EP2759397A2 - Rotation stamping device with tensioning system and angle adjustment - Google Patents
Rotation stamping device with tensioning system and angle adjustment Download PDFInfo
- Publication number
- EP2759397A2 EP2759397A2 EP13195594.0A EP13195594A EP2759397A2 EP 2759397 A2 EP2759397 A2 EP 2759397A2 EP 13195594 A EP13195594 A EP 13195594A EP 2759397 A2 EP2759397 A2 EP 2759397A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- clamping
- roller body
- clamping ring
- tool sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004049 embossing Methods 0.000 claims description 65
- 238000005304 joining Methods 0.000 claims description 22
- 229920001971 elastomer Polymers 0.000 claims description 13
- 239000000806 elastomer Substances 0.000 claims description 13
- 230000007246 mechanism Effects 0.000 claims description 8
- 238000006073 displacement reaction Methods 0.000 claims description 7
- 125000006850 spacer group Chemical group 0.000 claims description 6
- 230000000295 complement effect Effects 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 5
- 239000011111 cardboard Substances 0.000 claims description 4
- 239000004033 plastic Substances 0.000 claims description 4
- 239000002131 composite material Substances 0.000 claims description 3
- 239000000123 paper Substances 0.000 claims description 3
- 229920000459 Nitrile rubber Polymers 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000008901 benefit Effects 0.000 description 4
- 238000011161 development Methods 0.000 description 4
- 230000018109 developmental process Effects 0.000 description 4
- 239000003814 drug Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 230000001154 acute effect Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/073—Rollers having a multilayered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/02—Dies; Accessories
- B44B5/026—Dies
Definitions
- the invention relates to a rotary embossing device according to the preamble of claim 1 and 5.
- Folding cartons are cardboard or corrugated board packaging, and to a lesser extent plastic, which are glued at one or more points during the folding process, depending on the design. They are usually produced from a blank. The blanks are usually punched out in a flatbed or rotary die-cutting machine. The blank must be folded on several lines and glued at least at one edge. When folded flat, the folded boxes come out of the carton gluer and can be stacked compact or packed in cartons. The placement and filling of the boxes can be done mechanically in packaging machines or manually.
- embossing of the braille is carried out either during the stamping process in the punching machine during the production of the blanks. This is however consuming, since a punching sheet several benefits, ie blanks contains and for each benefit a pair of tools consisting of die and patrix must be provided. Or there are rotary embossing devices with two rotating embossing tools are used, which may for example be part of a Faltschachtelklebemaschine.
- the known Braille stamping devices usually consist of an upper rotary tool, the Braille male and a lower rotary tool of the Braille die.
- the Braille patrix has a predetermined number of raised Braille embossing points on its embossing side.
- the Braille matrix usually has the maximum possible number of Braille point wells; It is therefore designed as a universally applicable matrix. The number of depressions depends on whether the Braille embossing used is the usual 6-point basic shape or the 8-point basic shape.
- the DE 10 2010 036 011 A1 shows a tool for a rotary embossing device for embossing flat, curved material.
- the device has two rotary embossing tools in the form of a male and a die for introducing the embossments.
- At least the male part consists of a roller body, on which a closed, annular tool sleeve or a slotted tool sleeve is attached.
- the tool sleeves are fixed by clamping systems described in more detail.
- the tool sleeve of the male has on its outer shell job specific raised embossing points. These interact with corresponding depressions in the outer shell surface of the order-neutral die.
- Another disadvantage is that when two or more embossing dies are mounted on the same drive shaft, no relative synchronization of both is possible. Due to manufacturing tolerances, however, such synchronization for the production of high-quality printed products is required. This is especially true for coining legally prescribed braille.
- Known from the prior art it is only to synchronize the embossing die relative to the associated embossing die by rotating their drive shafts to each other. With this method, however, only both (or more) embossing matrices can be corrected by an equal angular degree.
- Object of the present invention is to provide a rotary embossing device, which allows easy installation and adjustment of a tool sleeve and thus at least partially solves the disadvantages of the prior art.
- the rotary embossing device is used for embossing sheet-like materials such as sheet, utility and webs of paper, cardboard, plastic and composite materials with a drive shaft and an embossing tool mounted thereon, wherein the embossing tool has a roller body, a clamping system and a tool sleeve, wherein the tool sleeve with the Clamping system is stretched on the roll body. Furthermore, one on a parallel further drive shaft be provided mounted rotary counter tool. For processing the sheet material, this is then transported between the two tools.
- the clamping system has at least one clamping ring, which is arranged between the roller body and the tool sleeve and serves to clamp the tool sleeve.
- the clamping ring has a lower mass moment of inertia.
- the at least one clamping ring is connected to an adjusting device for rotating the at least one clamping ring for adjusting the angle of the tool sleeve about an axis of rotation of the embossing tool. There is thus also a rotation of the tool sleeve relative to the drive shaft. The twisting takes place by a displacement of the clamping ring along the preferably cylindrical surface of the roller body. This ensures that the clamping ring and thus the tool sleeve can be adjusted in its angular position relative to the drive shaft and thus also relative to an optionally existing counter tool. If there are several embossing tools on one and the same drive shaft, then it is possible for the tool sleeves of the embossing tools to undergo a different angle adjustment, and thus the tool sleeves to be adjusted relative to one another.
- the adjusting device has a particularly axially displaceable positioning, which is associated with a particular mounted inside the roller body adjustment mechanism, wherein the clamping ring has on its inner surface a groove and the positioning element is displaceable in the groove, wherein the displacement causes an adjustment of the clamping ring.
- the groove in the clamping ring is aligned in particular at an acute angle to the axial direction.
- the adjustment mechanism is easily accessible from outside the embossing tool, so that the machine operator can make an adjustment of the clamping ring in a simple manner by actuating the adjusting mechanism. Another advantage results from the fact that the adjustment is very compact and has only a small moment of inertia.
- the adjusting device has an eccentric disk mounted in the roller body, the rotation of which causes an adjustment of the clamping ring.
- the adjusting device has a worm gear and the clamping ring has a toothing on its inner surface.
- the invention also relates to a rotary embossing device, in particular as described above, wherein the clamping system according to the invention has a clamping ring, which is arranged between the roller body and the tool sleeve, for clamping the tool sleeve.
- the clamping ring has at least one elastomeric ring and the clamping system further comprises an axially displaceable clamping cover for pressing the at least one elastomeric ring. The pressing of the at least one elastomer ring by the clamping cover causes a radial expansion of the at least one elastomeric ring, whereby the tool sleeve is clamped.
- the clamping ring has a plurality of elastomer rings and in each case between two elastomer rings each have a particular rigid spacer ring.
- the roller body at least at one end of an external thread and the clamping cover has a complementary internal thread for screwing the clamping cover on the roller body, whereby the clamping ring is fixed to the roll body.
- screwing the clamping lid causes an axial displacement of the clamping cover and thus causes a pressing of the at least one elastomeric ring.
