EP2123786A1 - Method of manufacturing very high-resistance, cold-laminated dual-phase steel sheets, and sheets produced thereby - Google Patents
Method of manufacturing very high-resistance, cold-laminated dual-phase steel sheets, and sheets produced thereby Download PDFInfo
- Publication number
- EP2123786A1 EP2123786A1 EP08290474A EP08290474A EP2123786A1 EP 2123786 A1 EP2123786 A1 EP 2123786A1 EP 08290474 A EP08290474 A EP 08290474A EP 08290474 A EP08290474 A EP 08290474A EP 2123786 A1 EP2123786 A1 EP 2123786A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- temperature
- steel sheet
- rolled
- cold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 26
- 229910000885 Dual-phase steel Inorganic materials 0.000 title claims description 9
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 77
- 239000010959 steel Substances 0.000 claims abstract description 77
- 239000000047 product Substances 0.000 claims abstract description 60
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 39
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 30
- 239000000203 mixture Substances 0.000 claims abstract description 29
- 230000009466 transformation Effects 0.000 claims abstract description 28
- 238000000137 annealing Methods 0.000 claims abstract description 20
- 238000001816 cooling Methods 0.000 claims abstract description 19
- 239000011265 semifinished product Substances 0.000 claims abstract description 12
- 238000000034 method Methods 0.000 claims abstract description 11
- 238000010438 heat treatment Methods 0.000 claims abstract description 10
- 238000005097 cold rolling Methods 0.000 claims abstract description 9
- 238000005096 rolling process Methods 0.000 claims abstract description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 8
- 230000008569 process Effects 0.000 claims abstract description 8
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 6
- 230000009467 reduction Effects 0.000 claims abstract description 6
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 6
- 229910052742 iron Inorganic materials 0.000 claims abstract description 4
- 239000012535 impurity Substances 0.000 claims abstract description 3
- 229910000859 α-Fe Inorganic materials 0.000 claims description 42
- 239000011701 zinc Substances 0.000 claims description 41
- 229910001563 bainite Inorganic materials 0.000 claims description 27
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 18
- 238000007654 immersion Methods 0.000 claims description 12
- 229910001297 Zn alloy Inorganic materials 0.000 claims description 11
- 238000005246 galvanizing Methods 0.000 claims description 9
- 238000012423 maintenance Methods 0.000 claims description 8
- 238000000576 coating method Methods 0.000 claims description 7
- 229910001335 Galvanized steel Inorganic materials 0.000 claims description 5
- 239000008397 galvanized steel Substances 0.000 claims description 5
- 230000000295 complement effect Effects 0.000 claims description 4
- 239000010960 cold rolled steel Substances 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 abstract description 19
- 239000010955 niobium Substances 0.000 abstract description 16
- 229910052782 aluminium Inorganic materials 0.000 abstract description 14
- 229910052799 carbon Inorganic materials 0.000 abstract description 13
- 229910052758 niobium Inorganic materials 0.000 abstract description 12
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 abstract description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 abstract description 11
- 239000010936 titanium Substances 0.000 abstract description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 abstract description 10
- 239000011651 chromium Substances 0.000 abstract description 10
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 abstract description 10
- 229910052710 silicon Inorganic materials 0.000 abstract description 10
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 abstract description 9
- 229910052719 titanium Inorganic materials 0.000 abstract description 9
- 239000011572 manganese Substances 0.000 abstract description 8
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 abstract description 7
- 239000010703 silicon Substances 0.000 abstract description 7
- 238000005098 hot rolling Methods 0.000 abstract description 6
- 229910052748 manganese Inorganic materials 0.000 abstract description 6
- 229910052757 nitrogen Inorganic materials 0.000 abstract description 6
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 abstract description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 abstract description 5
- 229910052796 boron Inorganic materials 0.000 abstract description 5
- 229910052804 chromium Inorganic materials 0.000 abstract description 5
- 229910052750 molybdenum Inorganic materials 0.000 abstract description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 abstract description 4
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 abstract description 4
- 239000011733 molybdenum Substances 0.000 abstract description 4
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 abstract description 3
- 229910052759 nickel Inorganic materials 0.000 abstract description 3
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 abstract description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 abstract description 2
- 239000011574 phosphorus Substances 0.000 abstract description 2
- 238000002360 preparation method Methods 0.000 abstract description 2
- 239000011593 sulfur Substances 0.000 abstract description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 abstract 2
- 229910052786 argon Inorganic materials 0.000 abstract 1
- 238000004140 cleaning Methods 0.000 abstract 1
- 238000007789 sealing Methods 0.000 abstract 1
- 229910052725 zinc Inorganic materials 0.000 description 14
- 238000007792 addition Methods 0.000 description 9
- 238000005244 galvannealing Methods 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 238000005266 casting Methods 0.000 description 5
- 230000009977 dual effect Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 239000002244 precipitate Substances 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 4
- 230000001627 detrimental effect Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 230000001737 promoting effect Effects 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 238000005275 alloying Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000001000 micrograph Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 238000004626 scanning electron microscopy Methods 0.000 description 2
- -1 titanium nitrides Chemical class 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- PXFBZOLANLWPMH-UHFFFAOYSA-N 16-Epiaffinine Natural products C1C(C2=CC=CC=C2N2)=C2C(=O)CC2C(=CC)CN(C)C1C2CO PXFBZOLANLWPMH-UHFFFAOYSA-N 0.000 description 1
- YLZOPXRUQYQQID-UHFFFAOYSA-N 3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]propan-1-one Chemical compound N1N=NC=2CN(CCC=21)CCC(=O)N1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F YLZOPXRUQYQQID-UHFFFAOYSA-N 0.000 description 1
- 241001080024 Telles Species 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 229940082150 encore Drugs 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000009916 joint effect Effects 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000000399 optical microscopy Methods 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 150000004763 sulfides Chemical class 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D7/00—Casting ingots, e.g. from ferrous metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/84—Controlled slow cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the invention relates to the manufacture of cold-rolled and annealed sheets of so-called "dual-phase" steels having a very high strength and a deformability for the manufacture of parts by shaping, in particular in the automotive industry.
- the dual-phase steels whose structure includes martensite, possibly bainite, in a ferritic matrix, have developed a great deal because they combine high resistance with significant possibilities of deformation.
- their yield strength is relatively low compared to their breaking strength, which gives them a very favorable ratio (yield strength / strength) during forming operations.
- Their consolidation capacity is very large, which allows a good distribution of deformations in the case of a collision and obtaining a significantly higher yield strength on the part after forming.
- EP0796928A1 also describes cold-rolled Dual Phase steels with a resistance greater than 550 MPa, composition 0.05-0.3% C, 0.8-3% Mn, 0.4-2.5% Al, 0, 01 to 0.2% Si.
- the ferritic matrix contains martensite, bainite and / or residual austenite.
- the examples presented show that the resistance does not exceed 660 MPa, even for a high carbon content (0.20-0.21%)
- the document JP11350038 describes Dual Phase steels with a strength greater than 980 MPa, composition 0.10-0.15% C, 0.8-1.5% Si, 1.5-2.0% Mn, 0.01-0 , 05% P, less than 0.005% S, 0.01-0.07% Al in solution, less than 0.01% N, additionally containing one or more elements: 0.001-0.02% Nb, 0.001-0 , 02% V, 0.001-0.02% Ti.
- This high strength is, however, obtained at the cost of a significant addition of silicon which certainly allows the formation of martensite, but may nevertheless lead to the formation of surface oxides which deteriorate the coating on quenching.
- the object of the present invention is to provide a method of manufacturing dual-phase steel plates very high strength, cold rolled, bare or coated, not having the disadvantages mentioned above.
- the invention also aims to provide a manufacturing method in which small variations in the parameters do not lead to significant changes in the microstructure or mechanical properties.
- the invention also aims to provide a sheet of steel easily fabricated by cold rolling, that is to say whose hardness after the hot rolling step is limited so that the rolling forces remain moderate during of the cold rolling step.
- the invention also aims to provide an economical manufacturing process by avoiding the addition of expensive alloying elements.
- the subject of the invention is a dual-phase cold-rolled and annealed steel sheet having a strength of between 980 and 1100 MPa, an elongation at break of greater than 9%, the composition of which comprises the contents being expressed in terms of weight: 0.055% ⁇ C ⁇ 0.095%, 2% ⁇ Mn ⁇ 2.6%, 0.005% ⁇ Si ⁇ 0.35%, S ⁇ 0.005%, P ⁇ 0.050%, 0.1 ⁇ Al ⁇ 0.3% , 0,05% ⁇ Mo ⁇ 0,25%, 0,2% ⁇ Cr ⁇ 0,5%, with the proviso that Cr + 2Mo ⁇ 0.6%, Ni ⁇ 0.1%, 0,010 ⁇ Nb ⁇ 0,040%, 0,010 ⁇ Ti ⁇ 0.050%, 0.0005 ⁇ B ⁇ 0.0025%, 0.002% ⁇ N ⁇ 0.007%, the balance of the composition consisting of iron and unavoidable impurities resulting from the preparation.
- the composition of the steel contains, the content being expressed by weight: 0.12% ⁇ Al ⁇ 0.25%.
- the composition of the steel contains, the content being expressed by weight: 0.10% ⁇ Si ⁇ 0.30%.
- the composition of the steel preferably contains: 0.15% ⁇ Si ⁇ 0.28%.
- the composition contains: P ⁇ 0.015%.
- the microstructure of the sheet preferably contains 35 to 50% of martensite in surface proportion.
- the complement of the microstructure consists of 50 to 65% of ferrite in surface proportion.
- the complement of the microstructure consists of 1 to 10% of bainite and 40 to 64% of ferrite in surface proportion.
- the surface fraction of non-recrystallized ferrite relative to the entire ferritic phase is preferably less than or equal to 15%.
- the steel sheet preferably has a ratio between its elastic limit R e and its resistance R m such that: 0.6 RRe / R m ⁇ 0.8.
- the sheet is galvanized continuously.
- the sheet has a galvannealed coating.
- the invention also relates to a manufacturing method according to one of the above characteristics , characterized in that the temperature T M is between 760 and 830 ° C.
- the cooling rate V R is greater than or equal to 15 ° C / s.
- the invention also relates to the use of a steel sheet according to any one of the above characteristics, or manufactured by a process according to any one of the above characteristics, for the manufacture of structures or safety for motor vehicles.
- carbon plays an important role in the formation of the microstructure and in the mechanical properties: below 0.055% by weight, the resistance becomes insufficient. Beyond 0.095%, a lengthening of 9% can no longer be guaranteed. The weldability is also reduced.
- manganese is an element that increases quenchability and reduces carbide precipitation. A minimum content of 2% by weight is necessary to obtain the desired mechanical properties. However, beyond 2.6%, its gammagenic character leads to the formation of a band structure too marked.
- Silicon is a component involved in the deoxidation of liquid steel and hardening in solid solution. This element also plays an important role in the formation of the microstructure by preventing the precipitation of carbides and by promoting the formation of martensite which enters the structure of the Dual Phase steels. It plays an effective role beyond 0.005%.
- an increase in the silicon content degrades the dip coating ability by promoting the formation of adherent oxides on the surface of the products: its content must be limited to 0.35% by weight, and preferably 0.30% to obtain a good coating.
- the silicon decreases the weldability: a content of less than 0.28% makes it possible simultaneously to ensure very good weldability as well as good coating.
- the ductility is reduced due to the excessive presence of sulfides such as MnS which decrease the ability to deform, especially during hole expansion tests.
- Phosphorus is an element that hardens in solid solution but decreases spot weldability and hot ductility, particularly because of its ability to segregate at grain boundaries or co-segregate with manganese. For these reasons, its content must be limited to 0.050%, and preferably to 0.015% in order to obtain a good spot welding ability.
- Aluminum plays an important role in the invention by preventing the precipitation of carbides and promoting the formation of martensitic constituents upon cooling. These effects are obtained when the aluminum content is greater than 0.1%, and preferably when the aluminum content is greater than 0.12%.
- AlN aluminum limits grain growth during annealing after cold rolling.
