EP2754541B1 - Method for adjusting the pressing force a punching and embossing machine - Google Patents
Method for adjusting the pressing force a punching and embossing machine Download PDFInfo
- Publication number
- EP2754541B1 EP2754541B1 EP13196448.8A EP13196448A EP2754541B1 EP 2754541 B1 EP2754541 B1 EP 2754541B1 EP 13196448 A EP13196448 A EP 13196448A EP 2754541 B1 EP2754541 B1 EP 2754541B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressing force
- tool
- embossing
- cutting
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004049 embossing Methods 0.000 title claims description 57
- 238000003825 pressing Methods 0.000 title claims description 55
- 238000000034 method Methods 0.000 title claims description 28
- 238000004080 punching Methods 0.000 title description 65
- 238000005520 cutting process Methods 0.000 claims description 27
- 239000000758 substrate Substances 0.000 claims description 7
- 238000009826 distribution Methods 0.000 claims description 6
- 230000008901 benefit Effects 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 230000032258 transport Effects 0.000 description 8
- 238000012545 processing Methods 0.000 description 6
- 239000011111 cardboard Substances 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 241001295925 Gegenes Species 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 235000019504 cigarettes Nutrition 0.000 description 1
- 238000010073 coating (rubber) Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 210000003127 knee Anatomy 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B12/00—Presses not provided for in groups B30B1/00 - B30B11/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/40—Cutting-out; Stamping-out using a press, e.g. of the ram type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0094—Press load monitoring means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D2007/0012—Details, accessories or auxiliary or special operations not otherwise provided for
- B26D2007/0093—Details, accessories or auxiliary or special operations not otherwise provided for for embossing, forming, creasing, flange forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/005—Computer numerical control means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4418—Cutters therefor; Dies therefor combining cutting and embossing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/142—Cutting, e.g. perforating, punching, slitting or trimming using presses or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0702—Embossing by tools working discontinuously
Definitions
- the invention relates to a method for adjusting the pressing force of a flat bed stamping and embossing machine according to claim 1, as well as a flat bed stamping and embossing machine according to claim 7.
- the cutting is referred to with closed geometric blank forms that can be circular, oval or polygonal and imaginary shapes of all kinds.
- practices practiced in print finishing such as punching with punch, corner punching and register punching are counted to this area.
- the punching takes place against a punching pad or against stamp, in some cases it is also shearing operations.
- Plastic packaging materials, film material, paper, cardboard, cardboard or corrugated board are mainly punched in sheet format but also in web format. When punching but also creasing lines or blind embossing can be introduced into the benefit.
- Such a flat bed punch is for example from the DE 30 44 083 A1 and the US 7,658,378 B2 known.
- the two tables are equipped with cutting and scoring tools or corresponding counter tools, with which punched out of the cyclically guided between the table surface sheet benefits and at the same time pressed the necessary for clean folding grooves.
- the waste is removed by machine tools.
- the punched benefits can be separated in a designatedboctrenn issued.
- the pressing force in the sheet punching and embossing machine must be able to be adjusted according to the sheet to be processed. Like in the DE 30 44 083 C3 described, this is done by moving wedge-shaped steel plates.
- These steel plates are located between eccentric shafts and the driven upper table. By moving the wedge-shaped steel plates, the distance between the moving upper table and the fixed lower table is changed, and thus the punching force. On the one hand to have a sufficient pressing force and on the other hand to reliably avoid that the punching tools acted upon with too much force and consequently destroyed, the machine operator has to the optimum pressing force grope. Together with the trimming by pasting the punching tool results in a very time-consuming adjustment process.
- EP 1 882 565 A2 discloses a method for adjusting the pressing force of a flatbed punching and / or embossing machine, wherein the flatbed punching and / or embossing machine has at least one punching and / or embossing tool for processing a sheet-like printing material, with the following step: setting the Pressing force of the flatbed punching and / or embossing machine to the desired pressing force by means of actuators, which are individually controllable and allow a local variation of the punching force on the punching surface.
- Object of the present invention is to describe a method for adjusting the pressing force and to provide a flat-bed punching and / or embossing machine, which greatly simplify the setting of the pressing force and the error rate and the required time for the establishment of flat-bed punching - and / or embossing machine and so reduce the disadvantages of the prior art.
- This object is achieved by a method for adjusting the pressing force with the features of claim 1 and by a flat-bed punching and embossing machine with the features of claim 7.
- the method according to the invention serves to set the pressing force of a flatbed punching and embossing machine, wherein the machine has a punching and / or embossing tool for processing a flat printing material.
- job-dependent tool data which describe the individual structure of a punching and / or embossing tool from a plurality of part tools.
- specific force data stored there are read out from a database, wherein the specific force data assign a specific pressing force to a respective sub-tool. From the tool data and from the specific force data is then a calculation of a desired pressing force. By appropriate control of an adjustment then the pressing force of the flatbed punching and / or embossing machine is set to the calculated target pressing force.
- An advantage of this method is that the machine operator does not have to move slowly step by step to a required punching force, which achieves a good punching image, but already can begin the first punching process with a pressing force, which is close to the optimum pressing force. This significantly speeds up the machine settings during a job change so that the quality requirements are produced faster and the number of spoofing sheets caused by the setup can be reduced.
- the effective pressing force can be corrected in an additional step after a first punching or pressing process and the assessment or assessment of a stamped or embossed printing material by the machine operator. Correction steps may be suggested to the machine operator by the machine controller of the flat bed punching and / or embossing machine.
- the tool data comprise information on the type of a respective sub-tool and on the effective length and / or the effective area of a respective sub-tool.
- the part tools can be distinguished between cutting knives, Rillmessern, Messerergummtechniken, embossing clichés, etc.
- embossing clichés a distinction can be made between different cliché materials and embossing depths.
- the tool data also includes the effective length of the respective part tool, as far as it is cutting knife, Rillmesser and rubbers or the effective area, if it is to be embossing clichés.
- the specific force data in the database are given as the required pressing force per effective length or per effective area of a respective part tool. This means that different specific cutting forces, creasing forces, gumming forces and embossing forces are stored in the database.