- an acrylonitrile-butadiene rubber can be selected.
- the tool sleeve is tubular and has a closed lateral surface.
- the tool sleeve is also tubular, but with a slotted lateral surface.
- the clamping ring in a particularly advantageous embodiment, a joining piece and the two longitudinal edges of the tool sleeve are, in particular form-fitting, connectable to the joining piece.
- the groove of the adjusting device can be introduced into the joining piece.
- the tool can be used in a Braille embossing device in a Faltschachtelklebemaschine.
- FIG. 1 shows an embossing device with the rotary embossing device 1 according to the invention in partially dismounted state.
- the rotary embossing device 1 has an upper tool, which is designed as a male part 2 and a lower tool, which is designed as a die 3.
- the male part 2 consists of a roller body 4, on which a tool sleeve 5 is fixed, which has raised embossing points on its outer shell surface, for the sake of clarity in FIG. 1 are not shown.
- the die 3 also has a roller body 6, which has corresponding recesses on its outer shell surface, the sake of clarity in FIG. 1 also not shown in detail.
- the recesses can be introduced either directly on the outer shell surface 7 of the roller body 6 of the die 3, or analogously to the male in a tool sleeve, not shown, which is mounted on the roller body 6 of the die 3.
- Both the male part 2 and the female part 3 are protected against contact by protective boxes 8, 9.
- the male part 2 is mounted on a flange, not shown, and is driven by a drive shaft 12. Furthermore, it is guided by an upper tool guide element 10, which is supported on a crossbeam 15, laterally.
- the die 3 is mounted on a flange, not shown, and is driven by a lower drive shaft 13. Furthermore, it is guided laterally by a lower tool guide element 11, which is supported on a lower transverse beam 16.
- the drive shafts 12, 13 are driven by servomotors 14.
- embossing device can be sheet, web or web-shaped substrates with an embossing, in particular a Braille embossing provided by the substrates are moved by a well-known and therefore not shown belt transport system between male and female die 3 3.
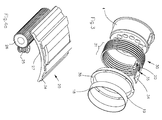
- FIG. 2 shows a rotary embossing device 1 according to the invention, as shown on a drive shaft 12 (not shown in detail) pushed and fastened by means of a tool guide member 10 on a transverse line 15 (not shown).
- a roller body 4 is mounted on ball bearings 10.2 of a tool carrier 10.1 and has a polyhedron which is complementary designed to a participatedvielkant the drive shaft 12. Instead of a polygon also polygonal or a shaft with key can be used, the roller body is then also carried out correspondingly complementary , The roller body 4 is thus mounted on the tool carrier 10.1 and is driven by the drive shaft 12. On the roll body 4, a clamping ring 31 is pushed.
- the clamping ring 31 consists of a plurality of elastomeric rings 32, wherein a spacer ring 33 is disposed between each two elastomeric rings 32. Both elastomer rings 32 and spacers 33 are attached to a joining piece 34 and are held together.
- the roller body 4 is provided at its one end with an external thread 38, on which a provided with an internal thread 37 clamping cover 36 can be screwed. In the clamping cover 36 engagement points may be provided for a tool for easier rotation of the clamping cover 36, such as holes for a face spanner. By screwing the clamping cover 36 of the clamping ring 31 is secured.
- This device serves to receive order-dependent, differently designed tool sleeves 17, which may be provided, for example, with elevations for the generation of Braille points.
- it is a slotted tool sleeve 17.
- This tool sleeve 17 may be on the clamping ring 31st be postponed easily.
- the longitudinal edges of the tool sleeve 17 in the region of its slot engage in specially shaped grooves of the joining piece 34, so that the tool sleeve 17 is fixed on the clamping ring 31.
- a tension in the clamping system 30 must be generated. This happens because the clamping cover 36 is further screwed onto the roller body 4.
- the adjusting device 20 has for this purpose a positioning element 21, which is pin-shaped and can be actuated by an adjusting mechanism 23.
- the adjusting mechanism 23 has a threaded pin, which has at its one head, for example, an easily accessible from outside the male 2 hexagon socket. By operating the hexagon socket, the grub screw is turned.
- the positioning element 21 has a matching internal thread and is displaced by the rotation in the axial direction.
- the adjusting mechanism 23 is integrated into the roller body 4 and only one pin of the positioning element 21 protrudes beyond the offset lateral surface of the roller body 4. This pin of the positioning element 21 engages in a groove 22, which is introduced on the inside of the joining piece 34.
- the groove 22 (in Fig. 2 indicated by a dashed line) is oriented in the joining piece 34 so that it is aligned at an acute angle to the axial direction. This results in an axial displacement of the positioning element 21 during the actuation of the adjusting mechanism 23, an angular displacement of the joining piece 34 and thus the entire clamping ring 31 and together with the tool sleeve 17.
- the resulting adjustment movement j in the circumferential direction of the tool sleeve 17 for angular correction of the tool sleeve 17 is represented by an arrow j.
- FIG. 3 an alternative embodiment of the rotary embossing device 1 is shown for the use of closed tool sleeves 18.
- the closed tool sleeve 18 has at one of its round edges a recess 19.
- the joining piece 34 which is connected to the clamping ring 31 and between roller body 4 and clamping ring 31 is inserted , has a recess 35 to the complementary nose 35, wherein the recess 19 of the tool sleeve 18 engages when pushing the tool sleeve 18 on the clamping ring 31 in the nose 35, so that the closed tool sleeve 18 is fixed on the clamping ring 31.
- the clamping of the tool sleeve 18 is effected as described above by a further unscrewing (s) of the clamping cover 36.
- the angle adjustment of the tool sleeve 18 can also be done with the aid of an adjusting device 20 as described above by the adjusting device via a groove (indicated by a dashed line) the joining piece 34, so that the clamping ring 31 and thus also the tool sleeve 18 is rotated in the circumferential direction.
- FIG. 4a a first embodiment of the adjusting device 20 is shown.
- the adjusting device 20 in this case has a worm-helical gear 25, 26.
- the worm wheel 25 is provided with a hexagon socket, which is easily accessible from the outside through a hole in the joining piece 34.
- the worm wheel 25 engages in a spur gear 26, which is provided with an external toothing.
- the external toothing of the spur gear 26 in turn engages in a toothing 27 on the inside of the joining piece 34. Due to the interaction of the worm wheel 25 and the spur gear 26, a very high reduction and thus a very precise adjustment of the position of the joining piece 34 relative to the roller body 4 are made possible.
- FIG. 4b a further embodiment of the adjusting device 20 is shown, which has an eccentric 24.
- the eccentric 24 is embedded in the roller body 4 and is rotatably supported by means of a pin 28 which engages in a bore in the roller body 4.
- the eccentric 24 On its surface, which in FIG. 4b Not can be seen, the eccentric 24 has a hexagon socket, about which a rotational movement of the eccentric disc 24 can be initiated from outside the rotary embossing device 1.
