EP2361758A2 - Method for adjusting press parameters of a ceramic or metal powder press and ceramic or metal powder press for performing the method - Google Patents
Method for adjusting press parameters of a ceramic or metal powder press and ceramic or metal powder press for performing the method Download PDFInfo
- Publication number
- EP2361758A2 EP2361758A2 EP11001543A EP11001543A EP2361758A2 EP 2361758 A2 EP2361758 A2 EP 2361758A2 EP 11001543 A EP11001543 A EP 11001543A EP 11001543 A EP11001543 A EP 11001543A EP 2361758 A2 EP2361758 A2 EP 2361758A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressing
- press
- measuring
- fixed stop
- sequence
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000843 powder Substances 0.000 title claims abstract description 47
- 238000000034 method Methods 0.000 title claims abstract description 36
- 239000002184 metal Substances 0.000 title claims abstract description 19
- 239000000919 ceramic Substances 0.000 title claims description 18
- 238000003825 pressing Methods 0.000 claims abstract description 84
- 239000000969 carrier Substances 0.000 claims abstract description 27
- 239000008187 granular material Substances 0.000 claims abstract description 12
- 230000001105 regulatory effect Effects 0.000 abstract description 4
- 239000011159 matrix material Substances 0.000 abstract 5
- 238000005259 measurement Methods 0.000 description 12
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 230000001276 controlling effect Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000012254 powdered material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/005—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/0063—Control arrangements
- B28B17/0081—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
- B28B3/08—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form with two or more rams per mould
- B28B3/086—The rams working in different directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
- B22F2003/033—Press-moulding apparatus therefor with multiple punches working in the same direction
Definitions
- the invention relates to a method for adjusting the press parameter of a ceramic or metal powder press with the above-mentioned features according to claim 1 or to a ceramic or metal powder press for carrying out the method with the above-mentioned features according to claim 6.
- Ceramic or metal powder presses have a die in whose die opening a powder or granules is pressed into a compact by means of stamping.
- the punches are each seated on stamp carriers, which are adjustably arranged and controllable along a punch movement path as a function of adjustable pressing parameters.
- a press drive is driven, which applies a main pressing force to press the compact by means of the punch.
- two or more punches are guided into the die opening of one or both sides.
- Each of the stamp sits on a separate stamp carrier.
- the punch carriers are adjustable relative to a base support or a base plate in order to be able to adjust the individual punches relative to one another in different positions.
- the individual punch carriers are supported by so-called fixed stops relative to the base carrier, so that in each case on one side of the Die opening considered the stamp relative to each other and occupy a defined pressing position relative to the stamp carriers and base members.
- a problem in the operation of such presses is that when filling the powder or granules in the die opening fluctuations of the filled powder and powder composition occur, which in a conventional control on pressing forces or individual pressing positions of the individual dies by means of predetermined set values to errors part height of the pressed Lead the pressed body.
- the object of the invention is to provide a method for adjusting the press parameter of a ceramic or metal powder press or a ceramic or metal powder press for carrying out such a method so as to compensate for changing ones Press conditions an improved and more accurate adjustment of press parameters is made possible.
- a method for adjusting the press parameter of a ceramic or metal powder press in which in a die opening of a die by means of pistons carried on stamp carriers stamped powder and / or granules, a compact is pressed to a predetermined Press Economics-, wherein during pressing within a press cycle for pressing a At least one actuator is controlled along a succession of desired values of such a compact, while compliance with the sequence of desired values is checked during the pressing, and a readjustment of the at least one actuator is carried out in the event of a deviation from the sequence of desired values, in particular greater than a tolerance value.
- a distance between a first measuring point on a fixed stop, which supports one of the punch carrier on one side of the die opening, and a second measuring point on a fixed stop, which one of the punch carrier on a side opposite thereto the die opening is supported, is measured.
- a control signal is thus regulated in particular, which serves to drive the actuator.
- measuring points By measuring measuring points, that is to say predeterminable points on such fixed stops supporting the punch carriers, measuring points are determined which lie as close as possible to the punches which dive into the die opening during the pressing. As a result, an influence of compressions and thermal changes which can occur between different pressing cycles is best eliminated, so that the multiplicity of two or more of the measured distances and the setpoint values predetermined for them are not or only to a small extent influenced by such influences.
- deviations of the distance measured during a pressing cycle from the desired value advantageously correspond to a variation of the quantity of the powder and / or granulate to be pressed in the die opening. Accordingly, a deviation measured in this way can be used as a direct control variable in order to be able to correct the at least one actuator, in particular a control signal for the main press drive, during the same press cycle.
- effects influencing the measurements such as bending or compression of the height of an upper piston position measured to date for regulation, do not affect this distance measurement if the distance is determined as closely as possible to the resulting pressed part.
- the tolerance value can be suitably determined depending on the accuracy of the pressed body dimension to be achieved. In extreme cases, an identity of the measured value and the setpoint or a tolerance value equal to zero may be required.
- a position of the end stops of the fixed stops facing the punch carrier to be supported, a position of markings spaced therefrom against the fixed stops and / or a position of measuring elements leading away from the fixed stop are used as the measuring points above or below the die. This makes it possible to measure at positions that give almost measured values, as if directly a stamp position would be measured, which is not possible because of the immersion of the stamp in the die opening. Also, compared to measurements on the stamp carriers influences of their deflection during pressing completely or at least almost completely excluded.
- a position is advantageously used on at least one centrally located fixed stop, in particular a fixed stop which lies in line of force between the die opening of the die and a force introduction region of a / of the press drive.
- a press drive in particular a main press cylinder
- the main press drive Under the press drive is the main press drive to understand, which applies the actual pressing force.
- auxiliary drives such as the actuators, which cause movement of the punch carrier relative to each other, since their influence on the one hand negligible relative to the press drive with regard to the high force differences and their effect in particular to the Pressend ein out when applying the punch carrier to the fixed stops in Essentially neutralized.
- Such auxiliary drives, in particular auxiliary cylinders serve e.g. for adjusting the individual punch carrier relative to each other. However, their adjustment usually does not cause any force acting on the powder pressing force, since they essentially serve to adjust the individual punch carrier when removing a pressed part.
- the main press drive in addition to a main press cylinder, other drive forms can also be used, such as e.g. mechanical drives, pneumatic drives or electric motor drives.
- a ceramic or metal powder press with a die opening of a die and punches carried on stamp carriers, which are arranged and adjustable relative to one another, is preferred, so that from powder and / or granules a pressed body can be pressed to a predetermined pressed body dimension, and with a control device which is designed and / or accesses a program during the Pressing within a press cycle for pressing such a compact at least one actuator along a sequence of setpoints to control, for which during the pressing compliance with the sequence of setpoints can be tested and in a deviation from the sequence of setpoints - in particular greater tolerance value - a readjustment of at least one actuator is feasible.
- the press is advantageous by a position measuring device with which, for comparison with the sequence of nominal values, a distance between a first measuring point on a fixed stop, which supports one of the punch carrier on one side of the die opening, and a second measuring point on a fixed stop, which is one of the punch carrier is supported on an opposite side of the die opening, is measurable.
- the position measuring device is preferably designed as a fixed stop distance measuring device and as such measures measuring points of a position of the punch carrier to be supported facing end side edges of the fixed stops, a position of spaced therefrom marks on the fixed stops and / or a position away from the fixed stop measuring elements.
- the position-measuring device may advantageously be designed as a fixed-stop distance measuring device, wherein at least one of the measuring points is located at a centrally located fixed stop, in particular a fixed stop, which is arranged in line of force between the die opening of the die and a force introduction region of a press drive.
- a position-measuring device which has measuring elements, the one of the fixed stops or one of the base support away and to a Lead measuring device out.
- a direct distance measurement can be carried out without detouring over two position measured values and a calculated distance determination.
- rigid linkages which are easy to assemble and, as mechanical elements, are not rendered useless by the influence of dust or whirled-up powder residues.
- At least one of the fixed stops and a base support supporting them at least in the final press position can be designed as at least two independent components, wherein the measuring point lies on the fixed stop itself. This solution is particularly preferred because the closer the measuring point is to the die opening, the more advantageous the effect of readjustment.
- At least one of the fixed stops has a base carrier or is rigidly connected at least in the final press position in the force flow line with the base carrier, wherein the measuring point is located on the base carrier.
- the control device of the press is in particular designed and / or accesses a program for carrying out such a preferred method.
- Fig. 1 and 2 can be seen centrally in an exemplary ceramic or metal powder press a die 0 is arranged in the die opening so-called powder P is compressible into a compact T.
- powder P is generally understood a powdered and / or granular material.
- punches 7, 8, 17, 18 can be inserted into the die opening or relative to the die 0.
- the punches 7, 8, 17, 18 are each supported by a punch carrier 3, 4, 1, 2 or are fastened to the stamp carriers 3, 4, 1, 2. An adjustment of the stamp 7, 8, 17, 18 is carried out accordingly by an adjustment of the punch carrier 3, 4, 1, 2 along the punch movement path.
- two of the punches 7, 8 can be inserted from below or two punches 17, 18 from above into the die opening. However, more or less punch and corresponding punch carrier can be used in such a press arrangement.
- the individual die carriers 3, 4, 1 , 2 by means of actuators 9 - 12 relative to an associated upper base support. 5 or a lower base support 6 adjustably mounted.
- the actuators 9 - 12 are formed by hydraulic adjusting drives. However, other drive systems can be used.
