EP2829482A1 - Process for three-dimensional forming of flat material - Google Patents
Process for three-dimensional forming of flat material Download PDFInfo
- Publication number
- EP2829482A1 EP2829482A1 EP14178146.8A EP14178146A EP2829482A1 EP 2829482 A1 EP2829482 A1 EP 2829482A1 EP 14178146 A EP14178146 A EP 14178146A EP 2829482 A1 EP2829482 A1 EP 2829482A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forming
- during
- piston
- sleeve
- sheet material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 49
- 238000000034 method Methods 0.000 title claims abstract description 23
- 239000011111 cardboard Substances 0.000 claims abstract description 4
- 239000000835 fiber Substances 0.000 claims abstract description 4
- 239000011087 paperboard Substances 0.000 claims abstract description 4
- 230000037303 wrinkles Effects 0.000 claims description 8
- 238000007789 sealing Methods 0.000 claims description 6
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 230000006835 compression Effects 0.000 claims 1
- 238000007906 compression Methods 0.000 claims 1
- 238000004049 embossing Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/44—Folding sheets, blanks or webs by plungers moving through folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
- B65B47/06—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure using folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/59—Shaping sheet material under pressure
- B31B50/592—Shaping sheet material under pressure using punches or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/0077—Shaping by methods analogous to moulding, e.g. deep drawing techniques
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/008—Shaping of tube ends, e.g. flanging, belling, closing, rim-rolling or corrugating; Fixing elements to tube ends
- B31F1/0087—Rim-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/36—Moistening and heating webs to facilitate mechanical deformation and drying deformed webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/741—Moistening; Drying; Cooling; Heating; Sterilizing
Definitions
- the invention relates to a method for three-dimensional forming of sheet material, in particular natural fibers, such. Paper or cardboard, with a piston and a box-shaped opposite, into which the material is drawn.
- the invention has for its object to propose a forming process with which this uncontrolled wrinkling is avoided.
- a possibility is created to produce a complex final contour with increased forming ratio dimensionally stable and dimensionally stable.
- This object is achieved in that the material zwichen the sleeve-shaped opposite and a so-called fold holder is clamped, whereby the material can slipping deliberately during forming.
- a particularly advantageous embodiment of the invention is that the fold holder presses with a variable pressure against the sheet material.
- the pressure of the pleat holder acting against the sheet material can be controlled or regulated.
- An advantageous further embodiment of the invention is characterized in that in the axial direction of the piston, a counter punch is provided, which presses the material during the forming against the piston, wherein the counter punch can be made variable and adjustable.
- the material is reliably guided during forming, so that no uncontrolled movements of the material can occur.
- the holding force can be set very accurately.
- a calibration device in which the formed material is pressed against the piston.
- the resulting small wrinkles during forming can be equalized in a simple manner.
- the material is moistened at least on one side before, during and / or after forming and / or calibrating.
- the material is heated before, during and / or after the forming and / or before and / or during the calibration.
- the temperature and / or the processing moisture of the material is selected or adjusted depending on the material used.
- a further advantageous embodiment of the invention is characterized in that the bottom of the formed during forming part between the piston and counter-punch is coined.
- different imprints can be provided; so the floor can be shaped out of the plane or patterned.
- they provide Embossing geometries for additional stabilization of the drawn part. Deviations from the intended shape contour of the drawn part are minimized.
- a further advantageous embodiment of the invention is that the material is or will be provided at least on one side with a plastic layer.
- the fibrous material is effectively protected against internal and / or external influences.
- a further advantageous embodiment of the invention is characterized in that the part formed during forming is selectively expanded at its open end.
- the open end is transferred to a sealing edge.
- the created container can be closed after its filling in a simple manner.
- the sealing edge is additionally compacted, wherein the densification can take place with the supply of heat and / or after previous moistening.
- 1 denotes a device with which paper or cardboard or fiber-containing material 2 can be converted from a flat state into a cup or dish-shaped state.
