EP2557461A1 - Ancre métallique avec cornes polymères - Google Patents
Ancre métallique avec cornes polymères Download PDFInfo
- Publication number
- EP2557461A1 EP2557461A1 EP12174749A EP12174749A EP2557461A1 EP 2557461 A1 EP2557461 A1 EP 2557461A1 EP 12174749 A EP12174749 A EP 12174749A EP 12174749 A EP12174749 A EP 12174749A EP 2557461 A1 EP2557461 A1 EP 2557461A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- anchor
- rod
- fork
- pallets
- pallet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920000642 polymer Polymers 0.000 title claims abstract description 10
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 4
- 239000002184 metal Substances 0.000 title claims abstract description 4
- 239000000463 material Substances 0.000 claims abstract description 42
- 238000000034 method Methods 0.000 claims abstract description 26
- 230000008569 process Effects 0.000 claims abstract description 9
- 229930040373 Paraformaldehyde Natural products 0.000 claims abstract description 7
- -1 polyoxymethylene Polymers 0.000 claims abstract description 7
- 229920006324 polyoxymethylene Polymers 0.000 claims abstract description 7
- 229910001092 metal group alloy Inorganic materials 0.000 claims abstract description 3
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 229910000831 Steel Inorganic materials 0.000 claims description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 4
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- 239000010956 nickel silver Substances 0.000 claims description 4
- 239000010959 steel Substances 0.000 claims description 4
- 229910001369 Brass Inorganic materials 0.000 claims description 3
- 229910000531 Co alloy Inorganic materials 0.000 claims description 3
- 239000010951 brass Substances 0.000 claims description 3
- 238000002347 injection Methods 0.000 claims description 3
- 239000007924 injection Substances 0.000 claims description 3
- MOFOBJHOKRNACT-UHFFFAOYSA-N nickel silver Chemical compound [Ni].[Ag] MOFOBJHOKRNACT-UHFFFAOYSA-N 0.000 claims description 3
- 239000010936 titanium Substances 0.000 claims description 3
- 229910052719 titanium Inorganic materials 0.000 claims description 3
- 238000009713 electroplating Methods 0.000 abstract description 2
- 238000000465 moulding Methods 0.000 abstract description 2
- 238000001459 lithography Methods 0.000 abstract 1
- 210000003423 ankle Anatomy 0.000 description 5
- 230000005291 magnetic effect Effects 0.000 description 5
- 230000035945 sensitivity Effects 0.000 description 4
- 208000031968 Cadaver Diseases 0.000 description 3
- 241000135309 Processus Species 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000010979 ruby Substances 0.000 description 2
- 229910001750 ruby Inorganic materials 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000005298 paramagnetic effect Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
Images


Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B15/00—Escapements
- G04B15/14—Component parts or constructional details, e.g. construction of the lever or the escape wheel
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B15/00—Escapements
- G04B15/06—Free escapements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49579—Watch or clock making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53613—Spring applier or remover
- Y10T29/53626—Flat spiral spring [e.g., watch or clock type]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53639—Means to stake watch or clock
Definitions
- the invention relates to an exhaust system of a timepiece and, more specifically, to such a system comprising an anchor whose function of the rod and that of the fork can be decoupled.
- the Swiss-anchor type free-escapement systems are difficult to develop because they are the compromise between the lowest possible inertia and a pallet and fork tribology, the best possible. Thus, it is difficult to avoid snags between the plateau pin and the horns of the fork while preserving minimal inertia and even insensitivity to magnetic fields.
- the object of the present invention is to overcome all or part of the disadvantages mentioned above by proposing a method of manufacturing an anchor whose rod has a low inertia and a range with favorable tribological qualities.
- the mechanical characteristics provided by the material of the rod are no longer dependent on those of the fork. Therefore, for example, the rod can advantageously offer low inertia and, the range, an optimized tribology.
- the invention relates to a timepiece characterized in that it comprises an escapement system with an anchor obtained from the method according to one of the preceding claims.
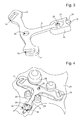
- an exhaust system 1 for a timepiece As visible at figure 2 in section, the exhaust system 1 comprises in particular an anchor 3 intended to cooperate with a plate 5.
- the plate 5 is preferably driven on the balance shaft 2 and comprises a small plate 4 provided with a notch 6 and a large tray 8 with ankle 7.
- the anchor 3 preferably comprises a rod 9 formed by a first metal material which is preferentially chosen for its low density, its low sensitivity to magnetic fields and possibly its ability to change pallets 10, 12 for example ruby.
- such a rod material 9 may be, for example, titanium, aluminum or an austenitic cobalt alloy.
- the rod 9 comprises arms 11 and 13 for supporting the pallets 10 and 12 to cooperate with at least one escape wheel (not shown) of the exhaust system 1. Between these two arms 11 and 13 is mounted the anchor rod 14 to pivotably mount the anchor 3.