- guide rods 13 are attached to the lower base support 13 parallel to the punch path, along which the individual punch carrier 1 - 4 and the upper base support 5 and the die 0 are mounted adjustable.
- This arrangement can be fixed directly on a lower press frame 14 of the actual press by means of the lower base support 6, which is also referred to as a base plate.
- the exemplary press has from the lower press frame 14 upwardly leading side press frame 15, which on the upper side of the above-described arrangement in a transversely over the arrangement leading upper press frame 16 lead.
- an actual press drive is attached as an actuator 29, which applies a main pressing force.
- the press drive can be driven mechanically, electrically or hydraulically and brings about a pressing force on the upper base support 5 for pressing, so that the arrangement of the base supports 5, 6, the stamp carriers 1 - 4 arranged therebetween and the punches 7, 8, 17 fastened thereon , 18 is compressed along the stamp path.
- the base supports 5, 6 or the base plates are not firmly inserted into the press frame 14-16, but are releasably inserted again via adapter fastening elements 28.
- a fixed to a substrate attachment of the lower base support 6 to the lower press frame 14 can between the lower base support 6 and the lower press frame 14 optionally also an alternative or further press drive 29 * be arranged.
- fixed stops 19, 20 are respectively arranged between the upper base carrier 5 and the upper punch carriers 1, 2, which in the final press position constitute a rigid abutment of the punch carriers 1 , 2 effect on the upper base support 5.
- the fixed stop 19, which is designed as a fixed stop for the stamp carrier 2 furthest from the upper base support 5, protrudes there, just like a piston rod of the actuator 10 for this punch carrier 2, through a passage opening 21 which is formed in the stamp carrier 1 lying above it. therethrough.
- the lower punch carrier 3, 4 are supported relative to the lower base support 6 via fixed stops 22, 23.
- a fixed stop 19, 20, 22, 23 is thus understood in particular a stop, which is arranged as a support element for a punch carrier in the force path between the filled with powder P die opening and a press drive or a press base and on which is supported in a final press position of the punch carrier ,
- the fixed stop thus the possible movement distance of the adjacent stamp carrier and attached stamp is limited.
- the Pressend ein is understood in particular that any further increasing pressing forces cause any changes in the position or the distance between the moving stamp carriers and the fixed stop more.
- control device C For controlling the various actuators 9 - 12 and the press drive as the actuator 29 is a control device C, which corresponding control signals s1, s2, s3, ..., s29 applies to this.
- the control device C can apply further control signals, for example, to motor-adjustable fixed stops, which can be adapted as further pressing parameters for adapting the pressed-body dimension.
- the arrangement additionally has at least one position measuring device S which is used to determine a current position of at least part of the fixed stops 19, 20, 22, 23 and optionally a current position of the upper or Lower base support 5, 6 is arranged in the press.
- the control device C is a distance or a distance d (t) of two measuring points or points on the fixed stops 19, 20, 22, 23, in particular a fixed stop 19 above or a fixed stop 23 below the die opening or die (0) at various times t1, t2, t3, ... of the advancing time t during pressing.
- the two measuring points on the fixed stops 19, 23 are preferably set as close as possible to the die opening, in particular with regard to a force flow in the final press position. This results in a distance d (t), which is more independent of a commonly measured Distance between the upper press frame 16 and the upper base support 5 results. This applies even with different powder fillings of the die opening between different pressing cycles.
- an image can optionally be taken by means of a camera in which the control device C and a suitable program are used to search for desired structures, for example a fixed stop edge or a mark on the fixed stop.
- a first method sequence currently measured positions or distances d (t1), d (t2), d (t3) or corresponding measured values m2, m4 are measured at different times t1, t2, t3 and in particular after a pressing of such a compact T with the desired predetermined compact dimension as reference values, reference distance or nominal values d soll (t) are stored in the memory device M and / or the processor C.
- desired values d soll (t) can also be determined in other ways, in particular on the basis of the powder quality and the predetermined compact dimension by calculation.
- the individual measured positions or distances d (t) are measured independently of fixed reference positions h0, eg a height of the lower press frame 14 or a height h0 * of the upper press frame 16.
- a preferred method for press parameter adjustment comprises a plurality of individual method steps S1-S5.
- reference values or preferably setpoint values d (t) determined therefrom are stored in the memory device M.
- a first method step S1 it is checked whether the desired compact dimension dT end has been reached. If so, the pressing process or at least the readjustment of the at least one actuator 29 is terminated. If not, in a second method step S2 a measurement of the instantaneous positions of the fixed stops 19, 23 is carried out and the resulting measured values m2, m4 or the distance d (t) between them are determined.
- a subsequent third method step S3 relates to a check of the distance d (t) just measured in relation to the setpoint value d soll (t) stored for the corresponding time t1, t2,....
- the method jumps to the first method step S1 while maintaining the control.
- step S5 the pressing means are changed by the control device C such that a readjustment of the at least an actuator 29 still in the same press cycle is made so that the compact to be pressed in this cycle T is pressed with the desired compact dimension.
- a pressing force or a pressing pressure p which acts on the entire arrangement of the press components via the press drive 29, is readjusted. Thereafter, the first step S1 is jumped.
- the measured values m2, m3 it is particularly preferable to measure the respective instantaneous position of the front side edges of the fixed stops 19, 22 facing the punch carrier 2, 3 to be supported, and then determine their spacing therefrom.
- markings x which are spaced therefrom may also be formed on the fixed stops 20, 23, which are detected for distance measurement, so that any occlusions of the end faces in the case of easily deflecting punch carriers do not falsify the measurement result.
- Fig. 1 shows the components of the ceramic or metal powder press during a pressing operation before reaching the final press position for example, a third time t3 in the distance-time diagram, which exemplifies a curve from setpoint values d soll (t) and a curve at the momentary pressing process measured distances d (t) shows.
- the punches 7, 8, 17, 18 already compress the powder P present in the die opening.
- the stamp carriers 1 - 4 are not yet on their fixed stops 20, 19, 22 and 23 respectively. Nevertheless, powder fluctuations already have an influence on this pressing stage, which is why the checking of the distance d (t) and, if necessary, the readjustment of the control value 29 is already carried out. It is particularly advantageous to start measuring and comparing the distances shortly before reaching the final press position.
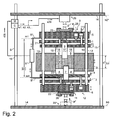
- Fig. 2 In contrast, shows the Pressend ein in which the powder was pressed in the die opening to the compact T.
- the punch carrier 1 - 4 firmly supported on the fixed stops 20, 19, 22 and 23 respectively.
- FIG. 2 a preferred embodiment of a position measuring device S *.
- This position measuring device S * or parts thereof are arranged directly on components of the pressing tool, for example on one of the fixed stops 23 or one of the base supports 5, 6.
- the position measuring device S * extends starting parallel to the pressing direction leading laterally next to the stamp carriers 3, 4, 1 , 2 and optionally base supports 6, 5.
- a measuring element S ° laterally leads away from one of the lower fixed stops 23, wherein the measuring element S ° moves in the case of movement of the fixed stop 23 along the adjustment direction of the punch uniformly together with the movement of the fixed stop 23.
- Another such measuring element S ° leads laterally away from the upper base body 5.
- the further measuring element S ° moves longitudinally in the case of a movement of the base body 5
- the adjusting direction of the punches is uniform along with the movement of the base body 5.
- elements, in particular rod-shaped elements of the two measuring elements S ° project substantially into one another in a measuring device. The measuring device can thus determine a relative adjustment of the two measuring elements S ° and thus directly a change in the distance d (t).
- height-adjustable fixed stops are also possible as these, if at all, are only adjusted between press cycles and act as rigid components during a press cycle.
- Described above is to determine the set values and the distances during a pressing operation at predetermined times during the pressing. However, this does not rule out using a different reference as a criterion for the measurements, for example taking the distance measurements when certain pressing forces or pressures are reached.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Automation & Control Theory (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Powder Metallurgy (AREA)
- Presses And Accessory Devices Thereof (AREA)
Abstract
Description
Die Erfindung bezieht sich auf ein Verfahren zur Pressparameteranpassung einer Keramik- oder Metallpulverpresse mit den oberbegrifflichen Merkmalen gemäß Patentanspruch 1 bzw. auf eine Keramik- oder Metallpulverpresse zum Durchführen des Verfahrens mit den oberbegrifflichen Merkmalen gemäß Patentanspruch 6.The invention relates to a method for adjusting the press parameter of a ceramic or metal powder press with the above-mentioned features according to claim 1 or to a ceramic or metal powder press for carrying out the method with the above-mentioned features according to
Keramik- oder Metallpulverpressen weisen eine Matrize auf, in deren Matrizenöffnung ein Pulver oder Granulat mittels Stempeln zu einem Presskörper gepresst wird. Die Stempel sitzen jeweils an Stempelträgern, welch längs einer Stempelbewegungsbahn abhängig von einstellbaren Pressparametern verstellbar angeordnet und ansteuerbar sind. Mittels einer Steuereinrichtung wird ein Pressantrieb angesteuert, welcher eine Hauptpresskraft aufbringt, um mittels der Stempel den Presskörper zu pressen. Zum Pressen komplex strukturierter Presskörper werden von einer oder beiden Seiten jeweils zwei oder mehr Stempel in die Matrizenöffnung geführt. Jeder der Stempel sitzt dazu auf einem eigenen Stempelträger. Die Stempelträger sind relativ zu einem Basisträger bzw. einer Grundplatte verstellbar, um die einzelnen Stempel relativ zueinander in verschiedene Positionen verstellen zu können.Ceramic or metal powder presses have a die in whose die opening a powder or granules is pressed into a compact by means of stamping. The punches are each seated on stamp carriers, which are adjustably arranged and controllable along a punch movement path as a function of adjustable pressing parameters. By means of a control device, a press drive is driven, which applies a main pressing force to press the compact by means of the punch. For pressing complex structured compacts, two or more punches are guided into the die opening of one or both sides. Each of the stamp sits on a separate stamp carrier. The punch carriers are adjustable relative to a base support or a base plate in order to be able to adjust the individual punches relative to one another in different positions.