- a desired pressing force can be calculated by adding the required part per part tool Sollpress mechanism calculated as products of the length of the sub-tool with the respective associated specific pressing force or effective area with the respective assigned specific force a required set pressing force for the whole tool can be calculated.
- the specific force data depends on the substrate to be processed, for. B. its thickness, its material composition and its format.
- the specific force data stored in the database must be determined in advance in extensive test series in a special single test bench. Therefore, the data is provided by the machine manufacturer. The more extensive the database is, ie the more different sub-tools are depicted for different substrates, the more accurate the required and permissible desired pressing force can be calculated according to the method according to the invention.
- Safety factor means z.
- B. a safety factor of size 0.8, which is multiplied by the calculated from tool data and specific force data pressing force. The operator is thus enabled to grasp this reduced, calculated pressing force to an actual required and permissible pressing force, minimizing the risk of destroying punching and / or stamping tools due to excessive pressing force adjustment.
- a distribution factor can take into account the distribution of benefits over the total area of the substrate, for example, whether the benefits are evenly distributed or not.
- the number factor can take into account the number of uses on a substrate.
- the size factor in turn can reflect the size of the printing material or of the punching and / or embossing tool.
- the adjusting device for punching force adjustment comprises four adjusting wedges, which can be adjusted independently of each other. Each wedge could be given an individual adjustment movement according to a desired pressing force calculated for this area (ie quadrants).
- the invention also relates to a flatbed punching and embossing machine with a machine control set up for carrying out the above-described method and having a workflow connection and / or an interface for transferring data from the pre-press of the printed materials to be processed and / or from the stamping - And / or embossing tool production which can either be used directly as a tool data for the inventive method or even undergo a preparation by a computer and / or an interface for entering tool data.
- the described invention and the described advantageous developments of the invention are also in any combination with each other advantageous developments of the invention.
- the gripper carriage 8 transports the sheet 6 from the punching and embossing station 2 in the subsequent breaking station 3, which is equipped with breakout tools 21, 23.
- the unwanted pieces of waste 11 are pushed out of the sheet 6 down with the help of the stripping tools 21, 23, whereby the waste pieces 11 fall into an inserted under the station car-like container 12 or be transported away from there.
- the boom 4 may also include a pallet 13, on which the individual sheets 6 or benefits in the form of a stack 14 are stacked, so that after reaching a certain stack height, the pallet 13 with the Sheet stack 14 can be moved away from the area of the punching and embossing machine 100. In order not to have to stop the machine 100 during the stack exchange, auxiliary stacking devices can be used.
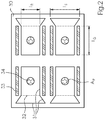
- a punching tool 30 which serves the processing of four benefits.
- the punching tool 30 has a plurality of different sub-tools, such as cutting blades 31, creasing knives 32, rubber linings 33 mounted parallel to the cutting blades 31 and in each case a round embossing cliché 34 in the middle.
- the tool data which describe this punching tool 30 comprise the type of the respective sub-tools 31, 32, 33, 34 and the effective lengths l S , l R , l G and the effective area A P.
- the length of the cutting blade l S is composed of all the partial lengths of the cutting blade 31.
- the effective length of the creasing knives l R is composed of all partial lengths of the creasing knives 32.
- the length of the rubber coating l G is composed of all part lengths of the topping 33rd
- the effective area of the embossing clichés A P is in turn composed of the sum of the partial surfaces of the embossing clichés 34.
- Fig. 2 is - for better clarity - each only a partial length or partial area provided with a reference numeral. If these tool data from the pre-press or the production of the punching tool 30 are known, then a direct use in the calculation of the desired pressing force otherwise, the tool data must be entered into the machine controller 15 via an interface.
- the machine control 15 accesses a database 25 in which specific force data are stored. There, therefore, the required cutting force per meter for a particular cutting blade 31 and the creasing force per meter for a special creasing tool 32 and the required Kunststoff réelleskraft per meter for a special rubber 33 and the required stamping force per m 2 for a special embossing cliché 34 deposited , These specific values are multiplied by the corresponding length of the part tool (cutting length, crease length, length of gumming) or surface (embossing surface) and the required pressing force F is calculated by adding the values for the part tools 31, 32, 33, 34). In the machine control additional multiplication factors, such. B. security, distribution, number, and / or size factor be deposited in order to make an adjustment of the calculated pressing force before it is implemented by appropriate control of the adjuster 24 by the machine control 15.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Making Paper Articles (AREA)
- Treatment Of Fiber Materials (AREA)
Description
Die Erfindung betrifft ein Verfahren zum Einstellen der Presskraft einer Flachbett-Stanz- und -Prägemaschine gemäß Anspruch 1, als auch eine Flachbett-Stanz- und -Prägemaschine gemäß Anspruch 7.The invention relates to a method for adjusting the pressing force of a flat bed stamping and embossing machine according to claim 1, as well as a flat bed stamping and embossing machine according to
Als Stanzen wird das Schneiden mit in sich geschlossenen geometrischen Zuschnittsformen bezeichnet, die kreisförmig, oval oder mehreckig sowie Phantasieformen aller Art sein können. Auch die in der Druckweiterverarbeitung geübten Praktiken, wie Stanzen mit Locheisen, Eckenabstoßen und Registerstanzen werden zu diesem Bereich gezählt. Die Stanzung erfolgt gegen eine Stanzunterlage oder gegen Stempel, teilweise sind es auch Schervorgänge. Verpackungsmaterialien aus Kunststoff, Folienmaterial, Papier, Karton, Pappe oder Wellpappe werden hauptsächlich im Bogenformat, aber auch im Bahnformat gestanzt. Beim Stanzvorgang können zusätzlich aber auch Rilllinien oder Blindprägungen in den Nutzen eingebracht werden. Da es sich bei den Endprodukten um anspruchsvolle Verpackungen hinsichtlich technischer und graphischer Ausführung handelt (etwa Verpackungen für Kosmetik, Zigaretten, Pharmazie, Lebensmittel, etc.), werden besondere Anforderungen nicht nur an die Verpackungsmaterialien selbst gestellt, sondern es sind für optimale Resultate auch Stanzwerkzeuge mit geringsten Toleranzen und äußerst präzise und zuverlässig arbeitende Stanzmaschinen erforderlich. Diesen Ansprüchen wird das Flachbettstanzen am besten gerecht. Dabei werden im Falle der Bogenbearbeitung die gedruckten und auf einer Palette gestapelten Bogen der Stanzmaschine zugeführt. In der Maschine werden in einer Ausrichteinrichtung die zu stanzenden Bogen passgenau ausgerichtet, von einem Greiferwagen übernommen und exakt in der Stanzeinrichtung zwischen einem fest gelagerten Untertisch und einem über einen Kniehebel oder Exzentergetriebe vertikal bewegbaren Obertisch positioniert. Auch bekannt sind Maschinen, in welchen der Untertisch gegen einen festen Obertisch bewegt wird.As punching the cutting is referred to with closed geometric blank forms that can be circular, oval or polygonal and imaginary shapes of all kinds. Also the practices practiced in print finishing, such as punching with punch, corner punching and register punching are counted to this area. The punching takes place against a punching pad or against stamp, in some cases it is also shearing operations. Plastic packaging materials, film material, paper, cardboard, cardboard or corrugated board are mainly punched in sheet format but also in web format. When punching but also creasing lines or blind embossing can be introduced into the benefit. Since the end products are sophisticated packaging in terms of technical and graphic design (such as packaging for cosmetics, cigarettes, pharmacy, food, etc.), special requirements are not only placed on the packaging materials themselves, but are also punching tools for optimum results required with the smallest tolerances and extremely precise and reliable punching machines. Flatbed punching best meets these demands. In this case, in the case of sheet processing, the printed sheets stacked on a pallet are fed to the punching machine. In the machine, the sheets to be punched are precisely aligned in an alignment device, taken over by a gripper carriage and positioned exactly in the punching device between a fixed undercounter and a vertical over a knee lever or eccentric upper table. Also known are machines in which the undercounter is moved against a fixed upper table.
