EP2505536A2 - Stack formation device - Google Patents
Stack formation device Download PDFInfo
- Publication number
- EP2505536A2 EP2505536A2 EP12161717A EP12161717A EP2505536A2 EP 2505536 A2 EP2505536 A2 EP 2505536A2 EP 12161717 A EP12161717 A EP 12161717A EP 12161717 A EP12161717 A EP 12161717A EP 2505536 A2 EP2505536 A2 EP 2505536A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- support elements
- flat parts
- transport direction
- pins
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000015572 biosynthetic process Effects 0.000 title claims description 30
- 238000011144 upstream manufacturing Methods 0.000 claims description 14
- 239000011888 foil Substances 0.000 claims description 3
- 238000000034 method Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/04—Pile receivers with movable end support arranged to recede as pile accumulates
- B65H31/08—Pile receivers with movable end support arranged to recede as pile accumulates the articles being piled one above another
- B65H31/10—Pile receivers with movable end support arranged to recede as pile accumulates the articles being piled one above another and applied at the top of the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/20—Pile receivers adjustable for different article sizes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/30—Arrangements for removing completed piles
- B65H31/3036—Arrangements for removing completed piles by gripping the pile
- B65H31/3045—Arrangements for removing completed piles by gripping the pile on the outermost articles of the pile for clamping the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/32—Auxiliary devices for receiving articles during removal of a completed pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/10—Cassettes, holders, bins, decks, trays, supports or magazines for sheets stacked substantially horizontally
- B65H2405/11—Parts and details thereof
- B65H2405/111—Bottom
- B65H2405/1116—Bottom with means for changing geometry
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
Definitions
- the invention relates to a stack forming apparatus, in particular in a plant of the paper processing industry, for forming a stack of several transported in a transport direction flat parts, especially foil or paper sheets, with a stack forming area and a support means for supporting the stack to be formed from stacking stack in the stack forming area ,
- a stacking device for forming a stack of several transported in a transport direction flat parts, especially foil or paper sheets, with a stack forming area and a support means for supporting the stack to be formed from the flat parts in the stack formation region, characterized in that the support means comprises a plurality of discrete support elements, viewed in the transport direction of the flat parts, arranged at least one behind the other and at an angle to the transport direction of the flat parts, preferably approximately perpendicular to the transport direction of the flat parts and / or approximately vertically, between a lower position and an upper position are movably mounted.
- the smooth and essentially continuous collecting box floor used in the prior art is replaced by retractable and extendable supporting elements, which instead of the previous collection box floor now carry the sheets or the stack to be formed from the sheets and thus the task of supporting means for supporting or to store the sheets or the stack.
- the stacking area be adapted to the height of the stack to be formed from the sheets, but also the bottom of the stacking area becomes flexible in terms of format, since only the actually required supporting elements have to be used to support the stack, which is particularly the case when using lateral stacking Attacks is beneficial.
- Another advantage of the invention is that upon removal of the finished stack from the stack formation area, the resulting gap behind this stack is filled by extending the support elements in their upper end position again.
- an essentially automatically adjusting stack deposit is proposed by means of the invention If appropriate, it can also be designed to be multi-functional and has per support or per individual collection box a support device which is formed from a multiplicity of support elements movably mounted between an upper and a lower end position.
- At least some of the support elements preferably have a rod-shaped or pin-shaped body and are mounted so as to be movable substantially in the direction of the longitudinal extent of their rod-shaped or pin-shaped body.
- At least some of the support elements have a wider, preferably flat, head relative to a remaining section, with which these support elements can be brought into a particularly flat contact with the underside of the lowermost flat part of a stack.
- the support members are movable between an upper position and a lower position, and the distance between the upper position and the lower position is sized or adjustable in response to a predetermined maximum height of the stack to be formed from the flat parts.
- a particularly preferred embodiment of the invention with a Abtransport adopted for removing a finished stack by moving approximately in the direction of a plane spanned by the flat parts level from the stack forming area is characterized in that the support elements are movably mounted so that they during the removal of the stack fill in the gap created behind the stack by moving to its upper position. Also in this embodiment, the advantages of the invention. Because on the most immediately extended again support elements, the first arches of the new next stack are easily supported and remain largely parallel to the collection level.
- the support elements viewed in the transport direction of the flat parts, also arranged side by side, whereby in particular a matrix of support elements can arise.
- the support elements can be summarized in terms of their movement into groups.
- a number of support elements can always be moved together, which, in particular depending on the respective operating state, can optionally be selected in the transport direction or transversely to the transport direction.
- a further preferred embodiment, in which the stacking area is limited by at least one side stop, which is arranged correspondingly adjustable for a format adjustment, is characterized in that the at least one side stop is formed, the support elements located in the region of its respective position in a lower position to keep.
- the bottom of the stack formation area becomes flexible in terms of format, since the lateral stops simply cover unneeded support elements.
- At least some of the support elements can be moved by means of a, preferably electromotive, electromagnetically, pneumatically or hydraulically operated, lifting device.
- this lifting device should be designed and / or controlled so that it lowers the support elements during the formation of the stack so that the top of the stack remains approximately stationary. The fact that the top of the constantly growing stack remains essentially in a defined position, a smooth takeover of an upstream conveyor can be realized.
- the support elements may be resiliently mounted.
- the support elements preferably by means of a pneumatic device and / or a mechanical spring device, in the direction of a transport plane, in which the flat parts are transported, be resiliently biased.
- the resilient bias should be sized or adjustable so that during the formation of the stack Top approximately stationary, that is substantially in the same, preferably horizontal plane remains.
- the stacking region may preferably be provided with a bottom, from which the support elements out and in which they are mounted hineinbewegbar.
- a floor provides a shelf for a finished stack in the event that the support elements are fully retracted and lowered into the ground.
- a so-called hold-down can be used, which is retractable from the upstream side in relation to the transport direction of the flat parts in the stacking area and arranged to hold the supporting elements there in a lower position and thus room for to provide a flexible format adjustment of an upstream with respect to the transport direction of the flat parts conveyor.
- the holding-down device has at least one plate-shaped element which extends at an angle relative to the direction of movement of the support elements, preferably approximately at right angles to the direction of movement of the support elements and / or approximately horizontally, and with its end located downstream with respect to the transport direction of the flat parts is inclined in the direction of the upper position of the support elements upwards; characterized a kind of slope is formed, with which the support elements brought into touching contact and then can be pressed down due to a continued movement of the blank.
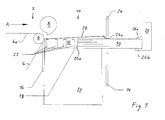
- FIGS. 1 and 2 is schematically shown by a paper processing plant of the example, as viewed in the process direction according to arrow A, downstream end portion of a conveyor 2 with an endless conveyor belt 4, which is deflected at its downstream end via a guide roller.
- Abeller 8 rotatably mounted which is referred to briefly as a racket and its axis of rotation, not shown in the figures, is parallel to the axis of rotation of the guide roller 6.
- Fig. 2 in which the racket 8 is omitted, can be seen that the conveyor 2 in the illustrated embodiment has a plurality of adjacent conveyor belts 4, which are deflected together via the guide roller 6.
- the upper run 4a of the conveyor belts 4 forms a plane not shown in the figures, in which the sheets are transported, so that that level can also be referred to as a transport plane.
- a downstream collecting station 10 which is also referred to as a stacking device or stack tray.
- the sheets brought up by the conveyor 2 are transported in the direction of the arrow A, which thus indicates not only the process direction but also the transport direction of the sheets.
- the collection station 10 is also part of the paper processing plant and serves as a stacking tray to form stacks from the supplied from the conveyor 2 sheets.
- rollers which consist of a wound continuous sheet of sheet paper, which is unwound from the corresponding roll for subsequent processing.