In einer Pressendstellung, in welcher über den Pressantrieb eine volle Presskraft auf die Stempel und darüber auf den Presskörper einwirkt, sind die einzelnen Stempelträger über so genannte Festanschläge gegenüber dem Basisträger abgestützt, so dass jeweils auf einer Seite der Matrizenöffnung betrachtet die Stempel relativ zueinander und relativ zu den Stempelträgern und Basisträgern eine definierte Pressposition einnehmen.In a final press position, in which a full pressing force acts on the punches and on the press body via the press drive, the individual punch carriers are supported by so-called fixed stops relative to the base carrier, so that in each case on one side of the Die opening considered the stamp relative to each other and occupy a defined pressing position relative to the stamp carriers and base members.
Allgemein bekannt sind außerdem sogenannte hydraulische Pressen, bei denen die Stempelträger mit den Stempeln jeweils direkt über eine Kolben/Zylinderanordnung gegenüber dem Basisträger abgestützt sind, also nicht über Festanschläge abgestützt sind.Also well known are so-called hydraulic presses in which the punch carrier with the punches are each supported directly via a piston / cylinder arrangement relative to the base support, so are not supported by fixed stops.
Ein Problem beim Betrieb derartiger Pressen besteht darin, dass beim Einfüllen des Pulvers oder Granulats in die Matrizenöffnung Schwankungen der eingefüllten Pulvermenge und Pulverzusammensetzung auftreten, welche bei einer üblichen Regelung auf Presskräfte oder auf individuelle Presspositionen der einzelnen Stempel mittels vorbestimmter Sollwerte zu Fehlern einer Teilehöhe der gepressten Presskörper führen.A problem in the operation of such presses is that when filling the powder or granules in the die opening fluctuations of the filled powder and powder composition occur, which in a conventional control on pressing forces or individual pressing positions of the individual dies by means of predetermined set values to errors part height of the pressed Lead the pressed body.
Bisher lag der Fokus darauf, einzelne Achsen in Pressendstellung gegen insbesondere Festanschläge möglichst genau zu positionieren und dann am Hauptpressantrieb eine Messung einer Oberkolbenposition oder Zugstangenposition vorzunehmen und davon abhängig eine Regelung durchzuführen. Außerdem wird versucht, eine Pulvermengenregelung möglichst optimal zu halten. Unter Achsen werden insbesondere auf Kraftflusslinien zwischen Pressantrieb und den Stempeln liegende Komponenten verstanden.Until now, the focus has been on positioning individual axes as accurately as possible, in particular against fixed stops, in the final press position and then measuring the position of the upper piston or drawbar on the main press drive and making a control of it. In addition, an attempt is made to keep a powder flow control as optimal as possible. Under axes are understood in particular components lying on power flow lines between the press drive and the punches.
Die Aufgabe der Erfindung besteht darin, ein Verfahren zur Pressparameteranpassung einer Keramik- oder Metallpulverpresse bzw. eine Keramik- oder Metallpulverpresse zum Durchführen eines derartigen Verfahrens so auszugestalten, dass zum Ausgleich von sich ändernden Pressenzuständen eine verbesserte und genauere Anpassung von Pressparametern ermöglicht wird.The object of the invention is to provide a method for adjusting the press parameter of a ceramic or metal powder press or a ceramic or metal powder press for carrying out such a method so as to compensate for changing ones Press conditions an improved and more accurate adjustment of press parameters is made possible.
Diese Aufgabe wird durch ein Verfahren zur Pressparameteranpassung einer Keramik- oder Metallpulverpresse mit den Merkmalen gemäß Patentanspruch 1 bzw. durch eine Keramik- oder Metallpulverpresse zum Durchführen eines derartigen Verfahrens mit den oberbegrifflichen Merkmalen gemäß Patentanspruch 6 gelöst. Vorteilhafte Ausgestaltungen sind Gegenstand von abhängigen Ansprüchen.This object is achieved by a method for press parameter adaptation of a ceramic or metal powder press with the features according to claim 1 or by a ceramic or metal powder press for performing such a method with the above-conceptual features according to
Bevorzugt wird demgemäß ein Verfahren zur Pressparameteranpassung einer Keramik- oder Metallpulverpresse, bei dem in einer Matrizenöffnung einer Matrize mittels auf Stempelträgern getragenen Stempeln aus Pulver und/oder Granulat ein Presskörper auf ein vorgegebenes Presskörpermaß gepresst wird, wobei während des Pressens innerhalb eines Presszyklus zum Pressen eines solchen Presskörpers zumindest ein Stellglied längs einer Abfolge von Sollwerten geregelt wird, während des Pressens eine Einhaltung der Abfolge von Sollwerten geprüft wird und bei einer Abweichung von der Abfolge von Sollwerten - insbesondere größer einem Toleranzwert - eine Nachregelung des zumindest einen Stellglieds durchgeführt wird. Vorteilhaft ist dabei, dass zum Vergleich mit der Abfolge von Sollwerten ein Abstand zwischen einem ersten Messpunkt an einem Festanschlag, welcher einen der Stempelträger auf einer Seite der Matrizenöffnung abstützt, und einem zweiten Messpunkt an einem Festanschlag, welcher einen der Stempelträger auf einer dazu gegenüberliegenden Seite der Matrizenöffnung abstützt, gemessen wird. Als Pressparameter wird somit insbesondere ein Steuersignal geregelt, welches zum Antreiben des Stellglieds dient.Accordingly, a method for adjusting the press parameter of a ceramic or metal powder press is preferred in which in a die opening of a die by means of pistons carried on stamp carriers stamped powder and / or granules, a compact is pressed to a predetermined Presskörpermaß, wherein during pressing within a press cycle for pressing a At least one actuator is controlled along a succession of desired values of such a compact, while compliance with the sequence of desired values is checked during the pressing, and a readjustment of the at least one actuator is carried out in the event of a deviation from the sequence of desired values, in particular greater than a tolerance value. It is advantageous that, for comparison with the sequence of nominal values, a distance between a first measuring point on a fixed stop, which supports one of the punch carrier on one side of the die opening, and a second measuring point on a fixed stop, which one of the punch carrier on a side opposite thereto the die opening is supported, is measured. As pressing parameters, a control signal is thus regulated in particular, which serves to drive the actuator.
Durch das Messen von Messpunkten, also vorgebbaren Punkten an solchen die Stempelträger abstützenden Festanschlägen werden Messpunkte festgelegt, welche möglichst nahe an den Stempeln liegen, welche während des Pressens in die Matrizenöffnung eintauchen. Dadurch wird ein Einfluss von Stauchungen und thermischen Veränderungen, welche zwischen verschiedenen Presszyklen auftreten können bestmöglich eliminiert, so dass die Vielzahl von zwei oder mehr der gemessenen Abstände und die für diese vorgegebenen Sollwerte von solchen Einflüssen nicht oder in nur überraschend geringem Maße beeinflusst wird. Dadurch entsprechen Abweichungen des während eines Presszyklus gemessenen Abstands von dem Sollwert vorteilhaft einer Variation der in die Matrizenöffnung eingefüllten Menge des zu verpressenden Pulvers und/oder Granulats. Entsprechend kann eine so gemessene Abweichung als direkte Regelgröße verwendet werden, um während desselben Presszyklus eine Korrektur des zumindest einen Stellglieds, insbesondere einem Steuersignal für den Hauptpressantrieb, vornehmen zu können.By measuring measuring points, that is to say predeterminable points on such fixed stops supporting the punch carriers, measuring points are determined which lie as close as possible to the punches which dive into the die opening during the pressing. As a result, an influence of compressions and thermal changes which can occur between different pressing cycles is best eliminated, so that the multiplicity of two or more of the measured distances and the setpoint values predetermined for them are not or only to a small extent influenced by such influences. As a result, deviations of the distance measured during a pressing cycle from the desired value advantageously correspond to a variation of the quantity of the powder and / or granulate to be pressed in the die opening. Accordingly, a deviation measured in this way can be used as a direct control variable in order to be able to correct the at least one actuator, in particular a control signal for the main press drive, during the same press cycle.
Insbesondere wirken sich die Messungen beeinflussende Effekte wie Biegungen oder Stauchungen der zwischen einer bislang zur Regelung gemessenen Höhe einer Oberkolbenposition nicht auf diese Abstandsmessung aus, wenn der Abstand so möglichst nahe am entstehenden Pressteil bestimmt wird.In particular, effects influencing the measurements, such as bending or compression of the height of an upper piston position measured to date for regulation, do not affect this distance measurement if the distance is determined as closely as possible to the resulting pressed part.
