EP3428079B1 - Deep draw packaging machine with flexible package support - Google Patents
Deep draw packaging machine with flexible package support Download PDFInfo
- Publication number
- EP3428079B1 EP3428079B1 EP17181383.5A EP17181383A EP3428079B1 EP 3428079 B1 EP3428079 B1 EP 3428079B1 EP 17181383 A EP17181383 A EP 17181383A EP 3428079 B1 EP3428079 B1 EP 3428079B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- support
- packaging machine
- cutting
- station
- machine according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 73
- 238000005520 cutting process Methods 0.000 claims description 100
- 238000004519 manufacturing process Methods 0.000 claims description 18
- 238000007789 sealing Methods 0.000 claims description 12
- 230000000903 blocking effect Effects 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 5
- 238000000926 separation method Methods 0.000 claims description 5
- 238000003856 thermoforming Methods 0.000 description 23
- 238000003860 storage Methods 0.000 description 6
- 238000000465 moulding Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional containers from sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
- B26D1/08—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates of the guillotine type
- B26D1/09—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates of the guillotine type with a plurality of cutting members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
- B65B41/16—Feeding webs from rolls by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/003—Arrangements to enable adjustments related to the packaging material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
- B65B61/065—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting by punching out
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
- B65B61/10—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting using heated wires or cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
- B65B7/164—Securing by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
Definitions
- the present invention relates to a thermoforming packaging machine according to claim 1.
- thermoforming packaging machines that are suitable for producing different packaging formats are in demand.
- the EP 0 249 059 A1 discloses a cutting device for a packaging machine, the cutting device being adjustable in dependence on the respective container sizes along the machine frame along guide profiles.
- the cutting device can be set as a function of the container depth for differently sized opening gaps between the cutting tools provided thereon, so that differently sized container types can be produced by means of the cutting device.
- clamping guides provided on the side of the machine frame of the cutting device are used, with which the containers are conveyed through the cutting device in cycles for separation.
- thermoforming packaging machine it is problematic to optimally separate large types of containers, especially if they are filled with weighty packaging contents, with the cutting device.
- the invention has for its object to improve a thermoforming packaging machine in terms of known solutions, in particular against the practical background of frequent format changes, by means of simple constructive technical means in such a way that it corresponds to the highest hygienic standards, can be quickly converted for a format change and thus becomes products reliably produce different formats with consistently high quality.
- thermoforming packaging machine according to claim 1.
- the invention relates to a thermoforming packaging machine, comprising a molding station for producing packaging troughs from a lower film, a sealing station for closing the packaging troughs with an upper film by means of a sealing process, and a cutting station for separating sealed packaging troughs.
- the cutting station has at least one cutting device which can be moved between different positions in the production direction within the cutting station, so that it is suitable for producing different packaging dimensions.
- the cutting station comprises a support, by means of whose bottoms the respective sealed packaging troughs transported into the cutting station for separation can be supported at least in sections from below.
- the support comprises a plurality of support elements which are arranged in a horizontal bearing plane and which, in accordance with a position of the cutting device at a location in the support at which a cutting process takes place, form a predetermined gap.
- the gap for the use of the cutting device at a different position within the cutting station can also be formed at a different location in the support by redistributing the support elements within the bearing plane. That is, an arrangement of the support elements within the bearing plane can vary in order to keep the gap free for operation of the cutting device at a desired position. Despite a varying arrangement of the support elements for displacing the gap within the support, however, an overall support surface formed in the storage level remains essentially the same. As a result, the support for the packaging bottoms conveyed above provides flexible, uniform support that can be adapted appropriately for the separation of different container formats.
- a gap in the sense of the invention is understood to mean an area in the bearing plane of the support in which no support elements are positioned and which is dimensioned such that at least partially an upper tool part of the cutting device, for example a cutting knife, and / or a lower tool part of the cutting device, for example one Die for the cutting knife, can pass through, so that the upper part of the tool is brought together with the lower part of the tool, thereby producing a cutting process, in particular a cut transverse to the direction of production, for separating the sealed packaging products.
- an upper tool part of the cutting device for example a cutting knife
- a lower tool part of the cutting device for example one Die for the cutting knife
- the support elements can be fixed in different arrangements within the storage level in order to create a gap for the operation of the cutting device (s) along the production direction at a predetermined point. From the ground support Large packaging with a heavy content in particular benefits. With the help of the floor support, the materials to be cut can be relieved of tensile forces, which means that particularly precise and clean cuts can be made.
- the support preferably comprises at least one support to which a predetermined number of the support elements are detachably fastened. It is particularly advantageous if the support elements are detachably attached to the carrier without tools, so that they can be removed from the carrier quickly and without the use of additional tools and reinserted at another point on the carrier, in particular by clipping.
- the carrier comprises a first and a second rail, each of which has a plurality of receptacles for fastening the respective support elements.
- the respective rails can advantageously be attached to a machine frame of the thermoforming packaging machine. They form carrier components that are easy to manufacture and are particularly suitable for operation with the highest hygienic requirements.
- the support is particularly adaptable to the place of use of the cutting device if the respective receptacles of the rails are equidistant, for example at a distance of approximately 3 to 8 cm, from one another.
- first and the second rail are designed at least in sections as angle brackets. This allows the rails to be attached particularly well to the machine frame of the thermoforming packaging machine and / or to the frame of the cutting station.
- the rails designed as angle brackets are also advantageous for a stable and appropriate fastening of the support elements thereon. This can be achieved in particular if the respective receptacles of the first and second rails are at least partially formed in both legs of the angle bracket.
- the cutting device for fulfilling optimal safety standards can comprise at least one blocking element which is configured to prevent fastening of at least one support element in the gap provided for the cutting device.
- the blocking element can keep the gap free and prevent an operator from arranging support elements in the area of the gap which could interfere with the cutting process. An operator can thereby automatically receive help in that he always arranges the respective support elements in a correct location within the bearing level of the support, so that an incorrect arrangement of the support elements can be avoided.
- the support elements are preferably at least partially designed as shafts, in particular as cylindrical rods, which are arranged parallel to the support, in particular transversely to the production direction. Cylindrical support elements can be cleaned particularly thoroughly, detergents run off them perfectly and therefore offer little potential for the accumulation of contaminants. In addition, the spaces between the shaft arrangement make it possible to carry out excellent cleaning work on other components of the thermoforming packaging machine.
- the shafts can easily be moved manually by the operator within the storage level of the support when the thermoforming packaging machine is at a standstill and is to be set up for a format change.
- the respective support elements form a small friction surface, so that the packagings transported through the cutting station for separation can be transported through the cutting station with little resistance and, in particular, floors pulled over them undamaged.
- the respective cylindrical support elements are arranged to be axially rotatable, so that they form a roller conveyor for the packaging conveyed thereon.
- the support is arranged below a chain guide for the film transport. It would be conceivable that the support is arranged to be height-adjustable. In order to be usable for the transport of packs of different depths, the support could in particular be designed to be continuously adjustable in height. It would also be conceivable that the support, preferably at different heights, is attached to a frame of the cutting device and / or to the machine frame of the thermoforming packaging machine.