- the device 1 has a piston 3 and a sleeve-shaped opposite 4, in which the material 2 is pressed by the piston 3.
- the material 2 is pressed by a fold holder 5 against the bush-shaped opposite 4, so that it only slips in a controlled manner when entering the opposite 4. This ensures that only small wrinkles occur in the material when forming the wall area.
- the fold holder can spring loaded against the sheet material 2 press. But it is also possible to provide a hydraulic, electromechanical or other contact pressure, which is configured controllable or controllable. A combination between spring load and controlled or regulated hydraulic / pneumatic / actuators is also conceivable.
- the embossing takes place by the piston 3 and the counter punch 6 before the actual forming process.
- the piston 3 and counter punch 6 can already close under Faltenhalterkraft and bring in the embossing. In this case, a drawing operation is performed against the actual pulling forming, whereby the scope is expanded in terms of degree of deformation and design of the soil.
- the formed part 7 is moved in a calibration device 8 from the piston 3, where the wall portion is pressed against the piston 3 and thereby the small and finely divided wrinkles formed are equalized.
- the upper wall area can be widened.
- the upper edge of the part 7 can be reshaped, either in a flat sealing edge or in a mouth roll
- the material 2 can be moistened before forming or even during this process one or both sides.
- a heating is possible, with a radiant heater for the material or heating of the forming tools is conceivable.
- a coating of the material, for example, with a plastic is also possible to improve the tightness of the finished part 7, wherein this coating can be made inside or outside or on both sides.
Abstract
Verfahren zum dreidimensionalen Umformen von flächigem Material (2) aus insbesondere Naturfasern, wie z.B. Papier oder Karton, mit einem Kolben (3) und einem büchsenförmigen Gegenteil (4), in welches das Material (2) hinein gezogen wird, wobei das Material (2) zwischen dem büchsenförmigen Gegenteil (4) und einem sogenannten Faltenhalter (5) eingeklemmt wird, wodurch das Material (2) beim Umformen gezielt nachrutschen kann.Method for the three-dimensional forming of sheet material (2) from, in particular, natural fibers, such as e.g. Paper or cardboard, with a piston (3) and a sleeve-shaped opposite (4), in which the material (2) is pulled into, wherein the material (2) between the sleeve-shaped opposite (4) and a so-called fold holder (5) clamped is, whereby the material (2) can slide down specifically during forming.
Description
Die Erfindung bezieht sich auf ein Verfahren zum dreidimensionalen Umformen von flächigem Material aus insbesondere Naturfasern, wie z.B. Papier oder Karton, mit einem Kolben und einem büchsenförmigen Gegenteil, in welches das Material hinein gezogen wird.The invention relates to a method for three-dimensional forming of sheet material, in particular natural fibers, such. Paper or cardboard, with a piston and a box-shaped opposite, into which the material is drawn.
Bei derartigen Umformverfahren bilden sich unkontrollierte Falten in unterschiedlicher Größe, die im Nachhinein nicht mehr korrigierbar sind, aber das Erscheinungsbild des fertigen Gegenstandes und eventuell sogar die Formstabilität, Festigkeit und Dichtigkeit im Randbereich erheblich beeinträchtigen.In such forming processes uncontrolled wrinkles form in different sizes, which are no longer correctable in retrospect, but significantly affect the appearance of the finished article and possibly even the dimensional stability, strength and tightness in the edge region.
Der Erfindung liegt die Aufgabe zugrunde, ein Umform-Verfahren vorzuschlagen, mit dem diese unkontrollierte Faltenbildung vermieden wird. Zudem wird eine Möglichkeit geschaffen, eine komplexe Endkontur mit erhöhtem Umformverhältnis formstabil und formhaltig herzustellen.The invention has for its object to propose a forming process with which this uncontrolled wrinkling is avoided. In addition, a possibility is created to produce a complex final contour with increased forming ratio dimensionally stable and dimensionally stable.
Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass das Material zwichen dem büchsenförmigen Gegenteil und einem sogenannten Faltenhalter eingeklemmt wird, wodurch das Material beim Umformen gezielt nachrutschen kann.This object is achieved in that the material zwichen the sleeve-shaped opposite and a so-called fold holder is clamped, whereby the material can slipping deliberately during forming.
Durch das Einklemmen des Material-Zuschnittes mittels des Faltenhalters werden beim Umformen gleichmäßig verteilte kleine Falten gebildet, die verpresst werden können und damit nicht stören.By clamping the material blank by means of the fold holder evenly distributed small wrinkles are formed during forming, which can be pressed and thus do not interfere.
Eine besonders vorteilhafte Ausgestaltung der Erfindung liegt darin, dass der Faltenhalter mit einem variablen Druck gegen das flächige Material drückt.A particularly advantageous embodiment of the invention is that the fold holder presses with a variable pressure against the sheet material.
Damit kann die Wirkung des Faltenhalters und damit die Entstehung der kleinen Falten gezielt gesteuert werden.Thus, the effect of the wrinkle holder and thus the emergence of small wrinkles can be controlled specifically.
Dabei kann gemäß einer weiteren Ausgestaltung der Erfindung in vorteilhafter Weise der Faltenhalter federbelastet gegen das flächige Material drücken.In this case, according to a further embodiment of the invention advantageously the fold holder spring-loaded press against the sheet material.
Auch ist es im Rahmen der Erfindung möglich, dass der gegen das flächige Material wirkende Druck des Faltenhalters steuer- bzw. regelbar ist.It is also possible within the scope of the invention that the pressure of the pleat holder acting against the sheet material can be controlled or regulated.
Sowohl die Federbelastung als auch die Steuer- bzw. Regelbarkeit können dabei in vorteilhafter Weise kombiniert werden.Both the spring load and the controllability or controllability can be combined in an advantageous manner.
Eine vorteilhafte weitere Ausgestaltung der Erfindung ist, dadurch gekennzeichnet, dass in Achsrichtung zum Kolben ein Gegenstempel vorgesehen ist, welcher das Material während des Umformens gegen den Kolben drückt, wobei der Gegenstempel variabel und regelbar ausgebildet sein kann.An advantageous further embodiment of the invention is characterized in that in the axial direction of the piston, a counter punch is provided, which presses the material during the forming against the piston, wherein the counter punch can be made variable and adjustable.
Dadurch wird das Material beim Umformen zuverlässig geführt, so dass keine unkontrollierten Bewegungen des Materials eintreten können. Die Haltekraft kann sehr genau eingestellt werden.As a result, the material is reliably guided during forming, so that no uncontrolled movements of the material can occur. The holding force can be set very accurately.
Des weiteren ist es sehr vorteilhaft, wenn erfindungsgemäß eine Kalibriereinrichtung vorgesehen ist, in welcher das umgeformte Material gegen den Kolben gepresst wird.Furthermore, it is very advantageous if according to the invention a calibration device is provided, in which the formed material is pressed against the piston.
Dadurch können die beim Umformen entstehenden kleinen Falten auf einfache Weise egalisiert werden.As a result, the resulting small wrinkles during forming can be equalized in a simple manner.
Als ebenfalls sehr vorteilhaft hat es sich erwiesen, wenn gemäß einer weiteren Ausgestaltung der Erfindung das Material vor, während und/oder nach dem Umformen und/oder Kalibrieren wenigstens einseitig angefeuchtet wird.It has also proven to be very advantageous if, according to a further embodiment of the invention, the material is moistened at least on one side before, during and / or after forming and / or calibrating.
Durch dieses Anfeuchten wird die Umformbarkeit und Kalibrierbarkeit des Materials ganz erheblich verbessert.This moistening considerably improves the formability and calibratability of the material.
