EP2177289B1 - Machine tools and method for discharging a workpiece part - Google Patents
Machine tools and method for discharging a workpiece part Download PDFInfo
- Publication number
- EP2177289B1 EP2177289B1 EP20080018301 EP08018301A EP2177289B1 EP 2177289 B1 EP2177289 B1 EP 2177289B1 EP 20080018301 EP20080018301 EP 20080018301 EP 08018301 A EP08018301 A EP 08018301A EP 2177289 B1 EP2177289 B1 EP 2177289B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- punching die
- discharging
- workpiece part
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007599 discharging Methods 0.000 title claims abstract description 35
- 238000000034 method Methods 0.000 title claims abstract description 21
- 238000004080 punching Methods 0.000 claims abstract description 103
- 238000005520 cutting process Methods 0.000 claims description 24
- 230000005484 gravity Effects 0.000 claims description 17
- 230000008569 process Effects 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims 2
- 238000003754 machining Methods 0.000 description 17
- 101100390736 Danio rerio fign gene Proteins 0.000 description 6
- 101100390738 Mus musculus Fign gene Proteins 0.000 description 6
- 230000002349 favourable effect Effects 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000000284 resting effect Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 238000000844 transformation Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000011324 bead Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 210000002816 gill Anatomy 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/14—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/003—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass in punching machines or punching tools
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0448—With subsequent handling [i.e., of product]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2092—Means to move, guide, or permit free fall or flight of product
- Y10T83/2209—Guide
- Y10T83/2216—Inclined conduit, chute or plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
- Y10T83/9425—Tool pair
Definitions
- the present invention relates to a machine tool for cutting and / or forming plate-like workpieces, preferably of sheets according to the preamble of claim 1 (see, for example JP-U-04043416 ) and a method for discharging a particular shaped workpiece part of a punching die on a machine tool for cutting and / or forming plate-like workpieces, preferably of sheets according to the preamble of claim 9.
- the workpiece part be firstly moved out of the machining position by a turning, tilting and / or linear movement into a discharge position on a discharge chamfer of the tool die in order to subsequently transfer the workpiece part with a sliding movement to a discharge position located next to the punching die.
- the method described above is particularly suitable for the removal of deformed workpiece parts, as in particular workpiece parts having a deformation down, can be stored in the processing position, since a clearance is formed by the Ausschleusschräge on the punching die, in which the deformation can intervene , It is understood that the Ausschleusschräge does not necessarily have to be a flat surface, but that may possibly also have a curvature. Also, the machine tool can be designed such that the punching die and the punch can be exchanged for other tool dies and tool dies, in particular against such punches and dies, which allow a deformation of the workpiece or the partially cut workpiece part.
- the workpiece part In the machining position, the workpiece part can in this case partially project beyond the bearing surface and after the free cutting, which is made at an opening in the bearing surface, execute a tilting movement about the edge. In this case, it is necessary that the workpiece part is positioned so that the center of gravity is arranged in the processing position not on the support surface, but over the Ausschleusschräge.
- the Abstanz simulation here typically runs at a right angle to the (horizontal) bearing surface.
- the workpiece part to be cut free from the remainder workpiece protrudes in the machining position over the support surface in the horizontal direction, i. the workpiece part is not in the processing position on the support surface.
- the workpiece part is separated from the remainder of the workpiece by the punch is lowered along the Abstanz scenes with a lifting movement, whereby the workpiece part is cut free from the rest of the workpiece resting on the support surface and lowered with a combined linear and rotary movement on the Ausschleusschräge.
- the workpiece can be punched at the opening in the support surface, eg to separate the workpiece from the remainder of the workpiece.
- the workpiece part which has been cut free at the opening can hereby be brought onto the support surface by this executing a tilting movement about an edge on the outer edge of the support surface, to which the discharge slant immediately adjoins.
- the punching die has a scraper surface in addition to the opening, it is possible to machine the workpiece at the opening by means of a punch with an off-center cutting edge with respect to the tool rotation axis, which can be positioned by rotation over the opening or over the scraper surface at the Abstanz notes the workpiece part to be separated from the remainder of the workpiece.
- the dimension of the opening can in this case coincide for the separating machining of the workpiece substantially with the dimensions of the cutting edge formed on the punch. It is also possible to use the opening for ejecting workpiece parts which pass through the opening of the punching die into one under the punching die intended Ausschleusposition be spent.
- the workpiece part to be separated is positioned in the processing position on the opening and separated by separating processing of the remaining workpiece resting on the support surface. It is understood that for discharging large workpiece parts, the support surface can form only a narrow, circumferential edge of the punching die, which limits a large-area, in particular circular opening in the punching die.
- a chute is arranged at the Ausschleusposition, which adjoins the Ausschleusschräge the punching die.
- the slide is in this case mounted so that its upper edge is positioned adjacent to the lower edge of the Ausschleusschräge, so that the sliding movement of the workpiece part can be continued on the slide to eject the workpiece part of the machine tool.
- the slope of the chute here can correspond at least in the adjoining the Ausschleusschräge portion of that of the Ausschleusschräge, so that a continuous movement is ensured.
- other transport means e.g. Conveyor belts can be arranged, which allow a discharge of the workpiece part.
- the Ausschleusschräge is formed on a lateral surface of a pyramid or truncated conical punching die.
- a punching die having such a geometry has at the tip of the conical or truncated pyramid the bearing surface for the workpiece part, in which an opening for engagement for a punch is formed.
- the lateral surface of the truncated cone or the lateral surfaces of the truncated pyramid in this case form one or more inclined planes on which or on which the workpiece part can slide along. It is understood that in addition to pyramid or frustum-shaped punching dies and punching dies can be used with other, especially asymmetric geometries.
- the lower edge of the discharge slope of the punching die adjoins the die receiving, in which the punching die is mounted. This is favorable, since in this way the stroke movement required for positioning the matrix holder can be minimized. It goes without saying that the edge of the die receptacle can likewise have a bevel, so that a continuous transition of the workpiece part from the punching die into the Ausschleusposition is ensured.
- the bearing surface with the Ausschleusschräge an angle between 20 ° and 80 °, preferably between 25 ° and 45 °. These angles have proven to be particularly favorable to allow a controlled transition from the machining position to the discharge position. It is understood that the term edge also a rounded edge can be understood, at which a tilting of the workpiece part can take place.
- the machine tool comprises a control unit for positioning the workpiece part in the machining position such that the center of gravity of the workpiece part is above the Ausschleusschräge. This ensures that the workpiece part performs a tilting or rotational movement about a provided on the edge of the support surface edge after the separating processing under gravity and thereby spent from the processing position to the discharge position.
- control unit may, for a given contour of the workpiece part, determine the sequence of the sections of the contour to be cut during punching so that the last section of the contour to be cut at the opening has a distance from the center of gravity of the workpiece part, which is greater than the distance to the tilting edge.
- the machine tool additionally comprises a die receptacle in which the punching die is mounted, a punch receptacle in which a punch is mounted, and a drive unit, by means of which the punch receptacle and the die receptacle along a lifting axis are movable towards each other to edit the workpiece part in the machining position separating.
- a further drive unit may be provided by means of which the die holder and / or the punch holder can be rotated about the lifting axis to the punching die if Required to rotate so that the lower end of the Ausschleusschräge is located adjacent to the Ausschleusposition.
- the invention also relates to a method for discharging a particular shaped workpiece part having the features of claim 9.
- the workpiece is optionally punched at an opening in the support surface of the punching die or at a provided between an edge formed on the outer edge of the support surface and the Ausschleusschräge the punching die provided Abstanzisation.
- the punch and / or the punching die can be rotated about an axis of rotation to position the punch either over the opening or over the Abstanz imagery or the cutting edge. It is understood that a plurality of openings may be provided for engagement by the punch in the punching die.