In bekannten Bogenstanz- und Prägemaschinen, die zum Stanzen, Prägen, Ausbrechen, ggfs. Nutzentrennen und Ablegen von Bogen aus Papier, Pappe und der gleichen eingesetzt werden, ist es bekannt die Bogen mittels Greiferwagen durch die einzelnen Stationen der Maschine zu bewegen. Ein jeweiliger Greiferwagen besitzt eine Greiferbrücke, an der Greifer befestigt sind, die die Bogen an einem vorderen Ende ergreifen. Ein Greiferwagen besitzt weiterhin seitliche Fahrwagen, welche mit endlosen Ketten des Transportsystems verbunden sind und wodurch die Greiferwagen durch die Maschine bewegt werden. Durch diese Art der Bewegung der Bogen durch die Maschine wird eine hohe Maschinenleistung ermöglicht, da die Bogen in den einzelnen hintereinander angeordneten Stationen der Maschine, insbesondere Stanz-, Ausbrech- und Nutzentrennstation (cutting - stripping - blanking), nacheinander bearbeitet werden.In known sheet punching and embossing machines that are used for punching, embossing, breaking, if necessary. Nutzentrennen and storing sheets of paper, cardboard and the same, it is known to move the sheet by means of gripper carriage through the individual stations of the machine. A respective gripper carriage has a gripper bridge, are attached to the gripper, which grip the bow at a front end. A gripper carriage further has lateral carriages, which are connected to endless chains of the transport system and whereby the gripper carriage to be moved by the machine. By this type of movement of the sheet through the machine, a high machine performance is possible because the sheets in the individual successively arranged stations of the machine, in particular punching, breaking and blanking station (cutting - stripping - blanking), are processed one after the other.
Eine derartige Flachbettstanze ist beispielsweise aus der
Um Produkte von hoher Qualität zu erhalten, muss die Presskraft in der Bogenstanz- und - prägemaschine je nach zu bearbeitenden Bogen angepasst werden können.
Wie in der
Um einerseits eine ausreichenden Presskraft zu haben und andererseits sicher zu vermeiden, dass die Stanzwerkzeuge mit einer zu großen Kraft beaufschlagt und infolgedessen zerstört werden muss sich der Maschinenbediener an die optimale Presskraft herantasten. Zusammen mit dem Zurichten durch Hinterkleben des Stanzwerkzeuges ergibt sich ein sehr zeitintensiver Einstellvorgang.Such a flat bed punch is for example from the
In order to obtain products of high quality, the pressing force in the sheet punching and embossing machine must be able to be adjusted according to the sheet to be processed.
Like in the
On the one hand to have a sufficient pressing force and on the other hand to reliably avoid that the punching tools acted upon with too much force and consequently destroyed, the machine operator has to the optimum pressing force grope. Together with the trimming by pasting the punching tool results in a very time-consuming adjustment process.
Aufgabe der vorliegenden Erfindung ist es, ein Verfahren zum Einstellen der Presskraft zu beschreiben und eine Flachbett-Stanz- und/oder -Prägemaschine zu schaffen, welche die Einstellung der Presskraft wesentlich vereinfachen und die Fehleranfälligkeit und die erforderliche Zeit für die Einrichtung der Flachbett-Stanz- und/oder -Prägemaschine reduzieren und so die Nachteile des Standes der Technik verringern.
Gelöst wird diese Aufgabe durch ein Verfahren zum Einstellen der Presskraft mit den Merkmalen von Anspruch 1 und durch eine Flachbett-Stanz- und -Prägemaschine mit den Merkmalen von Anspruch 7.
