EP2247780B1 - Verfahren zum herstellen einer bodenbelagunterlage und fussboden mit mindestens einem darin integrierten elektronischen bauelement - Google Patents
Verfahren zum herstellen einer bodenbelagunterlage und fussboden mit mindestens einem darin integrierten elektronischen bauelement Download PDFInfo
- Publication number
- EP2247780B1 EP2247780B1 EP09713359.9A EP09713359A EP2247780B1 EP 2247780 B1 EP2247780 B1 EP 2247780B1 EP 09713359 A EP09713359 A EP 09713359A EP 2247780 B1 EP2247780 B1 EP 2247780B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- floor covering
- sublayer
- curable material
- flooring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 title claims description 46
- 238000009408 flooring Methods 0.000 title claims description 23
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 238000010276 construction Methods 0.000 title 1
- 239000000463 material Substances 0.000 claims description 117
- 239000004744 fabric Substances 0.000 claims description 46
- 238000000034 method Methods 0.000 claims description 25
- 239000003365 glass fiber Substances 0.000 claims description 18
- 238000005538 encapsulation Methods 0.000 claims description 15
- -1 polyethylene Polymers 0.000 claims description 13
- 229920005989 resin Polymers 0.000 claims description 13
- 239000011347 resin Substances 0.000 claims description 13
- 239000002184 metal Substances 0.000 claims description 9
- 230000002787 reinforcement Effects 0.000 claims description 9
- 239000000853 adhesive Substances 0.000 claims description 7
- 230000001070 adhesive effect Effects 0.000 claims description 7
- 239000000203 mixture Substances 0.000 claims description 7
- 239000006185 dispersion Substances 0.000 claims description 6
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 6
- 239000011707 mineral Substances 0.000 claims description 6
- 229920000728 polyester Polymers 0.000 claims description 6
- 239000004698 Polyethylene Substances 0.000 claims description 5
- 238000003801 milling Methods 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 claims description 5
- 239000004743 Polypropylene Substances 0.000 claims description 4
- 238000005520 cutting process Methods 0.000 claims description 4
- 239000000835 fiber Substances 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 4
- 230000010354 integration Effects 0.000 claims description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims 1
- 229910052799 carbon Inorganic materials 0.000 claims 1
- 238000013500 data storage Methods 0.000 claims 1
- 230000037452 priming Effects 0.000 claims 1
- 239000010410 layer Substances 0.000 description 242
- 229920003002 synthetic resin Polymers 0.000 description 26
- 239000000057 synthetic resin Substances 0.000 description 26
- 238000013507 mapping Methods 0.000 description 19
- 239000003822 epoxy resin Substances 0.000 description 11
- 229920000647 polyepoxide Polymers 0.000 description 11
- 230000003014 reinforcing effect Effects 0.000 description 11
- 239000000126 substance Substances 0.000 description 8
- 230000004807 localization Effects 0.000 description 6
- 239000004575 stone Substances 0.000 description 6
- 239000004567 concrete Substances 0.000 description 5
- 238000009434 installation Methods 0.000 description 5
- 238000003475 lamination Methods 0.000 description 5
- 239000004753 textile Substances 0.000 description 5
- 229920000049 Carbon (fiber) Polymers 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 239000004917 carbon fiber Substances 0.000 description 4
- 238000011990 functional testing Methods 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 239000003981 vehicle Substances 0.000 description 3
- KGSSUTVUTPLSQW-UHFFFAOYSA-N Robustone Chemical compound C1=C2OCOC2=CC(C2=COC=3C=C4OC(C=CC4=C(O)C=3C2=O)(C)C)=C1 KGSSUTVUTPLSQW-UHFFFAOYSA-N 0.000 description 2
- 239000004568 cement Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000008393 encapsulating agent Substances 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 239000004848 polyfunctional curative Substances 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000005480 shot peening Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000002969 artificial stone Substances 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003925 fat Substances 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 238000004377 microelectronic Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images









Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/12—Flooring or floor layers made of masses in situ, e.g. seamless magnesite floors, terrazzo gypsum floors
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0063—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf
- D06N7/0089—Underlays
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/185—Underlayers in the form of studded or ribbed plates
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
- Y10T156/1064—Partial cutting [e.g., grooving or incising]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1089—Methods of surface bonding and/or assembly therefor of discrete laminae to single face of additional lamina
- Y10T156/109—Embedding of laminae within face of additional laminae
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/239—Complete cover or casing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/10—Scrim [e.g., open net or mesh, gauze, loose or open weave or knit, etc.]
Definitions
- the invention relates to a method for producing a floor covering, a method for integrating at least one integrated radio tag in a floor and a floor with at least one integrated electronic component.
- the robots or other moving objects to be located are equipped with a RFID tag reader.
- the mapping information is made available to its local or central control unit.
- the readers whenever they come with their reader antenna in the reception area of the antenna of a radio tag, read out its ID number and determine its exact location using the mapping information.
- Examples of the localization and / or navigation by means of identification data carriers integrated in a floor are described for example in [1], [2] and [3], as well as in [4], which describes a wet wiping robot, and in [5], which describes a autonomously driving forklift describes.
- radio tags into a floor has hitherto usually been carried out in such a way that the radio tags are introduced individually into the ground.
- [6] describes the encapsulation of encapsulated RFID tags with holes in the ground. This process requires considerable effort in drilling the holes in the ground, placing the tags and sealing the holes, and then measuring and creating a mapping.
- Floor elements which are placed on a screed via a putty may have on the bottom a recess in which RFID tags, e.g. at least one temperature sensor, as described in [7].
- the recess can be milled, for example, in a wooden element.
- radio tags with a cold adhesive layer are applied directly to the substrate (screed) below the floor covering for demonstration purposes.
- the substrate must be as level as possible, which can be achieved for example by a leveling of the screed. Since a grid that is as exact as possible must be adhered to, a batter board must also be produced before the radio tags are applied.
- elastic floor coverings eg carpet, PVC, rubber, linoleum
- the mechanical stresses during use can lead to the failure of the radio tags in a short time.
- the tile adhesive destroys the radio tags in many cases when laying.
- a textile backing is described, e.g. a polyester fabric having a network of radio tags.
- the textile fabric structure described in [10] has a coarse-meshed fabric which has microelectronic components and is composed of non-conductive and electrically conductive threads.
- an electronic circuit e.g. a radio tag, in a first self-adhesive layer, which is deposited on a first carrier layer, e.g. Cardboard paper, is to be fixed and pressed.
- the electronic circuit may be provided with a second self-adhesive layer on a second carrier layer, e.g. Cardboard paper to be covered.
- An underlying problem of the invention is to integrate radio tags or general electronic components in a simple and cost-effective manner in a floor while reliably protecting the radio tags or the electronic components from possible stresses to which they are exposed in the ground.
- the problem is solved by a method for producing a floor covering pad, a method for integrating at least one integrated radio tag into a floor and a floor with at least one integrated electronic component.
- At least one integrated radio tag is embedded in a layer comprising at least one curable material.
- a floor covering according to another embodiment comprises a layer comprising at least one curable material. Furthermore, the floor covering underlay has at least one electronic component, in particular an integrated radio label, which is embedded in the layer.
- a curable material or curable material may, for example, be understood as meaning a material which essentially differs from a first state having a low viscosity (a state in which the material is moldable, eg, liquid, pourable, spreadable or spatulable) irreversibly can transition to a second state with a higher viscosity (For example, by means of heating or tempering), wherein the material in the second state is dimensionally stable or hard (hard). The transition may be referred to as curing the material.
- the curable material of the layer may be processed in the first state and then converted to the second state (i.e., the layer may be cured).
- the at least one electronic component can be introduced into the (not yet cured) layer and then embedded in it by hardening the layer firmly or without play.
- the layer comprising the at least one curable material is also referred to below as a curable layer.
- the at least one curable material comprises at least one of the following materials: a synthetic resin material (e.g., an epoxy resin or mixtures of epoxy resins), a dispersion adhesive material, a mineral primer material (e.g., concrete or cement). Alternatively, other suitable curable materials may be used.
- a synthetic resin material e.g., an epoxy resin or mixtures of epoxy resins
- a dispersion adhesive material e.g., a dispersion adhesive material
- a mineral primer material e.g., concrete or cement
- other suitable curable materials may be used.
- an epoxy resin can be understood to mean a synthetic resin which consists of polymers which, depending on the reaction conditions, with the addition of suitable hardeners give a thermosetting plastic of high strength and chemical resistance. If epoxy resin and hardener are mixed, the curing of the originally liquid mixture usually takes place within a few minutes to a few hours, depending on the composition and temperature. In some cases, a longer period of time may pass until complete curing.
- the thickness of the curable layer (for example the thickness of a synthetic resin layer) in which the electronic component, in particular the integrated radio tag, is embedded, is 0.2 mm to several centimeters, for example 0.2 mm to 2 cm, for example 2 mm.
- the layer may have a different thickness.
- the at least one integrated radio tag is applied on a first part-layer comprising a first curable material and / or at least partially introduced into the first part-layer, and a second part-layer comprising a second curable material is applied to the first part-layer applied first layer and the integrated radio tag, so that the layer is formed with the embedded therein at least one integrated radio tag.
- the first curable material and the second curable material may be the same material.
- the second curable material may be a different material than the first curable material.
- the first sub-layer is also referred to below as the first curable sub-layer
- the second sub-layer is also referred to below as the second curable sub-layer.
- a first curable sub-layer can be provided, and the integrated radio tag is applied to the (not yet cured) first sub-layer and / or at least partially introduced therein.
- a second curable sub-layer is applied to the first sub-layer and the integrated radio tag applied and / or incorporated therein, so that the component, in particular the integrated radio tag, is arranged or embedded between the two sub-layers.
- the first sub-layer and the second sub-layer can subsequently be cured so that the integrated radio tag is firmly embedded (in other words, free of play) in the hardened sublayers.
- the first curable material and / or the second curable material comprise at least one of the following materials: a synthetic resin material (eg, an epoxy resin or mixtures of epoxy resins), a dispersion adhesive material, a mineral primer material (eg, concrete or cement).
- a synthetic resin material eg, an epoxy resin or mixtures of epoxy resins
- a dispersion adhesive material e.g, a dispersion adhesive material
- a mineral primer material eg, concrete or cement
- other suitable curable materials may be used.
- the at least one integrated radio tag is introduced into a backing layer and / or applied to the backing layer, and the integrated radio tag backing layer is embedded in the layer comprising the at least one curable material.
- the introduction and / or application of the integrated radio tag in the base layer and / or on the backing layer can be carried out before embedding the backing layer in the layer.
- a plurality of integrated radio tags are introduced into the backing layer and / or applied to the backing layer, for example in a regular grid.
- the integrated radio tag can be arranged in a regular grid (eg a rectangular grid or a square grid) in and / or on the substrate layer.
- the individual components, in particular the integrated radio tag may for example have a distance from one another of 10 cm to 1 m in the grid, for example 30 cm to 70 cm, for example 50 cm, according to one exemplary embodiment.
- the components, in particular, the integrated radio tag have a different distance from one another.
- the spacing of the components is variable.
- the distance of the RFID tags in the pad layer may vary and be adapted, for example, to a spatial resolution desired in a localization / navigation, for example such that in a first subregion of the pad layer the RFID tags have a first distance from each other and in a second subregion of the substrate layer have a second distance from each other, wherein the second distance may be, for example, smaller than the first distance, so that in the second subarea localization / navigation with higher spatial resolution is enabled.
- the base layer with the electronic components introduced therein or applied thereto, in particular integrated radio tags is applied to the first curable partial layer, and the second curable partial layer is applied to the base layer.
- the backing layer has a permeable (in other words, a penetrable) structure.
- the backing layer may comprise or consist of a permeable (penetrable) material.
- a permeable or penetrable material may generally be understood as meaning a material which is at least partially permeable to another material or at least partially penetrated by the other material.
- a permeable material can be understood as meaning a material which, for example, is suitable for the at least one curable material Material is at least partially permeable or at least partially can be penetrated by this.
- the permeable material for the first curable material of the first curable sub-layer and / or the second curable material of the second curable sub-layer may be at least partially permeable or at least partially penetrated by the first and / or second curable material.
- the permeable structure may be arranged such that when the substrate layer is applied to the first curable sublayer and / or when the second curable sublayer is applied to the substrate layer, the material of the first curable sublayer and / or the material of the second curable sublayer is at least partially can pass through the permeable structure of the backing layer so that the materials of the first and second curable sub-layers can come into contact with each other through the backing layer and thus a firm bond between the sub-layers can be achieved after curing of the two sub-layers.
- the transmissive structure for another material may have permeable openings (also referred to as holes), the openings having a size (eg, diameter) of 1 mm to 50 mm , For example, 3 mm to 10 mm, for example, 5 mm.
- the sizes of the openings may have a different value.
- According to one embodiment may be as a permeable material, for example, mesh fabric made of glass fiber, carbon fiber, metal wire, polyester, polyethylene or stamped or perforated films, sheets or with openings provided paper. Alternatively, other materials may be used.
- the backing layer has a mesh structure.
- the backing layer may comprise or consist of a material having a mesh structure (for example, a mesh).
- the mesh size of the mesh structure may be formed such that the mesh structure for the first curable material of the first curable sub-layer and / or the second curable material of the second curable sub-layer is at least partially permeable.
- the mesh size can be designed so that when applying the backing layer on the first curable sub-layer and / or when applying the second curable sub-layer on the backing layer, the material of the first curable sub-layer and / or the material of the second curable sub-layer at least partially can pass through the mesh structure of the backing layer so that the materials of the first and second curable sub-layers can come into contact with each other through the backing layer and thus a firm bond between the layers can be achieved after the sub-layers have cured.
- the mesh size is for example 1 mm to 50 mm, for example 3 mm to 10 mm, for example 5 mm.
- the mesh size may have a different value.
- the backing layer is a reinforcing fabric.
- a reinforcement fabric can be understood as meaning a fabric or a fabric structure that is used for reinforcement (also referred to as reinforcement or reinforcement).
- a reinforcing fabric for example, a higher tensile strength and / or compressive strength than the object to be reinforced or to be reinforced, and / or greater durability against other influences (eg environmental influences such as water, frost, chemicals, etc.).
- the reinforcing fabric comprises at least one of the following materials: a glass fiber material, polyethylene, polypropylene, polyester, a carbon fiber material, a natural fiber material.
- the reinforcing fabric may comprise or consist of one or more of the aforementioned materials.
- the hardenable layer is applied to the substrate layer (e.g., the reinforcing mesh) with the electronic components applied thereto, in particular integrated radio tags.
- the backing layer has a mesh structure or a permeable structure
- the material of the curable layer eg, a synthetic resin layer
- a layer eg, a substrate such as a screed
- the pad layer can be firmly embedded (or play) in the curable layer.