- the cutting station preferably has a further cutting device for which a further gap in the sense of the invention is provided in the support.
- the two cutting devices could essentially be spaced apart from one another with respect to the length of the packaging to be produced in the production direction in order to produce cuts transversely to the production direction along opposite edge sections of the packaging to be produced.
- the packaging to be produced can be transported into the cutting station particularly gently if a guide for the sealed packaging troughs is arranged at the beginning of the cutting station in the production direction.
- the guide is preferably designed as a ramp in order to guide the packaging to a height level of the storage level of the support.
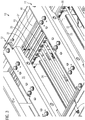
- FIG. 1 shows a thermoforming packaging machine 1.
- the thermoforming packaging machine 1 has a molding station 2 for producing packaging trays 3 from a bottom film 4, which is unwound from the bottom film roll 5 at the beginning of the thermoforming packaging machine 1.
- An insertion area 6 is arranged downstream of the forming station 2 in the production direction R. In the insertion area 6, products P can be placed in the packaging trays 3 produced by means of the molding station 2.
- the deep-drawing packaging machine 1 comprises a sealing station 7 for closing the packaging troughs 3 filled with products P with an upper film 8 by means of a sealing process.
- the upper film 8 is unwound from an upper film roll 9 and transported into the sealing station 7 for the sealing process.
- the thermoforming packaging machine 1 comprises a cutting station 10, which is arranged downstream of the sealing station 7 in the production direction R.
- the cutting station 10 comprises a first cutting device 11 and a second cutting device 12 positioned further downstream in the production direction R.
- a double arrow A for the first cutting device 11 and a double arrow B for the second cutting device 12 indicate that the respective cutting devices 11, 12 in the production direction R can be positioned at different positions within the cutting station 10, so that the cutting station 10 can be converted for cutting different sizes of packaging V.
- the cutting station 10 according to FIG Figure 1 a support 13 which is arranged to support respective packaging floors 14. According to Figure 1 the support 13 has a large number of support elements 15 between the two cutting devices 11, 12 and the exit of the cutting station 10.
- a longitudinal cutting device 16 is arranged further downstream in the production direction R.
- a removal station 17 with a conveyor belt 18 is then arranged. There, the packaging V produced can be removed from the thermoforming packaging machine.
- thermoforming packaging machine 1 includes a control device 20 for the manufacturing process and a computer unit 21 for setting the respective operating parameters.
- Figure 2 shows a perspective view of a section of the cutting station 10.
- the support 13 forms a predetermined gap 22 for the cutting process using the first cutting device 11 and a further predetermined gap 23 for the cutting process using the second cutting device 12.
- a plurality of individual circular cylinders or shafts 24 are arranged in the support 13.
- the waves 24 are according to Figure 2 attached within a horizontal storage level L.
- the two cutting devices 11, 12 can move closer together, so that a shaft arrangement according to FIG Figure 1 is set up.
- the shafts 24 serve as ground support for the sealed packaging trays 3, which are transported into the cutting station 10 Figure 2
- the support 13 for fastening the individual shafts 24 comprises a carrier 25 which has a first and a second rail 26, 27 for supporting the shafts 24.
- the first and the second rails 26, 27 each comprise a plurality of receptacles 28, in which respective ends of the rod-shaped support elements 15 can be fastened, in particular clipped in.
- Figure 2 are the respective receptacles 28 equidistant to each other along the production direction P in the two rails 26, 27.
- FIG. 2 shows Figure 2 that a guide 29 is attached at the beginning of the cutting station 10.
- the guide 29 is designed as a ramp and configured to guide packaging trays 3 transported over it to the level of the storage level L.
- Figure 3 shows a perspective and enlarged representation of a section of the cutting station 10.
- Figure 3 shows that the first cutting device 11 has a blocking element 30 and the second cutting device 12 has a blocking element 31.
- further blocking elements can also be formed on opposite sides of the respective cutting devices 11, 12.
- the respective blocking elements 30, 31 serve as placeholders, so that no supporting elements 15 can be fastened to the rails 26, 27 at their position in the support 13.
- the blocking elements 30, 31 thus ensure that a collision during the cutting process does not occur due to a misalignment of one or more shafts 24.
- the blocking elements 30, 31 ensure that a die 32 with a cutting knife 33 of the first cutting device 11 and a die 34 with a cutting knife 35 of the second cutting device 12 can be properly brought together for a cutting operation.
- Figure 3 a chain guide 40, which is available for a film transport.
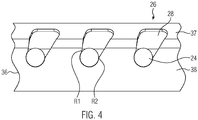
- Figure 4 shows a section of the first rail 26, including receptacles 28 formed therein for fastening the shafts 24.
- the first rail 26 is shaped as an angle bracket 36.
- the angle bracket 36 comprises a first leg 37 and a second leg 38.
- the two legs 37, 38 preferably run at right angles to one another.
- the respective receptacles 28 of the first rail 26 are at least partially formed in both legs 37, 38 of the angle bracket 36. Respective ends of the shafts 24 are thus stably received in the receptacles 28 with a certain protrusion with respect to the second leg 38
- Figure 4 further shows that the receptacles 28 have a first and a second radius R1, R2. These are designed such that the shafts 24 can be pressed into the receptacles 28 above them.
- the radii R1, R2 prevent the shafts 24 from coming out of the receptacles 28 automatically during the operation of the thermoforming packaging machine 1.
- the R1, R2 can nevertheless allow the shafts 24 to be rotatably supported.
- Figure 5A shows a schematic representation of a first arrangement X1 of respective support elements 15 (here: shafts 24) in order to form the gap 22 for the first cutting device 11 in the cutting station 10.
- Figure 5B shows Figure 5B a second arrangement X2, in order to form the gap 22 for the cutting device 11 in the image plane further to the right in the support 13.
- a displacement of the cutting device 11 is accompanied by a displacement of respective shafts 24 within the support 13 in order to set up the gap 22 appropriately for the operation of the cutting device 11 in the bearing plane L.
- the cutting device 11 can thus according to the Figures 5A and 5B can be adjusted between a first position P1 and at least a second position P2, with effective ground support by means of the shafts 24 being retained.
- Figure 5A also shows a distance d between adjacent waves 24.
- the distance d is approximately in a range of 3 to 15 cm, but can also be significantly larger.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Closing Of Containers (AREA)
Description
Die vorliegende Erfindung betrifft eine Tiefziehverpackungsmaschine gemäß dem Anspruch 1.The present invention relates to a thermoforming packaging machine according to claim 1.
In der Praxis sind Tiefziehverpackungsmaschinen gefragt, die zur Herstellung unterschiedlicher Verpackungsformate geeignet sind. Diesbezüglich ist es für Hersteller unter anderem eine Herausforderung, die bei der Tiefziehverpackungsmaschine im Anschluss an den Siegelvorgang eingesetzte Schneidstation derart zu konfigurieren, dass sie ohne großen Aufwand zur Vereinzelung unterschiedlicher Verpackungsformate verstellbar ist.In practice, thermoforming packaging machines that are suitable for producing different packaging formats are in demand. In this regard, it is a challenge for manufacturers, among other things, to configure the cutting station used in the thermoforming packaging machine after the sealing process in such a way that it can be adjusted without great effort to separate different packaging formats.