Das erfindungsgemäße Verfahren dient dem Einstellen der Presskraft einer Flachbett-Stanz- und -Prägemaschine, wobei die Maschine ein Stanz- und/oder Prägewerkzeug zur Bearbeitung eines flächigen Bedruckstoffs besitzt. In einem ersten Schritt werden jobabhängige Werkzeugdaten bereitgestellt, welche den individuellen Aufbau eines Stanz- und/oder Prägewerkzeuges aus einer Mehrzahl von Teilwerkzeugen beschreiben. Nachfolgend werden aus einer Datenbank dort hinterlegte spezifische Kraftdaten ausgelesen, wobei die spezifischen Kraftdaten einem jeweiligen Teilwerkzeug eine spezifische Presskraft zuordnen. Aus den Werkzeugdaten und aus den spezifischen Kraftdaten erfolgt dann eine Berechnung einer Soll-Presskraft. Durch entsprechende Ansteuerung einer Einstelleinrichtung wird dann die Presskraft der Flachbett-Stanz- und/oder -Prägemaschine auf die berechnete Soll-Presskraft eingestellt. Vorteilhaft an diesem Verfahren ist, dass sich der Maschinenbediener nicht langsam schrittweise an eine erforderliche Stanzkraft herantasten muss, welche ein gutes Stanzbild erzielt, sondern bereits den ersten Stanzvorgang mit einer Presskraft beginnen kann, welche nahe der optimalen Presskraft liegt. Dies beschleunigt die Maschineneinstellungen bei einem Jobwechsel deutlich, so dass schneller den Qualitätserfordernissen entsprechend produziert und die Anzahl der durch das Einrichten bedingten Makulaturbogen verringert werden kann.
In Weiterbildung des erfindungsgemäßen Verfahrens kann in einem zusätzlichen Schritt nach einem ersten Stanz- bzw. Pressvorgang und der Begutachtung bzw. Beurteilung eines gestanzten bzw. geprägten Bedruckstoffes durch den Maschinenbediener die wirksame Presskraft korrigiert werden. Korrekturschritte können dem Maschinebediener von der Maschinensteuerung der Flachbett-Stanz- und/oder -Prägemaschine vorgeschlagen werden. Besonders vorteilhaft ist es, wenn die Presskraft für Wiederholaufträge abgespeichert wird, das so die erforderliche Zeit für das Einrichten von Wiederholaufträgen deutlich reduziert werden kann. Erfindungsgemäss umfassen die Werkzeugdaten Informationen zur Art eines jeweiligen Teilwerkzeugs und zur wirksamen Länge und/oder zur wirksamen Fläche eines jeweiligen Teilwerkzeugs. Bei den Teilwerkzeugen kann dabei unterschieden werden zwischen Schneidmessern, Rillmessern, Messergummierungen, Prägeklischees, etc. Dabei wird eine genauere Unterscheidung bevorzugt, so zwischen unterschiedlichen Schneidmessern mit unterschiedlicher Schneidgeometrie als auch unterschiedlicher Rillmesser mit unterschiedlicher Rillmessergeometrie als auch zwischen Gummierungen mit unterschiedlicher Breite und Elastizität. Bei den Prägeklischees kann unterschieden werden zwischen unterschiedlichen Klischeematerialien und Prägetiefen. Wegen der Art eines jeweiligen Teilwerkzeugs umfassen die Werkzeugdaten auch die wirksame Länge des jeweiligen Teilwerkzeugs, sofern es sich dabei um Schneidmesser, Rillmesser und Gummierungen handelt bzw. der wirksamen Fläche, sofern es sich dabei um Prägeklischees handelt. In vorteilhafter Weise sind die spezifischen Kraftdaten in der Datenbank als erforderliche Presskraft pro wirksame Länge bzw. pro wirksame Fläche eines jeweiligen Teilwerkzeugs angegeben. D.h. es sind unterschiedliche spezifische Schneidkräfte, Rillkräfte, Gummierungskräfte und Prägekräfte in der Datenbank hinterlegt. Für die Berechnung einer Soll-Presskraft kann so durch Addition der pro Teilwerkzeug erforderlichen Teil-Sollpresskräfte berechnet als Produkte aus der Länge des Teilwerkzeugs mit der jeweiligen zugeordneten spezifischen Presskraft bzw. der wirksamen Fläche mit der jeweiligen zugeordneten spezifischen Kraft eine erforderliche Soll-Presskraft für das ganze Werkzeug berechnet werden. In einer besonders vorteilhaften Weiterbildung des erfindungsgemäßen Verfahrens sind die spezifischen Kraftdaten vom zu bearbeitenden Bedruckstoff abhängig, z. B. dessen Dicke, dessen Materialzusammensetzung und dessen Format. Die in der Datenbank hinterlegten spezifischen Kraftdaten sind in umfangreichen Messreihen in einem speziellen Einzelmessprüfstand vorab zu ermitteln. Daher werden die Daten vom Maschinehersteller bereitgestellt. Je umfangreicher die Datenbank ist, d. h. je mehr unterschiedliche Teilwerkzeuge für unterschiedliche Bedruckstoffe abgebildet sind, desto genauer kann die erforderliche und zulässige Soll-Presskraft gemäß dem erfindungsgemäßen Verfahren berechnet werden.Object of the present invention is to describe a method for adjusting the pressing force and to provide a flat-bed punching and / or embossing machine, which greatly simplify the setting of the pressing force and the error rate and the required time for the establishment of flat-bed punching - and / or embossing machine and so reduce the disadvantages of the prior art.
This object is achieved by a method for adjusting the pressing force with the features of claim 1 and by a flat-bed punching and embossing machine with the features of
The method according to the invention serves to set the pressing force of a flatbed punching and embossing machine, wherein the machine has a punching and / or embossing tool for processing a flat printing material. In a first step job-dependent tool data are provided which describe the individual structure of a punching and / or embossing tool from a plurality of part tools. Subsequently, specific force data stored there are read out from a database, wherein the specific force data assign a specific pressing force to a respective sub-tool. From the tool data and from the specific force data is then a calculation of a desired pressing force. By appropriate control of an adjustment then the pressing force of the flatbed punching and / or embossing machine is set to the calculated target pressing force. An advantage of this method is that the machine operator does not have to move slowly step by step to a required punching force, which achieves a good punching image, but already can begin the first punching process with a pressing force, which is close to the optimum pressing force. This significantly speeds up the machine settings during a job change so that the quality requirements are produced faster and the number of spoofing sheets caused by the setup can be reduced.
