EP2313331B1 - Roller conveyor having a profile rail - Google Patents
Roller conveyor having a profile rail Download PDFInfo
- Publication number
- EP2313331B1 EP2313331B1 EP09793889.8A EP09793889A EP2313331B1 EP 2313331 B1 EP2313331 B1 EP 2313331B1 EP 09793889 A EP09793889 A EP 09793889A EP 2313331 B1 EP2313331 B1 EP 2313331B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- side walls
- bearing openings
- bearing
- base
- rotation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 claims description 31
- 238000000034 method Methods 0.000 claims description 27
- 238000003780 insertion Methods 0.000 claims description 21
- 230000037431 insertion Effects 0.000 claims description 21
- 239000000463 material Substances 0.000 claims description 12
- 239000002184 metal Substances 0.000 claims description 11
- 238000004080 punching Methods 0.000 claims description 10
- 238000005520 cutting process Methods 0.000 claims description 7
- 238000005096 rolling process Methods 0.000 description 39
- 238000003892 spreading Methods 0.000 description 10
- 230000007480 spreading Effects 0.000 description 10
- 238000003860 storage Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 210000002414 leg Anatomy 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000004323 axial length Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000010924 continuous production Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005097 cold rolling Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 210000000689 upper leg Anatomy 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G13/00—Roller-ways
- B65G13/11—Roller frames
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
Definitions
- the invention relates to a runway for the transport of stored goods, having a one bottom and two opposite the bottom angled extending side walls having profile rail whose side walls are formed so that they tend under the influence of a force directed in the direction of the ground to pivot towards each other ,
- a plurality of rolling bodies which are rotatably mounted on axes of rotation in bearing openings of the side walls, and means for securing the position of the rotational axes in the bearing openings.
- Another object of the invention is a method for producing such a runway.
- runways as transport and / or storage means is widely used in storage and order picking both in the form of individual runways and as part of larger flow racks.
- Known runways usually consist of a channel-shaped, sheet-metal profile rail, on the side walls of which a plurality of rolling bodies arranged one behind the other in the longitudinal direction of the rail are freely rotatably mounted.
- the stored goods to be transported can be deposited from the feed side on the rolling elements and transported due to an inclination of the runway along the Profilschierien- under the influence of gravity in the direction of removal or picking side.
- the runways can be used in a paired arrangement, so that the one side of the stored goods to be transported on a first and the other side of the stored goods lies on a second runway.
- the goods in stock are usually general cargo or standardized pallets, containers, stacking containers, transport containers, cartons, individual containers, etc.
- constructions are known in which the side walls of the rails at least partially have an obliquely inclined in the direction of the center of the rail back course.
- Such a construction is known from Korean Utility Model 2002 15858.
- bearing openings are transverse to the side walls extending through holes, in which the axes of rotation are inserted in a direction transverse to the side walls from the side.
- the upper, free ends of the side walls are formed so that a stop lying axially behind the free end of the axis of rotation is formed by a kind of multiple fold, which blocks slipping out of the axis of rotation from the bearing openings.
- roller conveyors with a profile and rollers used in the profile.
- the profile has vertical side walls.
- holders for the rollers are bent inwards.
- the axes of the rollers are clicked into the holders.
- the upper portion of the bracket presses against tapered side surfaces of the roller axles.
- roller conveyors with frustoconical side surfaces. Above the truncated cone grooves are provided in the side surfaces, in which bearing slides are inserted. In the bearing slides, the rollers are rotatably mounted.
- roller conveyors with a profile and rollers used in the profile.
- the profile has vertical side walls. In the upper area, the side walls are bent outwards. In the area of the fold recesses for the storage of roller axles are provided.
- the roller axes are not fixed to the side but are fixed by bending tabs from above in the recesses.
- the object of the invention starting from such a prior art, to provide a runway and a manufacturing method for a runway, which are characterized by a simple assembly of the rolling elements on the rail.
- a first aspect of the invention relates to a runway for the transport of goods in storage with a profile rail, which has a bottom and two opposite to the bottom angled extending side walls, wherein the side walls are formed so that they tend under the influence of a force directed towards the ground to pivot towards each other, several rolling bodies, which are rotatably mounted in bearing openings of the side walls about axes of rotation, and means for securing the position of the rotational axes in the bearing openings, wherein the holding openings are formed as extending from the free edge of the side walls in the direction of the bottom depressions.
- the depressions extending from the free edge of the side walls in the direction of the floor permit easy mounting of the rolling bodies provided with the axes of rotation in the bearing openings of the side walls.
- the term depression should not be understood to mean that the term describes a particular manufacturing process for producing the bearing openings. Rather, the depressions can be made in any way, for example by punching the depressions before a profiling step of the profile.
- Such designed bearing openings may have an opening towards the free edge of the respective side wall, thus be open at the top.
- the rolling elements can be used together with their axes of rotation from above by lowering into the bearing openings. It is not necessary to position the axes of rotation of the rolling elements during assembly exactly over the bearing openings, ie to bring in the radial direction of the axes relative to the bearing openings in alignment, resulting in a total easy to assemble runway whose
- Rolling body can be quickly mounted on the rail.
- An embodiment of the runways provides that the distance of the free ends of the side walls is smaller than the width of the floor.
- support surfaces may be formed on the bottom of the bearing openings, on which rest the axes of rotation of the rolling bodies, so that the distance of the support surfaces is smaller than the width of the bottom. Due to the smaller distance, a transverse force acting on the free ends of the side walls may result, which favors the inward pivoting of the side walls.
- a further embodiment provides that the side walls at least partially include an angle of less than 90 ° with the bottom, whereby a reduction of the distance of the side walls relative to the ground can be achieved.
- the side walls at their height to the ground at an angle of less than 90 °, preferably in the range of 85 ° include.
- the side walls of this embodiment form long spring legs with a correspondingly favorable spring behavior.
- securing means are provided on the rail, which are preferably formed as one-piece bends of the side walls, wherein the securing means have a portion which faces the free ends of the axes of rotation. This section blocks an axial slipping out of the axes of rotation of the bearing openings of the side walls, without having to mount additional attachments.
- the profiled rail is formed so that bear against the free ends of the axes of rotation during a pivoting movement of the side walls, whereby a position securing the axes of rotation is achieved during compression of the side walls under load.
- the runway so be designed that in the mounted state of the runway is a clearance between the sections and the free ends of the axes of rotation that can reduce under load until the sections come to rest on the free ends of the axes of rotation.
- the sections in the assembled state may be resiliently biased against the free ends of the axes of rotation, increasing the preload force under load.
- a further embodiment provides that in the contact position of the sections, the distance between the side walls is greater than the width of the rolling body. In this way it can be avoided that the sidewalls pivot when internally pinch the rolling elements between them and slow down or block their rotational movements in this way.
- the width of the bearing opening in the region of the free end of the side wall is greater than the diameter of the axis of rotation.
- Such a width or extent of the bearing openings in the direction of the profile rail results in a further simplification of the assembly, since the positioning of the axis of rotation can take place over the bearing opening in the longitudinal direction of the rail within a larger area.
- the width of the bearing opening in the region of the free end can be greater than 1.2 times the amount of the corresponding axle diameter.
- a further embodiment provides that the Lagerötician_in the direction of the soil is narrower.
- the bearing opening is narrower in the direction of the bottom than in the region of the free end of the side wall.
- the bearing opening may have a width in the region of the bottom which substantially corresponds to the diameter of the axis of rotation.
- the bearing opening has an insertion bevel and / or a bearing shell substantially corresponding to the diameter of the rotation axis.
- the axis of rotation can be placed directly above the bearing shell or the insertion bevel. Due to the downwardly sloping ramp-shaped insertion bevel, the axis of rotation slides into the bearing shell, without the need for an exact alignment with respect to the bearing shell would be required.
- the bearing shell can be designed such that the axis of rotation is fixed in the bearing shell against reciprocation in the longitudinal direction of the rail.
- the bearing shell can be designed as a bottom region of a punched through which the bearing opening is formed.
- two opposing bearing openings on an opening width which is smaller than the length of the axis of rotation can be measured with or without rollers used and / or assembled, equipped with roles state.
- the opening width can be dimensioned such that the rail only has to be widened by a small amount in order to use the axes of rotation can.
- the end faces of the rolling bodies are frusto-conical.
- the truncated cone shape means that only small surface portions of the rolling body end faces can come into contact with the side walls, resulting in a low friction between the rolling elements and the side walls.
- a second aspect of the invention relates to a method of producing a rolling track for transporting stored goods, comprising the steps of providing a plurality of rolling bodies with axes of rotation, providing a profile rail which has a bottom and two side walls angled relative to the floor, wherein the side walls are formed so that they the action of a force directed towards the ground tend to pivot towards each other, the side walls bearing openings and means for securing the position of the rotational axes in the bearing openings, and inserting the axes of rotation in bearing openings of the side walls, wherein the rolling bodies together with the axes of rotation from above the bearing openings are inserted into the bearing openings in an insertion direction pointing downwards in the direction of the bottom of the profile rail.
- An embodiment of the method provides that the opening width of the opposite bearing openings is temporarily increased before the step of inserting the axes of rotation by spreading the side walls and in which the opening width of the opposing bearing openings after the step of inserting the axes of rotation is reduced again in the bearing openings , In this way, a position assurance of the axis of rotation can also be achieved in the radially outward direction.
- a spreading can be done by a spreading device, which in the interior of the rail to the Thighs attacks and pushes them apart. Furthermore, it is conceivable that the spreading device engages the outside of the sections and pulls the legs apart on over the sections acting on spreading forces. By the latter design, the interior of the rail can be kept free, so that sufficient space is provided for the insertion of the rollers.
- the spreading of the side walls can take place in a region which is localized in the longitudinal direction of the profile rail, and subsequently the rollers can be used in this area.
- already used rollers can be fixed in a position in the production direction behind this localized area area by a spring back of the legs of the rail in its inserted position.
- the method may further comprise a bearing opening attaching step over which the bearing apertures are formed in a non-profiled or already profiled sheet.
- the bearing opening attaching step may be e.g. a punching step. Also conceivable are other methods of manufacturing the bearing opening.
- a profiling step may be provided which may precede the insertion of the rollers.
- a profiling step e.g. a sheet metal given the cross-sectional shape described in relation to the first or second aspect of the invention.
- a clocking of the attachment of the individual bearing openings and a timing of the insertion of the individual rollers in the bearing openings can take place, wherein the timing of the attachment of the individual bearing openings and the timing of the insertion of the individual rollers can be dependent on each other.
- the timing of the insertion of the individual roles depending on the timing of the attachment of the individual bearing openings can be controlled.
- the timing of the attachment of the individual bearing openings can be detected, for example via sensors and the timing of the Installation of the individual roles can be effected in dependence on the detected value.