Die
Problematisch ist es, große Behältertypen, insbesondere wenn diese mit gewichtigen Verpackungsinhalten befüllt sind, optimal mit der Schneideinrichtung zu vereinzeln. Außerdem ist es schwierig, mittels einer Tiefziehverpackungsmaschine, insbesondere im Falle wechselnder Verpackungsformate, eine gleichbleibend hohe Qualität bei den herzustellenden Produkten zu erreichen.It is problematic to optimally separate large types of containers, especially if they are filled with weighty packaging contents, with the cutting device. In addition, it is difficult to achieve a consistently high quality in the products to be manufactured using a thermoforming packaging machine, particularly in the case of changing packaging formats.
Der Erfindung liegt die Aufgabe zugrunde, eine Tiefziehverpackungsmaschine im Hinblick auf bekannte Lösungen, insbesondere vor dem praktischen Hintergrund häufig durchzuführender Formatwechsel, mittels einfacher konstruktiver technischer Mittel dahingehend zu verbessern, dass sie höchsten hygienischen Standards entspricht, für einen Formatwechsel schnell umrüstbar ist und sich damit Produkte unterschiedlichen Formats mit gleichbleibend hoher Qualität zuverlässig herstellen lassen.The invention has for its object to improve a thermoforming packaging machine in terms of known solutions, in particular against the practical background of frequent format changes, by means of simple constructive technical means in such a way that it corresponds to the highest hygienic standards, can be quickly converted for a format change and thus becomes products reliably produce different formats with consistently high quality.
Diese Aufgabe wird gelöst anhand einer Tiefziehverpackungsmaschine gemäß dem Anspruch 1. Verbesserte Weiterbildungen der Erfindung sind in den Unteransprüchen gegeben.This object is achieved on the basis of a thermoforming packaging machine according to claim 1. Improved developments of the invention are given in the subclaims.
Die Erfindung bezieht sich auf eine Tiefziehverpackungsmaschine, umfassend eine Formstation zum Herstellen von Verpackungsmulden aus einer Unterfolie, eine Siegelstation zum Verschließen der Verpackungsmulden mit einer Oberfolie mittels eines Siegelvorgangs sowie eine Schneidstation zum Vereinzeln versiegelter Verpackungsmulden. Die Schneidstation verfügt über mindestens eine Schneideinrichtung, die in Produktionsrichtung innerhalb der Schneidstation zwischen unterschiedlichen Positionen umsetzbar ist, damit sie für die Herstellung unterschiedlicher Verpackungsabmessungen geeignet ist.The invention relates to a thermoforming packaging machine, comprising a molding station for producing packaging troughs from a lower film, a sealing station for closing the packaging troughs with an upper film by means of a sealing process, and a cutting station for separating sealed packaging troughs. The cutting station has at least one cutting device which can be moved between different positions in the production direction within the cutting station, so that it is suitable for producing different packaging dimensions.
Ferner umfasst die Schneidstation ein Auflager, mittels dessen Böden der jeweiligen in die Schneidstation zur Vereinzelung hinein transportierten, versiegelten Verpackungsmulden zumindest abschnittsweise von unten unterstützbar sind. Dafür umfasst das Auflager mehrere Stützelemente, die in einer horizontalen Lagerebene angeordnet sind und die entsprechend einer Position der Schneideinrichtung an einer Stelle im Auflager, an welcher ein Schneidvorgang stattfindet, eine vorbestimmte Lücke ausbilden.Furthermore, the cutting station comprises a support, by means of whose bottoms the respective sealed packaging troughs transported into the cutting station for separation can be supported at least in sections from below. For this purpose, the support comprises a plurality of support elements which are arranged in a horizontal bearing plane and which, in accordance with a position of the cutting device at a location in the support at which a cutting process takes place, form a predetermined gap.
Erfindungsgemäß kann die Lücke für den Einsatz der Schneideinrichtung an einer anderen Position innerhalb der Schneidstation durch eine Umverteilung der Stützelemente innerhalb der Lagerebene auch an einer anderen Stelle im Auflager ausgebildet sein. D.h., dass eine Anordnung der Stützelemente innerhalb der Lagerebene variieren kann, um die Lücke für einen Betrieb der Schneideinrichtung an einer gewünschten Position freizuhalten. Trotz einer variierenden Anordnung der Stützelemente zum Verlagern der Lücke innerhalb des Auflagers bleibt jedoch insgesamt eine in der Lagerebene ausgebildete Auflagerfläche im Wesentlichen gleich. Demzufolge bewirkt das Auflager für die darüber geförderten Verpackungsböden eine flexible, gleichflächige Unterstützung, die zweckgemäß für die Vereinzelung unterschiedlicher Behälterformate anpassbar ist.According to the invention, the gap for the use of the cutting device at a different position within the cutting station can also be formed at a different location in the support by redistributing the support elements within the bearing plane. That is, an arrangement of the support elements within the bearing plane can vary in order to keep the gap free for operation of the cutting device at a desired position. Despite a varying arrangement of the support elements for displacing the gap within the support, however, an overall support surface formed in the storage level remains essentially the same. As a result, the support for the packaging bottoms conveyed above provides flexible, uniform support that can be adapted appropriately for the separation of different container formats.
Als Lücke im Sinne der Erfindung wird ein Bereich in der Lagerebene des Auflagers verstanden, in dem keine Stützelemente positioniert sind und der derart dimensioniert ist, dass zumindest teilweise ein Werkzeugoberteil der Schneideinrichtung, beispielsweise ein Schneidmesser, und/oder ein Werkzeugunterteil der Schneideinrichtung, beispielsweise eine Matrize für das Schneidmesser, hindurchtreten kann, sodass das Werkzeugoberteil mit dem Werkzeugunterteil zusammengeführt ist, um dadurch einen Schneidvorgang, insbesondere einen Schnitt quer zur Produktionsrichtung, zur Vereinzelung der versiegelten Verpackungsprodukte zu erzeugen.A gap in the sense of the invention is understood to mean an area in the bearing plane of the support in which no support elements are positioned and which is dimensioned such that at least partially an upper tool part of the cutting device, for example a cutting knife, and / or a lower tool part of the cutting device, for example one Die for the cutting knife, can pass through, so that the upper part of the tool is brought together with the lower part of the tool, thereby producing a cutting process, in particular a cut transverse to the direction of production, for separating the sealed packaging products.
Je nach herzustellendem Produkt können die Stützelemente innerhalb der Lagerebene in unterschiedlichen Anordnungen fixiert werden, um für den Betrieb der Schneideinrichtung(en) längs der Produktionsrichtung an einer vorbestimmten Stelle eine Lücke einzurichten. Von der Bodenunterstützung profitieren insbesondere große Verpackungen mit gewichtigem Inhalt. Anhand der Bodenunterstützung können die zu schneidenden Materialien von Zugkräften entlasten werden, wodurch besonders präzise und saubere Schnitte herstellbar sind.Depending on the product to be manufactured, the support elements can be fixed in different arrangements within the storage level in order to create a gap for the operation of the cutting device (s) along the production direction at a predetermined point. From the ground support Large packaging with a heavy content in particular benefits. With the help of the floor support, the materials to be cut can be relieved of tensile forces, which means that particularly precise and clean cuts can be made.