- At least one recess is formed in the base layer, and the at least one integrated radio tag is inserted into the at least one recess introduced.
- the shape and size of the recess may be adapted to the electronic component to be incorporated therein, in particular the integrated radio tag.
- the at least one recess is formed by one of the following methods: laser cutting, punching, cutting, milling. Alternatively, other suitable methods of forming the recess may be used.
- the at least one integrated radio tag is encapsulated in an encapsulation layer (for example a plastic layer) prior to embedding in the curable layer.
- the integrated radio tag is laminated with the encapsulation layer.
- encapsulation also referred to as encapsulation
- laminating for example, a height compensation between individual components of the integrated radio tag can be achieved.
- the integrated radio tag can be protected by means of the encapsulation layer against mechanical and / or chemical influences and / or moisture.
- the at least one integrated radio tag is encapsulated in the encapsulation layer prior to introduction into the substrate layer and / or application to the substrate layer.
- the at least one integrated radio tag is bonded to the pad layer using the encapsulation layer.
- the at least one electronic component is a radio identification data carrier (also referred to as radio tag), for example an RFID tag, for example a passive RFID tag.
- the radio identification data carrier can have unique identification information (ID number), which can be read out, for example, by means of a suitable reading device which is brought to the radio identification data carrier or past it.
- a floor covering pad is provided. Furthermore, a floor covering is applied to the floor covering.
- a floor with at least one integrated electronic component has a floor covering and a floor covering, which is applied to the floor covering, on.
- a backing layer for a floor covering according to another embodiment, is provided, wherein the backing layer has a permeable structure or a mesh structure. Furthermore, at least one electronic component in the Base layer introduced and / or applied to the backing layer.
- a backing layer for a floor covering comprises at least one electronic component, which is introduced into the base layer and / or applied to the base layer, wherein the base layer has a permeable structure or a mesh structure.
- the backing layer may be formed according to any of the embodiments described herein.
- a pad layer 20 is provided.
- Fig. 1A and Fig. 1B show a section of the base layer 20 in plan view ( Fig. 1A ) and in cross section ( Fig. 1B ).
- the backing layer 20 comprises a reinforcing fabric 9 having a mesh structure.
- the reinforcing fabric may comprise other materials such as polyethylene, polypropylene, polyester, carbon fibers, natural fibers or metal wires.
- the glass fiber fabric 9 has first glass fibers 6 which are arranged in a first direction (for example in the weft direction) and second glass fibers 7 which are arranged in a second direction (according to the embodiment shown perpendicular to the first direction, for example in the warp direction). Furthermore, the glass fiber fabric 9 has a plurality of meshes 9a, which are formed between the glass fibers 6, 7.
- the glass fiber fabric 9 of the base layer 20 may have, for example, a thickness of 0.1 mm to 5 mm, for example 0.2 mm to 1 mm, for example 0.45 mm according to one embodiment.
- the mesh size of the glass fiber fabric 9 may be, for example, 1 mm to 50 mm, for example 3 mm to 10 mm, for example 5 mm according to an embodiment.
- the glass fiber fabric 9 can be rolled goods.
- recesses 8 are formed in the size of RFID tags 1 to be integrated in a regular grid.
- Fig. 2A and Fig. 2B show the base layer 20 with a recess 8 formed therein as a plan view ( Fig. 2A ) and in cross section ( Fig. 2B ).
- a plurality or a plurality of recesses 8 may be formed in the base layer 20.
- the recesses 8 may be punched or lasered into the backing layer 20.
- the recesses 8 may have a different cross-sectional shape (e.g., rectangular, round, oval, or any other shape) and / or size, for example, adapted to the shape and / or size of the tags to be integrated (generally, electronic components to be integrated).
- radio tags 1 are introduced into the base layer 20.
- FIGS. 3A and 3B show the base layer 20 with a (in other words integrated) radio tag 1 inserted therein as a plan view (FIG. Fig. 3A ) and in cross section ( Fig. 3B ).
- a radio tag 1 inserted therein as a plan view (FIG. Fig. 3A ) and in cross section ( Fig. 3B ).
- more RFID tags 1 may be incorporated in the pad layer 20 (not shown).
- the radio tags 1 are encapsulated in an encapsulation layer 5 (in other words, laminated with the encapsulation layer 5) prior to introduction into the substrate layer 20.
- the encapsulant layer 5 is a thermoplastic layer and the RFID tags 1 are laminated on both sides (i.e., top and bottom) with the thermoplastic resin layer 5.
- FIGS. 5A and 5B show a laminated radio tag 1, in other words a radio tag 1 after the encapsulation, as a plan view ( Fig. 5A ) and in cross section ( Fig. 5B ), according to an embodiment.
- the RFID tags 1 can be, for example, radio tags (eg passive RFID tags) for the 13.56 MHz standard, with the reading distance with a handheld antenna being, for example, 10 cm. In other words, the tags in this case can be up to a distance of 10 cm be read out. Alternatively, radio tags which are set up for a different frequency range or standard can be used.
- the RFID tags 1 can have a unique identification information for the respective RFID tag 1 (eg ID number), which can be read out with a suitable reading device.
- Each radio tag 1 can be, for example, an antenna 2 (for example an induction coil) formed on the upper side of the radio tag 1, a chip 3 (eg silicon chip) formed on the upper side of the radio tag 1 and coupled to the antenna 2 and one formed on the underside of the radio tag 1 have conductive bridge 4 (eg metal bridge) of the antenna 2, as in FIGS. 5A and 5B is shown.
- antenna 2 for example an induction coil
- chip 3 eg silicon chip
- the radio tag 1 can be protected, for example, from pressure, moisture and chemical influences. Furthermore, by means of the lamination 5, a height compensation of the radio tag 1 can be achieved. In other words, the laminated RFID tag 1 has a flat top and a flat bottom.
- the lamination 5 can for example be designed so that it is wider on one or more sides, for example on at least two opposite sides, than the RFID tag 1, for example 0.5 cm to 1 cm wider according to an embodiment.
- the lamination 5 is designed such that it projects beyond all four edges of the radio tag 1.
- the radio tags 1 can be adjusted to the respective recess 8 of the base layer 20 and under pressure and heat are pressed into the base layer 20.
- the protruding edges of the plastic layer 5 connect firmly to the reinforcing fabric 9 and fix the radio tags 1, at the same time the height differences can be compensated.
- the RFID tags 1 can be bonded to the backing layer 20 (for example, to the glass fiber fabric) using the plastic layer 5 (generally, the encapsulant layer 5).
- Fig. 3A shows a radio tag 1 integrated into the reinforcing fabric 9 in plan view, Fig. 3B in cross section.
- the formation of the recesses 8 in the base layer 20 may be dispensed with, for example if the material (for example the glass fiber fabric 9) of the base layer 20 has a very coarse mesh structure.
- the recess (s) 8 can be dispensed with the recess (s) 8, if the mesh size of the fabric 9 is large enough that sensitive parts of the radio tags 1 and the wireless modules 1 (eg, the silicon chip 3 or the metal bridge 4 of the antenna coil 2) within a mesh 9a to come to rest.
- the radio tags 1 can be applied to the base layer 20 (for example, the reinforcing mesh 9), for example glued to it according to an exemplary embodiment.
- FIGS. 4A and 4B show a base layer 20 with a radio tag 1 integrated therein, wherein the formation of the base layer (s) in the fabric 9 has been dispensed with as described above and the radio tag 1 is applied to the fabric 9 so that the Chip 3 of the radio tag 1 within a mesh 9a of the fabric 9 is located.
- FIGS. 4A and 4B show FIGS. 4A and 4B as a plan view or cross section, the integration of radio tags in a coarse-mesh fabric without cutout.
- the radio tags 1 are shown on the Applied underside of the fabric 9. Alternatively, the radio tags 1 can also be applied to the top of the fabric 9.
- a material having a permeable structure may be used for the backing layer, and the radio tag (s) (in general, the electronic components) may be incorporated into the permeable material / or applied to (not shown).
- the production of the base layer 20 with the RFID tags 1 integrated therein according to one of the embodiments described above can be carried out, for example, on a machine which is suitable for roll-to-roll processing.
- the RFID tags 1 after the insertion of the RFID tags 1 into the backing layer 20, these can be read out with readers integrated in the process flow and their function can be tested.
- a mapping of the ID numbers of the radio tags 1 on the roll can be created.
- the mapping can be delivered together with the roll and thus made available to a customer or installer.
- manufacturer information in the radio tags 1 with.
- a life-time monitoring of the pavement is possible, i. monitoring throughout the life of the pavement.
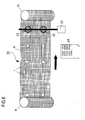
- Fig. 6 1 schematically shows a functional test of radio tags 1 integrated in a base layer 20 with a simultaneous mapping of the radio tags 1 on the reel according to an exemplary embodiment.
- the backing layer 20 has a glass fiber fabric 9 with incorporated therein and / or on it applied radio tags 1.
- the glass fiber fabric 9 with the radio tags 1 is formed as a roll material which can be unrolled from a first roller 18 and rolled up on a second roller 19, wherein between the two rollers 18, 19 by means of a plurality of readers (in Fig.
- a first reading device 21 and a second reading device 22 are shown; alternatively, a different number of reading devices can be used) and a control unit 23 coupled to the reading devices 21, 22 read out the radio tags 1, a mapping of the radio tags 1 is established, and a functional test of the radio tags 1 can be performed.
- the mapping can for example be stored on a commercially available data carrier 24 or storage medium (eg CD-ROM, DVD-ROM, floppy disk, USB memory stick, etc.) and, for example, delivered together with the backing layer 20 to a customer.
- each individual radio tag may also contain the mapping information of the entire reel.
- the radio tags can be set up such that the memory of each radio tag is sufficiently large to store the mapping information.
- the mapping can be created if all radio tags are already integrated in the reel.
- Fig. 7A a method for producing a floor covering according to an embodiment described.
- a base layer 20 having radio tags 1 incorporated therein is embedded in a layer 11 of a thermosetting resin material (for example, epoxy resin), so that a floor covering pad 25 is formed, as in FIG Fig. 7A is shown.
- a thermosetting resin material for example, epoxy resin
- a layer of one or more other curable materials e.g. a dispersion adhesive material or a mineral primer material.
- the production of the base layer 20 with the RFID tags 1 introduced therein can be carried out in accordance with the method described in connection with FIG Fig. 1A to Fig. 3B described embodiment.
- the base layer 20 may be formed with the RFID tags 1 (generally, electronic components) integrated therein according to another of the embodiments described herein.
- the base layer 20 with the radio tags 1 is designed as a roll material or as a roll, for example in a similar manner as in FIG Fig. 6 shown schematically.
- the embedding of the base layer 20 with the RFID tags 1 integrated therein into the synthetic resin layer 11 and thus the formation of the floor covering underlay 25 can take place, for example, in that the roll on site (ie where a floor covering is to be installed or laid) on a subfloor ( Screed) 10 is applied, glued to the bottom 10 with synthetic resin and simultaneously covered with it.
- Fig. 7A shows the formed on the underbody 10 flooring pad 25.
- the flooring pad 25 can be arranged on a different surface.
- the embedding of the base layer 20 can be effected in that on the subfloor 10, a first part layer 11a made of synthetic resin (in general, from a first curable material) is applied (see Fig. 8A ) and the backing layer 20 on the first sub-layer 11a applied and / or at least partially introduced into the first sub-layer 11a (see Fig. 8B ). Thereafter, a second sub-layer 11b of synthetic resin (generally, of a second curable material which may or may not be the same as the first curable material) may be applied to the first sub-layer 11a and the sub-layer 20 (see FIG Fig. 8C ).
- the first sub-layer 11a and the second sub-layer 11b are applied in a not yet cured state. If the base layer 20 has a mesh structure or a permeable structure, the material of the first partial layer 11a can at least partially come into contact with the material of the second partial layer 11b, and a subsequent hardening of the two partial layers 11a, 11b results in a strong and robust one Connecting the first sub-layer 11a to the second sub-layer 11b, wherein the sub-layer 20 is embedded with the RFID tags 1 in the layer 11 formed from the two sub-layers 11a, 11b. Furthermore, a firm connection of the first part-layer 11a to the underbody 10 results.
- the backing layer 20 may be introduced (eg, embedded) into the first sub-layer 11a applied to the subfloor 10 and not yet cured, and the sub-layer 11a with the (eg embedded) sublayer 20 incorporated therein may subsequently be cured to provide the sublayer 11a Stick sublayer 11 a to the subfloor 10.
- the second partial layer 11b can be applied to the first partial layer 11a.
- the embedding of the substrate layer 20 in the resin layer 11 can be effected by the pad layer 20 is applied to the subfloor 10 (see Fig. 9A ) and then the resin layer 11 the backing layer 20 is applied (see Fig. 9B ).
- the material of the resin layer 11 may at least partially pass through the mesh / openings of the mesh / permeable structure and contact the subfloor 10, such that upon subsequent curing of the resin layer 11 results in a firm and robust connection of the synthetic resin layer 11 with the subfloor 10, at the same time the base layer 20 with the RFID tags 1 is firmly (or backlash-free) embedded in the cured resin layer 11.
- a substrate preparation by means of grinding and / or milling and / or shot peening and / or suction may be carried out prior to the application of the first sub-layer 11a or the layer 11 (eg a synthetic resin layer) in order to improve the composite of the first sub-layer 11a or Layer 11 to the substrate 10 produce.
- the first sub-layer 11a or the layer 11 eg a synthetic resin layer
- any gross unevenness, cracks and voids in the substrate 10 can be remedied.
- the substrate 10 may be provided with a primer, for example a synthetic resin (eg epoxy resin) or other suitable primer to remove the absorbency and the pores in the substrate 10 close. Subsequently, the backing layer 20 as described above firmly bonded to the substrate 10.
- a primer for example a synthetic resin (eg epoxy resin) or other suitable primer to remove the absorbency and the pores in the substrate 10 close.
- a substrate is provided for all common floor coverings, such as stone, tiles, carpet, parquet, laminate and elastic coverings with the exception of metal.
- the floor 50 illustratively comprises a subfloor 10 (screed) and a floor covering 12, as well as a floor covering 25 disposed between the subfloor 10 and the floor covering 12 which has a base layer 20 embedded in a curable layer 11 with radio tags 1 integrated therein, for example a fiberglass fabric embedded in synthetic resin with integrated radio tags.
- Fig. 10A a method for producing a floor covering according to another embodiment described.
- the procedure is different from that associated with Fig. 7A Essentially, the method described is essentially that, when the radio tags 1 are embedded in the synthetic resin layer 11 (generally in a curable layer), a backing layer is dispensed with.