- the subsequent processing steps include in such a system a longitudinal and transverse cutting of the sheet web to sheets of a predetermined size, including corresponding longitudinal cutting and cross cutting stations are provided.
- the finished sheets are stacked at the end of the processing process, for which purpose the collection station 10 already mentioned above is provided.
- the cut sheets can be placed on their way to collecting station 10 in an overlapping, scaly arrangement, which take place for example in the conveyor 2 or for which alternatively a separate overlapping station can be provided.
- a corresponding printing station should be provided, which preferably lies upstream of the longitudinal and transverse cutting stations.
- the collection station 10 After forming the finished stack, which may be so-called. Clips, giant, book blocks or simple stack of sheets, the stack from the collection station 10 are removed and fed to another processing. Therefore, the collection station 10 also has the function of a transfer station.
- the collecting station 10 has a stack forming area 12, which forms a collecting box.
- the stack forming area 12 has a corresponding number of adjacent individual collection boxes, which is not shown in the figures.
- the stack formation area 12 In the transport direction according to arrow A forward is the stack formation area 12 limited by a front stop 14, which is also referred to as a front-end.
- the front stop 14 consists of a vertically arranged plate-shaped element which is movable in the vertical direction and thus arranged adjustable in its vertical height.
- the stack forming area 12 is limited at its rear side, ie on its in relation to the transport direction according to arrow A downstream side by a rear stop 16.
- the rear stop 16 consists of a plate-shaped element which is vertically aligned and stationary.
- the upper end of the rear stop 16 is in the illustrated embodiment, although adjacent to the guide roller 6 of the conveyor 2, but below the transport plane formed by the upper run 4a of the conveyor belt 4, so that the conveyed from the conveyor 2 sheets on the rear stop 16 away in the stack formation area 12 of the collection station 10 can get.
- the stack-up area 12 which is open at the top, is delimited by a base 18, which simultaneously forms the upper side of a box-shaped housing 20 in the exemplary embodiment shown.
- a plurality of pins 22 is mounted, which are aligned vertically and are guided by not shown corresponding openings in the bottom 18 and extend upward in the direction of the upper run 4a of the conveyor belt 4 spanned transport plane.
- the pins 22 are arranged in the illustrated embodiment with respect to the transport direction according to arrow A both behind each other and next to each other in the manner of a matrix substantially over the entire bottom 18 of the stack forming area 12.
- the pins 22 serve to receive the incoming from the conveyor 2 sheets and thus take over a support function for storing the sheets for the formation of a stack. Therefore, the pins 22 may also be referred to as support elements. While the pins 22 shown in the figures consist only of a rod or pin-shaped body, it is for example alternative also conceivable to provide the pins with a relative to the rod or pin-shaped body wider, preferably flat, head or stamp to form a larger surface support for the sheets, which is not shown in the figures.
- the pins 22 are movably mounted in the vertical direction between an upper end position and a lower end position. In the upper end position, the pins 22 are extended furthest. In the Fig. 1 visible pins 22 are in their upper end position. In the lower end position, however, the pins are retracted. In the embodiments shown in the figures, the pins 22 are in its lower end position with its upper front end or head at height and in alignment with the bottom 18 and thus substantially completely withdrawn into the housing 20 down or disappeared in this , In particular, when the pins 22 are movably mounted in the housing 20 so that they are retracted into a lower position below the bottom 18 in the housing 20 and thus below the bottom 18, the effective lower end position is alternatively formed by the bottom 18.
- the collection station 10 further includes a separating finger 24 to keep separated after forming a finished stack, the subsequently brought up by the conveyor 2 sheets of that stack.
- the separating finger 24 is disposed on the upstream with respect to the transport direction according to arrow A, front side of the stack formation area 12 above the front stop 14 and is in alignment with this.
- the separating finger 24 is movably supported on a holder, not shown.
- the collection station 10 shown also has a pair of pliers 26, which, viewed in the transport direction according to arrow A, is arranged downstream of the stack formation area 12. Also, the pliers 26 is movably supported on a bracket, also not shown in the figures.
- Fig. 1 shows an operating state in which of the conveyor 2, a sheet 28 has been promoted in the stack forming area 12 of the collecting station 10 and with its, viewed in the direction of transport according to arrow A, upstream, trailing rear portion rests on the fully extended pins 22 and with its downstream in the transport direction according to arrow A, leading or front edge of the substantially horizontally oriented and extending in the direction of the stacking region 12 extending finger portion 24a of the separating finger 24 is under attack. Further leaves Fig. 1 recognize a finished stack 30, which has already been pulled out of the pliers 26 to a greater extent from the stack formation area 12 of the collection station 10 and rests on the floor 18 only with its upstream portion. As in Fig.
- the pliers 26 in the illustrated embodiment, an upper jaw 26a and a lower jaw 26b, between which, as viewed in the transport direction according to arrow A, upstream edge of the finished stack 30 is clamped, whereby the pliers 26 this edge of the stack 30 engages and in the illustrated embodiment in the direction corresponding to the transport direction according to arrow A from the stack formation area 12 of the collection station 10 pulls out.
- Fig. 2 In the area where the stack 30 rests with its upstream portion still on the floor 18, the pins 22 are fully retracted, which in Fig. 2 is indicated by a schematic dashed representation of the pins in the region of the stack 30.
- the fact that the pins 22 are extended in the region of the stack formation area 12 between the stack 30 and the conveyor 2 is also indicated by solid circles in FIG Fig. 2 indicated, in which, however, the representation of the already above arch 28 ( Fig. 1 ) has been omitted for the sake of clarity.
- a lifting device For the movement of the pins 22 between its upper end position and its lower end position, a lifting device may be provided which is disposed within the housing 20 and not shown in the figures. Such a lifting device can preferably be operated by an electric motor, electromagnetically, pneumatically or hydraulically in order to extend or lower or retract the pins 22.
- the lifting device is preferably controlled by a control device such that the pins 22 are lowered during the formation of the stack 30 by continuously brought-up sheets 28 such that the top of the gradually growing stack 30 quasi stationary remains in approximately the same horizontal plane and preferably slightly below the is located from the upper strand 4a of the conveyor belt 4 plane.
- the controller should control the lifting device so that the resulting gap behind the stack 30 immediately by a As fast as possible movement of the pins 22 is filled from its lower end position to the upper end position.
- This latter measure is particularly advantageous so that the new sheets 28 for the next batch immediately experienced a support by the pins 22 and thereby largely parallel - initially with the participation of the separating finger 24 - come to rest.
- the aforementioned control device is preferably also housed in the housing 20.
- the lifting device and the control device are preferably designed so that the pins 22 can be adjusted individually or at least in rows individually.
- the pins 22 Regardless of whether the resilient mounting is actively realized by means of the previously described lifting device or passive by a resilient bias, at least for a termination of operation, the pins 22 also drive due to their own weight in the lower end position by the lifting device or the resilient bias is deactivated.
- Fig. 3 are in the same schematic side view as in Fig. 1 show nine different operating states (a) to (i) to illustrate the function of the arrangement described above.
- Fig. 3a shows an operating state with an already finished stack 30, which is still in the stacking area of the collection station 10, but with its front edge is already gripped by the pliers 26. So that the pliers 26 can pull out the stack 30 from the stack formation area of the collecting station 10, the front stop 14 has moved into a lower position, as Fig. 3a also shows. The separating finger 24 is moved to a lower position just above the stack 30 to engage under the next delivered sheet 28 of the conveyor belts 4 after its arrival in the stacking area of the collecting station 10, as in Fig. 3b is shown. It shows Fig.
- the front stop 14 is moved to its lower rest position and the separating finger 24 in its lower operating position just above the stack 30 and the pliers 26 brought into engagement with the stack 30 so that now the operating state of Fig. 3a is reached again.