- This element is also used for the deoxidation of the liquid steel in an amount usually less than about 0.050%. It is usually considered that higher levels increase the erosion of refractories and the risk of plugging the nozzles. In excessive amounts, aluminum reduces hot ductility and increases the risk of defects in continuous casting. It is also sought to limit inclusions of alumina, in particular in the form of clusters, in order to ensure sufficient elongation properties.
- the inventors have demonstrated, in connection with the other elements of the composition, that an amount of aluminum up to 0.3% by weight could be added without adverse effect vis-à-vis other properties required particularly with respect to the deformability, and also provided the desired microstructural and mechanical properties.
- An aluminum content of up to 0.25% by weight makes it possible to ensure the formation of a fine microstructure without large martensitic islands which would play a detrimental role on the ductility.
- the inventors have shown that, surprisingly, it was possible to obtain a high level of resistance, between 980 and 1100 MPa, even in spite of the limitation of additions of aluminum and silicon. This is achieved by the particular combination of the alloying or microalloying elements according to the invention, in particular by virtue of the additions of Mo, Cr, Nb, Ti, B.
- molybdenum plays an effective role on quenchability and delays the enlargement of ferrite and the appearance of bainite.
- a content greater than 0.25% excessively increases the cost of the additions.
- chromium in an amount greater than 0.2%, chromium, by its role on quenchability, also contributes to delay the formation of proeutectoid ferrite. Beyond 0.5%, the cost of the addition is too excessive.
- chromium and molybdenum contents are such that: Cr + (2 ⁇ Mo) ⁇ 0.6%.
- the coefficients in this relation reflect the respective influence of these two elements on the quenchability in order to favor the obtaining of a fine ferritic structure.
- the titanium and niobium contents above make it possible to ensure that the nitrogen is completely trapped in the form of nitrides or carbonitrides, so that the boron is in free form and can play an effective role on the quenchability.
- the minimum boron content to ensure effective quenchability is 0.0005%. Above 0.0025%, the effect on the quenchability is saturated and there is a detrimental effect on the coating and hot ductility.
- nitrides and carbonitrides In order to form a sufficient amount of nitrides and carbonitrides, a minimum content of 0.002% nitrogen is required. The nitrogen content is limited to 0.007% to avoid the formation of BN which would decrease the amount of free boron required for the hardening of the ferrite.
- Ni may be performed to provide additional hardening of the ferrite. This addition is, however, limited to 0.1% for cost reasons.
- the cast semi-finished products are first brought to a temperature T R greater than 1150 ° C. in order to reach at all points a temperature favorable to the high deformations which the steel will undergo during rolling.
- T R a temperature favorable to the high deformations which the steel will undergo during rolling.
- the temperature T R is too high, the austenitic grains increase undesirably.
- the only precipitates that can effectively control the size of the austenitic grain are titanium nitrides, and the reheat temperature should be limited to 1250 ° C to maintain a fine austenitic grain at this stage.
- the hot rolling step of these semi-finished products starting at more than 1150 ° C. can be done directly after casting so well. that an intermediate heating step is not necessary in this case.
- the semi-finished product is hot-rolled in a temperature range where the structure of the steel is totally austenitic: if T FL is lower than the start-of-transformation temperature of the austenite at cooling A r3 , the ferrite grains are hardened by rolling and ductility is reduced.
- a rolling end temperature of greater than 850 ° C. will be chosen.
- the hot-rolled product is then rolled at a temperature T bob of between 500 and 570 ° C.
- T bob of between 500 and 570 ° C. This temperature range makes it possible to obtain a complete bainitic transformation during the quasi-isothermal maintenance associated with the winding.
- the winding temperature is too low, the hardness of the product is increased, which increases the efforts required during the subsequent cold rolling.
- the hot-rolled product is pickled according to a method known per se, then cold rolling is carried out with a reduction ratio preferably comprised between 30 and 80%.
- the cold-rolled product is then heated, preferably in a continuous annealing installation, with an average heating rate Vc of between 1 and 5 ° C./s.
- Vc average heating rate
- T M annealing temperature
- the heating is carried out up to an annealing temperature T M between the temperature A c1 (allotropic transformation start temperature at heating) + 40 ° C, and A c3 (end of allotropic transformation temperature at heating) - 30 ° C, that is to say in a particular temperature range of the intercritical domain: when T M is less than (A c1 + 40 ° C), the structure may further comprise non-recrystallized ferrite zones, the surface fraction of which may reach 15%. This proportion of non-recrystallized ferrite is evaluated as follows: after having identified the ferritic phase within the microstructure, the surface percentage of non-recrystallized ferrite relative to the entire ferritic phase is quantified.
- An annealing temperature T M makes it possible to obtain an amount of austenite sufficient to subsequently form the cooling of the martensite in an amount such that the desired characteristics are attained.
- a temperature T M lower than (A c3 - 30 ° C) also makes it possible to ensure that the carbon content of the austenite islands formed at the temperature T M indeed leads to a subsequent martensitic transformation: when the annealing temperature is too high The carbon content of the austenite islands becomes too low, leading to subsequent transformation into bainite or unfavorable pearlite.
- too high a temperature leads to an increase in the size of niobium precipitates which lose some of their curing ability. The final mechanical strength is then reduced.
- a temperature T M of between 760 ° C. and 830 ° C. is preferably chosen for this purpose.
- a minimum holding time t M of 30s at the temperature T M allows the dissolution of the carbides, a partial transformation into austenite is carried out. The effect is saturated beyond a duration of 300 s.
- a holding time greater than 300s is also difficult to comply with the productivity requirements of continuous annealing equipment, in particular the speed of scrolling.
- the holding time t M is between 30 and 300s.
- This cooling can be carried out from the temperature T M in one or several steps and may involve in the latter case different cooling modes such as cold or boiling water baths, jets of water or gas . These possible accelerated cooling modes can be combined to obtain a complete martensitic transformation of the austenite. After this martensitic transformation, the sheet is cooled to room temperature.
- the microstructure of steels whose matrix is ferritic, has also been determined.
- the surface fractions of bainite and martensite have been quantified after Picral and LePera reagent attack respectively, followed by image analysis using Aphelion TM software.
- the non-recrystallized ferrite surface fraction was also determined by optical and scanning electron microscopy observations in which the ferritic phase was identified and the recrystallized fraction within this ferritic phase quantified.
- Non-recrystallized ferrite is generally in the form of elongated islands by rolling.
- the folding ability was quantified as follows: sheets were folded in a block on themselves in several turns. In this way, the bending radius decreases each turn. The foldability is then evaluated by noting the presence of cracks on the surface of the folded block, the rating being expressed from 1 (low foldability) to 5 (very good ability). satisfactory.
- the sheets according to the invention have good weldability, in particular resistance, the equivalent carbon being less than 0.25.
- the steel plates IX3 (galvanized) and IX6 (galvannealed) were annealed at a temperature T M too low: consequently, the fraction of non-recrystallized ferrite is excessive as well as the martensite fraction.
- T M temperature
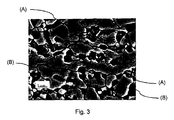
- the figure 2 illustrates the microstructure of the steel sheet IX3: note the presence of non-recrystallized ferrite in the form of elongate islands (marked (A)) coexisting with recrystallized ferrite and martensite, the latter constituting appearing darker on the micrograph.
- a Micrograph in Scanning Electron Microscopy ( figure 3 ) makes it possible to finely distinguish the zones of non recrystallized ferrite (A) from those recrystallized (B).
- Sheet IX5 is a galvannealed sheet annealed at a temperature T M too high: the carbon content of austenite at high temperature then becomes too low and the appearance of bainite is favored at the expense of the formation of martensite. Coalescence of niobium precipitates is also observed, which causes a loss of hardening. The resistance is then insufficient, the ratio Re / R m being too high.
- IX7 galvannealed sheet was cooled at a speed V R too slow after the annealing step: the transformation of the austenite formed into ferrite then occurs in this cooling step excessively, the steel sheet containing at the stage final a proportion of bainite too important and a proportion of martensite too low, which leads to insufficient resistance.
- the composition of the steel sheet R does not correspond to the invention, its carbon content being too high, and its content of manganese, aluminum, niobium, titanium, boron being too low. As a result, the martensite fraction is too weak so that the mechanical strength is insufficient.
- the steel sheets according to the invention will be used profitably for the manufacture of structural parts or safety in the automotive industry.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Coating With Molten Metal (AREA)
Abstract
Description
L'invention concerne la fabrication de tôles laminées à froid et recuites d'aciers dits « dual-phase » présentant une très haute résistance et une aptitude à la déformation pour la fabrication de pièces par mise en forme, en particulier dans l'industrie automobile.
Les aciers dual-phase, dont la structure comprend de la martensite, éventuellement de la bainite, au sein d'une matrice ferritique, ont connu un grand développement car ils allient une résistance élevée à des possibilités importantes de déformation. A l'état de livraison, leur limite d'élasticité est relativement basse comparée à leur résistance à la rupture, ce qui leur confère un rapport (limite d'élasticité/résistance) très favorable lors des opérations de formage. Leur capacité de consolidation est très grande, ce qui permet une bonne répartition des déformations dans le cas d'une collision et l'obtention d'une limite d'élasticité nettement plus importante sur pièce après formage. On peut réaliser ainsi des pièces aussi complexes qu'avec des aciers conventionnels, mais avec des propriétés mécaniques plus élevées, ce qui autorise une diminution d'épaisseur pour tenir un cahier des charges fonctionnel identique. De la sorte, ces aciers sont une réponse efficace aux exigences d'allègement et de sécurité des véhicules. Dans le domaine des tôles laminées à chaud (d'épaisseur allant par exemple de 1 à 10mm) ou laminées à froid (épaisseur allant par exemple de 0,5 à 3 mm), ce type d'aciers trouve notamment des applications pour des pièces de structures et de sécurité pour les véhicules automobile, telles que les traverses, longerons, pièces de renfort, ou encore les voiles de roues.The invention relates to the manufacture of cold-rolled and annealed sheets of so-called "dual-phase" steels having a very high strength and a deformability for the manufacture of parts by shaping, in particular in the automotive industry. .
The dual-phase steels, whose structure includes martensite, possibly bainite, in a ferritic matrix, have developed a great deal because they combine high resistance with significant possibilities of deformation. In the delivery state, their yield strength is relatively low compared to their breaking strength, which gives them a very favorable ratio (yield strength / strength) during forming operations. Their consolidation capacity is very large, which allows a good distribution of deformations in the case of a collision and obtaining a significantly higher yield strength on the part after forming. It is thus possible to produce parts as complex as with conventional steels, but with higher mechanical properties, which allows a reduction in thickness to maintain identical functional specifications. In this way, these steels are an effective response to the requirements of lightening and safety of vehicles. In the field of hot-rolled sheets (of thickness ranging for example from 1 to 10 mm) or cold-rolled (thickness ranging for example from 0.5 to 3 mm), this type of steel finds particular applications for parts. structures and safety for motor vehicles, such as sleepers, longitudinal members, reinforcement pieces, or wheel sails.
Les exigences récentes d'allègement et de réduction de la consommation d'énergie ont conduit à une demande accrue d'aciers dual-phase à très haute résistance, c'est à dire dont la résistance mécanique Rm est comprise entre 980 et 1100MPa. Outre ce niveau de résistance, ces aciers doivent présenter une bonne soudabilité et une bonne aptitude à la galvanisation en continu au trempé. Ces aciers doivent également présenter une bonne aptitude au pliage.Recent requirements for lightening and reducing energy consumption have led to an increased demand for very high strength dual-phase steels, that is to say the mechanical resistance R m of which is between 980 and 1100 MPa. In addition to this level of resistance, these steels must have good weldability and good continuous galvanizing ability at the same time. tempered. These steels must also have good folding ability.
La fabrication d'aciers Dual Phase à haute résistance est par exemple décrite dans le document
Le document
Le document
Le but de la présente invention est de proposer un procédé de fabrication de tôles d'aciers dual-phase à très haute résistance, laminées à froid, nues ou revêtues, ne présentant pas les inconvénients mentionnés précédemment.The object of the present invention is to provide a method of manufacturing dual-phase steel plates very high strength, cold rolled, bare or coated, not having the disadvantages mentioned above.