- the rod 14 may be made, for example, of a material such as steel, brass or nickel silver.
- the rod 9 comprises a dart 15 and a fork 17.
- the dart 15 has come in shape with the rod 9 and, preferably, an extension of the latter.
- the dart 15 is intended to cooperate with the small plate 4 to prevent accidental movements of the fork 17.
- the fork 17 preferably comprises an overmoulding 19 formed by a second material, preferably different from the first material of the rod 9 and intended to allow the improvement of the tribological qualities of the fork 17 on the ankle 7 while avoiding damage to the overall inertia of the anchor 3.
- the material of the fork 17 is also paramagnetic in order to reduce the sensitivity of the anchor 3 to the magnetic fields.
- the material of the fork 17 is ideally a material having a low wear and a low coefficient of friction in association with the pin 7 of the large plate 8. Such a material may be a polymer.
- the polymer used is polyoxymethylene (POM) for its special shock absorbing capabilities in addition to its low sensitivity to magnetic fields and its very good tribological qualities.
- POM polyoxymethylene
- the air pressure exerted by the ruby ankle on polyoxymethylene horns was limited to 54 MPa, an 85% decrease in mechanical stress compared to standard steel horns.
- the fork 17 is preferably overmolded over the rod 9 at the stinger 15 and comprises two horns 16 and 18 intended to come into contact with the pin 7 of large plate 8 in order, following the rotation of the pin 7, to drive the anchor 3 pivoting about its rod 14 in a movement back and forth.
- the anchor 3 is optimized between the desired sensitivity to the magnetic fields and / or the desired inertia of the rod 9, on the one hand, and on the other hand the low wear and the low coefficient of friction in association with the ankle 7, of the fork 17.
- the overmolding of the fork 17 traps the rod 9 to ensure that it does not disengage.
- the rod 9 comprises notches 25, 26 allowing overmoulding to form bridges 20 and 21 of polymer material blocking the fork 17 against the rod 9.
- the rod 9, the pallets 10, 12 or the rod 14 may differ.
- the pallets 10, 12 may have come in shape with the rod 9 if it is not desired to be able to change the pallets 10, 12.
- the pallets 10, 12 may be overmolded identically or similarly with respect to the fork 17, that is to say with a polymer such as polyoxymethylene.
- the method 31 for manufacturing the anchor 3 will now be explained in connection with the figure 5 .
- the method 31 comprises a first step 33 intended to form with a first material the body of the anchor 3 whose one end comprises the stinger 15 and a second end comprises the two arms 11, 13 for each suppoprtre a pallet 10, 12.
- Step 33 can be performed by many techniques such as, for example, a LIGA process, stamping or bar turning. This step 33 allows the manufacture in one piece of the rod 9, the arms 11, 13 and the dart 15. As visible in the figure 3 the rod 9 has a hole 22 for adjusting the rod 14. In addition, each arm 11, 13 has a hole 23, 24 for adjusting a pallet 10, 12.
- step 33 is also intended to form a pallet 10, 12 formed on each arm 11, 13.
- step 33 also makes it possible, preferably, to form notches 25, 26 intended to be filled by the future overmolding (s).
- the method 31 continues with the second step 35 for overmoulding a second material at the first end, that is to say at the level of the stinger 15, to form the fork 17 and, possibly, at the level of said second end to form the pallets 10, 12.
- the mold 27 used for the overmolding is performed by a LIGA process, that is to say a photolithography followed by electroplating.
- the mold 27 has stops 28 and 29 for respectively locking the arms 13, 11 and the rod 9. Only the cavity 30 of the mold 27 is intended to be filled. Of course, several overmouldings could be made on the same mold 27, that is to say that the mold 27 has several cavities 30 and that are placed several anchor bodies in the mold and / or other parts of the mold. the rod 9 are molded as, for example, to achieve the second alternative.
- the step 35 consists, in a preferred manner, in over-molding the body of the anchor by injecting the polymer into the cavity 30 of the mold 27 in order to form the body of the fork 17 with, in particular, the horns 16 and 18 and, optionally, according to the second alternative, to form the pallets 10, 12 at the arms 11, 13.
- the third step 37 of the method 31 is intended to mount the pallets 10, 12 in the holes 23, 24 and the rod 14 in the hole 22 in order to mount the anchor 3 to rotate.
- the anchor 3 is finished and can be mounted in a timepiece as part of an exhaust system 1 of the Swiss type.
- step 37 is limited to mounting the rod 14 in the hole 22 in order to mount the anchor 3 to rotate.
- the anchor 3 is of the composite type, i.e. it is formed from two different materials. So, as visible at the figure 2 it can be seen that the anchor 3 preferably comprises, at the level of the axis A, a height entirely made by the second material thanks to the notch 25 made during the step 31 forming in particular an eyelet in the rod 9.