- first punching steps can be carried out along a production line, by means of which bearing openings can be punched into sheet metal, which is e.g. From a sheet-metal roller runs, subsequently the sheet can be brought over the profiling step in the desired profile shape, after which the profile can be spread, after which the rollers can be used.
- a profiling step may be a cold forming step, e.g. by cold rolling, his.
- a third aspect relates to a method for producing a runway for transporting stored goods with the steps of determining different rolling body distances for the runway to be produced, producing a profile rail (1) with bearing openings (4), which in the longitudinal direction of the rail (1) different distances (a, b, c) to each other, which correspond to the determined rolling body distances, providing a plurality of rolling bodies (2) with axes of rotation (3), inserting the axes of rotation (3) in the bearing openings (4).
- the step of determining different roll spacing may be e.g. in accordance with predetermined conditions of use of the runway to be made in use.
- the step of determining may thus be part of a planning process of an entire conveyor line.
- the production of individual runways for a conveyor line can be done individually according to the following, so that taxiways with individual, different roller distances can be provided. It is possible to individually determine each individual distance of a roll to the next and manufacture the roller conveyor accordingly.
- such a method may further comprise method steps as described in With reference to the second aspect have been described.
- the production of different runways can be carried out successively in a continuous process.
- such a method may comprise method steps as they result from the following description of a production line according to a fourth aspect.
- a fourth aspect relates to a production line for producing a runway described in relation to the first aspect using a method described with respect to the second aspect and / or the third aspect.
- Such a production line may comprise a punching device for punching out the bearing openings and a profiling machine for forming a metallic strip material.
- Such a production line can furthermore comprise a straightening device for straightening a metallic strip material and / or a placement device for inserting the rolls into the bearing openings and / or a cutting device for cutting the loaded roller tracks to length.
- An embodiment of such a production line can be, for example, a production line in which sheet metal coil is continuously rolled from a sheet metal coil, which is directed in the next station in the straightening, then enters a punching device, in the bearing openings at a distance from the adjacent bearing opening, the can vary according to certain specifications from bearing opening to bearing opening, are punched, which then enters the profiling machine, in which the sheet can be reshaped so that it receives a corresponding substantially U-shaped profile, wherein in the production line after the profiling an assembly device is arranged, in which enters the finished profiled profile, are used in the roles with axes of rotation from above into the bearing openings, and wherein subsequently a cutting device is provided in which the finished assembled profiles are cut to length.
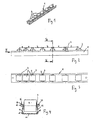
- Fig. 1 shown is a perspective view of a runway, which consists of a channel-shaped rail 1 and several, in the direction of the rail 1 successively arranged rolling elements 2, which in about Fig. 1 not to be recognized rotary axes are rotatably mounted.
- the rolling elements 2 have, viewed over the length of the rail 1, different distances, cf. Fig. 2 , In the area of the feed side, ie the side on which the stored goods are received, the rolling bodies 2 are compressed, ie the distances a are denser than the distances b, which in turn are denser than the subsequent distances c.
- the roll density can also be increased in the unloading area and in other sections of the runway where the stored material lingers for a long time.
- the profile rail 1 has a flat bottom 11 and two side walls 12 that are angled upwards away from it.
- a sheet metal part which is made for example by multiple bending, folding, deep drawing or combinations of these and other known methods of sheet metal forming.
- the side walls 12 of the profile 1 have at their upper ends bearing openings 4, in which transverse to the rail 1, the axes of rotation 3 of the rolling bodies 2 are arranged.
- the bearing openings 4 may be designed as in relation to FIG. 8 is described.
- the side walls 12 may be designed so that they do not extend at right angles to the floor 11, but slightly inclined inwards.
- the inclination angle ⁇ is about 85 °. In other modifications of this embodiment, the inclination angle ⁇ may be between 80 ° and 90 ° or between 60 ° and 97 °.
- the side walls in this embodiment are substantially planar and are known directly near the bottom.
- the side walls 12 between the bottom 11 and the Upper region of a kink 16 in the longitudinal direction are not substantially flat due to the Knicks.
- the side walls 12, starting from the base 11 initially extend substantially at right angles to the top and are folded inwards only at a distance above the bottom. In both embodiments, the distance A between the free ends of the side walls 12 is smaller than the width B of the bottom 11, see.
- sections 14 may, for example, extend as substantially horizontal sections 14.
- a part of the bearing opening 4 may be provided in the region of the portion 14, wherein the distance between the edges of the two corresponding bearing openings 4 in the region of the opposite portions 14 on the opposite side walls 12 may be smaller than the length L of the axis of rotation, when the axes of rotation. 3 are inserted into the bearing openings 4.
- the side walls After inserting the axes of rotation 3, the side walls, for example elastically springing back, can be brought into a position in which the distance between the edges of the two corresponding bearing openings 4 in the region of the opposite portions 14 is smaller than the length L of the axis of rotation.
- the axis of rotation can be held in the bearing openings 4 via the horizontal sections 14 in the transverse direction to the axis of rotation 3 and secured.
- Each of the horizontal sections 14 is followed by further sections 15 extending transversely to the axis of rotation.
- These sections may e.g. be formed as vertical sections which extend substantially vertically downwards.
- Such portions 15 may rest with a small gap at the ends of the axes of rotation 3 when the axes of rotation 3 are inserted into the profile. It is also conceivable that the portions 15 rest against the ends of the axes of rotation 3 elastically biased.
- the respective axes of rotation 3 can be maintained at a sliding out or falling out in the axial direction of the axes of rotation 3 from the stored position.
- a profile is shown in which the side walls 12 extend from the ground at right angles angled upwards. Above the axes 3, portions of the side walls each extend in the direction of the center of the profile rail. Another section 15 connects each running down.
- the bearing openings 4 are arranged at these last sections.
- the bearing openings can be as in Fig. 8 be designed represented, according to which the upper portion of the bearing opening 4 has an insertion bevel 41 and extends inclined towards a lower bearing shell 42.
- the axis of rotation 3 comes to lie on both sides of the rail 1 in a bearing shell 42.
- Fig. 5 is to see the design of the provided in the side wall 12 bearing opening 4 in a perspective view on the left.
- the opening 4 extends from above into the material of the side wall 12.
- the bearing opening 4 is formed overall in the manner of a depression which extends from the upper free edge of the side wall 12 in the plane of the side wall 12 in the direction of the bottom 11.
- the provided with the rotation axis 3 roll 2 can therefore be lowered from above, ie substantially in the direction of the side walls 12 in the opening 4 and received there.
- the bearing opening 4 has a geometry which allows a simple insertion of the rolling body 2 and the rotation axis 3 from above.
- the width of the bearing opening 4 ie, their extension in the direction of the rail 1, greater than in the lower, cup-shaped region.
- the upper region of the bearing opening 4 has an insertion bevel 41 which extends inclined in the direction of a lower bearing shell 42.
- the diameter of the bearing shell 42 substantially corresponds to the diameter of the rotation axis 3, with a certain excess, in order to achieve a tilt-free slipping in of the rotation axis 3.
- the insertion bevel 41 is of an overall ramp-shaped inclined geometry and forms a kind of insertion funnel for the rotation axis 3. Die in Fig. 8 Roller 2 shown on the right is shown in the end position, in which the axis of rotation 3 has assumed its position within the bearing shell 42 of the opening 4.
- the axis of rotation 3 is secured in position via a securing means 13. Details of the position assurance are in the 6 and 7 to recognize the profile of the rail 1 on the one hand in the unloaded and on the other hand in the loaded state to recognize.
- a securing means 13 serves a double fold in the region of the upper end of the side wall 12, which consists of two sections 14, 15.
- the one section 14 extends substantially in the direction of the axis of rotation 3, whereas the other section 15 extends transversely to the axial direction of the axis of rotation 3 and faces the free end of the axis of rotation 3 frontally.
- the axis 3 within the bearing opening 4 with a certain play in the axial direction is movable back and forth. This game is no longer available with circulation of a sufficiently heavy stored goods, as in Fig. 7a is shown.
- the pair of the two opposing openings 4 has an opening W, which is smaller than the length L of the rotation axis 3.
- the upper ends of the side walls 12 first widened by spreading, ie from each other must be bent until the opening width W of the axial length L corresponds, so that the rotation axis 3 can be inserted from above into the bearing openings 4. Then, the side walls 12 spring back into their initial position, which in addition to the axial securing by the sections 15 in the radially upwardly facing direction of the axis of rotation 3 via the sections 14 a position assurance is achieved.
- the rail according to the embodiment in the FIGS. 6 and 7 is dimensioned so that the opening width W then corresponds to the axial length L of the rotation axis 3, when the side walls 12 with the bottom 11 form an angle of 90 °.
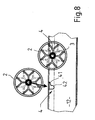
- FIG. 9 an embodiment of a production line is shown, which is suitable for carrying out a possible manufacturing method for producing a runway according to the invention.
- the production of the rail 1 and in the upper part of the production of the rolling body 2 and its placement is shown with the rotation axis 3, after which the arrangement of the rollers 2 takes place on the rail 1.
- the production of the rail is carried out starting from a wound on a roll 100, metallic strip material 101, which unwound and subsequently by a plurality of rollers 102 exhibiting, the strip material smoothing straightener 103 and a device 104 is guided to a punching device 105, the pressing tool 106 the Bearing openings 4 punched out of the band-shaped material 101.
- the bearing openings can be automated according to the requirements of the finished runway, which correspond to the intended use and location of the finished runway, be mounted at different distances from each other. Subsequently, in a profiling machine 107, the channel-shaped cross section of the profile rail 1 is produced with the securing means 13 provided at the free ends of the side walls 12.
- the production of the rolls 2 made of a plastic material, for example by injection molding or extrusion in a corresponding device 108 runs.
- the bolt-shaped rotation axes 3 are produced and subsequently in a placement machine 110 in the rolling body. 2 plugged in.
- the rolling elements 2 are used together with the axes of rotation 3 in a mounting device 111 in the bearing openings 4 of the profile 1, as previously described in detail.
- a further cutting device 112 is followed by a marking and then cutting the profile rails, after which these according to a last method step means suitable transport devices 113 are transported away.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
- Bearings For Parts Moving Linearly (AREA)
- Rolling Contact Bearings (AREA)
Description
Die Erfindung betrifft eine Rollbahn zum Transport von Lagergütern, mit einer einen Boden und zwei gegenüber dem Boden abgewinkelt verlaufenden Seitenwänden aufweisenden Profilschiene, deren Seitenwände so ausgebildet sind, dass sie unter dem Einfluss einer in Richtung des Bodens gerichteten Kraft dazu neigen, aufeinander zu zu schwenken, mehreren Rollkörpern, die über Drehachsen drehbar in Lageröffnungen der Seitenwände gelagert sind, und Mitteln zur Lagesicherung der Drehachsen in den Lageröffnungen. Einen weiteren Gegenstand der Erfindung bildet ein Verfahren zur Herstellung einer solchen Rollbahn.The invention relates to a runway for the transport of stored goods, having a one bottom and two opposite the bottom angled extending side walls having profile rail whose side walls are formed so that they tend under the influence of a force directed in the direction of the ground to pivot towards each other , A plurality of rolling bodies, which are rotatably mounted on axes of rotation in bearing openings of the side walls, and means for securing the position of the rotational axes in the bearing openings. Another object of the invention is a method for producing such a runway.