Der Toleranzwert kann dabei geeignet festgelegt werden in Abhängigkeit von der zu erzielenden Genauigkeit des Presskörpermaßes. Im Extremfall kann eine Identität des gemessenen Maßes und des Sollwertes bzw. ein Toleranzwert gleich Null gefordert werden.The tolerance value can be suitably determined depending on the accuracy of the pressed body dimension to be achieved. In extreme cases, an identity of the measured value and the setpoint or a tolerance value equal to zero may be required.
Erste Untersuchungen zeigen, dass bei einer üblichen Schwankung der Pressgutmenge von 1% eine Reduzierung von dadurch verursachten Stauchungsabweichungen der Pressenkomponenten im Kraftweg von z.B. 0,05 mm auf 0,005 mm erzielbar sind. Dies ist zugleich auch der Betrag, um den eine Verbesserung der Maßgenauigkeit des gepressten Presskörpers erzielbar ist.First investigations show that with a usual fluctuation of the material quantity of 1% a reduction of thereby caused compression deviations of the press components in the force path from eg 0.05 mm to 0.005 mm can be achieved. This is also the amount by which an improvement in the dimensional accuracy of the pressed compact can be achieved.
Zum Pressen solcher Presskörper wird in für sich bekannter Art und Weise als verpressbares Material kein Festkörper, sondern Pulver, Granulat oder ein Gemenge aus Pulver und Granulat verwendet. Übliche Bestandteile sind dabei metallische oder keramische Werkstoffe.For pressing such compacts no solid, but powder, granules or a mixture of powder and granules is used in known manner as a compressible material. Usual components are metallic or ceramic materials.
Bevorzugt wird, wenn der Abstand während dem Pressen gemessen wird, insbesondere auf den letzten 5% des Gesamt-Pressweges gemessen wird. Insbesondere in der letzten Presszyklusphase vor der Pressendstellung lässt Regelung der auf das Pressgut einwirkenden Kräfte ein ideales Presskörpermaß erzielen. Bei Unter- oder Übermengen an Pulver führt dies zu einer vom Sollwert gemessenen Abweichung der gemessenen Abstände, woraufhin eine Nachregelung durchgeführt wird, indem insbesondere eine Erhöhung einer Hauptpresszylinder-Presskraft vorgenommen wird.It is preferred, when the distance is measured during pressing, in particular on the last 5% of the total pressing travel is measured. In particular, in the last press cycle phase before the final press position control of the forces acting on the pressed material forces can achieve an ideal Presskörpermaß. In the case of underpowder or excess quantities of powder, this leads to a deviation of the measured distances measured by the desired value, whereupon a readjustment is carried out, in particular by an increase of a main press cylinder pressing force.
Als die Messpunkte oberhalb bzw. unterhalb der Matrize werden insbesondere eine Position der dem abzustützenden Stempelträger zugewandten Stirnseitenkanten der Festanschläge, eine Position von davon beabstandeten Markierungen an den Festanschlägen und/oder eine Position von vom Festanschlag wegführenden Messelementen verwendet. Ermöglicht wird so eine Messung an Positionen, welche nahezu Messwerte ergeben, als wenn direkt eine Stempelposition gemessen werden würde, was wegen des Eintauchens der Stempel in die Matrizenöffnung nicht möglich ist. Auch werden gegenüber Messungen an den Stempelträgern Einflüsse von deren Durchbiegung während des Pressens ganz oder zumindest nahezu ganz ausgeschlossen.In particular, a position of the end stops of the fixed stops facing the punch carrier to be supported, a position of markings spaced therefrom against the fixed stops and / or a position of measuring elements leading away from the fixed stop are used as the measuring points above or below the die. This makes it possible to measure at positions that give almost measured values, as if directly a stamp position would be measured, which is not possible because of the immersion of the stamp in the die opening. Also, compared to measurements on the stamp carriers influences of their deflection during pressing completely or at least almost completely excluded.
Als die Messpunkte oberhalb bzw. unterhalb der Matrize wird vorteilhaft eine Position an zumindest einem möglichst zentral gelegenen Festanschlag verwendet, insbesondere einem Festanschlag welcher in Kraftlinie zwischen der Matrizenöffnung der Matrize und einem Krafteinleitungsbereich eines/des Pressantriebs liegt.As the measuring points above or below the die, a position is advantageously used on at least one centrally located fixed stop, in particular a fixed stop which lies in line of force between the die opening of the die and a force introduction region of a / of the press drive.
Als das Stellglied wird insbesondere ein Pressantrieb, insbesondere ein Haupt-Presszylinder nachgeregelt. Unter dem Pressantrieb ist der Haupt-Pressantrieb zu verstehen, welcher die eigentliche Presskraft aufbringt. Nicht oder nur bedingt sind Hilfsantriebe wie die Stellantriebe, welche eine Bewegung der Stempelträger relativ zueinander bewirken, da deren Einfluss einerseits mit Blick auf die hohen Kraftunterschiede relativ zum Pressantrieb vernachlässigbar sind und deren Wirkung insbesondere zu der Pressendstellung hin bei Anlegen der Stempelträger an die Festanschlägen im Wesentlichen neutralisiert wird. Solche Hilfsantriebe, insbesondere Hilfszylinder, dienen z.B. zum Verstellen der einzelnen Stempelträger relativ zueinander. Deren Einstellung bewirkt jedoch üblicherweise keine auf das Pulver einwirkende Presskraft, da sie im Wesentlichen zur Verstellung der einzelnen Stempelträger beim Entformen eines gepressten Teils dienen. Als Haupt-Pressantrieb sind neben einem Haupt-Presszylinder auch andere Antriebsformen einsetzbar, wie z.B. mechanische Antriebe, pneumatische Antriebe oder elektromotorische Antriebe.In particular, a press drive, in particular a main press cylinder, is readjusted as the actuator. Under the press drive is the main press drive to understand, which applies the actual pressing force. Not or only partially auxiliary drives such as the actuators, which cause movement of the punch carrier relative to each other, since their influence on the one hand negligible relative to the press drive with regard to the high force differences and their effect in particular to the Pressendstellung out when applying the punch carrier to the fixed stops in Essentially neutralized. Such auxiliary drives, in particular auxiliary cylinders, serve e.g. for adjusting the individual punch carrier relative to each other. However, their adjustment usually does not cause any force acting on the powder pressing force, since they essentially serve to adjust the individual punch carrier when removing a pressed part. As the main press drive, in addition to a main press cylinder, other drive forms can also be used, such as e.g. mechanical drives, pneumatic drives or electric motor drives.
Eigenständig bevorzugt wird demgemäß auch eine Keramik- oder Metallpulverpresse mit einer Matrizenöffnung einer Matrize und auf Stempelträgern getragenen Stempeln, die angeordnet und zueinander verstellbar sind, dass aus Pulver und/oder Granulat ein Presskörper auf ein vorgegebenes Presskörpermaß pressbar ist, und mit einer Steuereinrichtung, welche ausgelegt ist und/oder auf ein Programm zugreift, während des Pressens innerhalb eines Presszyklus zum Pressen eines solchen Presskörpers zumindest ein Stellglied längs einer Abfolge von Sollwerten zu regeln, wozu während des Pressens eine Einhaltung der Abfolge von Sollwerten prüfbar ist und bei einer Abweichung von der Abfolge von Sollwerten - insbesondere größer einem Toleranzwert - eine Nachregelung des zumindest einen Stellglieds durchführbar ist. Vorteilhaft ist die Presse durch eine Positionsmesseinrichtung, mit der zum Vergleich mit der Abfolge von Sollwerten ein Abstand zwischen einem ersten Messpunkt an einem Festanschlag, welcher einen der Stempelträger auf einer Seite der Matrizenöffnung abstützt, und einem zweiten Messpunkt an einem Festanschlag, welcher einen der Stempelträger auf einer dazu gegenüberliegenden Seite der Matrizenöffnung abstützt, messbar ist.Accordingly, a ceramic or metal powder press with a die opening of a die and punches carried on stamp carriers, which are arranged and adjustable relative to one another, is preferred, so that from powder and / or granules a pressed body can be pressed to a predetermined pressed body dimension, and with a control device which is designed and / or accesses a program during the Pressing within a press cycle for pressing such a compact at least one actuator along a sequence of setpoints to control, for which during the pressing compliance with the sequence of setpoints can be tested and in a deviation from the sequence of setpoints - in particular greater tolerance value - a readjustment of at least one actuator is feasible. The press is advantageous by a position measuring device with which, for comparison with the sequence of nominal values, a distance between a first measuring point on a fixed stop, which supports one of the punch carrier on one side of the die opening, and a second measuring point on a fixed stop, which is one of the punch carrier is supported on an opposite side of the die opening, is measurable.
Die Positionsmesseinrichtung ist bevorzugt als Festanschlagabstands-Messeinrichtung ausgebildet und misst als solche Messpunkte einer Position der dem abzustützenden Stempelträger zugewandten Stirnseitenkanten der Festanschläge, eine Position von davon beabstandeten Markierungen an den Festanschlägen und/oder eine Position von vom Festanschlag wegführenden Messelementen.The position measuring device is preferably designed as a fixed stop distance measuring device and as such measures measuring points of a position of the punch carrier to be supported facing end side edges of the fixed stops, a position of spaced therefrom marks on the fixed stops and / or a position away from the fixed stop measuring elements.
