EP2537634A1 - Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung - Google Patents
Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung Download PDFInfo
- Publication number
- EP2537634A1 EP2537634A1 EP11170781A EP11170781A EP2537634A1 EP 2537634 A1 EP2537634 A1 EP 2537634A1 EP 11170781 A EP11170781 A EP 11170781A EP 11170781 A EP11170781 A EP 11170781A EP 2537634 A1 EP2537634 A1 EP 2537634A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding
- glazing
- edge surface
- edge
- grinding wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/10—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of plate glass
- B24B9/102—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of plate glass for travelling sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/10—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of plate glass
- B24B9/107—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of plate glass for glass plates while they are turning
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung, wobei die Kantenfläche an einer Schleifscheibe mit einer in Umfangsrichtung umlaufenden Schleiffläche vorbeigeführt wird und/oder umgekehrt, wobei die Kantenfläche eine obere und eine untere umlaufende Glaskante aufweist, wobei die Schleiffläche spiegelsymmetrisch mit äußeren Bereichen in abgerundeter bzw. abgeschrägter Form ist, die jeweils in gleicher Weise in radialer Richtung nach außen weisend vorstehend sind, wobei die Kantenfläche zum Schleifen in den Bereich zwischen den vorstehenden äußeren Bereichen der Schleiffläche einführbar ist und aufgrund der abgerundeten bzw. abgeschrägten Form der nach außen weisend vorstehenden Bereiche der Schleiffläche eine Selbstzentrierung der Kantenfläche innerhalb der Schleifscheibe erfolgt. Um die Befestigung einer derart geschliffenen Verglasung in einer umlaufenden Gummilippe sicher zu ermöglichen, soll die umlaufende Schleiffläche der Schleifscheibe zusätzlich mit wenigstens einem zwischen ihren beiden Seitenkanten vorgesehenen umlaufenden Vorsprung versehen sein.
Description
- Die Erfindung betrifft ein Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung, eine Verglasung sowie eine Schleifscheibe und ein System umfassend eine Verglasung und eine Schleifscheibe, jeweils entsprechend des Oberbegriffs des jeweiligen unabhängigen Patentanspruchs.
- Aus der Praxis ist bekannt, die Kantenfläche von Verglasungen durch Vorbeiführen der Kantenfläche an der Schleifscheibe oder Vorbeiführen der Schleifscheibe an der Kantenfläche , derart zu schleifen, dass die Form der Kantenfläche nach erfolgtem Schleifen derart spiegelsymmetrisch ausgebildet ist, dass der Bereich der beiden umlaufenden Glaskanten in jeweils gegenüber dem mittleren Bereich in Richtung der Mitte der Verglasung in gleicher Weise in abgerundeter bzw. abgeschrägter Form zurückweichend ausgebildet ist.
- Nachteilig hierbei ist, dass eine Befestigung einer derart geschliffenen Verglasung in einer umlaufenden Gummilippe insbesondere dann nicht sicher möglich ist, wenn die Kontur der geschliffenen Kantenfläche der Verglasung, die im Idealfall in etwa gleichmäßig konvex entsprechend einem Kreisringsegment ausgebildet ist, durch Verschleiß an der Schleifscheibe eher flach wird.
- Aufgabe der Erfindung ist es, die vorgenannten Nachteile zu vermeiden und eine Möglichkeit für eine verbesserte Haltemöglichkeit einer Verglasung bei Anordnung der umlaufenden Kantenfläche in einer umlaufenden Gummilippe anzugeben.
- Diese Aufgabe wird gelöst durch ein Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung, eine Verglasung sowie eine Schleifscheibe und ein System umfassend eine Verglasung und eine Schleifscheibe, jeweils entsprechend dem kennzeichnenden Teil des jeweiligen unabhängigen Patentanspruchs. Dabei können kartesische und/oder polare Kinematiken eingesetzt werden.