- the previously laminated radio tags 1 (generally the electronic components) according to this embodiment are embedded directly in synthetic resin 11, so that the in Fig. 10A shown flooring pad 25 is obtained.
- This configuration can be used for example in small areas or strip-like introduction of the radio tags 1 in the floor covering or in the floor covering pad 25.
- the radio tags 1 can be laid by hand and coated with the synthetic resin layer 11.
- a mapping and / or a functional test of the radio tags 1 can take place, for example, by reading each radio tag 1 after installation by hand and measuring it in its surroundings.
- the floor covering pad 25 can For example, be formed on a subfloor 10 (screed), as in Fig. 10A is shown.
- any flooring 12 may be applied to the flooring pad 25 so that once again a floor 50 having radio tags 1 integrated therein is obtained, as in FIG Fig. 10B is shown.
- a method which enables the introduction of electronic components (eg RFID tags) in a ground in a simple and cost-effective manner, at the same time the electronic components (eg the radio tags) reliably against high loads to which they be exposed to soil (eg pressure, moisture, chemicals).
- electronic components eg RFID tags
- high loads eg pressure, moisture, chemicals
- a method is provided by which a high quality flooring for a floor can be made, or a floor covering (underlayer) that allows the most free choice of the overlying visible floor covering.
- RFID tags radio tags
- electronic components in particular radio tags (RFID tags)
- RFID tags can be integrated in or under any floor covering, whereby, for example, on any surface a location determination is made possible to movable objects with and without human To locate companions and / or robots of all types and / or vehicles and / or persons and to open the possibility of navigation via a central or local control.
- radio tags can be rationally integrated in a regular grid in a backing layer, placed under all common floor coverings - with the exception of metal - and (for example with synthetic resin) can be encapsulated so that they are protected from pressure, Moisture and chemicals are protected.
- a mapping can be created when integrating the RFID tags into the backing layer, which eliminates the need for time-consuming individual mapping during on-site installation.
- the laminated RFID tags can be embedded directly in the resin, for example, if only small quantities or individual tracks of radio tags to be laid. In this case, a manual reading and calibration of the radio tags can be carried out to produce the mapping information on site.
- a method in which one or more radio tags (generally, one or more electronic components) are placed in a backing layer (eg, in a regular grid) which is used as a backing layer in a carpeting, linoleum, PVC flooring pad other conceivable sheet goods, tiles, stone floors, concrete floors, terrazzo or a synthetic resin coating is suitable.
- a backing layer eg, in a regular grid
- PVC flooring pad other conceivable sheet goods, tiles, stone floors, concrete floors, terrazzo or a synthetic resin coating is suitable.
- the backing layer is rolled or larger sheets.
- a base layer are, for example, reinforcement fabric made of glass fiber, polyethylene, polypropylene, polyester, carbon fiber or natural fibers.
- the radio tags (in general the electronic components or electronic modules) are introduced into this base layer (for example in a regular grid).
- a recess in the base layer is produced for this purpose in the size of the radio tag in order to achieve height compensation between the module and the base layer.
- the recess can be produced, for example, by lasering, stamping, cutting, milling or other suitable method.
- the recess can be dispensed with according to another exemplary embodiment.
- the insertion of the RFID tags can be done so that sensitive areas of the RFID tags such. a silicon chip comes to lie within the mesh of the fabric.
- the radio tag can be encapsulated on both sides with an encapsulation layer (for example a thermoplastic layer) in order to achieve height compensation on the RFID tag (between individual components of the radio tag, eg silicon chip, inlay, tracks, etc.) and for protection to ensure against mechanical and chemical influences as well as moisture during installation.
- an encapsulation layer for example a thermoplastic layer
- the encapsulation layer is chosen to be somewhat larger than the radio tag and can thereby also be used according to another embodiment for gluing the radio tag into the pad layer.
- the radio tag is glued into the backing layer under pressure and heat.
- the ID number of each RFID tag is read and thus realizes a functional test.
- the ID numbers are simultaneously stored with a corresponding software. In this way, a mapping of the roll material can be obtained.
- a reel can be supplied with this information (e.g., to a customer) so that after installation it is sufficient to read only the beginning and end of a web, for example, to quickly determine the physical location of the individual tags in the room.
- the installation of the backing layer is accomplished by embedding in a curable layer, e.g. a synthetic resin layer (for example, an epoxy resin layer) having, for example, a slightly larger thickness than the base layer.
- a curable layer e.g. a synthetic resin layer (for example, an epoxy resin layer) having, for example, a slightly larger thickness than the base layer.
- the respective substrate for example, concretes and screeds of all kinds, in exceptional cases also tiles, stones of all kinds, artificial stones of all kinds, coatings
- Substrate preparation by means of grinding, milling, shot peening and suction can be carried out in order to produce an improved or optimum bond to the substrate. Any rough bumps, cracks and voids can be removed or rehabilitated beforehand.
- the respective substrate can be provided, for example, first by means of synthetic resin / epoxy resin or another suitable primer in order to remove the absorbency and to close the pores in the substrate.
- the tissue can then firmly bonded to the substrate by means of synthetic resin / epoxy resin or another suitable material.
- the coverage of the fabric (e.g., a reinforcement fabric) and / or the radio tag with the curable layer (eg, the resin layer) may be 0.1 mm to 10 mm, for example 0.5 mm to 4 mm, for example, greater than or equal to 2 mm.
- a floor covering (floor covering) of a floor may, according to one embodiment, be glued to the fabric with materials corresponding to the material in which the fabric is embedded.
- the range of RFID tags is usually large enough to allow any other type of floor to be built on the floor, with the exception of metal floors, as these would shield the electromagnetic waves of a reader.
- the thickness of this layer can be minimized.
- the thickness of the synthetic resin layer in this case may be 0.1 mm to 2 mm, for example 1 mm.
- the synthetic resin layer may have a different thickness.
- the backing layer can be completely dispensed with (eg, if only very small areas or individual radio tags are to be laid), and the, for example, encapsulated with a plastic layer, radio tags can be embedded directly in the resin layer.
- mapping can be done, for example, by reading each tag individually and measuring and mapping its position in space.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Textile Engineering (AREA)
- Laminated Bodies (AREA)
- Floor Finish (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen einer Bodenbelagunterlage, ein Verfahren zur Integration mindestens eines integrierten Funketiketts in einen Fußboden sowie einen Fußboden mit mindestens einem integrierten elektronischen Bauelement.
- In einem Fußboden integrierte RFID-Tags (Radio Frequency IDentification-Tags, zu deutsch: Radiofrequenz-Identifikations-Datenträger bzw. Funketiketten), die in einem regelmäßigen Raster in den Fußboden eingebracht werden, können als Funklandmarken für die Lokalisation von Roboterfahrzeugen oder anderen mobilen Geräten benutzt werden. Dazu macht man sich zu Nutze, dass jedes dieser Funketiketten eine eigene ID-Nummer besitzt, mit anderen Worten eine für das jeweilige Funketikett eindeutige Kennungsinformation. Nach der Installation der Funketiketten im Boden kann dann eine Art Landkarte erstellt werden, welche die physikalische Position jedes Funketiketts im Boden beschreibt.
- Die zu lokalisierenden Roboter oder andere bewegliche Objekte werden mit einem Lesegerät für die Funketiketten ausgestattet. Zusätzlich wird ihrer lokalen bzw. einer zentralen Steuereinheit die Kartierungsinformation zur Verfügung gestellt. Damit können die Lesegeräte immer, wenn sie mit ihrer Leseantenne in den Empfangsbereich der Antenne eines Funketiketts kommen, dessen ID-Nummer auslesen und unter Verwendung der Kartierungsinformation ihren exakten Standort bestimmen.
- Beispiele für die Lokalisation und/oder Navigation mittels in einem Fußboden integrierter Identifikationsdatenträger sind zum Beispiel in [1], [2] und [3] beschrieben, sowie in [4], welche einen Nasswischroboter beschreibt, und in [5], welche einen autonom fahrenden Gabelstapler beschreibt.
- Das Einbringen von Funketiketten in einen Fußboden erfolgt bisher in der Regel derart, dass die Funketiketten einzeln in den Boden eingebracht werden. In [6] ist beispielsweise beschrieben, verkapselte RFID-Tags mittels Bohrungen im Boden nachträglich zu versenken. Dieses Verfahren erfordert einen erheblichen Aufwand beim Bohren der Löcher in den Boden, Einbringen der Funketiketten und Versiegeln der Bohrungen, sowie dem anschließenden Einmessen und der Erstellung einer Kartierung.
- Fußbodenelemente, welche über eine Spachtelmasse auf einen Estrich aufgelegt werden, können auf der Unterseite eine Aussparung aufweisen in denen RFID-Tags, z.B. mindestens ein Temperatursensor, platziert werden, wie in [7] beschrieben. Die Aussparung kann beispielsweise in ein Holzelement gefräst werden.
- Oft werden für Demonstrationszwecke Funketiketten mit einer Kaltklebeschicht direkt auf dem Untergrund (Estrich) unterhalb des Bodenbelags aufgebracht. Dazu muss der Untergrund möglichst eben sein, was beispielsweise durch eine Spachtelung des Estrichs erreicht werden kann. Da ein möglichst exaktes Raster einzuhalten ist, ist außerdem vor dem Aufbringen der Funketiketten ein Schnurgerüst herzustellen. Dabei besteht die Gefahr, dass beim Aufbringen des Bodenbelags bereits ein Teil der Funketiketten mechanisch zerstört wird oder die Restfeuchte, wie sie besonders bei Neubauten vorhanden ist, die Elektronik zerstört. Bei elastischen Bodenbelägen (z.B. Teppich, PVC, Gummi, Linoleum) können zudem die mechanischen Belastungen beim Gebrauch in kurzer Zeit zum Ausfall der Funketiketten führen. Beim Verlegen von Funketiketten unter Fliesen oder Steinböden wiederum zerstört der Fliesenkleber beim Verlegen in vielen Fällen die Funketiketten.
- Eine Möglichkeit, eine textile Trittschalldämmung bzw. einen Teppichboden bei der Herstellung mit einem regelmäßigen Raster von Funketiketten auszustatten, ist in [8] beschrieben. Das in [8] beschriebene System ist beschränkt auf Teppichboden oder Parkett/Laminat. Insbesondere in öffentlichen oder gewerblichen Bauten ist jedoch heutzutage üblicherweise ein Großteil der Böden mit Steinbelag, Fliesen, Kunstharz, Terrazzo, PVC, Kautschuk oder Linoleum ausgestattet. Unter all diesen Belägen ist die in [8] beschriebene textile Trittschalldämmung nicht einsetzbar.
- Weitere Beispiele, ein textiles Gewebe mit einem regelmäßigen Raster von Funketiketten auszustatten, sind in [9] und [10] beschrieben. In [9] wird eine textile Unterlage beschrieben, z.B. ein Polyestergewebe, die ein Netzwerk von Funketiketten aufweist. Die in [10] beschriebene Textilgewebestruktur weist ein grobmaschiges Gewebe auf, welches Mikroelektronikkomponenten aufweist und aus nicht leitfähigen sowie elektrisch leitfähigen Fäden aufgebaut ist.
- In [11] wird beschrieben, eine elektronische Schaltung, z.B. ein Funketikett, in einer ersten Selbstklebeschicht, welche sich auf einer ersten Trägerschicht, z.B. Kartonpapier, befindet, zu fixieren und einzudrücken. Die elektronische Schaltung kann mit einer zweiten Selbstklebeschicht auf einer zweiten Trägerschicht, z.B. Kartonpapier, abgedeckt werden.
- Ein der Erfindung zugrunde liegendes Problem besteht darin, Funketiketten bzw. allgemein elektronische Bauelemente auf einfache und kostengünstige Weise in einem Boden zu integrieren und gleichzeitig die Funketiketten bzw. die elektronischen Bauelemente zuverlässig vor möglichen Belastungen, denen sie im Boden ausgesetzt sind, zu schützen.
- Das Problem wird gelöst durch ein Verfahren zum Herstellen einer Bodenbelagunterlage, ein Verfahren zur Integration mindestens eines integrierten Funketiketts in einen Fußboden sowie einen Fußboden mit mindestens einem integrierten elektronischen Bauelement.
- Beispielhafte Ausgestaltungen der Erfindung ergeben sich aus den abhängigen Patentansprüchen. Die weiteren Ausgestaltungen der Erfindung, die im Zusammenhang mit dem Verfahren zum Herstellen der Bodenbelagunterlage beschrieben sind, gelten sinngemäß und soweit sinnvoll auch für die Bodenbelagunterlage, das Verfahren zur Integration des mindestens einen integrierten Funketiketts in den Fußboden, den Fußboden, das Verfahren zum Herstellen der Unterlageschicht für die Bodenbelagunterlage sowie die Unterlageschicht.
- Bei einem Verfahren zum Herstellen einer Bodenbelagunterlage gemäß einem Ausführungsbeispiel wird mindestens ein integriertes Funketikett in eine Schicht, welche mindestens ein aushärtbares Material aufweist, eingebettet.
- Eine Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel weist eine Schicht auf, welche mindestens ein aushärtbares Material aufweist. Ferner weist die Bodenbelagunterlage mindestens ein elektronisches Bauelement, insbesondere ein integriertes Funketikett, auf, welches in der Schicht eingebettet ist.
- Unter einem aushärtbaren Material oder härtbaren Material kann im Rahmen dieser Anmeldung beispielsweise ein Material verstanden werden, welches von einem ersten Zustand mit einer niedrigen Viskosität (anschaulich einem Zustand, in dem das Material formbar ist, z.B. flüssig, gießfähig, streichfähig oder spachtelfähig) im Wesentlichen irreversibel in einen zweiten Zustand mit einer höheren Viskosität übergehen kann (zum Beispiel mittels Erwärmens bzw. Temperns), wobei das Material in dem zweiten Zustand formstabil bzw. fest (hart) ist. Der Übergang kann als Aushärten des Materials bezeichnet werden.
- Gemäß einem Ausführungsbeispiel kann das aushärtbare Material der Schicht in dem ersten Zustand verarbeitet bzw. prozessiert werden und anschließend in den zweiten Zustand überführt werden (d.h., die Schicht kann ausgehärtet werden). Zum Beispiel kann in dem ersten Zustand das mindestens eine elektronische Bauelement in die (noch nicht ausgehärtete) Schicht eingebracht und anschließend mittels Aushärtens der Schicht fest bzw. spielfrei darin eingebettet werden. Die Schicht, welche das mindestens eine aushärtbare Material aufweist, wird im Folgenden auch als aushärtbare Schicht bezeichnet.
- Gemäß einem Ausführungsbeispiel weist das mindestens eine aushärtbare Material mindestens eines der folgenden Materialien auf: ein Kunstharz-Material (z.B. ein Epoxidharz oder Mischungen aus Epoxidharzen), ein Dispersionskleber-Material, ein mineralisches Grundierungs-Material (z.B. Beton oder Zement). Alternativ können andere geeignete aushärtbare Materialien verwendet werden.