Die Positionsmesseinrichtung kann vorteilhaft als Festanschlagabstands-Messeinrichtung ausgebildet sein, wobei zumindest einer der Messpunkte an einem möglichst zentral gelegenen Festanschlag liegt, insbesondere einem Festanschlag, welcher in Kraftlinie zwischen der Matrizenöffnung der Matrize und einem Krafteinleitungsbereich eines Pressantriebs angeordnet ist.The position-measuring device may advantageously be designed as a fixed-stop distance measuring device, wherein at least one of the measuring points is located at a centrally located fixed stop, in particular a fixed stop, which is arranged in line of force between the die opening of the die and a force introduction region of a press drive.
Besonders bevorzugt wird eine Positionsmesseinrichtung, welche Messelemente aufweist, die von einem der Festanschläge oder von einem der Basisträger weg und zu einer Messvorrichtung hin führen. Dadurch kann mittels überwiegend einfacher mechanische Elemente eine direkte Abstandsmessung ohne Umweg über zwei Positionsmesswerte und eine rechnerische Abstandsbestimmung durchgeführt werden. Dabei handelt es sich beispielsweise um starre Gestänge, welche einfach montierbar sind und als mechanische Elemente nicht durch Einfluss von Staub oder aufgewirbelten Pulverrückständen unbrauchbar werden.Particularly preferred is a position-measuring device, which has measuring elements, the one of the fixed stops or one of the base support away and to a Lead measuring device out. As a result, by means of predominantly simple mechanical elements, a direct distance measurement can be carried out without detouring over two position measured values and a calculated distance determination. These are, for example, rigid linkages which are easy to assemble and, as mechanical elements, are not rendered useless by the influence of dust or whirled-up powder residues.
Zumindest einer der Festanschläge und ein diesen zumindest in Pressendstellung stützender Basisträger können als zumindest zwei eigenständige Komponenten ausgebildet sein, wobei der Messpunkt am Festanschlag selber liegt. Diese Lösung wird besonders bevorzugt, denn je näher der Messpunkt an der Matrizenöffnung liegt, desto vorteilhafter ist die Wirkung der Nachregelung.At least one of the fixed stops and a base support supporting them at least in the final press position can be designed as at least two independent components, wherein the measuring point lies on the fixed stop itself. This solution is particularly preferred because the closer the measuring point is to the die opening, the more advantageous the effect of readjustment.
Umsetzbar ist auch, dass zumindest einer der Festanschläge einen Basisträger aufweist oder zumindest in Pressendstellung in Kraftflusslinie starr mit dem Basisträger verbunden ist, wobei der Messpunkt am Basisträger liegt. Diese Lösung ist nicht ganz so vorteilhaft, da der Messpunkt deutlich von der Matrizenöffnung beabstandet ist, bietet aber trotzdem noch eine vorteilhafte Nachregelung.It can also be realized that at least one of the fixed stops has a base carrier or is rigidly connected at least in the final press position in the force flow line with the base carrier, wherein the measuring point is located on the base carrier. This solution is not quite so advantageous because the measuring point is clearly spaced from the die opening, but still offers an advantageous readjustment.
Die Steuereinrichtung der Presse ist insbesondere ausgelegt ist und/oder greift auf ein Programm zu zum Durchführen eines solchen bevorzugten Verfahrens.The control device of the press is in particular designed and / or accesses a program for carrying out such a preferred method.
Ein Ausführungsbeispiel wird nachfolgend anhand der Zeichnung näher erläutert. Es zeigen:
- Fig. 1
- Komponenten einer Keramik- oder Metallpulverpresse in teilweise geschnittener Ansicht während eines Pressvorgangs sowie ein Ablaufdiagram eines bevorzugten Verfahrens zur Pressparameteranpassung und
- Fig. 2
- Komponenten einer demgegenüber modifizierten einer Keramik- oder Metallpulverpresse in einer Pressendstellung eines solchen Pressvorgangs.
- Fig. 1
- Components of a ceramic or metal powder press in a partially sectioned view during a pressing operation and a flow chart of a preferred method for press parameter adjustment and
- Fig. 2
- Components of a modified ceramic or metal powder press in a Pressendstellung of such a pressing operation.
Wie aus
Die Stempel 7, 8, 17, 18 werden jeweils von einem Stempelträger 3, 4, 1, 2 getragen bzw. sind an den Stempelträgern 3, 4, 1, 2 befestigt. Eine Verstellung der Stempel 7, 8, 17, 18 erfolgt entsprechend durch eine Verstellung der Stempelträger 3, 4, 1, 2 längs der Stempelbewegungsbahn. Bei der beispielhaft darstellten Anordnung sind zwei der Stempel 7, 8 von unten bzw. zwei Stempel 17, 18 von oben in die Matrizenöffnung einführbar. Jedoch können auch mehr oder weniger Stempel und entsprechende Stempelträger in einer solchen Pressenanordnung eingesetzt sein.The
Um die einzelnen Stempel 7, 8, 17, 18 und Stempelträger 3, 4, 1, 2 u.a. auch zum Befüllen der Matrizenöffnung und zum Entformen eines Presskörpers T in relativ zueinander verschiedene Positionen verstellen zu können, sind die einzelnen Stempelträger 3, 4, 1, 2 mittels Stellantrieben 9 - 12 relativ zu jeweils einem zugeordneten oberen Basisträger 5 bzw. einem unteren Basisträger 6 verstellbar gelagert. Bevorzugt sind die Stellantriebe 9 - 12 durch hydraulische Verstellantriebe ausgebildet. Jedoch sind auch andere Antriebssysteme einsetzbar. Um eine sichere Führung längs der Stempelbewegungsbahn zu gewährleisten, sind an dem unteren Basisträger 6 Führungsstangen 13 parallel zur Stempelbewegungsbahn befestigt, längs derer die einzelnen Stempelträger 1 - 4 und der obere Basisträger 5 sowie die Matrize 0 verstellbar gelagert sind.In order to be able to adjust the
Diese Anordnung kann mittels des unteren Basisträgers 6, welcher auch als Grundplatte bezeichnet wird, direkt fest auf einem unteren Pressenrahmen 14 der eigentlichen Presse befestigt sein. Die beispielhafte Presse weist vom unteren Pressenrahmen 14 nach oben führende seitliche Pressenrahmen 15 auf, welcher oberseitig der vorstehend beschriebenen Anordnung in einen quer über die Anordnung führenden oberen Pressenrahmen 16 führen. An dem oberen Pressenrahmen 16 ist ein eigentlicher Pressantrieb als ein Stellglied 29 befestigt, welcher eine Hauptpresskraft aufbringt. Der Pressantrieb kann mechanisch, elektrisch oder hydraulisch angetrieben sein und bringt zum Pressen eine Presskraft auf den oberen Basisträger 5, so dass die Anordnung aus den Basisträgern 5, 6, den dazwischen angeordneten Stempelträgern 1 - 4 und den daran befestigten Stempeln 7, 8, 17, 18 längs der Stempelbewegungsbahn zusammengepresst wird.This arrangement can be fixed directly on a
Bevorzugt wird eine Ausgestaltung, bei welcher die Basisträger 5, 6 bzw. die Grundplatten nicht fest in dem Pressenrahmen 14 - 16 eingesetzt sind, sondern über Adapter-Befestigungselemente 28 wieder lösbar eingesetzt sind. Anstelle einer gegenüber einem Untergrund unbeweglichen Befestigung des unteren Basisträgers 6 an dem unteren Pressenrahmen 14 kann zwischen dem unteren Basisträger 6 und dem unteren Pressenrahmen 14 optional auch ein alternativer oder weiterer Pressantrieb 29* angeordnet sein.Preference is given to an embodiment in which the base supports 5, 6 or the base plates are not firmly inserted into the press frame 14-16, but are releasably inserted again via
Um in einer Pressendstellung definierte Presspositionen für die Stempel 7, 8, 17, 18 vorgeben zu können, sind zwischen dem oberen Basisträger 5 und den oberen Stempelträgern 1, 2 jeweils Festanschläge 19, 20 angeordnet, welche in der Pressendstellung ein starres Anschlagen der Stempelträger 1, 2 an dem oberen Basisträger 5 bewirken. Der Festanschlag 19, welcher als Festanschlag für den von dem oberen Basisträger 5 am weitesten entfernten Stempelträger 2 ausgebildet ist, ragt dabei ebenso wie eine Kolbenstange des Stellantriebs 10 für diesen Stempelträger 2 durch eine Durchgangsöffnung 21, die in dem darüber liegenden Stempelträger 1 ausgebildet ist, hindurch. In entsprechender Art und Weise sind die unteren Stempelträger 3, 4 relativ zu dem unteren Basisträger 6 über Festanschläge 22, 23 abgestützt.In order to be able to specify defined pressing positions for the
Unter einem Festanschlag 19, 20, 22, 23 wird somit insbesondere ein Anschlag verstanden, welcher als Stützelement für einen Stempelträger im Kraftweg zwischen der mit Pulver P gefüllten Matrizenöffnung und einem Pressenantrieb oder einem Pressensockel angeordnet ist und an welchem sich in einer Pressendstellung der Stempelträger abstützt. Durch den Festanschlag wird somit auch die mögliche Bewegungsstrecke des daran anliegenden Stempelträgers und daran befestigter Stempel begrenzt. Unter der Pressendstellung wird insbesondere verstanden, dass eventuell weiter ansteigende Presskräfte keine Änderungen der Position oder des Abstandes zwischen den bewegten Stempelträgern und dem Festanschlag mehr bewirken.Under a fixed
Zur Ansteuerung der verschiedenen Stellantriebe 9 - 12 und des Pressantriebs als dem Stellglied 29 dient eine Steuereinrichtung C, welche entsprechende Steuersignale s1, s2, s3,..., s29 an diese anlegt. Optional kann die Steuereinrichtung C weitere Steuersignale z.B. an motorisch verstellbare Festanschläge anlegen, welche als weitere Pressparameter zur Anpassung der Presskörperdimension anpassbar sind.For controlling the various actuators 9 - 12 and the press drive as the