- Insoweit wird bei einem erfindungsgemäßen Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung, insbesondere Schiebedachverglasung, mittels einer Schleifscheibe die Kantenfläche der Verglasung an der Schleifscheibe vorbeigeführt. Dabei kann die Schleifscheibe stationär angeordnet sein und die Glasscheibe kann mittels Saugnäpfen, beispielsweise mittels zweier oder mehrerer Saugnäpfe, die vorzugsweise in ihrem mittleren Bereich angreifen können, gehalten sein. Die Saugnäpfe können auch bis dicht an die Außenkanten heranreichend vorgesehen sein
- Die umlaufende Kantenfläche ist aufgrund der entfernt von der Kantenfläche angeordneten Saugnäpfe in orthogonal zu der Ebene der Verglasung weisender Richtung auslenkbar, so dass sie eine gewisse Bewegung in dieser Richtung machen kann.
- Die Schleifscheibe weist eine in Umfangsrichtung umlaufende Schleiffläche auf, die derart spiegelsymmetrisch ausgebildet ist, dass die äußeren Bereiche der Schleiffläche in abgerundeter bzw. abgeschrägter Form jeweils gegenüber dem mittleren Bereich der Schleiffläche in gleicher Weise nach außen weisend vorstehend ausgebildet sind.
- Dabei ist der Abstand zwischen den nach außen weisend vorstehend ausgebildeten äußeren Bereichen der Schleiffläche derart ausgebildet, dass die Kantenfläche zum Schleifen in den Bereich zwischen den beiden vorstehend ausgebildeten äußeren Bereichen der Schleiffläche einführbar ist. Sobald zumindest eine Kante der Kantenfläche der Verglasung mit dem entsprechenden vorstehend ausgebildeten äußeren Bereich der Schleiffläche in Kontakt kommt, findet eine in Richtung des anderen vorstehend ausgebildeten äußeren Bereichs der Schleiffläche weisende Verlagerung der Kantenfläche der Verglasung statt. Somit erfolgt aufgrund der abgerundeten bzw. abgeschrägten Form der nach außen weisend vorstehenden Bereiche der Schleiffläche eine Selbstzentrierung der Kantenfläche innerhalb der Schleifscheibe.
- Erfindungsgemäß wird eine Schleifscheibe zum Schleifen verwendet, deren umlaufende Schleiffläche zusätzlich mit wenigstens einem zwischen ihren beiden Seitenkanten vorgesehenen umlaufenden Vorsprung versehen ist. Dieser ist dabei so ausgebildet, dass dieser wenigstens eine umlaufende Vorsprung erst nach erfolgter Selbstzentrierung der Kantenfläche der Verglasung durch die abgerundete bzw. abgeschrägte Form der nach außen weisend vorstehenden Bereiche der Schleiffläche mit der Kantenfläche in Eingriff kommt.
- Somit wird die Kantenfläche der Verglasung mit einer Form versehen, die einerseits in Bezug auf die Kantenbereiche derart spiegelsymmetrisch ausgebildet ist, dass sowohl der Bereich der oberen umlaufenden Glaskante als auch der Bereich der unteren umlaufenden Glaskante in abgerundeter bzw. abgeschrägter Form jeweils gegenüber dem mittleren Bereich in Richtung der Mitte der Verglasung in gleicher Weise zurückweichend ausgebildet sind, die jedoch andererseits zusätzlich mit wenigstens einer zwischen der oberen und der unteren Glaskante vorgesehenen umlaufenden Nut versehen ist, wobei diese Nut an jeder Stelle entlang der umlaufenden Kantenfläche immer an derselben Position der Kantenfläche, bezogen auf die Mitte der Kantenfläche, angeordnet ist. Sofern also die Nut mittig oder auf einem Viertel der Breite der Kantenfläche vorgesehen ist, ist sie dies auch bei durch Dickentoleranzen der Verglasung schwankender Breite der Kantenfläche entlang des gesamten Verlaufs der Kantenfläche.
- Dabei ist die Tiefe der wenigstens einen Nut der Kantenfläche der Verglasung geringer als die Tiefe der abgerundeten bzw. abgeschrägten Kantenbereiche, und die Höhe des wenigstens einen Vorsprungs der Schleiffläche ist geringer als die Höhe der abgerundeten bzw. abgeschrägten Kantenbereiche der Schleiffläche.