Elle vise à mettre à disposition des tôles d'acier Dual Phase présentant une résistance mécanique comprise entre 980 et 1100 MPa conjointement avec un allongement à rupture supérieur à 9% et une bonne aptitude au formage, notamment au pliageIt aims to provide Dual Phase steel sheets with a mechanical strength of between 980 and 1100 MPa together with an elongation greater than 9% rupture and good formability, including folding
L'invention vise également à mettre à disposition un procédé de fabrication dont de faibles variations des paramètres n'entraînent pas de modifications importantes de la microstructure ou des propriétés mécaniques.The invention also aims to provide a manufacturing method in which small variations in the parameters do not lead to significant changes in the microstructure or mechanical properties.
L'invention vise également à mettre à disposition une tôle d'acier aisément fabricable par laminage à froid, c'est à dire dont la dureté après l'étape de laminage à chaud est limitée de telle sorte que les efforts de laminage restent modérés lors de l'étape de laminage à froid.The invention also aims to provide a sheet of steel easily fabricated by cold rolling, that is to say whose hardness after the hot rolling step is limited so that the rolling forces remain moderate during of the cold rolling step.
Elle vise également à disposer d'une tôle d'acier apte au dépôt d'un revêtement métallique, en particulier par galvanisation au trempé selon les procédés usuels.It also aims to have a steel sheet capable of depositing a metal coating, in particular by dip galvanizing according to the usual methods.
Elle vise encore à disposer d'un acier présentant une bonne aptitude au soudage au moyen des procédés d'assemblage usuels tels que le soudage par résistance par points.It also aims to have a steel having good weldability by means of conventional assembly methods such as spot resistance welding.
L'invention vise également à mettre à disposition un procédé de fabrication économique en évitant l'addition d'éléments d'alliage coûteux.The invention also aims to provide an economical manufacturing process by avoiding the addition of expensive alloying elements.
A cet effet, l'invention a pour objet une tôle d'acier Dual Phase laminée à froid et recuite de résistance comprise entre 980 et 1100MPa, d'allongement à rupture supérieur à 9 %, dont la composition comprend, les teneurs étant exprimées en poids : 0,055% ≤C ≤ 0,095%, 2% ≤Mn ≤2,6%, 0,005% ≤ Si≤ 0,35%, S≤0,005%, P ≤0,050%, 0,1 ≤Al ≤ 0,3%, 0,05% ≤Mo ≤0,25%, 0,2%≤Cr≤0,5%, étant entendu que Cr+2Mo≤0.6%, Ni≤ 0,1%, 0,010≤Nb ≤0,040%, 0,010≤Ti ≤0,050%, 0,0005 ≤B ≤0,0025%, 0,002%≤N≤0,007%, le reste de la composition étant constitué de fer et d'impuretés inévitables résultant de l'élaboration.For this purpose, the subject of the invention is a dual-phase cold-rolled and annealed steel sheet having a strength of between 980 and 1100 MPa, an elongation at break of greater than 9%, the composition of which comprises the contents being expressed in terms of weight: 0.055% ≤C ≤ 0.095%, 2% ≤Mn ≤2.6%, 0.005% ≤ Si≤ 0.35%, S≤0.005%, P ≤0.050%, 0.1 ≤Al ≤ 0.3% , 0,05% ≤Mo ≤0,25%, 0,2% ≤Cr≤0,5%, with the proviso that Cr + 2Mo≤0.6%, Ni≤0.1%, 0,010≤Nb≤0,040%, 0,010 ≤Ti ≤0.050%, 0.0005 ≤B ≤0.0025%, 0.002% ≤N≤0.007%, the balance of the composition consisting of iron and unavoidable impurities resulting from the preparation.
Préférentiellement, la composition de l'acier contient, la teneur étant exprimée en poids : 0,12% ≤Al≤0.25%.Preferably, the composition of the steel contains, the content being expressed by weight: 0.12% ≤Al≤0.25%.
Selon un mode préféré, la composition de l'acier contient, la teneur étant exprimée en poids : 0,10% ≤ Si ≤ 0,30%.According to a preferred embodiment, the composition of the steel contains, the content being expressed by weight: 0.10% ≤ Si ≤ 0.30%.
La composition de l'acier contient à titre préférentiel :0.15% ≤ Si ≤ 0,28%.The composition of the steel preferably contains: 0.15% ≤ Si ≤ 0.28%.
Selon un mode préféré, la composition contient : P ≤0,015%.According to a preferred embodiment, the composition contains: P ≤ 0.015%.
La microstructure de la tôle contient préférentiellement 35 à 50% de martensite en proportion surfacique.The microstructure of the sheet preferably contains 35 to 50% of martensite in surface proportion.
Selon un mode particulier, le complément de la microstructure est constitué de 50 à 65% de ferrite en proportion surfacique.According to one particular embodiment, the complement of the microstructure consists of 50 to 65% of ferrite in surface proportion.
Selon un autre mode particulier, le complément de la microstructure est constitué de 1 à 10% de bainite et de 40 à 64% de ferrite en proportion surfacique.According to another particular mode, the complement of the microstructure consists of 1 to 10% of bainite and 40 to 64% of ferrite in surface proportion.
La fraction surfacique de ferrite non recristallisée rapportée à la totalité de la phase ferritique est préférentiellement inférieure ou égale à 15%.The surface fraction of non-recrystallized ferrite relative to the entire ferritic phase is preferably less than or equal to 15%.
La tôle d'acier possède préférentiellement un rapport entre sa limite d'élasticité Re et sa résistance Rm tel que : 0,6≤Re/Rm ≤0,8.The steel sheet preferably has a ratio between its elastic limit R e and its resistance R m such that: 0.6 RRe / R m ≤ 0.8.
Selon un mode particulier, la tôle est galvanisée en continu.In a particular embodiment, the sheet is galvanized continuously.
Selon un autre mode particulier, la tôle comporte un revêtement galvannealed.In another particular embodiment, the sheet has a galvannealed coating.
L'invention a également pour objet un procédé de fabrication d'une tôle d'acier Dual Phase laminée à froid et recuite caractérisé en ce qu'on approvisionne un acier de composition selon l'une quelconque des caractéristiques ci-dessus, puis
- on coule l'acier sous forme de demi-produit, puis
- on porte le demi-produit à une température 1150°C≤TR≤1250°C, puis
- on lamine à chaud le demi-produit avec une température de fin de laminage TFL ≥Ar3 pour obtenir un produit laminé à chaud, puis
- on bobine le produit laminé à chaud à une température 500°C ≤Tbob≤ 570°C, puis on décape le produit laminé à chaud, puis on effectue un laminage à froid avec un taux de réduction compris entre 30 et 80% pour obtenir un produit laminé à froid, puis
- on chauffe le produit laminé à froid à une vitesse 1°C/s≤VC≤5°C/s jusqu'à une température de recuit TM telle que: Ac1+40°C≤TM≤Ac3-30°C où l'on effectue un maintien pendant une durée : 30s≤tM≤300s de façon à obtenir un produit chauffé et recuit avec une structure comprenant de l'austénite, puis
- on refroidit le produit jusqu'à une température inférieure à la température Ms avec une vitesse V suffisante pour que l'austénite se transforme totalement en martensite.
- the steel is cast as a semi-finished product, then
- the semi-finished product is heated to a temperature of 1150 ° C≤T R ≤1250 ° C, then
- the semi-finished product is hot-rolled with an end-of-rolling temperature T FL ≥Ar3 to obtain a hot-rolled product, then
- the hot-rolled product is reeled at a temperature of 500 ° C. ≤T bob ≤ 570 ° C., then the hot-rolled product is stripped, then a cold rolling is carried out with a reduction ratio of between 30 and 80% in order to obtain a cold rolled product and then
- heating the cold rolled product at a rate 1 ° C / s≤V C ≤5 ° C / s up to an annealing temperature T M such that: Ac1 + 40 ° C≤T M ≤Ac3-30 ° C where a maintenance is carried out for a period: 30s≤t M ≤300s so as to obtain a heated and annealed product with a structure comprising austenite, then
- the product is cooled to a temperature below the temperature M s with a speed V sufficient for the austenite to become totally martensite.
L'invention a également pour objet un procédé de fabrication d'une tôle d'acier Dual Phase laminée à froid, recuite et galvanisée caractérisé en ce qu'on approvisionne le produit chauffé et recuit avec une structure comprenant de l'austénite selon la caractéristique ci-dessus puis,
- on refroidit le produit chauffé et recuit avec une vitesse VR suffisante pour éviter la transformation de l'austénite en ferrite, jusqu'à atteindre une température proche de la température TZn de galvanisation au trempé, puis
- on galvanise en continu le produit par immersion dans un bain de zinc ou d'alliage de Zn à une température 450°C≤TZn≤480°C pour obtenir un produit galvanisé, puis
- on refroidit le produit galvanisé jusqu'à la température ambiante avec une vitesse V'R supérieure à 4°C/s pour obtenir une tôle d'acier laminée à froid, recuite et galvanisée.
- the heated and annealed product is cooled with a sufficient speed V R in order to avoid the transformation of the austenite into ferrite, until a temperature close to the dip galvanizing temperature T Zn is reached, then
- the product is continuously galvanized by immersion in a bath of zinc or Zn alloy at a temperature of 450 ° C. Zn ≤480 ° C. to obtain a galvanized product, and then
- the galvanized product is cooled to ambient temperature with a speed V ' R greater than 4 ° C./s to obtain a cold-rolled, annealed and galvanized steel sheet.
L'invention a également pour objet un procédé de fabrication d'une tôle d'acier Dual Phase laminée à froid et galvannealed, caractérisé en ce qu'on approvisionne le produit chauffé et recuit avec une structure comprenant de l'austénite selon la caractéristique ci-dessus, puis,
- on refroidit le produit chauffé et recuit avec une vitesse VR suffisante pour éviter la transformation de ladite austénite en ferrite, jusqu'à atteindre une température proche de la température TZn de galvanisation au trempé, puis
- on galvanise en continu le produit par immersion dans un bain de zinc ou d'alliage de Zn à une température 450°C≤TZn≤480°C pour obtenir un produit galvanisé, puis
- on chauffe le produit galvanisé à une température TG comprise entre 490 et 550°C pendant une durée tG comprise entre 10 et 40 s pour obtenir un produit galvannealed, puis
- on refroidit le produit galvannealed jusqu'à la température ambiante à une vitesse V"R supérieure à 4°C/s, pour obtenir une tôle d'acier laminée à froid et galvannealed.
- the heated and annealed product is cooled with a speed V R sufficient to prevent the transformation of said austenite into ferrite, until a temperature close to the dip galvanizing temperature T Zn is reached, then
- the product is continuously galvanized by immersion in a bath of zinc or Zn alloy at a temperature of 450 ° C. Zn ≤480 ° C. to obtain a galvanized product, and then
- the galvanized product is heated at a temperature T G of between 490 and 550 ° C for a period t G of between 10 and 40 s to obtain a galvannealed product, then
- the galvannealed product is cooled to room temperature at a speed V " R greater than 4 ° C / sec, to obtain a cold-rolled and galvannealed steel sheet.
L'invention a également pour objet un procédé de fabrication selon l'une des caractéristiques ci-dessus, caractérisé en ce que la température TM est comprise entre 760 et 830°C.The invention also relates to a manufacturing method according to one of the above characteristics , characterized in that the temperature T M is between 760 and 830 ° C.
Selon un mode particulier, la vitesse de refroidissement VR est supérieure ou égale à 15°C/s.According to a particular mode, the cooling rate V R is greater than or equal to 15 ° C / s.
L'invention a également pour objet l'utilisation d'une tôle d'acier selon l'une quelconque des caractéristiques ci-dessus, ou fabriquée par un procédé selon l'une quelconque des caractéristiques ci-dessus, pour la fabrication de pièces de structures ou de sécurité pour véhicules automobiles.The invention also relates to the use of a steel sheet according to any one of the above characteristics, or manufactured by a process according to any one of the above characteristics, for the manufacture of structures or safety for motor vehicles.