- the eccentric disc 24 is located in the region of a joining piece 34.
- the joining piece 34 has been provided on its inside with a groove 39 through which the eccentric disc 24 is received. In the joining piece 34 in the region of the groove 39, a long hole 39.1 is introduced, which in FIG. 4b only hinted at.
- the slot 39.1 ensures that the hexagon socket (not shown) of the eccentric disc 24 remains accessible to the operator.
- a rotation of the eccentric disc 24 causes the joining piece 34 is displaced relative to the roller body 4 via the groove 39, whereby an angular adjustment of the clamping ring 31 and thus also a tool sleeve 17, 18 takes place.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
Description
Die Erfindung betrifft eine Rotationsprägeeinrichtung gemäß dem Oberbegriff von Anspruch 1 und 5.The invention relates to a rotary embossing device according to the preamble of
Faltschachteln sind Verpackungen aus Karton oder Wellpappe, in geringem Umfang auch aus Kunststoff, die je nach Konstruktion während des Faltprozesses an einer oder mehreren Stellen beleimt werden. Sie werden in der Regel aus einem Zuschnitt produziert. Die Zuschnitte werden üblicherweise in einer Flachbett- oder Rotationsstanzmaschine ausgestanzt. Der Zuschnitt muss an mehreren Linien gefalzt und mindestens an einer Kante verklebt werden. Die gefalteten Schachteln kommen im flachliegenden Zustand aus der Faltschachtel-Klebemaschine und können kompakt gestapelt oder in Umkartons verpackt werden. Das Aufstellen und Befüllen der Schachteln kann maschinell in Verpackungsmaschinen oder auch manuell erfolgen.Folding cartons are cardboard or corrugated board packaging, and to a lesser extent plastic, which are glued at one or more points during the folding process, depending on the design. They are usually produced from a blank. The blanks are usually punched out in a flatbed or rotary die-cutting machine. The blank must be folded on several lines and glued at least at one edge. When folded flat, the folded boxes come out of the carton gluer and can be stacked compact or packed in cartons. The placement and filling of the boxes can be done mechanically in packaging machines or manually.
Neben den Faltungen, die zur Herstellung von Faltschachteln erforderlich sind, werden als Vorbereitung für den anschließenden Produktionsschritt auch weitere Rilllinien in der Faltschachtel-Klebemaschine vorgebrochen (vorgefaltet). Dadurch werden das Aufstellen der Schachtel und das spätere Befüllen erleichtert.In addition to the folds required for the production of folding cartons, further creasing lines in the folding carton gluing machine are pre-broken (prefolded) in preparation for the subsequent production step. This facilitates the installation of the box and the subsequent filling.
Dienen die Faltschachteln zur Verpackung von Arzneimitteln, so ist es gesetzlich vorgeschrieben, die Bezeichnung des Arzneimittels in Blindenschrift (so genannte Braille-Schrift) auf die Faltschachtel aufzubringen (bspw. durch Prägen). Auch bei sogenannten Blisterkarten ist oft die Anforderung gegeben, dass Braille-Schrift oder andere Prägungen aufgebracht werden müssen.If the cartons are used to package medicines, it is legally required to apply the name of the medicament in braille (so-called Braille) to the carton (eg by embossing). Also in so-called blister cards is often the requirement that braille or other imprints must be applied.
Nach dem Stand der Technik erfolgt die Prägung der Blindenschrift entweder während des Stanzprozesses in der Stanzmaschine bei der Herstellung der Zuschnitte. Dies ist jedoch aufwendig, da ein Stanzbogen etliche Nutzen, d. h. Zuschnitte enthält und für jeden Nutzen ein Werkzeugpaar bestehend aus Matrize und Patrize bereitgestellt werden muss. Oder es kommen Rotationsprägeeinrichtungen mit zwei rotierenden Prägewerkzeugen zum Einsatz, welche beispielsweise Teil einer Faltschachtelklebemaschine sein können.According to the state of the art, embossing of the braille is carried out either during the stamping process in the punching machine during the production of the blanks. This is however consuming, since a punching sheet several benefits, ie blanks contains and for each benefit a pair of tools consisting of die and patrix must be provided. Or there are rotary embossing devices with two rotating embossing tools are used, which may for example be part of a Faltschachtelklebemaschine.
Die bekannten Brailleprägevorrichtungen bestehen in der Regel aus einem oberen Rotationswerkzeug, der Braille-Patrize und einem unteren Rotationswerkzeug der Braille-Matrize. Die Braille-Patrize weist auf ihrer Prägeseite eine vorgegebene Anzahl von erhabenen Braille-Prägepunkten auf. Die Braille-Matrize weist in der Regel die maximal mögliche Anzahl von Braillepunkt-Vertiefungen auf; sie ist also als universell einsetzbare Matrize ausgeführt. Die Anzahl der Vertiefungen hängt davon ab, ob es sich bei der zur Anwendung kommenden Brailleprägung um die übliche 6-Punkt-Grundform, oder die 8-Punkt-Grundform handelt.The known Braille stamping devices usually consist of an upper rotary tool, the Braille male and a lower rotary tool of the Braille die. The Braille patrix has a predetermined number of raised Braille embossing points on its embossing side. The Braille matrix usually has the maximum possible number of Braille point wells; It is therefore designed as a universally applicable matrix. The number of depressions depends on whether the Braille embossing used is the usual 6-point basic shape or the 8-point basic shape.
Insbesondere bei der Herstellung von Verpackungen für Arzneimittel ist eine Vielzahl von unterschiedlichen Brailleprägungen notwendig. Hierzu muss mit jedem neuen zu fertigenden Auftrag die Braille-Patrize geändert werden, so dass eine Vielzahl von Braille-Patrizen im Werkzeuglager vorgehalten werden muss.In particular, in the manufacture of packaging for pharmaceuticals a variety of different Braille embossing is necessary. For this, the Braille male must be changed with each new order to be made, so that a large number of Braille patricks must be kept in the tool store.
Um die Lagerhaltung zu entlasten, ist es aus der
Die
Nachteilig bei derartigen Spannsystemen sind deren hohen Massenträgheitskräfte, wodurch Unwuchten entstehen können, und die schwere Zugänglichkeit durch den Maschinenbediener, wodurch sich das Wechseln der Prägehülsen kompliziert und zeitaufwändig gestaltet.The disadvantage of such clamping systems are their high inertia forces, which may result in imbalances, and the heavy accessibility by the machine operator, which makes changing the embossing sleeves complicated and time-consuming.