- Die geometrischen Abmessungen der Kantenfläche der Verglasung und die geometrischen Abmessungen der Schleiffläche der Schleifscheibe sind dabei derart aufeinander abgestimmt, dass der wenigstens eine umlaufende Vorsprung der Schleifscheibe erst nach erfolgter Selbstzentrierung der Kantenfläche der Verglasung durch die abgerundete bzw. abgeschrägte Form der nach außen weisend vorstehenden Bereiche der Schleiffläche mit der Kantenfläche in Eingriff kommt. Somit erfolgt zuerst eine Zentrierung der Kantenfläche der Verglasung in Relation zu Schleiffläche der Verglasung, bevor das Schleifen der zumindest einen Nut beginnt. Hierdurch wird die relative einheitliche Position der wenigsten einen Nut bezogen auf die Breite der Kantenfläche bewirkt.
- Im Folgenden werden in den Zeichnungen dargestellte Ausführungsbeispiele der Erfindung erläutert. Es zeigen:
- Im Folgenden wird anhand entsprechender Zeichnungen ein Ausführungsbeispiel der Erfindung erläutert. Es zeigen:
- Fig. 1
- den ersten Verfahrensschritt eines erfindungsgemäßen Verfahrens,
- Fig. 2
- den zweiten Verfahrensschritt eines erfindungsgemäßen Verfahrens,
- Fig. 3
- den dritten Verfahrensschritt eines erfindungsgemäßen Verfahrens und
- Fig. 4
- den letzten Verfahrensschritt eines erfindungsgemäßen Verfahrens.
- In allen Figuren werden für gleiche bzw. gleichartige Bauteile übereinstimmende Bezugszeichen verwendet.
-
Fig. 1 zeigt den ersten Verfahrensschritt eines Verfahrens zum Schleifen der umlaufenden Kantenfläche 1 einer Verglasung 2 mittels einer Schleifscheibe 3. Dabei wird entweder die Kantenfläche 1 der Verglasung 2 an der Schleifscheibe 3 vorbeigeführt und/oder es wird die Schleifscheibe 3 an der Kantenfläche 1 der Verglasung 2 vorbeigeführt. - Die Kantenfläche 1 weist dabei eine bei der gezeigten Ausrichtung obere umlaufende Glaskante 4 und eine untere umlaufende Glaskante 5 auf.
- Die Schleifscheibe 3 wiederum weist eine in Umfangsrichtung umlaufende Schleiffläche 6 auf, die derart spiegelsymmetrisch ausgebildet ist, dass die äußeren Bereiche 7, 8 der Schleiffläche 6 in abgerundeter bzw. abgeschrägter Form jeweils gegenüber dem mittleren Bereich der Schleiffläche in gleicher Weise in radialer Richtung nach außen weisend vorstehend ausgebildet sind.
- Dabei ist der Abstand zwischen den nach außen weisend vorstehend ausgebildeten äußeren Bereichen 7, 8 der Schleiffläche größer als die Breite der Kantenfläche 1 der Verglasung 2, so dass die Kantenfläche 1 zum Schleifen in den Bereich zwischen den vorstehend ausgebildeten äußeren Bereichen 7, 8 der Schleiffläche 6 einführbar ist.
- Aufgrund der abgerundeten bzw. abgeschrägten Form der nach außen weisend vorstehenden Bereiche 7, 8 der Schleiffläche 6 erfolgt, wie in
Fig. 2 gezeigt, bei Annäherung von Schleifscheibe 3 und Verglasung 2 aneinander zunächst ein Kontakt im Bereich einer Glaskante 7, 8. Bei dem in den Figuren gezeigten Ausführungsbeispiel der Erfindung erfolgt dieser erste Kontakt zwischen dem einen vorstehenden Bereich 8 der Schleifscheibe 3 und der unteren Glaskante 5 der Kantenfläche 1 der Verglasung 2. Hierdurch resultiert eine seitliche Kraftwirkung, durch die eine Verlagerung der Kantenfläche 1 in Richtung des anderen vorstehenden Bereichs 7 der Schleifscheibe 3. Damit resultiert eine Selbstzentrierung der Kantenfläche 1 innerhalb der Schleifscheibe 3 bis zu dem Zeitpunkt, bei dem beide Glaskanten 5, 6 der Verglasung 2 mit dem jeweiligen vorstehenden Bereich 7, 8 der Schleifscheibe 3 in Kontakt sind. - Wie aus
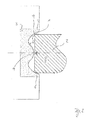
Fig. 3 ersichtlich, ist die umlaufende Schleiffläche 6 der verwendeten Schleifscheibe 3 zusätzlich zu den beiden äußeren vorstehenden Bereichen 7, 8 mit einem zwischen den beiden Seitenkanten der Schleifscheibe 3 vorgesehenen umlaufenden Vorsprung 9 versehen. - Dabei ist die Höhe des Vorsprungs 9 geringer ausgebildet als die Höhe der abgerundeten bzw. abgeschrägten Kantenbereiche 7, 8 der Schleiffläche 3, so dass der Vorsprung 9 erst nach erfolgter Selbstzentrierung der Kantenfläche 1 der Verglasung 2 durch die abgerundete bzw. abgeschrägte Form der in radialer Richtung nach außen weisend vorstehenden Bereiche 7, 8 der Schleiffläche 3 mit der Kantenfläche 1 in Eingriff kommt.