D'autres caractéristiques et avantages de l'invention apparaîtront au cours de la description ci-dessous, donnée à titre d'exemple et faite en référence aux figures annexées ci-jointes selon lesquelles :
- La
figure 1 présente un exemple de microstructure d'une tôle d'acier selon l'invention - Les
figures 2 et3 présentent des exemples de microstructure de tôles d'acier non conforme à l'invention.
- The
figure 1 shows an example of microstructure of a steel sheet according to the invention - The
figures 2 and3 show examples of microstructure of steel sheets not in accordance with the invention.
L'invention va maintenant être décrite de façon plus précise, mais non limitative, en considérant ses différents éléments caractéristiques :The invention will now be described more precisely, but not limitatively, by considering its various characteristic elements:
En ce qui concerne la composition chimique de l'acier, le carbone joue un rôle important sur la formation de la microstructure et sur les propriétés mécaniques : au-dessous de 0,055% en poids, la résistance devient insuffisante. Au-delà de 0,095%, un allongement de 9% ne peut plus être garanti. La soudabilité est également réduite.With regard to the chemical composition of steel, carbon plays an important role in the formation of the microstructure and in the mechanical properties: below 0.055% by weight, the resistance becomes insufficient. Beyond 0.095%, a lengthening of 9% can no longer be guaranteed. The weldability is also reduced.
Outre un effet durcissant par solution solide, le manganèse est un élément qui augmente la trempabilité et réduit la précipitation de carbures. Une teneur minimale de 2% en poids est nécessaire pour obtenir les propriétés mécaniques désirées. Cependant, au-delà de 2,6%, son caractère gammagène conduit à la formation d'une structure en bandes trop marquée.In addition to a solid solution hardening effect, manganese is an element that increases quenchability and reduces carbide precipitation. A minimum content of 2% by weight is necessary to obtain the desired mechanical properties. However, beyond 2.6%, its gammagenic character leads to the formation of a band structure too marked.
Le silicium est un élément participant à la désoxydation de l'acier liquide et au durcissement en solution solide. Cet élément joue en outre un rôle important dans la formation de la microstructure en empêchant la précipitation des carbures et en favorisant la formation de martensite qui entre dans la structure des aciers Dual Phase. Il joue un rôle effectif au-delà de 0,005%. Une addition de silicium en quantité supérieure à 0,10%, préférentiellement supérieure à 0,15%, permet d'atteindre les plus hauts niveaux de résistance visés par l'invention. Cependant, une augmentation de la teneur en silicium dégrade l'aptitude au revêtement au trempé en favorisant la formation d'oxydes adhérents à la surface des produits : sa teneur doit être limitée à 0,35% en poids, et préférentiellement à 0,30% pour obtenir une bonne revêtabilité. En outre, le silicium diminue la soudabilité : une teneur inférieure à 0,28% permet d'assurer simultanément une très bonne aptitude au soudage ainsi qu'une bonne revêtabilité.Silicon is a component involved in the deoxidation of liquid steel and hardening in solid solution. This element also plays an important role in the formation of the microstructure by preventing the precipitation of carbides and by promoting the formation of martensite which enters the structure of the Dual Phase steels. It plays an effective role beyond 0.005%. An addition of silicon in an amount greater than 0.10%, preferably greater than 0.15%, makes it possible to achieve the highest levels of resistance to which the invention relates. However, an increase in the silicon content degrades the dip coating ability by promoting the formation of adherent oxides on the surface of the products: its content must be limited to 0.35% by weight, and preferably 0.30% to obtain a good coating. In addition, the silicon decreases the weldability: a content of less than 0.28% makes it possible simultaneously to ensure very good weldability as well as good coating.
Au-delà d'une teneur en soufre de 0,005%, la ductilité est réduite en raison de la présence excessive de sulfures tels que MnS qui diminuent l'aptitude à la déformation, en particulier lors d'essais d'expansion de trou.Beyond a sulfur content of 0.005%, the ductility is reduced due to the excessive presence of sulfides such as MnS which decrease the ability to deform, especially during hole expansion tests.
Le phosphore est un élément qui durcit en solution solide mais qui diminue la soudabilité par points et la ductilité à chaud, particulièrement en raison de son aptitude à la ségrégation aux joints de grains ou à la co-ségrégation avec le manganèse. Pour ces raisons, sa teneur doit être limitée à 0,050%, et préférentiellement à 0,015% afin d'obtenir une bonne aptitude au soudage par points.Phosphorus is an element that hardens in solid solution but decreases spot weldability and hot ductility, particularly because of its ability to segregate at grain boundaries or co-segregate with manganese. For these reasons, its content must be limited to 0.050%, and preferably to 0.015% in order to obtain a good spot welding ability.
L'aluminium joue un rôle important dans l'invention en empêchant la précipitation des carbures et en favorisant la formation des constituants martensitiques au refroidissement. Ces effet sont obtenus lorsque la teneur en aluminium est supérieure à 0,1%, et préférentiellement lorsque la teneur en aluminium est supérieure à 0,12%.Aluminum plays an important role in the invention by preventing the precipitation of carbides and promoting the formation of martensitic constituents upon cooling. These effects are obtained when the aluminum content is greater than 0.1%, and preferably when the aluminum content is greater than 0.12%.
Sous forme d'AlN, l'aluminium limite la croissance du grain lors du recuit après laminage à froid. Cet élément est aussi utilisé pour la désoxydation de l'acier liquide en quantité usuellement inférieure à environ 0,050%. On considère en effet habituellement que des teneurs plus importantes accroissent l'érosion des réfractaires et le risque de bouchage des busettes. En quantité excessive, l'aluminium diminue la ductilité à chaud et augmente le risque d'apparition de défauts en coulée continue. On cherche également à limiter les inclusions d'alumine, en particulier sous forme d'amas, dans le but de garantir des propriétés d'allongement suffisantes. Or les inventeurs ont mis en évidence, en liaison avec les autres éléments de la composition, qu'une quantité d'aluminium allant jusqu'à 0,3% en poids pouvait être ajoutée sans effet néfaste vis-à-vis des autres propriétés requises, en particulier vis-à-vis de l'aptitude à la déformation, et permettait également d'obtenir les propriétés microstructurales et mécaniques visées. Au delà de 0,3%, il existe un risque d'interaction entre le métal liquide et le laitier lors de la coulée continue, qui conduit à l'apparition éventuelle de défauts. Une teneur en aluminium allant jusqu'à 0,25% en poids permet d'assurer la formation d'une microstructure fine sans îlots martensitiques de grande taille qui joueraient un rôle néfaste sur la ductilité.In the form of AlN, aluminum limits grain growth during annealing after cold rolling. This element is also used for the deoxidation of the liquid steel in an amount usually less than about 0.050%. It is usually considered that higher levels increase the erosion of refractories and the risk of plugging the nozzles. In excessive amounts, aluminum reduces hot ductility and increases the risk of defects in continuous casting. It is also sought to limit inclusions of alumina, in particular in the form of clusters, in order to ensure sufficient elongation properties. However, the inventors have demonstrated, in connection with the other elements of the composition, that an amount of aluminum up to 0.3% by weight could be added without adverse effect vis-à-vis other properties required particularly with respect to the deformability, and also provided the desired microstructural and mechanical properties. Beyond 0.3%, there is a risk of interaction between the liquid metal and the slag during casting continuous, which leads to the possible appearance of defects. An aluminum content of up to 0.25% by weight makes it possible to ensure the formation of a fine microstructure without large martensitic islands which would play a detrimental role on the ductility.
Les inventeurs ont montré que, d'une manière surprenante, il était possible d'obtenir un niveau de résistance élevé, compris entre 980 et 1100MPa, même en dépit de la limitation des additions d'aluminium et de silicium. Ceci est obtenu par la combinaison particulière des éléments d'alliage ou de microalliage selon l'invention en particulier grâce aux additions de Mo, Cr, Nb,Ti, B.The inventors have shown that, surprisingly, it was possible to obtain a high level of resistance, between 980 and 1100 MPa, even in spite of the limitation of additions of aluminum and silicon. This is achieved by the particular combination of the alloying or microalloying elements according to the invention, in particular by virtue of the additions of Mo, Cr, Nb, Ti, B.
En quantité supérieure à 0,05% en poids, le molybdène joue un rôle efficace sur la trempabilité et retarde le grossissement de la ferrite et l'apparition de la bainite. Cependant, une teneur supérieure à 0,25% accroît excessivement le coût des additions.In an amount greater than 0.05% by weight, molybdenum plays an effective role on quenchability and delays the enlargement of ferrite and the appearance of bainite. However, a content greater than 0.25% excessively increases the cost of the additions.
En quantité supérieure à 0,2%, le chrome, par son rôle sur la trempabilité, contribue également à retarder la formation de ferrite proeutectoïde. Au delà de 0,5%, le coût de l'addition est là aussi excessif.In an amount greater than 0.2%, chromium, by its role on quenchability, also contributes to delay the formation of proeutectoid ferrite. Beyond 0.5%, the cost of the addition is too excessive.
Les effets conjoints du chrome et du molybdène sur la trempabilité sont pris en compte dans l'invention selon leurs caractéristiques propres ; selon l'invention, les teneurs en chrome et en molybdène sont telles que : Cr+(2 x Mo) ≤0,6%. Les coefficients dans cette relation traduisent l'influence respective de ces deux éléments sur la trempabilité en vue de favoriser l'obtention d'une structure ferritique fine.The joint effects of chromium and molybdenum on quenchability are taken into account in the invention according to their specific characteristics; according to the invention, the chromium and molybdenum contents are such that: Cr + (2 × Mo) ≤ 0.6%. The coefficients in this relation reflect the respective influence of these two elements on the quenchability in order to favor the obtaining of a fine ferritic structure.
Le titane et le niobium sont des éléments de microalliage utilisés conjointement selon l'invention :
- En quantité comprise entre 0,010 et 0,050%, le titane se combine essentiellement à l'azote et au carbone pour précipiter sous forme de nitrures et/ou de carbonitrures. Ces précipités sont stables lors d'un réchauffage des brames à 1150-1250°C avant le laminage à chaud, ce qui permet de contrôler la taille du grain austénitique. Au delà d'une teneur en titane de 0,050%, il existe un risque de former des nitrures de titane grossiers précipités dès l'état liquide, qui tendent à réduire la ductilité.
- En quantité supérieure à 0,010%, le niobium est très efficace pour former de fins précipités de Nb(CN) dans l'austénite ou dans la ferrite lors du laminage à chaud, ou encore lors du recuit dans une gamme de température voisine de l'intervalle de transformation intercritique. Il retarde la recristallisation lors du laminage à chaud et lors du recuit et affine la microstructure. Cependant, une quantité excessive en niobium diminuant la soudabilité, il convient de limiter celle-ci à 0,040%.
- In amounts of 0.010 to 0.050%, titanium combines essentially with nitrogen and carbon to precipitate as nitrides and / or carbonitrides. These precipitates are stable during reheating of the slabs at 1150-1250 ° C before hot rolling, which makes it possible to control the size of the austenitic grain. Beyond a 0.050% titanium content, there is a risk of forming coarse titanium nitrides precipitated in the liquid state, which tend to reduce ductility.
- In an amount greater than 0.010%, niobium is very effective in forming Fine precipitates of Nb (CN) in the austenite or ferrite during hot rolling, or during annealing in a temperature range close to the intercritical transformation interval. It retards recrystallization during hot rolling and annealing and refines the microstructure. However, an excessive amount of niobium decreasing weldability should be limited to 0.040%.
Les teneurs en titane et en niobium ci-dessus permettent de faire en sorte que l'azote soit entièrement piégé sous forme de nitrures ou de carbonitrures, si bien que le bore se trouve sous forme libre et peut jouer un rôle efficace sur la trempabilité.The titanium and niobium contents above make it possible to ensure that the nitrogen is completely trapped in the form of nitrides or carbonitrides, so that the boron is in free form and can play an effective role on the quenchability.