Weiter nachteilig ist, dass wenn zwei oder mehr Prägepatrizen auf derselben Antriebswelle montiert sind, keine relative Synchronisierung von beiden zueinander möglich ist. Auf Grund von Fertigungstoleranzen ist eine solche Synchronisierung für die Fertigung hochwertiger Druckerzeugnisse jedoch erforderlich. Dies trifft besonders für das Prägen von gesetzlich vorgeschriebener Blindenschrift zu. Bekannt aus dem Stand der Technik ist es nur, die Prägepatrize relativ zur zugehörigen Prägematrize zu synchronisieren durch Verdrehen von deren Antriebswellen zueinander. Mit dieser Methode können jedoch nur beide (oder mehrere) Prägepatrizen um einen gleichen Winkelgrad korrigiert werden.Another disadvantage is that when two or more embossing dies are mounted on the same drive shaft, no relative synchronization of both is possible. Due to manufacturing tolerances, however, such synchronization for the production of high-quality printed products is required. This is especially true for coining legally prescribed braille. Known from the prior art, it is only to synchronize the embossing die relative to the associated embossing die by rotating their drive shafts to each other. With this method, however, only both (or more) embossing matrices can be corrected by an equal angular degree.
Aufgabe der vorliegenden Erfindung ist es, eine Rotationsprägeeinrichtung zu schaffen, welche eine einfache Montage und Justage einer Werkzeughülse erlaubt und so die Nachteile des Standes der Technik zumindest teilweise behebt.Object of the present invention is to provide a rotary embossing device, which allows easy installation and adjustment of a tool sleeve and thus at least partially solves the disadvantages of the prior art.
Gelöst wird diese Aufgabe durch eine Rotationsprägeeinrichtung mit den Merkmalen von Anspruch 1 und 5.This problem is solved by a rotary embossing device having the features of
Die erfindungsgemäße Rotationsprägeeinrichtung dient dem Prägen von flächenförmigen Materialien wie Bogen, Nutzen und Bahnen aus Papier, Karton, Kunststoff und Verbundmaterialien mit einer Antriebswelle und einem darauf angebrachten Prägewerkzeug, wobei das Prägewerkzeug einen Walzenkörper, ein Spannsystem und eine Werkzeughülse aufweist, wobei die Werkzeughülse mit dem Spannsystem auf den Walzenkörper gespannt ist. Weiterhin kann ein auf einer parallelen weiteren Antriebswelle gelagertes rotatives Gegenwerkzeug vorgesehen sein. Zur Bearbeitung des flächenförmigen Materials wird dieses dann zwischen den beiden Werkzeugen hindurch transportiert. Erfindungsgemäß besitzt das Spannsystem mindestens einen Spannring, welcher zwischen Walzenkörper und Werkzeughülse angeordnet ist und dem Aufspannen der Werkzeughülse dient. Im Gegensatz zu aus dem Stand der Technik bekannten Spannsystemen besitzt der Spannring ein geringeres Massenträgheitsmoment. In vorteilhafter Weise steht der mindestens eine Spannring mit einer Verstelleinrichtung in Eingriff zum Verdrehen des mindestens einen Spannringes zur Winkeleinstellung der Werkzeughülse um eine Rotationsachse des Prägewerkzeugs. Es erfolgt somit auch ein Verdrehen der Werkzeughülse relativ zur Antriebswelle. Das Verdrehen erfolgt durch ein Verschieben des Spannrings entlang der bevorzugt zylindrischen Oberfläche des Walzenkörpers. Dadurch wird erreicht, dass der Spannring und somit auch die Werkzeughülse in ihrer Winkelstellung relativ zur Antriebswelle und somit auch relativ zu einem gegebenenfalls vorhandenen Gegenwerkzeug justiert werden können. Befinden sich auf ein und derselben Antriebswelle mehrere Prägewerkzeuge, so ist es möglich, dass die Werkzeughülsen der Prägewerkzeuge eine unterschiedliche Winkeleinstellung erfahren und somit die Werkzeughülsen relativ zueinander justiert werden.The rotary embossing device according to the invention is used for embossing sheet-like materials such as sheet, utility and webs of paper, cardboard, plastic and composite materials with a drive shaft and an embossing tool mounted thereon, wherein the embossing tool has a roller body, a clamping system and a tool sleeve, wherein the tool sleeve with the Clamping system is stretched on the roll body. Furthermore, one on a parallel further drive shaft be provided mounted rotary counter tool. For processing the sheet material, this is then transported between the two tools. According to the invention, the clamping system has at least one clamping ring, which is arranged between the roller body and the tool sleeve and serves to clamp the tool sleeve. In contrast to clamping systems known from the prior art, the clamping ring has a lower mass moment of inertia. Advantageously, the at least one clamping ring is connected to an adjusting device for rotating the at least one clamping ring for adjusting the angle of the tool sleeve about an axis of rotation of the embossing tool. There is thus also a rotation of the tool sleeve relative to the drive shaft. The twisting takes place by a displacement of the clamping ring along the preferably cylindrical surface of the roller body. This ensures that the clamping ring and thus the tool sleeve can be adjusted in its angular position relative to the drive shaft and thus also relative to an optionally existing counter tool. If there are several embossing tools on one and the same drive shaft, then it is possible for the tool sleeves of the embossing tools to undergo a different angle adjustment, and thus the tool sleeves to be adjusted relative to one another.
In einer besonders vorteilhaften und daher bevorzugten Weiterbildung der erfindungsgemäßen Rotationsprägeeinrichtung besitzt die Verstelleinrichtung ein insbesondere axial verschiebliches Positionierelement, welchem ein insbesondere innerhalb des Walzenkörpers angebrachter Verstellmechanismus zugeordnet ist, wobei der Spannring an seiner Innenfläche eine Nut aufweist und das Positionierelement in der Nut verschieblich ist, wobei die Verschiebung eine Verstellung des Spannringes bewirkt. Die Nut in dem Spannring ist dabei insbesondere in einem spitzen Winkel zur axialen Richtung ausgerichtet. Der Verstellmechanismus ist von außerhalb des Prägewerkzeuges einfach zugänglich, so dass der Maschinenbediener durch eine Betätigung des Verstellmechanismus auf einfache Art und Weise eine Verstellung des Spannringes vornehmen kann. Ein weiterer Vorteil ergibt sich daraus, dass die Verstelleinrichtung sehr kompakt ausgeführt ist und nur ein geringes Trägheitsmoment besitzt.In a particularly advantageous and therefore preferred development of the rotary embossing device according to the invention, the adjusting device has a particularly axially displaceable positioning, which is associated with a particular mounted inside the roller body adjustment mechanism, wherein the clamping ring has on its inner surface a groove and the positioning element is displaceable in the groove, wherein the displacement causes an adjustment of the clamping ring. The groove in the clamping ring is aligned in particular at an acute angle to the axial direction. The adjustment mechanism is easily accessible from outside the embossing tool, so that the machine operator can make an adjustment of the clamping ring in a simple manner by actuating the adjusting mechanism. Another advantage results from the fact that the adjustment is very compact and has only a small moment of inertia.