Gemäß einer vorteilhaften weiteren Ausgestaltung der Erfindung ist vorgesehen, dass das Material vor, während und/oder nach dem Umformen und/oder vor und/oder während dem Kalibrieren beheizt wird.According to an advantageous further embodiment of the invention, it is provided that the material is heated before, during and / or after the forming and / or before and / or during the calibration.
Auch hierdurch wird die Umformbarkeit und Kalibrierbarkeit des Materials erheblich gesteigert.This also considerably improves the formability and calibratability of the material.
Dabei hat es sich als sehr vorteilhaft erwiesen, wenn gemäß einer weiteren Ausgestaltung der Erfindung die Temperatur und/oder die Verarbeitungsfeuchte des Materials abhängig vom verwendeten Material gewählt bzw. eingestellt wird.It has proved to be very advantageous if, according to a further embodiment of the invention, the temperature and / or the processing moisture of the material is selected or adjusted depending on the material used.
Eine weitere vorteilhafte Ausgestaltung der Erfindung ist dadurch gekennzeichnet, dass der Boden des beim Umformen gebildeten Teils zwischen dem Kolben und Gegenstempel geprägt wird.A further advantageous embodiment of the invention is characterized in that the bottom of the formed during forming part between the piston and counter-punch is coined.
Dabei können unterschiedliche Prägungen vorgesehen werden; so kann der Boden aus der Ebene heraus geformt oder mit Mustern versehen werden. Zudem sorgen diese Prägegeometrien für eine zusätzliche Stabilisierung des Ziehteils. Abweichungen von der vorgesehenen Formkontur des Ziehteils werden minimiert.In this case, different imprints can be provided; so the floor can be shaped out of the plane or patterned. In addition, they provide Embossing geometries for additional stabilization of the drawn part. Deviations from the intended shape contour of the drawn part are minimized.
Eine weitere vorteilhafte Ausgestaltung der Erfindung liegt darin, dass das Material wenigstens einseitig mit einer Kunststoffschicht versehen ist oder wird.A further advantageous embodiment of the invention is that the material is or will be provided at least on one side with a plastic layer.
Damit ist das faserhaltige Material gegen innere und/oder äußere Einflüsse wirksam geschützt.Thus, the fibrous material is effectively protected against internal and / or external influences.
Sehr günstig ist es auch, wenn gemäß einer weiteren Ausgestaltung der Erfindung die sich beim Umformen bildenden feinverteilten Falten verpresst werden.It is also very favorable if, according to a further embodiment of the invention, the finely divided folds forming during forming are pressed.
Damit kann eine sehr glatte Oberfläche des umgeformten Teils erzielt werden.Thus, a very smooth surface of the formed part can be achieved.
Eine weitere vorteilhafte Ausgestaltung der Erfindung ist dadurch gekennzeichnet, dass das beim Umformen gebildete Teil an seinem offenen Ende gezielt aufgeweitet wird.A further advantageous embodiment of the invention is characterized in that the part formed during forming is selectively expanded at its open end.
Durch diese gezielte Aufweitung kann ein Behälter geschaffen werden, der sich gegen den oberen Rand erweitert. Zudem weist der Behälter dennoch mit nicht aufgeweiteten Behältern vergleichbare Randqualitäten auf.By this targeted expansion, a container can be created, which widens against the upper edge. In addition, the container still has with non-expanded containers comparable edge qualities.
Sehr vorteilhaft ist es auch, wenn gemäß einer weiteren Ausgestaltung der Erfindung das offene Ende zu einem Siegelrand umgelegt wird.It is also very advantageous if, according to a further embodiment of the invention, the open end is transferred to a sealing edge.
Damit kann der geschaffene Behälter nach seinem Befüllen auf einfache Weise verschlossen werden.Thus, the created container can be closed after its filling in a simple manner.
Äußerst vorteilhaft ist es erfindungsgemäß auch, wenn der Siegelrand zusätzlich verdichtet wird, wobei die Verdichtung unter Zufuhr von Wärme und/oder nach vorangehendem Anfeuchten erfolgen kann.According to the invention, it is also extremely advantageous if the sealing edge is additionally compacted, wherein the densification can take place with the supply of heat and / or after previous moistening.