- the shapes of the anchor 3 and / or the plate 5 may be different.
- the anchor 3 may thus comprise, for example, at least a third arm intended to support at least a third pallet for the application of the invention to a coaxial type exhaust system.
- first and second different materials can also be understood in a difference in outer coating while their soul is identical.
- the rod 9 could thus be formed of silicon coated with a polymer without departing from the fact that the first material of the rod 9 is different from the second material of the fork 17.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Forging (AREA)
- Table Equipment (AREA)
- Prostheses (AREA)
- Mechanical Operated Clutches (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Abstract
Description
- L'invention se rapporte à un système d'échappement d'une pièce d'horlogerie et, plus précisément, à un tel système comportant une ancre dont la fonction de la baguette et celle de la fourchette peuvent être découplées.
- Les systèmes à échappement libre du type à ancre suisse sont difficiles à mettre au point car ils sont le compromis entre une inertie la plus faible possible et une tribologie des palettes et de la fourchette, les meilleures possibles. Ainsi, il est difficile d'éviter les collements entre la cheville de plateau et les cornes de la fourchette tout en préservant une inertie minimale et même une insensibilité aux champs magnétiques.
- Le but de la présente invention est de pallier tout ou partie les inconvénients cités précédemment en proposant un procédé de fabrication d'une ancre dont la baguette possède une faible inertie et une fourchette avec des qualités tribologiques favorables.
- A cet effet, l'invention se rapporte à un procédé de fabrication d'une ancre pour un système d'échappement caractérisé en ce qu'il comporte les étapes suivantes :
- a) former à l'aide d'un premier matériau le corps de l'ancre dont une première extrémité comporte le dard et une deuxième extrémité comporte deux bras destinés à recevoir chacun une palette ;
- b) surmouler un deuxième matériau au niveau de ladite première extrémité afin de former une fourchette ;
- c) ajuster lesdites palettes et une tige afin de pouvoir monter l'ancre à rotation.
- Selon une première alternative, le procédé de fabrication selon l'invention diffère en en ce qu'il comporte les étapes suivantes :
- a')former à l'aide d'un premier matériau le corps de l'ancre dont une première extrémité comporte le dard et une deuxième extrémité comporte deux bras formant chacun une palette venue de forme ;
- b) surmouler un deuxième matériau au niveau de ladite première extrémité afin de former une fourchette ;
- c') monter une tige afin de pouvoir monter l'ancre à rotation.
- Selon une deuxième alternative, le procédé de fabrication selon l'invention diffère en ce qu'il comporte les étapes suivantes :
- a) former à l'aide d'un premier matériau le corps de l'ancre dont une première extrémité comporte le dard et une deuxième extrémité comporte deux bras destinés à recevoir chacun une palette ;
- b')surmouler un deuxième matériau au niveau de ladite première extrémité afin de former une fourchette et au niveau de ladite deuxième extrémité afin de former lesdites palettes ;
- c') monter une tige afin de pouvoir monter l'ancre à rotation.
- Ainsi, avantageusement selon l'invention, les caractéristiques mécaniques apportées par la matière de la baguette ne sont plus tributaires de celles de la fourchette. Par conséquent, à titre d'exemple, la baguette peut offrir avantageusement une faible inertie et, la fourchette, une tribologie optimisée.
- Conformément à d'autres caractéristiques avantageuses de l'invention :
- l'étape a) ou a') est réalisée par un processus LIGA, un estampage ou un décolletage ;
- le premier matériau est un métal ou un alliage métallique ;
- le premier matériau comporte du titane, de l'aluminium ou un alliage de cobalt austénitique ;
- l'étape b) ou b') est réalisée par une injection dans un moule formé à l'aide d'un processus LIGA ;
- le deuxième matériau est un polymère ;
- le deuxième matériau comporte du polyoxyméthylène ;
- la tige est formée en l'acier, en laiton ou en maillechort.
- Enfin, l'invention se rapporte à une pièce d'horlogerie caractérisé en ce qu'elle comporte un système d'échappement avec une ancre obtenue à partir du procédé selon l'une des revendications précédentes.