- the punching die can be rotated relative to the punch in more than two different positions and fixed there, as in the DE 10 2006 049 044 the applicant, which is incorporated herein by reference for the purposes of this application.
- the punching die is mounted in a die receptacle, which is moved along a lifting axis before or after the separating machining, until the discharge slope of the punching die joins a chute of the machine tool provided at the removal position.
- the die holder can be arranged already in the processing position so that the Ausschleusschräge joins the chute, but it is alternatively also possible that Matrizen recording only after the separating processing, ie while the workpiece part slides along the Ausschleusschräge along so far to move down, that the lower edge of the Ausschleusschräge is positioned adjacent to the chute. This is particularly favorable for workpiece parts with large transformations to produce more space for discharging below the workpiece support or if a machining of the workpiece part above or below the workpiece level should be done.
- the workpiece part is positioned in the processing position such that the center of gravity of the workpiece part is above the discharge slope.
- the last section of the contour of the workpiece part to be separated can be selected so that the distance of this section to the center of gravity of the workpiece part is greater than the distance to the tilting edge, so that the workpiece part under the action of gravity performs a tilting movement.
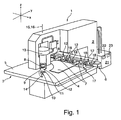
- Fig. 1 shows a machine tool 1 for cutting and / or forming plate-like workpieces in the form of a stamping / forming machine for processing sheets.
- the punching / forming machine 1 has a C-shaped machine frame 2 , in the throat area of which a workpiece support 3 designed as a workpiece support is arranged, which serves for supporting a workpiece to be machined in the form of a sheet 4 .
- the workpiece table 3 forms a horizontal support plane 5 for the sheet 4 to be processed , which is parallel to the x / y plane of the in Fig. 1 shown coordinate system runs.
- the clamping device 7 clamped sheet 4 in the support plane 5 of the workpiece table 3 is displaced.
- a punch-receiving 8 is arranged, in which a punch 9 is mounted. Furthermore, at the front end of the lower leg of the C-shaped machine frame 2, a female receptacle 10 is provided, in which a Punching die 11 is stored. The punch 9 and the punching die 11 form a tool 12 for cutting the sheet 4.
- a drive unit of the punching / forming machine 1 is formed by a punch drive 13 and a die drive 14 in the form of linear drives.
- the punch drive 13 By means of the punch drive 13, the punch receptacle 8 together with the stamped or fixed punch 9 mounted along a lifting axis 15 relative to the workpiece table 3 can be raised and lowered.
- the die holder 10 together with the stamped die 11 mounted or fixed therein can be raised and lowered by means of the die drive 14 along the lifting axis 15 relative to the workpiece table 3.
- the punch holder 8 and the die holder 10 are independently rotatable by means of a rotary drive, not shown in detail, about an identical with the lifting axis 15 tool axis of rotation 16 .
- a linear magazine 17 is provided with further tools 12.
- the tools 12 located in the linear magazine 17 are each held by a tool cassette 18 and can be fixed to the stamp holder 8 or the female holder 10 as required for machining the sheet 4, with tools 12 in particular also being used for forming the workpiece 2 can be kept in the linear magazine 17.
- the numerical control unit 19 comprises storage means 20 for storing tool data, and control means 21 for detecting both the raising, lowering and rotating movements of the punch holder 8 and the lifting, lowering and rotating movements of the die holder 10 based on the Figs stored data on the workpiece 4 and the tool 12 to measure and control.
- Fig. 2a shows a detailed view of the stored in the female receptacle 10 punching die 11 of Fig. 1 , on whose flat bearing surface 23 a deformed workpiece part 22 rests that of the in Fig. 1 shown workpiece 4 by punching processing along a formed in the support surface 23 opening 24 separated has been.
- punching die 11 has the problem that the separated, resting on the support surface 23 workpiece part 22 must be ejected by pushing, which can be done for example by means of a (not shown) scraper (eg in the form of a Eladurfeder) as a guide on the punch 9.
- a scraper eg in the form of a Eladurfeder
- the pushing can be dispensed with if the punching die 11 as in FIGS. 2 B , c shown has a truncated pyramidal geometry, wherein the top surface of the truncated pyramid forms the support surface 23 for the workpiece part 22 and the lateral surface of the truncated pyramid serves as Ausschleusschräge 25 .
- Fig. 2b respectively.
- Fig. 2c is shown, the upwardly or downwardly formed workpiece part 22 after the separating processing only partially on the support surface 23 and can be discharged along the Ausschleusschräge 25, which will be described below with reference to the FIGS. 3a -c is described.
- the diameter of the punching die 11 or the die holder 10 can be in the range of approximately 100 mm, for example.
- Fig. 3a shows the workpiece part 22 in a machining position B, in which this as in Fig. 2c shown rests on the support surface 23 of the punching die 11 and is separated from the remainder of the workpiece 4 by the punch 9 engages in the opening 24.
- Fig. 3a can also be seen, is the workpiece part 22 after the separating machining with its center of gravity S on the Ausschleusschräge 25.
- the cutting of the contour of the workpiece part 22 is planned in the control unit 19 so that the center of gravity S at the final separating cut so far away from the opening 24 that it no longer lies on the support surface 23.
- the free-cut workpiece part 22 tilts under the action of gravity about a tilting edge 26 formed on the edge of the support surface 23 from the processing position B to a discharge position AB, in which the workpiece part 22 rests on the discharge slope 25 of the punching die 11, cf. Fig. 3b ,
- the Ausschleusschräge 25 is inclined relative to the support surface 23 of the punching die 11 and the workpiece plane 5 at a tilt angle a, which is approximately 45 ° in the present case.
- the workpiece part 22 subsequently slides under the action of gravity on the discharge slope 25 of the punching die 11 into a discharge position AS (see FIG. Fig. 3c ), in which the workpiece part 22 rests on a subsequent to the Ausschleusschräge 25 rigid chute 27 on which the workpiece part 22 further slides to be discharged from the machine tool 1.
- the support surface 23 of the punching die 11 is in the workpiece plane 5, to support the workpiece part 22 during the punching process.
- the die holder 10 is positioned by the punching processing below the workpiece plane 5, for which purpose the die holder 10 is typically lowered by approximately 30 mm with respect to the workpiece plane 5.
- punching die 11 is also possible to edit at a correspondingly provided Ausschleusposition AP, for example by roll forming formed workpiece parts 4 above or below the workpiece plane 5.
- a slide movable along the lifting axis 15 can be provided or another transport means, eg a conveyor belt, can be provided for discharging the workpiece part 22 at the discharge position AS.
- the workpiece part 22 can be quickly removed from the workpiece plane 5, wherein, if necessary, a shift of the workpiece 4 along the workpiece plane 5 for subsequent processing can already be done while the workpiece part 22 slides along the discharge slope 25.
- the lateral surface 25 of the punching die 11 also further lateral surfaces can serve as Ausschleusschräge, for example, an opposite lateral surface 25 a , to which a in FIGS. 3a-c dashed lines, another slide 27a can connect.
- the punching die 11 is not mandatory pyramidal and can also be carried out in other ways, for example, truncated cone or asymmetric.
- FIGS. 4a , b show such an asymmetric punching die 11 ', in which both the opening 24 for engagement for the punch 9 and between the edge 26 and the Ausschleusschräge 11' formed in the vertical direction (Z-direction) extending Abstanz materials 28 are arranged eccentrically.
- the likewise asymmetrically formed punch 9 can by a 180 ° rotation about the axis of rotation 16 with a cutting edge 9a either over the opening 24 (see. Fig. 4a ) or on the Abstanzization 28 or at the edge 26 are positioned (see. Fig. 4b ).
- the workpiece 4 is hereby optionally punched processed by the punch 9 and the cutting edge 9a is brought into engagement with the opening 24 or guided along the Abstanz requirements 28 along.
- the opening 24 can also be widened toward the center of the punching die 11 'in order to allow ejection of workpiece parts through the opening 24.