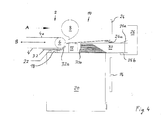
- Fig. 4 shows a modified embodiment, compared to the in the FIGS. 1 and 2 illustrated embodiment to a so-called.
- Hold-down 32 is extended.
- This holding-down device 32 is arranged in the upstream of the stacking region 12 of the collecting station 10 in relation to the transport direction according to arrow A and consists in the illustrated embodiment of a substantially horizontally lying plate-shaped element, with respect to the transport direction according to arrow A downstream end 32a is inclined upward and thus points to the upper position of the pins 22.
- the hold-down 32 is retractably supported from the upstream side of the stack forming area 12 into the stack forming area 12 and configured to hold the pins 22 located thereon in a lowered position, such as Fig. 4 can also recognize.
- a blank holder 32 is advantageous if the conveyor 2 is provided with a flexible format adjustment, whereby at least the arrangement of the conveyor belts 4, the guide roller 6 and the racket 8 in a substantially horizontal direction according to double arrow B parallel to the transport direction of Arches 28 reciprocally adjustable according to arrow A.
- Fig. 4 a state is shown in which the arrangement of the conveyor belts 4, the guide roller 6 and the racket 8 in the adjacent, with respect to the transporting direction A upstream portion of the stacking region 10 of the collecting station 2 is retracted. So that the pins 22 do not disturb in this section, they must be kept there in a lowered position, which is taken over by the hold-down 32, thereby making room for the flexible format adjustment of the conveyor 2.
- the upwardly inclined end portion 32a of the blank holder 32 may be formed so that it comes into contact with the pins 22 during the adjustment of the blank holder 32 in the direction corresponding to the transport direction according to arrow A and presses them down.
- Fig. 5 it is the same top view as at Fig. 2 , wherein additionally two side stops 34 are provided for lateral format adjustment or width adjustment.
- These side stops 34 form lateral and consist in the illustrated embodiment of upright walls or sheets.
- the side stops 34 are arranged on the bottom 18 of the stack formation area 12 in the direction of the double arrow C transversely to the transport direction according to arrow A reciprocally displaceable.
- the underside of the side stops 34 is formed so that they are in the Hold their area in their respective position pins 22 in its lower position, which in Fig. 5 is indicated by a schematic dashed representation of those pins 22.
- the bottom 18 of the stack forming area 12 becomes flexible in terms of format, since the lateral stops 34 simply cover the unnecessary pins.
- the lateral stops 34 are preferably subjected to vibratory movements by drives which are not shown, which is advantageous for the formation of straight edges on the stack 30. In this context, it is additionally conceivable to offset at least the pins 30 carrying the stack 30 in comparable vibration movements.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pile Receivers (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
Abstract
Description
Die Erfindung betrifft eine Stapelbildungsvorrichtung, insbesondere in einer Anlage der Papier verarbeitenden Industrie, zur Bildung eines Stapels aus mehreren in einer Transportrichtung heranzutransportierenden Flachteilen, insbesondere Folien- oder Papierbögen, mit einem Stapelbildungsbereich und einer Stützeinrichtung zum Abstützen des aus den Flachteilen zu bildenden Stapels im Stapelbildungsbereich.The invention relates to a stack forming apparatus, in particular in a plant of the paper processing industry, for forming a stack of several transported in a transport direction flat parts, especially foil or paper sheets, with a stack forming area and a support means for supporting the stack to be formed from stacking stack in the stack forming area ,
Bei herkömmlichen Vorrichtungen der eingangs genannten Art werden die aus einer Papierbahn durch Längs- und Querschneiden entstandenen Papierbögen in formatabhängigen Sammelboxen mit einem glatten, im Wesentlichen durchgehenden Boden, beispielsweise aus Blech, gesammelt. Deshalb müssen im Stand der Technik bisher die einzelnen Sammelboxen, welche dort für jede Einzelablage erforderlich sind, für unterschiedliche Formate entsprechend ausgetauscht werden. Dies hat einen relativ großen Platzbedarf für die unterschiedlichen Sammelboxen zur Folge, wobei der Austausch der Sammelboxen außerdem einen erhöhten Arbeitsaufwand bedingt.In conventional devices of the type mentioned above, the resulting from a paper web by longitudinal and transverse cutting paper sheets in format-dependent collection boxes with a smooth, substantially continuous floor, such as sheet metal, collected. Therefore, in the prior art so far, the individual collection boxes, which are required there for each individual storage, be replaced accordingly for different formats. This has a relatively large footprint for the different collection boxes result, the exchange of collection boxes also requires an increased workload.
Es ist eine Aufgabe der vorliegenden Erfindung, eine Vorrichtung der eingangs genannten Art derart zu verbessern, dass sich die Formatverstellung mit geringerem Aufwand bewerkstelligen lässt.It is an object of the present invention to improve a device of the type mentioned in such a way that the format adjustment can be accomplished with less effort.
Diese Aufgabe wird gelöst durch eine Stapelbildungsvorrichtung, insbesondere in einer Anlage der Papier verarbeitenden Industrie, zur Bildung eines Stapels aus mehreren in einer Transportrichtung heranzutransportierenden Flachteilen, insbesondere Folien- oder Papierbögen, mit einem Stapelbildungsbereich und einer Stützeinrichtung zum Abstützen des aus den Flachteilen zu bildenden Stapels im Stapelbildungsbereich, dadurch gekennzeichnet, dass die Stützeinrichtung eine Mehrzahl von diskreten Stützelementen aufweist, die, in Transportrichtung der Flachteile betrachtet, zumindest hintereinander angeordnet und gegenüber der Transportrichtung der Flachteile winklig, vorzugsweise etwa rechtwinklig zur Transportrichtung der Flachteile und/oder etwa vertikal, zwischen einer unteren Stellung und einer oberen Stellung bewegbar gelagert sind.This object is achieved by a stacking device, in particular in a plant of the paper-processing industry, for forming a stack of several transported in a transport direction flat parts, especially foil or paper sheets, with a stack forming area and a support means for supporting the stack to be formed from the flat parts in the stack formation region, characterized in that the support means comprises a plurality of discrete support elements, viewed in the transport direction of the flat parts, arranged at least one behind the other and at an angle to the transport direction of the flat parts, preferably approximately perpendicular to the transport direction of the flat parts and / or approximately vertically, between a lower position and an upper position are movably mounted.