In einer alternativen Ausbildung der erfindungsgemäßen Rotationsprägeeinrichtung weist die Verstelleinrichtung eine im Walzenkörper gelagerte Exzenterscheibe auf, deren Verdrehung eine Verstellung des Spannringes bewirkt.In an alternative embodiment of the rotary embossing device according to the invention, the adjusting device has an eccentric disk mounted in the roller body, the rotation of which causes an adjustment of the clamping ring.
In einer weiteren alternativen Ausführungsform besitzt die Verstelleinrichtung ein Schneckenrad-Stirnradgetriebe und der Spannring weist an seiner Innenfläche eine Verzahnung auf. Durch eine Verdrehung des Schneckenrades, welche über das Stirnrad und die Verzahnung auf den Spannring übertragen wird, wird eine Verstellung des Spannringes bewirkt.In a further alternative embodiment, the adjusting device has a worm gear and the clamping ring has a toothing on its inner surface. By a rotation of the worm wheel, which is transmitted via the spur gear and the toothing on the clamping ring, an adjustment of the clamping ring is effected.
Die Erfindung betrifft auch eine Rotationsprägeeinrichtung, insbesondere wie sie obenstehend beschrieben ist, wobei das Spannsystem erfindungsgemäß einen Spannring besitzt, welcher zwischen Walzenkörper und Werkzeughülse angeordnet ist, zum Aufspannen der Werkzeughülse. In vorteilhafter Weise weist der Spannring mindestens einen Elastomerring auf und das Spannsystem weiterhin einen axial verschieblichen Spanndeckel zum Pressen des mindestens einen Elastomerringes. Die Pressung des mindestens einen Elastomerringes durch den Spanndeckel bewirkt dabei eine radiale Dehnung des mindestens einen Elastomerringes, wodurch die Werkzeughülse aufgespannt wird. Durch diese Ausgestaltung der Rotationsprägeeinrichtung wird in vorteilhafter Weise ein sehr einfaches Aufspannen der Werkzeughülse ermöglicht: Die Werkzeughülse kann zuerst auf den Spannring aufgeschoben werden, nachfolgend wird die Werkzeughülse durch Verdrehen des Spanndeckels verspannt und somit auf dem Walzenkörper befestigt.The invention also relates to a rotary embossing device, in particular as described above, wherein the clamping system according to the invention has a clamping ring, which is arranged between the roller body and the tool sleeve, for clamping the tool sleeve. Advantageously, the clamping ring has at least one elastomeric ring and the clamping system further comprises an axially displaceable clamping cover for pressing the at least one elastomeric ring. The pressing of the at least one elastomer ring by the clamping cover causes a radial expansion of the at least one elastomeric ring, whereby the tool sleeve is clamped. By this embodiment of the rotary embossing means a very simple clamping of the tool sleeve is made possible in an advantageous manner: The tool sleeve can first be pushed onto the clamping ring, then the tool sleeve is clamped by turning the clamping cover and thus secured to the roller body.
In einer besonders vorteilhaften und daher bevorzugten Weiterbildung der erfindungsgemäßen Rotationseinrichtung besitzt der Spannring eine Mehrzahl von Elastomerringen und jeweils zwischen zwei Elastomerringen je einen insbesondere steifen Distanzring. Dadurch kann die Spannkraft des Spannsystems besonders gleichmäßig verteilt werden und an einer großen Fläche auf die Werkzeughülse wirken, so dass die Werkzeughülse besonders sicher gehalten wird.In a particularly advantageous and therefore preferred embodiment of the rotation device according to the invention, the clamping ring has a plurality of elastomer rings and in each case between two elastomer rings each have a particular rigid spacer ring. As a result, the clamping force of the clamping system can be distributed particularly uniformly and act on a large surface on the tool sleeve, so that the tool sleeve is held particularly secure.
In einer vorteilhaften Weiterbildung weist der Walzenkörper zumindest an seinem einen Ende ein Außengewinde und weist der Spanndeckel ein komplementäres Innengewinde auf zum Verschrauben des Spanndeckels auf den Walzenkörper, wodurch der Spannring auf dem Walzenkörper fixiert wird. Gleichzeitig bewirkt ein Aufschrauben des Spanndeckels eine axiale Verschiebung des Spanndeckels und bewirkt somit ein Pressen des mindestens einen Elastomerringes.In an advantageous development of the roller body at least at one end of an external thread and the clamping cover has a complementary internal thread for screwing the clamping cover on the roller body, whereby the clamping ring is fixed to the roll body. At the same time screwing the clamping lid causes an axial displacement of the clamping cover and thus causes a pressing of the at least one elastomeric ring.
Als Elastomer kann insbesondere ein Acrylnitril-Butadien-Kautschuk gewählt werden.As the elastomer, in particular, an acrylonitrile-butadiene rubber can be selected.
In einer ersten Ausführungsvariante ist die Werkzeughülse rohrförmig und besitzt eine geschlossene Mantelfläche. In einer zweiten alternativen Ausführungsvariante ist die Werkzeughülse ebenfalls rohrförmig, jedoch mit einer geschlitzten Mantelfläche. Im zweiten Fall weist der Spannring in einer besonders vorteilhaften Ausführungsform ein Fügestück auf und die beiden Längskanten der Werkzeughülse sind, insbesondere formschlüssig, mit dem Fügestück verbindbar. An dem Fügestück können auch die Elastomerringe und Distanzringe befestigt sein. Auch kann die Nut der Verstelleinrichtung in das Fügestück eingebracht sein.In a first embodiment, the tool sleeve is tubular and has a closed lateral surface. In a second alternative embodiment, the tool sleeve is also tubular, but with a slotted lateral surface. In the second case, the clamping ring in a particularly advantageous embodiment, a joining piece and the two longitudinal edges of the tool sleeve are, in particular form-fitting, connectable to the joining piece. At the joining piece and the elastomer rings and spacers can be attached. Also, the groove of the adjusting device can be introduced into the joining piece.
Vorteilhafterweise kann das Werkzeug in einer Braille-Prägevorrichtung in einer Faltschachtelklebemaschine eingesetzt werden.Advantageously, the tool can be used in a Braille embossing device in a Faltschachtelklebemaschine.
Die beschriebene Erfindung und die beschriebenen vorteilhaften Weiterbildungen der Erfindung stellen auch in beliebiger Kombination miteinander vorteilhafte Weiterbildungen der Erfindung dar.The described invention and the described advantageous developments of the invention are also in any combination with each other advantageous developments of the invention.
Hinsichtlich weiterer Vorteile und in konstruktiver und funktioneller Hinsicht vorteilhafter Ausgestaltungen der Erfindung wird auf die Unteransprüche sowie die Beschreibung von Ausführungsbeispielen unter Bezugnahme auf die beiliegenden Figuren verwiesen.With regard to further advantages and constructive and functional advantageous embodiments of the invention, reference is made to the dependent claims and the description of exemplary embodiments with reference to the accompanying figures.