Die Steuereinrichtung C kann in üblicher Art und Weise auf eine in dieser integrierte oder externe Speichereinrichtung M zugreifen, in welcher Steuerprogramme und gegebenenfalls Standardwerte zur Ansteuerung oder Regelung der verschiedenen Pressparameter für z.B. Stellantriebe 9 - 12 und den Pressantrieb als dem Stellglied 29 gespeichert sind.The control device C can access in a conventional manner an integrated or external memory device M in which control programs and, if appropriate, standard values for controlling or regulating the various pressing parameters for e.g. Actuators 9 - 12 and the press drive are stored as the
Zur Durchführung eines bevorzugten Verfahrens zur Pressparameteranpassung in einer solchen Keramik- oder Metallpulverpresse weist die Anordnung zusätzlich zumindest eine Positionsmesseinrichtung S auf, welche zum Bestimmen einer momentanen Position zumindest eines Teils der Festanschläge 19, 20, 22, 23 sowie gegebenenfalls einer momentanen Position des oberen bzw. unteren Basisträgers 5, 6 in der Presse angeordnet ist. Insbesondere ist mittels der Positionsmesseinrichtung S und ggfs. auch der Steuereinrichtung C eine Strecke bzw. ein Abstand d(t) zweier Messpunkte bzw. Punkte an den Festanschläge 19, 20, 22, 23, und zwar insbesondere einem Festanschlag 19 oberhalb bzw. einem Festanschlag 23 unterhalb der Matrizenöffnung bzw. der Matrize (0) zu verschiedenen Zeitpunkten t1, t2, t3, ... der voranschreitenden Zeit t während des Pressens bestimmt.To carry out a preferred method for adjusting the press parameter in such a ceramic or metal powder press, the arrangement additionally has at least one position measuring device S which is used to determine a current position of at least part of the fixed stops 19, 20, 22, 23 and optionally a current position of the upper or
Zum Bestimmen des Abstands d(t) zwischen zwei Messpunkten, werden die beiden Messpunkte an den Festanschlägen 19, 23 insbesondere hinsichtlich eines Kraftflusses in Pressendstellung vorzugsweise möglichst nahe an der Matrizenöffnung festgelegt. Daraus folgt ein Abstand d(t), welcher sich unabhängiger von einem üblicherweise gemessenen Abstand zwischen dem oberen Pressenrahmen 16 und dem oberen Basisträger 5 ergibt. Dies gilt selbst bei unterschiedlichen Pulverbefüllungen der Matrizenöffnung zwischen verschiedenen Presszyklen.In order to determine the distance d (t) between two measuring points, the two measuring points on the fixed stops 19, 23 are preferably set as close as possible to the die opening, in particular with regard to a force flow in the final press position. This results in a distance d (t), which is more independent of a commonly measured Distance between the
Die Positionsmesseinrichtung S ist beispielsweise an dem seitlichen Pressenrahmen 15 befestigt. Die Positionsmesseinrichtung S kann sich aber auch als eigenständige Vorrichtung von einem Untergrund oder dem unteren Pressenrahmen 14 ausgehend parallel zur Pressrichtung führend in einen Bereich seitlich neben die Stempelträger 1 - 4 sowie gegebenenfalls Basisträger 5 erstrecken, so dass auch Stauchungs- oder Dehnungseinflüsse auf den Pressenrahmen keinen Einfluss auf die Positionsmessungen haben.The position measuring device S is attached to the
Als weitere beispielhafte Ausgestaltung kann die Positionsmesseinrichtung S auch an einer Komponente des Presswerkzeugs, z.B. an einem Stempelträger 1 - 4 oder einem Basisträger 5, 6 befestigt sein und sich ausgehend davon parallel zur Pressrichtung führend in einen Bereich seitlich neben den Stempelträgern 3, 4, 1, 2 sowie gegebenenfalls Basisträgern 6, 5 erstrecken, relativ zu denen der Abstand d(t) zu bestimmen ist. Bevorzugt ist die Positionsmesseinrichtung an den Festanschlägen selber befestigt.As a further exemplary embodiment, the position measuring device S can also be attached to a component of the pressing tool, e.g. be attached to a punch carrier 1 - 4 or a
Zur Positionsmessung der einzelnen zu messenden Positionen können beliebige Messverfahren, insbesondere bevorzugt mechanische, aber auch elektromechanische oder optische Messverfahren eingesetzt werden. Beispielsweise kann optional mittels einer Kamera ein Bild aufgenommen werden, in welchem mittels der Steuereinrichtung C und eines geeigneten Programms nach gewünschten Strukturen, z.B. einer Festanschlagkante oder einer Markierung am Festanschlag gesucht wird.For measuring the position of the individual positions to be measured, it is possible to use any measuring methods, in particular mechanical, but also electromechanical or optical measuring methods. For example, an image can optionally be taken by means of a camera in which the control device C and a suitable program are used to search for desired structures, for example a fixed stop edge or a mark on the fixed stop.
In einem ersten Verfahrensablauf werden zu verschiedenen Zeitpunkten t1, t2, t3 jeweils momentan gemessene Positionen bzw. Abstände d(t1), d(t2), d(t3) oder entsprechende Messwerte m2, m4 gemessen und insbesondere nach einem Pressen eines solchen Presskörpers T mit gewünschter vorgegebener Presskörperdimension als Referenzwerte, Referenz-Abstand bzw. Sollwerte dsoll(t) in der Speichereinrichtung M und/oder dem Prozessor C gespeichert. Solche Sollwerte dsoll(t) können aber auch auf andere Art und Weise bestimmt werden, insbesondere ausgehend von Pulverbeschaffenheit und vorgegebener Presskörperdimension durch Berechnung.In a first method sequence, currently measured positions or distances d (t1), d (t2), d (t3) or corresponding measured values m2, m4 are measured at different times t1, t2, t3 and in particular after a pressing of such a compact T with the desired predetermined compact dimension as reference values, reference distance or nominal values d soll (t) are stored in the memory device M and / or the processor C. However, such desired values d soll (t) can also be determined in other ways, in particular on the basis of the powder quality and the predetermined compact dimension by calculation.
In einem späteren Verfahrensablauf werden ebenfalls zu diesen verschiedenen Zeitpunkten t1, t2, t3 jeweils momentan gemessene Positionen bzw. Abstände d(t1), d(t2), d(t3) oder entsprechende Messwerte gemessen. Diese Messwerte oder Abstände d(t) werden dann aber mit den zuvor gespeicherten Sollwerten dsoll(t) verglichen. Bei einer Abweichung, insbesondere bei einer Abweichung größer einem Toleranzwert Δ wird eine geeignete Nachregelung des Pressantriebs durchgeführt. Dies vermeidet Abweichungen des in diesem Zyklus gepressten Presskörpers T von insbesondere einer vorgegebenen Presskörperdimension, welche ansonsten bei Abweichungen einer Pulverbeschaffenheit oder Pulvermenge entstehen würden.In a later method sequence, currently measured positions or distances d (t1), d (t2), d (t3) or corresponding measured values are respectively measured at these different times t1, t2, t3. These measured values or distances d (t) but then with the previously stored reference values to d (t) is compared. In the case of a deviation, in particular in the case of a deviation greater than a tolerance value Δ, a suitable readjustment of the press drive is carried out. This avoids deviations of the compressed body T compressed in this cycle, in particular of a predetermined compacted body dimension, which would otherwise result in deviations of a powder quality or powder quantity.
Insbesondere werden die einzelnen gemessenen Positionen oder Abstände d(t) unabhängig von ortsfesten Bezugspositionen h0, z.B. einer Höhe des unteren Pressenrahmens 14 oder einer Höhe h0* des oberen Pressenrahmens 16 gemessen.In particular, the individual measured positions or distances d (t) are measured independently of fixed reference positions h0, eg a height of the
Wie auch aus
Vorbereitend werden in der Speichereinrichtung M Referenzwerte oder vorzugsweise daraus bestimmte Sollwerte d(t) gespeichert.As a precondition, reference values or preferably setpoint values d (t) determined therefrom are stored in the memory device M.
Nachfolgend wird im regulären Press-Produktionsbetrieb mittels jeweils der Verfahrensschritte S1 - S5 eine Vielzahl von solchen Presskörpern T gepresst.Subsequently, a plurality of such compacts T is pressed in the regular press production operation by means of the respective process steps S1-S5.
In einem ersten Verfahrensschritt S1 wird geprüft, ob das gewünschte Presskörpermaß dTEnd erreicht ist. Falls ja, wird der Pressvorgang oder zumindest die Nachregelung des zumindest einen Stellglieds 29 beendet. Falls nein, wird in einem zweiten Verfahrensschritt S2 eine Messung der momentanen Positionen der Festanschläge 19, 23 durchgeführt und die daraus resultierenden Messwerte m2, m4 bzw. der Abstand d(t) zwischen diesen bestimmt.In a first method step S1, it is checked whether the desired compact dimension dT end has been reached. If so, the pressing process or at least the readjustment of the at least one
Ein nachfolgender dritter Verfahrensschritt S3 betrifft eine Überprüfung des soeben gemessenen Abstands d(t) in Relation zu dem für den entsprechenden Zeitpunkt t1, t2, ... gespeicherten Sollwert dsoll(t).A subsequent third method step S3 relates to a check of the distance d (t) just measured in relation to the setpoint value d soll (t) stored for the corresponding time t1, t2,....