Vorzugsweise umfasst das Auflager mindestens einen Träger, an welchem eine vorbestimmte Anzahl der Stützelemente lösbar befestigt ist. Besonders vorteilhaft ist es, wenn die Stützelemente werkzeuglos am Träger lösbar befestigt sind, sodass sie zügig, ohne den Einsatz zusätzlicher Werkzeuge, vom Träger entnommen und an einer anderen Stelle des Trägers, insbesondere durch Einklipsen, wieder eingesetzt werden können.The support preferably comprises at least one support to which a predetermined number of the support elements are detachably fastened. It is particularly advantageous if the support elements are detachably attached to the carrier without tools, so that they can be removed from the carrier quickly and without the use of additional tools and reinserted at another point on the carrier, in particular by clipping.
Eine Ausführungsvariante sieht vor, dass der Träger eine erste und eine zweite Schiene umfasst, die jeweils mehrere Aufnahmen zur Befestigung der jeweiligen Stützelemente aufweisen. Die jeweiligen Schienen können in vorteilhafter Weise an einem Maschinenrahmen der Tiefziehverpackungsmaschine befestigt sein. Sie bilden einfach herstellbare Trägerkomponenten und sind insbesondere für einen Betrieb unter höchsten hygienischen Anforderungen geeignet. Besonders anpassungsfähig an den Einsatzort der Schneideinrichtung ist das Auflager dann, wenn die jeweiligen Aufnahmen der Schienen äquidistant, beispielweise im Abstand von ca. 3 bis 8 cm, zueinander beabstandet sind.An embodiment variant provides that the carrier comprises a first and a second rail, each of which has a plurality of receptacles for fastening the respective support elements. The respective rails can advantageously be attached to a machine frame of the thermoforming packaging machine. They form carrier components that are easy to manufacture and are particularly suitable for operation with the highest hygienic requirements. The support is particularly adaptable to the place of use of the cutting device if the respective receptacles of the rails are equidistant, for example at a distance of approximately 3 to 8 cm, from one another.
Besonders zweckgemäß ist es, wenn die erste und die zweite Schiene zumindest abschnittsweise als Winkelträger ausgebildet sind. Dadurch lassen sich die Schienen besonders gut am Maschinenrahmen der Tiefziehverpackungsmaschine und/oder am Rahmen der Schneidstation befestigen.It is particularly expedient if the first and the second rail are designed at least in sections as angle brackets. This allows the rails to be attached particularly well to the machine frame of the thermoforming packaging machine and / or to the frame of the cutting station.
Die als Winkelträger ausgebildeten Schienen sind außerdem vorteilhaft für eine stabile und zweckgemäße Befestigung der Stützelemente daran. Dies kann insbesondere dadurch erreicht werden, wenn die jeweiligen Aufnahmen der ersten und der zweiten Schiene zumindest teilweise in beiden Schenkeln des Winkelträgers ausgebildet sind.The rails designed as angle brackets are also advantageous for a stable and appropriate fastening of the support elements thereon. This can be achieved in particular if the respective receptacles of the first and second rails are at least partially formed in both legs of the angle bracket.
Ausführungsgemäß kann die Schneideinrichtung zum Erfüllen optimaler Sicherheitsstandards mindestens ein Blockadeelement umfassen, das dazu konfiguriert ist, eine Befestigung mindestens eines Stützelements in der für die Schneideinrichtung vorgesehenen Lücke zu verhindern. Das Blockadeelement kann als Platzhalter die Lücke freihalten und verhindern, dass ein Bediener im Bereich der Lücke Stützelemente anordnet, die den Schneidvorgang stören könnten. Ein Bediener kann dadurch automatisch eine Hilfestellung dafür bekommen, dass er die jeweiligen Stützelemente immer an einer richtigen Stelle innerhalb der Lagerebene des Auflagers anordnet, sodass eine Fehlanordnung der Stützelemente vermieden werden kann.According to the embodiment, the cutting device for fulfilling optimal safety standards can comprise at least one blocking element which is configured to prevent fastening of at least one support element in the gap provided for the cutting device. As a placeholder, the blocking element can keep the gap free and prevent an operator from arranging support elements in the area of the gap which could interfere with the cutting process. An operator can thereby automatically receive help in that he always arranges the respective support elements in a correct location within the bearing level of the support, so that an incorrect arrangement of the support elements can be avoided.
Vorzugsweise sind die Stützelemente zumindest teilweise als Wellen, insbesondere als zylindrische Stäbe, ausgebildet, die, insbesondere quer zur Produktionsrichtung, parallel im Auflager angeordnet sind. Zylindrisch ausgebildete Stützelemente lassen sich besonders gründlich reinigen, an ihnen laufen Reinigungsmittel hervorragend ab und sie bieten daher ein geringes Potenzial für Ansammlungen von Verunreinigungen. Hinzu kommt, dass durch die Zwischenräume der Wellenanordnung hervorragend Reinigungsarbeiten anderer Komponenten der Tiefziehverpackungsmaschine durchführbar sind.The support elements are preferably at least partially designed as shafts, in particular as cylindrical rods, which are arranged parallel to the support, in particular transversely to the production direction. Cylindrical support elements can be cleaned particularly thoroughly, detergents run off them perfectly and therefore offer little potential for the accumulation of contaminants. In addition, the spaces between the shaft arrangement make it possible to carry out excellent cleaning work on other components of the thermoforming packaging machine.
Außerdem lassen sich die Wellen problemlos manuell vom Bediener innerhalb der Lagerebene des Auflagers versetzen, wenn die Tiefziehverpackungsmaschine still steht und für einen Formatwechsel eingerichtet werden soll.In addition, the shafts can easily be moved manually by the operator within the storage level of the support when the thermoforming packaging machine is at a standstill and is to be set up for a format change.
In zylindrischer Stabform bilden die jeweiligen Stützelemente eine geringe Reibungsfläche aus, sodass die zur Vereinzelung durch die Schneidstation hindurch transportierten Verpackungen mit geringfügigem Widerstand und insbesondere darüber gezogene Böden unbeschadet durch die Schneidstation hindurch transportiert werden können. Eine Variante sieht vor, dass die jeweiligen zylindrisch ausgebildeten Stützelemente axial drehbar angeordnet sind, sodass sie einen Rollenförderer für die darauf geförderten Verpackungen ausbilden.In a cylindrical rod shape, the respective support elements form a small friction surface, so that the packagings transported through the cutting station for separation can be transported through the cutting station with little resistance and, in particular, floors pulled over them undamaged. A variant provides that the respective cylindrical support elements are arranged to be axially rotatable, so that they form a roller conveyor for the packaging conveyed thereon.