La teneur minimale en bore pour assurer une trempabilité efficace est de 0,0005%. Au delà de 0,0025%, l'effet sur la trempabilité est saturé et on constate un effet néfaste sur la revètabilité et sur la ductilité à chaud.The minimum boron content to ensure effective quenchability is 0.0005%. Above 0.0025%, the effect on the quenchability is saturated and there is a detrimental effect on the coating and hot ductility.
Afin de former une quantité suffisante de nitrures et de carbonitrures, une teneur minimale de 0,002% en azote est requise. La teneur en azote est limitée à 0,007% pour éviter la formation de BN qui diminuerait la quantité de bore libre nécessaire au durcissement de la ferrite.In order to form a sufficient amount of nitrides and carbonitrides, a minimum content of 0.002% nitrogen is required. The nitrogen content is limited to 0.007% to avoid the formation of BN which would decrease the amount of free boron required for the hardening of the ferrite.
Une addition optionnelle de nickel peut être réalisée de façon à obtenir un durcissement supplémentaire de la ferrite. Cette addition est cependant limitée à 0,1 % pour des raisons de coût.Optional addition of nickel may be performed to provide additional hardening of the ferrite. This addition is, however, limited to 0.1% for cost reasons.
La mise en oeuvre du procédé de fabrication d'une tôle laminée selon l'invention est la suivante :
- On approvisionne un acier de composition selon l'invention
- On procède à la coulée d'un demi-produit à partir de cet acier. Cette coulée peut être réalisée en lingots ou en continu sous forme de brames d'épaisseur de l'ordre de 200mm. On peut également effectuer la coulée sous forme de brames minces de quelques dizaines de millimètres d'épaisseur ou de bandes minces entre cylindres d'acier contra-rotatifs.
- A composition steel is supplied according to the invention
- A semi-finished product is cast from this steel. This casting can be carried out in ingots or continuously in the form of slabs of the order of 200mm thickness. It is also possible to perform the casting in the form of slabs of a few tens of millimeters thick or thin strips between contra-rotating steel rolls.
Les demi-produits coulés sont tout d'abord portés à une température TR supérieure à 1150 °C pour atteindre en tout point une température favorable aux déformations élevées que va subir l'acier lors du laminage. Cependant, si la température TR est trop importante, les grains austénitiques croissent de façon indésirable. Dans ce domaine de température, les seuls précipités susceptibles de contrôler efficacement la taille du grain austénitique sont les nitrures de titane, et il convient de limiter la température de réchauffage à 1250°C afin de maintenir un grain austénitique fin à ce stade.The cast semi-finished products are first brought to a temperature T R greater than 1150 ° C. in order to reach at all points a temperature favorable to the high deformations which the steel will undergo during rolling. However, if the temperature T R is too high, the austenitic grains increase undesirably. In this temperature range, the only precipitates that can effectively control the size of the austenitic grain are titanium nitrides, and the reheat temperature should be limited to 1250 ° C to maintain a fine austenitic grain at this stage.
Naturellement, dans le cas d'une coulée directe de brames minces ou de bandes minces entre cylindres contra-rotatifs, l'étape de laminage à chaud de ces demi-produits débutant à plus de 1150°C peut se faire directement après coulée si bien qu'une étape de réchauffage intermédiaire n'est pas nécessaire dans ce cas.Naturally, in the case of a direct casting of thin slabs or thin strips between contra-rotating rolls, the hot rolling step of these semi-finished products starting at more than 1150 ° C. can be done directly after casting so well. that an intermediate heating step is not necessary in this case.
On lamine à chaud le demi-produit dans un domaine de température où la structure de l'acier est totalement austénitique : si TFL est inférieure à la température de début de transformation de l'austénite au refroidissement Ar3, les grains de ferrite sont écrouis par le laminage et la ductilité est réduite. Préférentiellement, on choisira une température de fin de laminage supérieure à 850°C.The semi-finished product is hot-rolled in a temperature range where the structure of the steel is totally austenitic: if T FL is lower than the start-of-transformation temperature of the austenite at cooling A r3 , the ferrite grains are hardened by rolling and ductility is reduced. Preferably, a rolling end temperature of greater than 850 ° C. will be chosen.
On bobine ensuite le produit laminé à chaud à une température Tbob comprise entre 500 et 570°C : cette gamme de température permet d'obtenir une transformation bainitique complète pendant le maintien quasi-isotherme associé au bobinage. Lorsque la température de bobinage est trop basse, la dureté du produit est augmentée, ce qui augmente les efforts nécessaires lors du laminage à froid à froid ultérieur.The hot-rolled product is then rolled at a temperature T bob of between 500 and 570 ° C. This temperature range makes it possible to obtain a complete bainitic transformation during the quasi-isothermal maintenance associated with the winding. When the winding temperature is too low, the hardness of the product is increased, which increases the efforts required during the subsequent cold rolling.
On décape le produit laminé à chaud selon un procédé connu en lui-même, puis on effectue un laminage à froid avec un taux de réduction compris préférentiellement entre 30 et 80%.The hot-rolled product is pickled according to a method known per se, then cold rolling is carried out with a reduction ratio preferably comprised between 30 and 80%.
On chauffe ensuite le produit laminé à froid, préférentiellement au sein d'une installation de recuit continu, avec une vitesse moyenne de chauffage Vc comprise entre 1 et 5'C/s. En relation avec la température de recuit TM ci-dessous, cette gamme de vitesse de chauffage permet d'obtenir une fraction de ferrite non recristallisée inférieure ou égale à 15%.The cold-rolled product is then heated, preferably in a continuous annealing installation, with an average heating rate Vc of between 1 and 5 ° C./s. In relation with the annealing temperature T M below, this heating rate range makes it possible to obtain a fraction of non-recrystallized ferrite less than or equal to 15%.
Le chauffage est effectué jusqu'à une température de recuit TM comprise entre la température Ac1 (température de début de transformation allotropique au chauffage)+40°C, et Ac3 (température de fin de transformation allotropique au chauffage) - 30°C, c'est à dire dans une gamme de température particulière du domaine intercritique : lorsque TM est inférieure à (Ac1+40°C), la structure peut comporter encore des zones de ferrite non recristallisées dont la fraction surfacique peut atteindre 15%. Cette proportion de ferrite non recristallisée est évaluée de la façon suivante : après avoir identifié la phase ferritique au sein de la microstructure, on quantifie le pourcentage surfacique de ferrite non recristallisée rapportée à la totalité de la phase ferritique. On a mis en évidence que ces zones non recristallisées jouent un rôle néfaste sur la ductilité et ne permettent pas d'obtenir les caractéristiques visées par l'invention. Une température de recuit TM selon l'invention permet d'obtenir une quantité d'austénite suffisante pour former ultérieurement au refroidissement de la martensite en quantité telle que les caractéristiques désirées soient atteintes. Une température TM inférieure à (Ac3 - 30°C) permet également d'assurer que la teneur en carbone des îlots d'austénite formés à la température TM conduit bien à une transformation martensitique ultérieure : lorsque la température de recuit est trop élevée, la teneur en carbone des îlots d'austénite devient trop faible, ce qui conduit à une transformation ultérieure en bainite ou en perlite non favorable. De plus, une température trop élevée conduit à un accroissement de la taille des précipités de niobium qui perdent une partie de leur capacité de durcissement. La résistance mécanique finale est alors diminuée.The heating is carried out up to an annealing temperature T M between the temperature A c1 (allotropic transformation start temperature at heating) + 40 ° C, and A c3 (end of allotropic transformation temperature at heating) - 30 ° C, that is to say in a particular temperature range of the intercritical domain: when T M is less than (A c1 + 40 ° C), the structure may further comprise non-recrystallized ferrite zones, the surface fraction of which may reach 15%. This proportion of non-recrystallized ferrite is evaluated as follows: after having identified the ferritic phase within the microstructure, the surface percentage of non-recrystallized ferrite relative to the entire ferritic phase is quantified. It has been demonstrated that these non-recrystallized zones play a detrimental role on the ductility and do not make it possible to obtain the characteristics targeted by the invention. An annealing temperature T M according to the invention makes it possible to obtain an amount of austenite sufficient to subsequently form the cooling of the martensite in an amount such that the desired characteristics are attained. A temperature T M lower than (A c3 - 30 ° C) also makes it possible to ensure that the carbon content of the austenite islands formed at the temperature T M indeed leads to a subsequent martensitic transformation: when the annealing temperature is too high The carbon content of the austenite islands becomes too low, leading to subsequent transformation into bainite or unfavorable pearlite. In addition, too high a temperature leads to an increase in the size of niobium precipitates which lose some of their curing ability. The final mechanical strength is then reduced.
On choisira préférentiellement à cet effet une température TM comprise entre 760°C et 830°C.A temperature T M of between 760 ° C. and 830 ° C. is preferably chosen for this purpose.
Une durée de maintien minimale tM de 30s à la température TM permet la dissolution des carbures, une transformation partielle en austénite est réalisée. L'effet est saturé au delà d'une durée de 300 s. Un temps de maintien supérieur à 300s est également difficilement compatible avec les exigences de productivité des installations de recuit continu, en particulier la vitesse de défilement. La durée de maintien tM est comprise entre 30 et 300s.A minimum holding time t M of 30s at the temperature T M allows the dissolution of the carbides, a partial transformation into austenite is carried out. The effect is saturated beyond a duration of 300 s. A holding time greater than 300s is also difficult to comply with the productivity requirements of continuous annealing equipment, in particular the speed of scrolling. The holding time t M is between 30 and 300s.
Les étapes suivantes du procédé différent selon que l'on fabrique une tôle d'acier non revêtue, ou galvanisée en continu au trempé, ou galvannealed :
- Dans le premier cas, à la fin du maintien de recuit, on effectue un refroidissement jusqu'à une température inférieure à la température Ms (température de début de formation de la martensite) avec une vitesse de refroidissement V suffisante pour que l'austénite formée lors du recuit se transforme totalement en martensite.
- In the first case, at the end of the maintenance annealing, cooling is carried out to a temperature below the temperature M s (martensite formation start temperature) with a cooling rate V sufficient for the austenite formed during the annealing totally transforms into martensite.
Ce refroidissement peut être effectué à partir de la température TM en une seule ou en plusieurs étapes et peut faire intervenir dans ce dernier cas différents modes de refroidissement tels que des bains d'eau froide ou bouillante, des jets d'eau ou de gaz. Ces éventuels modes de refroidissement accéléré peuvent être combinés de façon à obtenir une transformation martensitique complète de l'austénite. Après cette transformation martensitique, le tôle est refroidie jusqu'à la température ambiante.This cooling can be carried out from the temperature T M in one or several steps and may involve in the latter case different cooling modes such as cold or boiling water baths, jets of water or gas . These possible accelerated cooling modes can be combined to obtain a complete martensitic transformation of the austenite. After this martensitic transformation, the sheet is cooled to room temperature.
La microstructure de la tôle nue refroidie est alors constituée d'une matrice ferritique avec des îlots de martensite dont la proportion surfacique est comprise entre 35 et 50%, et est exempte de bainite.
- Dans le cas où l'on souhaite fabriquer une tôle galvanisée en continu au trempé, à la fin du maintien de recuit, on refroidit le produit jusqu'à atteindre une température proche de la température TZn de galvanisation au trempé, la vitesse de refroidissement VR étant suffisamment rapide pour éviter la transformation de l'austénite en ferrite. A cet effet, la vitesse de refroidissement VR est préférentiellement supérieure à 15°C/s. On effectue la galvanisation au trempé par immersion dans un bain de zinc ou d'alliage de zinc dont la température TZn est comprise entre 450 et 480°C. Une transformation partielle de l'austénite en bainite intervient à ce stade, qui conduit à la formation de 1 à 10% de bainite, cette valeur étant exprimée en proportion surfacique. Le maintien dans cette gamme de température doit être inférieur à 80s de façon à limiter la proportion surfacique de bainite à 10% et obtenir ainsi une proportion suffisante de martensite. On refroidit ensuite le produit galvanisé à une vitesse comprise V'R supérieure à 4°C/s jusqu'à la température ambiante dans le but de transformer complètement la fraction d'austénite restante en martensite : on obtient de la sorte une tôle d'acier laminée à froid, recuite et galvanisée contenant en proportion surfacique 40-64% de ferrite, 35-50% de martensite et 1-10% de bainite.