- D'autres particularités et avantages ressortiront clairement de la description qui en est faite ci-après, à titre indicatif et nullement limitatif, en référence aux dessins annexés, dans lesquels :
- la
figure 1 est une représentation d'une ancre selon l'invention ; - la
figure 2 est une représentation en coupe partielle d'une pièce d'horlogerie comportant une ancre selon l'invention ; - la
figure 3 est une représentation d'une ancre non finie selon l'invention ; - la
figure 4 est une représentation d'une étape de surmoulage selon l'invention ; - la
figure 5 est un schéma fonctionnel d'un procédé selon l'invention. - Dans l'exemple illustré aux
figures 1 et 2 , on peut voir un système d'échappement 1 pour une pièce d'horlogerie. Comme visible à lafigure 2 en coupe, le système d'échappement 1 comprend notamment une ancre 3 destinée à coopérer avec un plateau 5. Le plateau 5 est préférentiellement chassé sur l'axe de balancier 2 et comporte un petit plateau 4 muni d'une encoche 6 et un grand plateau 8 muni d'une cheville 7. - L'ancre 3 comprend de manière préférée une baguette 9 formée par un premier matériau métallique qui est choisi préférentiellement pour sa faible masse volumique, sa faible sensibilité aux champs magnétiques et, éventuellement, sa capacité à changer des palettes 10, 12 par exemple en rubis.
- Ainsi, préférentiellement, un tel matériau de baguette 9 peut être, par exemple, du titane, de l'aluminium ou un alliage de cobalt austénitique.
- La baguette 9 comporte des bras 11 et 13 destinés à supporter les palettes 10 et 12 afin de coopérer avec au moins une roue d'échappement (non représentée) du système d'échappement 1. Entre ces deux bras 11 et 13, est montée la tige d'ancre 14 afin de monter de manière pivotante l'ancre 3. La tige 14 peut être réalisée, par exemple, dans un matériau comme de l'acier, du laiton ou du maillechort. Enfin, à l'extrémité opposée aux bras 11 et 13, la baguette 9 comporte un dard 15 et une fourchette 17.
- Avantageusement selon l'invention, le dard 15 est venu de forme avec la baguette 9 et, préférentiellement, en prolongement de cette dernière. Le dard 15 est destiné à coopérer avec le petit plateau 4 afin d'empêcher les déplacements accidentels de la fourchette 17.
- La fourchette 17 comporte de manière préférée un surmoulage 19 formée par un deuxième matériau, préférentiellement, différent du premier matériau de la baguette 9 et destiné à autoriser l'amélioration des qualités tribologiques de la fourchette 17 sur la cheville 7 en évitant de nuire à l'inertie globale de l'ancre 3. Préférentiellement, le matériau de la fourchette 17 est également paramagnétique afin de réduire la sensibilité de l'ancre 3 aux champs magnétiques.
- Le matériau de la fourchette 17 est idéalement un matériau présentant une faible usure et un faible coefficient de frottement en association avec la cheville 7 du grand plateau 8. Un tel matériau peut être un polymère.
- Préférentiellement, le polymère utilisé est du polyoxyméthylène (POM) pour ses capacités particulières d'amortissement des chocs en plus de sa faible sensibilité aux champs magnétiques et ses très bonnes qualités tribologiques. Lors du développement, il a ainsi été trouvé que la pression hertzienne exercée par la cheville en rubis sur les cornes en polyoxyméthylène se limitait à 54 Mpa soit une diminution de 85% des contraintes mécaniques par rapport à des cornes en acier standard.
- La fourchette 17 est préférentiellement surmoulé par-dessus la baguette 9 au niveau du dard 15 et comprend deux cornes 16 et 18 destinées à entrer en contact avec la cheville 7 de grand plateau 8 afin, suivant la rotation de la cheville 7, d'entraîner l'ancre 3 en pivotement autour de sa tige 14 selon un mouvement de va-et-vient.
- Avantageusement selon l'invention, en découplant les matériaux de la fourchette 17 de celui de la baguette 9, on permet l'optimisation de l'ancre 3 entre la sensibilité désirée aux champs magnétique et/ou l'inertie désirée de la baguette 9, d'une part, et, d'autre part la faible usure et le faible coefficient de frottement en association avec la cheville 7, de la fourchette 17.
- Préférentiellement, le surmoulage de la fourchette 17 emprisonne la baguette 9 afin de garantir qu'il ne se désolidarise pas. Ainsi, comme visible aux
figures 2 et4 , la baguette 9 comporte des entailles 25, 26 permettant au surmoulage de former des ponts 20 et 21 de matière polymère bloquant la fourchette 17 contre la baguette 9. - Bien entendu, la baguette 9, les palettes 10, 12 ou la tige 14 peuvent différer. Ainsi, à titre d'exemple, selon une première alternative, les palettes 10, 12 peuvent être venues de forme avec la baguette 9 s'il n'est pas souhaité de pouvoir changer les palettes 10, 12. Dans le même but, selon une deuxième alternative, les palettes 10, 12 peuvent être surmoulées de manière identique ou similaire par rapport à la fourchette 17, c'est-à-dire avec un polymère comme par exemple du polyoxyméthylène.