Die Verwendung von Rollbahnen als Transport- und/oder Lagermittel ist in der Lager- und Kommissioniertechnik sowohl in Form von Einzelrollbahnen als auch als Bestandteil größerer Durchlaufregale weit verbreitet. Bekannte Rollbahnen bestehen üblicherweise aus einer kanalförmigen, blechgebogenen Profilschiene, an deren Seitenwänden mehrere in Längsrichtung der Profilschiene hintereinander angeordnete Rollkörper frei drehbar gelagert sind. Die zu transportierenden Lagergüter können von der Beschickungsseite her auf den Rollkörpern abgesetzt und aufgrund einer Neigung der Rollbahn entlang der Profilschierien- unter dem Einfluss der Schwerkraft in Richtung der Entnahme- bzw. Kommissionierseite transportiert werden. Die Rollbahnen können in einer paarweisen Anordnung verwendet werden, so dass die eine Seite des zu transportierenden Lagerguts auf einer ersten und die andere Seite des Lagerguts auf einer zweiten Rollbahn liegt. Bei den Lagergütern handelt es sich zumeist um Stückgüter oder um standardisierte Paletten, Container, Stapelbehälter, Transportbehälter, Kartons, Einzelgebinde usw.The use of runways as transport and / or storage means is widely used in storage and order picking both in the form of individual runways and as part of larger flow racks. Known runways usually consist of a channel-shaped, sheet-metal profile rail, on the side walls of which a plurality of rolling bodies arranged one behind the other in the longitudinal direction of the rail are freely rotatably mounted. The stored goods to be transported can be deposited from the feed side on the rolling elements and transported due to an inclination of the runway along the Profilschierien- under the influence of gravity in the direction of removal or picking side. The runways can be used in a paired arrangement, so that the one side of the stored goods to be transported on a first and the other side of the stored goods lies on a second runway. The goods in stock are usually general cargo or standardized pallets, containers, stacking containers, transport containers, cartons, individual containers, etc.
Viele Rollbahnen weisen eine starre Profilschiene mit einem Boden und zwei gegenüber dem Boden rechtwinklig abgewinkelt verlaufenden Seitenwänden auf, die mit den Lageröffnungen für die Drehachsen der Rollkörper versehen sind. Zur Lagesicherung der Drehachsen in ihrer Position an der Profilschiene werden oftmals zusätzliche Sicherungselemente, etwa Muttern, Halteclips, Bolzen usw. verwendet, wodurch sich eine viele Einzelteile erfordernde, insbesondere bei einer großen Anzahl von Rollkörpern aufwändig zu montierende Konstruktion ergibt.Many runways have a rigid rail with a bottom and two opposite the floor at right angles angled extending side walls, the are provided with the bearing openings for the axes of rotation of the rolling bodies. To secure the position of the rotary axes in their position on the rail often additional security elements, such as nuts, clips, bolts, etc. used, resulting in many items requiring, especially in a large number of rolling elements consuming to install construction results.
Ferner sind Konstruktionen bekannt, bei denen die Seitenwände der Profilschienen zumindest abschnittsweise einen schräg in Richtung der Mitte der Profilschiene hin geneigten Verlauf aufweisen. Eine solche Konstruktion ist aus dem koreanischen Gebrauchsmuster 2002 15858 bekannt. Als Lageröffnungen dienen sich quer zu den Seitenwänden erstreckende Durchgangsbohrungen, in welche die Drehachsen in einer Richtung quer zu den Seitenwänden von der Seite her eingesteckt werden. Zur axialen Sicherung der Drehachsen sind die oberen, freien Enden der Seitenwände so geformt, dass durch eine Art mehrfache Abkantung eine axial hinter dem freien Ende der Drehachse liegende Anschlagfläche entsteht, die ein Hinausrutschen der Drehachse aus den Lageröffnungen blockiert.Furthermore, constructions are known in which the side walls of the rails at least partially have an obliquely inclined in the direction of the center of the rail back course. Such a construction is known from Korean Utility Model 2002 15858. As bearing openings are transverse to the side walls extending through holes, in which the axes of rotation are inserted in a direction transverse to the side walls from the side. For axially securing the axes of rotation, the upper, free ends of the side walls are formed so that a stop lying axially behind the free end of the axis of rotation is formed by a kind of multiple fold, which blocks slipping out of the axis of rotation from the bearing openings.
Solche Rollbahnen kommen zwar ohne zusätzliche Sicherungselemente zur Lagesicherung der Drehachsen in den Halteöffnungen aus, weisen jedoch den Nachteil auf, dass aufgrund der sich quer zu den Seitenwänden erstreckenden, als Bohrungen ausgebildeten Lageröffnungen das Einsetzen der Drehachsen in die Lagerbohrungen vergleichsweise aufwendig ist. Zunächst müssen die Seitenwände auseinander gespreizt werden, so dass der Abstand zwischen den Seitenwänden ausreicht, um die Drehachse in den Raum zwischen den Seitenwänden einzuführen. Erst wenn der Abstand der Seitenwände und damit der Lageröffnungen größer als die Länge der Drehachse ist, kann der Rollkörper gemeinsam mit der Drehachse von oben her in Richtung des Bodens der Profilschiene in eine Stellung zwischen den beiden Lagerbohrungen verbracht werden. Die Drehachse ist in dieser Stellung fluchtend mit den sich quer durch die Seitenwände erstreckenden Lageröffnungen zu halten, wonach dann die Spreizung der Seitenwände wieder aufgehoben werden kann und die Enden der Drehachse in die Lageröffnung eintreten.Although such runways come without additional securing elements for securing the position of the axes of rotation in the holding openings, however, have the disadvantage that due to the transverse to the side walls extending, formed as holes bearing openings, the insertion of the axes of rotation in the bearing bores is relatively expensive. First, the side walls must be spread apart so that the distance between the side walls is sufficient to insert the axis of rotation in the space between the side walls. Only when the distance of the side walls and thus the bearing openings is greater than the length of the axis of rotation, the rolling body can be moved together with the axis of rotation from above in the direction of the bottom of the rail in a position between the two bearing bores. The axis of rotation is to be kept in this position in alignment with the extending transversely through the side walls bearing openings, after which then the spreading of the side walls can be canceled again and enter the ends of the axis of rotation in the bearing opening.
Dokument
Dokument
Dokument
Aufgabe der Erfindung ist es ausgehend von einem solchen Stand der Technik, eine Rollbahn und ein Herstellungsverfahren für eine Rollbahn anzugeben, die sich durch eine einfache Montage der Rollkörper an der Profilschiene auszeichnen.The object of the invention, starting from such a prior art, to provide a runway and a manufacturing method for a runway, which are characterized by a simple assembly of the rolling elements on the rail.
Diese Aufgabe wird durch die Gegenstände der unabhängigen Ansprüche gelöst. Vorteilhafte Ausführungsformen bilden Gegenstände der abhängigen Unteransprüche.This object is solved by the subject matters of the independent claims. Advantageous embodiments form objects of the dependent subclaims.
Ein erster Aspekt der Erfindung betrifft eine Rollbahn zum Transport von Lagergütern mit einer Profilschiene, welche einen Boden und zwei gegenüber dem Boden abgewinkelt verlaufende Seitenwände aufweist, wobei die Seitenwände so ausgebildet sind, dass sie unter dem Einfluss einer in Richtung des Bodens gerichteten Kraft dazu neigen, aufeinander zu zu schwenken, mehreren Rollkörpern, die über Drehachsen drehbar in Lageröffnungen der Seitenwände gelagert sind, und Mitteln zur Lagesicherung der Drehachsen in den Lageröffnungen, wobei die Halteöffnungen als sich vom freien Rand der Seitenwände in Richtung des Bodens erstreckende Einsenkungen ausgebildet sind.A first aspect of the invention relates to a runway for the transport of goods in storage with a profile rail, which has a bottom and two opposite to the bottom angled extending side walls, wherein the side walls are formed so that they tend under the influence of a force directed towards the ground to pivot towards each other, several rolling bodies, which are rotatably mounted in bearing openings of the side walls about axes of rotation, and means for securing the position of the rotational axes in the bearing openings, wherein the holding openings are formed as extending from the free edge of the side walls in the direction of the bottom depressions.
Die sich vom freien Rand der Seitenwände in Richtung des Bodens erstreckenden Einsenkungen erlauben eine einfache Montage der mit den Drehachsen versehenen Rollkörper in den Lageröffnungen der Seitenwänden. Der Begriff Einsenkung soll nicht so verstanden werden, dass mit dem Begriff ein bestimmtes Herstellungsverfahren zur Herstellung der Lageröffnungen beschrieben wird. Vielmehr können die Einsenkungen auf beliebige Art hergestellt werden, z.B. durch Stanzen der Einsenkungen vor einem Profilierungsschritt des Profils. Derart gestaltete Lageröffnungen können zum freien Rand der jeweiligen Seitenwand hin eine Öffnung aufweisen, mithin nach oben offen sein. Die Rollkörper können gemeinsam mit ihren Drehachsen von oben her durch Absenken in die Lageröffnungen eingesetzt werden. Es ist nicht erforderlich, die Drehachsen der Rollkörper bei der Montage exakt über den Lageröffnungen zu positionieren, also z.B. in radialer Richtung der Achsen gegenüber den Lageröffnungen in Fluchtung zu bringen, wodurch sich eine insgesamt montagefreundliche Rollbahn ergibt, derenThe depressions extending from the free edge of the side walls in the direction of the floor permit easy mounting of the rolling bodies provided with the axes of rotation in the bearing openings of the side walls. The term depression should not be understood to mean that the term describes a particular manufacturing process for producing the bearing openings. Rather, the depressions can be made in any way, for example by punching the depressions before a profiling step of the profile. Such designed bearing openings may have an opening towards the free edge of the respective side wall, thus be open at the top. The rolling elements can be used together with their axes of rotation from above by lowering into the bearing openings. It is not necessary to position the axes of rotation of the rolling elements during assembly exactly over the bearing openings, ie to bring in the radial direction of the axes relative to the bearing openings in alignment, resulting in a total easy to assemble runway whose
Rollkörper zügig an der Profilschiene montiert werden können.Rolling body can be quickly mounted on the rail.