- the punch 9 and the punching die 11 ' may also be formed as a forming tool, by means of which in addition to the punching at the in the in Fig. 4a shown position a deformation can be made on the workpiece.
- the edge 26 for punching the workpiece may alternatively be arranged centrally on the punching die 11 '.
- the central cutting edge 9a of the punch 9 is lowered onto the punching die 11 'in order to punch the workpiece part at the cutting edge 26 or along the cutting surface 28.
- no opening is made in the support surface 23 of the punching die 11 ', since the rotation of the punch 9 or of the punching die 11' in this case does not open any additional processing options on the workpiece.
- Fig. 5b shows a further punching die 11 ", in which the Ausschleusschräge 25 is mounted below the opening 24 in the support surface 23.
- the punch 9 in this case has a cutting edge 9a, which can be brought into engagement with the opening 24 to one above the opening 24th In this case, the separated workpiece part is lowered in a combined linear and rotary movement onto the bearing surface 25. It is understood that in the right subregion of the bearing surface 23 there is an additional opening for the workpiece punching editing a workpiece can be introduced. It is further understood that for discharging large workpiece parts other than in Fig. 5b shown the Ausschleusschräge can extend over almost the entire cross-section of the punching die 11 ", in which case the support surface is formed by a narrow, for example, annular edge.
- the angle ⁇ between the support surface 23 and the Ausschleusschräge 25 can be steeper or shallower than in this case FIGS. 6a-c shown (about 45 °) and is typically between 20 ° and 80 °.
- the discharge is made possible with high process reliability, since the discharge position AS is located below the workpiece support and hooking of the workpiece part can be effectively prevented at the remainder workpiece in the discharge process described above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Turning (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft eine Werkzeugmaschine zum Schneiden und/oder Umformen von plattenartigen Werkstücken, vorzugsweise von Blechen gemäß dem Oberbegriff des Anspruchs 1 (siehe z.B.
Werkstückteile, die nach dem trennenden Bearbeiten auf einer Auflagefläche einer Stanzmatrize an einer Stanz-/Umformstation einer Werkzeugmaschine aufliegen, können ausgeschleust werden, indem diese durch das Restgitter angeschoben werden, wobei ein an dem Stanzwerkzeug bzw. Stanzstempel vorgesehener Abstreifer als Führung dient. Dieses Vorgehen ist jedoch insbesondere bei umgeformten Werkstückteilen problematisch, da der Abstreifer eine Kollisionskontur für die Umformung darstellt. Bei Werkstückteilen mit Umformungen (z.B. Gewindedurchzüge, Kiemen, Absetzungen, Sicken, etc.), die sich nach dem trennenden Bearbeiten auf der Auflagefläche der Stanzmatrize befinden, tritt daher das Problem auf, dass diese nicht sicher ausgeschleust werden können und daher ggf. durch sogenannte Micro-Joints mit dem (Rest-)Werkstück verbunden bleiben, die ein manuelles Nacharbeiten (Ausbrechen/Entgraten) erfordern. Aber auch bei Werkstückteilen ohne Umformungen ist das Anschieben mit Zeitverlust und geringer Prozesssicherheit verbunden.Workpiece parts which rest on a bearing surface of a punching die at a punching / forming station of a machine tool after the separating machining can be discharged by being pushed through the scrap grid, wherein a scraper provided on the punching tool or punch serves as a guide. However, this procedure is particularly problematic in the case of formed workpiece parts, since the wiper represents a collision contour for the forming. For workpiece parts with transformations (eg thread passages, gills, settlings, beads, etc.), which are on the bearing surface of the punching die after the separating processing, therefore, the problem arises that they can not be safely discharged and therefore possibly by so-called Micro-joints remain connected to the (residual) workpiece, which require a manual reworking (breaking / deburring). But even with workpiece parts without forming, the push is associated with loss of time and low process reliability.
Aus der
Es ist die Aufgabe der vorliegenden Erfindung, eine Werkzeugmaschine und ein Verfahren zum Ausschleusen eines Werkstückteils dahingehend weiterzubilden, dass das Ausschleusen kontrolliert und mit geringem Zeitverlust durchgeführt werden kann.It is the object of the present invention to develop a machine tool and a method for discharging a workpiece part to the effect that that the rejection can be controlled and carried out with little loss of time.
Diese Aufgabe wird erfindungsgemäß gelöst durch eine Werkzeugmaschine mit den Merkmalen des Anspruchs 1.This object is achieved by a machine tool with the features of claim 1.
Erfindungsgemäß wird vorgeschlagen, das Werkstückteil aus der Bearbeitungsposition durch eine Dreh-, Kipp- und/oder Linearbewegung zunächst in eine Abfuhrposition auf einer Ausschleusschräge der Werkzeugmatrize zu verbringen, um das Werkstückteil nachfolgend mit einer Gleitbewegung an eine neben der Stanzmatrize befindliche Ausschleusposition zu verbringen. Hierdurch kann das Ausschleusen des Werkstückteils von der Stanzmatrize kontrolliert und ohne Verwendung eines Abstreifers als Führung erfolgen. Das oben beschriebene Verfahren eignet sich besonders zum Ausschleusen von umgeformten Werkstückteilen, da insbesondere auch Werkstückteile, die eine Umformung nach unten aufweisen, in der Bearbeitungsposition gelagert werden können, da durch die Ausschleusschräge an der Stanzmatrize ein Freiraum gebildet wird, in den die Umformung eingreifen kann. Es versteht sich, dass die Ausschleusschräge nicht zwingend eine plane Fläche sein muss, sondern dass diese ggf. auch eine Krümmung aufweisen kann. Auch kann die Werkzeugmaschine derart ausgebildet sein, dass die Stanzmatrize und der Stanzstempel gegen andere Werkzeugstempel und Werkzeugmatrizen ausgetauscht werden können, insbesondere gegen solche Stempel und Matrizen, die eine Umformung des Werkstücks bzw. des teilweise freigeschnittenen Werkstückteils ermöglichen.According to the invention, it is proposed that the workpiece part be firstly moved out of the machining position by a turning, tilting and / or linear movement into a discharge position on a discharge chamfer of the tool die in order to subsequently transfer the workpiece part with a sliding movement to a discharge position located next to the punching die. This allows the rejection of the workpiece part controlled by the punching die and done without the use of a scraper as a guide. The method described above is particularly suitable for the removal of deformed workpiece parts, as in particular workpiece parts having a deformation down, can be stored in the processing position, since a clearance is formed by the Ausschleusschräge on the punching die, in which the deformation can intervene , It is understood that the Ausschleusschräge does not necessarily have to be a flat surface, but that may possibly also have a curvature. Also, the machine tool can be designed such that the punching die and the punch can be exchanged for other tool dies and tool dies, in particular against such punches and dies, which allow a deformation of the workpiece or the partially cut workpiece part.
Das Werkstückteil kann in der Bearbeitungsposition hierbei teilweise über die Auflagefläche überstehen und nach dem Freischneiden, das an einer Öffnung in der Auflagefläche vorgenommen wird, um die Kante eine Kippbewegung ausführen. In diesem Fall ist es erforderlich, dass das Werkstückteil so positioniert wird, dass der Schwerpunkt in der Bearbeitungsposition nicht auf der Auflagefläche, sondern über der Ausschleusschräge angeordnet ist.In the machining position, the workpiece part can in this case partially project beyond the bearing surface and after the free cutting, which is made at an opening in the bearing surface, execute a tilting movement about the edge. In this case, it is necessary that the workpiece part is positioned so that the center of gravity is arranged in the processing position not on the support surface, but over the Ausschleusschräge.