In a further development of the method according to the invention, the effective pressing force can be corrected in an additional step after a first punching or pressing process and the assessment or assessment of a stamped or embossed printing material by the machine operator. Correction steps may be suggested to the machine operator by the machine controller of the flat bed punching and / or embossing machine. It is particularly advantageous if the pressing force is stored for repeat jobs, so that the time required to set up repeat jobs can be significantly reduced. According to the invention, the tool data comprise information on the type of a respective sub-tool and on the effective length and / or the effective area of a respective sub-tool. In the part tools can be distinguished between cutting knives, Rillmessern, Messerergummierungen, embossing clichés, etc. Here, a more precise distinction is preferred, so between different cutting blades with different cutting geometry as well as different Rillmesser with different Rillmessergeometrie as well as between rubbers with different width and elasticity. With the embossing clichés, a distinction can be made between different cliché materials and embossing depths. Because of the nature of a particular part tool, the tool data also includes the effective length of the respective part tool, as far as it is cutting knife, Rillmesser and rubbers or the effective area, if it is to be embossing clichés. Advantageously, the specific force data in the database are given as the required pressing force per effective length or per effective area of a respective part tool. This means that different specific cutting forces, creasing forces, gumming forces and embossing forces are stored in the database. For the calculation of a desired pressing force can be calculated by adding the required part per part tool Sollpresskräfte calculated as products of the length of the sub-tool with the respective associated specific pressing force or effective area with the respective assigned specific force a required set pressing force for the whole tool can be calculated. In a particularly advantageous embodiment of the method according to the invention, the specific force data depends on the substrate to be processed, for. B. its thickness, its material composition and its format. The specific force data stored in the database must be determined in advance in extensive test series in a special single test bench. Therefore, the data is provided by the machine manufacturer. The more extensive the database is, ie the more different sub-tools are depicted for different substrates, the more accurate the required and permissible desired pressing force can be calculated according to the method according to the invention.
Besonders vorteilhaft ist es, wenn bei der Berechnung zusätzlich ein Sicherheits-, Verteilungs-, Anzahl- und/oder Größenfaktor verwendet wird. Sicherheitsfaktor meint dabei z. B. einen Sicherheitsfaktor der Größe 0,8, welcher mit der aus Werkzeugdaten und spezifischen Kraftdaten berechneten Presskraft multipliziert wird. Dem Maschinenbediener wird so ermöglicht, sich von dieser reduzierten, berechneten Presskraft an eine tatsächlich erforderliche und zulässige Presskraft heranzutasten, wobei das Risiko minimiert wird, Stanz- und/oder Prägewerkzeuge aufgrund einer zu hohen Presskrafteinstellung zu zerstören. Ein Verteilungsfaktor kann die Verteilung der Nutzen auf der Gesamtfläche des Bedruckstoffs berücksichtigen, beispielsweise, ob die Nutzen gleichmäßig verteilt sind oder nicht. Der Anzahlfaktor kann die Anzahl der sich auf einem Bedruckstoff befindlichen Nutzen berücksichtigen. Der Größenfaktor wiederum kann die Größe des Bedruckstoffs bzw. des Stanz- und/oder Prägewerkzeugs wiederspiegeln.It is particularly advantageous if additionally a security, distribution, number and / or size factor is used in the calculation. Safety factor means z. B. a safety factor of size 0.8, which is multiplied by the calculated from tool data and specific force data pressing force. The operator is thus enabled to grasp this reduced, calculated pressing force to an actual required and permissible pressing force, minimizing the risk of destroying punching and / or stamping tools due to excessive pressing force adjustment. A distribution factor can take into account the distribution of benefits over the total area of the substrate, for example, whether the benefits are evenly distributed or not. The number factor can take into account the number of uses on a substrate. The size factor in turn can reflect the size of the printing material or of the punching and / or embossing tool.
Wird kein Verteilungsfaktor verwendet, so kann alternativ auch eine unterschiedliche Soll-Presskraft für verschieden Werkzeugbereiche berechnet werden. Nach dem Stand der Technik umfasst die Einstelleinrichtung zur Stanzkraftanpassung vier Einstellkeile, welche unabhängig voneinander eingestellt werden können. Jedem Keil könnte eine individuelle Einstellbewegung gemäß einer für diesen Bereich (d.h. Quadranten) berechneten Soll-Presskraft vorgegeben werden.If no distribution factor is used, alternatively a different desired pressing force for different tool areas can be calculated. According to the prior art, the adjusting device for punching force adjustment comprises four adjusting wedges, which can be adjusted independently of each other. Each wedge could be given an individual adjustment movement according to a desired pressing force calculated for this area (ie quadrants).
Die Erfindung betrifft auch eine Flachbett-Stanz- und -Prägemaschine mit einer Maschinensteuerung eingerichtet zur Durchführung des obenstehend beschriebenen Verfahrens und mit einer Workflow-Anbindung und/oder einer Schnittstelle zur Übernahme von Daten aus der Druckvorstufe der zu bearbeitenden Druckstoffe und/oder aus der Stanz- und/oder Prägewerkzeugherstellung wobei diese entweder direkt als Werkzeugdaten für das erfindungsgemäße Verfahren verwendet werden können oder noch eine Aufbereitung durch einen Rechner erfahren und/oder ein Interface zur Eingabe von Werkzeugdaten.
Die beschriebene Erfindung und die beschriebenen vorteilhaften Weiterbildungen der Erfindung stellen auch in beliebiger Kombination miteinander vorteilhafte Weiterbildungen der Erfindung dar.
Hinsichtlich weiterer Vorteile und in konstruktiver und funktioneller Hinsicht vorteilhafter Ausgestaltungen der Erfindung wird auf die Unteransprüche sowie die Beschreibung von Ausführungsbeispielen unter Bezugnahme auf die beiliegenden Figuren verwiesen.The invention also relates to a flatbed punching and embossing machine with a machine control set up for carrying out the above-described method and having a workflow connection and / or an interface for transferring data from the pre-press of the printed materials to be processed and / or from the stamping - And / or embossing tool production which can either be used directly as a tool data for the inventive method or even undergo a preparation by a computer and / or an interface for entering tool data.
The described invention and the described advantageous developments of the invention are also in any combination with each other advantageous developments of the invention.
With regard to further advantages and constructive and functional advantageous embodiments of the invention, reference is made to the dependent claims and the description of exemplary embodiments with reference to the accompanying figures.
Die Erfindung soll anhand beigefügter Figuren noch näher erläutert werden. Einander entsprechende Elemente und Bauteile sind in den Figuren mit gleichen Bezugszeichen versehen. Zugunsten einer besseren Übersichtlichkeit der Figuren wurde auf eine maßstabsgetreue Darstellung verzichtet.