Gemäß einer Ausführungsform ist das Auflager unterhalb einer Kettenführung für den Folientransport angeordnet. Vorstellbar wäre es, dass das Auflager höhenverstellbar angeordnet ist. Um für den Transport unterschiedlich tiefer Verpackungen verwendbar zu sein, könnte das Auflager insbesondere stufenlos höhenverstellbar ausgebildet sein. Vorstellbar wäre es weiter, dass das Auflager, vorzugsweise in verschiedenen Höhenlagen, an einem Rahmen der Schneideinrichtung und/oder am Maschinenrahmen der Tiefziehverpackungsmaschine befestigt ist.According to one embodiment, the support is arranged below a chain guide for the film transport. It would be conceivable that the support is arranged to be height-adjustable. In order to be usable for the transport of packs of different depths, the support could in particular be designed to be continuously adjustable in height. It would also be conceivable that the support, preferably at different heights, is attached to a frame of the cutting device and / or to the machine frame of the thermoforming packaging machine.
Vorzugsweise verfügt die Schneidstation über eine weitere Schneideinrichtung, für die im Auflager eine weitere Lücke im Sinne der Erfindung vorgesehen ist. Die beiden Schneideinrichtungen könnten im Wesentlichen hinsichtlich einer Länge der herzustellenden Verpackungen in Produktionsrichtung zueinander beabstandet sein, um quer zur Produktionsrichtung entlang gegenüberliegender Randabschnitte der herzustellenden Verpackungen Schnitte zu erzeugen.The cutting station preferably has a further cutting device for which a further gap in the sense of the invention is provided in the support. The two cutting devices could essentially be spaced apart from one another with respect to the length of the packaging to be produced in the production direction in order to produce cuts transversely to the production direction along opposite edge sections of the packaging to be produced.
Besonders schonend lassen sich die herzustellenden Verpackungen in die Schneidstation hinein transportieren, wenn in Produktionsrichtung eingangs der Schneidstation eine Führung für die versiegelten Verpackungsmulden angeordnet ist. Die Führung ist vorzugsweise als Rampe ausgebildet, um die Verpackungen auf ein Höhenniveau der Lagerebene des Auflagers zu leiten.The packaging to be produced can be transported into the cutting station particularly gently if a guide for the sealed packaging troughs is arranged at the beginning of the cutting station in the production direction. The guide is preferably designed as a ramp in order to guide the packaging to a height level of the storage level of the support.
Die Erfindung wird im Folgenden anhand der in den Figuren dargestellten Ausführungsformen erläutert. Es zeigen:
- Fig. 1
- eine Tiefziehverpackungsmaschine,
- Fig. 2
- eine Schneidstation der in
Figur 1 dargestellten Tiefziehverpackungsmaschine, - Fig. 3
- eine vergrößerte Darstellung eines Ausschnitts der Schneidstation aus
Figur 2 , - Fig. 4
- einen Schiene als Winkelträger mit daran ausgebildeten Aufnahmen zum Einsetzen der Stützelemente,
- Fig. 5A
- eine schematische Darstellung einer ersten Anordnung der Stützelemente und
- Fig. 5B
- eine schematische Darstellung einer zweiten Anordnung der Stützelemente im Auflager der Schneidstation.
- Fig. 1
- a thermoforming packaging machine,
- Fig. 2
- a cutting station of the in
Figure 1 shown thermoforming packaging machine, - Fig. 3
- an enlarged view of a section of the cutting station
Figure 2 . - Fig. 4
- a rail as an angle bracket with receptacles formed thereon for inserting the support elements,
- Figure 5A
- a schematic representation of a first arrangement of the support elements and
- Figure 5B
- is a schematic representation of a second arrangement of the support elements in the support of the cutting station.
Ferner umfasst die Tiefziehverpackungsmaschine 1 eine Siegelstation 7 zum Verschließen der mit Produkten P befüllten Verpackungsmulden 3 mit einer Oberfolie 8 mittels eines Siegelvorgangs. Die Oberfolie 8 wird von einer Oberfolienrolle 9 abgewickelt und für den Siegelvorgang in die Siegelstation 7 hinein transportiert.Furthermore, the deep-drawing packaging machine 1 comprises a sealing station 7 for closing the packaging troughs 3 filled with products P with an upper film 8 by means of a sealing process. The upper film 8 is unwound from an upper film roll 9 and transported into the sealing station 7 for the sealing process.
Zur Vereinzelung der die Siegelstation 7 verlassenden Verpackungsmulden 3 umfasst die Tiefziehverpackungsmaschine 1 eine Schneidstation 10, die in Produktionsrichtung R der Siegelstation 7 nachgeordnet ist. Gemäß
Ferner hat die Schneidstation 10 gemäß
Als Teil der Schneidstation 10 oder unabhängig davon als eigenständige Einheit, ist weiter stromabwärts in Produktionsrichtung R eine Längsschneideeinrichtung 16 angeordnet. Im Anschluss ist eine Entnahmestation 17 mit Förderband 18 angeordnet. Dort können die hergestellten Verpackungen V der Tiefziehverpackungsmaschine entnommen werden.As part of the cutting
Die jeweiligen Funktionseinheiten der Tiefziehverpackungsmaschine 1, beispielsweise die Formstation 2, die Siegelstation 7 sowie die Schneidstation 10 sind an einem Maschinenrahmen 19 befestigt. Schließlich umfasst die Tiefziehverpackungsmaschine 1 für den Herstellungsprozess eine Steuereinrichtung 20 sowie zum Einstellen jeweiliger Betriebsparameter eine Computereinheit 21.The respective functional units of the thermoforming packaging machine 1, for example the molding station 2, the sealing station 7 and the cutting
Als Stützelemente 15 sind gemäß
Die Wellen 24 dienen als Bodenunterstützung jeweiliger in die Schneidstation 10 hinein transportierter, versiegelter Verpackungsmulden 3. Gemäß
Weiter zeigt
Dies kann beispielsweise nötig sein, um mittels der Verpackungsmaschine 1 einen Formatwechsel bzgl. herzustellender Verpackungen V durchzuführen. Anhand der
Claims (10)
- A thermoform packaging machine (1) comprising a forming station (2) for producing packaging troughs (3) from a bottom film (4), a sealing station (7) for closing the packaging troughs (3) with a top film (8) by means of a sealing process as well as a cutting station (10) for separating sealed packaging troughs (3) from one another, wherein the cutting station (10) comprises at least one cutting unit (11) which is adapted to be relocated within the cutting station (10) between different positions (P1, P2) in the production direction (R), characterized in that the cutting station (10) further comprises a support (13) by means of which respective bottoms (14) of the sealed packaging troughs (3) conveyed into the cutting station (10) for the purpose of separation can, at least sectionwise, be supported from below, wherein the support (13) comprises a plurality of support elements (15), which are arranged in a horizontal bearing plane (L) and which, according to the position (P1) of the cutting unit (11), form a predetermined gap (22) at a position in the support (13) at which a cutting operation takes place, said gap (22) being adapted to be formed, by redistributing the support elements (15) within the bearing plane (L), also at a different position in the support (13) for using the cutting unit (11) at a different position (P2) within the cutting station (10).