Eine Ausgestaltung der Rollbahnen sieht vor, dass der Abstand der freien Enden der Seitenwände kleiner ist als die Breite des Bodens. Dabei können im Bereich der Seitenwände in dem der Abstand gemessen wird, Auflageflächen am Grund der Lageröffnungen ausgebildet sein, auf denen die Drehachsen der Rollkörper aufliegen, so dass der Abstand der Auflageflächen kleiner ist als die Breite des Bodens. Durch den geringeren Abstand kann sich eine auf die freien Enden der Seitenwände wirkende Querkraft ergeben, die das nach innen Schwenken der Seitenwände begünstigt.An embodiment of the runways provides that the distance of the free ends of the side walls is smaller than the width of the floor. In this case, in the region of the side walls in which the distance is measured, support surfaces may be formed on the bottom of the bearing openings, on which rest the axes of rotation of the rolling bodies, so that the distance of the support surfaces is smaller than the width of the bottom. Due to the smaller distance, a transverse force acting on the free ends of the side walls may result, which favors the inward pivoting of the side walls.
Eine weitere Ausgestaltung sieht vor, dass die Seitenwände mit dem Boden zumindest abschnittsweise einen Winkel von weniger als 90° einschließen, wodurch sich eine Verkleinerung des Abstandes der Seitenwände gegenüber dem Boden erreichen lässt.A further embodiment provides that the side walls at least partially include an angle of less than 90 ° with the bottom, whereby a reduction of the distance of the side walls relative to the ground can be achieved.
In diesem Zusammenhang wird weiter vorgeschlagen, dass die Seitenwände über ihre gesamte Höhe mit dem Boden einen Winkel von weniger als 90°, vorzugsweise im Bereich von 85°, einschließen. Die Seitenwände dieser Ausgestaltung bilden lange Federschenkel mit einem entsprechend günstigen Federverhalten.In this context, it is further proposed that the side walls at their height to the ground at an angle of less than 90 °, preferably in the range of 85 ° include. The side walls of this embodiment form long spring legs with a correspondingly favorable spring behavior.
Gemäß einer weiteren Ausgestaltung wird vorgeschlagen, dass an der Profilschiene Sicherungsmittel vorgesehen sind, welche bevorzugt als einstückige Abkantungen der Seitenwände ausgebildet sind, wobei die Sicherungsmittel einen Abschnitt aufweisen, der den freien Enden der Drehachsen gegenübersteht. Dieser Abschnitt blockiert ein axiales Herausrutschen der Drehachsen aus den Lageröffnungen der Seitenwände, ohne zusätzliche Anbauteile montieren zu müssen.According to a further embodiment, it is proposed that securing means are provided on the rail, which are preferably formed as one-piece bends of the side walls, wherein the securing means have a portion which faces the free ends of the axes of rotation. This section blocks an axial slipping out of the axes of rotation of the bearing openings of the side walls, without having to mount additional attachments.
Ferner wird vorgeschlagen, dass die Profilschiene so ausgebildet ist, dass sich bei einer Schwenkbewegung der Seitenwände die Abschnitte gegen die freien Enden der Drehachsen anlegen, wodurch beim Einfedern der Seitenwände unter Belastung eine Lagesicherung der Drehachsen erreicht wird. Dabei kann die Rollbahn derart gestaltet sein, dass im montierten Zustand der Rollbahn ein Spiel zwischen den Abschnitten und den freien Enden der Drehachsen besteht, dass sich unter Last verringern kann bis die Abschnitte zum Anliegen an den freien Enden der Drehachsen kommen. Bei einer anderen Gestaltung können die Abschnitten im montierten Zustand elastisch vorgespannt an den freien Enden der Drehachsen anliegen, wobei sich die Vorspannkraft unter Last erhöht.It is also proposed that the profiled rail is formed so that bear against the free ends of the axes of rotation during a pivoting movement of the side walls, whereby a position securing the axes of rotation is achieved during compression of the side walls under load. In this case, the runway so be designed that in the mounted state of the runway is a clearance between the sections and the free ends of the axes of rotation that can reduce under load until the sections come to rest on the free ends of the axes of rotation. In another configuration, the sections in the assembled state may be resiliently biased against the free ends of the axes of rotation, increasing the preload force under load.
Eine weitere Ausgestaltung sieht dabei vor, dass in der Anlagestellung der Abschnitte der Abstand zwischen den Seitenwänden größer als die Breite der Rollkörper ist. Hierdurch kann vermieden werden, dass die Seitenwände beim nach Innen schwenken die Rollkörper zwischen sich einklemmen und auf diese Weise deren Drehbewegungen abbremsen oder blockieren.A further embodiment provides that in the contact position of the sections, the distance between the side walls is greater than the width of the rolling body. In this way it can be avoided that the sidewalls pivot when internally pinch the rolling elements between them and slow down or block their rotational movements in this way.
Weiter wird vorgeschlagen, dass die Breite der Lageröffnung im Bereich des freien Endes der Seitenwand größer als der Durchmesser der Drehachse ist. Durch eine solche Breite bzw. Erstreckung der Lageröffnungen in Richtung der Profilschiene ergibt sich eine weitere Vereinfachung der Montage, da die Positionierung der Drehachse über der Lageröffnung in Längsrichtung der Profilschiene innerhalb eines größeren Bereichs erfolgen kann. Die Breite der Lageröffnung im Bereich des freien Endes kann größer als der 1,2-fache Betrag des korrespondierenden Achsdurchmessers bemessen sein.It is further proposed that the width of the bearing opening in the region of the free end of the side wall is greater than the diameter of the axis of rotation. Such a width or extent of the bearing openings in the direction of the profile rail results in a further simplification of the assembly, since the positioning of the axis of rotation can take place over the bearing opening in the longitudinal direction of the rail within a larger area. The width of the bearing opening in the region of the free end can be greater than 1.2 times the amount of the corresponding axle diameter.
Eine weitere Ausgestaltung sieht vor, dass die Lageröffnung_in Richtung des Bodens schmaler wird. Dabei kann die Lageröffnung in Richtung des Bodens schmaler ausgebildet ist als im Bereich des freien Endes der Seitenwand. Die Lageröffnung kann im Bereich des Bodens eine Breite aufweisen, welche im Wesentlichen dem Durchmesser der Drehachse entspricht.A further embodiment provides that the Lageröffnung_in the direction of the soil is narrower. In this case, the bearing opening is narrower in the direction of the bottom than in the region of the free end of the side wall. The bearing opening may have a width in the region of the bottom which substantially corresponds to the diameter of the axis of rotation.
Durch diese Ausgestaltung kann ein gewisser Selbstzentrierungseffekt erreicht werden, wonach die über der oben breiteren Lageröffnung abgesetzte Drehachse sich innerhalb der in Richtung des Bodens trichterförmig zusammenlaufenden Lageröffnung selbst zentriert. Auch dies vereinfacht die Montage.By means of this embodiment, a certain self-centering effect can be achieved, according to which the axis of rotation, which is offset above the above-mentioned broader bearing opening, self-centers within the bearing opening converging in a funnel shape in the direction of the bottom. This also simplifies the assembly.
Weiter wird vorgeschlagen, dass die Lageröffnung eine Einführschräge und/oder eine im Wesentlichen dem Durchmesser der Drehachse entsprechende Lageschale aufweist. Die Drehachse kann über der Lagerschale direkt oder der Einführschräge abgesetzt werden. Durch die nach unten schräg abfallende, rampenförmige Einführschräge rutscht die Drehachse in die Lagerschale, ohne dass hierzu eine exakte Ausrichtung gegenüber der Lagerschale erforderlich wäre. Die Lagerschale kann derart ausgebildet sein, dass die Drehachse in der Lagerschale gegen ein Hin und Herbewegen in Längsrichtung der Profilschiene fixiert ist. Die Lageschale kann als Bodenbereich einer Ausstanzung gestaltet sein, durch welche die Lageröffnung gebildet ist.It is further proposed that the bearing opening has an insertion bevel and / or a bearing shell substantially corresponding to the diameter of the rotation axis. The axis of rotation can be placed directly above the bearing shell or the insertion bevel. Due to the downwardly sloping ramp-shaped insertion bevel, the axis of rotation slides into the bearing shell, without the need for an exact alignment with respect to the bearing shell would be required. The bearing shell can be designed such that the axis of rotation is fixed in the bearing shell against reciprocation in the longitudinal direction of the rail. The bearing shell can be designed as a bottom region of a punched through which the bearing opening is formed.
Gemäß einer weiteren Ausführung weisen zwei sich gegenüberliegende Lageröffnungen eine Öffnungsweite auf, die kleiner als die Länge der Drehachse ist. Dabei kann die Öffnungsweite in Längsrichtung der Drehachse im entspannten Zustand der Profilschiene mit oder ohne eingesetzte Rollen und/oder im montierten, mit Rollen bestückten Zustand gemessen werden. Bei dieser Ausgestaltung ist es nicht möglich, die Drehachse ohne eine vorherige Spreizung der Seitenwände in die Lageröffnungen einzusetzen. Erst nachdem die Seitenwände derart gespreizt sind, dass die Öffnungsweite der Länge der Drehachse entspricht, kann die Drehachse von oben her in den Lageröffnungen abgelegt werden, wonach dann die Spreizung der Seitenwände aufgehoben werden kann. Auf diese Weise kann eine Lagesicherung der Drehachse nicht nur in axialer, sondern auch in radial nach außen weisender Richtung erreicht werden. Dabei kann die Öffnungsweite derart bemessen sein, dass die Profilschiene nur um ein geringes Maß aufgeweitet werden muss, um die Drehachsen einsetzen zu können.According to a further embodiment, two opposing bearing openings on an opening width which is smaller than the length of the axis of rotation. In this case, the opening width in the longitudinal direction of the axis of rotation in the relaxed state of the rail can be measured with or without rollers used and / or assembled, equipped with roles state. In this embodiment, it is not possible to use the axis of rotation without a prior spreading of the side walls in the bearing openings. Only after the side walls are spread so that the opening width corresponds to the length of the axis of rotation, the axis of rotation can be stored from above into the bearing openings, after which then the spreading of the side walls can be canceled. In this way, a position assurance of the axis of rotation can be achieved not only in the axial, but also in the radially outward direction. In this case, the opening width can be dimensioned such that the rail only has to be widened by a small amount in order to use the axes of rotation can.
Gemäß einer weiteren Ausführung wird schließlich vorgeschlagen, dass die Stirnseiten der Rollkörper kegelstumpfförmig ausgebildet sind. Die Kegelstumpfform führt dazu, dass nur geringe Flächenanteile der Rollkörperstirnseiten in Anlage mit den Seitenwänden kommen können, wodurch sich eine geringe Reibung zwischen den Rollkörpern und den Seitenwänden ergibt.According to another embodiment, it is finally proposed that the end faces of the rolling bodies are frusto-conical. The truncated cone shape means that only small surface portions of the rolling body end faces can come into contact with the side walls, resulting in a low friction between the rolling elements and the side walls.