- Unter einem Epoxidharz kann in diesem Zusammenhang ein Kunstharz verstanden werden, welches aus Polymeren besteht, die je nach Reaktionsführung unter Zugabe geeigneter Härter einen duroplastischen Kunststoff von hoher Festigkeit und chemischer Beständigkeit ergeben. Werden Epoxidharz und Härter gemischt, erfolgt je nach Zusammensetzung und Temperatur üblicherweise innerhalb von wenigen Minuten bis einigen Stunden die Aushärtung des ursprünglich flüssigen Gemisches. In manchen Fällen kann bis zur vollständigen Aushärtung eine längere Zeitdauer vergehen.
- Gemäß einem anderen Ausführungsbeispiel beträgt die Dicke der aushärtbaren Schicht (beispielsweise die Dicke einer Kunstharzschicht), in der das elektronische Bauelement, insbesondere das integrierte Funketikett, eingebettet ist, 0.2 mm bis mehrere Zentimeter, beispielsweise 0.2 mm bis 2 cm, zum Beispiel 2 mm. Alternativ kann die Schicht eine andere Dicke aufweisen.
- Gemäß einem anderen Ausführungsbeispiel wird das mindestens eine integrierte Funketikett auf einer ersten Teilschicht, welche ein erstes aushärtbares Material aufweist, aufgebracht und/oder zumindest teilweise in die erste Teilschicht eingebracht, und es wird eine zweite Teilschicht, welche ein zweites aushärtbares Material aufweist, auf der ersten Teilschicht und dem integrierten Funketikett aufgebracht, so dass die Schicht mit dem darin eingebetteten mindestens einen integrierten Funketikett gebildet wird. Das erste aushärtbare Material und das zweite aushärtbare Material können dabei dasselbe Material sein. Alternativ kann das zweite aushärtbare Material ein anderes Material sein als das erste aushärtbare Material. Die erste Teilschicht wird im Folgenden auch als erste aushärtbare Teilschicht bezeichnet, und die zweite Teilschicht wird im Folgenden auch als zweite aushärtbare Teilschicht bezeichnet.
- Anschaulich kann gemäß dem oben beschriebenen Ausführungsbeispiel eine erste aushärtbare Teilschicht bereitgestellt werden, und das integrierte Funketikett wird auf der (noch nicht ausgehärteten) ersten Teilschicht aufgebracht und/oder zumindest teilweise darin eingebracht. Anschließend wird eine zweite aushärtbare Teilschicht auf der ersten Teilschicht und dem darauf aufgebrachten und/oder darin eingebrachten integrierten Funketikett aufgebracht, so dass das Bauelement, insbesondere das integrierte Funketikett, zwischen den beiden Teilschichten angeordnet bzw. eingebettet ist. Die erste Teilschicht und die zweite Teilschicht können nachfolgend ausgehärtet werden, so dass das integrierte Funketikett fest (mit anderen Worten, spielfrei) in den ausgehärteten Teilschichten eingebettet wird.
- Gemäß einem anderen Ausführungsbeispiel weisen das erste aushärtbare Material und/oder das zweite aushärtbare Material mindestens eines der folgenden Materialien auf: ein Kunstharz-Material (z.B. ein Epoxidharz oder Mischungen aus Epoxidharzen), ein Dispersionskleber-Material, ein mineralisches Grundierungs-Material (z.B. Beton oder Zement). Alternativ können andere geeignete aushärtbare Materialien verwendet werden.
- Gemäß einem anderen Ausführungsbeispiel wird das mindestens eine integrierte Funketikett in eine Unterlageschicht eingebracht und/oder auf der Unterlageschicht aufgebracht, und die Unterlageschicht mit dem integrierten Funketikett wird in der Schicht, welche das mindestens eine aushärtbare Material aufweist, eingebettet. Das Einbringen und/oder Aufbringen des integrierten Funketiketts in die Unterlageschicht und/oder auf der Unterlageschicht kann anschaulich vor dem Einbetten der Unterlageschicht in die Schicht erfolgen.
- Gemäß einem anderen Ausführungsbeispiel wird eine Mehrzahl von integrierten Funketiketten in die Unterlageschicht eingebracht und/oder auf der Unterlageschicht aufgebracht, beispielsweise in einem regelmäßigen Raster. Mit anderen Worten können die integrierten Funketikette in einem regelmäßigen Raster (z.B. einem Rechteckraster oder einem Quadratraster) in und/oder auf der Unterlageschicht angeordnet werden. Die einzelnen Bauelemente, insbesondere die integrierten Funketikette, können in dem Raster beispielsweise einen Abstand zueinander von 10 cm bis 1 m aufweisen, zum Beispiel 30 cm bis 70 cm, beispielsweise 50 cm gemäß einem Ausführungsbeispiel. Alternativ, beispielsweise je nach gewünschter Anwendung, können die Bauelemente, insbesondere die integrierten Funketikette einen anderen Abstand zueinander aufweisen.
- Ferner ist es auch möglich, dass der Abstand der Bauelemente variabel ist. Zum Beispiel kann im Falle von Funketiketten als elektronischen Bauelementen der Abstand der Funketiketten in der Unterlageschicht variieren und beispielsweise an eine bei einer Lokalisation/Navigation erwünschte Ortsauflösung angepasst sein, beispielsweise derart, dass in einem ersten Teilbereich der Unterlageschicht die Funketiketten einen ersten Abstand zueinander aufweisen und in einem zweiten Teilbereich der Unterlageschicht einen zweiten Abstand zueinander aufweisen, wobei der zweite Abstand beispielsweise kleiner sein kann als der erste Abstand, so dass in dem zweiten Teilbereich eine Lokalisation/Navigation mit höherer Ortsauflösung ermöglicht wird.
- Gemäß einem Ausführungsbeispiel wird die Unterlageschicht mit den darin eingebrachten bzw. darauf aufgebrachten elektronischen Bauelementen, insbesondere integrierten Funketiketten, auf der ersten aushärtbaren Teilschicht aufgebracht, und die zweite aushärtbare Teilschicht wird auf der Unterlageschicht aufgebracht.
- Gemäß einem anderen Ausführungsbeispiel weist die Unterlageschicht eine durchlässige (anders ausgedrückt, eine durchdringbare) Struktur auf. Mit anderen Worten kann die Unterlageschicht ein durchlässiges (durchdringbares) Material aufweisen oder daraus bestehen.
- Unter einem durchlässigen bzw. durchdringbaren Material kann im Rahmen dieser Anmeldung allgemein ein Material verstanden werden, welches für ein anderes Material zumindest teilweise durchlässig ist bzw. von dem anderen Material zumindest teilweise durchdrungen werden kann. Insbesondere kann unter einem durchlässigen Material ein Material verstanden werden, welches beispielsweise für das mindestens eine aushärtbare Material zumindest teilweise durchlässig ist bzw. zumindest teilweise von diesem durchdrungen werden kann.
- Zum Beispiel kann das durchlässige Material für das erste aushärtbare Material der ersten aushärtbaren Teilschicht und/oder das zweite aushärtbare Material der zweiten aushärtbaren Teilschicht zumindest teilweise durchlässig sein bzw. zumindest teilweise von dem ersten und/oder zweiten aushärtbaren Material durchdrungen werden. Mit anderen Worten kann die durchlässige Struktur so eingerichtet sein, dass beim Aufbringen der Unterlageschicht auf der ersten aushärtbaren Teilschicht und/oder beim Aufbringen der zweiten aushärtbaren Teilschicht auf der Unterlageschicht das Material der ersten aushärtbaren Teilschicht und/oder das Material der zweiten aushärtbaren Teilschicht zumindest teilweise durch die durchlässige Struktur der Unterlageschicht hindurchtreten können/kann, so dass die Materialien der ersten und zweiten aushärtbaren Teilschicht durch die Unterlageschicht hindurch miteinander in Kontakt kommen können und somit nach dem Aushärten der beiden Teilschichten eine feste Verbindung zwischen den Teilschichten erreicht werden kann.
- Gemäß einem Ausführungsbeispiel kann die durchlässige Struktur für ein anderes Material (z.B. für das mindestens eine aushärtbare Material) durchlässige bzw. durchdringbare Öffnungen (auch als Löcher bezeichnet) aufweisen, wobei die Öffnungen eine Größe (z.B. einen Durchmesser) von 1 mm bis 50 mm aufweisen, zum Beispiel 3 mm bis 10 mm, beispielsweise 5 mm. Alternativ kann die Größer der Öffnungen einen anderen Wert aufweisen.
- Gemäß einem Ausführungsbeispiel kann als durchlässiges Material beispielsweise Gittergewebe aus Glasfaser, Carbonfaser, Metalldraht, Polyester, Polyethylen oder gestanzte oder gelochte Folien, Bleche oder mit Durchbrüchen versehenes Papier verwendet werden. Alternativ können anderen Materialien verwendet werden.
- Gemäß einem anderen Ausführungsbeispiel weist die Unterlageschicht eine Maschenstruktur auf. Mit anderen Worten kann die Unterlageschicht ein Material mit einer Maschenstruktur (zum Beispiel ein Maschengewebe) aufweisen oder daraus bestehen.
- Die Maschenweite der Maschenstruktur kann so ausgebildet sein, dass die Maschenstruktur für das erste aushärtbare Material der ersten aushärtbaren Teilschicht und/oder das zweite aushärtbare Material der zweiten aushärtbaren Teilschicht zumindest teilweise durchlässig ist. Mit anderen Worten kann die Maschenweite so ausgebildet sein, dass beim Aufbringen der Unterlageschicht auf der ersten aushärtbaren Teilschicht und/oder beim Aufbringen der zweiten aushärtbaren Teilschicht auf der Unterlageschicht das Material der ersten aushärtbaren Teilschicht und/oder das Material der zweiten aushärtbaren Teilschicht zumindest teilweise durch die Maschenstruktur der Unterlageschicht hindurchtreten können/kann, so dass die Materialien der ersten und zweiten aushärtbaren Teilschicht durch die Unterlageschicht hindurch miteinander in Kontakt kommen können und somit nach dem Aushärten der Teilschichten eine feste Verbindung zwischen den Schichten erreicht werden kann.
- Gemäß einem Ausführungsbeispiel beträgt die Maschenweite beispielsweise 1 mm bis 50 mm, zum Beispiel 3 mm bis 10 mm, beispielsweise 5 mm. Alternativ kann die Maschenweite einen anderen Wert aufweisen.
- Gemäß einem anderen Ausführungsbeispiel ist die Unterlageschicht ein Armierungsgewebe. Unter einem Armierungsgewebe kann in diesem Zusammenhang ein Gewebe bzw. eine Gewebestruktur verstanden werden, das/die zur Verstärkung (auch als Armierung oder Bewehrung bezeichnet) eines Bodenbelags oder eines Untergrunds (Estrichs) oder allgemein einer Schicht in den Bodenbelag bzw. den Estrich oder die Schicht eingelegt (eingebettet) wird. Ein Armierungsgewebe kann beispielsweise eine höhere Zugfestigkeit und/oder Druckfestigkeit aufweisen als das zu armierende bzw. zu bewehrende Objekt, und/oder eine größere Haltbarkeit gegenüber weiteren Einflüssen (z.B. Umwelteinflüssen wie beispielsweise Wasser, Frost, chemische Stoffe, etc.).
- Gemäß einem Ausführungsbeispiel weist das Armierungsgewebe mindestens eines der folgenden Materialien auf: ein Glasfaser-Material, Polyethylen, Polypropylen, Polyester, ein Carbonfaser-Material, ein Naturfaser-Material. Mit anderen Worten kann das Armierungsgewebe eines oder mehrere der vorangehend genannten Materialien aufweisen oder daraus bestehen.
- Gemäß einem anderen Ausführungsbeispiel wird die aushärtbare Schicht auf der Unterlageschicht (z.B. dem Armierungsgewebe) mit den darin eingebrachten bzw. darauf aufgebrachten elektronischen Bauelementen, insbesondere integrierten Funketiketten, aufgebracht. Weist die Unterlageschicht eine Maschenstruktur oder eine durchlässige Struktur auf, so kann das Material der aushärtbaren Schicht (z.B. einer Kunstharzschicht) zumindest teilweise durch die Maschen bzw. Öffnungen der Unterlageschicht hindurchtreten und mit einer unter der Unterlageschicht angeordneten Schicht (z.B. einem Untergrund wie beispielsweise einem Estrich) in Kontakt treten und bei einem anschließenden Aushärten eine feste Verbindung mit dieser Schicht eingehen, wobei gleichzeitig die Unterlageschicht fest (bzw. spielfrei) in der aushärtbaren Schicht eingebettet werden kann.
- Gemäß einem anderen Ausführungsbeispiel wird in der Unterlageschicht mindestens eine Aussparung gebildet, und das mindestens eine integrierte Funketikett wird in die mindestens eine Aussparung eingebracht. Gemäß einem Ausführungsbeispiel kann die Form und Größe der Aussparung dem darin einzubringenden elektronischen Bauelement, insbesondere dem integrierten Funketikett, angepasst sein. Mittels der Aussparung kann anschaulich ein Höhenausgleich zwischen der Unterlageschicht und dem mindestens einen darin integrierten elektronischen Bauelement, insbesondere integriertem Funketikett, erreicht werden.
- Gemäß einem anderen Ausführungsbeispiel wird die mindestens eine Aussparung mittels eines der folgenden Verfahren gebildet: Lasern, Stanzen, Schneiden, Fräsen. Alternativ können andere geeignete Verfahren zum Bilden der Aussparung verwendet werden.
- Gemäß einem anderen Ausführungsbeispiel wird das mindestens eine integrierte Funketikett vor dem Einbetten in die aushärtbare Schicht in einer Verkapselungsschicht (beispielsweise einer Kunststoffschicht) verkapselt. Mit anderen Worten wird das integrierte Funketikett mit der Verkapselungsschicht kaschiert. Mittels des Verkapselns (auch als Einkapseln bezeichnet) bzw. Kaschierens kann beispielsweise ein Höhenausgleich zwischen einzelnen Komponenten des integrierten Funketiketts erreicht werden. Ferner kann das integrierte Funketikett mittels der Verkapselungsschicht gegen mechanische und/oder chemische Einflüsse und/oder Feuchtigkeit geschützt werden.
- Gemäß einem anderen Ausführungsbeispiel wird das mindestens eine integrierte Funketikett vor dem Einbringen in die Unterlageschicht und/oder Aufbringen auf die Unterlageschicht in der Verkapselungsschicht verkapselt.