- The thermoform packaging machine according to claim 1, characterized in that the support (13) comprises at least one carrier (25) having releasably secured thereto a predetermined number of support elements (15).
- The thermoform packaging machine according to claim 2, characterized in that the carrier comprises a first and a second rail (26, 27), each provided with a plurality of reception units (28) for fixing the respective support elements (15).
- The thermoform packaging machine according to claim 3, characterized in that the first and the second rail (26, 27) are, at least sectionwise, configured as angle brackets (36).
- The thermoform packaging machine according to claim 4, characterized in that the respective reception units (28) are, at least partially, formed in a first and a second leg (37, 38) of the angle bracket (36).
- The thermoform packaging machine according to one of the preceding claims, characterized in that the cutting unit (11) comprises at least one blocking element (30) configured to prevent fixing of a support element (15) in the gap (22) provided for the cutting unit (11).
- The thermoform packaging machine according to one of the preceding claims, characterized in that the support elements (15) are, at least partially, configured as shafts (24) which are arranged in parallel in the support (13).
- The thermoform packaging machine according to one of the preceding claims, characterized in that the support (13) is arranged below a chain guide (40) used for conveying the film.
- The thermoform packaging machine according to one of the preceding claims, characterized in that the cutting station (10) comprises a further cutting unit (12) for which a further gap (23) is provided in the support (13).
- The thermoform packaging machine according to one of the preceding claims, characterized in that, a guide (29) for the sealed packaging troughs (3) is arranged at the inlet of the cutting station (10), when seen in the production direction (R).
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES17181383T ES2779853T3 (en) | 2017-07-14 | 2017-07-14 | Deep Drawing Packaging Machine with Flexible Package Holder |
| EP17181383.5A EP3428079B1 (en) | 2017-07-14 | 2017-07-14 | Deep draw packaging machine with flexible package support |
| CN201810759825.XA CN109250224B (en) | 2017-07-14 | 2018-07-11 | Thermoforming packaging machine with flexible packaging support |
| US16/034,314 US11505342B2 (en) | 2017-07-14 | 2018-07-12 | Thermoform packaging machine with flexible package support |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17181383.5A EP3428079B1 (en) | 2017-07-14 | 2017-07-14 | Deep draw packaging machine with flexible package support |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3428079A1 EP3428079A1 (en) | 2019-01-16 |
| EP3428079B1 true EP3428079B1 (en) | 2019-12-25 |
Family
ID=59350767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17181383.5A Active EP3428079B1 (en) | 2017-07-14 | 2017-07-14 | Deep draw packaging machine with flexible package support |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11505342B2 (en) |
| EP (1) | EP3428079B1 (en) |
| CN (1) | CN109250224B (en) |
| ES (1) | ES2779853T3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024056746A3 (en) * | 2022-09-13 | 2024-08-22 | Gea Food Solutions Germany Gmbh | Packaging machine comprising a conveyor belt which can be shortened |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4116201A1 (en) * | 2021-07-05 | 2023-01-11 | Weber Maschinenbau GmbH Breidenbach | Packaging machine |
| EP4265392B1 (en) * | 2022-04-21 | 2024-09-11 | KOCH Pac-Systeme GmbH | Shaping device and method for shaping a cup in a packaging material |
Family Cites Families (83)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2358292A (en) * | 1941-09-15 | 1944-09-12 | Redington Co F B | Conveyer |
| US2639025A (en) * | 1947-05-22 | 1953-05-19 | Frank R Schmitt | Noncreeping metallic belt |
| US2827153A (en) * | 1954-04-07 | 1958-03-18 | Rapids Standard Co Inc | Powered roll conveyors |
| US3001348A (en) * | 1957-06-13 | 1961-09-26 | Dorothy F Pickering | Apparatus for the continuous production of filled containers |
| CH434111A (en) * | 1962-10-19 | 1967-04-15 | Heinz Ing Guske | Roller conveyor for transporting piece goods |
| US3344903A (en) * | 1964-04-27 | 1967-10-03 | Standard Conveyor Co | Live roller conveyor |
| US3343336A (en) * | 1964-06-30 | 1967-09-26 | Sta Hi Corp | Packaging machine |
| US3436894A (en) * | 1966-05-24 | 1969-04-08 | Anderson Bros Mfg Co | Packaging apparatus and method |
| FR1515395A (en) * | 1967-03-14 | 1968-03-01 | Conveyor with free rollers, carriers, controlled by friction by endless chains | |
| US3530755A (en) * | 1968-02-13 | 1970-09-29 | Victor F Gugler | Apparatus for cutting material advancing along a conveyor |
| US3843298A (en) * | 1968-05-22 | 1974-10-22 | Redland Tiles Ltd | Apparatus for manufacturing finished products from continuously advancing layers |
| US3587829A (en) * | 1969-04-04 | 1971-06-28 | Anderson Bros Mfg Co | Conveyor with interchangeable receivers |
| US3706175A (en) * | 1969-10-31 | 1972-12-19 | Ralph F Anderson | Method and apparatus for closing containers |
| US3685251A (en) * | 1970-03-26 | 1972-08-22 | Mahaffy & Harder Eng Co | Automatic packaging apparatus with improved means for cutting and contour trimming of packages |
| US3708954A (en) * | 1971-03-15 | 1973-01-09 | Anderson Bros Mfg Co | Packaging machine with cutting mechanism |
| US3726376A (en) * | 1971-03-19 | 1973-04-10 | Unex Conveying Syst Inc | Conveyor assembly |
| US3792567A (en) * | 1971-12-07 | 1974-02-19 | Dixie Packaging Co Inc | Heat sealing machine |
| US3809210A (en) * | 1972-03-03 | 1974-05-07 | Scandia Packaging Mach | Method and apparatus for conveying a container |
| US3851445A (en) * | 1972-08-28 | 1974-12-03 | F Schuh | Packaging machine |
| US3857474A (en) * | 1973-09-25 | 1974-12-31 | Hercules Inc | Adjustable container conveyor for filling machine |
| US3908342A (en) * | 1973-10-26 | 1975-09-30 | Fmc Corp | Heat sealing machine |
| US4012888A (en) * | 1975-07-31 | 1977-03-22 | Packaging Coordinators, Inc. | Packaging apparatus for forming, filling and sealing receptacles |
| US4121404A (en) * | 1976-08-30 | 1978-10-24 | Davis Raymond A | Apparatus for applying foil covers for trays |
| US4133163A (en) * | 1977-06-03 | 1979-01-09 | Baker Perkins Holdings Limited | Packaging machines |
| US4196561A (en) * | 1978-05-09 | 1980-04-08 | Dake Corporation Division of JSJ Corporation | Packaging machine with interchangeable container supports and cam-operated cutter |
| US4296589A (en) * | 1978-05-09 | 1981-10-27 | Dake Corporation, Division Of Jsj Corporation | Packaging machine with cam-operated cutter and container supports therefor |
| JPS56131128A (en) * | 1980-03-11 | 1981-10-14 | Ibaragi Seiki Co Ltd | Machine for integrally packing article and tray |