Mithilfe der Erfindung wird der im Stand der Technik verwendete glatte und im Wesentlichen durchgehende Sammelboxboden durch ein- und ausfahrbare Stützelemente ersetzt, die anstelle des bisherigen Sammelboxbodens nunmehr die Bögen bzw. die aus den Bögen zu bildenden Stapel tragen und somit die Aufgabe einer Stützeinrichtung zum Abstützen bzw. zur Ablage der Bögen bzw. des Stapels übernehmen. Dadurch lässt sich nicht nur der Stapelbereich an die Höhe des aus den Bögen zu bildenden Stapels anpassen, sondern wird auch der Boden des Stapelbildungsbereiches formatflexibel, da für das Abstützen des Stapels nur die tatsächlich benötigten Stützelemente verwendet werden müssen, was insbesondere bei der Verwendung von seitlichen Anschlägen von Vorteil ist. Ein weiterer Vorteil der Erfindung besteht darin, dass bei Entnahme des fertig gestellten Stapels aus dem Stapelbildungsbereich die hinter diesem Stapel entstehende Lücke durch Ausfahren der Stützelemente in ihre obere Endstellung wieder ausgefüllt wird. Somit werden die ersten Bögen des daraus neu zu bildenden nächsten Stapels abgestützt und bleiben weitestgehend parallel zur Transportebene bzw. Sammelebene liegen. Demnach wird mithilfe der Erfindung eine im Wesentlichen selbsttätig einstellende Stapelablage vorgeschlagen, die gegebenenfalls auch mehrnutzig ausgebildet sein kann und pro Nutzen bzw. pro Einzelsammelbox eine Stützeinrichtung aufweist, die aus einer Vielzahl der zwischen einer oberen und einer unteren Endstellung bewegbar gelagerten Stützelemente gebildet ist.With the aid of the invention, the smooth and essentially continuous collecting box floor used in the prior art is replaced by retractable and extendable supporting elements, which instead of the previous collection box floor now carry the sheets or the stack to be formed from the sheets and thus the task of supporting means for supporting or to store the sheets or the stack. As a result, not only can the stacking area be adapted to the height of the stack to be formed from the sheets, but also the bottom of the stacking area becomes flexible in terms of format, since only the actually required supporting elements have to be used to support the stack, which is particularly the case when using lateral stacking Attacks is beneficial. Another advantage of the invention is that upon removal of the finished stack from the stack formation area, the resulting gap behind this stack is filled by extending the support elements in their upper end position again. Thus, the first sheets of the next stack to be formed therefrom are supported and remain largely parallel to the transport plane or collecting level. Accordingly, an essentially automatically adjusting stack deposit is proposed by means of the invention If appropriate, it can also be designed to be multi-functional and has per support or per individual collection box a support device which is formed from a multiplicity of support elements movably mounted between an upper and a lower end position.
Bevorzugte Ausführungen und Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen angegeben.Preferred embodiments and further developments of the invention are specified in the dependent claims.
Bevorzugt weisen zumindest einige der Stützelemente einen stab- oder stiftförmigen Körper auf und sind im Wesentlichen in Richtung der Längserstreckung ihres stab- oder stiftförmigen Körpers bewegbar gelagert.At least some of the support elements preferably have a rod-shaped or pin-shaped body and are mounted so as to be movable substantially in the direction of the longitudinal extent of their rod-shaped or pin-shaped body.
Zweckmäßigerweise weisen zumindest einige der Stützelemente einen gegenüber einem übrigen Abschnitt breiteren, vorzugsweise flachen, Kopf auf, mit dem diese Stützelemente in besonders flächige Anlage an die Unterseite des untersten Flachteils eines Stapels bringbar sind.Expediently, at least some of the support elements have a wider, preferably flat, head relative to a remaining section, with which these support elements can be brought into a particularly flat contact with the underside of the lowermost flat part of a stack.
Bevorzugt sind die Stützelemente zwischen einer oberen Stellung und einer unteren Stellung bewegbar und ist der Abstand zwischen der oberen Stellung und der unteren Stellung in Abhängigkeit von einer festgelegten maximalen Höhe des aus den Flachteilen zu bildenden Stapels bemessen oder einstellbar.Preferably, the support members are movable between an upper position and a lower position, and the distance between the upper position and the lower position is sized or adjustable in response to a predetermined maximum height of the stack to be formed from the flat parts.
Eine besonders bevorzugte Ausführung der Erfindung mit einer Abtransporteinrichtung zum Entfernen eines fertig gestellten Stapels durch Bewegung etwa in Richtung einer von den Flachteilen aufgespannten Ebene aus dem Stapelbildungsbereich zeichnet sich dadurch aus, dass die Stützelemente derart bewegbar gelagert sind, dass sie während der Entnahme des Stapels die hinter dem Stapel entstehende Lücke durch Bewegung in ihre obere Stellung ausfüllen. Auch an dieser Ausführung zeigen sich die Vorteile der Erfindung. Denn auf den möglichst sofort wieder ausgefahrenen Stützelementen werden die ersten Bögen des neuen nächsten Stapels problemlos abgestützt und bleiben dabei auch weitestgehend parallel zur Sammelebene liegen.A particularly preferred embodiment of the invention with a Abtransporteinrichtung for removing a finished stack by moving approximately in the direction of a plane spanned by the flat parts level from the stack forming area is characterized in that the support elements are movably mounted so that they during the removal of the stack fill in the gap created behind the stack by moving to its upper position. Also in this embodiment, the advantages of the invention. Because on the most immediately extended again support elements, the first arches of the new next stack are easily supported and remain largely parallel to the collection level.
Bevorzugt sind die Stützelemente, in Transportrichtung der Flachteile betrachtet, auch nebeneinander angeordnet, wodurch insbesondere eine Matrix aus Stützelementen entstehen kann.Preferably, the support elements, viewed in the transport direction of the flat parts, also arranged side by side, whereby in particular a matrix of support elements can arise.
Zweckmäßigerweise lassen sich die Stützelemente hinsichtlich ihrer Bewegung zu Gruppen zusammenfassen. Bevorzugt lässt sich immer eine Reihe von Stützelementen gemeinsam bewegen, welche, insbesondere abhängig von dem jeweiligen Betriebszustand, wahlweise in Transportrichtung oder quer zur Transportrichtung ausgewählt werden kann.Appropriately, the support elements can be summarized in terms of their movement into groups. Preferably, a number of support elements can always be moved together, which, in particular depending on the respective operating state, can optionally be selected in the transport direction or transversely to the transport direction.
Eine weitere bevorzugte Ausführung, bei welcher der Stapelbildungsbereich durch mindestens einen Seitenanschlag begrenzt ist, der für eine Formatverstellung entsprechend verstellbar angeordnet ist, zeichnet sich dadurch aus, dass der mindestens eine Seitenanschlag ausgebildet ist, die im Bereich seiner jeweiligen Position befindlichen Stützelemente in einer unteren Stellung zu halten. Dadurch wird der Boden des Stapelbildungsbereiches formatflexibel, da die seitlichen Anschläge nicht benötigte Stützelemente einfach abdecken.A further preferred embodiment, in which the stacking area is limited by at least one side stop, which is arranged correspondingly adjustable for a format adjustment, is characterized in that the at least one side stop is formed, the support elements located in the region of its respective position in a lower position to keep. As a result, the bottom of the stack formation area becomes flexible in terms of format, since the lateral stops simply cover unneeded support elements.
Zumindest einige der Stützelemente können mithilfe einer, vorzugsweise elektromotorisch, elektromagnetisch, pneumatisch oder hydraulisch betriebenen, Hubeinrichtung bewegt werden. Vorzugsweise sollte diese Hubeinrichtung derart ausgebildet und/oder steuerbar sein, dass sie die Stützelemente während der Bildung des Stapels so absenkt, dass die Oberseite des Stapels etwa ortsfest bleibt. Dadurch, dass die Oberseite des ständig anwachsenden Stapels im Wesentlichen in einer definierten Stellung verbleibt, lässt sich eine reibungslose Übernahme von einer vorgeschalteten Fördereinrichtung realisieren.At least some of the support elements can be moved by means of a, preferably electromotive, electromagnetically, pneumatically or hydraulically operated, lifting device. Preferably, this lifting device should be designed and / or controlled so that it lowers the support elements during the formation of the stack so that the top of the stack remains approximately stationary. The fact that the top of the constantly growing stack remains essentially in a defined position, a smooth takeover of an upstream conveyor can be realized.
Alternativ oder zusätzlich können zumindest einige der Stützelemente nachgiebig gelagert sein. Hierzu können die Stützelemente, vorzugsweise mithilfe einer pneumatischen Einrichtung und/oder einer mechanischen Federeinrichtung, in Richtung auf eine Transportebene, in der die Flachteile herantransportiert werden, federnd vorgespannt sein. Dabei sollte die federnde Vorspannung so bemessen oder einstellbar sein, dass während der Bildung des Stapels dessen Oberseite etwa ortsfest, d. h. im Wesentlichen in derselben, vorzugsweise horizontalen Ebene, bleibt.Alternatively or additionally, at least some of the support elements may be resiliently mounted. For this purpose, the support elements, preferably by means of a pneumatic device and / or a mechanical spring device, in the direction of a transport plane, in which the flat parts are transported, be resiliently biased. In this case, the resilient bias should be sized or adjustable so that during the formation of the stack Top approximately stationary, that is substantially in the same, preferably horizontal plane remains.