- Somit resultiert durch den fortgesetzten (Schleif-)Kontakt zwischen der Schleifscheibe 3 und der Kantenfläche 1 der Verglasung 2 die erwünschte Kontur der Kantenfläche 1 der Verglasung 2, welche seitliche Verrundungen der Glaskanten 5, 6 sowie eine zwischen den Glaskanten 5, 6 befindliche Vertiefung 10 umfasst.
Claims (9)
- Verfahren zum Schleifen der umlaufenden Kantenfläche (1) einer Verglasung (2), insbesondere Schiebedachverglasung, mittels einer Schleifscheibe (3), wobei entweder die Kantenfläche (1) an der Schleifscheibe (3) vorbeigeführt wird und/oder die Schleifscheibe (3) an der Kantenfläche (1) vorbeigeführt wird, wobei die Kantenfläche (1) eine obere umlaufende Glaskante (5) und eine untere umlaufende Glaskante (5) aufweist, und wobei die Schleifscheibe (3) eine in Umfangsrichtung umlaufende Schleiffläche (6) aufweist, die derart spiegelsymmetrisch ausgebildet ist, dass die äußeren Bereichen (7,8) der Schleiffläche (6) in abgerundeter bzw. abgeschrägter Form jeweils gegenüber dem mittleren Bereich der Schleiffläche (6) in gleicher Weise in radialer Richtung nach außen weisend vorstehend ausgebildet sind, wobei der Abstand zwischen den nach außen weisend vorstehend ausgebildeten äußeren Bereichen der Schleiffläche (6) derart ausgebildet ist, insbesondere größer ist als die Breite der Kantenfläche (1) der Verglasung (2), dass die Kantenfläche (1) zum Schleifen in den Bereich zwischen den vorstehend ausgebildeten äußeren Bereichen (7,8) der Schleiffläche (6) einführbar ist und aufgrund der abgerundeten bzw. abgeschrägten Form der nach außen weisend vorstehenden Bereiche (7,8) der Schleiffläche (6) eine Selbstzentrierung der Kantenfläche (1) innerhalb der Schleifscheibe (3) erfolgt, dadurch gekennzeichnet, dass eine solche Schleifscheibe (3) zum Schleifen verwendet wird, deren umlaufende Schleiffläche (6) zusätzlich mit wenigstens einem zwischen ihren beiden Seitenkanten vorgesehenen umlaufenden Vorsprung (9) versehen ist, so dass der wenigstens eine umlaufende Vorsprung (9) erst nach erfolgter Selbstzentrierung der Kantenfläche (1) der Verglasung (2) durch die abgerundete bzw. abgeschrägte Form der in radialer Richtung nach außen weisend vorstehenden Bereiche (7,8) der Schleiffläche (6) mit der Kantenfläche (1) in Eingriff kommt.
- Verglasung (2), vorzugsweise Schiebedachverglasung, wobei die Kontur der umlaufenden Kantenfläche (1) der Verglasung (2), insbesondere Schiebedachverglasung, eine obere und eine untere umlaufende Glaskante (4,5) aufweist, und wobei die Form der Kantenfläche (1) derart spiegelsymmetrisch ausgebildet ist, dass sowohl der Bereich der oberen umlaufenden Glaskante (4) als auch der Bereich der unteren umlaufenden Glaskante (5) in abgerundeter bzw. abgeschrägter Form jeweils gegenüber dem mittleren Bereich in Richtung der Mitte der Verglasung (2) in gleicher Weise zurückweichend ausgebildet sind, dadurch gekennzeichnet, dass die Verglasung (2) insbesondere zur Durchführung des Verfahrens nach Anspruch 1 dient, wobei die umlaufende Kantenfläche (1) zusätzlich mit wenigstens einer zwischen der oberen und der unteren Glaskante (4,5) vorgesehenen umlaufenden Vertiefung, insbesondere Nut (10), versehen ist.