| US4366894A (en) * | 1980-03-31 | 1983-01-04 | Pentek Corporation | Side frame assembly for roller conveyor systems |
| US4369613A (en) * | 1981-03-26 | 1983-01-25 | Gess Larry C | Apparatus for producing packages of two webs of varying lengths and widths |
| US4405050A (en) * | 1981-12-14 | 1983-09-20 | Dravo Corporation | Quick roll adjustment for a roller screen conveyor |
| JPS59190105A (en) * | 1983-04-13 | 1984-10-27 | Toppan Printing Co Ltd | Article interval changing device of article transporter |
| US4569185A (en) * | 1983-11-29 | 1986-02-11 | The Mead Corporation | Self-adjusting packaging machine |
| GB2164315B (en) * | 1984-09-14 | 1988-05-11 | Grace W R & Co | Form-fill-seal machine and method with capability for providing a vacuum or inert gas atmosphere within the package |
| US4681203A (en) * | 1985-11-22 | 1987-07-21 | Omniquest, Inc. | Multi-track gravity conveyor |
| US4693356A (en) * | 1986-03-03 | 1987-09-15 | Pi May Yang | Structure of roller type conveyer |
| US4662149A (en) * | 1986-03-28 | 1987-05-05 | Hamilton Joel A | Table-top apparatus and method for forming sealing packages |
| DE3619811A1 (en) | 1986-06-12 | 1987-12-17 | Kraemer & Grebe Kg | COMPRESSED AIR DRIVE FOR PUNCHING, CUTTING AND MAINTENANCE DEVICES |
| DE29810695U1 (en) * | 1998-06-15 | 1998-08-20 | Rehm Anlagenbau GmbH + Co., 89143 Blaubeuren | Product carrier with adjustable support elements and reflow soldering system with such a product carrier |
| FR2634174B1 (en) * | 1988-07-13 | 1990-10-12 | Arcil | CONTINUOUS PACKAGING MACHINE FOR PARTICULARLY FOOD OR PHARMACEUTICAL PRODUCTS IN PLASTIC CONTAINERS |
| US5058364A (en) * | 1990-07-27 | 1991-10-22 | Klockner-Bartelt, Inc. | Packaging machine adapted to convert pouches from edgewise advance to broadwise advance |
| JP3108113B2 (en) * | 1991-02-27 | 2000-11-13 | 澁谷工業株式会社 | Container holder |
| JP2541918Y2 (en) * | 1991-05-07 | 1997-07-23 | 四国化工機株式会社 | Container conveyor |
| US5360099A (en) * | 1993-11-02 | 1994-11-01 | The Mead Corporation | Adjustable flight bar system |
| US5513741A (en) * | 1994-08-02 | 1996-05-07 | Ellis Farms, Inc. | Proportional spacing mechanism with assisted drive |
| US5636728A (en) * | 1994-12-05 | 1997-06-10 | Northstar Industries, Inc. | Expandable conveyor with power module |
| WO1996041760A1 (en) * | 1995-06-13 | 1996-12-27 | Sig Schweizerische Industrie-Gesellschaft | Feed device for a packaging machine |
| US5857558A (en) * | 1996-05-31 | 1999-01-12 | Riverwood International Corporation | Connector for attaching items to a chain for a packaging machine |
| ITBO20010055U1 (en) * | 2001-06-12 | 2002-12-12 | Ima Spa | CONVEYOR FOR CONVEYING CONTAINERS |
| US6523664B2 (en) * | 2001-07-25 | 2003-02-25 | B-O-F Corporation | Rollers and track for gravity fed shelving apparatus |
| DE102004019922A1 (en) * | 2004-04-21 | 2004-11-18 | Bär, Ralf, Dipl.-Ing. | Conveyor for palletized workpieces has guide profile with carriages to receive pallets and with form locking couplings to control attachment to drive |
| DE102004024358A1 (en) * | 2004-05-17 | 2005-12-15 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Packaging machine and method for cutting packages |
| US20050282692A1 (en) * | 2004-06-17 | 2005-12-22 | Galen Redden | Removable flexible roller |
| GB0424754D0 (en) * | 2004-11-10 | 2004-12-08 | Oakbridge Invest Ltd | Packaging method and apparatus |
| ITBO20050065A1 (en) * | 2005-02-10 | 2006-08-11 | Awax Progettazione | MACHINE FOR PACKAGING FOOD PRODUCTS IN CLOSED TRAYS SUPPORTED WITH A THERMOPLASTIC FILM, PARTICULARLY FOR PRODUCING PACKAGES IN A MODIFIED ATMOSPHERE AND RELATIVE WORK PROCEDURE |
| US7500556B2 (en) * | 2005-06-14 | 2009-03-10 | Siemens Energy & Automation, Inc. | Make-up bed assembly for conveyor system |
| US7340871B1 (en) * | 2006-03-31 | 2008-03-11 | Alkar-Rapidpak, Inc. | Web packaging system with ergonomic tooling change |
| ITMO20080063A1 (en) * | 2008-03-05 | 2009-09-06 | Inovapak Srl | EQUIPMENT AND METHODS FOR PRODUCING CONTAINERS |
| US7752828B2 (en) * | 2008-06-19 | 2010-07-13 | Illinois Tool Works, Inc. | Loading apparatus and related method for loading edible items into trays |
| EP2143668A1 (en) * | 2008-07-09 | 2010-01-13 | Interrroll Holding AG | Roller conveyor with profile rail |
| DE102010019634B3 (en) * | 2010-05-06 | 2011-11-17 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Cutting device for a packaging machine |
| CN201686049U (en) * | 2010-05-18 | 2010-12-29 | 杭州中意自动化设备有限公司 | Transverse pressing and breaking mechanism of blister packaging machine |
| CN201686050U (en) * | 2010-05-18 | 2010-12-29 | 杭州中意自动化设备有限公司 | Longitudinal shearing mechanism of blister packaging machine |
| EP2412637B1 (en) * | 2010-07-29 | 2013-05-01 | MULTIVAC Sepp Haggenmüller GmbH & Co KG | Packaging machine with multiple work stations |
| US8132664B2 (en) * | 2010-07-30 | 2012-03-13 | Avantage Puck Technologies, Inc. | Product holding puck with noise reducing bumpers |
| DE102010049960A1 (en) * | 2010-10-28 | 2012-05-03 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Thermoforming packaging machine and method of operating such a thermoforming packaging machine |
| DE102011100784A1 (en) * | 2011-05-06 | 2012-11-08 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Cutting station with complete cutting tool |
| DE102011101053B4 (en) * | 2011-05-10 | 2014-06-05 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Workstation for a packaging machine and method for tool change |
| DE102011051857B3 (en) * | 2011-07-15 | 2012-10-18 | Dirk A. Brügmann Kunststoff-Verarbeitung GmbH & Co. Kommanditgesellschaft | Goods feed insert for a goods feed system |
| DE102011108939A1 (en) * | 2011-07-29 | 2013-01-31 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Method for cutting packages |
| DE102011115881B4 (en) * | 2011-10-12 | 2014-11-20 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Thermoforming packaging machine with one-sided film feeding device |
| ITBO20120283A1 (en) * | 2012-05-24 | 2013-11-25 | Gruppo Fabbri Vignola Spa | DEVICE FOR THE CYCLICAL TENSION OF THE FILTER CLOSING OF TRAYS IN SEALING MACHINES |
| EP2740679B2 (en) * | 2012-12-04 | 2019-12-04 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Deep draw packaging machine with clock cycled positioning of a sealing station and corresponding method |
| DE102013204160A1 (en) * | 2013-03-11 | 2014-09-11 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Packaging system with latching station and method |
| MX367062B (en) * | 2013-05-07 | 2019-08-05 | Cryovac Inc | Apparatus and process for packaging a product. |
| EP2810882A1 (en) * | 2013-06-05 | 2014-12-10 | Multivac Sepp Haggenmüller GmbH & Co. KG | Multiple traction belt apparatus and packaging plant |
| EP2860119B1 (en) * | 2013-10-09 | 2016-08-31 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Deep draw packaging machine and method |
| EP2896573B1 (en) * | 2014-01-21 | 2018-03-14 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Deep draw packaging machine with upper film moulding station and corresponding method |