Der Stapelbildungsbereich kann bevorzugt mit einem Boden versehen sein, aus dem die Stützelemente heraus- und in den diese hineinbewegbar gelagert sind. Somit bietet ein solcher Boden eine Ablage für einen fertig gestellten Stapel für den Fall, dass die Stützelemente vollständig in den Boden eingefahren und abgesenkt sind.The stacking region may preferably be provided with a bottom, from which the support elements out and in which they are mounted hineinbewegbar. Thus, such a floor provides a shelf for a finished stack in the event that the support elements are fully retracted and lowered into the ground.
Bei einer weiteren Ausführung kann ein sog. Niederhalter verwendet werden, der von der in Bezug auf die Transportrichtung der Flachteile stromaufwärts gelegenen Seite in den Stapelbildungsbereich einfahrbar und so angeordnet und ausgebildet ist, die dort befindlichen Stützelemente in einer unteren Stellung zu halten und dadurch Platz für eine flexible Formatverstellung einer in Bezug auf die Transportrichtung der Flachteile stromaufwärts gelegenen Fördereinrichtung zu schaffen. Bei einer Weiterbildung dieser Ausführung weist der Niederhalter mindestens ein plattenförmiges Element auf, das sich gegenüber der Bewegungsrichtung der Stützelemente winklig, vorzugsweise etwa rechtwinklig zur Bewegungsrichtung der Stützelemente und/oder etwa horizontal, erstreckt und mit seinem in Bezug auf die Transportrichtung der Flachteile stromabwärts gelegenen Ende in Richtung auf die obere Stellung der Stützelemente nach oben geneigt ist; dadurch wird eine Art Schräge gebildet, mit der die Stützelemente in berührende Anlage gebracht und dann aufgrund einer fortgesetzten Bewegung des Niederhalters nach unten gedrückt werden können.In a further embodiment, a so-called hold-down can be used, which is retractable from the upstream side in relation to the transport direction of the flat parts in the stacking area and arranged to hold the supporting elements there in a lower position and thus room for to provide a flexible format adjustment of an upstream with respect to the transport direction of the flat parts conveyor. In a further development of this embodiment, the holding-down device has at least one plate-shaped element which extends at an angle relative to the direction of movement of the support elements, preferably approximately at right angles to the direction of movement of the support elements and / or approximately horizontally, and with its end located downstream with respect to the transport direction of the flat parts is inclined in the direction of the upper position of the support elements upwards; characterized a kind of slope is formed, with which the support elements brought into touching contact and then can be pressed down due to a continued movement of the blank.
Nachfolgend werden bevorzugte Ausführungsbeispiele der Erfindung anhand der beiliegenden Zeichnungen näher erläutert. Es zeigen:
- Fig. 1
- schematisch in Seitenansicht einen Endbereich einer Papierverarbeitungsanlage mit dem stromabwärts gelegenen Endabschnitt einer Fördereinrichtung und einer nachgeschalteten Sammelstation gemäß einem ersten bevorzugten Ausführungsbeispiel der Erfindung;
- Fig. 2
- eine schematische Draufsicht auf die Anordnung von
Fig. 1 ; - Fig. 3
- schematisch in verkleinerter Seitenansicht die Anordnung von
Fig. 1 in neun unterschiedlichen Betriebszuständen (a bis i); - Fig. 4
- schematisch in Seitenansicht einen Endbereich einer Papierverarbeitungsanlage mit dem stromabwärts gelegenen Endabschnitt einer Fördereinrichtung und einer nachgeschalteten Sammelstation gemäß einem zweiten bevorzugten Ausführungsbeispiel der Erfindung; und
- Fig. 5
- die gleiche Draufsicht wie
Fig. 2 zusätzlich mit einer schematischen Darstellung zweier Seitenanschläge.
- Fig. 1
- schematically in side view an end portion of a paper processing plant with the downstream end portion of a conveyor and a downstream collecting station according to a first preferred embodiment of the invention;
- Fig. 2
- a schematic plan view of the arrangement of
Fig. 1 ; - Fig. 3
- schematically in a reduced side view the arrangement of
Fig. 1 in nine different operating states (a to i); - Fig. 4
- schematically in side view of an end portion of a paper processing plant with the downstream end portion of a conveyor and a downstream collecting station according to a second preferred embodiment of the invention; and
- Fig. 5
- the same top view as
Fig. 2 additionally with a schematic representation of two side stops.
In den
In der erwähnten Papierverarbeitungsanlage, die im Übrigen in den beigefügten Zeichnungen nicht dargestellt ist, werden gewöhnlich Rollen verwendet, die aus einer aufgewickelten endlosen Bogenbahn aus Papier bestehen, welche für die nachfolgende Verarbeitung von der entsprechenden Rolle abgewickelt wird. Die nachfolgenden Verarbeitungsschritte umfassen in einer solchen Anlage ein Längs- und Querschneiden der Bogenbahn zu Bögen einer vorbestimmten Größe, wozu entsprechende Längsschneide- und Querschneidestationen vorgesehen sind. Die fertigen Bögen werden am Ende des Verarbeitungsprozesses gestapelt, wozu die bereits zuvor erwähnte Sammelstation 10 vorgesehen ist. Bei Bedarf können die geschnittenen Bögen auf ihrem Weg zur Sammelstation 10 in eine überlappende, geschuppte Anordnung gebracht werden, was beispielsweise in der Fördereinrichtung 2 stattfinden oder wozu alternativ auch eine eigene Überlappungsstation vorgesehen sein kann. Sollen die Bögen mit gewünschten Druckbildern bedruckt werden, was insbesondere dann der Fall ist, wenn in der Anlage Buchblöcke hergestellt werden sollen, so ist eine entsprechende Druckstation vorzusehen, die vorzugsweise stromaufwärts von den Längs- und Querschneidestationen liegt.Incidentally, in the above-mentioned paper processing equipment, which is not shown in the accompanying drawings, rollers are used which consist of a wound continuous sheet of sheet paper, which is unwound from the corresponding roll for subsequent processing. The subsequent processing steps include in such a system a longitudinal and transverse cutting of the sheet web to sheets of a predetermined size, including corresponding longitudinal cutting and cross cutting stations are provided. The finished sheets are stacked at the end of the processing process, for which purpose the
Nach Bildung der fertigen Stapel, bei denen es sich um sog. Clips, Riese, Buchblöcke oder einfache Blätterstapel handeln kann, werden die Stapel aus der Sammelstation 10 entnommen und einer anderweitigen Weiterverarbeitung zugeführt. Deshalb hat die Sammelstation 10 auch die Funktion einer Übernahmestation.After forming the finished stack, which may be so-called. Clips, giant, book blocks or simple stack of sheets, the stack from the