- Le procédé 31 de fabrication de l'ancre 3 va maintenant être expliqué en relation avec la
figure 5 . Le procédé 31 comporte une première étape 33 destinée à former à l'aide d'un premier matériau le corps de l'ancre 3 dont une première extrémité comporte le dard 15 et une deuxième extrémité comporte les deux bras 11, 13 destinés à suppoprter chacun une palette 10, 12. - L'étape 33 peut être réalisée par de nombreuses techniques comme, par exemple, un processus LIGA, un estampage ou un décolletage. Cette étape 33 permet la fabrication en une seule pièce de la baguette 9, des bras 11, 13 et du dard 15. Comme visible à la
figure 3 , la baguette 9 comporte un trou 22 destiné à ajuster la tige 14. De plus, chaque bras 11, 13 comporte un trou 23, 24 destiné à ajuster une palette 10, 12. - Bien entendu, dans le cas de la premier alternative citée ci-dessus, l'étape 33 est également destinée à former un palette 10, 12 venue de forme sur chaque bras 11, 13.
- Enfin, comme expliqué ci-dessus, l'étape 33 permet également, de manière préférée, de former les entailles 25, 26 destinées à être remplies par le ou les futur(s) surmoulage(s).
- Le procédé 31 se poursuit avec la deuxième étape 35 destinée à surmouler un deuxième matériau au niveau de la première extrémité, c'est-à-dire au niveau du dard 15, afin de former la fourchette 17 et, éventuellement, au niveau de ladite deuxième extrémité afin de former les palettes 10, 12. Préférentiellement, afin de garantir une qualité structurelle optimale, le moule 27 utilisé pour le surmoulage est réalisé par un processus LIGA, c'est-à-dire une photolithographie suivie d'une galvanoplastie.
- Le moule 27 comporte des butées 28 et 29 pour bloquer respectivement les bras 13, 11 et la baguette 9. Seule la cavité 30 du moule 27 est destinée à être remplie. Bien entendu, plusieurs surmoulages pourraient être réalisés sur le même moule 27, c'est-à-dire que le moule 27 comporte plusieurs cavités 30 et que soient placés plusieurs corps d'ancre dans le moule et/ou que d'autres parties de la baguette 9 soient surmoulées comme, par exemple, pour réaliser la deuxième alternative.
- Comme expliqué ci-dessus, préférentiellement, le deuxième matériau est un polymère. Par conséquent, l'étape 35 consiste, de manière préférée, à surmouler le corps de l'ancre par injection du polymère dans la cavité 30 du moule 27 afin de former le corps de la fourchette 17 avec, notamment, les cornes 16 et 18 et, éventuellement, selon la deuxième alternative, de former les palettes 10, 12 au niveau des bras 11, 13.
- La troisième étape 37 du procédé 31 est destinée à monter les palettes 10, 12 dans les trous 23, 24 et la tige 14 dans le trou 22 afin de pouvoir monter l'ancre 3 à rotation. A la fin de ces deux dernières étapes, l'ancre 3 est finie et peut être montée dans une pièce d'horlogerie comme élément d'un système d'échappement 1 du type suisse.
- Bien entendu, dans le cas des première et deuxième alternatives, il faut considérer que l'étape 37 se limite à monter la tige 14 dans le trou 22 afin de pouvoir monter l'ancre 3 à rotation.
- Par conséquent, l'ancre 3 est du type composite, c'est-à-dire qu'elle est formée à partir de deux matériaux distincts. Ainsi, comme visible à la
figure 2 , on peut voir que l'ancre 3 comporte, de manière préférée au niveau de l'axe A, une hauteur entièrement réalisée par le deuxième matériau grâce à l'entaille 25 réalisée lors de l'étape 31 formant notamment un oeillet dans la baguette 9. - Bien entendu, la présente invention ne se limite pas à l'exemple illustré mais est susceptible de diverses variantes et modifications qui apparaîtront à l'homme de l'art.
- En particulier, les formes de l'ancre 3 et/ou du plateau 5 peuvent être différentes. L'ancre 3 peut ainsi comporter, par exemple, au moins un troisième bras destiné à supporter au moins une troisième palette pour l'application de l'invention à un système d'échappement du type coaxial.
- Il peut également être imaginé d'adapter la forme de la fourchette 17 et, plus précisément, celle des cornes 16 et 18 pour s'adapter à un autre type de plateau ou à un autre type de matériau de la cheville 7 pour éviter l'usure et les collements lors des contacts successifs.
- Enfin, les premier et deuxième matériaux différents peuvent également s'entendre en une différence de revêtement extérieur alors que leur âme est identique. A titre d'exemple, la baguette 9 pourrait être ainsi formée de silicium revêtu d'un polymère sans sortir du fait que le premier matériau de la baguette 9 est différent du deuxième matériau de la fourchette 17.