Ist beim Vergleich der soeben gemessene Abstand d(t) gleich dem entsprechenden Sollwert dsoll(t), insbesondere innerhalb eines Toleranzwerts Δ gleich, dann wird als nachfolgender Verfahrensschritt S4 unter Beibehaltung der Steuerung zu dem ersten Verfahrensschritt S1 gesprungen.If, in comparison, the distance d (t) just measured is equal to the corresponding desired value d soll (t), in particular within a tolerance value Δ, then, as the subsequent method step S4, the method jumps to the first method step S1 while maintaining the control.
Weicht beim Vergleich der soeben gemessene Abstand d(t) von dem entsprechenden Sollwert dsoll(t) ab, insbesondere um mehr als der Toleranzwert Δ ab, dann werden im nachfolgender Verfahrensschritt S5 durch die Steuereinrichtung C Pressparameter so verändert, dass eine Nachregelung des zumindest einen Stellglieds 29 noch im selben Presszyklus vorgenommen wird, so dass der in diesem Zyklus zu pressende Presskörper T mit der gewünschten Presskörperdimension gepresst wird. Insbesondere wird eine Presskraft bzw. ein Pressdruck p, welcher über den Pressantrieb 29 auf die gesamte Anordnung der Pressenkomponenten einwirkt, nachgeregelt. Danach wird zum ersten Verfahrensschritt S1 gesprungen.If, in comparison, the distance d (t) just measured deviates from the corresponding desired value d soll (t), in particular by more than the tolerance value Δ, then in the following method step S5 the pressing means are changed by the control device C such that a readjustment of the at least an actuator 29 still in the same press cycle is made so that the compact to be pressed in this cycle T is pressed with the desired compact dimension. In particular, a pressing force or a pressing pressure p, which acts on the entire arrangement of the press components via the
Vorstehend beschrieben ist, einen Abstand d(t) zweier Messpunkte m2, m4 an den beiden zur Matrize 0 nächstgelegenen und somit besonders bevorzugten Festanschlägen 19, 23, oberhalb bzw. unterhalb der Matrizenöffnung bzw. der Matrize (0) zu bestimmen. Prinzipiell können solche Messungen aber auch an anderen der Festanschläge 19, 20, 22, 23 und in anderen Kombinationen der Festanschläge 19, 20, 22, 23 vorgenommen werden. Beispielhaft dargestellt ist, einen alternativen oder zusätzlichen Abstand d* (t) zwischen den beiden anderen der dargestellten Festanschläge 20, 22 zu bestimmen.It has been described above to determine a distance d (t) of two
Zur Bestimmung der Messwerte m2, m3 wird besonders bevorzugt die jeweils momentane Position der dem abzustützenden Stempelträger 2, 3 zugewandten Stirnseitenkanten der Festanschläge 19, 22 gemessen und daraus dann deren Abstand bestimmt. Jedoch können auch davon beabstandet Markierungen x an den Festanschlägen 20, 23 ausgebildet sein, welche zur Abstandsmessung erfasst werden, so dass eventuelle Verdeckungen der Stirnseiten im Fall sich leicht durchbiegender Stempelträger das Messergebnis nicht verfälschen.In order to determine the measured values m2, m3, it is particularly preferable to measure the respective instantaneous position of the front side edges of the fixed stops 19, 22 facing the
Außerdem zeigt
Bei der dargestellten Ausgestaltung führt ein Messelement S° seitlich von einem der unteren Festanschläge 23 weg, wobei sich das Messelement S° im Fall einer Bewegung des Festanschlags 23 längs der Verstellrichtung der Stempel gleichförmig zusammen mit der Bewegung des Festanschlags 23 bewegt. Ein weiteres derartiges Messelement S° führt seitlich von dem oberen Basiskörper 5 weg. Das weitere Messelement S° bewegt sich im Fall einer Bewegung des Basiskörpers 5 längs der Verstellrichtung der Stempel gleichförmig zusammen mit der Bewegung des Basiskörpers 5. Seitlich der gesamten Anordnung ragen Elemente, insbesondere stangenförmige Elemente von den beiden Messelementen S° im Wesentlichen aufeinander zuführend in eine Messvorrichtung. Die Messvorrichtung kann so eine relative Verstellung der beiden Messelemente S° und somit direkt eine Veränderung des Abstands d(t) bestimmen.In the illustrated embodiment, a measuring element S ° laterally leads away from one of the lower fixed stops 23, wherein the measuring element S ° moves in the case of movement of the fixed
Soweit das weitere Messelement S° vom Basiskörper 5 wegführt steht dies nicht im Widerspruch zu der Bestimmung des Abstands d(t) zweier Festanschläge 23, 20, da je nach Ausgestaltung der Basiskörper selber unmittelbarer Bestandteil eines Festanschlags sein kann oder meist zumindest eine Verbindung über starre Komponenten zu den Festanschlägen 19, 20, 22, 23 hat.Insofar as the further measuring element S ° leads away from the
Optional möglich ist auch der Einsatz höhenverstellbarer Festanschläge, da diese, wenn überhaupt, nur zwischen Presszyklen verstellt werden und während eines Presszyklus als starre Komponenten wirken.The use of height-adjustable fixed stops is also possible as these, if at all, are only adjusted between press cycles and act as rigid components during a press cycle.
Beschrieben ist vorstehend, die Sollwerte und die Abstände während eines Pressvorgangs zu vorbestimmten Zeitpunkten während des Pressens zu bestimmen. Dies schließt aber nicht aus, als Kriterium für die Messungen eine andere Bezugsgröße zu verwenden, beispielsweise die Abstandsmessungen bei einem Erreichen bestimmter Presskräfte oder Drücke vorzunehmen.Described above is to determine the set values and the distances during a pressing operation at predetermined times during the pressing. However, this does not rule out using a different reference as a criterion for the measurements, for example taking the distance measurements when certain pressing forces or pressures are reached.
- 00
- Matrizedie
- 11
- Stempelträgerstamp carrier
- 22
- Stempelträgerstamp carrier
- 33
- Stempelträgerstamp carrier
- 44
- Stempelträgerstamp carrier
- 55
- Basisträgerbase support
- 66
- Basisträgerbase support
- 77
- Stempelstamp
- 88th
- Stempelstamp
- 99
- Stellantriebactuator
- 1010
- Stellantriebactuator
- 1111
- Stellantriebactuator
- 1212
- Stellantriebactuator
- 1313
- Führungsstangenguide rods
- 1414
- Pressenrahmenpress frame
- 1515
- Pressenrahmenpress frame
- 1616
- Pressenrahmenpress frame
- 1717
- Stempelstamp
- 1818
- Stempelstamp
- 1919
- Festanschlagfixed stop
- 2020
- Festanschlagfixed stop
- 2121
- DurchgangsöffnungThrough opening
- 2222
- Festanschlagfixed stop
- 2323
- Festanschlagfixed stop
- 2828
- Adapter-BefestigungselementAdapter fastener
- 29, 29*29, 29 *
- Stellglied, insbesondere Haupt-PressantriebActuator, in particular main press drive
- CC
- Steuereinrichtung/ProzessorController / processor
- d(t)d (t)
- Abstand zweier Messpunkte ober- bzw. unterhalb der MatrizenöffnungDistance between two measuring points above or below the die opening
- d*(t)d * (t)
- Abstand zweier anderer Messpunkte ober- bzw. unterhalb der MatrizenöffnungDistance between two other measuring points above or below the die opening
- dTEnd dT End
- vorgegebenes Presskörpermaßgiven compact size
- dsoll(t)d should (t)
- Abfolge von Sollwerten bzw. Referenz-AbständenSequence of setpoints or reference distances
- h0h0
- Höhe des unteren PressenrahmensHeight of the lower press frame
- h0* h0 *
- Höhe des oberen PressenrahmensHeight of the upper press frame
- m1 - m5m1 - m5
- Messwertereadings
- MM
- Speichereinrichtungmemory device
- PP
- Druckprint
- PP
- Pulverpowder
- S, S*S, S *
- PositionsmesseinrichtungPosition measuring device
- S°S °
- Messelementmeasuring element
- s1, s2, s3, s29s1, s2, s3, s29
- Steuersignalecontrol signals
- S1 - S5S1 - S5
- Verfahrensschrittesteps
- tt
- ZeitTime
- t1, t2, t3,...t1, t2, t3, ...