Wie
Im Gehäuse 20 ist eine Vielzahl von Stiften 22 gelagert, die vertikal ausgerichtet und durch nicht dargestellte entsprechende Öffnungen im Boden 18 geführt sind und sich nach oben in Richtung auf die vom oberen Trum 4a des Förderbandes 4 aufgespannte Transportebene erstrecken. Wie insbesondere
Die Stifte 22 dienen zur Aufnahme der von der Fördereinrichtung 2 eintreffenden Bögen und übernehmen somit eine Stützfunktion zur Ablage der Bögen für die Bildung eines Stapels. Deshalb können die Stifte 22 auch als Stützelemente bezeichnet werden. Während die in den Figuren gezeigten Stifte 22 nur aus einem stab- bzw. stiftförmigen Körper bestehen, ist es beispielsweise alternativ auch denkbar, die Stifte mit einem gegenüber dem stab- bzw. stiftförmigen Körper breiteren, vorzugsweise flachen, Kopf oder Stempel zur Bildung einer größeren flächigen Auflage für die Bögen zu versehen, was jedoch in den Figuren nicht dargestellt ist.The
Die Stifte 22 sind in vertikaler Richtung zwischen einer oberen Endstellung und einer unteren Endstellung bewegbar gelagert. In der oberen Endstellung sind die Stifte 22 am weitesten ausgefahren. Die in
In den dargestellten Ausführungsbeispielen weist die Sammelstation 10 ferner einen Trennfinger 24 auf, um nach Bildung eines fertigen Stapels die nachfolgend von der Fördereinrichtung 2 herangeführten Bögen von jenem Stapel getrennt zu halten. Hierzu ist der Trennfinger 24 an der in Bezug auf die Transportrichtung gemäß Pfeil A stromabwärts gelegenen, vorderen Seite des Stapelbildungsbereiches 12 oberhalb des vorderen Anschlages 14 angeordnet und liegt in Flucht zu diesem. Der guten Vollständigkeit halber sei noch angemerkt, dass der Trennfinger 24 an einer nicht dargestellten Halterung bewegbar gehaltert ist.In the illustrated embodiments, the
Zur Entnahme eines fertigen Stapels weist die dargestellte Sammelstation 10 ferner eine Zange 26 auf, die, in Transportrichtung gemäß Pfeil A betrachtet, stromabwärts vom Stapelbildungsbereich 12 angeordnet ist. Auch die Zange 26 ist an einer in den Figuren ebenfalls nicht dargestellten Halterung bewegbar gehaltert.In order to remove a finished stack, the
In demjenigen Bereich, wo der Stapel 30 mit seinem stromaufwärtigen Abschnitt noch auf dem Boden 18 aufliegt, sind die Stifte 22 vollständig eingefahren, was in
Im dargestellten Ausführungsbeispiel ist der Abstand zwischen der oberen Endstellung und der unteren Endstellung der Stifte 22 in Abhängigkeit von einer festgelegten maximalen Höhe des aus den Bögen zu bildenden Stapels 30 bemessen oder einstellbar.In the illustrated embodiment, the distance between the upper end position and the lower end position of the
Für die Bewegung der Stifte 22 zwischen ihrer oberen Endstellung und ihrer unteren Endstellung kann eine Hubeinrichtung vorgesehen sein, die innerhalb des Gehäuses 20 angeordnet und in den Figuren nicht dargestellt ist. Eine solche Hubeinrichtung kann bevorzugt elektromotorisch, elektromagnetisch, pneumatisch oder hydraulisch betrieben werden, um die Stifte 22 auszufahren oder abzusenken bzw. einzufahren. Die Hubeinrichtung wird bevorzugt von einer Steuereinrichtung derart gesteuert, dass die Stifte 22 während der Bildung des Stapels 30 durch fortlaufend herangeführte Bögen 28 derart abgesenkt werden, dass die Oberseite des allmählich wachsenden Stapels 30 quasi ortsfest in etwa derselben horizontalen Ebene bleibt und bevorzugt etwas unterhalb der vom oberen Trum 4a des Förderbandes 4 aufgespannten Ebene liegt. Nachdem die Bildung des Stapels 30 vollendet ist und dadurch die Stifte 22 vollständig in ihre untere Endstellung eingefahren sind, sollte während des Herausziehens des Stapels 30 durch die Zange 26 die Steuerungseinrichtung die Hubeinrichtung so steuern, dass die hinter dem Stapel 30 entstehende Lücke sofort durch eine möglichst schnelle Bewegung der Stifte 22 von ihrer unteren Endstellung in die obere Endstellung ausgefüllt wird. Diese letztgenannte Maßnahme ist besonders vorteilhaft, damit die neuen Bögen 28 für den nächsten Stapel sofort eine Abstützung durch die Stifte 22 erfahren und dabei weitestgehend parallel - zunächst noch unter Mitwirkung des Trennfingers 24 - zu liegen kommen. Die erwähnte Steuereinrichtung ist bevorzugt ebenfalls im Gehäuse 20 untergebracht.For the movement of the
Die Hubeinrichtung und die Steuereinrichtung sind bevorzugt so ausgeführt, dass sich die Stifte 22 einzeln oder zumindest in Reihen individuell verstellen lassen.The lifting device and the control device are preferably designed so that the
Anstelle oder zusätzlich zu einer aktiven nachgiebigen Lagerung der Stifte 22 mithilfe der zuvor beschriebenen Hubeinrichtung, die aktiv eine Verstellung der Stifte 22 insbesondere durch steuerbare Motoren, Stellglieder oder sonstige Stellantriebe bewirkt, ist es auch denkbar, für die Stifte 22 eine nachgiebige Lagerung vorzusehen. Eine solche passive nachgiebige Lagerung kann bevorzugt dadurch realisiert werden, dass die Stifte 22 in Richtung auf ihre obere Endstellung federnd vorgespannt sind, und zwar vorzugsweise mithilfe einer pneumatischen Einrichtung und/oder einer mechanischen Federeinrichtung. Ferner sollte ähnlich wie die zuvor beschriebene Steuerung der Hubeinrichtung auch die federnde Vorspannung so bemessen oder einstellbar sein, dass während der Bildung des Stapels 30 dessen Oberseite etwa ortsfest bleibt. Unabhängig davon, ob die nachgiebige Lagerung aktiv mithilfe der zuvor beschriebenen Hubeinrichtung oder passiv durch eine federnde Vorspannung verwirklicht ist, können zumindest für eine Beendigung des Betriebes die Stifte 22 auch aufgrund ihres Eigengewichtes in die untere Endstellung fahren, indem die Hubeinrichtung bzw. die federnde Vorspannung deaktiviert wird.Instead of or in addition to an active resilient mounting of the
Während des laufenden Betriebes, wenn also ein Stapel 30 auf den Stiften 22 aufgebaut wird, kann zwar das dabei zunehmende Gewicht des Stapels genutzt werden, die Stifte 22 in ihre untere Endstellung abzusenken; jedoch sollte für das Einfahren der Stifte 22 eine solche Absenkgeschwindigkeit gewählt werden, dass während der Bildung des Stapels 30 dessen Oberseite etwa ortsfest bleibt, um ein reibungsloses Aufstapeln durch die laufend zugeführten Bögen 28 zu gewährleisten. Dies bedeutet, dass für den Fall, dass die Absenkgeschwindigkeit höher als gewünscht ist, eine bremsende Gegenkraft erzeugt werden muss, sei es durch eine entsprechende Steuerung der zuvor beschriebenen Hubeinrichtung oder durch eine entsprechende Dimensionierung der federnden Vorspannung.During ongoing operation, that is, when a