Hierdurch wird ein sehr glatter und gleichmäßiger Siegelrand geschaffen, der auch gute Festigkeitswerte aufweist.This creates a very smooth and uniform sealing edge, which also has good strength values.
Es sind jedoch auch andere Ausgestaltungen des offenen Endes denkbar; beispielsweise ist die Bildung einer sogenannten Mundrolle möglich.However, other embodiments of the open end are conceivable; For example, the formation of a so-called mouth roll is possible.
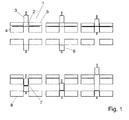
In der Zeichnung ist die Erfindung anhand eines Ausführungsbeispiels veranschaulich. Dabei zeigt die Figur:
- eine schematische Darstellung des Ablaufs des erfindungsgemäßen Verfahrens
- a schematic representation of the sequence of the method according to the invention
Mit 1 ist eine Vorrichtung bezeichnet, mit der Papier oder Karton bzw. faserhaltiges Material 2 von einem flachliegenden Zustand in einen becher- oder schalenförmigen Zustand umgeformt werden kann.1 denotes a device with which paper or cardboard or fiber-containing
Die Vorrichtung 1 weist einen Kolben 3 sowie ein büchsenförmiges Gegenteil 4 auf, in welches des Material 2 vom Kolben 3 hineingedrückt wird. Dabei wird das Material 2 von einem Faltenhalter 5 gegen das büchsenförmigen Gegenteil 4 gepresst, so dass es beim Einfahren in das Gegenteil 4 nur kontrolliert nachrutscht. Dadurch wird gewährleistet, dass beim Umformen des Wandbereiches nur kleine Falten im Material entstehen.The device 1 has a
Der Faltenhalter kann dabei federbelastet gegen das flächige Material 2 drücken. Es ist aber auch möglich eine hydraulische, elektromechanische oder anderweitige Anpressung vorzusehen, die steuer- bzw. regelbar ausgestaltet ist. Eine Kombination zwischen Federbelastung und gesteuerter bzw. geregelter Hydraulik / Pneumatik / Aktuatoren ist ebenfalls denkbar.The fold holder can spring loaded against the
Ein Gegenstempel 6, der in Achsrichtung des Kolbens 3 angeordnet ist, drückt von unten her gegen das Material 2, so dass kein Material aus dem Bodenbereich in den umzuformenden Wandbereich fließen kann. Es ist jedoch möglich, dass das Material 2 im Bodenbereich zwischen dem Kolben 3 und dem Gegenstempel 6 selbst umgeformt wird. Es ist in diesem Zusammenhang auch denkbar, daß die Prägung durch den Kolben 3 und den Gegenstempel 6 vor dem eigentlichen Umformvorgang erfolgt. Dabei können Kolben 3 und Gegenstempel 6 bereits unter Faltenhalterkraft schließen und die Prägung einbringen. Dabei wird ein Ziehvorgang entgegen der eigentlichen ziehenden Umformung vorgenommen, wodurch der Spielraum hinsichtlich Umformgrad und Ausgestaltung des Bodens erweitert wird.A
Nach dem Umformen wird das gebildete Teil 7 in eine Kalibriereinrichtung 8 vom Kolben 3 bewegt, wo der Wandbereich gegen den Kolben 3 gepresst wird und dabei die gebildeten kleinen und feinverteilten Falten egalisiert werden.After forming, the
Während dieses Kalibrierens kann der obere Wandbereich aufgeweitet werden.During this calibration, the upper wall area can be widened.