Weitere Abwandlungen der Rollbahn ergeben sich aus den nachstehend in Bezug auf das Verfahren gemachten Ausführungen.Other variations of the runway will be apparent from the statements made below with respect to the method.
Ein zweiter Aspekt der Erfindung betrifft ein Herstellungsverfahren einer Rollbahn zum Transport von Lagergütern mit den Schritten Bereitstellen mehrerer Rollkörper mit Drehachsen, Bereitstellen einer Profilschiene, welche einen Boden und zwei gegenüber dem Boden abgewinkelt verlaufende Seitenwände aufweist, wobei die Seitenwände so ausgebildet sind, dass sie unter dem Einfluss einer in Richtung des Bodens gerichteten Kraft dazu neigen, aufeinander zu zu schwenken, wobei die Seitenwände Lageröffnungen und Mittel zur Lagesicherung der Drehachsen in den Lageröffnungen aufweisen, und Einsetzen der Drehachsen in Lageröffnungen der Seitenwände, wobei die Rollkörper gemeinsam mit den Drehachsen von oberhalb der Lageröffnungen in einer nach unten in Richtung des Bodens der Profilschiene weisenden Einsetzrichtung in die Lageröffnungen eingesetzt werden.A second aspect of the invention relates to a method of producing a rolling track for transporting stored goods, comprising the steps of providing a plurality of rolling bodies with axes of rotation, providing a profile rail which has a bottom and two side walls angled relative to the floor, wherein the side walls are formed so that they the action of a force directed towards the ground tend to pivot towards each other, the side walls bearing openings and means for securing the position of the rotational axes in the bearing openings, and inserting the axes of rotation in bearing openings of the side walls, wherein the rolling bodies together with the axes of rotation from above the bearing openings are inserted into the bearing openings in an insertion direction pointing downwards in the direction of the bottom of the profile rail.
Das Einsetzen der Rollkörper gemeinsam mit den Drehachsen in Richtung der Seitenwände vereinfacht die Anordnung der Rollkörper an der Profilschiene. Es ist nicht erforderlich, die freien Enden der Drehachsen gegenüber quer zu den Seitenwänden verlaufenden Lageröffnungen in einer axialen Fluchtung zu halten. Bei der Montage reicht es aus, die Rollkörper mit den entsprechenden Drehachsen oberhalb der Lageröffnungen auszurichten und diese von dort in die Montagestellung abzusenken.The insertion of the rolling elements together with the axes of rotation in the direction of the side walls simplifies the arrangement of the rolling elements on the rail. It is not necessary to keep the free ends of the axes of rotation with respect to transverse to the side walls extending bearing openings in an axial alignment. During assembly, it is sufficient to align the rolling elements with the corresponding axes of rotation above the bearing openings and lower them from there to the mounting position.
Eine Ausgestaltung des Verfahrens sieht vor, dass die Öffnungsweite der einander gegenüberliegenden Lageröffnungen vor dem Schritt des Einsetzens der Drehachsen durch Spreizen der Seitenwände vorübergehend vergrößert wird und bei dem die Öffnungsweite der einander gegenüberliegenden Lageröffnungen nach dem Schritt des Einsetzens der Drehachsen in die Lageröffnungen wieder verkleinert wird. Auf diese Weise kann eine Lagesicherung der Drehachse auch in nach radial außen weisender Richtung erreicht werden. Ein Spreizen kann durch eine Spreizvorrichtung erfolgen, welche im Innenbereich der Profilschiene an den Schenkeln angreift und diese auseinander drückt. Ferner ist denkbar, dass die Spreizvorrichtung außen an den Abschnitten angreift und die Schenkel an über an den Abschnitten angreifenden Spreizkräften auseinanderzieht. Durch letztere Gestaltung kann der Innenbereich der Profilschiene freigehalten werden, so dass ausreichend Platz für das Einsetzten der Rollen bereitgestellt wird.An embodiment of the method provides that the opening width of the opposite bearing openings is temporarily increased before the step of inserting the axes of rotation by spreading the side walls and in which the opening width of the opposing bearing openings after the step of inserting the axes of rotation is reduced again in the bearing openings , In this way, a position assurance of the axis of rotation can also be achieved in the radially outward direction. A spreading can be done by a spreading device, which in the interior of the rail to the Thighs attacks and pushes them apart. Furthermore, it is conceivable that the spreading device engages the outside of the sections and pulls the legs apart on over the sections acting on spreading forces. By the latter design, the interior of the rail can be kept free, so that sufficient space is provided for the insertion of the rollers.
Bei einem derartigen Verfahren kann das Spreizen der Seitenwände in einem in Längsrichtung der Profilschiene örtlich begrenzten Bereich erfolgen, wobei nachfolgend die Rollen in diesem Bereich eingesetzt werden können. So können bereits eingesetzte Rollen in einem in Produktionsrichtung hinter diesem örtlich begrenzten Bereich liegenden Bereich durch ein Rückfedern der Schenkel der Profilschiene in ihrer eingesetzten Position fixiert werden.In such a method, the spreading of the side walls can take place in a region which is localized in the longitudinal direction of the profile rail, and subsequently the rollers can be used in this area. Thus, already used rollers can be fixed in a position in the production direction behind this localized area area by a spring back of the legs of the rail in its inserted position.
Ferner kann bei einem solchen Verfahren, das Verfahren ferner einen Lageröffnungsanbringungsschritt aufweisen, über den die Lageröffnungen in einem unprofilierten oder in einem bereits profilierten Blech erzeugt werden. Der Lageröffnungsanbringungsschritt kann z.B. einen Stanzschritt umfassen. Denkbar sind auch andere Herstellungsverfahren der Lageröffnung.Further, in such a method, the method may further comprise a bearing opening attaching step over which the bearing apertures are formed in a non-profiled or already profiled sheet. The bearing opening attaching step may be e.g. a punching step. Also conceivable are other methods of manufacturing the bearing opening.
Ferner kann bei einem derartigen Verfahren, ein Profilierungsschritt vorgesehen sein, der dem Einsetzen der Rollen vorangehen kann. Dabei kann z.B. einem Blech die in Bezug auf den ersten oder zweiten Aspekt der Erfindung beschriebene Querschnittsform gegeben werden.Furthermore, in such a method, a profiling step may be provided which may precede the insertion of the rollers. In this case, e.g. a sheet metal given the cross-sectional shape described in relation to the first or second aspect of the invention.
Bei einem derartigen Verfahren kann eine Taktung der Anbringung der einzelnen Lageröffnungen und eine Taktung der Einsetzung der einzelnen Rollen in die Lageröffnungen erfolgen, wobei die Taktung der Anbringung der einzelnen Lageröffnungen und die Taktung der Einsetzung der einzelnen Rollen in Abhängigkeit voneinander erfolgen kann. Dabei kann die Taktung der Einsetzung der einzelnen Rollen in Abhängigkeit von der Taktung der Anbringung der einzelnen Lageröffnungen gesteuert werden. Dabei kann die Taktung der Anbringung der einzelnen Lageröffnungen z.B. über Sensoren detektiert werden und die Taktung der Einsetzung der einzelnen Rollen kann in Abhängigkeit von dem detektierten Wert bewirkt werden. Durch eine derartige Steuerung kann eine hohe Produktionsgeschwindigkeit erzielt werden.In such a method, a clocking of the attachment of the individual bearing openings and a timing of the insertion of the individual rollers in the bearing openings can take place, wherein the timing of the attachment of the individual bearing openings and the timing of the insertion of the individual rollers can be dependent on each other. In this case, the timing of the insertion of the individual roles depending on the timing of the attachment of the individual bearing openings can be controlled. In this case, the timing of the attachment of the individual bearing openings can be detected, for example via sensors and the timing of the Installation of the individual roles can be effected in dependence on the detected value. By such a control, a high production speed can be achieved.
Derartige Verfahren können als kontinuierliche Verfahren gestaltet sein. Dabei können entlang einer Produktionsstraße zuerst Stanzschritte vorgenommen werden, mittels der Lageröffnungen in Blech gestanzt werden können, das z.B. von einer Blechrolle abläuft, nachfolgend kann das Blech über den Profilierungsschritt in die gewünschte Profilform gebracht werden, wonach das Profil aufgespreizt werden kann, wonach die Rollen eingesetzt werden können. Ein Profilierungsschritt kann ein Kaltumformungsschritt, z.B. durch Kaltwalzen, sein.Such methods may be designed as continuous processes. In this case, first punching steps can be carried out along a production line, by means of which bearing openings can be punched into sheet metal, which is e.g. From a sheet-metal roller runs, subsequently the sheet can be brought over the profiling step in the desired profile shape, after which the profile can be spread, after which the rollers can be used. A profiling step may be a cold forming step, e.g. by cold rolling, his.
Weitere Abwandlungen des Herstellungsverfahrens ergeben sich -aus den vorstehend in Bezug auf die Rollbahn gemachten Ausführungen.Further modifications of the manufacturing process result from the statements made above with regard to the runway.
Ein dritter Aspekt betrifft ein Verfahren zur Herstellung einer Rollbahn zum Transport von Lagergütern mit den Schritten Bestimmen unterschiedlicher Rollkörperabstände für die herzustellende Rollbahn, Herstellen einer Profilschiene (1) mit Lageröffnungen (4), welche in Längsrichtung der Profilschiene (1) unterschiedliche Abstände (a, b, c) zueinander aufweisen, welche den bestimmten Rollkörperabständen entsprechen, Bereitstellen mehrerer Rollkörper (2) mit Drehachsen (3), Einsetzen der Drehachsen (3) in die Lageröffnungen (4). Der Schritt des Bestimmens unterschiedlicher Rollkörperabstände kann z.B. entsprechend vorgegebener Einsatzbedingungen der herzustellenden Rollbahn im Gebrauch erfolgen. Der Schritt des Bestimmens kann somit Teil eines Planungsvorgangs einer gesamten Förderstrecke sein. Die Herstellung einzelner Rollbahnen für eine Förderstrecke kann dem folgend individuell erfolgen, so dass Rollbahnen mit individuellen, unterschiedlichen Rollenabständen bereitgestellt werden können. Dabei ist es möglich jeden einzelnen Abstand einer Rolle zur nächsten individuell zu bestimmen und die Rollenbahn entsprechend herzustellen.A third aspect relates to a method for producing a runway for transporting stored goods with the steps of determining different rolling body distances for the runway to be produced, producing a profile rail (1) with bearing openings (4), which in the longitudinal direction of the rail (1) different distances (a, b, c) to each other, which correspond to the determined rolling body distances, providing a plurality of rolling bodies (2) with axes of rotation (3), inserting the axes of rotation (3) in the bearing openings (4). The step of determining different roll spacing may be e.g. in accordance with predetermined conditions of use of the runway to be made in use. The step of determining may thus be part of a planning process of an entire conveyor line. The production of individual runways for a conveyor line can be done individually according to the following, so that taxiways with individual, different roller distances can be provided. It is possible to individually determine each individual distance of a roll to the next and manufacture the roller conveyor accordingly.