- Dans le cas où l'on souhaite fabriquer une tôle d'acier Dual Phase laminée à froid et « galvannealed », c'est à dire galvanisée-alliée, on refroidit le produit à la fin du maintien de recuit jusqu'à atteindre une température proche de la température TZn de galvanisation au trempé, la vitesse de refroidissement VR étant suffisamment rapide pour éviter la transformation de l'austénite en ferrite. A cet effet, la vitesse de refroidissement VR est préférentiellement supérieure à 15°C/s. On effectue la galvanisation au trempé par immersion dans un bain de zinc ou d'alliage de zinc dont la température TZn est comprise entre 450 et 480°C. Une transformation partielle de l'austénite en bainite intervient à ce stade, qui conduit à la formation de 1 à 10% de bainite, cette valeur étant exprimée en proportion surfacique. Le maintien dans cette gamme de température doit être inférieur à 80s de façon à limiter la proportion de bainite à 10%. Après la sortie du bain de zinc, on chauffe le produit galvanisé à une température TG comprise entre 490 et 550°C pendant une durée tG comprise entre 10 et 40s. On provoque ainsi l'interdiffusion du fer et de la fine couche de zinc ou d'alliage de zinc déposée lors de l'immersion, ce qui permet d'obtenir un produit galvannealed. On refroidit ce produit jusqu'à la température ambiante avec une vitesse V"R supérieure à 4°C/s: on obtient de la sorte une tôle d'acier galvannealed à matrice ferritique, contenant en proportion surfacique 40-64% de ferrite, 35-50% de martensite et 1-10% de bainite. La martensite se trouve typiquement sous forme d'îlots de taille moyenne inférieure à 4 micromètres, voire deux micromètres, ces îlots présentant majoritairement, pour plus de 50% d'entre eux, une morphologie massive plutôt qu'une morphologie allongée. La morphologie d'un îlot donné est caractérisée par le rapport entre sa taille maximale Lmax et minimale Lmjn. Un îlot donné est considéré comme possédant une morphologie massive lorsque son rapport

- In the case where it is desired to fabricate a galvanized sheet continuously dipping, at the end of the maintenance of annealing, the product is cooled to a temperature close to the temperature T Zn dip galvanizing, the cooling rate V R being fast enough to avoid the transformation of austenite into ferrite. For this purpose, the cooling rate V R is preferably greater than 15 ° C / s. The dip galvanization is carried out by immersion in a bath of zinc or zinc alloy whose temperature T Zn is between 450 and 480 ° C. A partial transformation of the austenite into bainite occurs at this stage, which leads to the formation of 1 to 10% of bainite, this value being expressed in surface proportion. The maintenance in this temperature range must be less than 80s so as to limit the surface proportion of bainite to 10% and thus obtain a sufficient proportion of martensite. The galvanized product is then cooled at a rate V ' R greater than 4 ° C./s up to room temperature in order to completely convert the remaining austenite fraction into martensite: in this way a sheet of aluminum is obtained. Cold-rolled, annealed and galvanized steel containing 40-64% ferrite, 35-50% martensite and 1-10% bainite in surface proportion.
- In the case where it is desired to manufacture a cold-rolled and galvanized steel dual-phase steel sheet, ie galvanized-alloyed, the product is cooled at the end of the maintenance of annealing until a temperature is reached. close to the dip galvanizing temperature T Zn , the cooling rate V R being fast enough to avoid the transformation of austenite into ferrite. For this purpose, the cooling rate V R is preferably greater than 15 ° C / s. The dip galvanization is carried out by immersion in a bath of zinc or zinc alloy whose temperature T Zn is between 450 and 480 ° C. A partial transformation of the austenite into bainite occurs at this stage, which leads to the formation of 1 to 10% of bainite, this value being expressed in surface proportion. The maintenance in this temperature range must be less than 80s so as to limit the proportion of bainite to 10%. After leaving the zinc bath, the galvanized product is heated to a temperature T G of between 490 and 550 ° C for a period t G between 10 and 40s. This causes the interdiffusion of iron and the thin layer of zinc or zinc alloy deposited during the immersion, which allows to obtain a galvannealed product. This product is cooled to room temperature with a speed V " R greater than 4 ° C./s: a galvannealed sheet of ferritic matrix steel is obtained in this way, containing 40-64% of ferrite in surface proportion, 35-50% of martensite and 1-10% of bainite Martensite is typically in the form of islets of average size less than 4 micrometers, or even two micrometers, these islands having mostly, for more than 50% of them , a massive morphology rather than an elongated morphology The morphology of a given island is characterized by the ratio between its maximum size L max and minimum L m j n A given island is considered to have a massive morphology when its ratio
La présente invention va être maintenant illustrée à partir des exemples suivants donnés à titre non limitatif :The present invention will now be illustrated on the basis of the following nonlimiting examples:
On a élaboré des aciers dont la composition figure au tableau ci-dessous, exprimée en pourcentage pondéral, Outre les aciers IX à IZ ayant servi à la fabrication de tôles selon l'invention, on a indiqué à titre de comparaison la composition d'un acier R ayant servi à la fabrication de tôles de référence.
Des demi-produits coulés correspondant aux compositions ci-dessus ont été réchauffés à 1230°C puis laminés à chaud jusqu'à une épaisseur de 2,8-4 mm dans un domaine où la structure est entièrement austénitique. Les conditions de fabrication de ces produits laminés à chaud (température de fin de laminage TFL, température de bobinage Tbob) sont indiquées au tableau 2.
Les produits laminés à chaud ont été ensuite décapés puis laminés à froid jusqu'à une épaisseur de 1,4 à 2 mm soit un taux de réduction de 50%. A partir d'une même composition, certains aciers ont fait l'objet de différentes conditions de fabrication. Les références IX1, IX2 et IX3 désignent par exemple trois tôles d'aciers fabriquées selon des conditions différentes à partir de la composition d'acier IX. Les tôles ont été galvanisées au trempé dans un bain de zinc à une température TZn de 460°C, d'autres ont fait en outre l'objet d'un traitement de galvannealing. Le tableau 3 indique les conditions de fabrication des tôles recuites après laminage à froid :
- Vitesse de chauffage Vc
- Température de recuit TM.
- Temps de maintien au recuit tM
- Vitesse de refroidissement après recuit VR
- Vitesse de refroidissement après galvanisation V'R
- Température de galvannealing TG
- Durée de galvannealing tG
- Vitesse de refroidissement V"R après traitement de galvannealing
- Heating speed V c
- Annealing temperature T M.
- Annealing hold time t M
- Cooling rate after annealing V R
- Cooling rate after galvanizing V ' R
- Galvannealing temperature T G
- Galvannealing time t G
- Cooling rate V " R after galvannealing treatment
Les températures de transformation Ac1 et Ac3 ont été également portées au tableau 3.
Les propriétés mécaniques de traction obtenues (limite d'élasticité Re, résistance Rm, allongement à rupture A ont été portées au tableau 4 ci-dessous. Le rapport Re/Rm a été également indiqué.The mechanical tensile properties obtained (elastic limit Re, resistance Rm, elongation at break A were given in Table 4 below, and the Re / Rm ratio was also indicated.
On a également déterminé la microstructure des aciers, dont la matrice est ferritique. Les fractions surfaciques de bainite et de martensite ont été quantifiées après attaque aux réactifs Picral et LePera respectivement, suivies par une analyse d'image grâce au logiciel Aphelion™. On a également déterminé la fraction surfacique de ferrite non recristallisée grâce à des observations en microscopie optique et électronique à balayage où l'on a identifié la phase ferritique, puis quantifié la fraction recristallisée au sein de cette phase ferritique. La ferrite non recristallisée se présente en général sous forme d'îlots allongés par le laminage.The microstructure of steels, whose matrix is ferritic, has also been determined. The surface fractions of bainite and martensite have been quantified after Picral and LePera reagent attack respectively, followed by image analysis using Aphelion ™ software. The non-recrystallized ferrite surface fraction was also determined by optical and scanning electron microscopy observations in which the ferritic phase was identified and the recrystallized fraction within this ferritic phase quantified. Non-recrystallized ferrite is generally in the form of elongated islands by rolling.
L'aptitude au pliage a été quantifiée de la façon suivante : des tôles ont été pliées à bloc sur elles-mêmes en plusieurs tours. De la sorte, le rayon de pliage diminue à chaque tour. L'aptitude au pliage est ensuite évaluée en relevant la présence de fissures à la surface du bloc plié, la cotation étant exprimée de 1 (faible aptitude au pliage) à 5 (très bonne aptitude) Des résultats cotés 1-2 sont considérés comme non satisfaisants.
Les tôles d'aciers selon l'invention présentent un ensemble de caractéristiques microstructurales et mécaniques permettant la fabrication avantageuse de pièces, notamment pour des applications structurales :
- résistance comprise entre 980 et 1100Pa, rapport Re/Rm compris entre 0,6 et 0,8, allongement à rupture supérieur à 9%, bonne aptitude au pliage. La
figure 1 illustre la morphologie de la tôle d'acier IX1, où la ferrite est totalement recristallisée.
- resistance between 980 and 1100 Pa, ratio R e / R m between 0.6 and 0.8, elongation at break greater than 9%, good folding ability. The
figure 1 illustrates the morphology of the IX1 steel sheet, where the ferrite is completely recrystallized.
Les tôles selon l'invention présentent une bonne aptitude au soudage, notamment par résistance, le carbone équivalent étant inférieur à 0,25.The sheets according to the invention have good weldability, in particular resistance, the equivalent carbon being less than 0.25.
Par comparaison, les tôles de référence n'offrent pas ces mêmes caractéristiques :By comparison, the reference plates do not offer these same characteristics:
Les tôles d'acier IX3 (galvanisée) et IX6 (galvannealed) ont été recuites à une température TM trop faible : en conséquence, la fraction de ferrite non recristallisée est excessive ainsi que la fraction de martensite. Ces caractéristiques microstructurales sont associées à une diminution de l'allongement et de l'aptitude au pliage. La
La tôle IX5 est une tôle galvannealed recuite à une température TM trop élevée : la teneur en carbone de l'austénite à haute température devient alors trop faible et l'apparition de la bainite est favorisée au détriment de la formation de martensite. On assiste également à une coalescence des précipités de niobium, ce qui provoque une perte de durcissement. La résistance est alors insuffisante, le rapport Re/Rm étant trop élevé.Sheet IX5 is a galvannealed sheet annealed at a temperature T M too high: the carbon content of austenite at high temperature then becomes too low and the appearance of bainite is favored at the expense of the formation of martensite. Coalescence of niobium precipitates is also observed, which causes a loss of hardening. The resistance is then insufficient, the ratio Re / R m being too high.
La tôle IX7 galvannealed a été refroidie à une vitesse VR trop lente après l'étape de recuit : la transformation de l'austénite formée en ferrite se produit alors dans cette étape de refroidissement de façon excessive, la tôle d'acier contenant au stade final une proportion de bainite trop importante et une proportion de martensite trop faible, ce qui conduit à une résistance insuffisante.IX7 galvannealed sheet was cooled at a speed V R too slow after the annealing step: the transformation of the austenite formed into ferrite then occurs in this cooling step excessively, the steel sheet containing at the stage final a proportion of bainite too important and a proportion of martensite too low, which leads to insufficient resistance.
La composition de la tôle d'acier R ne correspond pas à l'invention, sa teneur en carbone étant trop importante, et sa teneur en manganèse, aluminium, niobium, titane, bore étant trop faibles. En conséquence, la fraction de martensite est trop faible si bien que la résistance mécanique est insuffisante. Les tôles d'aciers selon l'invention seront utilisées avec profit pour la fabrication de pièces de structures ou de sécurité dans l'industrie automobile.The composition of the steel sheet R does not correspond to the invention, its carbon content being too high, and its content of manganese, aluminum, niobium, titanium, boron being too low. As a result, the martensite fraction is too weak so that the mechanical strength is insufficient. The steel sheets according to the invention will be used profitably for the manufacture of structural parts or safety in the automotive industry.