Nach dem Kalibrieren wird das fertig umgeformte Teil 7 nach dem Hochfahren des Kolbens 3 vom Gegenstempel 6 ausgestoßen.After calibrating the finished formed
Vorher oder auch anschließend kann noch der obere Rand des Teils 7 umgeformt werden, entweder in einen flachen Siegelrand oder auch in eine MundrolleBefore or afterwards, the upper edge of the
Zur Verbesserung des Umformergebnisses kann das Material 2 vor dem Umformen oder auch während dieses Prozesses ein oder beidseitig angefeuchtet werden.To improve the Umformergebnisses the
Auch eine Beheizung ist möglich, wobei eine Strahlungsheizung für das Material oder eine Beheizung der Umform-Werkzeuge denkbar ist.A heating is possible, with a radiant heater for the material or heating of the forming tools is conceivable.
Eine Beschichtung des Materials beispielsweise mit einem Kunststoff ist zur Verbesserung der Dichtigkeit des fertigen Teils 7 ebenfalls möglich, wobei diese Beschichtung innen oder außen oder auch beidseitig vorgenommen werden kann.A coating of the material, for example, with a plastic is also possible to improve the tightness of the finished
Claims (15)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013107932.6A DE102013107932A1 (en) | 2013-07-24 | 2013-07-24 | Method for three-dimensional forming of sheet material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2829482A1 true EP2829482A1 (en) | 2015-01-28 |
| EP2829482B1 EP2829482B1 (en) | 2018-07-04 |
Family
ID=51225316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14178146.8A Active EP2829482B1 (en) | 2013-07-24 | 2014-07-23 | Process for three-dimensional forming of flat material |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2829482B1 (en) |
| DE (1) | DE102013107932A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180319116A1 (en) * | 2017-05-08 | 2018-11-08 | Pester Pac Automation Gmbh | Method for three-dimensional shaping of flat material |
| WO2020031096A1 (en) | 2018-08-10 | 2020-02-13 | T.M.E. S.p.A. | Method and packaging machine for manufacturing a compostable pod for brewing products and compostable pod for brewing products |
| WO2022087007A1 (en) * | 2020-10-19 | 2022-04-28 | Westrock Mwv, Llc | Punch head, punch, shaping apparatus, container making machine, shaping method, and bottom blank and container formed therefrom |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015105099A1 (en) | 2015-04-01 | 2016-10-06 | Technische Universität Dresden | Method and device for three-dimensional forming of flat fiber material |
| DE102015115251A1 (en) * | 2015-09-10 | 2017-03-16 | Pester Pac Automation Gmbh | Method for three-dimensional forming of material |
| DE102016104375A1 (en) | 2016-03-10 | 2017-09-14 | Pester Pac Automation Gmbh | Device and method for operating the device |
| DE102016106142A1 (en) | 2016-04-04 | 2017-10-05 | Technische Universität Dresden | Packaging comprising fiber material and method for its production by compression drawing |
| DE102017123309A1 (en) | 2017-10-06 | 2019-04-11 | Technische Universität Dresden | Device for compression drawing of flat fiber material |
| DE102018113512A1 (en) * | 2018-06-06 | 2019-12-12 | Progress Packaging Gmbh | Apparatus and method for producing filler with pressing device |
| DE102021110679A1 (en) * | 2021-04-27 | 2022-10-27 | Multivac Sepp Haggenmüller Se & Co. Kg | MAKING A PACKAGING CONTAINER FROM FIBROUS MATERIAL |
| WO2023175551A1 (en) * | 2022-03-18 | 2023-09-21 | Sarong Societa' Per Azioni | Apparatus and method for making a container |
| WO2023175550A1 (en) * | 2022-03-18 | 2023-09-21 | Sarong Societa' Per Azioni | Apparatus and method for making a container |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2215789A (en) * | 1938-08-09 | 1940-09-24 | John K M Harrison | Tube end-flaring mechanism |
| US2272920A (en) * | 1940-02-23 | 1942-02-10 | Paper Container Mfg Company | Method of forming reinforcing beads on conical paper cups |
| US2402237A (en) * | 1944-06-06 | 1946-06-18 | Container Corp | Combination preheater and steam shower for corrugating and like machines |