- Gemäß einem anderen Ausführungsbeispiel wird das mindestens eine integrierte Funketikett unter Verwendung der Verkapselungsschicht mit der Unterlageschicht verklebt. Gemäß einem anderen Ausführungsbeispiel ist das mindestens eine elektronische Bauelement ein Funk-Identifikationsdatenträger (auch als Funketikett bezeichnet), beispielsweise ein RFID-Tag, zum Beispiel ein passiver RFID-Tag. Der Funk-Identifikationsdatenträger kann eine eindeutige Kennungsinformation (ID-Nummer) aufweisen, welche zum Beispiel mittels eines geeigneten Lesegeräts, das an den Funk-Identifikationsdatenträger herangeführt oder an diesem vorbeigeführt wird, ausgelesen werden kann.
- Bei einem Verfahren zur Integration mindestens eines integrierten Funketiketts in einen Fußboden gemäß einem anderen Ausführungsbeispiel wird eine Bodenbelagunterlage bereitgestellt. Ferner wird ein Bodenbelag auf der Bodenbelagunterlage aufgebracht.
- Ein Fußboden mit mindestens einem integrierten elektronischen Bauelement gemäß einem anderen Ausführungsbeispiel weist eine Bodenbelagunterlage sowie einen Bodenbelag, welcher auf der Bodenbelagunterlage aufgebracht ist, auf.
- Die Bodenbelagunterlage kann gemäß einem der hierin beschriebenen Ausführungsbeispiele ausgebildet werden bzw. sein, wobei ein beliebiges elektronisches Bauelement, insbesondere ein integriertes Funketikett, in die Bodenbelagunterlage integriert wurde bzw. ist. Bei dem Bodenbelag kann es sich um einen beliebigen Bodenbelag handeln, zum Beispiel Stein, Fliesen, Beton, Kunstharz, Terrazzo, PVC, Linoleum, Teppich, Parkett, Laminat und andere elastische Beläge, mit Ausnahme von Metall.
- Bei einem Verfahren zum Herstellen einer Unterlageschicht für eine Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel wird eine Unterlageschicht bereitgestellt, wobei die Unterlageschicht eine durchlässige Struktur oder eine Maschenstruktur aufweist. Ferner wird mindestens ein elektronisches Bauelement in die Unterlageschicht eingebracht und/oder auf der Unterlageschicht aufgebracht.
- Eine Unterlageschicht für eine Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel weist mindestens ein elektronisches Bauelement auf, welches in die Unterlageschicht eingebracht und/oder auf der Unterlageschicht aufgebracht ist, wobei die Unterlageschicht eine durchlässige Struktur oder eine Maschenstruktur aufweist.
- Die Unterlageschicht kann gemäß einem der hierin beschriebenen Ausführungsbeispiele ausgebildet werden bzw. sein.
- Ausführungsbeispiele der Erfindung sind in den Figuren dargestellt und werden im Folgenden näher erläutert. In den Figuren sind gleiche oder ähnliche Elemente, soweit sinnvoll, mit gleichen oder identischen Bezugszeichen versehen. Die in den Figuren gezeigten Darstellungen sind schematisch und daher nicht maßstabsgetreu gezeichnet.
- Es zeigen
- Figur 1A bis Figur 3B
- ein Verfahren zum Herstellen einer Unterlageschicht für eine Bodenbelagunterlage gemäß einem Ausführungsbeispiel;
- Figur 4A und Figur 4B
- ein Verfahren zum Herstellen einer Unterlageschicht für eine Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel;
- Figur 5A und Figur 5B
- ein Funketikett zur Verwendung in einer Bodenbelagunterlage gemäß einem Ausführungsbeispiel;
- Figur 6
- eine schematische Darstellung einer Kartierung von in eine Unterlageschicht eingebrachten Funketiketten gemäß einem anderen Ausführungsbeispiel;
- Figur 7A
- ein Verfahren zum Herstellen einer Bodenbelagunterlage gemäß einem Ausführungsbeispiel;
- Figur 7B
- einen Fußboden mit einer Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel;
- Figur 8A bis Figur 8C
- ein Verfahren zum Herstellen einer Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel;
- Figur 9A und Figur 9B
- ein Verfahren zum Herstellen einer Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel;
- Figur 10A
- ein Verfahren zum Herstellen einer Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel;
- Figur 10B
- einen Fußboden mit einer Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel.
- Nachfolgend wird unter Bezug auf
Fig. 1A bis Fig. 3B ein Verfahren beschrieben zum Herstellen einer Unterlageschicht für eine Bodenbelagunterlage gemäß einem Ausführungsbeispiel. - Gemäß diesem Ausführungsbeispiel wird eine Unterlageschicht 20 bereitgestellt.
Fig. 1A und Fig. 1B zeigen einen Ausschnitt der Unterlageschicht 20 in Draufsicht (Fig. 1A ) und im Querschnitt (Fig. 1B ). Die Unterlageschicht 20 weist ein Armierungsgewebe 9 mit einer Maschenstruktur auf. Gemäß dem hier gezeigten Ausführungsbeispiel ist das Armierungsgewebe 9 als ein Glasfasergewebe ausgebildet. Alternativ kann das Armierungsgewebe andere Materialien aufweisen wie z.B. Polyethylen, Polypropylen, Polyester, Carbonfasern, Naturfasern oder Metalldrähte. Das Glasfasergewebe 9 weist erste Glasfasern 6 auf, welche in einer ersten Richtung (beispielsweise in Schussrichtung) angeordnet sind, sowie zweite Glasfasern 7, welche in einer zweiten Richtung (gemäß dem gezeigten Ausführungsbeispiel senkrecht zur ersten Richtung, beispielsweise in Kettrichtung) angeordnet sind. Ferner weist das Glasfasergewebe 9 eine Vielzahl von Maschen 9a auf, welche zwischen den Glasfasern 6, 7 ausgebildet sind. - Das Glasfasergewebe 9 der Unterlageschicht 20 kann beispielsweise eine Dicke von 0.1 mm bis 5 mm aufweisen, zum Beispiel 0.2 mm bis 1 mm, beispielsweise 0.45 mm gemäß einem Ausführungsbeispiel. Die Maschenweite des Glasfasergewebes 9 kann beispielsweise 1 mm bis 50 mm betragen, zum Beispiel 3 mm bis 10 mm, beispielsweise 5 mm gemäß einem Ausführungsbeispiel. Gemäß einem Ausführungsbeispiel kann es sich bei dem Glasfasergewebe 9 um Rollenware handeln.
- In der Unterlageschicht 20 (d.h., in dem Glasfasergewebe 9) werden in einem regelmäßigen Raster Aussparungen 8 in der Größe von zu integrierenden Funketiketten 1 gebildet.
Fig. 2A und Fig. 2B zeigen die Unterlageschicht 20 mit einer darin gebildeten Aussparung 8 als Draufsicht (Fig. 2A ) und im Querschnitt (Fig. 2B ). Zur Veranschaulichung ist nur eine Aussparung 8 in den Figuren gezeigt, es können jedoch mehrere bzw. eine Vielzahl von Aussparungen 8 in der Unterlageschicht 20 ausgebildet sein. - Die Aussparungen 8 können beispielsweise in die Unterlageschicht 20 gestanzt oder gelasert werden. Gemäß einem Ausführungsbeispiel können die Aussparungen 8 beispielsweise einen quadratischen
- Querschnitt aufweisen mit einer Größe von beispielsweise 5 cm x 5 cm gemäß einem Ausführungsbeispiel. Alternativ können die Aussparungen 8 eine andere Querschnittsform (z.B. rechteckig, rund, oval oder beliebige andere Form) und/oder Größe aufweisen, zum Beispiel an die Form und/oder Größe der zu integrierenden Funketiketten (allgemein, von zu integrierenden elektronischen Bauelementen) angepasst.
- Gemäß dem gezeigten Ausführungsbeispiel werden Funketiketten 1 in die Unterlageschicht 20 eingebracht.
Fig. 3A und Fig. 3B zeigen die Unterlageschicht 20 mit einem darin eingebrachten (mit anderen Worten integrierten) Funketikett 1 als Draufsicht (Fig. 3A ) und im Querschnitt (Fig. 3B ). Zusätzlich zu dem inFig. 3A und Fig. 3B gezeigten Funketikett 1 können weitere Funketiketten 1 in der Unterlageschicht 20 eingebracht sein (nicht gezeigt). - Gemäß dem hier gezeigten Ausführungsbeispiel werden die Funketiketten 1 vor dem Einbringen in die Unterlageschicht 20 in einer Verkapselungsschicht 5 verkapselt (mit anderen Worten, mit der Verkapselungsschicht 5 kaschiert). Gemäß dem gezeigten Ausführungsbeispiel ist die Verkapselungsschicht 5 eine thermoplastische Kunststoffschicht, und die Funketiketten 1 werden beidseitig (d.h. auf der Oberseite und der Unterseite) mit der thermoplastischen Kunststoffschicht 5 kaschiert.
-
Fig. 5A und Fig. 5B zeigen ein kaschiertes Funketikett 1, mit anderen Worten ein Funketikett 1 nach der Verkapselung, als Draufsicht (Fig. 5A ) und im Querschnitt (Fig. 5B ), gemäß einem Ausführungsbeispiel. - Bei den Funketiketten 1 kann es sich beispielsweise um Funketiketten (z.B. passive RFID-Tags) für den 13,56 MHz-Standard handeln, wobei der Leseabstand mit einer Handantenne beispielsweise 10 cm beträgt. Mit anderen Worten können die Funketiketten in diesem Fall bis zu einem Abstand von 10 cm ausgelesen werden. Alternativ können Funketiketten verwendet werden, welche für einen anderen Frequenzbereich bzw. Standard eingerichtet sind. Die Funketiketten 1 können eine für das jeweilige Funketikett 1 eindeutige Kennungsinformation (z.B. ID-Nummer) aufweisen, welche mit einem geeigneten Lesegerät ausgelesen werden kann.
- Jedes Funketikett 1 kann beispielsweise eine auf der Oberseite des Funketiketts 1 ausgebildete Antenne 2 (beispielsweise eine Induktionsspule), einen auf der Oberseite des Funketiketts 1 ausgebildeten und mit der Antenne 2 gekoppelten Chip 3 (z.B. Siliziumchip) und eine auf der Unterseite des Funketiketts 1 ausgebildete leitende Brücke 4 (z.B. Metallbrücke) der Antenne 2 aufweisen, wie in
Fig. 5A und Fig. 5B gezeigt ist. - Mittels der Kaschierung 5 kann das Funketikett 1 beispielsweise vor Druck, Nässe und chemischen Einflüssen geschützt werden. Ferner kann mittels der Kaschierung 5 ein Höhenausgleich des Funketiketts 1 erreicht werden. Mit anderen Worten weist das kaschierte Funketikett 1 eine plane Oberseite und eine plane Unterseite auf.
- Die Kaschierung 5 kann beispielsweise so ausgeführt werden, dass sie an einer oder mehreren Seiten, beispielsweise an mindestens zwei gegenüberliegenden Seiten, breiter ist als das Funketikett 1, beispielsweise 0.5 cm bis 1 cm breiter gemäß einem Ausführungsbeispiel. Mit anderen Worten kann die Kaschierung 5 (die Verkapselungsschicht 5) an einer oder mehreren Seiten, beispielsweise an mindestens zwei gegenüberliegenden Seiten, über den Rand des Funketiketts 1 hinausragen. Gemäß dem in
Fig. 5A und Fig. 5B gezeigten Ausführungsbeispiel ist die Kaschierung 5 so ausgebildet, dass sie über alle vier Ränder des Funketiketts 1 hinausragt. - Nach dem Kaschieren können die Funketiketten 1 zur jeweiligen Aussparung 8 der Unterlageschicht 20 justiert und unter Druck und Wärme in die Unterlageschicht 20 eingepresst werden. Dabei verbinden sich die überstehenden Ränder der Kunststoffschicht 5 fest mit dem Armierungsgewebe 9 und fixieren die Funketiketten 1, wobei gleichzeitig die Höhenunterschiede ausgeglichen werden können. Mit anderen Worten können die Funketiketten 1 unter Verwendung der Kunststoffschicht 5 (allgemein, der Verkapselungsschicht 5) mit der Unterlageschicht 20 (zum Beispiel mit dem Glasfasergewebe) verklebt werden.
Fig. 3A zeigt ein in das Armierungsgewebe 9 integriertes Funketikett 1 in der Draufsicht,Fig. 3B im Querschnitt. - Gemäß einem anderen Ausführungsbeispiel kann auf das Bilden der Aussparungen 8 in der Unterlageschicht 20 verzichtet werden, zum Beispiel falls das Material (zum Beispiel das Glasfasergewebe 9) der Unterlageschicht 20 eine sehr grobmaschige Struktur aufweist. Zum Beispiel kann auf die Aussparung(en) 8 verzichtet werden, wenn die Maschenweite des Gewebes 9 groß genug ist, dass empfindliche Teile der Funketiketten 1 bzw. der Funkmodule 1 (z.B. der Siliziumchip 3 oder die Metallbrücke 4 der Antennenspule 2) innerhalb einer Masche 9a zu liegen kommen. Die Funketiketten 1 können in diesem Fall auf der Unterlageschicht 20 (zum Beispiel dem Armierungsgewebe 9) aufgebracht werden, beispielsweise mit diesem verklebt werden gemäß einem Ausführungsbeispiel.
-
Fig. 4A und Fig. 4B zeigen eine Unterlageschicht 20 mit einem darin integrierten Funketikett 1, wobei beim Herstellen der Unterlageschicht wie oben beschrieben auf das Bilden der Aussparung(en) in dem Gewebe 9 verzichtet wurde und das Funketikett 1 so auf dem Gewebe 9 aufgebracht bzw. angeordnet ist, dass der Chip 3 des Funketiketts 1 innerhalb einer Masche 9a des Gewebes 9 liegt. Mit anderen Worten zeigenFig. 4A und Fig. 4B als Draufsicht bzw. Querschnitt die Integration von Funketiketten in einem grobmaschigen Gewebe ohne Ausschnitt. Bei dem inFig. 4A und Fig. 4B gezeigten Ausführungsbeispiel sind die Funketiketten 1 auf der Unterseite des Gewebes 9 aufgebracht. Alternativ können die Funketiketten 1 auch auf der Oberseite des Gewebes 9 aufgebracht werden. - Gemäß einem anderen Ausführungsbeispiel kann anstelle eines Armierungsgewebes (allgemein, anstelle eines Materials mit einer Maschenstruktur) ein Material mit einer durchlässigen Struktur für die Unterlageschicht verwendet werden, und das bzw. die Funketiketten (allgemein, die elektronischen Bauelemente) können in das durchlässige Material eingebracht und/oder darauf aufgebracht werden (nicht gezeigt).