| BR112017007009B8 (en) * | 2014-10-10 | 2022-10-04 | Cryovac Inc | PACKAGING APPLIANCE, USE OF AN APPLIANCE AND PACKAGING PROCESS FOR A PRODUCT DISPOSED ON A SUPPORT |
| EP3088315B2 (en) * | 2015-04-30 | 2022-11-02 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Deep draw packaging machine with strip puncher |
| CN205168973U (en) * | 2015-11-11 | 2016-04-20 | 云南玉药生物制药有限公司 | Automatic mark packagine machine is beaten to bubble cap |
| CN105292559B (en) * | 2015-11-17 | 2017-08-29 | 胡少白 | blister packaging machine |
| DE202016000302U1 (en) * | 2016-01-19 | 2016-02-25 | Multivac Sepp Haggenmüller Se & Co. Kg | Thermoforming packaging machine |
| CN206125561U (en) * | 2016-10-25 | 2017-04-26 | 杭州中意自动化设备有限公司 | Take blister packaging machine that many sets of moulds can freely switch over |
-
2017
- 2017-07-14 ES ES17181383T patent/ES2779853T3/en active Active
- 2017-07-14 EP EP17181383.5A patent/EP3428079B1/en active Active
-
2018
- 2018-07-11 CN CN201810759825.XA patent/CN109250224B/en active Active
- 2018-07-12 US US16/034,314 patent/US11505342B2/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024056746A3 (en) * | 2022-09-13 | 2024-08-22 | Gea Food Solutions Germany Gmbh | Packaging machine comprising a conveyor belt which can be shortened |
Also Published As
| Publication number | Publication date |
|---|---|
| US11505342B2 (en) | 2022-11-22 |
| EP3428079A1 (en) | 2019-01-16 |
| CN109250224B (en) | 2020-10-23 |
| US20190016494A1 (en) | 2019-01-17 |
| CN109250224A (en) | 2019-01-22 |
| ES2779853T3 (en) | 2020-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2045053B1 (en) | Disc cutting machine for elongated-shape food | |
| EP3428079B1 (en) | Deep draw packaging machine with flexible package support | |
| DE202017006906U1 (en) | conveyor system | |
| EP3315423B1 (en) | Deep draw packaging machine | |
| DE102006047554A1 (en) | Device and method for receiving and repositioning of containers | |
| EP3315420B1 (en) | Deep draw packaging machine | |
| EP2778079B1 (en) | Deep draw packaging machine with integrated product supply | |
| EP2412632B1 (en) | Method and deep-draw packaging machine for filling packaging moulds with products | |
| DE202016105425U1 (en) | conveyor system | |
| DE102010053040A1 (en) | Device for grouping objects, particularly hygiene products, is provided with grouping conveyor that has blower for products group, in which objects are arranged perpendicular, particularly in impermeable layer | |
| EP2495190B1 (en) | Device for transporting standing containers in a straight line | |
| EP3124387A1 (en) | Deep draw packaging machine | |
| EP0498181B1 (en) | Device for adjusting the receiving volume of an object supporting-means | |
| DE8717478U1 (en) | Packing collecting and storage machine | |
| EP2923955B2 (en) | Device for processing food products | |
| DE3627038A1 (en) | Device for disintegrating large-sized blocks of refrigerated material and the like, in particular for animal feed production | |
| DE4413008A1 (en) | Folding device for sheet layers | |
| EP3699118B1 (en) | Feeding device for container parts for use on a device for filling containers with liquid to pasty foodstuffs | |
| EP3395696B1 (en) | Packaging of food products | |
| DE10359478A1 (en) | Packaging machine with format exchanger e.g. for plastic packaging of food, has work station and upper and lower part with upper tool fitted in upper section and lifting device arranged in upper section | |
| WO2005077762A1 (en) | Device for applying sections of foil from a foil strip to objects | |
| DE102009000473A1 (en) | Transport device for transporting object, has two circulating transport units and conveyor element which rotates together with circulating transport units, where plane is vertically formed by upper run and lower run of transport units | |
| DE102010002267B4 (en) | Method and machine for slicing a rope shaped food product | |
| EP2119632B1 (en) | Packaging machine with a processing station composed of multiple frames | |
| DE102011018720B4 (en) | Device and method for cleaning piece goods boxes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190208 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 43/08 20060101ALI20190606BHEP Ipc: B65B 7/28 20060101ALI20190606BHEP Ipc: B65B 59/00 20060101ALI20190606BHEP Ipc: B65B 7/16 20060101ALI20190606BHEP Ipc: B26D 1/09 20060101ALI20190606BHEP Ipc: B65B 61/06 20060101AFI20190606BHEP Ipc: B65B 61/10 20060101ALI20190606BHEP Ipc: B65B 41/16 20060101ALI20190606BHEP Ipc: B65B 65/00 20060101ALI20190606BHEP Ipc: B65B 59/02 20060101ALI20190606BHEP Ipc: B65B 51/10 20060101ALI20190606BHEP Ipc: B65B 9/04 20060101ALI20190606BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20190709 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENT- UND MARKENANWAELTE, CH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1216862 Country of ref document: AT Kind code of ref document: T Effective date: 20200115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017003254 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200326 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200520 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2779853 Country of ref document: ES Kind code of ref document: T3 Effective date: 20200820 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200425 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017003254 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| 26N | No opposition filed |
Effective date: 20200928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191225 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20220720 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220729 Year of fee payment: 6 Ref country code: GB Payment date: 20220725 Year of fee payment: 6 Ref country code: ES Payment date: 20220819 Year of fee payment: 6 Ref country code: DE Payment date: 20220621 Year of fee payment: 6 Ref country code: BG Payment date: 20220719 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LV Payment date: 20220721 Year of fee payment: 6 Ref country code: FR Payment date: 20220725 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20220727 Year of fee payment: 6 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230801 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1216862 Country of ref document: AT Kind code of ref document: T Effective date: 20220714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220714 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502017003254 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20230801 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230801 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240201 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230714 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230714 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230714 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20240828 |