Die Erfindung soll an Hand beigefügter Figuren noch näher erläutert werden. Einander entsprechende Elemente und Bauteile sind in den Figuren mit gleichen Bezugszeichen versehen. Zugunsten einer besseren Übersichtlichkeit der Figuren wurde auf eine maßstabsgetreue Darstellung verzichtet.The invention will be explained in more detail with reference to attached figures. Corresponding elements and components are provided in the figures with the same reference numerals. In favor of a better clarity of the figures was waived a true to scale representation.
Es zeigen in schematischer Darstellung
- Figur 1
- eine perspektivische Darstellung einer Prägevorrichtung mit einer erfindungsgemäßen Prägeeinrichtung
Figur 2- die Prägeeinrichtung in einer Explosionsdarstellung
Figur 3- eine alternative Ausführungsform der Prägeeinrichtung
- Figur 4a-4b
- zwei alternative Ausführungsvarianten einer Winkelverstelleinrichtung
- FIG. 1
- a perspective view of an embossing device with an embossing device according to the invention
- FIG. 2
- the embossing device in an exploded view
- FIG. 3
- an alternative embodiment of the embossing device
- Figure 4a-4b
- two alternative embodiments of an angle adjustment
Auf den Antriebswellen 12, 13 können parallel zu den dargestellten Rotationswerkzeugen 2, 3 noch weitere Rotationswerkzeuge angebracht sein. Die Position einer weiteren Patrize 2' ist durch einen ersten Punkt, die Position einer weiteren Matrize 3' durch einen zweiten Punkt angedeutet.On the
Die Antriebswellen 12, 13 werden durch Servomotoren 14 angetrieben.The
Mittels einer derartigen Prägevorrichtung lassen sich bogen-, nutzen- oder bahnförmige Bedruckstoffe mit einer Prägung, insbesondere einer Braille-Prägung, versehen, indem die Bedruckstoffe von einem allgemein bekannten und daher nicht näher dargestellten Bändertransportsystem zwischen Patrize 2 und Matrize 3 hindurch bewegt werden.By means of such embossing device can be sheet, web or web-shaped substrates with an embossing, in particular a Braille embossing provided by the substrates are moved by a well-known and therefore not shown belt transport system between male and
Diese Einrichtung dient der Aufnahme auftragsabhängiger, unterschiedlich ausgestalteter Werkzeughülsen 17, welche beispielsweise mit Erhebungen zur Erzeugung von Braillepunkten versehen sein können. Im dargestellten Fall handelt es sich um eine geschlitzte Werkzeughülse 17. Diese Werkzeughülse 17 kann auf den Spannring 31 problemlos aufgeschoben werden. Die Längskanten der Werkzeughülse 17 im Bereich ihres Schlitzes greifen dabei in speziell ausgeformte Nuten des Fügestücks 34 ein, so dass die Werkzeughülse 17 auf dem Spannring 31 fixiert ist. Um einen festen Sitz der Werkzeughülse 17 zu garantieren, muss eine Spannung in dem Spannsystem 30 erzeugt werden. Dies geschieht dadurch, dass der Spanndeckel 36 weiter auf den Walzenkörper 4 geschraubt wird. Bei dieser Schraubbewegung erfahren die Elastomerringe 32 des Spannringes 31 eine Pressung bzw. Quetschung und dehnen sich dabei radial aus. Aufgrund der Ausdehnung der Elastomerringe 32 wird die Werkzeughülse 17 aufgespannt und hält in einem sicheren Presssitz auf dem Walzenkörper 4. Die Schraubbewegung s zum Aufspannen ist in
Ist eine Winkeleinstellung der Werkzeughülse 17 relativ zu einem nicht dargestellten Gegenwerkzeug bzw. relativ zu einem weiteren, auf der Welle 12 montierten Rotationsprägewerkzeug 2 (nicht dargestellt) erforderlich, so kann die Winkeleinstellung auf einfache Art und Weise durch Betätigung der Verstelleinrichtung 20 erfolgen. Die Verstelleinrichtung 20 besitzt dazu ein Positionierelement 21, welches stiftförmig ausgebildet ist und durch einen Verstellmechanismus 23 betätigt werden kann. Der Verstellmechanismus 23 weist einen Gewindestift auf, der an seinem einen Kopf beispielsweise einen von außerhalb der Patrize 2 leicht zugänglichen Innensechskant besitzt. Durch Betätigung des Innensechskantes wird der Gewindestift gedreht. Das Positionierelement 21 besitzt ein passendes Innengewinde und wird durch die Verdrehung in axialer Richtung verschoben. Der Verstellmechanismus 23 ist dabei in den Walzenkörper 4 integriert und nur ein Stift des Positionierelements 21 ragt über die versetzte Mantelfläche des Walzenkörpers 4 hinaus. Dieser Stift des Positionierelements 21 greift in eine Nut 22 ein, welche an der Innenseite des Fügestücks 34 eingebracht ist. Die Nut 22 (in
In
In
In
- 11
- RotationsprägeeinrichtungRotary embosser
- 22
- Patrize (Rotationsprägewerkzeug)Male part (rotary embossing tool)
- 33
- Matrize (Rotationsprägewerkzeug)Die (rotary embossing tool)
- 44
- Walzenkörper der PatrizeRoll body of the patrix
- 55
- Werkzeughülse der PatrizeTool sleeve of the male part
- 66
- Walzenkörper der MatrizeRoll body of the die
- 77
- Mantelaußenfläche der MatrizeShell outer surface of the die
- 88th
- oberer Schutzkastenupper protection box
- 99
- unterer Schutzkastenlower protection box
- 1010
-
oberes Werkzeugführungselement
10.1 Werkzeugträger
10.2 KugellagerUpper tool guide element
10.1 Tool carrier
10.2 Ball Bearings - 1111
- unteres Werkzeugführungselementlower tool guide element
- 1212
- obere Antriebswelleupper drive shaft
- 1313
- untere Antriebswellelower drive shaft
- 1414
- Servomotorservomotor
- 1515
- obere Quertraverseupper crossbar
- 1616
- untere Quertraverselower crossbar
- 1717
- geschlitzte Werkzeughülseslotted tool sleeve
- 1818
- geschlossene Werkzeughülseclosed tool sleeve
- 1919
- Ausnehmungrecess
- 2020
- Verstelleinrichtungadjustment
- 2121
- Positionierelementpositioning
- 2222
- Nutgroove
- 2323
- Verstellmechanismusadjustment
- 2424
- Exzenterscheibeeccentric
- 2525
- Schneckenradworm
- 2626
- Stirnradspur gear
- 2727
- Verzahnunggearing
- 2828
- Zapfenspigot
- 3030
- Spannsystemclamping system
- 3131
- Spannringclamping ring
- 3232
- Elastomerringelastomer ring
- 3333
- Distanzringspacer
- 3434
- Fügestückjoining piece
- 3535
- Nasenose
- 3636
- Spanndeckelclamping cover
- 3737
- Innengewindeinner thread
- 3838
- Außengewindeexternal thread
- 3939
- Nut in FügestückGroove in joining piece
- 39.139.1
- LanglochLong hole
- ss
- Schraubbewegung zum AufspannenScrewing movement for clamping
- jj
- Justierbewegung zur WinkeleinstellungAdjusting movement for angle adjustment
Claims (10)
dadurch gekennzeichnet,
dass das Spannsystem (30) mindestens einen Spannring (31) besitzt, welcher zwischen Walzenkörper (4) und Werkzeughülse (17, 18) angeordnet ist und, dass der mindestens eine Spannring (31) mit einer Verstelleinrichtung (20) in Eingriff steht zum Verdrehen (j) des mindestens einen Spannringes (31) zur Winkeleinstellung der Werkzeughülse (17, 18) um eine Rotationsachse des Prägewerkzeuges (2).A rotary embossing device (1) for embossing sheet-like materials such as sheets, sheets of paper, cardboard, plastic and composite materials with a drive shaft (12) and at least one stamping tool (2) mounted thereon, wherein the stamping tool comprises a roller body (4), a clamping system (30) and a tool sleeve (17, 18), wherein the tool sleeve (17, 18) with the clamping system (30) on the roller body (4) is stretched,
characterized,
in that the clamping system (30) has at least one clamping ring (31) which is arranged between the roller body (4) and tool sleeve (17, 18) and that the at least one clamping ring (31) is in engagement with an adjusting device (20) for rotation (J) of the at least one clamping ring (31) for adjusting the angle of the tool sleeve (17, 18) about an axis of rotation of the embossing tool (2).