Die Abstanzfläche verläuft hierbei typischer Weise unter einem rechten Winkel zur (horizontalen) Auflagefläche. Das vom Restwerkstück freizuschneidende Werkstückteil steht in der Bearbeitungsposition über die Auflagefläche in horizontaler Richtung über, d.h. das Werkstückteil liegt in der Bearbeitungsposition nicht auf der Auflagefläche auf. Das Werkstückteil wird vom Restwerkstück getrennt, indem der Stanzstempel entlang der Abstanzfläche mit einer Hubbewegung abgesenkt wird, wodurch das Werkstückteil von dem auf der Auflagefläche aufliegenden Restwerkstück freigeschnitten wird und sich mit einer kombinierten Linear- und Drehbewegung auf die Ausschleusschräge absenkt.The Abstanzfläche here typically runs at a right angle to the (horizontal) bearing surface. The workpiece part to be cut free from the remainder workpiece protrudes in the machining position over the support surface in the horizontal direction, i. the workpiece part is not in the processing position on the support surface. The workpiece part is separated from the remainder of the workpiece by the punch is lowered along the Abstanzfläche with a lifting movement, whereby the workpiece part is cut free from the rest of the workpiece resting on the support surface and lowered with a combined linear and rotary movement on the Ausschleusschräge.
Das Werkstück kann an der Öffnung in der Auflagefläche stanzend bearbeitet werden, z.B. um das Werkstückteil vom Restwerkstück zu trennen. Das an der Öffnung freigeschnittene Werkstückteil kann hierbei auf die Auflagefläche verbracht werden, indem dieses eine Kippbewegung um eine Kante am äußeren Rand der Auflagefläche ausführt, an die sich die Ausschleusschräge unmittelbar anschließt. Weist die Stanzmatrize zusätzlich zur Öffnung eine Abstanzfläche auf, ist es möglich, mittels eines Stanzstempels mit im Bezug auf die Werkzeugdrehachse außermittiger Schneidkante, die durch eine Drehbewegung wahlweise über der Öffnung oder über der Abstanzfläche positioniert werden kann, das Werkstück an der Öffnung zu bearbeiten oder an der Abstanzfläche das Werkstückteil vom Restwerkstück zu trennen. Die Abmessung der Öffnung kann hierbei zum trennenden Bearbeiten des Werkstücks im Wesentlichen mit den Abmessungen der am Stanzstempel gebildeten Schneidkante übereinstimmen. Es ist auch möglich, die Öffnung zum Ausstoßen von Werkstückteilen zu nutzen, welche durch die Öffnung der Stanzmatrize hindurch in eine unter der Stanzmatrize vorgesehene Ausschleusposition verbracht werden.The workpiece can be punched at the opening in the support surface, eg to separate the workpiece from the remainder of the workpiece. The workpiece part which has been cut free at the opening can hereby be brought onto the support surface by this executing a tilting movement about an edge on the outer edge of the support surface, to which the discharge slant immediately adjoins. If the punching die has a scraper surface in addition to the opening, it is possible to machine the workpiece at the opening by means of a punch with an off-center cutting edge with respect to the tool rotation axis, which can be positioned by rotation over the opening or over the scraper surface at the Abstanzfläche the workpiece part to be separated from the remainder of the workpiece. The dimension of the opening can in this case coincide for the separating machining of the workpiece substantially with the dimensions of the cutting edge formed on the punch. It is also possible to use the opening for ejecting workpiece parts which pass through the opening of the punching die into one under the punching die intended Ausschleusposition be spent.
Hierbei wird das abzutrennende Werkstückteil in der Bearbeitungsposition über der Öffnung positioniert und durch trennendes Bearbeiten von dem auf der Auflagefläche aufliegenden Restwerkstück getrennt. Es versteht sich, dass zum Ausschleusen großer Werkstückteile die Auflagefläche lediglich einen schmalen, umlaufenden Rand der Stanzmatrize bilden kann, der eine großflächige, insbesondere kreisrunde Öffnung in der Stanzmatrize begrenzt.Here, the workpiece part to be separated is positioned in the processing position on the opening and separated by separating processing of the remaining workpiece resting on the support surface. It is understood that for discharging large workpiece parts, the support surface can form only a narrow, circumferential edge of the punching die, which limits a large-area, in particular circular opening in the punching die.
Bei einer besonders bevorzugten Ausführungsform ist an der Ausschleusposition eine Rutsche angeordnet, die sich an die Ausschleusschräge der Stanzmatrize anschließt. Die Rutsche ist hierbei so angebracht, dass ihr oberer Rand benachbart zum unteren Rand der Ausschleusschräge positioniert ist, so dass die Gleitbewegung des Werkstückteils an der Rutsche fortgesetzt werden kann, um das Werkstückteil aus der Werkzeugmaschine auszuschleusen. Die Schräge der Rutsche kann hierbei zumindest im an die Ausschleusschräge anschließenden Teilbereich derjenigen der Ausschleusschräge entsprechen, so dass eine kontinuierliche Bewegung sichergestellt ist. Es versteht sich, dass an der Ausschleusposition auch andere Transporteinrichtungen, z.B. Förderbänder, angeordnet werden können, die ein Ausschleusen des Werkstückteils ermöglichen.In a particularly preferred embodiment, a chute is arranged at the Ausschleusposition, which adjoins the Ausschleusschräge the punching die. The slide is in this case mounted so that its upper edge is positioned adjacent to the lower edge of the Ausschleusschräge, so that the sliding movement of the workpiece part can be continued on the slide to eject the workpiece part of the machine tool. The slope of the chute here can correspond at least in the adjoining the Ausschleusschräge portion of that of the Ausschleusschräge, so that a continuous movement is ensured. It is understood that at the discharge position also other transport means, e.g. Conveyor belts can be arranged, which allow a discharge of the workpiece part.
In einer vorteilhaften Ausführungsform ist die Ausschleusschräge an einer Mantelfläche einer pyramiden- oder kegelstumpfförmigen Stanzmatrize gebildet. Eine Stanzmatrize mit einer solchen Geometrie weist an der Spitze des Kegel- bzw. Pyramidenstumpfs die Auflagefläche für das Werkstückteil auf, in der eine Öffnung zum Eingriff für einen Stanzstempel gebildet ist. Die Mantelfläche des Kegelstumpfs bzw. die Mantelflächen des Pyramidenstumpfs bilden hierbei eine bzw. mehrere schiefe Ebenen, an der bzw. an denen das Werkstückteil entlang gleiten kann. Es versteht sich, dass neben pyramiden- oder kegelstumpfförmigen Stanzmatrizen auch Stanzmatrizen mit anderen, insbesondere auch asymmetrischen Geometrien verwendet werden können.In an advantageous embodiment, the Ausschleusschräge is formed on a lateral surface of a pyramid or truncated conical punching die. A punching die having such a geometry has at the tip of the conical or truncated pyramid the bearing surface for the workpiece part, in which an opening for engagement for a punch is formed. The lateral surface of the truncated cone or the lateral surfaces of the truncated pyramid in this case form one or more inclined planes on which or on which the workpiece part can slide along. It is understood that in addition to pyramid or frustum-shaped punching dies and punching dies can be used with other, especially asymmetric geometries.
Vorzugsweise grenzt der untere Rand der Ausschleusschräge der Stanzmatrize an die Matrizen-Aufnahme an, in der die Stanzmatrize gelagert ist. Dies ist günstig, da auf diese Weise die zum Positionieren der Matrizen-Aufnahme erforderliche Hubbewegung minimiert werden kann. Es versteht sich, dass der Rand der Matrizen-Aufnahme ebenfalls eine Schräge aufweisen kann, so dass ein kontinuierlicher Übergang des Werkstückteils von der Stanzmatrize in die Ausschleusposition sichergestellt ist.Preferably, the lower edge of the discharge slope of the punching die adjoins the die receiving, in which the punching die is mounted. This is favorable, since in this way the stroke movement required for positioning the matrix holder can be minimized. It goes without saying that the edge of the die receptacle can likewise have a bevel, so that a continuous transition of the workpiece part from the punching die into the Ausschleusposition is ensured.