Claims (11)
- Procédé (31) de fabrication d'une ancre (3) pour un système d'échappement (1) caractérisé en ce qu'il comporte les étapes suivantes :a) former (33) à l'aide d'un premier matériau le corps de l'ancre (3) dont une première extrémité comporte le dard (15) et une deuxième extrémité comporte deux bras (11, 13) destinés à recevoir chacun une palette (10, 12) ;b) surmouler (35) un deuxième matériau au niveau de ladite première extrémité afin de former une fourchette (17) ;c) monter (37) lesdites palettes et une tige (14) afin de pouvoir monter l'ancre (3) à rotation.
- Procédé (31) de fabrication d'une ancre (3) pour un système d'échappement (1) caractérisé en ce qu'il comporte les étapes suivantes :a')former (33) à l'aide d'un premier matériau le corps de l'ancre (3) dont une première extrémité comporte le dard (15) et une deuxième extrémité comporte deux bras (11, 13) formant chacun une palette (10, 12) venue de forme ;b) surmouler (35) un deuxième matériau au niveau de ladite première extrémité afin de former une fourchette (17) ;c') monter (37) une tige (14) afin de pouvoir monter l'ancre (3) à rotation.
- Procédé (31) de fabrication d'une ancre (3) pour un système d'échappement (1) caractérisé en ce qu'il comporte les étapes suivantes :a) former (33) à l'aide d'un premier matériau le corps de l'ancre (3) dont une première extrémité comporte le dard (15) et une deuxième extrémité comporte deux bras (11, 13) destinés à recevoir chacun une palette (10, 12) ;b')surmouler (35) un deuxième matériau au niveau de ladite première extrémité afin de former une fourchette (17) et au niveau de ladite deuxième extrémité afin de former lesdites palettes (10, 12) ;c') monter (37) une tige (14) afin de pouvoir monter l'ancre (3) à rotation.
- Procédé (31) selon l'une des revendications précédentes, caractérisé en ce que l'étape a) ou a') est réalisée par un processus LIGA, un estampage ou un décolletage.
- Procédé (31) selon l'une des revendications précédentes, caractérisé en ce que le premier matériau est un métal ou un alliage métallique.
- Procédé (31) selon la revendication précédente, caractérisé en ce que le premier matériau comporte du titane, de l'aluminium ou un alliage de cobalt austénitique.
- Procédé (31) selon l'une des revendications précédentes, caractérisé en ce que l'étape b) ou b') est réalisée par une injection dans un moule formé à l'aide d'un processus LIGA.
- Procédé (31) selon l'une des revendications précédentes, caractérisé en ce que le deuxième matériau est un polymère.
- Procédé (31) selon la revendication précédente, caractérisé en ce que le deuxième matériau comporte du polyoxyméthylène.
- Procédé (31) selon l'une des revendications précédentes, caractérisé en ce que la tige (14) est formée en l'acier, en laiton ou en maillechort.
- Pièce d'horlogerie caractérisé en ce qu'elle comporte un système d'échappement (1) avec une ancre (3) obtenue à partir du procédé (31) selon l'une des revendications précédentes.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12174749.7A EP2557461B1 (fr) | 2011-08-12 | 2012-07-03 | Ancre métallique avec cornes polymères |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11177438A EP2557460A1 (fr) | 2011-08-12 | 2011-08-12 | Ancre métallique avec cornes polymères |
| EP12174749.7A EP2557461B1 (fr) | 2011-08-12 | 2012-07-03 | Ancre métallique avec cornes polymères |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2557461A1 true EP2557461A1 (fr) | 2013-02-13 |
| EP2557461B1 EP2557461B1 (fr) | 2014-06-25 |
Family
ID=46354110
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11177438A Withdrawn EP2557460A1 (fr) | 2011-08-12 | 2011-08-12 | Ancre métallique avec cornes polymères |
| EP12174749.7A Active EP2557461B1 (fr) | 2011-08-12 | 2012-07-03 | Ancre métallique avec cornes polymères |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11177438A Withdrawn EP2557460A1 (fr) | 2011-08-12 | 2011-08-12 | Ancre métallique avec cornes polymères |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9015921B2 (fr) |
| EP (2) | EP2557460A1 (fr) |
| JP (1) | JP5749696B2 (fr) |
| CN (1) | CN102955418B (fr) |
| HK (1) | HK1183111A1 (fr) |
| RU (1) | RU2012134395A (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3489763A1 (fr) * | 2017-11-22 | 2019-05-29 | Nivarox-FAR S.A. | Ancre pour echappement d'un mouvement horloger |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2813906A1 (fr) * | 2013-06-12 | 2014-12-17 | Nivarox-FAR S.A. | Pièce pour mouvement d'horlogerie |