| US4576566A (en) * | 1980-12-16 | 1986-03-18 | Champion International Corporation | Apparatus for forming a paperboard receptacle |
| EP0700833A1 (en) * | 1994-01-19 | 1996-03-13 | ALUCART S.r.L. | Package for hot-melt adhesives and method of production thereof |
| DE60105598T2 (en) * | 2001-08-06 | 2005-02-03 | Ecopack S.P.A., Piobesi | Apparatus for making cups of thin paper |
| DE102010037092A1 (en) * | 2010-08-20 | 2012-02-23 | Tim Schüßler | Method and apparatus for packing bouquets |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2270185A (en) * | 1940-08-15 | 1942-01-13 | Dow Chemical Co | Simultaneous manufacture of containers and closures |
| US2270187A (en) * | 1940-10-04 | 1942-01-13 | Dow Chemical Co | Machine for drawing and trimming thermoplastic containers |
| US2425390A (en) * | 1946-01-15 | 1947-08-12 | Eastman Kodak Co | Forming flanged or beaded containers |
| US3231937A (en) * | 1963-12-17 | 1966-02-01 | Continental Can Co | Die center pad |
| US3520750A (en) * | 1966-12-23 | 1970-07-14 | Allied Chem | Novel thermosetting composites and process for making |
| US3506751A (en) * | 1968-05-03 | 1970-04-14 | Continental Can Co | Method of drawing plastic containers |
| FR2600936B1 (en) * | 1986-07-07 | 1989-02-24 | Cofim | PROCESS AND DEVICE FOR PRODUCING PREFORMS FOR PARTS MADE OF COMPOSITE MATERIALS |
| US5290167A (en) * | 1990-10-08 | 1994-03-01 | Sumitomo Heavy Industries, Ltd. | Method of manufacturing three-dimensional parts using sheets of thermoplastic resin high-performance fiber-reinforced composite material and apparatus therefor |
| DE9215136U1 (en) * | 1992-11-06 | 1993-06-03 | Lmg Rotopack Gmbh, 7000 Stuttgart, De |
-
2013
- 2013-07-24 DE DE102013107932.6A patent/DE102013107932A1/en active Pending
-
2014
- 2014-07-23 EP EP14178146.8A patent/EP2829482B1/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2215789A (en) * | 1938-08-09 | 1940-09-24 | John K M Harrison | Tube end-flaring mechanism |
| US2272920A (en) * | 1940-02-23 | 1942-02-10 | Paper Container Mfg Company | Method of forming reinforcing beads on conical paper cups |
| US2402237A (en) * | 1944-06-06 | 1946-06-18 | Container Corp | Combination preheater and steam shower for corrugating and like machines |
| US4576566A (en) * | 1980-12-16 | 1986-03-18 | Champion International Corporation | Apparatus for forming a paperboard receptacle |
| EP0700833A1 (en) * | 1994-01-19 | 1996-03-13 | ALUCART S.r.L. | Package for hot-melt adhesives and method of production thereof |
| DE60105598T2 (en) * | 2001-08-06 | 2005-02-03 | Ecopack S.P.A., Piobesi | Apparatus for making cups of thin paper |
| DE102010037092A1 (en) * | 2010-08-20 | 2012-02-23 | Tim Schüßler | Method and apparatus for packing bouquets |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180319116A1 (en) * | 2017-05-08 | 2018-11-08 | Pester Pac Automation Gmbh | Method for three-dimensional shaping of flat material |
| EP3401227A1 (en) * | 2017-05-08 | 2018-11-14 | Pester Pac Automation GmbH | Method for three dimensional forming of sheet material |
| WO2020031096A1 (en) | 2018-08-10 | 2020-02-13 | T.M.E. S.p.A. | Method and packaging machine for manufacturing a compostable pod for brewing products and compostable pod for brewing products |
| WO2022087007A1 (en) * | 2020-10-19 | 2022-04-28 | Westrock Mwv, Llc | Punch head, punch, shaping apparatus, container making machine, shaping method, and bottom blank and container formed therefrom |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013107932A8 (en) | 2015-05-13 |
| EP2829482B1 (en) | 2018-07-04 |
| DE102013107932A1 (en) | 2015-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2829482B1 (en) | Process for three-dimensional forming of flat material | |
| EP3347196B1 (en) | Method for three-dimensional shaping of material | |
| EP2829392B1 (en) | Apparatus for shaping a flat material | |
| EP2637841A1 (en) | Method and device for producing a three-dimensional preform during the production of fiber-reinforced molded parts | |
| WO2012062824A2 (en) | Method, device, and molding shell for producing a three-dimensional preform in the course of producing fiber-reinforced molded parts | |