dadurch gekennzeichnet,
dass die Verstelleinrichtung (20) ein insbesondere axial verschiebliches Positionierelement (21) aufweist und diesem ein insbesondere innerhalb des Walzenkörpers (4) angebrachter Verstellmechanismus (23) zugeordnet ist, wobei der Spannring (31) an seiner Innenfläche eine Nut (22) aufweist und das Positionierelement (21) in der Nut (22) verschieblich ist, wobei die Verschiebung eine Verstellung (j) des Spannringes (31) bewirkt.Rotary embossing device according to claim 1,
characterized,
in that the adjusting device (20) has an in particular axially displaceable positioning element (21) and an adjusting mechanism (23) mounted in particular within the roller body (4), the clamping ring (31) having on its inner surface a groove (22) and the Positioning element (21) in the groove (22) is displaceable, wherein the displacement causes an adjustment (j) of the clamping ring (31).
dadurch gekennzeichnet,
dass die Verstelleinrichtung (20) eine im Walzenkörper (4) gelagerte Exzenterscheibe (24) aufweist, deren Verdrehung eine Verstellung (j) des Spannringes (31) bewirkt.Rotary embossing device according to claim 1,
characterized,
that the adjusting device (20) has a roller body (4) mounted eccentric (24) whose rotation causes a displacement (j) of the clamping ring (31).
dadurch gekennzeichnet,
dass die Verstelleinrichtung (20) ein Schneckenrad-Stirnradgetriebe (25, 26) und der Spannring (31) an seiner Innenfläche eine Verzahnung (27) aufweisen, wobei eine Verdrehung des Schneckenrades (25) über das Stirnrad (26) und die Verzahnung (27) eine Verstellung (j) des Spannringes (31) bewirkt.Rotary embossing device according to claim 1,
characterized,
in that the adjusting device (20) has a worm-geared helical gear (25, 26) and the clamping ring (31) has a toothing (27) on its inner surface, wherein a rotation of the worm wheel (25) via the spur gear (26) and the toothing (27 ) causes an adjustment (j) of the clamping ring (31).
dadurch gekennzeichnet,
dass das Spannsystem (30) mindestens einen Spannring (31) besitzt, welcher zwischen Walzenkörper (4) und Werkzeughülse (17, 18) angeordnet ist, wobei der Spannring (31) mindestens einen Elastomerring (32) aufweist, und das Spannsystem (30) weiterhin einen axial verschieblichen Spanndeckel (36) zum Pressen des mindestens einen Elastomerrings (32) besitzt.Rotary embossing device (1), in particular according to one of the preceding claims, for embossing sheet-like materials such as sheets, sheets and webs of paper, cardboard, plastic and composite materials with a drive shaft (12) and an embossing tool (2) mounted thereon, wherein the embossing tool ( 2) a roller body (4), a clamping system (30) and a tool sleeve (17, 18), wherein the tool sleeve (17, 18) with the clamping system (30) on the roller body (4) is stretched,
characterized,
that the clamping system (30) has at least one clamping ring (31) positioned between the roll body (4) and the tool sleeve (17, 18) is arranged, wherein the clamping ring (31) has at least one elastomer ring (32) and the clamping system (30) furthermore has an axially displaceable clamping cover (36) for pressing the at least one elastomeric ring (32).
dadurch gekennzeichnet,
dass der Spannring (31) eine Mehrzahl von Elastomerringen (32) und jeweils zwischen zwei Elastomerringen (32) je einen insbesondere steifen Distanzring (33) besitzt.Rotary embossing device according to claim 5,
characterized,
that the clamping ring (31) has a plurality of elastomer rings (32) and in each case between two elastomer rings (32) each have a particular rigid spacer ring (33).
dadurch gekennzeichnet,
dass der Walzenkörper (4) ein Außengewinde (38) und der Spanndeckel (36) ein komplementäres Innengewinde (37) aufweisen zum Aufschrauben (s) des Spanndeckels (36) auf den Walzenkörper (4).Rotary embossing device according to claim 5 or 6,
characterized,
in that the roller body (4) has an external thread (38) and the clamping cover (36) has a complementary internal thread (37) for screwing (s) the clamping cover (36) onto the roller body (4).
dadurch gekennzeichnet,
dass als Elastomer für den mindestens einen Elastomerring (32) ein Acrylnitril-Butadien-Kautschuk gewählt wird.Rotary embossing device according to one of claims 5 to 7,
characterized,
in that an acrylonitrile-butadiene rubber is chosen as the elastomer for the at least one elastomeric ring (32).
dadurch gekennzeichnet,
dass die Werkzeughülse (18) rohrförmig ist mit einer geschlossenen Mantelfläche.Rotary embossing device according to one of the preceding claims,
characterized,
that the tool sleeve (18) is tubular with a closed lateral surface.