In einer besonders vorteilhaften Ausführungsform schließt die Auflagefläche mit der Ausschleusschräge einen Winkel zwischen 20° und 80°, bevorzugt zwischen 25° und 45° ein. Diese Winkel haben sich als besonders günstig erwiesen, um einen kontrollierten Übergang von der Bearbeitungsposition in die Abfuhrposition zu ermöglichen. Es versteht sich, dass unter dem Begriff Kante auch eine abgerundete Kante verstanden werden kann, an der ein Kippen des Werkstückteils erfolgen kann.In a particularly advantageous embodiment, the bearing surface with the Ausschleusschräge an angle between 20 ° and 80 °, preferably between 25 ° and 45 °. These angles have proven to be particularly favorable to allow a controlled transition from the machining position to the discharge position. It is understood that the term edge also a rounded edge can be understood, at which a tilting of the workpiece part can take place.
Bevorzugt umfasst die Werkzeugmaschine eine Steuereinheit zur Positionierung des Werkstückteils in der Bearbeitungsposition derart, dass der Schwerpunkt des Werkstückteils über der Ausschleusschräge liegt. Hierdurch wird sichergestellt, dass das Werkstückteil nach dem trennenden Bearbeiten unter Schwerkraftwirkung eine Kipp- bzw. Drehbewegung um eine am Rand der Auflagefläche vorgesehene Kante ausführt und dadurch von der Bearbeitungsposition in die Abfuhrposition verbracht wird. Wird das Werkstückteil in diesem Fall an einer an der Auflagefläche gebildeten Öffnung vom Restwerkstück getrennt, kann die Steuereinheit bei einer vorgegebenen Kontur des Werkstückteils die Reihenfolge der beim Stanzen zu schneidenden Abschnitte der Kontur so festlegen, dass der letzte an der Öffnung zu schneidende Abschnitt der Kontur einen Abstand zum Schwerpunkt des Werkstückteils aufweist, der größer ist als der Abstand zur Kippkante.Preferably, the machine tool comprises a control unit for positioning the workpiece part in the machining position such that the center of gravity of the workpiece part is above the Ausschleusschräge. This ensures that the workpiece part performs a tilting or rotational movement about a provided on the edge of the support surface edge after the separating processing under gravity and thereby spent from the processing position to the discharge position. If, in this case, the workpiece part is separated from the remainder workpiece by an opening formed on the support surface, the control unit may, for a given contour of the workpiece part, determine the sequence of the sections of the contour to be cut during punching so that the last section of the contour to be cut at the opening has a distance from the center of gravity of the workpiece part, which is greater than the distance to the tilting edge.
In einer vorteilhaften Ausführungsform umfasst die Werkzeugmaschine zusätzlich eine Matrizen-Aufnahme, in der die Stanzmatrize gelagert ist, eine Stempel-Aufnahme, in der ein Stanzstempel gelagert ist, sowie eine Antriebseinheit, mittels derer die Stempel-Aufnahme und die Matrizen-Aufnahme entlang einer Hubachse aufeinander zu bewegbar sind, um das Werkstückteil in der Bearbeitungsposition trennend zu bearbeiten. Beim trennenden Bearbeiten wird der Stanzstempel in eine an der Auflagefläche der Stanzmatrize gebildete Öffnung eingeführt oder an der Abstanzfläche entlang geführt, um das Werkstückteil vom Restwerkstück zu trennen. Es versteht sich, dass zusätzlich zu der Antriebseinheit, mittels derer eine Linearbewegung entlang der Hubachse erfolgt, eine weitere Antriebseinheit vorgesehen sein kann, mittels derer die Matrizen-Aufnahme und/oder die Stempel-Aufnahme um die Hubachse gedreht werden können, um die Stanzmatrize falls erforderlich so zu drehen, dass das untere Ende der Ausschleusschräge benachbart zur Ausschleusposition angeordnet wird.In an advantageous embodiment, the machine tool additionally comprises a die receptacle in which the punching die is mounted, a punch receptacle in which a punch is mounted, and a drive unit, by means of which the punch receptacle and the die receptacle along a lifting axis are movable towards each other to edit the workpiece part in the machining position separating. When separating editing of the punch in a introduced at the bearing surface of the punching die formed opening or guided along the Abstanzfläche to separate the workpiece part from the remainder of the workpiece. It is understood that in addition to the drive unit, by means of which a linear movement takes place along the stroke axis, a further drive unit may be provided by means of which the die holder and / or the punch holder can be rotated about the lifting axis to the punching die if Required to rotate so that the lower end of the Ausschleusschräge is located adjacent to the Ausschleusposition.
Die Erfindung betrifft auch ein Verfahren zum Ausschleusen eines insbesondere umgeformten Werkstückteils mit den Merkmalen des Anspruchs 9.The invention also relates to a method for discharging a particular shaped workpiece part having the features of
Erfindungsgemäß wird das Werkstück wahlweise an einer Öffnung in der Auflagefläche der Stanzmatrize oder an einer zwischen einer am äußeren Rand der Auflagefläche gebildeten Kante und der Ausschleusschräge der Stanzmatrize vorgesehenen Abstanzfläche stanzend bearbeitet. Um dies zu ermöglichen, können der Stanzstempel und/oder die Stanzmatrize um eine Drehachse gedreht werden, um den Stanzstempel wahlweise über der Öffnung oder über der Abstanzfläche bzw. der Schneidkante zu positionieren. Es versteht sich, dass auch mehrere Öffnungen zum Eingriff durch den Stanzstempel in der Stanzmatrize vorgesehen sein können. In diesem Fall kann zum Bearbeiten des Werkstücks die Stanzmatrize relativ zum Stanzstempel in mehr als zwei unterschiedliche Positionen gedreht und dort festgelegt werden, wie in der
In einer vorteilhaften Variante ist die Stanzmatrize in einer Matrizen-Aufnahme gelagert, die vor oder nach dem trennenden Bearbeiten entlang einer Hubachse bewegt wird, bis sich die Ausschleusschräge der Stanzmatrize an eine an der Abfuhrposition vorgesehene Rutsche der Werkzeugmaschine anschließt. Hierbei kann die Matrizen-Aufnahme bereits in der Bearbeitungsposition so angeordnet werden, dass die Ausschleusschräge sich an die Rutsche anschließt, es ist alternativ aber auch möglich, die Matrizen-Aufnahme erst nach dem trennenden Bearbeiten, d.h. während das Werkstückteil an der Ausschleusschräge entlang gleitet, so weit nach unten zu bewegen, dass der untere Rand der Ausschleusschräge benachbart zur Rutsche positioniert wird. Dies ist insbesondere bei Werkstückteilen mit großen Umformungen günstig, um unterhalb der Werkstückauflage mehr Freiraum zum Ausschleusen zu erzeugen oder wenn eine Bearbeitung des Werkstückteils oberhalb oder unterhalb der Werkstückebene erfolgen soll.In an advantageous variant, the punching die is mounted in a die receptacle, which is moved along a lifting axis before or after the separating machining, until the discharge slope of the punching die joins a chute of the machine tool provided at the removal position. In this case, the die holder can be arranged already in the processing position so that the Ausschleusschräge joins the chute, but it is alternatively also possible that Matrizen recording only after the separating processing, ie while the workpiece part slides along the Ausschleusschräge along so far to move down, that the lower edge of the Ausschleusschräge is positioned adjacent to the chute. This is particularly favorable for workpiece parts with large transformations to produce more space for discharging below the workpiece support or if a machining of the workpiece part above or below the workpiece level should be done.
