH, 90429 Nürnberg | Elektrische Leuchte für den Muffelraum eines Back- und Bratofens |
| US5738437A (en) * | 1996-08-27 | 1998-04-14 | Ilagan; Artemio M. | Attachment for light fixture cover |
| US20090008360A1 (en) * | 2007-05-31 | 2009-01-08 | Graham Packaging Company, L.P. | Finish and closure for plastic pasteurizable container |
| CA2689857A1 (en) * | 2010-02-01 | 2010-04-07 | The Procter & Gamble Company | Threaded cap |
-
2013
- 2013-12-23 EP EP13006048.6A patent/EP2886221B1/de active Active
-
2014
- 2014-12-19 US US14/577,928 patent/US20150176818A1/en not_active Abandoned
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150176818A1 (en) | 2015-06-25 |
| EP2886221A1 (de) | 2015-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102013103612B4 (de) | Verfahren und Stauchwerkzeug zur Herstellung von hoch maßhaltigen Halbschalen | |
| WO2006042812A1 (de) | Kabelschuh mit mutter bzw. funktionsteil, verfahren zur herstellung eines solchen kabelschuhs und mutter | |
| DE102009044544B4 (de) | Umformvorrichtung und Einrichtverfahren zum Einbringen einer Innen- und Außenverzahnung in ein zylindrisches Werkstück | |
| EP2460599B1 (de) | Verfahren und Vorrichtung zur Herstellung eines innen- und aussenverzahnten topfförmigen Blechteils | |
| EP2274119A1 (de) | Vorrichtung und spanloses umformungsverfahren zum einbringen eines aussenprofils in ein werkstück | |
| EP2541126A2 (de) | Selbstschneidender Einbauring zum Einbau einer Leuchte und Werkzeug zur Montage des Einbaurings | |
| EP2915609A1 (de) | VERFAHREN UND VORRICHTUNG ZUR HERSTELLUNG EINES INNEN- UND AUßENVERZAHNTEN TOPFFÖRMIGEN BLECHTEILS MIT EINEM UMFORMKOPF | |
| CH646622A5 (de) | Verfahren und werkzeug zur herstellung eines einsatzes mit einem polygonalen flansch. | |
| EP3385009A1 (de) | Vorrichtung und verfahren zur herstellung eines gewindeformteils | |
| EP2886221B1 (de) | Wand- oder Deckeneinbaugehäuse | |
| EP2842653A1 (de) | Werkzeug und Verfahren zum Herstellen von Stanzteilen | |
| DE102011102288B4 (de) | Vorrichtung und Verfahren zur Herstellung eines Stirnrads mit einer Schrägverzahnung | |
| EP1909985B1 (de) | Verfahren zum umformen einer blechronde | |
| EP3523857B1 (de) | Verfahren zur herstlellung einer mit einem kabelschuh drehverbundenen mutter und mit einem kabelschuh drehverbundene mutter | |
| WO2016058605A1 (de) | Kugelgewindemutter | |
| AT515601B1 (de) | System zur Aufnahme von Lichtmodulen sowie Verfahren für dessen Herstellung | |
| DE511460C (de) | Verfahren zur Herstellung von Profilen gleichmaessiger Wandstaerke aus Blechstreifen, insbesondere von Magnesium und Magnesiumlegierungen | |
| EP0379649A1 (de) | Verfahren zum Herstellen von Durchzügen an Blechteilen | |
| EP2631120B1 (de) | Aussenverrastende Einstellwelle zum Einstellen eines Fahrzeugscheinwerfers | |
| DE4106148C2 (de) | ||
| AT410772B (de) | Halter zur befestigung eines mit einem haltezapfen versehenen werkstückes | |
| DE10061403B4 (de) | Verfahren zur Herstellung eines rotationssymmetrischen Formkörpers | |
| DE102009051670B4 (de) | Kontaktstift mit Anschlag und zugehöriges Herstellungsverfahren | |
| DE10144834A1 (de) | Vorrichtung zur Herstellung eines eine konzentrische Nabe aufweisenden Formkörpers | |
| DE102017220536A1 (de) | Pressenwerkzeug und Verfahren zum Nachformen des Übergangsbereichs zwischen Boden und Zarge an einem rotationssymmetrischen Blechformteil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131223 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180903 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502013014547 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B21D0051160000 Ipc: F21S0008020000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 51/16 20060101ALI20191120BHEP Ipc: B21D 53/88 20060101ALI20191120BHEP Ipc: F21V 15/01 20060101ALI20191120BHEP Ipc: F21S 8/02 20060101AFI20191120BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20191206 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1254850 Country of ref document: AT Kind code of ref document: T Effective date: 20200415 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013014547 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200408 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200817 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200709 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200808 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200708 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013014547 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 |
|
| 26N | No opposition filed |
Effective date: 20210112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201223 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231218 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231227 Year of fee payment: 11 Ref country code: FR Payment date: 20231220 Year of fee payment: 11 Ref country code: AT Payment date: 20231219 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231221 Year of fee payment: 11 |