dadurch gekennzeichnet,
dass die Werkzeughülse (17) rohrförmig ist mit einer geschlitzten Mantelfläche, und dass der Spannring (31) ein Fügestück (34) aufweist und die beiden Längskanten der Werkzeughülse (17) mit dem Fügestück (34) verbunden sind, insbesondere formschlüssig.Rotary embossing device according to one of claims 1 to 8,
characterized,
that the tool sleeve (17) is tubular with a slotted lateral surface, and that the clamping ring (31) has a joining piece (34) and the two longitudinal edges of the tool sleeve (17) are connected to the joining piece (34), in particular form-fitting.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013001247.3A DE102013001247A1 (en) | 2013-01-25 | 2013-01-25 | Rotary embossing device with clamping system and angle adjustment |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2759397A2 true EP2759397A2 (en) | 2014-07-30 |
| EP2759397A3 EP2759397A3 (en) | 2017-03-29 |
| EP2759397B1 EP2759397B1 (en) | 2019-02-13 |
Family
ID=49726553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13195594.0A Active EP2759397B1 (en) | 2013-01-25 | 2013-12-04 | Rotation stamping device with tensioning system and angle adjustment |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9205624B2 (en) |
| EP (1) | EP2759397B1 (en) |
| CN (1) | CN103963356B (en) |
| DE (1) | DE102013001247A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111871732B (en) * | 2020-07-08 | 2023-05-05 | 中科天工(武汉)智能技术有限公司 | Method for sizing facial tissues with crease lines |
| CN113059862B (en) * | 2021-03-20 | 2022-10-11 | 浙江博力莫新材料科技有限公司 | Release paper embossing device for water-based leather production and working method thereof |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202008017133U1 (en) | 2008-09-02 | 2009-03-05 | WINKLER+DüNNEBIER AG | Magnetic roller for cutting and / or embossing webs or blanks |
| DE102010036011A1 (en) | 2010-08-31 | 2012-03-01 | Heidelberger Druckmaschinen Ag | Braille sleeve |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH140737A (en) * | 1929-03-19 | 1930-06-30 | Wood Newspaper Mach Corp | Device on printing machines for holding the printing plates on the forme cylinders. |
| GB671431A (en) * | 1948-10-01 | 1952-05-07 | Maschf Augsburg Nuernberg Ag | Improvements in or relating to means for securing the forme plates of rotary printing machines |
| US3264978A (en) * | 1964-08-11 | 1966-08-09 | Philip Morris Inc | Rotary embossing machines |
| US4003114A (en) * | 1976-02-25 | 1977-01-18 | Armstrong Cork Company | Compressible sleeve embossing roll |
| US4982639A (en) * | 1988-10-31 | 1991-01-08 | Robud Company | Die cutting anvil system |
| DE3940744C2 (en) * | 1989-12-09 | 1994-03-17 | Hansmann Erich Dipl Ing | Roller for a device for processing web or sheet material |
| FR2885068B1 (en) * | 2005-04-28 | 2007-10-19 | Komori Chambon Sa Sa | MECHANICAL DEVICE FOR REMOVABLE FASTENING OF A SLEEVE ON A BEARING SHAFT OF A PRINTING MACHINE |
| CN200984835Y (en) * | 2006-12-26 | 2007-12-05 | 佛山市南海东方纸箱机械实业有限公司 | Cardboard box printing and grooving machine automatic or electric regulating thin-blade type trough cutting mechanism |
| EP2275259A1 (en) * | 2009-07-14 | 2011-01-19 | Pantec GS Systems AG | Press or embossing unit and work cylinder therefor |
| JP5848523B2 (en) * | 2011-05-31 | 2016-01-27 | 株式会社小森コーポレーション | Plate / die mounting structure |
-
2013
- 2013-01-25 DE DE102013001247.3A patent/DE102013001247A1/en not_active Withdrawn
- 2013-12-04 EP EP13195594.0A patent/EP2759397B1/en active Active
-
2014
- 2014-01-23 CN CN201410032001.4A patent/CN103963356B/en active Active
- 2014-01-27 US US14/164,975 patent/US9205624B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202008017133U1 (en) | 2008-09-02 | 2009-03-05 | WINKLER+DüNNEBIER AG | Magnetic roller for cutting and / or embossing webs or blanks |
| DE102010036011A1 (en) | 2010-08-31 | 2012-03-01 | Heidelberger Druckmaschinen Ag | Braille sleeve |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2759397A3 (en) | 2017-03-29 |
| US9205624B2 (en) | 2015-12-08 |
| EP2759397B1 (en) | 2019-02-13 |
| CN103963356B (en) | 2018-02-23 |
| US20140208966A1 (en) | 2014-07-31 |
| DE102013001247A1 (en) | 2014-07-31 |
| CN103963356A (en) | 2014-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1731460B1 (en) | Cylindrical body of a machine processing printed web material | |
| EP2422971B1 (en) | Tool holding device | |
| EP2422993B1 (en) | Braille casing | |
| EP2070721B1 (en) | Rotation embossing device and box folding and glueing machine | |
| DE102006044610A1 (en) | Device for cutting and / or embossing a blank or a material web | |
| CH616615A5 (en) | ||
| DE102009020753A1 (en) | Print finishing machine | |
| EP2075115B1 (en) | Rotation stamping device | |
| DE102012110434B3 (en) | Clamping device for receiving and clamping film roll used in hot stamping machines, has output element of screw that cooperates with clamping levers which form clamping force to bottom of grooves and rest on inner wall of winding tube | |
| EP2058115B1 (en) | Rotation stamping device | |
| DE102005016779A1 (en) | Flat multilayer commodity punching device for use in printing machine, has punching and counter punching cylinders, in which one is held in radially shiftable magnetic bearing to adjust breadth of punching gap between cylinders | |
| EP2759397B1 (en) | Rotation stamping device with tensioning system and angle adjustment | |
| EP2036712B1 (en) | Rotation embossing device and embossing method | |
| DE19716628C2 (en) | Method and device for cross-folding signatures | |
| DE19814009C1 (en) | Stamping machine for paper blanks | |
| EP2743072B1 (en) | Creasing method | |
| CH677900A5 (en) | ||
| DE102012013757A1 (en) | Tool-holding device | |
| EP2583816B1 (en) | Method for operating a device for embossing | |
| EP2047973A2 (en) | Rotation stamping device | |
| EP3030388A1 (en) | Transfer/punching process | |
| EP1974897B1 (en) | Device for embossing a number of crease lines into a layer of material | |
| DE69200672T2 (en) | Process and device for pressure peripheral closure. | |
| DE19716625A1 (en) | Device for pre-folding signatures | |
| DE102007062863A1 (en) | Device for clamping waves |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131204 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MASTERWORK MACHINERY CO., LTD. |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 1/88 00000000ALI20170218BHEP Ipc: B31F 1/07 20060101AFI20170218BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20170929 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31F 1/07 20060101AFI20180627BHEP Ipc: B31B 50/88 20170101ALI20180627BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20180731 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MASTERWORK GROUP CO., LTD. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 50/88 20170101ALI20180627BHEP Ipc: B31F 1/07 20060101AFI20180627BHEP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1095964 Country of ref document: AT Kind code of ref document: T Effective date: 20190215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013012174 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190613 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190513 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190513 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190514 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013012174 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20191114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20191231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191204 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191204 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1095964 Country of ref document: AT Kind code of ref document: T Effective date: 20191204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191204 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131204 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190213 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20221220 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20221228 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502013012174 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240702 |