Besonders bevorzugt wird das Werkstückteil in der Bearbeitungsposition derart positioniert, dass der Schwerpunkt des Werkstückteils über der Ausschleusschräge liegt. Wie oben ausgeführt kann der zuletzt zu trennende Abschnitt der Kontur des Werkstückteils so gewählt werden, dass der Abstand dieses Abschnitts zum Schwerpunkt des Werkstückteils größer ist als der Abstand zur Kippkante, so dass das Werkstückteil unter der Wirkung der Schwerkraft eine Kippbewegung ausführt.Particularly preferably, the workpiece part is positioned in the processing position such that the center of gravity of the workpiece part is above the discharge slope. As stated above, the last section of the contour of the workpiece part to be separated can be selected so that the distance of this section to the center of gravity of the workpiece part is greater than the distance to the tilting edge, so that the workpiece part under the action of gravity performs a tilting movement.
Weitere Vorteile der Erfindung ergeben sich aus der Beschreibung und der Zeichnung. Die gezeigten und beschriebenen Ausführungsformen sind nicht als abschließende Aufzählung zu verstehen, sondern haben vielmehr beispielhaften Charakter für die Schilderung der Erfindung.Further advantages of the invention will become apparent from the description and the drawings. The embodiments shown and described are not to be understood as exhaustive enumeration, but rather have exemplary character for the description of the invention.
Es zeigen:
- Fig. 1
- eine schematische Darstellung einer Ausführungsform einer erfindungsgemäßen Werkzeugmaschine,
- Fign. 2a-c
- schematische Darstellungen eines umgeformten Werkstückteils auf einer Auflagefläche einer Stanzmatrize ohne (
Fig. 2a ) und mit Ausschleusschräge (Fign. 2b,c ), - Fign. 3a-c
- schematische Darstellungen von drei Schritten zum Ausschleusen des in
Fig. 2c gezeigten Werkstückteils von der Stanzmatrize, - Fign. 4a,b
- schematische Darstellungen eines Stanzstempels mit außermittiger Schneidkante sowie einer Stanzmatrize mit außermittig angeordneter Abkantfläche,
- Fign. 5a,b
- schematische Darstellungen einer Stanzmatrize mit mittiger Abstanzenfläche bzw. mit einer Öffnung in einer Auflagefläche, unter der die Ausschleusschräge angeordnet ist, und
- Fign. 6a-c
- schematische Darstellungen von drei Schritten beim Ausschleusen eines Werkstückteils von der in
Fig. 5a gezeigten Stanzmatrize.
- Fig. 1
- a schematic representation of an embodiment of a machine tool according to the invention,
- FIGS. 2a-c
- schematic representations of a formed workpiece part on a contact surface of a punching die without (
Fig. 2a ) and with Ausschleusschräge (FIGS. 2b, c ) - FIGS. 3a-c
- Schematic representations of three steps to remove the in
Fig. 2c shown workpiece part of the punching die, - FIGS. 4a, b
- schematic representations of a punch with off-center cutting edge and a punching die with eccentrically arranged Abkantfläche,
- FIGS. 5a, b
- schematic representations of a punching die with central Abstanzenfläche or with an opening in a support surface, under which the Ausschleusschräge is arranged, and
- FIGS. 6a-c
- schematic representations of three steps in the discharge of a workpiece part of the in
Fig. 5a shown punching die.
An dem vorderen Ende des oberen Schenkels des C-förmigen Maschinengestells 2 ist eine Stempel-Aufnahme 8 angeordnet, in welcher ein Stanzstempel 9 gelagert ist. Weiterhin ist an dem vorderen Ende des unteren Schenkels des C-förmigen Maschinengestells 2 eine Matrizen-Aufnahme 10 vorgesehen, in der eine Stanzmatrize 11 gelagert ist. Der Stanzstempel 9 und die Stanzmatrize 11 bilden ein Werkzeug 12 zum trennenden Bearbeiten des Blechs 4.At the front end of the upper leg of the C-shaped
Eine Antriebseinheit der Stanz-/Umformmaschine 1 wird von einem Stempel-Antrieb 13 und einem Matrizen-Antrieb 14 in Form von Linearantrieben gebildet. Mittels des Stempel-Antriebs 13 ist die Stempel-Aufnahme 8 mitsamt dem daran gelagerten bzw. festgelegten Stanzstempel 9 entlang einer Hubachse 15 gegenüber dem Werkstücktisch 3 heb- und senkbar. In vergleichbarer Weise ist die Matrizen-Aufnahme 10 mitsamt der darin gelagerten bzw. festgelegten Stanzmatrize 11 mittels des Matrizen-Antriebs 14 entlang der Hubachse 15 gegenüber dem Werkstücktisch 3 heb- und senkbar. Weiterhin sind die Stempel-Aufnahme 8 und die Matrizen-Aufnahme 10 mittels eines nicht näher gezeigten Drehantriebs unabhängig voneinander um eine mit der Hubachse 15 identische Werkzeugdrehachse 16 dreheinstellbar.A drive unit of the punching / forming machine 1 is formed by a
An der Koordinatenführung 6 ist ein Linearmagazin 17 mit weiteren Werkzeugen 12 vorgesehen. Die in dem Linearmagazin 17 befindlichen Werkzeuge 12 werden jeweils von einer Werkzeugkassette 18 gehalten und sind je nach Bedarf zur Bearbeitung des Blechs 4 an der Stempel-Aufnahme 8 bzw. der Matrizen-Aufnahme 10 festlegbar, wobei insbesondere auch Werkzeuge 12 zur Umformung des Werkstücks 2 in dem Linearmagazin 17 vorgehalten werden können.At the coordinate
Beim Werkzeugwechsel und bei der Werkstückbearbeitung werden sämtliche Antriebe der Stanz-/Umformmaschine 1 mittels einer numerischen Steuereinheit 19 gesteuert. Die numerische Steuereinheit 19 umfasst insbesondere Speichermittel 20 zum Speichern von Werkzeugdaten und zudem Steuermittel 21, um sowohl die Heb-, Senk- und Drehbewegungen der Stempel-Aufnahme 8 als auch die Heb-, Senk- und Drehbewegungen der Matrizen-Aufnahme 10 basierend auf den gespeicherten Daten über das Werkstück 4 bzw. das Werkzeug 12 zu bemessen und zu steuern.During tool change and workpiece machining, all drives of the punching / forming machine 1 are controlled by means of a numerical control unit 19. In particular, the numerical control unit 19 comprises storage means 20 for storing tool data, and control means 21 for detecting both the raising, lowering and rotating movements of the
Auf das Anschieben kann jedoch verzichtet werden, wenn die Stanzmatrize 11 wie in
Das Werkstückteil 22 gleitet nachfolgend unter der Wirkung der Schwerkraft an der Ausschleusschräge 25 der Stanzmatrize 11 entlang in eine Ausschleusposition AS (vgl.
Es versteht sich, dass es mit der in
Auf die oben beschriebene Weise kann das Werkstückteil 22 schnell aus der Werkstückebene 5 entfernt werden, wobei ggf. eine Verschiebung des Werkstücks 4 entlang der Werkstückebene 5 für eine nachfolgende Bearbeitung bereits erfolgen kann, während das Werkstückteil 22 an der Ausschleusschräge 25 entlang gleitet. Es versteht sich, dass zusätzlich zur Mantelfläche 25 der Stanzmatrize 11 auch weitere Mantelflächen als Ausschleusschräge dienen können, z.B. eine gegenüberliegende Mantelfläche 25a, an die sich eine in
Wie in
Der Ausschleusprozess an der in
In allen oben beschriebenen Fällen wird das Ausschleusen mit hoher Prozesssicherheit ermöglicht, da die Ausschleusposition AS sich unterhalb der Werkstückauflage befindet und ein Verhaken des Werkstückteils am Restwerkstück bei dem oben beschriebenen Ausschleusprozess wirksam verhindert werden kann.In all cases described above, the discharge is made possible with high process reliability, since the discharge position AS is located below the workpiece support and hooking of the workpiece part can be effectively prevented at the remainder workpiece in the discharge process described above.