Dabei kann ein solches Verfahren ferner Verfahrensschritte umfassen, wie sie in Bezug auf den zweiten Aspekt beschrieben wurden. Z.B. kann die Herstellung unterschiedlicher Rollbahnen nacheinander in einem kontinuierlichen Verfahren erfolgen. Außerdem kann ein solches Verfahren Verfahrensschritte umfassen, wie sie sich aus der nachfolgenden Beschreibung einer Produktionsstraße entsprechend einem vierten Aspekt ergeben.In this case, such a method may further comprise method steps as described in With reference to the second aspect have been described. For example, the production of different runways can be carried out successively in a continuous process. In addition, such a method may comprise method steps as they result from the following description of a production line according to a fourth aspect.
Ein vierter Aspekt betrifft eine Produktionsstraße zur Herstellung einer in Bezug auf den ersten Aspekt beschriebenen Rollbahn unter Anwendung eines in Bezug auf den zweiten Aspekt und/oder dritten Aspekt beschriebenen Verfahrens.A fourth aspect relates to a production line for producing a runway described in relation to the first aspect using a method described with respect to the second aspect and / or the third aspect.
Eine solche Produktionsstraße kann eine Stanzvorrichtung zum Ausstanzen der Lageröffnungen und eine Profilgebungsmaschine zum Umformen eines metallischen Bandmaterials umfassen.Such a production line may comprise a punching device for punching out the bearing openings and a profiling machine for forming a metallic strip material.
Eine solche Produktionsstraße kann ferner ein Richtwerk zum Geraderichten eines metallischen Bandmaterials und/oder eine Bestückungsvorrichtung zum Einsetzen der Rollen in die Lageröffnungen und/oder eine Ablängungsvorrichtung zum Ablängen der bestückten Rollenbahnen umfassen.Such a production line can furthermore comprise a straightening device for straightening a metallic strip material and / or a placement device for inserting the rolls into the bearing openings and / or a cutting device for cutting the loaded roller tracks to length.
Eine Ausführungsform einer solchen Produktionsstraße kann z.B. eine Produktionsstraße sein, bei der von einem Blech-Coil kontinuierlich Blech abgerollt wird, das in der nächsten Station im Richtwerk gerichtet wird, anschließend in eine Stanzvorrichtung einläuft, in der Lageröffnungen in einem Abstand zur benachbarten Lageröffnung, der bestimmten Vorgaben entsprechend von Lageröffnung zu Lageröffnung variieren kann, gestanzt werden, die anschließend in die Profilierungsmaschine einläuft, in der das Blech so umgeformt werden kann, dass es ein entsprechendes im Wesentlichen U-förmiges Profil erhält, wobei bei der Produktionsstraße nach der Profilierungsmaschine eine Bestückungsvorrichtung angeordnet ist, in die das fertigprofilierte Profil einläuft, in der Rollen mit Drehachsen von oben in die Lageröffnungen eingesetzt werden, und wobei nachfolgend eine Ablängvorrichtung vorgesehen ist, in der die fertig bestückten Profile abgelängt werden.An embodiment of such a production line can be, for example, a production line in which sheet metal coil is continuously rolled from a sheet metal coil, which is directed in the next station in the straightening, then enters a punching device, in the bearing openings at a distance from the adjacent bearing opening, the can vary according to certain specifications from bearing opening to bearing opening, are punched, which then enters the profiling machine, in which the sheet can be reshaped so that it receives a corresponding substantially U-shaped profile, wherein in the production line after the profiling an assembly device is arranged, in which enters the finished profiled profile, are used in the roles with axes of rotation from above into the bearing openings, and wherein subsequently a cutting device is provided in which the finished assembled profiles are cut to length.
Im Folgenden werden bevorzugte Ausführungsformen der Erfindung beispielhaft beschrieben. Dabei weisen die beschriebenen Ausführungsformen zum Teil Merkmale auf, die nicht zwingend erforderlich sind, um die vorliegende Erfindung auszuführen, die aber im Allgemeinen als bevorzugt angesehen werden. So sollen auch Ausführungsformen als unter die Lehre der Erfindung fallend offenbart werden, die nicht alle Merkmale der im Folgenden beschriebenen Ausführungsformen aufweisen. Genauso ist es denkbar, Merkmale, die in Bezug auf unterschiedliche Ausführungsformen beschrieben werden, einzeln miteinander zu kombinieren. In den beigefügten Zeichnungen zeigt:
- Fig. 1
- eine perspektivische Teilansicht einer Rollbahn,
- Fig. 2
- eine seitliche Ansicht der Rollbahn nach
Fig. 1 , - Fig. 3
- eine Draufsicht der Rollbahn nach
Fig. 1 , - Fig. 4
- eine Ansicht der Rollbahn aus der in
Fig. 2 mit IV bezeichneten Richtung, - Fig. 5
- einige Teile der Rollbahn in perspektivischer Ansicht,
- Fig. 6
- eine Schnittansicht gemäß der in
Fig. 2 mit VI-VI bezeichneten Schnittlinie, wobei die Rollbahn im lastfreien Zustand dargestellt ist, - Fig. 7a
- eine der
Fig. 6 entsprechende Schnittdarstellung der Rollbahn in belastetem Zustand, - Fig. 7b
- eine Schnittdarstellung einer Rollbahn mit einem weiteren alternativen Profilquerschnitt in belastetem Zustand,
- Fig. 8
- eine seitliche Ansicht auf einen Teilbereich der Rollbahn, zur Veranschaulichung der Montage eines Rollkörper an der Profilschiene und
- Fig. 9
- in schaltplanmäßiger Darstellung eine Übersicht des Herstellungsverfahrens zur Herstellung einer erfindungsgemäßen Rollbahn.
- Fig. 1
- a partial perspective view of a runway,
- Fig. 2
- a side view of the runway after
Fig. 1 . - Fig. 3
- a top view of the runway after
Fig. 1 . - Fig. 4
- a view of the runway from the in
Fig. 2 with direction IV, - Fig. 5
- some parts of the runway in perspective view,
- Fig. 6
- a sectional view according to the in
Fig. 2 VI-VI section line, where the runway is shown unloaded, - Fig. 7a
- one of the
Fig. 6 Corresponding sectional view of the runway in loaded condition, - Fig. 7b
- a sectional view of a runway with another alternative profile cross section in the loaded state,
- Fig. 8
- a side view of a portion of the runway, to illustrate the installation of a rolling body on the rail and
- Fig. 9
- in circuit diagram representation of an overview of the manufacturing process for producing a runway according to the invention.
In
Die Rollkörper 2 weisen über die Länge der Profilschiene 1 betrachtet verschiedene Abstände auf, vgl.
Gemäß den Darstellungen in den
Die Seitenwände 12 des Profils 1 weisen an ihren oberen Enden Lageröffnungen 4 auf, in denen quer zur Schiene 1 die Drehachsen 3 der Rollkörper 2 angeordnet sind. Die Lageröffnungen 4 können derart gestaltet sein, wie es in Bezug auf
Bei dem in
Bei den in
Von den freien Enden der Seitenwände ausgehend verlaufen Abschnitte 14 der Seitenwände oberhalb der Drehachsen 3 jeweils in einer von der Mitte der Profilschiene nach außen weisenden Richtung. Diese Abschnitte 14 können z.B. als im wesentlichen horizontale Abschnitte 14 verlaufen. Ein Teil der Lageröffnung 4 kann im Bereich des Abschnitts 14 vorgesehen sein, wobei der Abstand zwischen den Kanten der beiden korrespondierenden Lageröffnungen 4 im Bereich der gegenüberliegenden Abschnitte 14 an den gegenüberliegenden Seitenwänden 12 kleiner sein kann als die Länge L der Drehachse, wenn die Drehachsen 3 in die Lageröffnungen 4 eingesetzt sind. So können die Seitenwände der Profilschiene beim Einsetzen der Rollen 2 mit den Drehachsen 3 aufgeweitet werden, so dass die Drehachse 3 eingesetzt werden können. Nach dem Einsetzen der Drehachsen 3 können die Seitenwände, z.B. elastisch zurückfedernd, in eine Position verbracht werden, in der der Abstand zwischen den Kanten der beiden korrespondierenden Lageröffnungen 4 im Bereich der gegenüberliegenden Abschnitte 14 kleiner ist als die Länge L der Drehachse. Dadurch kann die Drehachse über die horizontalen Abschnitte 14 in Querrichtung zur Drehachse 3 in den Lageröffnungen 4 gehalten und gesichert werden.Starting from the free ends of the side
An die horizontalen Abschnitte 14 schließen sich jeweils weitere, quer zur Drehachse verlaufende Abschnitte 15 an. Diese Abschnitte können z.B. als vertikale Abschnitte ausgebildet sein, die im wesentlichen senkrecht nach unten verlaufen. Derartige Abschnitte 15 können mit einem geringen Spaltmaß an den Enden der Drehachsen 3 anliegen, wenn die Drehachsen 3 in das Profil eingesetzt sind. Denkbar ist ebenfalls, dass die Abschnitte 15 an den Enden der Drehachsen 3 elastisch vorgespannt anliegen.Each of the
Über die vertikalen Abschnitte 15 können die betreffenden Drehachsen 3 an einem Herausgleiten oder Herausfallen in axialer Richtung der Drehachsen 3 aus der gelagerten Position gehalten werden.About the
In
In
Die Lageröffnung 4 weist eine Geometrie auf, die ein einfaches Einlegen des Rollkörpers 2 und der Drehachse 3 von oben her erlaubt. Im Bereich des freien Randes der Seitenwand 12 ist die Breite der Lageröffnung 4, d.h. deren Erstreckung in Richtung der Profilschiene 1, größer als in dem weiter unten liegenden, schalenförmigen Bereich. Der obere Bereich der Lageröffnung 4 weist eine Einführschräge 41 auf, die in Richtung einer tiefer gelegenen Lagerschale 42 geneigt verläuft. Der Durchmesser der Lagerschale 42 entspricht im Wesentlichen dem Durchmesser der Drehachse 3, mit einem gewissen Übermaß, um ein verkantungsfreies Hineinrutschen der Drehachse 3 zu erreichen. Die Einführschräge 41 ist von insgesamt rampenförmig geneigter Geometrie und bildet eine Art Einführtrichter für die Drehachse 3. Die in