Claims (18)
étant entendu que Cr+2Mo≤0,6%
le reste de la composition étant constitué de fer et d'impuretés inévitables résultant de l'élaborationCold-rolled and annealed double-strength steel sheet having a strength of between 980 and 1100 MPa, elongation at break of greater than 9%, the composition of which comprises the contents being expressed by weight:
it being understood that Cr + 2Mo≤0.6%
the remainder of the composition consisting of iron and unavoidable impurities resulting from the elaboration
Priority Applications (19)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08290474A EP2123786A1 (en) | 2008-05-21 | 2008-05-21 | Method of manufacturing very high-resistance, cold-laminated dual-phase steel sheets, and sheets produced thereby |
| PCT/FR2009/000574 WO2009150319A1 (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced |
| EP09761870A EP2291547B1 (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced |
| KR1020107028478A KR101328768B1 (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced |
| PL09761870T PL2291547T3 (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced |
| CN2009801183844A CN102046827B (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced |
| ES09761870T ES2386701T3 (en) | 2008-05-21 | 2009-05-15 | Manufacturing process of cold rolled double phase steel sheets with very high strength and sheets thus obtained |
| US12/993,498 US20110168300A1 (en) | 2008-05-21 | 2009-05-15 | Manufacturing method for very high-strength cold-rolled dual-phase steel sheets and sheets so produced |
| RU2010152214/02A RU2470087C2 (en) | 2008-05-21 | 2009-05-15 | Method of making cold-rolled sheets from two-phase steel with very high hardness, and sheets thus produced |
| JP2011510017A JP5425896B2 (en) | 2008-05-21 | 2009-05-15 | Method for producing cold rolled duplex stainless steel with extremely high strength and steel plate produced thereby |
| BRPI0912879-4A BRPI0912879B1 (en) | 2008-05-21 | 2009-05-15 | COLD LAMINATED BIPHASIC STEEL PLATE AND MANUFACTURING PROCESS OF A COLD AND LAMINATED BIPHASIC STEEL PLATE |
| CA2725290A CA2725290C (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced |
| MX2010012584A MX2010012584A (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced. |
| AT09761870T ATE555225T1 (en) | 2008-05-21 | 2009-05-15 | METHOD FOR PRODUCING COLD-ROLLED DUAL-PHASE STEEL SHEET WITH VERY HIGH STRENGTH AND SHEET SHEET PRODUCED THEREFORE |
| UAA201015426A UA100056C2 (en) | 2008-05-21 | 2009-05-15 | Method for production of cold-rolled and annealed sheet of dual phase steel, sheet produced thereby, method for production of cold-rolled, annealed and galvanized sheet of dual phase (variants) and use of said steel sheet |
| ZA2010/07964A ZA201007964B (en) | 2008-05-21 | 2010-11-08 | Manufacturing method for very high-strength cold-rolled dual-phase steel sheets and sheets so produced |
| MA33333A MA32294B1 (en) | 2008-05-21 | 2010-11-11 | The process of fabrication of cold rolled steel sheets in double-stage with very high resistance and sheets produced as such |
| US15/097,039 US10190187B2 (en) | 2008-05-21 | 2016-04-12 | Manufacturing method for very high-strength, cold-rolled, dual-phase steel sheets |
| US16/213,455 US20190106765A1 (en) | 2008-05-21 | 2018-12-07 | Very high-strength, cold-rolled, dual steel sheets |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08290474A EP2123786A1 (en) | 2008-05-21 | 2008-05-21 | Method of manufacturing very high-resistance, cold-laminated dual-phase steel sheets, and sheets produced thereby |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2123786A1 true EP2123786A1 (en) | 2009-11-25 |
Family
ID=39855450
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08290474A Withdrawn EP2123786A1 (en) | 2008-05-21 | 2008-05-21 | Method of manufacturing very high-resistance, cold-laminated dual-phase steel sheets, and sheets produced thereby |
| EP09761870A Active EP2291547B1 (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09761870A Active EP2291547B1 (en) | 2008-05-21 | 2009-05-15 | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced |
Country Status (16)
| Country | Link |
|---|---|
| US (3) | US20110168300A1 (en) |
| EP (2) | EP2123786A1 (en) |
| JP (1) | JP5425896B2 (en) |
| KR (1) | KR101328768B1 (en) |
| CN (1) | CN102046827B (en) |
| AT (1) | ATE555225T1 (en) |
| BR (1) | BRPI0912879B1 (en) |
| CA (1) | CA2725290C (en) |
| ES (1) | ES2386701T3 (en) |
| MA (1) | MA32294B1 (en) |
| MX (1) | MX2010012584A (en) |
| PL (1) | PL2291547T3 (en) |
| RU (1) | RU2470087C2 (en) |
| UA (1) | UA100056C2 (en) |
| WO (1) | WO2009150319A1 (en) |
| ZA (1) | ZA201007964B (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016198906A1 (en) * | 2015-06-10 | 2016-12-15 | Arcelormittal | High-strength steel and method for producing same |
| CN109402525A (en) * | 2018-11-28 | 2019-03-01 | 北京首钢冷轧薄板有限公司 | A kind of dual phase steel processing method of 1000MPa grades of tensile strength of 780MPa level yield strength |
| EP3730635A4 (en) * | 2017-12-22 | 2020-10-28 | Posco | High-strength steel sheet having excellent impact properties and formability and method for manufacturing same |
| EP3730636A4 (en) * | 2017-12-22 | 2020-10-28 | Posco | High-strength steel sheet having excellent processability and method for manufacturing same |
| CN115612816A (en) * | 2022-09-30 | 2023-01-17 | 攀钢集团攀枝花钢铁研究院有限公司 | Method for preparing complex phase steel and steel plating plate for hot forming from boron-containing steel |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2123786A1 (en) | 2008-05-21 | 2009-11-25 | ArcelorMittal France | Method of manufacturing very high-resistance, cold-laminated dual-phase steel sheets, and sheets produced thereby |
| CN103732781B (en) | 2011-07-29 | 2016-07-06 | 新日铁住金株式会社 | Alloyed hot-dip zinc-coated layer and steel plate and its manufacture method with this layer |
| CN102618802B (en) * | 2012-03-20 | 2013-08-21 | 东北大学 | Ultrafine grained dual-phase steel material and production method thereof |
| WO2014037627A1 (en) | 2012-09-06 | 2014-03-13 | Arcelormittal Investigación Y Desarrollo Sl | Process for manufacturing press-hardened coated steel parts and precoated sheets allowing these parts to be manufactured |
| US9790567B2 (en) * | 2012-11-20 | 2017-10-17 | Thyssenkrupp Steel Usa, Llc | Process for making coated cold-rolled dual phase steel sheet |
| JP6048123B2 (en) * | 2012-12-20 | 2016-12-21 | 新日鐵住金株式会社 | High strength steel plate excellent in acid resistance and method for producing the same |
| CN103882202B (en) * | 2012-12-20 | 2016-03-30 | 上海梅山钢铁股份有限公司 | The manufacture method of the high-strength hot-galvanized steel of a kind of continuous annealing |
| CN103060703B (en) | 2013-01-22 | 2015-09-23 | 宝山钢铁股份有限公司 | A kind of cold rolling diphasic strip steel of 780MPa level and manufacture method thereof |
| US20140261919A1 (en) * | 2013-03-14 | 2014-09-18 | Thyssenkrupp Steel Usa, Llc | Low carbon-high manganese steel and manufacturing process thereof |
| CN103469112A (en) * | 2013-09-29 | 2013-12-25 | 宝山钢铁股份有限公司 | High-formability cold rolling bi-phase strip steel and manufacture method thereof |
| DE102013224851A1 (en) * | 2013-12-04 | 2015-06-11 | Schaeffler Technologies AG & Co. KG | chain element |
| WO2015088523A1 (en) | 2013-12-11 | 2015-06-18 | ArcelorMittal Investigación y Desarrollo, S.L. | Cold rolled and annealed steel sheet |
| MX2016007954A (en) * | 2013-12-18 | 2016-09-09 | Jfe Steel Corp | High strength hot-dip galvanized steel sheet and manufacturing method therefor. |
| WO2016016676A1 (en) * | 2014-07-30 | 2016-02-04 | ArcelorMittal Investigación y Desarrollo, S.L. | Process for manufacturing steel sheets, for press hardening, and parts obtained by means of this process |
| JP2018508653A (en) * | 2015-01-14 | 2018-03-29 | エーケー スティール プロパティ−ズ、インク. | Duplex steel sheet with improved properties |
| CN104947023B (en) * | 2015-06-10 | 2017-08-08 | 武汉钢铁(集团)公司 | Production method without efflorescence think gauge Zn-Fe alloying plate |
| WO2017006144A1 (en) | 2015-07-09 | 2017-01-12 | Arcelormittal | Steel for press hardening and press hardened part manufactured from such steel |
| CN105950998B (en) * | 2016-07-11 | 2018-01-26 | 攀钢集团攀枝花钢铁研究院有限公司 | A kind of 1000MPa levels low-carbon hot dip galvanized dual phase steel and preparation method thereof |
| CN108642380B (en) * | 2018-05-15 | 2020-08-25 | 首钢集团有限公司 | 900 MPa-level shock wave resistant steel plate and manufacturing method thereof |
| RU2699480C1 (en) * | 2018-12-14 | 2019-09-05 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Method of producing cold-rolled products |
| CN109943778B (en) * | 2019-04-30 | 2020-08-11 | 马鞍山钢铁股份有限公司 | 590 MPa-grade cold-rolled dual-phase steel with excellent hole expansion performance and production method thereof |
| RU2743946C1 (en) * | 2019-11-05 | 2021-03-01 | Публичное акционерное общество "Магнитогорский металлургический комбинат" | Method of manufacture of cold-rolled high-endurance bars from dual-phase ferritic-martensitic steel |
| RU2718604C1 (en) * | 2019-11-05 | 2020-04-08 | Публичное акционерное общество "Магнитогорский металлургический комбинат" | Method for production of cold-rolled high-strength rolled products of different strength classes from two-phase ferritic-martensite steel |
| WO2021116741A1 (en) * | 2019-12-13 | 2021-06-17 | Arcelormittal | Heat treated cold rolled steel sheet and a method of manufacturing thereof |
| RU2751072C1 (en) * | 2020-09-02 | 2021-07-07 | Публичное Акционерное Общество "Новолипецкий металлургический комбинат" | Method for production of high-strength cold-rolled steel |
| CN112176147B (en) * | 2020-10-13 | 2021-06-08 | 五矿营口中板有限责任公司 | Manufacturing method of normalized thick steel plate suitable for large-wire welding |
| CN115181840B (en) * | 2021-04-02 | 2024-08-09 | 宝山钢铁股份有限公司 | 780 MPa-level high-formability hot-dip aluminum zinc or hot-dip zinc aluminum magnesium dual-phase steel and rapid heat treatment manufacturing method |
| CN113481435B (en) * | 2021-06-29 | 2022-09-16 | 鞍钢股份有限公司 | 900 MPa-grade hot-rolled complex phase steel and production method thereof |
| CN113817961B (en) * | 2021-08-26 | 2022-06-21 | 马鞍山钢铁股份有限公司 | Hot-dip galvanized steel sheet for color-coated base material and method for manufacturing same |
| CN114107806A (en) * | 2021-10-29 | 2022-03-01 | 马鞍山钢铁股份有限公司 | 450 MPa-grade hot-galvanized dual-phase steel with high work hardening rate and surface quality and production method thereof |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0796928A1 (en) | 1996-03-19 | 1997-09-24 | Thyssen Stahl Aktiengesellschaft | Multiple phase steel and process for its manufacture |
| JPH11350038A (en) | 1998-06-12 | 1999-12-21 | Nkk Corp | Production of dual-phase high tensile strength cold rolled steel plate excellent in ductility and stretch-flanging formability |