Claims (12)
- A machine tool (1) for cutting and/or forming plate-like workpieces (4), preferably metal sheets, comprising:a punching die (11, 11', 11") for severing a workpiece part (22), especially a formed workpiece part (22), disposed in a processing position (B) from a workpiece (4) lying on a support surface (23) of the punching die (11, 11', 11"),the punching die (11', 11") having a discharging slope (25) on which a removal position (AB) is formed, into which removal position (AB) the workpiece part (22) can be brought from the processing position (B), preferably under gravity, by a rotational,tilting and/or linear movement, and the machine tool (1) having a discharging position (AS) provided beneath a workpiece support (3) and adjacent to the punching die (11', 11"), into which discharging position (AS) the workpiece part (22) can be brought, preferably under gravity, by a sliding movement along the discharging slope (25),characterised in
that the discharging slope (25) of the punching die (11") is arranged under an orifice (24) in the support surface (23) for engagement by a punch (9) or
that an edge (26) is formed at an outer periphery of the support surface (23) of the punching die (11'), which edge (26) is adjoined by the discharging slope (25), there being formed between the edge (26) and the discharging slope (25) of the punching die (11') a die-cutting face (28). - A machine tool according to claim 1, wherein the die-cutting face (28) is arranged off-centre and wherein the support surface (23) has an orifice (24) arranged off-centre for engagement by a punch (9).
- A machine tool according to either of the preceding claims, wherein a slide (27) is arranged at the discharging position (AS), which slide (27) adjoins the discharging slope (25) of the punching die (11).
- A machine tool according to any one of the preceding claims, wherein the discharging slope is formed on a lateral surface (25) of a frustopyramidal or frustoconical punching die (11).
- A machine tool according to any one of the preceding claims, wherein the lower edge of the discharging slope (25) abuts on a die holder (10) in which the punching die (11) is supported.
- A machine tool according to any one of the preceding claims, wherein the support surface (23) forms with the discharging slope (25) an angle (α) of from 20° to 80°, preferably from 25° to 45°.
- A machine tool according to any one of the preceding claims, further comprising a control unit (19) for positioning the workpiece part (22) in the processing position (B) in such a way that the centre of gravity (S) of the workpiece part (22) lies over the discharging slope (25).
- A machine tool according to any one of the preceding claims, further comprising
a die holder (10) in which the punching die (11) is supported,
a punch holder (8) in which a punch (9) is supported, and
a drive unit (13, 14) by means of which the punch holder (8) and the die holder (10) are movable towards each other along a stroke axis (15) in order to process the workpiece part (22) in the processing position (B) by severing. - A method for discharging a workpiece part (22), especially a formed workpiece part (22), from a punching die (11, 11') on a machine tool (1) for cutting and/or forming plate-like workpieces (4), preferably metal sheets, comprising:severing the workpiece part (22) disposed at a processing position (B) from the workpiece (4) lying on a support surface (23) of the punching die (11, 11'),the workpiece part (22) being brought from the processing position (B), preferably under gravity, by a rotational, tilting and/or linear movement to a removal position (AB) on a discharging slope (25) formed on the punching die (11), andthe workpiece part (22) being brought along the discharging slope (25) by a sliding movement, preferably under gravity, to a discharging position (AS) provided beneath the workpiece support (3) and adjacent to the punching die (11),characterised in
that the processing by severing is performed by engagement of a punch (9) in an orifice (24) formed at the support surface (23), under which orifice (24) the discharging slope (25) of the punching die (11") is arranged, or
that the processing by severing is performed by guiding a punch (9) along a die-cutting face (28) formed between the discharging slope (25) and an edge (26) at an outer periphery of the support surface (23) of the punching die (11'). - A method according to claim 9, wherein the punching die (11) is supported in a die holder (10) which is moved, before or after processing by severing, along a stroke axis (15) until the discharging slope (4) of the punching die (11) adjoins a slide (27) of the machine tool (1), which slide (27) is provided at the discharging position (AS).
- A method according to claim 9 or 10, wherein the workpiece part (22) is positioned in the processing position (B) in such a way that the centre of gravity (S) of the workpiece part (22) lies over the discharging slope (25).
- A method according to any one of claims 9 to 11, wherein the workpiece (4) is selectively processed by punching either at an orifice (24) in the support surface (23) of the punching die (11') or at the die-cutting face (28).
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080018301 EP2177289B1 (en) | 2008-10-20 | 2008-10-20 | Machine tools and method for discharging a workpiece part |
| PL08018301T PL2177289T3 (en) | 2008-10-20 | 2008-10-20 | Machine tools and method for discharging a workpiece part |
| AT08018301T ATE515336T1 (en) | 2008-10-20 | 2008-10-20 | MACHINE TOOLS AND METHOD FOR EXHAUSTING A PART OF A WORKPIECE |
| JP2009241296A JP5542407B2 (en) | 2008-10-20 | 2009-10-20 | Machine tool and method for taking out a workpiece part |
| US12/581,992 US8499668B2 (en) | 2008-10-20 | 2009-10-20 | Discharging workpiece parts |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080018301 EP2177289B1 (en) | 2008-10-20 | 2008-10-20 | Machine tools and method for discharging a workpiece part |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2177289A1 EP2177289A1 (en) | 2010-04-21 |
| EP2177289B1 true EP2177289B1 (en) | 2011-07-06 |
Family
ID=41213304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080018301 Active EP2177289B1 (en) | 2008-10-20 | 2008-10-20 | Machine tools and method for discharging a workpiece part |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8499668B2 (en) |
| EP (1) | EP2177289B1 (en) |
| JP (1) | JP5542407B2 (en) |
| AT (1) | ATE515336T1 (en) |
| PL (1) | PL2177289T3 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018055182A1 (en) | 2016-09-26 | 2018-03-29 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool, machine tool, and method for cutting and/or forming planar workpieces |
| WO2018055184A1 (en) | 2016-09-26 | 2018-03-29 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool and machine tool and method for machining plate-like workpieces |
| DE102016119434A1 (en) | 2016-10-12 | 2018-04-12 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool and machine tool and method for cutting and / or forming plate-shaped workpieces |
| DE102016119435A1 (en) | 2016-10-12 | 2018-04-12 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool and machine tool and method for processing plate-shaped workpieces |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010061321A1 (en) * | 2010-12-17 | 2012-06-21 | Gustav Klauke Gmbh | Method for milling a recess in a workpiece and workpiece with a recess |
| CN102189171A (en) * | 2011-04-18 | 2011-09-21 | 无锡新大力电机有限公司 | Punching die for punched sheet |
| US9808842B2 (en) | 2011-08-18 | 2017-11-07 | Justrite Manufacturing Company, L.L.C. | Gas evacuation system with counter |
| FR2990886B1 (en) * | 2012-05-24 | 2014-05-09 | Peugeot Citroen Automobiles Sa | PROCESS FOR THE PRODUCTION OF A PIECE OF TOLE. |
| US20140033886A1 (en) * | 2012-08-01 | 2014-02-06 | Xerox Corporation | Document Production System and Method With Automated Die Exchange |
| US9845232B2 (en) | 2014-02-17 | 2017-12-19 | Justrite Manufacturing Company, Llc | Puncturing device for aerosol containers |
| US9993764B2 (en) | 2014-04-01 | 2018-06-12 | Justrite Manufacturing Company, Llc | Filter for a propellant gas evacuation system |
| JP6356546B2 (en) * | 2014-09-05 | 2018-07-11 | 日伸工業株式会社 | Profile blank punching device |