| EP2952971B1 (fr) * | 2014-06-05 | 2016-10-12 | Nivarox-FAR S.A. | Ancre pour mécanisme d'échappement d'un mouvement de montre |
| CH710278B1 (fr) * | 2014-10-24 | 2024-02-15 | Richemont Int Sa | Organe réglant pour un mouvement horloger mécanique. |
| EP3273307A1 (fr) * | 2016-07-19 | 2018-01-24 | Nivarox-FAR S.A. | Pièce pour mouvement d'horlogerie |
| EP3316046B1 (fr) * | 2016-10-25 | 2019-07-31 | The Swatch Group Research and Development Ltd | Mouvement d'horlogerie optimisé |
| CH713150A2 (fr) * | 2016-11-23 | 2018-05-31 | Eta Sa Mft Horlogere Suisse | Mécanisme régulateur à résonateur rotatif à guidage flexible entretenu par un échappement libre à ancre. |
| JP7143675B2 (ja) * | 2018-08-14 | 2022-09-29 | セイコーエプソン株式会社 | 時計用部品、ムーブメントおよび時計 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3077728A (en) * | 1959-09-30 | 1963-02-19 | Ebauchesfabrik Eta Ag | Escapement lever for watches, timepieces and the like |
| GB1336057A (en) * | 1971-06-15 | 1973-11-07 | Seiko Instr & Electronics | Manufacture by electroforming of metal components of open channel section |
| EP0732635A1 (fr) * | 1995-03-17 | 1996-09-18 | C.S.E.M. Centre Suisse D'electronique Et De Microtechnique Sa | Pièce de micro-mécanique et procédé de réalisation |
| EP1331528A2 (fr) * | 2002-01-29 | 2003-07-30 | Franck Muller-Watchland SA | Ancre d'un échappement pour pièce d'horlogerie |
| EP1835339A1 (fr) * | 2006-03-15 | 2007-09-19 | Doniar S.A. | Procédé de fabrication par technologie de type liga d'une structure métallique monocouche ou multicouche, et structure obtenue |
| JP2007285716A (ja) * | 2006-04-12 | 2007-11-01 | Seiko Instruments Inc | 時計用のアンクル、これを備えた機械式時計及びその製造方法 |
| EP2320280A1 (fr) * | 2009-11-06 | 2011-05-11 | Nivarox-FAR S.A. | Ancre pour système d'échappement d'horlogerie |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2663139A (en) * | 1949-10-31 | 1953-12-22 | Gibbs Mfg And Res Corp | Pallet lever construction |
| CH1060869A4 (fr) * | 1969-07-11 | 1971-06-30 | ||
| JPS4925535B1 (fr) * | 1969-08-27 | 1974-07-01 | ||
| CH1491672A4 (fr) * | 1972-10-12 | 1976-03-15 | ||
| CH711574A4 (fr) * | 1974-05-24 | 1975-11-28 | ||
| JPS5393166U (fr) * | 1976-12-24 | 1978-07-29 | ||
| EP1612627B1 (fr) * | 2004-07-02 | 2009-05-06 | Nivarox-FAR S.A. | Spiral autocompensateur bi-matière |
| JP5462006B2 (ja) * | 2009-02-17 | 2014-04-02 | セイコーインスツル株式会社 | 脱進調速機、機械式時計、及びアンクル体の製造方法 |
| EP2413202B1 (fr) * | 2010-07-30 | 2017-11-15 | ETA SA Manufacture Horlogère Suisse | Procédé d'amélioration de tenue à l'usure et aux chocs d'un composant de mouvement d'horlogerie. Ancre pour mouvement d'horlogerie résistante à l'usure et aux chocs |
-
2011
- 2011-08-12 EP EP11177438A patent/EP2557460A1/fr not_active Withdrawn
-
2012
- 2012-07-03 EP EP12174749.7A patent/EP2557461B1/fr active Active
- 2012-08-08 US US13/569,706 patent/US9015921B2/en active Active
- 2012-08-10 CN CN201210285176.7A patent/CN102955418B/zh active Active
- 2012-08-10 RU RU2012134395/28A patent/RU2012134395A/ru not_active Application Discontinuation
- 2012-08-13 JP JP2012179199A patent/JP5749696B2/ja active Active
-
2013
- 2013-09-02 HK HK13110211.7A patent/HK1183111A1/xx unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3077728A (en) * | 1959-09-30 | 1963-02-19 | Ebauchesfabrik Eta Ag | Escapement lever for watches, timepieces and the like |
| GB1336057A (en) * | 1971-06-15 | 1973-11-07 | Seiko Instr & Electronics | Manufacture by electroforming of metal components of open channel section |
| EP0732635A1 (fr) * | 1995-03-17 | 1996-09-18 | C.S.E.M. Centre Suisse D'electronique Et De Microtechnique Sa | Pièce de micro-mécanique et procédé de réalisation |
| EP1331528A2 (fr) * | 2002-01-29 | 2003-07-30 | Franck Muller-Watchland SA | Ancre d'un échappement pour pièce d'horlogerie |
| EP1835339A1 (fr) * | 2006-03-15 | 2007-09-19 | Doniar S.A. | Procédé de fabrication par technologie de type liga d'une structure métallique monocouche ou multicouche, et structure obtenue |
| JP2007285716A (ja) * | 2006-04-12 | 2007-11-01 | Seiko Instruments Inc | 時計用のアンクル、これを備えた機械式時計及びその製造方法 |
| EP2320280A1 (fr) * | 2009-11-06 | 2011-05-11 | Nivarox-FAR S.A. | Ancre pour système d'échappement d'horlogerie |