- Verglasung (2) nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass die Tiefe der wenigstens einen Vertiefung, insbesondere Nut (10) geringer ist als die Tiefe der abgerundeten bzw. abgeschrägten Kantenbereiche (4,5).
- Verglasung (2) nach einem der Ansprüche 2 oder 3, dadurch gekennzeichnet, dass eine Vertiefung, insbesondere Nut (10) vorgesehen ist, welche bezogen auf die Breite der umlaufenden Kantenfläche (1) in etwa mittig vorgesehen ist.
- Schleifscheibe (3) zum Schleifen der umlaufenden Kantenfläche (1) einer Verglasung (2), vorzugsweise Schiebedachverglasung, wobei die Schleifscheibe (3) eine derart spiegelsymmetrisch ausgebildete, in Umfangsrichtung umlaufende Schleiffläche (6) aufweist, dass die äußeren Bereiche (7,8) der Schleiffläche (6) in abgerundeter bzw. abgeschrägter Form jeweils gegenüber dem mittleren Bereich der Schleiffläche (6) in gleicher Weise nach außen weisend vorstehend ausgebildet sind, dadurch gekennzeichnet, dass die Schleifscheibe (3) insbesondere zur Durchführung des Verfahrens nach Anspruch 1 dient, wobei die umlaufende Schleiffläche (6) zusätzlich mit wenigstens einem zwischen ihren beiden Seitenkanten, insbesondere in etwa mittig, vorgesehenen umlaufenden Vorsprung (9) versehen ist.
- Schleifscheibe (3) nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass die Höhe des wenigstens einen Vorsprungs (9) geringer ist als die Höhe der abgerundeten bzw. abgeschrägten Kantenbereiche (7,8) der Schleiffläche.
- Schleifscheibe (3) nach einem der Ansprüche 5 oder 6, dadurch gekennzeichnet, dass die umlaufende Schleiffläche (6) zusätzlich mit wenigstens einer zwischen ihren beiden Seitenkanten, insbesondere in etwa mittig, vorgesehenen umlaufenden Vertiefung, insbesondere Nut (10) versehen ist.
- System, insbesondere zur Durchführung des Verfahrens nach Anspruch 1, umfassend zum einen eine Verglasung (2) nach einem der Ansprüche 2 bis 4 und zum anderen eine Schleifscheibe (3) nach einem der Ansprüche 5 bis 7, zum Schleifen der umlaufenden Kantenfläche (1) dieser Verglasung (2).
- System nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass die geometrischen Abmessungen der Kantenfläche (1) der Verglasung (2) und die geometrischen Abmessungen der Schleiffläche (6) der Schleifscheibe (3) derart aufeinander abgestimmt sind, dass der wenigstens eine umlaufende Vorsprung (9) der Schleifscheibe (3) erst nach erfolgter Selbstzentrierung der Kantenfläche (1) der Verglasung (2) durch die abgerundete bzw. abgeschrägte Form der nach außen weisend vorstehenden Bereiche (7,8) der Schleiffläche (6) mit der Kantenfläche (1) in Eingriff kommt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11170781A EP2537634A1 (de) | 2011-06-21 | 2011-06-21 | Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11170781A EP2537634A1 (de) | 2011-06-21 | 2011-06-21 | Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2537634A1 true EP2537634A1 (de) | 2012-12-26 |
Family
ID=44587654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11170781A Withdrawn EP2537634A1 (de) | 2011-06-21 | 2011-06-21 | Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2537634A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3053703A4 (de) * | 2013-10-04 | 2017-07-26 | Fujimi Incorporated | Poliervorrichtung und polierverfahren |
| CN110181418A (zh) * | 2019-06-28 | 2019-08-30 | 江苏铁锚玻璃股份有限公司 | 具有渐变化槽口的c型磨轮及其制作方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH687913A5 (de) * | 1993-11-19 | 1997-03-27 | Bystronic Masch | Bearbeitungsverfahren und Schleifmaschine bzw. Schleifscheibe zur Durchfuehrung desselben. |