In
Während die Stifte vollständig eingefahren sind und sich somit in ihrer unteren Endstellung befinden, solange der fertige Stapel 30 noch auf dem Boden 18 des Stapelbildungsbereiches 12 der Sammelstation 10 aufliegt, wie
Nachdem mithilfe der Zange 26 der Stapel 30 vollständig aus dem Stapelbildungsbereich der Sammelstation 10 herausgezogen und somit entfernt worden ist und dadurch sämtliche Stifte 22 in ihre obere Endstellung ausgefahren worden sind, wird nun die Abstützung der zwischenzeitlich zur Bildung eines neuen Stapels herantransportierten neuen Bögen 28 vollständig von den Stiften 22 übernommen. Dies hat zur Folge, dass der Trennfinger 24 außer Eingriff mit dem untersten neuen Bogen 28 gebracht und in eine obere Ruhestellung verfahren wird. Damit aber die bisher vom Trennfinger 24 übernommene Frontanrichtungsfunktion zur Bildung einer geraden Vorderseite des entstehenden neuen Stapels erhalten bleibt, wird nun der vordere Anschlag 14 von seiner in den
Mit fortlaufender Anlieferung neuer Bögen wächst der Stapel 30 langsam an und werden die Stifte 22 entsprechend allmählich abgesenkt, bis bei fertig gestelltem Stapel 30 dieser auf dem Boden 18 des Stapelbildungsbereiches 12 der Sammelstation 10 aufliegt und die Stifte 22 vollständig eingefahren und somit im Gehäuse 20 verschwunden sind, wie die Sequenz der
Ist der Stapel 30 aufgefüllt, wird der vordere Anschlag 14 in seine untere Ruhestellung und der Trennfinger 24 in seine untere Betriebsstellung kurz oberhalb des Stapels 30 verfahren und die Zange 26 in Eingriff mit dem Stapel 30 gebracht, so dass nun der Betriebszustand von
Für den zuvor anhand von
Da für eine Formatverstellung der Fördereinrichtung 2 eine entsprechende Verstellung des Niederhalters 32 in Richtung des Doppelpfeils B erforderlich ist, bietet es sich an, den Niederhalter 32 ortsfest zur Anordnung aus den Förderbändern 4, der Umlenkwalze 6 und dem Schläger 8 vorzusehen. Somit bietet es sich an, aus den Förderbändern 4, der Umlenkwalze 6, dem Schläger 8 und dem Niederhalter 32 eine gemeinsame konstruktive Einheit zu bilden, deren Verstellung in Richtung des Doppelpfeils A nicht nur eine Verstellung der Anordnung aus den Förderbändern 4, der Umlenkwalze 6 und dem Schläger 8, sondern auch eine hierzu synchrone Verstellung des Niederhalters 32 zur Folge hat. Auf diese Weise wird eine besonders einfache, jedoch wirkungsvolle Verstellmöglichkeit geschaffen.Since a corresponding adjustment of the
Bei
Bevorzugt werden die seitlichen Anschläge 34 durch nicht dargestellte Antriebe Vibrationsbewegungen unterworfen, was für die Bildung gerader Ränder am Stapel 30 von Vorteil ist. In diesem Zusammenhang ist es zusätzlich denkbar, auch noch zumindest die den Stapel 30 tragenden Stifte 22 in vergleichbare Vibrationsbewegungen zu versetzen.The lateral stops 34 are preferably subjected to vibratory movements by drives which are not shown, which is advantageous for the formation of straight edges on the
Claims (15)
dadurch gekennzeichnet, dass die Stützeinrichtung eine Mehrzahl von diskreten Stützelementen (22) aufweist, die, in Transportrichtung (A) der Flachteile (28) betrachtet, zumindest hintereinander angeordnet und gegenüber der Transportrichtung (A) der Flachteile (28) winklig, vorzugsweise etwa rechtwinklig zur Transportrichtung (A) der Flachteile (28) und/oder etwa vertikal, zwischen einer unteren Stellung und einer oberen Stellung bewegbar gelagert sind.Stack forming apparatus, in particular in a plant of the paper processing industry, for forming a stack (30) from a plurality of flat parts (28) to be transported in a transport direction (A), in particular sheets of foil or paper, with a stack formation area (12) and a supporting device for supporting the from the flat parts (28) to be formed stack (30) in the stack forming area (12),
characterized in that the support means comprises a plurality of discrete support elements (22), viewed in the transport direction (A) of the flat parts (28) arranged at least one behind the other and with respect to the transport direction (A) of the flat parts (28) at an angle, preferably approximately at right angles to the transport direction (A) of the flat parts (28) and / or approximately vertically, are movably mounted between a lower position and an upper position.
dadurch gekennzeichnet, dass die Stützelemente (22) derart bewegbar gelagert sind, dass sie während der Entnahme des Stapels (30) die hinter dem Stapel (30) entstehende Lücke durch Bewegung in ihre obere Stellung ausfüllen.Device according to at least one of the preceding claims, comprising a removal device (26) for removing a finished stack (30) by moving it approximately in the direction of a plane spanned by the flat parts (28) out of the stack formation region (12),
characterized in that the support elements (22) are movably mounted so that they fill during the removal of the stack (30) behind the stack (30) resulting gap by movement in its upper position.
dadurch gekennzeichnet, dass die Stützelemente (22), in Transportrichtung (A) der Flachteile (28) betrachtet, nebeneinander angeordnet sind.Device according to at least one of the preceding claims,
characterized in that the support elements (22), viewed in the transport direction (A) of the flat parts (28) are arranged side by side.
dadurch gekennzeichnet, dass der mindestens eine Seitenanschlag (34) ausgebildet ist, die im Bereich seiner jeweiligen Position befindlichen Stützelemente (22) in einer unteren Stellung zu halten.Device according to claim 6, in which the stack formation area (12) is delimited by at least one side stop (34) which is arranged correspondingly adjustable for a format adjustment,
characterized in that the at least one side stop (34) is designed to hold the support elements (22) located in the region of its respective position in a lower position.
dadurch gekennzeichnet, dass die Stützelemente (22), vorzugsweise mit Hilfe einer pneumatischen Einrichtung und/oder einer mechanischen Federeinrichtung, in Richtung auf die Transportebene federnd vorgespannt sind.Device according to at least one of the preceding claims, in which a transport plane is defined, in which the flat parts (28) can be transported,
characterized in that the support elements (22), preferably by means of a pneumatic device and / or a mechanical spring device, are resiliently biased in the direction of the transport plane.