Es zeigen in schematischer Darstellung:
- Figur 1:
- eine erfindungsgemäße Bogenstanz- und -prägemaschine
- Figur 2:
- ein beispielhaft, grob schematisch dargestelltes Stanz- und/oder Prägewerkzeug
Die Bogen 6 werden durch einen Anleger 1 von einem Stapel 6.1 durch einen sogenannten Saugkopf 18 vereinzelt,
In a schematic representation:
- FIG. 1:
- an inventive sheet punching and embossing machine
- FIG. 2:
- an example, roughly schematically illustrated punching and / or embossing tool
The sheets 6 are separated by a feeder 1 from a stack 6.1 by a so-called
The
The punching
Der Greiferwagen 8 transportiert den Bogen 6 von der Stanz- und Prägestation 2 in die nachfolgende Ausbrechstation 3, die mit Ausbrechwerkzeugen 21, 23 ausgestattet ist. In der Ausbrechstation 3 werden mit Hilfe der Ausbrechwerkzeuge 21, 23 die nicht benötigten Abfallstücke 11 aus dem Bogen 6 nach unten herausgestoßen, wodurch die Abfallstücke 11 in einen unter der Station eingeschobenen wagenartigen Behälter 12 fallen oder von dort aus abtransportiert werden.The gripper carriage 8 transports the sheet 6 from the punching and
Von der Ausbrechstation 3 gelangt der Bogen 6 in den Ausleger 4, wo der Bogen 6 entweder nur einfach abgelegt wird, oder aber gleichzeitig eine Trennung der einzelnen Nutzen eines jeweiligen Bogens 6 erfolgt. Dazu besitzt der Ausleger 4 ein Nutzentrennwerkzeug 21, 23. Der Ausleger 4 kann auch eine Palette 13 enthalten, auf der die einzelnen Bogen 6 bzw. Nutzen in Form eines Stapels 14 aufgestapelt werden, so dass nach Erreichen einer bestimmten Stapelhöhe die Palette 13 mit dem Bogenstapel 14 aus dem Bereich der Stanz- und Prägemaschine 100 weggefahren werden kann. Um die Maschine 100 während des Stapeltausches nicht anhalten zu müssen können Hilfsstapeleinrichtungen zum Einsatz kommen.From the breaking
In
Sind diese Werkzeugdaten aus der Druckvorstufe bzw. der Herstellung des Stanzwerkzeugs 30 bekannt, so ist eine direkte Verwendung bei der Berechnung der Soll-Presskraft möglich, anderenfalls müssen die Werkzeugdaten über ein Interface in die Maschinensteuerung 15 eingegeben werden.In
If these tool data from the pre-press or the production of the
Für die Berechnung der Soll-Presskraft F wird von der Maschinensteuerung 15 auf eine Datenbank 25 zugegriffen, in welcher spezifische Kraftdaten hinterlegt sind. Dort ist also die erforderliche Schneidkraft pro Meter für ein spezielles Schneidmesser 31 bzw. die Rillkraft pro Meter für ein spezielles Rillwerkzeug 32 bzw. die erforderliche Gummierungskraft pro Meter für eine spezielle Gummierung 33 bzw. die erforderliche Prägekraft pro m2 für ein spezielles Prägeklischee 34 hinterlegt. Diese spezifischen Werte werden mit der entsprechenden Länge des Teilwerkzeugs (Schneidenlänge, Rilllänge, Gummierungslänge) bzw. Fläche (Prägefläche) multipliziert und die erforderliche Presskraft F durch Addition der Werte für die Teilwerkzeuge 31, 32, 33, 34) berechnet. In der Maschinensteuerung können zusätzliche Multiplikationsfaktoren, wie z. B. Sicherheits-, Verteilungs-, Anzahl-, und/oder Größenfaktor hinterlegt sein, um eine Anpassung der errechneten Presskraft vornehmen zu können, bevor diese durch entsprechende Ansteuerung der Einstelleinrichtung 24 durch die Maschinensteuerung 15 umgesetzt wird.For the calculation of the desired pressing force F, the
- 11
- Anlegerinvestor
- 22
- Stanz- und/oder PrägestationPunching and / or embossing station
- 33
- Ausbrechstationstripping
- 44
- Ausleger, ggfs. mit NutzentrennstationOutrigger, if necessary with Nutzentrennstation
- 55
- Maschinengehäusemachine housing
- 66
- Bogenbow
- 6.16.1
- Bogenstapelsheet pile
- 77
- BogentransportsystemSheet transport system
- 88th
- Greiferwagen mit GreifernGripper carriage with grippers
- 99
- Untertisch / unterer TiegelLower table / lower crucible
- 1010
- Obertisch / oberer TiegelUpper table / upper crucible
- 1111
- Abfallstücketrimmings
- 1212
- Behältercontainer
- 1313
- Palettepalette
- 1414
- Auslagestapeldelivery pile
- 1515
- Steuerung mit Interface und EingabegerätenControl with interface and input devices
- 1616
- Zuführtisch mit einer Einheit zum Ausrichten der BogenFeed table with a unit for aligning the bow
- 1717
- Hauptantriebmain drive
- 1818
- Saugkopfsuction head
- 2020
- Unterwerkzeuglower tool
- 2121
- Oberwerkzeug mit StempelnUpper tool with punches
- 2323
- Nutzentrenngitter oder Ausbrechbrett (Unterwerkzeug)Dividing grille or stripping board (lower tool)
- 2424
- Einrichtung zur PresskrafteinstellungDevice for pressing force adjustment
- 2525
- DatenbankDatabase
- 2626
- Workflowanbindungworkflow integration
- 3030
- Oberwerkzeug (Stanzwerkzeug)Upper tool (punching tool)
- 3131
- Schneidmessercutting blade
- 3232
- Rillmessercreasing knife
- 3333
- Gummierunggumming
- 3434
- Prägeklischeeembossing cliché
- 100100
- Flachbett-Bogenstanz- /und/oder -Prägemaschine (Stanzmaschine)Flatbed sheet punching and / or embossing machine (punching machine)
- BB
- BogentransportrichtungSheet transport direction
- Ee
- BogentransportebeneSheet transport plane
- FF
- Presskraftpressing force
- lS l s
- Länge SchneidmesserLength of cutting knife
- lR l R
- Länge RillmesserLength of knives
- lG l G
- Länge GummierungLength gum
- AP A p
- Fläche PrägeklischeeSurface stamping cliché
Claims (7)
- A method for adjusting a pressing force (F) of a flat-bed machine (100) for die-cutting and embossing, said machine (100) for die-cutting and embossing having at least one tool (30) for die-cutting and embossing to process a flat printing substrate (6), comprising the following steps:a) supplying tool data describing an individual structure of a tool (30) for die-cutting and embossing consisting of a plurality of tool parts (31, 32, 33, 34), said tool parts (31, 32, 33, 34) of a tool (30) for die-cutting and embossing comprising at least one die-cutting tool and one embossing tool,b) reading specific force data out of a database (26), the specific force data allocating a specific pressing force to a respective tool part (31, 32, 33, 34);c) calculating a target pressing force (F) at least from the tool data of step a) and the specific force data of step b); andd) adjusting the pressing force (F) of the flat-bed machine (100) for die-cutting and embossing to the target pressing force in accordance with step c).