| CH702202A2 (fr) * | 2009-11-06 | 2011-05-13 | Nivarox Sa | Ancre pour système d'échappement d'horlogerie. |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3489763A1 (fr) * | 2017-11-22 | 2019-05-29 | Nivarox-FAR S.A. | Ancre pour echappement d'un mouvement horloger |
| US11073795B2 (en) | 2017-11-22 | 2021-07-27 | Nivarox-Far S.A. | Pallets for the escapement of a clock movement |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5749696B2 (ja) | 2015-07-15 |
| RU2012134395A (ru) | 2014-02-20 |
| EP2557461B1 (fr) | 2014-06-25 |
| US9015921B2 (en) | 2015-04-28 |
| CN102955418B (zh) | 2015-06-10 |
| EP2557460A1 (fr) | 2013-02-13 |
| HK1183111A1 (en) | 2013-12-13 |
| US20130036599A1 (en) | 2013-02-14 |
| JP2013040934A (ja) | 2013-02-28 |
| CN102955418A (zh) | 2013-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2557461B1 (fr) | Ancre métallique avec cornes polymères | |
| EP2585876B1 (fr) | Systeme d'echappement pour piece d'horlogerie | |
| EP2104006A1 (fr) | Double spiral monobloc et son procédé de fabrication | |
| EP2482144B1 (fr) | Système d'assemblage par blocage à cliquet | |
| EP2105807A1 (fr) | Spiral à élévation de courbe monobloc et son procédé de fabrication | |
| CH699680A2 (fr) | Dispositif de fixation d'un mobile. | |
| WO2011161077A1 (fr) | Aiguille de piece d'horlogerie | |
| CH704258A2 (fr) | Assemblage d'une pièce ne comportant pas de domaine plastique. | |
| EP2469353A1 (fr) | Assemblage d'une pièce ne comportant pas de domaine plastique | |
| EP3009896B1 (fr) | Pièce monobloc en métal électroformé | |
| EP2320280A1 (fr) | Ancre pour système d'échappement d'horlogerie | |
| EP2989505B1 (fr) | Dispositif et méthode de fixation d'un mouvement dans un boîtier | |
| CH711594B1 (fr) | Ancre, échappement régulateur, tourbillon, mouvement, et pièce d'horlogerie. | |
| WO2011161079A1 (fr) | Systeme antichoc pour piece d'horlogerie | |
| CH705357A2 (fr) | Procédé de fabrication d'une ancre métallique avec cornes polymères. | |
| CH712719A2 (fr) | Composant horloger pour mouvement d'horlogerie. | |
| EP2791737B1 (fr) | Ensemble d'horlogerie a mobiles surmoules | |
| CH706653A2 (fr) | Ressort-moteur pour une pièce d'horlogerie. | |
| CA2957358C (fr) | Assemblage de type liaison pivot | |
| CH704386A2 (fr) | Assemblage par blocage à cliquet et pièce d'horlogerie comportant un tel assemblage. | |
| CH703346A2 (fr) | Systeme d'echappement pour piece d'horlogerie. | |
| EP2867734A1 (fr) | Ressort-moteur pour une piece d'horlogerie | |
| CH707341A2 (fr) | Dispositif d'assemblage par verrouillage d'un emboîtement et pièce d'horlogerie comportant un tel dispositif. | |
| CH703344B1 (fr) | Palier amortisseur de chocs pièce d’horlogerie. | |
| CH704257A2 (fr) | Assemblage d'une pièce ne comportant pas de domaine plastique. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20130813 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: G04B 15/14 20060101AFI20140210BHEP Ipc: G04B 15/06 20060101ALI20140210BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140326 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: ICB INGENIEURS CONSEILS EN BREVETS SA, CH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 675042 Country of ref document: AT Kind code of ref document: T Effective date: 20140715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012002201 Country of ref document: DE Effective date: 20140807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140925 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140926 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 675042 Country of ref document: AT Kind code of ref document: T Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141027 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141025 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012002201 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140731 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120703 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140703 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230611 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20230801 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240620 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240619 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240619 Year of fee payment: 13 |