dadurch gekennzeichnet, dass die Stützelemente (22) aus dem Boden (18) heraus und in den Boden (18) hinein bewegbar gelagert sind.Device according to at least one of the preceding claims, having a bottom (18) provided in the stack formation area (12),
characterized in that the support elements (22) are movably supported out of the bottom (18) and into the bottom (18).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201110006482 DE102011006482A1 (en) | 2011-03-31 | 2011-03-31 | Stacking device |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2505536A2 true EP2505536A2 (en) | 2012-10-03 |
| EP2505536A3 EP2505536A3 (en) | 2013-03-06 |
| EP2505536B1 EP2505536B1 (en) | 2014-08-27 |
Family
ID=45954423
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20120161717 Not-in-force EP2505536B1 (en) | 2011-03-31 | 2012-03-28 | Stack formation device |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8991810B2 (en) |
| EP (1) | EP2505536B1 (en) |
| JP (1) | JP2012214297A (en) |
| CN (1) | CN102730468A (en) |
| BR (1) | BR102012007346A2 (en) |
| DE (1) | DE102011006482A1 (en) |
| ES (1) | ES2516824T3 (en) |
| IN (1) | IN2012DE00978A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104385159A (en) * | 2014-11-24 | 2015-03-04 | 盐城市华森机械有限公司 | Automatic multilayer abrasive paper blanking device |
| US9221628B2 (en) | 2011-12-07 | 2015-12-29 | Ferg Ag | Device and method for composing two-dimensional products, in particular printed products |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109179040B (en) * | 2018-09-21 | 2020-06-02 | 南京理工技术转移中心有限公司 | Paper outlet collecting device of printer |
| CN112875394B (en) * | 2021-02-03 | 2022-05-27 | 嘉善精田精密机械股份有限公司 | Separation and conveying device for cotton soft towel production |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1491453A (en) * | 1966-06-28 | 1967-08-11 | Wean Damiron | Plate stacking device |
| US4183704A (en) * | 1976-10-29 | 1980-01-15 | Rima Enterprises | Compensating stacker for printed signatures |
| US4136864A (en) * | 1977-06-16 | 1979-01-30 | Westvaco Corporation | Sheet stacking device |
| DE2808948C2 (en) * | 1978-03-02 | 1987-04-02 | E.C.H. Will (Gmbh & Co), 2000 Hamburg | Device for stacking layers of paper sheets |
| DE3024112A1 (en) * | 1980-06-27 | 1982-02-04 | Pfaff Industriemaschinen Gmbh, 6750 Kaiserslautern | DEVICE FOR HANDLING STACKS OF FLEXIBLE OBJECTS, e.g. MAGAZINES |
| DE3046107C2 (en) * | 1980-12-06 | 1982-11-18 | Bielomatik Leuze Gmbh + Co, 7442 Neuffen | Device for depositing sheets in a stack |
| JPS5842554A (en) * | 1981-09-01 | 1983-03-12 | Fuji Xerox Co Ltd | Paper storing apparatus of copier |
| JPS58135053A (en) * | 1982-02-02 | 1983-08-11 | Mitsubishi Heavy Ind Ltd | Paperboard counting and accumulating device |
| DE3614884A1 (en) * | 1986-05-02 | 1987-11-05 | Will E C H Gmbh & Co | STACKING DEVICE |
| JPH02100924A (en) * | 1988-10-08 | 1990-04-12 | Nippon Oil & Fats Co Ltd | Treating method and device for small article |
| US5425565A (en) * | 1993-08-12 | 1995-06-20 | Tension Envelope Corporation | Multiple envelope gripping and transfer apparatus and method |
| GB9718467D0 (en) * | 1997-09-02 | 1997-11-05 | Ncr Int Inc | An apparatus for stacking sheets |
| DE19849859A1 (en) * | 1998-10-29 | 2000-05-04 | Will E C H Gmbh & Co | Device for forming and removing stacks of sheets |
| JP2001089005A (en) * | 1999-09-17 | 2001-04-03 | Minolta Co Ltd | Paper stacking device |
| US6679491B2 (en) * | 2001-09-17 | 2004-01-20 | Siemens Aktiengesellschaft | Mail piece feeder control system and method |
| US7866936B2 (en) * | 2007-05-01 | 2011-01-11 | Northrop Grumman Systems Corporation | System and method for transferring mail between containers |
| US9013682B2 (en) * | 2007-06-21 | 2015-04-21 | Asml Netherlands B.V. | Clamping device and object loading method |
-
2011
- 2011-03-31 DE DE201110006482 patent/DE102011006482A1/en not_active Withdrawn
-
2012
- 2012-03-28 ES ES12161717.9T patent/ES2516824T3/en active Active
- 2012-03-28 EP EP20120161717 patent/EP2505536B1/en not_active Not-in-force
- 2012-03-30 CN CN2012101572333A patent/CN102730468A/en active Pending
- 2012-03-30 BR BR102012007346A patent/BR102012007346A2/en not_active Application Discontinuation
- 2012-03-30 US US13/435,495 patent/US8991810B2/en active Active
- 2012-03-30 JP JP2012079297A patent/JP2012214297A/en active Pending
- 2012-03-30 IN IN978DE2012 patent/IN2012DE00978A/en unknown
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9221628B2 (en) | 2011-12-07 | 2015-12-29 | Ferg Ag | Device and method for composing two-dimensional products, in particular printed products |
| EP2602220B1 (en) * | 2011-12-07 | 2016-10-12 | Ferag AG | Device and method for the assembly of flat products, especially printed products |
| CN104385159A (en) * | 2014-11-24 | 2015-03-04 | 盐城市华森机械有限公司 | Automatic multilayer abrasive paper blanking device |
| CN104385159B (en) * | 2014-11-24 | 2017-01-18 | 盐城市华森机械有限公司 | Automatic multilayer abrasive paper blanking device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2505536B1 (en) | 2014-08-27 |
| EP2505536A3 (en) | 2013-03-06 |
| IN2012DE00978A (en) | 2015-09-11 |
| BR102012007346A2 (en) | 2013-06-04 |
| DE102011006482A1 (en) | 2012-10-04 |
| ES2516824T3 (en) | 2014-10-31 |
| CN102730468A (en) | 2012-10-17 |
| US20120274018A1 (en) | 2012-11-01 |
| JP2012214297A (en) | 2012-11-08 |
| US8991810B2 (en) | 2015-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3500766C2 (en) | Device for the production of individual stacks consisting of a material web folded in a zigzag shape | |
| EP1870361B1 (en) | Method and device for creating piles of flat parts | |
| DE69500305T2 (en) | Stacking, separation and removal station for sheet-like material that is released by a processing machine | |
| DE102008014050A1 (en) | Conveying device for removing plate material from a plate material processing machine comprises rails, a mobile receiving element for plate materials, driving elements and a conveying control unit for controlling the driving elements | |
| EP0359920B1 (en) | Device to automatically stack flat planar articles | |
| EP2505536B1 (en) | Stack formation device | |
| DE69702274T2 (en) | Device for collecting and stacking layered materials, and a stacking method | |
| EP3241791B1 (en) | Method for the production of stacks out of sheets | |
| EP0257247B1 (en) | Method and device for separating writing pads from a pile | |
| DE102005002532A1 (en) | Device and method for automated and simultaneous provision and change of at least two rolls of paper webs or the like for a downstream format cutter | |
| DE102008024599A1 (en) | Apparatus for forming stacked packages | |
| DE3514487C2 (en) | ||
| EP1961660A1 (en) | Device and method for packing stackable objects, in particular printing products | |
| DE102009045319B4 (en) | Formateinstellvorrichtung | |
| EP2323938B1 (en) | Collecting and transport device for a stack formed by layers of sheets | |
| DE102019128977A1 (en) | Sheet processing machine with at least one sheet depositing device and method for sheet depositing | |
| EP2436623B1 (en) | Method and device for removing a row of stacks | |
| DE102010014336A1 (en) | Apparatus and method for stacking profile parts | |
| DE102009022249B4 (en) | Transfer device for transferring a stack formed by a plurality of sheet layers | |
| DE3934660A1 (en) | Computer-controlled cigar prodn. process - using computer to produce cutting pattern for equal width strips in parallel | |
| EP1522509B1 (en) | Device for stacking flat products | |
| DE3904720A1 (en) | METHOD FOR FEEDING A CLOSED STACK OF SHEETS | |
| DE10347165B4 (en) | Device for stacking flat products | |
| EP3907163A1 (en) | Feeder for stacks of flat media | |
| CH720456A2 (en) | PROCESSING MACHINE FOR FLAT MATERIAL PARTS |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 31/32 20060101ALI20130125BHEP Ipc: B65H 31/20 20060101ALI20130125BHEP Ipc: B65H 31/30 20060101ALI20130125BHEP Ipc: B65H 31/10 20060101AFI20130125BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130906 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140312 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 684414 Country of ref document: AT Kind code of ref document: T Effective date: 20140915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012001160 Country of ref document: DE Effective date: 20141009 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2516824 Country of ref document: ES Kind code of ref document: T3 Effective date: 20141031 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141229 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141127 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141127 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141128 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141227 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012001160 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150328 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150328 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120328 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502012001160 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 684414 Country of ref document: AT Kind code of ref document: T Effective date: 20170328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140827 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502012001160 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502012001160 Country of ref document: DE Owner name: BW PAPERSYSTEMS STUTTGART GMBH, DE Free format text: FORMER OWNER: KUGLER-WOMAKO GMBH, 72622 NUERTINGEN, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220323 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20220527 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502012001160 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231003 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20240524 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230329 |