| KR101787662B1 (en) * | 2014-10-08 | 2017-10-19 | 한온시스템 주식회사 | Dot punching device for improvement of surface roughness and pattern processing method using the same and the pattern |
| US9827528B2 (en) | 2015-04-01 | 2017-11-28 | Justrite Manufacturing Company, Llc | Filter for a propellant gas evacuation system |
| TWI572422B (en) * | 2015-06-04 | 2017-03-01 | Silicone sheet continuous die device | |
| EP3269468A1 (en) * | 2015-06-19 | 2018-01-17 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Machine tool for ejecting workpiece parts |
| USD797825S1 (en) * | 2015-10-05 | 2017-09-19 | Wolter Corp. | Metal stamp jig |
| USD798918S1 (en) * | 2015-11-25 | 2017-10-03 | Justrite Manufacturing Company, L.L.C. | Shield for puncturing device |
| DE102017123723B4 (en) * | 2017-10-12 | 2023-03-16 | Tkr Spezialwerkzeuge Gmbh | Hydraulic punching device |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2146780A (en) * | 1936-03-17 | 1939-02-14 | George F Wales | Apparatus for notching sheet material |
| US2363630A (en) * | 1942-03-04 | 1944-11-28 | George F Wales | Notching apparatus |
| US2744575A (en) * | 1954-01-04 | 1956-05-08 | Toolset Inc | Notching unit |
| CH531377A (en) * | 1968-04-11 | 1972-12-15 | Kondo Kazuyoshi | Cutting method and cutting tool for carrying out the same |
| DE1930398C3 (en) | 1969-06-14 | 1974-06-06 | Maschinenfabrik Lorenz Ag, 7505 Ettlingen | Fine-cut press |
| US3739669A (en) | 1970-05-29 | 1973-06-19 | Suzuki Motor Co | Shearing press of opposing die type |
| JPS52169893U (en) * | 1976-06-16 | 1977-12-23 | ||
| JPS55165235A (en) | 1979-06-12 | 1980-12-23 | Toyota Motor Corp | Press blanking die |
| JPS57194743A (en) | 1981-05-20 | 1982-11-30 | Nippon Suisan Kaisha Ltd | Method for aseptic cooling of hamburger steak, etc. |
| JPS57194743U (en) * | 1981-06-04 | 1982-12-10 | ||
| NL8902274A (en) | 1989-09-12 | 1991-04-02 | Brouwer & Co Machine | PUNCHING MACHINE. |
| JPH0443416A (en) | 1990-06-08 | 1992-02-13 | Brother Ind Ltd | Electronic equipment |
| JP2527538Y2 (en) * | 1990-08-10 | 1997-03-05 | 株式会社アマダメトレックス | Die equipment in punch press |
| FI106187B (en) | 1991-12-16 | 2000-12-15 | Amada Co Ltd | Revolverilävistyspuristin |
| FI100648B (en) | 1995-12-14 | 1998-01-30 | Balaxman Oy | punching |
| JP3974263B2 (en) * | 1998-04-07 | 2007-09-12 | 力夫 西田 | Puncher head and puncher |
| US6526800B1 (en) | 1998-04-08 | 2003-03-04 | Lillbacka Jetair Oy | Sheet fabrication center and methods therefor of optimally fabricating worksheets |
| JP3700569B2 (en) * | 2000-10-04 | 2005-09-28 | 村田機械株式会社 | Turret punch press |
| JP4279532B2 (en) | 2002-10-01 | 2009-06-17 | 株式会社アマダ | Mold apparatus and lower mold for use in processing method of molded product |
| DE102006049044B4 (en) | 2006-10-18 | 2018-01-11 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool for cutting plate-like workpieces |
-
2008
- 2008-10-20 EP EP20080018301 patent/EP2177289B1/en active Active
- 2008-10-20 PL PL08018301T patent/PL2177289T3/en unknown
- 2008-10-20 AT AT08018301T patent/ATE515336T1/en active
-
2009
- 2009-10-20 JP JP2009241296A patent/JP5542407B2/en not_active Expired - Fee Related
- 2009-10-20 US US12/581,992 patent/US8499668B2/en active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018055182A1 (en) | 2016-09-26 | 2018-03-29 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool, machine tool, and method for cutting and/or forming planar workpieces |
| WO2018055184A1 (en) | 2016-09-26 | 2018-03-29 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool and machine tool and method for machining plate-like workpieces |
| DE102016119434A1 (en) | 2016-10-12 | 2018-04-12 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool and machine tool and method for cutting and / or forming plate-shaped workpieces |
| DE102016119435A1 (en) | 2016-10-12 | 2018-04-12 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Tool and machine tool and method for processing plate-shaped workpieces |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010094739A (en) | 2010-04-30 |
| ATE515336T1 (en) | 2011-07-15 |
| PL2177289T3 (en) | 2011-12-30 |
| US20100095815A1 (en) | 2010-04-22 |
| JP5542407B2 (en) | 2014-07-09 |
| EP2177289A1 (en) | 2010-04-21 |
| US8499668B2 (en) | 2013-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2177289B1 (en) | Machine tools and method for discharging a workpiece part | |
| EP3463734B1 (en) | Machine for cutting a planar workpiece and method for pressing out a workpiece part that has been cut free | |
| EP3106241B1 (en) | Machine tool and method for discharging workpiece parts | |
| EP3083127B1 (en) | Machine for the separative machining of plate-shaped workpieces and the usage thereof | |
| EP3083123B1 (en) | Machine for the separative machining of plate-shaped workpieces and the usage thereof | |
| EP3515623B1 (en) | Tool and machine tool and method for machining planar workpieces | |
| DE102020126231A1 (en) | Process and machine for cutting and removing workpiece parts from a plate-shaped material | |
| EP2656937A1 (en) | Method for introducing a form in a plate-like workpiece | |
| EP2184116B1 (en) | Method for discharging sheet metal from stamping machines | |
| EP2335841B1 (en) | Method for producing bent elements and tool for same | |
| EP2177291B1 (en) | Method for cutting and/or forming of workpieces | |
| EP2092994B1 (en) | Machine tool for cutting and/or forming plate-form workpieces | |
| EP3684545B1 (en) | Method for fixing lifting-out positions and/or holding positions, device for removing a workpiece part and processing machine | |
| EP3515622B1 (en) | Tool, machine tool, and method for cutting and/or forming planar workpieces | |
| EP2260975B1 (en) | Surface grinding machine and method for processing workpieces with surface grinding | |
| EP2692455B1 (en) | Tool machine for processing sheet-shaped workpieces, in particular sheet metal | |
| EP0074041B1 (en) | Cutting press for sheet-like workpieces | |
| DE2637085C3 (en) | Device for ejecting the punched waste or punched part by means of compressed air | |
| DE202018002305U1 (en) | Device for separating a workpiece | |
| DE102018003622A1 (en) | Device and method for cutting out a workpiece | |
| DE102016120151A1 (en) | Method and machine tool for processing plate-shaped workpieces, in particular sheets | |
| EP3288696A1 (en) | Tool for a stamping machine and method for processing an end face of a flat workpiece | |
| DE102020133084B3 (en) | mold and process | |
| WO2018055178A1 (en) | Method and machine tool for machining planar workpieces, in particular metal sheets | |
| WO2004112982A1 (en) | Embossing machine and method for embossing workpieces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100707 |
|
| 17Q | First examination report despatched |
Effective date: 20100804 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008004092 Country of ref document: DE Effective date: 20110825 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111006 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111107 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111106 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111007 |
|
| BERE | Be: lapsed |
Owner name: TRUMPF WERKZEUGMASCHINEN G.M.B.H. + CO. KG Effective date: 20111031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 |
|
| 26N | No opposition filed |
Effective date: 20120411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008004092 Country of ref document: DE Effective date: 20120411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111006 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20210920 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20211021 Year of fee payment: 14 Ref country code: CZ Payment date: 20211020 Year of fee payment: 14 Ref country code: GB Payment date: 20211022 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20211028 Year of fee payment: 14 Ref country code: FR Payment date: 20211021 Year of fee payment: 14 Ref country code: CH Payment date: 20211020 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 515336 Country of ref document: AT Kind code of ref document: T Effective date: 20221020 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20221020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221020 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221020 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221020 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231020 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221020 |