- Das Herstellen der Unterlageschicht 20 mit den darin integrierten Funketiketten 1 gemäß einem der oben beschriebenen Ausführungsbeispiele kann beispielsweise auf einer Maschine ausgeführt werden, welche für eine Rolle-zu-Rolle-Verarbeitung geeignet ist.
- Gemäß einem Ausführungsbeispiel können nach dem Einbringen der Funketiketten 1 in die Unterlageschicht 20 diese mit im Prozessablauf integrierten Lesegeräten ausgelesen und ihre Funktion getestet werden. Gleichzeitig kann (beispielsweise computerprogrammunterstützt bzw. per Software) eine Kartierung der ID-Nummern der Funketiketten 1 auf der Rolle erstellt werden. Die Kartierung kann zusammen mit der Rolle ausgeliefert werden und somit einem Kunden oder einem Installateur zur Verfügung gestellt werden. Bei dem Lesevorgang ist es auch möglich, Herstellerinformationen in die Funketiketten 1 mit einzuspeichern. Damit ist zum Beispiel ein Life-Time-Monitoring des Belags möglich, d.h. eine Überwachung während der gesamten Lebensdauer des Belags.
-
Fig. 6 zeigt schematisch einen Funktionstest von in einer Unterlageschicht 20 integrierten Funketiketten 1 mit einer gleichzeitigen Kartierung der Funketiketten 1 auf der Rolle gemäß einem Ausführungsbeispiel. Die Unterlageschicht 20 weist ein Glasfasergewebe 9 mit darin eingebrachten und/oder darauf aufgebrachten Funketiketten 1 auf. Das Glasfasergewebe 9 mit den Funketiketten 1 ist als Rollenmaterial ausgebildet, welches von einer ersten Rolle 18 abgerollt und auf einer zweiten Rolle 19 aufgerollt werden kann, wobei zwischen den beiden Rollen 18, 19 mittels einer Mehrzahl von Lesegeräten (inFig. 6 sind beispielhaft ein erstes Lesegerät 21 und ein zweites Lesegerät 22 gezeigt, alternativ kann eine andere Anzahl von Lesegeräten verwendet werden) und einer mit den Lesegeräten 21, 22 gekoppelten Steuereinheit 23 die Funketiketten 1 ausgelesen, eine Kartierung der Funketiketten 1 erstellt sowie ein Funktionstest der Funketiketten 1 durchgeführt werden kann. Die Kartierung kann beispielsweise auf einem handelsüblichen Datenträger 24 bzw. Speichermedium (z.B. CD-ROM, DVD-ROM, Diskette, USB-Speicher-Stick, etc.) gespeichert werden und beispielsweise zusammen mit der Unterlageschicht 20 an einen Kunden ausgeliefert werden. - Gemäß einem anderen Ausführungsbeispiel kann auch jedes einzelne Funketikett die Kartierungsinformation der gesamten Rolle enthalten. Dazu können die Funketiketten so eingerichtet sein, dass der Speicher jedes Funketikettes ausreichend groß ist, um die Kartierungsinformation zu speichern. Gemäß einem Ausführungsbeispiel kann die Kartierung erstellt werden, wenn bereits alle Funketiketten in der Rolle integriert sind.
- Nachfolgend wird unter Bezugnahme auf
Fig. 7A ein Verfahren beschrieben zum Herstellen einer Bodenbelagunterlage gemäß einem Ausführungsbeispiel. - Bei dem Verfahren wird eine Unterlageschicht 20 mit darin eingebrachten Funketiketten 1 in eine Schicht 11 aus einem aushärtbaren Kunstharz-Material (zum Beispiel Epoxidharz) eingebettet, so dass eine Bodenbelagunterlage 25 gebildet wird, wie in
Fig. 7A gezeigt ist. - Gemäß einem alternativen Ausführungsbeispiel kann anstelle der Kunstharzschicht 11 eine Schicht aus einem oder mehreren anderen aushärtbaren Materialien, z.B. einem Dispersionskleber-Material oder einem mineralischen Grundierungs-Material, verwendet werden.
- Das Herstellen der Unterlageschicht 20 mit den darin eingebrachten Funketiketten 1 kann gemäß dem im Zusammenhang mit
Fig. 1A bis Fig. 3B beschriebenen Ausführungsbeispiel erfolgen. Alternativ kann die Unterlageschicht 20 mit den darin integrierten Funketiketten 1 (allgemein, elektronischen Bauelementen) gemäß einem anderen der hierin beschriebenen Ausführungsbeispiele ausgebildet werden bzw. sein. - Gemäß dem in
Fig. 7A gezeigten Ausführungsbeispiel ist die Unterlageschicht 20 mit den Funketiketten 1 als Rollenmaterial bzw. als Rolle ausgebildet, zum Beispiel in ähnlicher Weise wie inFig. 6 schematisch gezeigt. - Das Einbetten der Unterlageschicht 20 mit den darin integrierten Funketiketten 1 in die Kunstharzschicht 11 und somit das Bilden der Bodenbelagunterlage 25 kann beispielsweise dadurch erfolgen, dass die Rolle vor Ort (d.h. dort, wo ein Bodenbelag installiert bzw. verlegt werden soll) auf einem Unterboden (Estrich) 10 aufgebracht wird, mit Kunstharz am Boden 10 verklebt und gleichzeitig damit abgedeckt wird.
Fig. 7A zeigt die auf dem Unterboden 10 ausgebildete Bodenbelagunterlage 25. Alternativ zu einem Unterboden (Estrich) kann die Bodenbelagunterlage 25 auch auf einem anderen Untergrund angeordnet werden. - Gemäß einem in
Fig. 8A bis Fig. 8C dargestellten Ausführungsbeispiel kann das Einbetten der Unterlageschicht 20 dadurch erfolgen, dass auf dem Unterboden 10 eine erste Teilschicht 11a aus Kunstharz (allgemein, aus einem ersten aushärtbaren Material) aufgebracht wird (sieheFig. 8A ) und die Unterlageschicht 20 auf der ersten Teilschicht 11a aufgebracht und/oder zumindest teilweise in die erste Teilschicht 11a eingebracht wird (sieheFig. 8B ). Anschließend kann eine zweite Teilschicht 11b aus Kunstharz (allgemein, aus einem zweiten aushärtbaren Material, welches gleich dem ersten aushärtbaren Material sein kann aber nicht muss) auf der ersten Teilschicht 11a und der Unterlageschicht 20 aufgebracht werden (sieheFig. 8C ). Die erste Teilschicht 11a und die zweite Teilschicht 11b werden dabei in einem noch nicht ausgehärteten Zustand aufgebracht. Weist die Unterlageschicht 20 eine Maschenstruktur oder eine durchlässige Struktur auf, so kann das Material der ersten Teilschicht 11a mit dem Material der zweiten Teilschicht 11b zumindest teilweise in Kontakt treten, und bei einem anschließenden Aushärten der beiden Teilschichten 11a, 11b ergibt sich eine feste und robuste Verbindung der ersten Teilschicht 11a mit der zweiten Teilschicht 11b, wobei die Unterlageschicht 20 mit den Funketiketten 1 in der aus den beiden Teilschichten 11a, 11b gebildeten Schicht 11 eingebettet ist. Weiterhin ergibt sich eine feste Verbindung der ersten Teilschicht 11a mit dem Unterboden 10. - Gemäß einem anderen Ausführungsbeispiel kann die Unterlageschicht 20 in die auf dem Unterboden 10 aufgebrachte und noch nicht ausgehärtete erste Teilschicht 11a eingebracht (z.B. eingebettet) werden, und die Teilschicht 11a mit der darin eingebrachten (z.B. eingebetteten) Unterlageschicht 20 kann anschließend ausgehärtet werden, um die Teilschicht 11a an dem Unterboden 10 festzukleben. Nachdem die erste Teilschicht 11a zumindest teilweise ausgehärtet ist, kann die zweite Teilschicht 11b auf der ersten Teilschicht 11a aufgebracht werden.
- Gemäß einem anderen in
Fig. 9A und Fig. 9B dargestellten Ausführungsbeispiel kann das Einbetten der Unterlageschicht 20 in der Kunstharzschicht 11 dadurch erfolgen, dass die Unterlageschicht 20 auf dem Unterboden 10 aufgebracht wird (sieheFig. 9A ) und anschließend die Kunstharzschicht 11 auf der Unterlageschicht 20 aufgebracht wird (sieheFig. 9B ). Weist die Unterlageschicht 20 eine Maschenstruktur oder eine durchlässige Struktur auf, so kann das Material der Kunstharzschicht 11 zumindest teilweise durch die Maschen/Öffnungen der Maschenstruktur/durchlässigen Struktur hindurchtreten und mit dem Unterboden 10 in Kontakt treten, so dass sich bei einem anschließenden Aushärten der Kunstharzschicht 11 eine feste und robuste Verbindung der Kunstharzschicht 11 mit dem Unterboden 10 ergibt, wobei gleichzeitig die Unterlageschicht 20 mit den Funketiketten 1 fest (bzw. spielfrei) in der ausgehärteten Kunstharzschicht 11 eingebettet wird. - Gemäß einem anderen Ausführungsbeispiel kann vor dem Aufbringen der ersten Teilschicht 11a oder der Schicht 11 (z.B. einer Kunstharzschicht) eine Untergrundvorbereitung mittels Schleifens und/oder Fräsens und/oder Kugelstrahlens und/oder Absaugens erfolgen, um einen verbesserten Verbund der ersten Teilschicht 11a bzw. der Schicht 11 zum Untergrund 10 herzustellen. Zum Beispiel können etwaige grobe Unebenheiten, Risse und Hohlstellen im Untergrund 10 beseitigt bzw. saniert werden.
- Ferner kann gemäß einem anderen Ausführungsbeispiel vor dem Aufbringen der ersten Teilschicht 11a oder der Schicht 11 der Untergrund 10 mit einer Grundierung versehen werden, beispielsweise mit einem Kunstharz (z.B. Epoxidharz) oder einer anderen geeigneten Grundierung, um die Saugfähigkeit aufzuheben und die Poren im Untergrund 10 zu schließen. Anschließend kann die Unterlageschicht 20 wie oben beschrieben fest mit dem Untergrund 10 verklebt werden.
- Mittels der auf dem Untergrund 10 angeordneten Bodenbelagunterlage 25 wird ein Untergrund bereitgestellt für alle gängigen Bodenbeläge, wie zum Beispiel Stein, Fliesen, Teppich, Parkett, Laminat und elastische Beläge mit Ausnahme von Metall.
- Auf der Bodenbelagunterlage 25 kann anschließend ein Bodenbelag 12 aufgebracht werden, so dass ein Fußboden 50 mit einer Mehrzahl von integrierten Funketiketten 1 erhalten wird, wie in
Fig. 7B gezeigt ist. Der Fußboden 50 weist anschaulich einen Unterboden 10 (Estrich) und einen Bodenbelag 12 auf, sowie eine zwischen dem Unterboden 10 und dem Bodenbelag 12 angeordnete Bodenbelagunterlage 25, welche eine in eine aushärtbare Schicht 11 eingebettete Unterlageschicht 20 mit darin integrierten Funketiketten 1 aufweist, zum Beispiel ein in Kunstharz eingebettetes Glasfasergewebe mit integrierten Funketiketten. - Nachfolgend wird unter Bezugnahme auf
Fig. 10A ein Verfahren beschrieben zum Herstellen einer Bodenbelagunterlage gemäß einem anderen Ausführungsbeispiel. - Das Verfahren unterscheidet sich von dem im Zusammenhang mit
Fig. 7A beschriebenen Verfahren im Wesentlichen darin, dass beim Einbetten der Funketiketten 1 in die Kunstharzschicht 11 (allgemein in eine aushärtbare Schicht) auf eine Unterlageschicht verzichtet wird. Mit anderen Worten werden die zuvor kaschierten Funketiketten 1 (allgemein die elektronischen Bauelemente) gemäß diesem Ausführungsbeispiel direkt in Kunstharz 11 eingebettet, so dass die inFig. 10A gezeigte Bodenbelagunterlage 25 erhalten wird. Diese Ausgestaltung kann beispielsweise bei kleinen Flächen oder streifenförmigem Einbringen der Funketiketten 1 in den Bodenbelag bzw. in die Bodenbelagunterlage 25 verwendet werden. Gemäß einem Ausführungsbeispiel können die Funketiketten 1 von Hand verlegt und mit der Kunstharzschicht 11 überzogen werden. In diesem Fall können/kann eine Kartierung und/oder ein Funktionstest der Funketiketten 1 beispielsweise dadurch erfolgen, dass jedes Funketikett 1 nach der Installation von Hand eingelesen und in seiner Umgebung eingemessen wird. Die Bodenbelagunterlage 25 kann beispielsweise auf einem Unterboden 10 (Estrich) gebildet werden, wie inFig. 10A gezeigt ist. - Ferner kann ein beliebiger Bodenbelag 12 auf der Bodenbelagunterlage 25 aufgebracht werden, so dass wiederum ein Fußboden 50 mit darin integrierten Funketiketten 1 erhalten wird, wie in
Fig. 10B gezeigt ist. - Nachfolgend werden Eigenschaften und Effekte von beispielhaften Ausgestaltungen der Erfindung beschrieben.
- Gemäß einem Ausführungsbeispiel ist ein Verfahren bereitgestellt, welches das Einbringen von elektronischen Bauelementen (z.B. Funketiketten bzw. RFID-Tags) in einem Boden auf einfache und kostengünstige Weise ermöglicht, wobei gleichzeitig die elektronischen Bauelemente (z.B. die Funketiketten) zuverlässig vor hohen Belastungen, denen sie im Boden ausgesetzt sein können (z.B. Druck, Feuchtigkeit, Chemikalien), geschützt werden.
- Gemäß einem anderen Ausführungsbeispiel ist ein Verfahren bereitgestellt, mit dem ein hochwertiger Bodenbelag für einen Fußboden hergestellt werden kann, oder eine Bodenbelagunterlage (Unterschicht), die eine möglichst freie Wahl des darüber liegenden sichtbaren Bodenbelags zulässt.
- Ein Effekt von hierin beschriebenen Ausführungsbeispielen besteht darin, dass elektronische Bauelemente, insbesondere Funketiketten (RFID-Tags), in bzw. unter einem beliebigen Bodenbelag integriert werden können, wodurch beispielsweise auf einer beliebigen Fläche eine Ortsbestimmung ermöglicht wird, um bewegliche Gegenstände mit und ohne menschlichen Begleiter und/oder Roboter aller Art und/oder Fahrzeuge und/oder Personen zu lokalisieren und die Möglichkeit einer Navigation über ein zentrales oder lokales Steuerelement zu eröffnen.