- The method for adjusting a pressing force according to claim 1, which further comprises the step:e) correcting the pressing force (F) after a first die-cutting or embossing process by operator intervention.
- The method for adjusting a pressing force according to claim 1 or 2, which further comprises the step:f) storing the pressing force (F) for repeat jobs.
- The method for adjusting a pressing force according to one of the preceding claims;
characterized in that the specific force data indicate the required pressing force per effective length (Is, IR, IG) or per effective area (AP) of the corresponding tool part (31, 32, 33, 34), respectively. - The method for adjusting a pressing force according to claim 4, characterized in that the specific force data further depend on the substrate (6) to be processed.
- The method for adjusting a pressing force according to one of the preceding claims, characterized in that at least one of a safety, distribution, number or size factor is additionally used in step c).
- A flat-bed machine (100) for die-cutting and embossing comprising a machine controller (14) configured to carry out the method according to one pf the preceding claims and having a workflow connection and/or an interface configured to receive data from at least a prepress stage pertaining to printing substrates (6) to be processed and/or a manufacturer of the tool for die-cutting and/or embossing and/or an interface for inputting tool data.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201310000299 DE102013000299A1 (en) | 2013-01-10 | 2013-01-10 | Method for adjusting the pressing force of a punching machine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2754541A2 EP2754541A2 (en) | 2014-07-16 |
| EP2754541A3 EP2754541A3 (en) | 2015-06-10 |
| EP2754541B1 true EP2754541B1 (en) | 2018-05-30 |
Family
ID=49766915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13196448.8A Active EP2754541B1 (en) | 2013-01-10 | 2013-12-10 | Method for adjusting the pressing force a punching and embossing machine |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20140195038A1 (en) |
| EP (1) | EP2754541B1 (en) |
| CN (1) | CN103921306B (en) |
| DE (1) | DE102013000299A1 (en) |
| ES (1) | ES2682018T3 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160147323A1 (en) * | 2014-11-21 | 2016-05-26 | Interface Optoelectronics Corporation | Touch control panel structure and method of manufacturing the same |
| CN104476601B (en) * | 2014-11-28 | 2017-03-22 | 广东飞新达智能设备股份有限公司 | Die-cutting machine pressure regulating control method |
| DE102016103127A1 (en) * | 2015-03-02 | 2016-09-08 | Petratto S.R.L. | Method for processing a sheet by means of an automatic press and automatic press |
| DE102015106344B4 (en) * | 2015-04-24 | 2017-06-14 | Karl Marbach Gmbh & Co. Kg | Technique for setting up a punching device |
| DE202016102593U1 (en) * | 2016-05-13 | 2016-06-10 | Bobst Mex Sa | Device for processing workpiece sheets |
| CN107263584A (en) * | 2017-07-27 | 2017-10-20 | 寻乌县天源包装有限公司 | A kind of die-cutting machine of corrugated board positive and negative line ball |
| CN107263607A (en) * | 2017-07-31 | 2017-10-20 | 长兴永盛印刷股份有限公司 | A kind of new die-cutting machine suitable for different in width printing |
| CN108162490A (en) * | 2017-11-24 | 2018-06-15 | 上海浅月印刷包装有限公司 | A kind of packing box presses formula magnet mounting process |
| US10661923B2 (en) * | 2018-01-18 | 2020-05-26 | Je Matadi, Inc. | System to manufacture a disposable single use applicator assembly with a chemical composition |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1882565A2 (en) * | 2006-07-26 | 2008-01-30 | Heidelberger Druckmaschinen AG | Method for punching and sheet cutting and creasing press |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3044083C2 (en) | 1980-11-24 | 1990-05-10 | Bobst S.A., Lausanne | Punching devices for automatic punching machines for punching sheets of paper, cardboard and the like. |
| US5390574A (en) * | 1992-12-15 | 1995-02-21 | Murata Machinery Ltd | Control for automatically programmed variable pump output pressure of a hydraulically operated punch press |
| EP1882564B1 (en) * | 2006-07-26 | 2012-04-11 | Heidelberger Druckmaschinen AG | Sheet cutting and creasing press with adjustable cutting and creasing pressure |
| DE102007002154A1 (en) * | 2007-01-15 | 2008-07-17 | Heidelberger Druckmaschinen Ag | Apparatus and method for aligning sheet stacks |
| CN201136178Y (en) * | 2007-12-14 | 2008-10-22 | 上海亚华印刷机械有限公司 | Automatic pressure regulating appts. for automatic die cutting machine |
| GB2479775A (en) * | 2010-04-22 | 2011-10-26 | British American Tobacco Co | Embossing smoking article wrappers |
| DE102010024274A1 (en) * | 2010-06-18 | 2011-12-22 | Heidelberger Druckmaschinen Ag | Punching and / or embossing station of a sheet punching machine |
-
2013
- 2013-01-10 DE DE201310000299 patent/DE102013000299A1/en not_active Withdrawn
- 2013-12-10 ES ES13196448.8T patent/ES2682018T3/en active Active
- 2013-12-10 EP EP13196448.8A patent/EP2754541B1/en active Active
-
2014
- 2014-01-09 CN CN201410010527.2A patent/CN103921306B/en active Active
- 2014-01-10 US US14/152,039 patent/US20140195038A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1882565A2 (en) * | 2006-07-26 | 2008-01-30 | Heidelberger Druckmaschinen AG | Method for punching and sheet cutting and creasing press |
Non-Patent Citations (1)
| Title |
|---|
| ANONYMOUS: "Cut Smart : Calcultating the tonnage needed to die cut a product", 29 March 2010 (2010-03-29), pages 1 - 3, XP055243423, Retrieved from the Internet <URL:https://web.archive.org/web/20100329175047/http://www.cutsmart.com/pages/articles/die_cutting_tonnage_needed.html> [retrieved on 20160121] * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103921306A (en) | 2014-07-16 |