| DE2825821A1 (en) | METHOD AND DEVICE FOR MANUFACTURING BLISTERS WITH HIGH LOCKING EFFECT FROM A METAL-PLASTIC COMPOSITE FILM THAT CAN BE DEEP-DRAWN FROM THE EXTENSION, IN PARTICULAR AN AL-PLASTIC COMPOSITE FILM | |
| DE10124912C1 (en) | Process for producing a three-dimensionally deformed body | |
| AT15268U1 (en) | Draping device for producing a three-dimensional preform made of fiber material | |
| WO2020207659A1 (en) | Packaging machine for producing a packaging, and method for producing same | |
| AT504783B1 (en) | METHOD FOR COLD FORMING OF A STAINLESS STEEL SHEET | |
| EP3401227A1 (en) | Method for three dimensional forming of sheet material | |
| EP3507069A1 (en) | Method and draping device for producing a three-dimensional preform | |
| DE102004054120B4 (en) | A method of forming a large sheet metal blank to a molded part, such as an outer skin part of a motor vehicle body | |
| AT525767A2 (en) | INTERNAL HIGH PRESSURE FORMING TOOL DEVICE AND METHOD FOR MANUFACTURING A HOLLOW BODY BY INTERNAL HIGH PRESSURE FORMING | |
| EP1268099B1 (en) | Method for producing components using a flowable active medium and a forming tool | |
| EP3216594A1 (en) | Apparatus for clamping, holding and guiding flat material and process for operating the apparatus | |
| EP1216769A2 (en) | Method and apparatus for making a closed hollow section | |
| DE202016104843U1 (en) | Draping device for producing a three-dimensional preform | |
| DE972745C (en) | Process for surface decoration of synthetic resin moldings | |
| DE686099C (en) | Method and device for producing thick-walled bottles made of cardboard or the like. | |
| DE296471C (en) | ||
| DE10104860C1 (en) | Production of a hollow body from two plates has two dies with a high internal fluid pressure between them to force the plates against the die surfaces with structured local curves to prevent creasing/folding | |
| DE365334C (en) | Tool for pulling cardboard boxes with cover | |
| DE961590C (en) | Method and apparatus for producing rivetless cylinders | |
| DE102018108920A1 (en) | A method of processing a wood body and a wood body processed by the method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 17P | Request for examination filed |
Effective date: 20140723 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MAJSCHAK, JENS-PETER, PROF. DR. Inventor name: HAUG, HANS Inventor name: HAUPTMANN, MAREK |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150706 |
|
| RAX | Requested extension states of the european patent have changed |
Extension state: ME Payment date: 20150706 Extension state: BA Payment date: 20150706 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: HAUPTMANN, MAREK Inventor name: MAJSCHAK, JENS-PETER, PROF. DR. Inventor name: HAUG, HANS |
|
| 17Q | First examination report despatched |
Effective date: 20161026 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20180130 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1014228 Country of ref document: AT Kind code of ref document: T Effective date: 20180715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014008720 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180704 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181004 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181005 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181104 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181004 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180723 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014008720 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180723 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| 26N | No opposition filed |
Effective date: 20190405 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180704 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230724 Year of fee payment: 10 Ref country code: AT Payment date: 20230713 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230725 Year of fee payment: 10 Ref country code: DE Payment date: 20230824 Year of fee payment: 10 |