- Anwendungsbeispiele der oben beschriebenen Lokalisation/Navigation mittels in den Boden integrierter Funketiketten sind beispielsweise die Lokalisierung von Putzrobotern oder Transportfahrzeugen, Kundenzähl- und Kundenleitsysteme im Supermarkt, Flughäfen, Krankenhäusern oder generell in öffentlichen oder privaten Gebäuden.
- Ein weiterer Effekt von hierin beschriebenen Ausführungsbeispielen besteht darin, dass Funketiketten rationell, in einem regelmäßigen Raster in einer Unterlageschicht integriert, unter allen gängigen Bodenbelägen - mit Ausnahme von Metall - eingebracht und (beispielsweise mit Kunstharz) so verkapselt werden können, dass sie vor Druck, Nässe und Chemikalien geschützt sind. Gleichzeitig kann bei der Integration der Funketiketten in die Unterlageschicht eine Kartierung erstellt werden, die eine aufwändige Einzelkartierung bei einer Installation vor Ort überflüssig macht. Gemäß einem Ausführungsbeispiel kann auf die Unterlage verzichtet werden und die kaschierten Funketiketten können direkt im Kunstharz eingebettet werden, beispielsweise, falls nur kleine Mengen oder einzelne Bahnen von Funketiketten verlegt werden sollen. In diesem Fall kann zur Erstellung der Kartierungsinformation vor Ort ein manuelles Einlesen und Einmessen der Funketiketten durchgeführt werden.
- Gemäß einem Ausführungsbeispiel ist ein Verfahren bereitgestellt, bei dem ein oder mehrere Funketiketten (allgemein, ein oder mehrere elektronische Bauelemente) in eine Unterlageschicht eingebracht werden (beispielsweise in einem regelmäßigen Raster), die als Unterlageschicht in einer Bodenbelagunterlage für Teppiche, Linoleum, PVC, alle anderen denkbaren Bahnenwaren, Fliesen, Steinböden, Betonböden, Terrazzo oder eine Kunstharzbeschichtung geeignet ist.
- Gemäß einem Ausführungsbeispiel handelt es sich bei der Unterlageschicht um Rollenware oder um größere Plattenware. Beispiele für eine solche Unterlageschicht sind z.B. Armierungsgewebe aus Glasfaser, Polyethylen Polypropylen, Polyester, Carbonfaser oder auch Naturfasern.
- In diese Unterlageschicht werden (z.B. in einem regelmäßigen Raster) die Funketiketten (allgemein die elektronischen Bauelemente oder Elektronikmodule) eingebracht.
- Gemäß einem Ausführungsbeispiel wird hierfür in der Größe des Funketiketts eine Aussparung in der Unterlageschicht erzeugt, um einen Höhenausgleich zwischen Modul und Unterlageschicht zu erreichen. Die Aussparung kann zum Beispiel durch Lasern, Stanzen, Schneiden, Fräsen oder andere geeignete Verfahren erzeugt werden.
- Besteht die Unterlageschicht aus einem sehr grobmaschigen Gewebe, kann gemäß einem anderen Ausführungsbeispiel auf die Aussparung verzichtet werden. In diesem Fall kann das Einbringen der Funketiketten so erfolgen, dass empfindliche Bereiche der Funketiketten wie z.B. ein Siliziumchip innerhalb der Maschen des Gewebes zu liegen kommt.
- Das Funketikett kann gemäß einem Ausführungsbeispiel beidseitig mit einer Verkapselungsschicht (zum Beispiel einer thermoplastischen Kunststoffschicht) verkapselt werden, um einen Höhenausgleich auf dem Funketikett (zwischen einzelnen Komponenten des Funketiketts, z.B. Siliziumchip, Inlay, Leiterbahnen, etc.) zu erreichen, und um einen Schutz gegen mechanische und chemische Einflüsse sowie Feuchtigkeit beim Verlegen zu gewährleisten.
- Gemäß einem Ausführungsbeispiel wird die Verkapselungsschicht etwas größer als das Funketikett gewählt und kann dadurch gemäß einem anderen Ausführungsbeispiel auch zum Einkleben des Funketiketts in die Unterlageschicht benutzt werden. Gemäß einem anderen Ausführungsbeispiel wird das Funketikett unter Druck und Wärmeeinwirkung in die Unterlageschicht eingeklebt.
- Gemäß einem anderen Ausführungsbeispiel wird beim Einbringen der Funketiketten in die Unterlageschicht mittels eines Lesegerätes die ID-Nummer jedes Funketiketts gelesen und damit ein Funktionstest realisiert. Gemäß einem anderen Ausführungsbeispiel werden gleichzeitig die ID-Nummern mit einer entsprechenden Software abgespeichert. Auf diese Weise kann eine Kartierung des Rollenmaterials erhalten werden.
- Eine Rolle kann mit dieser Information ausgeliefert werden (z.B. an einen Kunden), so dass es nach der Installation ausreicht, beispielsweise nur den Anfang und das Ende einer Bahn einzulesen, um die physikalische Position der einzelnen Funketiketten im Raum schnell bestimmen zu können.
- Gemäß einem anderen Ausführungsbeispiel erfolgt die Installation der Unterlageschicht durch das Einbetten in einer aushärtbaren Schicht, z.B. einer Kunstharzschicht (beispielsweise einer Epoxidharz-Schicht), die beispielsweise eine etwas größere Dicke als die Unterlageschicht aufweist. Der jeweilige Untergrund (z.B. Betone und Estriche aller Art, in Ausnahmefällen auch Fliesen, Steine aller Art, Kunststeine aller Art, Beschichtungen) kann so eingerichtet werden, dass er frei von trennenden Substanzen, Fetten oder Ölen ist. Eine Untergrundvorbereitung mittels Schleifens, Fräsens, Kugelstrahlens und Absaugens kann durchgeführt werden, um einen verbesserten bzw. optimalen Verbund zum Untergrund herzustellen. Etwaige grobe Unebenheiten, Risse und Hohlstellen können vorher beseitigt bzw. saniert werden.
- Der jeweilige Untergrund kann beispielsweise zunächst mittels Kunstharz/Epoxidharz oder einer anderen geeigneten Grundierung versehen werden, um die Saugfähigkeit aufzuheben und die Poren im Untergrund zu schließen. Das Gewebe kann dann mittels Kunstharz/Epoxidharz oder einem anderen geeigneten Material fest mit dem Untergrund verklebt werden.
- Gemäß einem Ausführungsbeispiel kann die Überdeckung des Gewebes (z.B. eines Armierungsgewebes) und/oder des Funketiketts mit der aushärtbaren Schicht (zum Beispiel der Kunstharzschicht) 0.1 mm bis 10 mm betragen, beispielsweise 0.5 mm bis 4 mm, zum Beispiel größer oder gleich 2 mm.
- Ein Nutzbelag (Bodenbelag) eines Fußbodens kann gemäß einem Ausführungsbeispiel mit zu dem Material, in dem das Gewebe eingebettet ist, entsprechenden Materialien auf dem Gewebe verklebt werden. Die Reichweite der Lesegeräte für Funketiketten ist in der Regel groß genug, um auf dem Bodenbelag noch jede andere Art von Boden aufbauen zu können, mit Ausnahme von Metallböden, da diese die elektromagnetischen Wellen eines Lesegerätes abschirmen würden.
- Wird ein zusätzlicher Bodenbelag auf der Kunstharzschicht (allgemein der aushärtbaren Schicht) aufgebracht, so kann die Dicke dieser Schicht minimiert werden. Gemäß einem Ausführungsbeispiel kann die Dicke der Kunstharzschicht in diesem Fall 0.1 mm bis 2 mm betragen, beispielsweise 1 mm. Alternativ kann die Kunstharzschicht eine andere Dicke aufweisen.
- Gemäß einem anderen Ausführungsbeispiel kann auf die Unterlageschicht komplett verzichtet werden (z.B. falls nur sehr kleine Flächen oder einzelne Funketiketten verlegt werden sollen), und die, beispielsweise mit einer Kunststoffschicht verkapselten, Funketiketten können direkt in der Kunstharzschicht eingebettet werden. In diesem Fall kann eine Kartierung beispielsweise dadurch erfolgen, dass jedes Funketikett einzeln gelesen und seine Position im Raum eingemessen und kartiert wird.
- In diesem Dokument sind folgende Veröffentlichungen zitiert:
- [1]
WO 2005/006015 A1 - [2]
WO 2005/071597 A1 - [3]
US 6,377,888 B1 - [4] http://openpr.de/pdf/78770/Intelligenter-Boden-steuert-intelligente-Serviceroboter.pdf
- [5] http://www.still.de/9230.0.43.html
- [6] http://www.still.de/?id=9240#35660
- [7]
WO 2006/058350 A1 - [8]
WO 2007/033980 A2 - [9] "Vorwerk presents RFID "smart floor" at the Cebit!" März 2006 (2006-03), Gefunden im Internet: URL: http://www.vorwerkcarpet.com/sc/vorwerk/img/Pressetext/Vorwerk-smart%20floor%20 underlay_2006_engl.pdf
- [10]
WO 2004/076731 A1 - [11]
WO 02/056657 A1
Claims (14)
- Verfahren zum Herstellen einer Bodenbelagunterlage, bei dem:• mindestens ein integriertes Funketikett in eine Schicht, welche mindestens ein aushärtbares Material aufweist, eingebettet wird;• das mindestens eine integrierte Funketikett in eine Unterlageschicht eingebracht und/oder auf einer Unterlageschicht aufgebracht wird;• die Unterlageschicht mit dem integrierten Funketikett in der Schicht, welche das mindestens eine aushärtbare Material aufweist, eingebettet wird;• die Unterlageschicht eine für das mindestens eine aushärtbare Material durchlässige Struktur oder eine Maschenstruktur aufweist oder ein Armierungsgewebe ist;• das mindestens eine aushärtbare Material ausgehärtet wird.
- Verfahren gemäß Anspruch 1,
wobei das mindestens eine aushärtbare Material mindestens eines der folgenden Materialien aufweist:• ein Kunstharz-Material;• ein Dispersionskleber-Material;• ein mineralisches Grundierungs-Material;• ein Gemisch aus den vorgenannten Materialien. - Verfahren gemäß Anspruch 1 oder 2, wobei:• das mindestens eine integrierte Funketikett auf einer ersten Teilschicht, welche ein erstes aushärtbares Material aufweist, aufgebracht wird und/oder zumindest teilweise in die erste Teilschicht eingebracht wird;• eine zweite Teilschicht, welche ein zweites aushärtbares Material aufweist, auf der ersten Teilschicht und dem integrierten Funketikett aufgebracht wird, so dass die Schicht mit dem darin eingebetteten mindestens einen integrierten Funketikett gebildet wird.
- Verfahren gemäß einem der Ansprüche 1 bis 3,
wobei das Armierungsgewebe mindestens eines der folgenden Materialien aufweist:• ein Glasfaser-Material;• Polyethylen;• Polypropylen;• Polyester;• ein Carbonfaser-Material;• ein Naturfaser-Material;• Metalldrähte. - Verfahren gemäß einem der Ansprüche 1 bis 4,
wobei in der Unterlageschicht mindestens eine Aussparung gebildet wird und das mindestens eine integrierte Funketikett in die mindestens eine Aussparung eingebracht wird. - Verfahren gemäß Anspruch 5,
wobei die mindestens eine Aussparung mittels eines der folgenden Verfahren gebildet wird:• Lasern;• Stanzen;• Schneiden;• Fräsen. - Verfahren zur Integration mindestens eines integrierten Funketikettes in einen Fußboden, bei dem:• eine Bodenbelagunterlage mittels eines Verfahrens gemäß einem der Ansprüche 1 bis 6 bereitgestellt wird;• ein Bodenbelag auf der Bodenbelagunterlage aufgebracht wird.
- Fußboden, aufweisend:eine Bodenbelagunterlage, die aufweist:• eine Schicht, welche mindestens ein ausgehärtetes Material aufweist;• mindestens ein elektronisches Bauelement, welches in der Schicht eingebettet ist;• eine Unterlageschicht;• wobei das mindestens eine elektronische Bauelement in die Unterlageschicht eingebracht und/oder auf der Unterlageschicht aufgebracht ist;• wobei die Unterlageschicht mit dem elektronischen Bauelement in der Schicht eingebettet ist; und• wobei die Unterlageschicht eine für das mindestens eine ausgehärtete Material vor dessen Aushärtung durchlässige Struktur oder eine Maschenstruktur aufweist oder die Unterlageschicht ein Armierungsgewebe ist; undeinen Bodenbelag, welcher auf der Bodenbelagunterlage aufgebracht ist.
- Fußboden gemäß Anspruch 8,
wobei das mindestens eine aushärtbare Material eines der folgenden Materialien aufweist:• ein Kunstharz-Material;• ein Dispersionskleber-Material;• ein mineralisches Grundierungs-Material;• ein Gemisch aus den vorgenannten Materialien. - Fußboden gemäß Anspruch 8 oder 9, wobei:• die Schicht eine erste Teilschicht und eine zweite Teilschicht aufweist;• die erste Teilschicht ein erstes aushärtbares Material aufweist;• die zweite Teilschicht ein zweites aushärtbares Material aufweist;• das mindestens eine elektronische Bauelement auf der ersten Teilschicht aufgebracht und/oder zumindest teilweise in die erste Teilschicht eingebracht ist;• die zweite Teilschicht auf der ersten Teilschicht und dem elektronischen Bauelement aufgebracht ist.