| EP0842904A1 (de) * | 1996-04-11 | 1998-05-20 | Nippon Sheet Glass Co., Ltd. | THERMISCH GEHäRTETE GLASPLATTEN UND VERFAHREN ZUR FERTIGSTELLUNG DEREN RäNDER |
| US5908675A (en) * | 1995-08-10 | 1999-06-01 | Flachglas Automotive Gmbh | Glass laminate and method of making same |
| US20020054976A1 (en) * | 2000-07-21 | 2002-05-09 | Shoji Nakamura | Molded glass substrate for magnetic disk and method for manufacturing the same |
-
2011
- 2011-06-21 EP EP11170781A patent/EP2537634A1/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH687913A5 (de) * | 1993-11-19 | 1997-03-27 | Bystronic Masch | Bearbeitungsverfahren und Schleifmaschine bzw. Schleifscheibe zur Durchfuehrung desselben. |
| US5908675A (en) * | 1995-08-10 | 1999-06-01 | Flachglas Automotive Gmbh | Glass laminate and method of making same |
| EP0842904A1 (de) * | 1996-04-11 | 1998-05-20 | Nippon Sheet Glass Co., Ltd. | THERMISCH GEHäRTETE GLASPLATTEN UND VERFAHREN ZUR FERTIGSTELLUNG DEREN RäNDER |
| US20020054976A1 (en) * | 2000-07-21 | 2002-05-09 | Shoji Nakamura | Molded glass substrate for magnetic disk and method for manufacturing the same |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3053703A4 (de) * | 2013-10-04 | 2017-07-26 | Fujimi Incorporated | Poliervorrichtung und polierverfahren |
| CN110181418A (zh) * | 2019-06-28 | 2019-08-30 | 江苏铁锚玻璃股份有限公司 | 具有渐变化槽口的c型磨轮及其制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2616700B1 (de) | Umlaufende dichtungsanordnung | |
| EP3003645B1 (de) | Schraubenantrieb | |
| DE10220233A1 (de) | Mutter und Verfahren zu ihrer Herstellung | |
| DE102015220774B4 (de) | Radträger oder Schwenklager eines Fahrzeugs mit einem Radlager | |
| DE102011010912A1 (de) | Bremsbelaganordnung für eine Scheibenbremse und Verfahren zum Herstellen einer Bremsbelaganordnung | |
| WO2013093900A1 (de) | Maul- oder klauenförmige spaltdichtung | |
| EP2537634A1 (de) | Verfahren zum Schleifen der umlaufenden Kantenfläche einer Verglasung | |
| WO2018054416A1 (de) | Radlagerdichtung mit integrierter vordichtung | |
| WO2012017094A2 (de) | Anordnung zum abdichten einer drehverbindung | |
| EP2907776B1 (de) | Transportvorrichtung mit einem endlosen bandförmigen Transportelement | |
| DE202011109164U1 (de) | Maul- oder klauenförmige Spaltdichtung | |
| WO2017198265A4 (de) | Schaftfräser | |
| EP1490609A1 (de) | Kugelgewindetrieb mit umlenkstück | |
| WO2012019702A1 (de) | Schleifbürste | |
| DE102016210696B3 (de) | Axialwinkelscheibe | |
| EP2527694B1 (de) | Maul- oder klauenförmige Spaltdichtung | |
| EP0441287B1 (de) | Metallband als Einlage für Zier- und Dichtstreife | |
| DE102012213033A1 (de) | Verfahren zur Herstellung eines Lagerrings eines Zylinderrollenlagers | |
| DE102018212054B4 (de) | Bauteilverbund | |
| DE102014100979B4 (de) | Lagerbuchse | |
| DE102020128146A1 (de) | Dynamische Eingriffsdichtungsvorrichtung und -system mit verbessertem Kontaktverhalten | |
| DE102010010487A1 (de) | Käfig für Kugelgelenk und Kugelgelenk | |
| DE102019122836A1 (de) | Rotorbaugruppe mit einem Endring, der mit gekrümmten Vertiefungen verkerbt ist, und Verfahren zu deren Herstellung | |
| DE102005006898B4 (de) | Festlegung von Schrauben für die Anbringung eines Rades an einer Nabe | |
| DE102013213731A1 (de) | Bundlagerschale und Verfahren zu ihrer Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20130521 |