| CN103921306B (en) | 2016-08-31 |
| EP2754541A2 (en) | 2014-07-16 |
| EP2754541A3 (en) | 2015-06-10 |
| DE102013000299A1 (en) | 2014-07-10 |
| ES2682018T3 (en) | 2018-09-18 |
| US20140195038A1 (en) | 2014-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2754541B1 (en) | Method for adjusting the pressing force a punching and embossing machine | |
| EP2327521B1 (en) | Method for adjusting tools | |
| EP2705936B1 (en) | Method for determining the need for adjustment and method for producing an adjustment sheet | |
| EP1882564B1 (en) | Sheet cutting and creasing press with adjustable cutting and creasing pressure | |
| EP2452790B1 (en) | Processing station for a stamping machine and method for removing a test blank | |
| EP2399715B1 (en) | Depositing and use separation station for a sheet blanking press | |
| EP3064327B1 (en) | Method for register correction of a flat bed stamping machine | |
| EP2722141B1 (en) | Device for a flat bed punch and method for feeding a web to be printed | |
| EP2746007B1 (en) | Manufacturing system and process with flat bed and a rotary die unit | |
| DE102006049111A1 (en) | Flatbed sheet punching machine | |
| EP2397285B1 (en) | Stamping and/or embossing station of a sheet stamping machine | |
| DE102007014314A1 (en) | Sheet e.g. paper, stamping and embossing machine for e.g. separating and filing sheet, has stamping die directly moved using hydraulic cylinders, which are individually controlled, where transverse movement of cylinders is cam controlled | |
| EP2087972B1 (en) | Device for punching | |
| DE102014003294A1 (en) | Stripping tool for a punching machine | |
| DE202007012351U1 (en) | Manufacturing system for the production of printed products | |
| EP2862684B1 (en) | Punching machine with device for adjustment | |
| EP2113386A1 (en) | Device for punching and finishing | |
| DE102011014858A1 (en) | Punching and/or embossing station for flat bed-sheet punching and/or -coining machines for e.g. punching paper sheet to pack product, has thin adjusting sheet held between punching and additional plates and comprising tissue paper | |
| DE102008011051A1 (en) | Sheet e.g. paper sheet, punching and embossing machine, has cam gear comprising cam disks, cam rollers and shafts, where driven cam disks roll on cam rollers that are fastened to movable platen | |
| EP2762432B1 (en) | Monitoring method for preventing collisions of a stamping machine with brake brush | |
| EP2572843B1 (en) | Method for adjusting a stamping tool and sheet stamping station with covering panel that can be held using suction | |
| EP2479011B1 (en) | Adapter unit for receiving stamping tools | |
| EP1882565A2 (en) | Method for punching and sheet cutting and creasing press | |
| DE102014013669A1 (en) | Punching machine with Greiferrandausstreifer | |
| DE102013006348A1 (en) | Upper tool, processing station and method for breaking out |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131210 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MASTERWORK MACHINERY CO., LTD. |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26F 1/38 20060101ALN20150505BHEP Ipc: B31F 1/07 20060101ALI20150505BHEP Ipc: B26D 5/00 20060101ALN20150505BHEP Ipc: B26F 1/40 20060101AFI20150505BHEP Ipc: B31B 1/14 20060101ALI20150505BHEP Ipc: B26D 7/00 20060101ALN20150505BHEP Ipc: B31B 3/14 20060101ALI20150505BHEP Ipc: B26F 1/44 20060101ALN20150505BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20151210 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 1/14 20060101ALI20160108BHEP Ipc: B31F 1/07 20060101ALI20160108BHEP Ipc: B26F 1/44 20060101ALN20160108BHEP Ipc: B26F 1/40 20060101AFI20160108BHEP Ipc: B26D 5/00 20060101ALN20160108BHEP Ipc: B26F 1/38 20060101ALN20160108BHEP Ipc: B26D 7/00 20060101ALN20160108BHEP Ipc: B31B 3/14 20060101ALI20160108BHEP |
|
| 17Q | First examination report despatched |
Effective date: 20160201 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26F 1/44 20060101ALN20171116BHEP Ipc: B26D 5/00 20060101ALN20171116BHEP Ipc: B26D 7/00 20060101ALN20171116BHEP Ipc: B26F 1/40 20060101AFI20171116BHEP Ipc: B26F 1/38 20060101ALN20171116BHEP Ipc: B31F 1/07 20060101ALI20171116BHEP |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26F 1/40 20060101AFI20171127BHEP Ipc: B26F 1/38 20060101ALN20171127BHEP Ipc: B31F 1/07 20060101ALI20171127BHEP Ipc: B26D 7/00 20060101ALN20171127BHEP Ipc: B26F 1/44 20060101ALN20171127BHEP Ipc: B26D 5/00 20060101ALN20171127BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20171212 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MASTERWORK GROUP CO., LTD. |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1003142 Country of ref document: AT Kind code of ref document: T Effective date: 20180615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013010245 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2682018 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180918 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180530 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180830 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180830 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180831 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013010245 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181210 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181210 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1003142 Country of ref document: AT Kind code of ref document: T Effective date: 20181210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131210 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240119 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231227 Year of fee payment: 11 Ref country code: CH Payment date: 20240101 Year of fee payment: 11 |