- Fußboden gemäß Anspruch 10,
wobei das erste aushärtbare Material und/oder das zweite aushärtbare Material mindestens eines der folgenden Materialien aufweisen/aufweist:• ein Kunstharz-Material;• ein Dispersionskleber-Material;• ein mineralisches Grundierungs-Material;• ein Gemisch aus den vorgenannten Materialien. - Fußboden gemäß einem der Ansprüche 8 bis 11,
wobei in der Unterlageschicht mindestens eine Aussparung ausgebildet ist und das mindestens eine elektronische Bauelement in die mindestens eine Aussparung eingebracht ist. - Fußboden gemäß einem der Ansprüche 8 bis 12,
wobei das mindestens eine elektronische Bauelement in einer Verkapselungsschicht verkapselt ist. - Fußboden gemäß einem der Ansprüche 8 bis 13,
wobei das mindestens eine elektronische Bauelement ein Funk-Identifikationsdatenträger ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200810010530 DE102008010530A1 (de) | 2008-02-22 | 2008-02-22 | Verfahren zum Herstellen einer Bodenbelagunterlage und Verfahren zum Herstellen einer Unterlageschicht für eine Bodenbelagunterlage mit mindestens einem darin integrierten elektronischen Bauelement |
| PCT/EP2009/052072 WO2009103806A2 (de) | 2008-02-22 | 2009-02-20 | Verfahren zum herstellen einer bodenbelagunterlage und verfahren zum herstellen einer unterlageschicht für eine bodenbelagunterlage mit mindestens einem darin integrierten elektronischen bauelement |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2247780A2 EP2247780A2 (de) | 2010-11-10 |
| EP2247780B1 true EP2247780B1 (de) | 2015-09-16 |
Family
ID=40896635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09713359.9A Active EP2247780B1 (de) | 2008-02-22 | 2009-02-20 | Verfahren zum herstellen einer bodenbelagunterlage und fussboden mit mindestens einem darin integrierten elektronischen bauelement |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20110027520A1 (de) |
| EP (1) | EP2247780B1 (de) |
| DE (1) | DE102008010530A1 (de) |
| WO (1) | WO2009103806A2 (de) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012054474A1 (en) * | 2010-10-18 | 2012-04-26 | Avery Dennison Corporation | Rfid wetness sensing device |
| IT1412165B1 (it) * | 2012-05-17 | 2014-11-20 | Florim Ceramiche S P A | Sistema sensibile di rivestimento |
| DE102012214379B4 (de) | 2012-08-13 | 2021-10-21 | Weitzer Holding Gmbh | Untergrundbelag mit integrierter Sensorvorrichtung |
| DE102012019308A1 (de) * | 2012-10-01 | 2014-02-06 | Giesecke & Devrient Gmbh | Gewebeverstärktes Inlay |
| ES2490396B1 (es) | 2013-02-01 | 2015-06-12 | Torrecid, S.A | Elemento de construcción para suelos sobreelevados y similares y método de fabricación |
| US9224284B2 (en) * | 2013-06-03 | 2015-12-29 | At&T Intellectual Property I, L.P. | Detecting presence using a presence sensor network |
| US20160138279A1 (en) * | 2013-07-04 | 2016-05-19 | Nwg Tools Oy | Tile assembling apparatus |
| DE102013226097B4 (de) * | 2013-12-16 | 2022-06-15 | Robert Bosch Gmbh | Mehrschichtig ausgebildeter Schaltungsträger |
| US9766171B2 (en) | 2014-03-17 | 2017-09-19 | Columbia Insurance Company | Devices, systems and method for flooring performance testing |
| US9684864B1 (en) * | 2015-02-05 | 2017-06-20 | Flextronics Ap, Llc. | Method of making RFID antenna by placing wire on fabric |
| DE102015112214A1 (de) | 2015-07-27 | 2017-02-02 | <BARIT>(R) - Kunstharz-BELAGSTECHNIK GmbH | Bodenbelag mit mindestens einem elektrischen Bauelement und Verfahren zur Herstellung eines Bodenbelags |
| DE102015223449A1 (de) * | 2015-11-26 | 2017-06-01 | Robert Bosch Gmbh | Elektrische Vorrichtung mit einer Umhüllmasse |
| NL2017083B1 (nl) * | 2016-07-01 | 2018-01-19 | 2D2 Systems B V | Vloer voorzien van waarneemmiddelen en werkwijze voor het vervaardigen van een dergelijke vloer. |
| US11153528B2 (en) * | 2016-10-01 | 2021-10-19 | Intel Corporation | Technologies for structured media playback |
| DE102017119425A1 (de) | 2017-02-01 | 2018-08-02 | <BARIT>(R) - Kunstharz-BELAGSTECHNIK GmbH | Bodenbelag mit mindestens einem elektrischen Bauelement und elektrisches Bauelement für einen Bodenbelag |
| DE102018004849A1 (de) * | 2017-09-29 | 2019-04-04 | J.H. Tönnjes Gmbh | Verfahren und Vorrichtung zum Versehen eines Kennzeichens, vorzugsweise eines Kraftfahrzeug-Kennzeichens, mit einem Datenträger |
| BR102018073631A2 (pt) * | 2018-11-16 | 2020-06-02 | Ls System | Revestimento inteligente de mineral composto (mineral sintético) com elemento transmissor e receptor de dados |
| US11259443B1 (en) * | 2019-03-11 | 2022-02-22 | Smartrac Investment B.V. | Heat resistant RFID tags |
| CA3134716A1 (en) | 2019-04-22 | 2020-10-29 | Kenneth F. Schoening | Rfid-based inventory tracking system |
| US11393303B2 (en) | 2020-05-12 | 2022-07-19 | Koninklijke Fabriek Inventum B.V. | Smart cabin carpet |
| US11699048B2 (en) | 2020-11-30 | 2023-07-11 | Huawei Technologies Co., Ltd. | Wireless sensing units, systems, methods, and media |
| LU102955B1 (de) * | 2022-05-25 | 2023-12-04 | Carlisle Construction Mat Gmbh | Baumaterialverstärkungslage mit Datenträger |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6434328B2 (en) * | 1999-05-11 | 2002-08-13 | Watlow Polymer Technology | Fibrous supported polymer encapsulated electrical component |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8322645D0 (en) * | 1983-08-23 | 1983-09-28 | Lambeg Ind Research Assn | Textile reinforced cement structure |
| US4617219A (en) * | 1984-12-24 | 1986-10-14 | Morris Schupack | Three dimensionally reinforced fabric concrete |
| DE19825178C2 (de) * | 1998-06-05 | 2002-09-19 | Osal Lichttechnik Gmbh & Co Kg | Boden-, Wand- oder Deckenbereich mit in einer rinnenförmigen Vertiefung eingelassener Lichtleiste sowie Verwendung eines kalthärtenden, reaktiven (Meth)acrylatsystems zur Einbettung von Lichtleisten |
| US6404643B1 (en) * | 1998-10-15 | 2002-06-11 | Amerasia International Technology, Inc. | Article having an embedded electronic device, and method of making same |
| US6377888B1 (en) | 2000-04-03 | 2002-04-23 | Disney Enterprises, Inc. | System for controlling movement of a vehicle |
| WO2002056657A1 (de) * | 2001-01-15 | 2002-07-18 | Cubit Electronics Gmbh | Verfahren und vorrichtung zum anbringen von leiterdrähten auf oder in einer trageschicht |
| DE10202123A1 (de) * | 2002-01-21 | 2003-07-31 | Infineon Technologies Ag | Verfahren und Vorrichtung zur Integration von Elektronik in Textilien |
| DE10307505B4 (de) * | 2003-02-21 | 2005-03-03 | Infineon Technologies Ag | Textilgewebestruktur, Flächenverkleidungsstruktur und Verfahren zum Bestimmen eines Abstands von Mikroelektronikelementen der Textilgewebestruktur zu mindestens einer Referenzposition |
| DE20304000U1 (de) * | 2003-03-13 | 2003-06-26 | Endres, Peter, 93059 Regensburg | Lichtelement, insbesondere in Form einer Fliese, Kachel o.dgl. |
| DE10331336A1 (de) | 2003-07-10 | 2005-02-10 | Infineon Technologies Ag | System zur Positionsbestimmung einer Vorrichtung an einer Fläche |
| US7786026B2 (en) * | 2003-12-19 | 2010-08-31 | Saint-Gobain Technical Fabrics America, Inc. | Enhanced thickness fabric and method of making same |
| WO2005071597A1 (en) | 2004-01-22 | 2005-08-04 | University Of Florida Research Foundation, Inc. | Location determination and navigation using arrays of passive rfid tags |
| AT414057B (de) * | 2004-11-30 | 2006-08-15 | Helmut Jilg | Einrichtung und verfahren zur erfassung von umgebungsparametern bei fussbodenbelägen und fussbodenbelag mit einer solchen einrichtung |
| DE102005045549A1 (de) * | 2005-09-23 | 2007-04-05 | Vorwerk & Co. Interholding Gmbh | Verfahren zum Bestücken eines Teppichs mit elekronischen Bauteilen, Vorrichtung hierzu, sowie Teppich mit elektronischen Bauteilen |
| US7601416B2 (en) * | 2005-12-06 | 2009-10-13 | Honeywell International Inc. | Fragment and stab resistant flexible material with reduced trauma effect |
| DE102007001225A1 (de) * | 2007-01-08 | 2008-07-10 | Future-Shape Gmbh | Flächenverkleidungselement, Flächenverkleidungselement-Anordnung und Verfahren zum Herstellen eines Flächenverkleidungselementes |
| DE102007030829A1 (de) * | 2007-07-03 | 2009-01-08 | Christl Lauterbach | Flächenverkleidungsstruktur und Verfahren zum Herstellen einer Flächenverkleidungsstruktur |
-
2008
- 2008-02-22 DE DE200810010530 patent/DE102008010530A1/de not_active Withdrawn
-
2009
- 2009-02-20 WO PCT/EP2009/052072 patent/WO2009103806A2/de active Application Filing
- 2009-02-20 EP EP09713359.9A patent/EP2247780B1/de active Active
- 2009-02-20 US US12/918,659 patent/US20110027520A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6434328B2 (en) * | 1999-05-11 | 2002-08-13 | Watlow Polymer Technology | Fibrous supported polymer encapsulated electrical component |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009103806A2 (de) | 2009-08-27 |
| DE102008010530A1 (de) | 2009-08-27 |
| WO2009103806A3 (de) | 2010-02-18 |
| EP2247780A2 (de) | 2010-11-10 |
| US20110027520A1 (en) | 2011-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2247780B1 (de) | Verfahren zum herstellen einer bodenbelagunterlage und fussboden mit mindestens einem darin integrierten elektronischen bauelement | |
| DE102012000468B4 (de) | Bodenpaneel und Verfahren zu seiner Herstellung | |
| DE10307505B4 (de) | Textilgewebestruktur, Flächenverkleidungsstruktur und Verfahren zum Bestimmen eines Abstands von Mikroelektronikelementen der Textilgewebestruktur zu mindestens einer Referenzposition | |
| EP3329067B1 (de) | Bodenbelag mit mindestens einem elektrischen bauelement und verfahren zur herstellung eines bodenbelags | |
| DE202016008833U1 (de) | Unterlegematte für Fußbodenbeläge | |
| EP0567608B1 (de) | Verfahren zum reversiblen befestigen eines belags auf einer unterlage sowie zur durchführung des verfahrens geeignete teile | |
| EP2162282B1 (de) | Flächenverkleidungsstruktur und verfahren zum herstellen einer flächenverkleidungsstruktur | |
| EP2146845A1 (de) | Fussbodenpaneel mit harzimprägnierten, insbesondere papiernen schichten | |
| DE102019117425B4 (de) | Plattenförmiges Bauelement und Verfahren zu dessen Herstellung | |
| WO2018141875A2 (de) | Bodenbelag mit mindestens einem elektrischen bauelement und elektrisches bauelement für einen bodenbelag | |
| EP3055127B1 (de) | Elastischer bodenbelag in form einer aufrollbaren bahnenware | |
| WO2015051852A1 (de) | Elastische bodenplatte | |
| DE102007061500A1 (de) | Dichtungsbahn für einen Plattenbelag, ein Plattenbelag sowie ein Verfahren zur Erstellung eines Plattenbelages | |
| EP1536065B1 (de) | Antistatisches Papier nebst Paneel | |
| EP2230364B1 (de) | Fussbodenplatte mit Steinoberfläche | |
| DE102019131880B4 (de) | Elektrische Flächenheizung mit über Bereichsmarker bestimmbarem Freibereich | |
| DE102021112857A1 (de) | Elektrische Flächenheizung basierend auf einem mit Heizelement umschlossenen Grundelement | |
| DE102006002541B4 (de) | Verbundmaterial mit sichtbarer Gewebeschicht und Herstellungsverfahren | |
| EP4060141B1 (de) | Selbststabilisierte untergrundverlegeeinheit und untergrundbelag | |
| DE20110674U1 (de) | Schalldämpfende Unterlage für Fußbodenplatten | |
| DE202019105945U1 (de) | Wiederaufnahmefähiger Bodenaufbau mit Fliesen | |
| DE202018005086U1 (de) | Eine ein- oder mehrlagig ausgestaltete und vielseitig einsetzbare Verlegeunterlage für Bodenbeläge | |
| WO2023227753A1 (de) | Baumaterialverstärkungslage mit datenträger | |
| DE202016006756U1 (de) | Kit zur Herstellung einer Flächenbeschichtung | |
| DE202018100142U1 (de) | Paneel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20100818 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20120404 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D06N 7/00 20060101AFI20150319BHEP Ipc: E04F 15/12 20060101ALI20150319BHEP Ipc: E04F 15/16 20060101ALI20150319BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20150409 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 749937 Country of ref document: AT Kind code of ref document: T Effective date: 20151015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009011585 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20150916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151217 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151216 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160116 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160118 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009011585 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20160617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160220 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502009011585 Country of ref document: DE Representative=s name: VIERING, JENTSCHURA & PARTNER MBB PATENT- UND , DE Ref country code: DE Ref legal event code: R081 Ref document number: 502009011585 Country of ref document: DE Owner name: BARIT-KUNSTHARZ-BELAGSTECHNIK GMBH, DE Free format text: FORMER OWNER: FUTURE-SHAPE GMBH, 85635 HOEHENKIRCHEN-SIEGERTSBRUNN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502009011585 Country of ref document: DE Owner name: FUTURE-SHAPE GMBH, DE Free format text: FORMER OWNER: FUTURE-SHAPE GMBH, 85635 HOEHENKIRCHEN-SIEGERTSBRUNN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502009011585 Country of ref document: DE Owner name: SENSPROTECT GMBH, DE Free format text: FORMER OWNER: FUTURE-SHAPE GMBH, 85635 HOEHENKIRCHEN-SIEGERTSBRUNN, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20161208 AND 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160220 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 749937 Country of ref document: AT Kind code of ref document: T Effective date: 20160220 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TQ Owner name: FUTURE-SHAPE GMBH, DE Effective date: 20170424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090220 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150916 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502009011585 Country of ref document: DE Representative=s name: VIERING, JENTSCHURA & PARTNER MBB PATENT- UND , DE Ref country code: DE Ref legal event code: R081 Ref document number: 502009011585 Country of ref document: DE Owner name: SENSPROTECT GMBH, DE Free format text: FORMER OWNERS: BARIT-KUNSTHARZ-BELAGSTECHNIK GMBH, 73730 ESSLINGEN, DE; FUTURE-SHAPE GMBH, 85635 HOEHENKIRCHEN-SIEGERTSBRUNN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502009011585 Country of ref document: DE Owner name: BARIT-KUNSTHARZ-BELAGSTECHNIK GMBH, DE Free format text: FORMER OWNERS: BARIT-KUNSTHARZ-BELAGSTECHNIK GMBH, 73730 ESSLINGEN, DE; FUTURE-SHAPE GMBH, 85635 HOEHENKIRCHEN-SIEGERTSBRUNN, DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20190131 AND 20190206 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240119 Year of fee payment: 16 Ref country code: GB Payment date: 20240222 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240222 Year of fee payment: 16 |