In dieser Endlage ist die Drehachse 3 über ein Sicherungsmittel 13 lagegesichert. Einzelheiten der Lagesicherung sind in den
Als Sicherungsmittel 13 dient eine doppelte Abkantung im Bereich des oberen Endes der Seitenwand 12, die aus zwei Abschnitten 14, 15 besteht. Der eine Abschnitt 14 erstreckt sich im Wesentlichen in Richtung der Drehachse 3, wohingegen der weitere Abschnitt 15 quer zur Achsrichtung der Drehachse 3 verläuft und dem freien Ende der Drehachse 3 stirnseitig gegenübersteht. Wie die Darstellung in
Wie sich den Darstellungen in
Gemäß der Darstellung in
In
Die Herstellung der Profilschiene erfolgt ausgehend aus einem auf einer Rolle 100 aufgewickelten, metallischen Bandmaterial 101, welches abgewickelt und im Anschluss durch ein mehrere Rollen 102 aufweisendes, das Bandmaterial glättendes Richtwerk 103 sowie eine Vorrichtung 104 zu einer Stanzvorrichtung 105 geführt wird, deren Presswerkzeug 106 die Lageröffnungen 4 aus dem bandförmigen Material 101 herausstanzt. Die Lageröffnungen können entsprechend den Anforderungen an die fertige Rollbahn, die dem Einsatzzweck und -Ort der fertigen Rollbahn entsprechen, automatisiert in unterschiedlichen Abständen zueinander angebracht werden. Im Anschluss wird in einer Profilgebungsmaschine 107 der kanalförmige Querschnitt der Profilschiene 1 mit den an den freien Enden der Seitenwände 12 vorgesehenen Sicherungsmitteln 13 hergestellt.The production of the rail is carried out starting from a wound on a
Parallel zur Herstellung der Profilschiene 1 läuft die Herstellung der aus einem Kunststoffmaterial, beispielsweise durch Spritzguss oder Strangpressen hergestellten Rollen 2 in einer entsprechenden Vorrichtung 108. In einer weiteren Maschine 109 werden die bolzenförmigen Drehachsen 3 hergestellt und im Anschluss in einer Bestückungsmaschine 110 in die Rollkörper 2 eingesteckt. Danach werden die Rollkörper 2 gemeinsam mit den Drehachsen 3 in einer Bestückungsvorrichtung 111 in die Lageröffnungen 4 des Profils 1 eingesetzt, wie dies zuvor ausführlich beschrieben wurde. Anschließend folgt in einer weiteren Ablängungsvorrichtung 112 eine Markierung und anschließend Ablängung der Profilschienen, wonach diese gemäß einem letzten Verfahrensschritt mittels geeigneter Transportvorrichtungen 113 abtransportiert werden.Parallel to the production of the
- 11
- Profilschienerail
- 22
- Rollkörperroll body
- 33
- Drehachseaxis of rotation
- 44
- Lageröffnungbearing opening
- 1111
- Bodenground
- 1212
- SeitenwandSide wall
- 1313
- Sicherungsmittel, AbkantungSecuring means, fold
- 1414
- Abschnittsection
- 1515
- Abschnittsection
- 1616
- Knickkink
- 1717
- Knickstellekink
- 3131
- Freies EndeFree end
- 4141
- Einführschrägechamfer
- 4242
- Lagerschalebearing shell
- 100100
- Rollerole
- 101101
- Bandmaterialband material
- 102102
- Rollerole
- 103103
- Richtwerkstraightener
- 104104
- Abzweigvorrichtungbranching device
- 105105
- Stanzvorrichtungpunching device
- 106106
- Presswerkzeugpress tool
- 107107
- ProfilgebungsmaschineProfilgebungsmaschine
- 108108
- Vorrichtungcontraption
- 109109
- Maschinemachine
- 110110
- Bestückungsvorrichtungmounter
- 111111
- Bestückungsvorrichtungmounter
- 112112
- AblängungsvorrichtungAblängungsvorrichtung
- 113113
- Transportvorrichtungtransport device
- AA
- Abstanddistance
- BB
- Breitewidth
- WW
- Öffnungsweiteopening width
- LL
- Längelength
- FF
- Kraftforce
- FQ F Q
- Schwerkraftgravity
- aa
- Abstanddistance
- bb
- Abstanddistance
- cc
- Abstanddistance
- αα
- Winkelangle
Claims (16)
- A roller track for transporting stored goods, with- a profile rail (1) having a base (11) and two side walls (12) extending at an angle relative to the base (11), the side walls (12) being formed such that they are prone to pivot onto each other under the influence of a force directed toward the base (11),- multiple roller bodies (2) that are rotatably supported about rotating axles (3) in bearing openings (4) of the side walls (12),- and means (13) for securing the positions of the rotating axles (3) in the bearing openings (14),wherein the bearing openings (4) are formed as depressions extending from the free end of the side walls (12) toward the base (12),
characterized in that
the distance (A) of the free ends of the side walls (12) is smaller than the width (B) of the base (11),
the side walls (12) enclose an angle (a) of less than 90° with the base (11) at least in some parts,
and securing means (13) are provided, which are formed as single-piece, double folds of the side walls (12), wherein a portion (14) of the securing means (13) extends outwardly in the direction of the rotating axles (3), and whereas the further portion (15) of the securing means (13) is transverse to the axle direction of the rotating axle (3) and opposes the free ends (31) of the rotating axles (3) on the face side. - The roller track according to claim 1, in which the side walls (12) enclose an angle (a) of less than 90°, preferably 85°, with the base (11) over their entire height.
- The roller track according to claim 1 or 2, in which the profile rail (1) is formed such that the portions (14) abut against the free ends (31) of the rotating axles (3) upon a pivoting movement of the side walls (12).
- The roller track according to one of the preceding claims, in which the width of the bearing opening (4) in the area of the free end of the side wall (12) is larger than the diameter of the rotating axle (3), and/or wherein the bearing opening (4) is formed narrower toward the base (11) than in the area of the free end of the side wall (12).
- The roller track according to claim 4, in which the bearing opening (4) has an insertion slant (41) and a bearing shell (42) substantially corresponding to the diameter of the rotating axle (3).
- The roller track according to one of the preceding claims, in which two opposite bearing openings (4) have an opening width (W) smaller than the length (L) of the rotating axle (3).
- A method for producing a roller track for transporting stored goods, with the steps of:- providing multiple roller bodies (2) with rotating axles (3),- providing a profile rail (1) having a base (11) and two side walls (12) extending at an angle relative to the base (11), the side walls (12) being formed such that they are prone to pivot onto each other under the influence of a force directed toward the base (11), wherein:- the side walls (12) having bearing openings (4) and means (13) for securing the positions of the rotating axles (3) in the bearing openings (4),- the distance (A) of the free ends of the side walls (12) is smaller than the width (B) of the base (11),- the side walls (12) enclose an angle (a) of less than 90° with the base (11) at least in some parts,- providing securing means (13), which are formed as single-piece, double folds of the side walls (12), wherein a portion (14) of the securing means (13) extends outwardly in the direction of the rotating axles (3), and whereas the further portion (15) of the securing means (13) is transverse to the axle direction of the rotating axle (3) and opposes the free ends (31) of the rotating axles (3) on the face side, and- inserting the rotating axles (3) into the bearing openings (4) of the side walls (12), wherein the roller bodies (2), together with the rotating axles (3), are inserted into the bearing openings (4) in an insertion direction downward toward the base of the profile rail from above the bearing openings (4).
- The method according to claim 7, in which the opening width (W) of the mutually opposite bearing openings (4) is temporarily enlarged by straddling the side walls (12) prior to the step of inserting the rotating axles, and in which the opening width (W) of the mutually opposite bearing openings (4) is reduced again after the step of inserting the rotating axles into the bearing openings.
- The method according to claim 8, wherein straddling of the side walls (12) can be performed in a locally limited area in the longitudinal direction of the profile rail, in which the rollers are inserted.
- The method according to one of claims 7 to 9, wherein the method further comprises a bearing opening making step in which the bearing openings (4) are produced in a non-profiled or already profiled sheet metal.
- The method according to one of claims 7 to 10, wherein the method further comprises a profiling step that precedes the insertion of the rollers.
- The method according to one of claims 10 to 11, wherein a timing of the making of the individual bearing openings takes place, in which a timing of the insertion of the individual rollers into the bearing openings takes place, and in which the timing of the making of the individual bearing openings and the timing of the insertion of the individual rollers take place in dependence on one another.
- A method according to one of claims 7 to 12 for producing a roller track for transporting stored goods, with the steps of:- determining different roller body distances for the roller track to be produced,- producing a profile rail (1) with bearing openings (4), which have different distances (a, b, c) from each other in the longitudinal direction of the profile rail (1), said distances corresponding to the specific roller body distances,- providing multiple roller bodies (2) with rotating axles (3),- inserting the rotating axles (3) into the bearing openings (4).
- A production line for producing a roller track according to one of claims 1 to 6 by applying a method according to one of claims 7 to 12.
- The production line according to claim 14, comprising a punching device (105) for punching out the bearing openings (4), and a profiling machine (107) for forming a metal strip material (101).