- Zeitpunkte der MessungenTime points of the measurements
- TT
- Presskörpercompacts
- t1, t2, t3t1, t2, t3
- zueinander verschiedene Zeitpunktedifferent times to each other
- xx
- Markierungmark
- ΔΔ
- Toleranzwerttolerance
Claims (12)
dadurch gekennzeichnet, dass
characterized in that
gekennzeichnet durch
marked by
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201010008986 DE102010008986A1 (en) | 2010-02-24 | 2010-02-24 | Method for press parameter adjustment of a ceramic or metal powder press and ceramic or metal powder press for carrying out the method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2361758A2 true EP2361758A2 (en) | 2011-08-31 |
| EP2361758A3 EP2361758A3 (en) | 2014-01-15 |
| EP2361758B1 EP2361758B1 (en) | 2016-04-20 |
Family
ID=43797836
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11001543.5A Active EP2361758B1 (en) | 2010-02-24 | 2011-02-24 | Method for adjusting press parameters of a ceramic or metal powder press and ceramic or metal powder press for performing the method |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2361758B1 (en) |
| DE (1) | DE102010008986A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012019312A1 (en) * | 2012-10-01 | 2014-04-03 | Dorst Technologies Gmbh & Co. Kg | Method for controlling a ceramic and / or metal powder press or ceramic and / or metal powder press |
| ITMO20130028A1 (en) * | 2013-02-08 | 2014-08-09 | Mec Ferretti Claudio S R L Off | PERFECTED MOLD FOR CERAMIC TILES. |
| DE102013113665A1 (en) * | 2013-12-06 | 2015-06-11 | Fette Compacting Gmbh | Press |
| EP3170654A1 (en) * | 2015-10-16 | 2017-05-24 | Dorst Technologies GmbH & Co. KG | Ceramic and / or metail powder pressing tool, press and method for setting up a ceramic and/or metal powder press |
| EP4079427A1 (en) * | 2021-04-22 | 2022-10-26 | GKN Sinter Metals Engineering GmbH | Method for determining a parameter of a material and pressing tool for producing a green compact |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104384513B (en) * | 2014-12-09 | 2016-05-11 | 常熟市华德粉末冶金有限公司 | Powder metallurgy side opening shaping dies |
| DE102017004803A1 (en) | 2017-05-18 | 2018-11-22 | Cosateq Gmbh | Method for operating a powder press with layer control and powder press for carrying out the method |
| DE102017114458B4 (en) * | 2017-06-29 | 2019-10-10 | Gkn Sinter Metals Engineering Gmbh | Plane plate of a press tool |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0791568B2 (en) * | 1987-04-14 | 1995-10-04 | 株式会社ヨシツカ精機 | Sizing press for powder molding |
| DE3919821C2 (en) * | 1989-06-15 | 1994-04-07 | Mannesmann Ag | Method and device for producing dimensionally stable compacts |
| JPH0557497A (en) * | 1991-09-04 | 1993-03-09 | Sumitomo Electric Ind Ltd | Nc powder compacting machine |
| JPH07115234B2 (en) * | 1991-11-25 | 1995-12-13 | 株式会社ヨシツカ精機 | Method of correcting pressure position in powder molding press |
| DE9203546U1 (en) * | 1992-03-17 | 1993-07-22 | Komage - Gellner & Co. Maschinenfabrik KG, 54427 Kell | Device for pressing molded parts from a fine-grained mass |
| DE10051236A1 (en) * | 2000-10-16 | 2002-04-25 | Dorst Masch & Anlagen | Method and device for determining press parameters for pressing complex compacts |
| DE10301224A1 (en) * | 2003-01-15 | 2004-08-05 | Maschinenfabrik Lauffer Gmbh & Co Kg | Process for regulating the end position of a press for dimensionally accurate moldings |
| JP2006187793A (en) * | 2005-01-07 | 2006-07-20 | Hitachi Powdered Metals Co Ltd | Powder molding device |
| EP1849590B1 (en) * | 2006-04-29 | 2013-05-15 | Fette GmbH | Press |
| EP2123435B1 (en) * | 2007-03-20 | 2016-03-09 | Tungaloy Corporation | Compression molding method for a cutting insert |
-
2010
- 2010-02-24 DE DE201010008986 patent/DE102010008986A1/en not_active Withdrawn
-
2011
- 2011-02-24 EP EP11001543.5A patent/EP2361758B1/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012019312A1 (en) * | 2012-10-01 | 2014-04-03 | Dorst Technologies Gmbh & Co. Kg | Method for controlling a ceramic and / or metal powder press or ceramic and / or metal powder press |
| WO2014053120A1 (en) * | 2012-10-01 | 2014-04-10 | Dorst Technologies Gmbh & Co. Kg | Method for controlling a ceramic or metal powder press, and ceramic or metal powder press |
| JP2015530260A (en) * | 2012-10-01 | 2015-10-15 | ドアスト テクノロジーズ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフトDorst Technologies GmbH & Co. KG | Method of controlling ceramic powder or metal powder press machine or ceramic powder or metal powder press machine |
| CN105102208A (en) * | 2012-10-01 | 2015-11-25 | 道尔斯特技术有限两合公司 | Method for controlling a ceramic or metal powder press, and ceramic or metal powder press |
| CN105102208B (en) * | 2012-10-01 | 2018-01-23 | 道尔斯特技术有限两合公司 | For controlling the method and the extruder of ceramics or metal dust extruder |
| US10906262B2 (en) | 2012-10-01 | 2021-02-02 | Dorst Technologies Gmbh & Co. Kg | Method for controlling a ceramic or metal powder press, and ceramic or metal powder press |
| ITMO20130028A1 (en) * | 2013-02-08 | 2014-08-09 | Mec Ferretti Claudio S R L Off | PERFECTED MOLD FOR CERAMIC TILES. |
| DE102013113665A1 (en) * | 2013-12-06 | 2015-06-11 | Fette Compacting Gmbh | Press |
| DE102013113665B4 (en) * | 2013-12-06 | 2015-09-03 | Fette Compacting Gmbh | Press |
| US9314946B2 (en) | 2013-12-06 | 2016-04-19 | Fette Compacting Gmbh | Press |
| EP3170654A1 (en) * | 2015-10-16 | 2017-05-24 | Dorst Technologies GmbH & Co. KG | Ceramic and / or metail powder pressing tool, press and method for setting up a ceramic and/or metal powder press |
| EP4079427A1 (en) * | 2021-04-22 | 2022-10-26 | GKN Sinter Metals Engineering GmbH | Method for determining a parameter of a material and pressing tool for producing a green compact |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102010008986A1 (en) | 2011-08-25 |
| EP2361758A3 (en) | 2014-01-15 |
| EP2361758B1 (en) | 2016-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2361758B1 (en) | Method for adjusting press parameters of a ceramic or metal powder press and ceramic or metal powder press for performing the method | |
| EP2537067B1 (en) | Method and device for active wedge error compensation between two objects that can be positioned substantially parallel to each other | |
| EP0403038B1 (en) | Method and apparatus for making dimensionally stable pressed articles | |
| EP2707208B1 (en) | Device and method for calibrating and adjusting a measurement system in a tablet press | |
| DE602004010293T2 (en) | METHOD FOR INCREASING THE CONTROL ACCURACY OF THE WAY OF A PRODUCT IN A TREADMILL WITH INTERLOCKING ROLLERS AND DIRECTION TO USE THEREOF | |
| DE102015109805A1 (en) | Production of high-quality molds for metal casting (method and device) | |
| DE60204568T2 (en) | METHOD FOR ADJUSTING THE PATH OF A BENDING PRESSURE | |
| EP2408590B1 (en) | Method and apparatus for adjusting a machine | |
| EP1849590A1 (en) | Press | |
| DE69011924T2 (en) | Device for the automatic correction of the pressing density in the production of roof tiles. | |
| WO2010081650A1 (en) | Method for operating a press device for producing pressed articles having constant heights from powdered materials, control unit for a press device of said kind and press device | |
| DE102015221615A1 (en) | System for calibrating an ultrasonic welding device | |
| DE19954310A1 (en) | Method for quick-action regulation of drawing process in presses has piezo-electric actuator for precision regulation, between pressure bolt and pressure piston for rough regulation | |
| DE102014213888A1 (en) | Adjustment device and adjustment procedure | |
| WO2020207645A1 (en) | Method and measuring device for measuring or calibrating utensils in pressing processes | |
| EP3191236B1 (en) | Press brake and a method for bending a workpiece with the bending press | |
| EP2614900B1 (en) | Production device with bending tools and positioning means | |
| WO2012059504A1 (en) | Device and method for the multiple filling of high-viscosity materials | |
| DE102018125919A1 (en) | Method for moving a movable platen | |
| DE102014107127B4 (en) | powder Press | |
| WO2018077588A1 (en) | Press device | |
| EP1849591B1 (en) | Press | |
| DE69030307T2 (en) | Method for positioning a component which is connected to or forms part of a plate, and device for carrying out the method, and plate produced using this method | |
| EP2851187B1 (en) | Method for producing a pressed product from powdered material | |
| DE10301224A1 (en) | Process for regulating the end position of a press for dimensionally accurate moldings |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B30B 11/00 20060101AFI20131211BHEP Ipc: B28B 3/08 20060101ALI20131211BHEP Ipc: B28B 17/00 20060101ALI20131211BHEP Ipc: B22F 3/03 20060101ALI20131211BHEP |
|
| 17P | Request for examination filed |
Effective date: 20140709 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22F 3/03 20060101ALI20150909BHEP Ipc: B28B 3/08 20060101ALI20150909BHEP Ipc: B28B 17/00 20060101ALI20150909BHEP Ipc: B30B 11/00 20060101AFI20150909BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20151002 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 791943 Country of ref document: AT Kind code of ref document: T Effective date: 20160515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011009463 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWALT DIPL.-ING. (UNI.) WOLFGANG HEISEL, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160822 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160721 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011009463 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| 26N | No opposition filed |
Effective date: 20170123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170224 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170224 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160820 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240221 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240301 Year of fee payment: 14 Ref country code: SK Payment date: 20240313 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240222 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240228 Year of fee payment: 14 |