- The production line according to claim 15, further comprising a straightening unit (103) for straightening a metal strip material (101) and/or a feeding device (111) for inserting the rollers into the bearing openings (4) and/or a cutting device (112) for cutting the fitted roller tracks (1) to length.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL09793889T PL2313331T3 (en) | 2008-07-09 | 2009-07-09 | Roller conveyor having a profile rail |
| EP09793889.8A EP2313331B1 (en) | 2008-07-09 | 2009-07-09 | Roller conveyor having a profile rail |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08290677A EP2143668A1 (en) | 2008-07-09 | 2008-07-09 | Roller conveyor with profile rail |
| EP09793889.8A EP2313331B1 (en) | 2008-07-09 | 2009-07-09 | Roller conveyor having a profile rail |
| PCT/EP2009/004990 WO2010003674A1 (en) | 2008-07-09 | 2009-07-09 | Roller conveyor having a profile rail |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2313331A1 EP2313331A1 (en) | 2011-04-27 |
| EP2313331B1 true EP2313331B1 (en) | 2013-09-11 |
Family
ID=40297825
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08290677A Withdrawn EP2143668A1 (en) | 2008-07-09 | 2008-07-09 | Roller conveyor with profile rail |
| EP09793889.8A Active EP2313331B1 (en) | 2008-07-09 | 2009-07-09 | Roller conveyor having a profile rail |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08290677A Withdrawn EP2143668A1 (en) | 2008-07-09 | 2008-07-09 | Roller conveyor with profile rail |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9981805B2 (en) |
| EP (2) | EP2143668A1 (en) |
| JP (1) | JP5628798B2 (en) |
| CN (1) | CN102089226A (en) |
| BR (1) | BRPI0915739B1 (en) |
| DK (1) | DK2313331T3 (en) |
| ES (1) | ES2431585T3 (en) |
| PL (1) | PL2313331T3 (en) |
| RU (1) | RU2011103718A (en) |
| WO (1) | WO2010003674A1 (en) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2495809C2 (en) * | 2011-12-19 | 2013-10-20 | Общество с ограниченной ответственностью "Торговый дом "Пакверк" | Packing line roll table and roll table roll |
| ES1077073Y (en) * | 2012-05-15 | 2012-08-29 | Merino Casajuana Carles | RAIL FOR THE TRANSPORT OF GOODS |
| DE202013002290U1 (en) | 2013-03-11 | 2014-06-12 | Interroll-Holding Ag | Conveyor roller with stiffening element |
| JP6424447B2 (en) * | 2014-03-28 | 2018-11-21 | 東洋製罐グループホールディングス株式会社 | Cell culture method and cell culture system |
| JP6317625B2 (en) * | 2014-05-22 | 2018-04-25 | 一夫 金子 | Mobility aid |
| CN104401643B (en) * | 2014-11-13 | 2017-07-25 | 盐城市双利电机有限公司 | Streamline is with transport tourelle rolling frame |
| CN104401641B (en) * | 2014-11-13 | 2017-07-25 | 江苏新海科技发展有限公司 | Streamline transport tourelle |
| KR101938448B1 (en) * | 2015-09-30 | 2019-04-11 | 임흥순 | Apparatus for Coupling Rollers Automatically in Roller Track |
| JP5986282B1 (en) * | 2015-11-18 | 2016-09-06 | 大口 元気 | Wheel conveyor |
| CN205366804U (en) * | 2015-12-29 | 2016-07-06 | 广东欧富隆自动货架科技有限公司 | Novel roller bearing automatic conveying device |
| EP3428079B1 (en) * | 2017-07-14 | 2019-12-25 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Deep draw packaging machine with flexible package support |
| CN107741686B (en) * | 2017-10-25 | 2020-06-09 | 武汉华星光电技术有限公司 | Developing machine and transmission device thereof |
| CN112916778A (en) * | 2021-01-25 | 2021-06-08 | 北京机电研究所有限公司 | Material receiving frame design in roll forging process of oversized roll forging |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2827153A (en) * | 1954-04-07 | 1958-03-18 | Rapids Standard Co Inc | Powered roll conveyors |
| US2964155A (en) * | 1958-12-26 | 1960-12-13 | Leonard B Flowers | Conveyor |
| US3420348A (en) | 1967-02-13 | 1969-01-07 | Leona Caudell | Storage rack rail member |
| US3586142A (en) * | 1969-05-01 | 1971-06-22 | Rapistan Inc | Rail for racks and the like |
| FR2080846B1 (en) * | 1970-02-05 | 1974-05-03 | Mills Const Sa | |
| US4054195A (en) * | 1975-05-19 | 1977-10-18 | Mallard Manufacturing Corporation | Roller conveyor |
| US4239100A (en) * | 1978-03-02 | 1980-12-16 | Unarco Industries, Inc. | Package flow system |
| SU1285290A1 (en) | 1984-10-08 | 1987-01-23 | Украинский Государственный Институт По Проектированию Металлургических Заводов | Continuous furnace for heating elongated cylindrical articles |
| US4681203A (en) * | 1985-11-22 | 1987-07-21 | Omniquest, Inc. | Multi-track gravity conveyor |
| US4969548A (en) * | 1988-04-27 | 1990-11-13 | Kornylak Corporation | Compression set limiting gravity conveyor |
| US5056642A (en) * | 1990-09-13 | 1991-10-15 | Unarco Industries, Inc. | Roller track for storage rack, roller conveyor, or similar apparatus |
| JPH05238527A (en) * | 1992-02-26 | 1993-09-17 | Daifuku Co Ltd | Roller conveyor |
| DE4235931C2 (en) | 1992-10-23 | 2001-06-21 | Sms Demag Ag | Straightening machine for straightening a sheet or strip |
| US5476167A (en) * | 1993-12-23 | 1995-12-19 | Unarco Material Handling, Inc. | Roller track having externally secured spindles for storage rack, roller conveyor, or similar apparatus |
| DE9410424U1 (en) * | 1994-06-28 | 1994-08-25 | Schmale, Erhard, 34414 Warburg | Roller bar |
| FR2756263B1 (en) * | 1996-11-28 | 1999-02-12 | Sipa Roller | TRACK RAIL |
| KR200215858Y1 (en) | 1999-03-17 | 2001-03-15 | 배점규 | Roller unit |
| US6230908B1 (en) * | 1999-09-01 | 2001-05-15 | Dell Usa, L.P. | Flow rack with reverse flow limiting device |
| GB2357272B (en) * | 1999-12-14 | 2003-01-22 | Flowstore Systems Plc | Roller track |
| KR100396543B1 (en) | 2000-08-23 | 2003-09-02 | 삼성전자주식회사 | System and method for providing a banner advertisement service in television broadcasting |
| JP2003020106A (en) * | 2001-07-09 | 2003-01-21 | Sanshin Kinzoku Kogyo Kk | Rail for rack |
| US6523664B2 (en) * | 2001-07-25 | 2003-02-25 | B-O-F Corporation | Rollers and track for gravity fed shelving apparatus |
| KR200285094Y1 (en) | 2002-05-23 | 2002-08-13 | 곽형근 | Ridge panel having the same horizontal section as that of the corrugated metal roof panel |
| JP3802521B2 (en) | 2003-09-02 | 2006-07-26 | ソニー株式会社 | Encoding apparatus, encoding control method, and encoding control program |
| US7147096B2 (en) | 2004-11-01 | 2006-12-12 | Creform Corporation | Wheeled conveyor rail |
| SE535479C2 (en) * | 2011-01-28 | 2012-08-21 | Flexqube Ab | Telescopic runway |
-
2008
- 2008-07-09 EP EP08290677A patent/EP2143668A1/en not_active Withdrawn
-
2009
- 2009-07-09 ES ES09793889T patent/ES2431585T3/en active Active
- 2009-07-09 JP JP2011517029A patent/JP5628798B2/en not_active Expired - Fee Related
- 2009-07-09 WO PCT/EP2009/004990 patent/WO2010003674A1/en active Application Filing
- 2009-07-09 DK DK09793889.8T patent/DK2313331T3/en active
- 2009-07-09 US US13/003,402 patent/US9981805B2/en active Active
- 2009-07-09 RU RU2011103718/11A patent/RU2011103718A/en not_active Application Discontinuation
- 2009-07-09 BR BRPI0915739-5A patent/BRPI0915739B1/en not_active IP Right Cessation
- 2009-07-09 PL PL09793889T patent/PL2313331T3/en unknown
- 2009-07-09 EP EP09793889.8A patent/EP2313331B1/en active Active
- 2009-07-09 CN CN2009801268804A patent/CN102089226A/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20120181141A1 (en) | 2012-07-19 |
| BRPI0915739B1 (en) | 2019-03-19 |
| RU2011103718A (en) | 2012-08-20 |
| JP5628798B2 (en) | 2014-11-19 |
| BRPI0915739A2 (en) | 2015-10-27 |
| PL2313331T3 (en) | 2013-12-31 |
| US9981805B2 (en) | 2018-05-29 |
| CN102089226A (en) | 2011-06-08 |
| DK2313331T3 (en) | 2013-11-04 |
| WO2010003674A1 (en) | 2010-01-14 |
| EP2313331A1 (en) | 2011-04-27 |
| JP2011527273A (en) | 2011-10-27 |
| ES2431585T3 (en) | 2013-11-27 |
| EP2143668A1 (en) | 2010-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2313331B1 (en) | Roller conveyor having a profile rail | |
| DE602005000410T2 (en) | Rollerbahn | |
| EP1479842B1 (en) | Hollow section | |
| EP3016551B1 (en) | Shelf element for a shelf of a rack, in particular a sliding rack, shelf frame, shelf, and rack | |
| WO2009074299A1 (en) | Apparatus and process for forming profiles with a variable height by means of cold rolling | |
| DE102016120869A1 (en) | Shelf, load carrier therefor and method of manufacture | |
| DE4215715C2 (en) | Bearing bush | |
| DE202011051396U1 (en) | Profile wrapping machine | |
| EP2478235A1 (en) | Ball roller bearing | |
| EP2604493B1 (en) | Stake for a commercial vehicle | |
| DE4222175C2 (en) | Rolling cage | |
| WO2001083334A1 (en) | Device for conveying a supply roll | |
| WO2010124803A2 (en) | High-bay warehouse as well as support for a high-bay warehouse and method for producing the support | |
| EP3336048B1 (en) | Shelf serving device | |
| EP3291926B1 (en) | System, coil transport vehicle and method for discharging a coil wound on a winding system | |
| EP3307653B1 (en) | Grate, in particular for use as a shelf for pallet racks or heavy duty racks | |
| EP3239073A1 (en) | Shelf, load carrier for same, and method for the preparation of same | |
| DE2908006A1 (en) | CONVEYOR DEVICE | |
| DE3638580C2 (en) | ||
| DE10312705B3 (en) | Calender, with a lower roller which can be exchanged, has support modules for the bottom roller to move it out of the seating on running rollers | |
| DE102019129268B4 (en) | Roller conveyor and method for producing such | |
| DE102017103165B3 (en) | rail system | |
| CH660413A5 (en) | ROLLER BEARING FOR SUPPORTING HOT OR COLD PIPING. | |
| DE9016327U1 (en) | Box body | |
| DE69315685T2 (en) | Roller shutters with transverse securing of the roller shutter slats and their manufacture, device for the manufacture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110203 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20130123 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130506 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SEJOURNE, JEROME Inventor name: REYMOND, BERTRAND |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: INTERROLL HOLDING AG |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: INTERROLL HOLDING AG |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 631493 Country of ref document: AT Kind code of ref document: T Effective date: 20130915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20131029 Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009008011 Country of ref document: DE Effective date: 20131107 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2431585 Country of ref document: ES Kind code of ref document: T3 Effective date: 20131127 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131211 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130717 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131212 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140111 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009008011 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140113 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140612 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009008011 Country of ref document: DE Effective date: 20140612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090709 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140731 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130911 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20190704 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 631493 Country of ref document: AT Kind code of ref document: T Effective date: 20200709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200709 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20210705 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230731 Year of fee payment: 15 Ref country code: ES Payment date: 20230821 Year of fee payment: 15 Ref country code: CH Payment date: 20230802 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20240626 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240628 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240722 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240719 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20240722 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240723 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240724 Year of fee payment: 16 |