| JP2000017385A (en) * | 1998-06-29 | 2000-01-18 | Nippon Steel Corp | Dual-phase-type high strength cold rolled steel sheet excellent in dynamic deformability, and its production |
| FR2790009A1 (en) * | 1999-02-22 | 2000-08-25 | Lorraine Laminage | High elasticity limit dual-phase steel for car components such as door anti-intrusion reinforcement includes manganese, silicon and aluminum |
| EP1201780A1 (en) | 2000-04-21 | 2002-05-02 | Nippon Steel Corporation | Steel plate having excellent burring workability together with high fatigue strength, and method for producing the same |
| US20030091857A1 (en) * | 2001-11-15 | 2003-05-15 | Bethlehem Steel Corporation | Method for coating a steel alloy and a product therefrom |
| US20030129444A1 (en) * | 2000-11-28 | 2003-07-10 | Saiji Matsuoka | Composite structure type high tensile strength steel plate, plated plate of composite structure type high tensile strength steel and method for their production |
| EP1548142A1 (en) * | 2003-12-25 | 2005-06-29 | Kabushiki Kaisha Kobe Seiko Sho | High-strength cold-rolled steel sheet excellent in coating film adhesion |
| US20080099109A1 (en) * | 2006-10-31 | 2008-05-01 | Hyundai Motor Company | High-strength steel sheets with excellent formability and method for manufacturing the same |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5545270A (en) | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method of producing high strength dual phase steel plate with superior toughness and weldability |
| US5545269A (en) | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method for producing ultra high strength, secondary hardening steels with superior toughness and weldability |
| DE10023036A1 (en) * | 2000-05-11 | 2001-11-22 | Siemens Ag | Process for cold starting fuel cells in a fuel cell arrangement comprises directly converting process gas in a catalytic reaction on a suitable catalyst into thermal energy, and using the thermal energy to heat the fuel cell arrangement |
| RU2190685C1 (en) * | 2001-06-29 | 2002-10-10 | Открытое акционерное общество "Новолипецкий металлургический комбинат" | Steel for production of sheet rolling |
| US6902829B2 (en) * | 2001-11-15 | 2005-06-07 | Isg Technologies Inc. | Coated steel alloy product |
| FR2844281B1 (en) | 2002-09-06 | 2005-04-29 | Usinor | HIGH MECHANICAL STRENGTH STEEL AND METHOD OF MANUFACTURING SHEET OF ZINC-COATED STEEL OR ZINC ALLOY STEEL |
| JP4235030B2 (en) | 2003-05-21 | 2009-03-04 | 新日本製鐵株式会社 | High-strength cold-rolled steel sheet and high-strength surface-treated steel sheet having excellent local formability and a tensile strength of 780 MPa or more with suppressed increase in hardness of the weld |
| JP4214006B2 (en) * | 2003-06-19 | 2009-01-28 | 新日本製鐵株式会社 | High strength steel sheet with excellent formability and method for producing the same |
| JP4635525B2 (en) * | 2003-09-26 | 2011-02-23 | Jfeスチール株式会社 | High-strength steel sheet excellent in deep drawability and manufacturing method thereof |
| TWI302572B (en) * | 2003-09-30 | 2008-11-01 | Nippon Steel Corp | High yield ratio, high strength steel sheet, high yield ratio, high strength hot dip galvanized steel sheet and high yield ratio, high strength alloyed hot dip galvanized steel sheet and process for producing same |
| JP4380348B2 (en) * | 2004-02-09 | 2009-12-09 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet with excellent surface quality |
| JP4843982B2 (en) * | 2004-03-31 | 2011-12-21 | Jfeスチール株式会社 | High-rigidity and high-strength steel sheet and manufacturing method thereof |
| JP3889767B2 (en) * | 2005-03-31 | 2007-03-07 | 株式会社神戸製鋼所 | High strength steel plate for hot dip galvanizing |
| JP4959161B2 (en) * | 2005-09-05 | 2012-06-20 | 新日本製鐵株式会社 | Hot-dip galvanized steel sheet and alloyed hot-dip galvanized steel sheet with excellent corrosion resistance, elongation and hole expansibility |
| JP4665692B2 (en) * | 2005-09-29 | 2011-04-06 | Jfeスチール株式会社 | High-strength steel sheet with excellent bending rigidity and method for producing the same |
| EP1990431A1 (en) * | 2007-05-11 | 2008-11-12 | ArcelorMittal France | Method of manufacturing annealed, very high-resistance, cold-laminated steel sheets, and sheets produced thereby |
| EP2123786A1 (en) | 2008-05-21 | 2009-11-25 | ArcelorMittal France | Method of manufacturing very high-resistance, cold-laminated dual-phase steel sheets, and sheets produced thereby |
-
2008
- 2008-05-21 EP EP08290474A patent/EP2123786A1/en not_active Withdrawn
-
2009
- 2009-05-15 AT AT09761870T patent/ATE555225T1/en active
- 2009-05-15 EP EP09761870A patent/EP2291547B1/en active Active
- 2009-05-15 US US12/993,498 patent/US20110168300A1/en not_active Abandoned
- 2009-05-15 UA UAA201015426A patent/UA100056C2/en unknown
- 2009-05-15 RU RU2010152214/02A patent/RU2470087C2/en active
- 2009-05-15 MX MX2010012584A patent/MX2010012584A/en active IP Right Grant
- 2009-05-15 KR KR1020107028478A patent/KR101328768B1/en active IP Right Grant
- 2009-05-15 JP JP2011510017A patent/JP5425896B2/en active Active
- 2009-05-15 WO PCT/FR2009/000574 patent/WO2009150319A1/en active Application Filing
- 2009-05-15 BR BRPI0912879-4A patent/BRPI0912879B1/en active IP Right Grant
- 2009-05-15 CN CN2009801183844A patent/CN102046827B/en active Active
- 2009-05-15 PL PL09761870T patent/PL2291547T3/en unknown
- 2009-05-15 CA CA2725290A patent/CA2725290C/en active Active
- 2009-05-15 ES ES09761870T patent/ES2386701T3/en active Active
-
2010
- 2010-11-08 ZA ZA2010/07964A patent/ZA201007964B/en unknown
- 2010-11-11 MA MA33333A patent/MA32294B1/en unknown
-
2016
- 2016-04-12 US US15/097,039 patent/US10190187B2/en active Active
-
2018
- 2018-12-07 US US16/213,455 patent/US20190106765A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0796928A1 (en) | 1996-03-19 | 1997-09-24 | Thyssen Stahl Aktiengesellschaft | Multiple phase steel and process for its manufacture |
| JPH11350038A (en) | 1998-06-12 | 1999-12-21 | Nkk Corp | Production of dual-phase high tensile strength cold rolled steel plate excellent in ductility and stretch-flanging formability |
| JP2000017385A (en) * | 1998-06-29 | 2000-01-18 | Nippon Steel Corp | Dual-phase-type high strength cold rolled steel sheet excellent in dynamic deformability, and its production |
| FR2790009A1 (en) * | 1999-02-22 | 2000-08-25 | Lorraine Laminage | High elasticity limit dual-phase steel for car components such as door anti-intrusion reinforcement includes manganese, silicon and aluminum |
| EP1201780A1 (en) | 2000-04-21 | 2002-05-02 | Nippon Steel Corporation | Steel plate having excellent burring workability together with high fatigue strength, and method for producing the same |
| US20030129444A1 (en) * | 2000-11-28 | 2003-07-10 | Saiji Matsuoka | Composite structure type high tensile strength steel plate, plated plate of composite structure type high tensile strength steel and method for their production |
| US20030091857A1 (en) * | 2001-11-15 | 2003-05-15 | Bethlehem Steel Corporation | Method for coating a steel alloy and a product therefrom |
| EP1548142A1 (en) * | 2003-12-25 | 2005-06-29 | Kabushiki Kaisha Kobe Seiko Sho | High-strength cold-rolled steel sheet excellent in coating film adhesion |
| US20080099109A1 (en) * | 2006-10-31 | 2008-05-01 | Hyundai Motor Company | High-strength steel sheets with excellent formability and method for manufacturing the same |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016198906A1 (en) * | 2015-06-10 | 2016-12-15 | Arcelormittal | High-strength steel and method for producing same |
| WO2016198940A3 (en) * | 2015-06-10 | 2017-10-19 | Arcelormittal | High-strength steel and production method |
| US10697052B2 (en) | 2015-06-10 | 2020-06-30 | Arcelormittal | High strength steel and production method |
| EP3730635A4 (en) * | 2017-12-22 | 2020-10-28 | Posco | High-strength steel sheet having excellent impact properties and formability and method for manufacturing same |
| EP3730636A4 (en) * | 2017-12-22 | 2020-10-28 | Posco | High-strength steel sheet having excellent processability and method for manufacturing same |
| US11345985B2 (en) | 2017-12-22 | 2022-05-31 | Posco | High-strength steel sheet with excellent crashworthiness characteristics and formability and method of manufacturing the same |
| US11345984B2 (en) | 2017-12-22 | 2022-05-31 | Posco | High-strength steel sheet with excellent crashworthiness characteristics and formability and method of manufacturing the same |
| US11519051B2 (en) | 2017-12-22 | 2022-12-06 | Posco Co., Ltd | High-strength steel sheet having excellent processability and method for manufacturing same |
| US11827950B2 (en) | 2017-12-22 | 2023-11-28 | Posco Co., Ltd | Method of manufacturing high-strength steel sheet having excellent processability |
| CN109402525A (en) * | 2018-11-28 | 2019-03-01 | 北京首钢冷轧薄板有限公司 | A kind of dual phase steel processing method of 1000MPa grades of tensile strength of 780MPa level yield strength |
| CN115612816A (en) * | 2022-09-30 | 2023-01-17 | 攀钢集团攀枝花钢铁研究院有限公司 | Method for preparing complex phase steel and steel plating plate for hot forming from boron-containing steel |
| CN115612816B (en) * | 2022-09-30 | 2024-02-02 | 攀钢集团攀枝花钢铁研究院有限公司 | Method for preparing complex phase steel and steel plating plate for thermoforming from boron-containing steel |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110168300A1 (en) | 2011-07-14 |
| RU2470087C2 (en) | 2012-12-20 |
| PL2291547T3 (en) | 2012-09-28 |
| MA32294B1 (en) | 2011-05-02 |
| EP2291547B1 (en) | 2012-04-25 |
| ES2386701T3 (en) | 2012-08-27 |
| JP5425896B2 (en) | 2014-02-26 |
| US20190106765A1 (en) | 2019-04-11 |
| RU2010152214A (en) | 2012-06-27 |
| ATE555225T1 (en) | 2012-05-15 |
| US20160222486A1 (en) | 2016-08-04 |
| KR101328768B1 (en) | 2013-11-13 |
| CN102046827A (en) | 2011-05-04 |
| UA100056C2 (en) | 2012-11-12 |
| JP2011523440A (en) | 2011-08-11 |
| BRPI0912879B1 (en) | 2018-06-26 |
| MX2010012584A (en) | 2011-04-05 |
| ZA201007964B (en) | 2011-07-27 |
| WO2009150319A1 (en) | 2009-12-17 |
| KR20110013490A (en) | 2011-02-09 |
| BRPI0912879A2 (en) | 2017-05-16 |
| EP2291547A1 (en) | 2011-03-09 |
| CA2725290A1 (en) | 2009-12-17 |
| US10190187B2 (en) | 2019-01-29 |
| CA2725290C (en) | 2015-10-13 |
| CN102046827B (en) | 2013-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2291547B1 (en) | Method for manufacturing very high strength, cold-rolled, dual phase steel sheets, and sheets thus produced | |
| CN110312813B (en) | High-strength steel sheet and method for producing same | |
| EP3084014B1 (en) | High strength steel and method of production of the same | |
| CA2838665C (en) | Cold-rolled steel plate coated with zinc or a zinc alloy, method for manufacturing same, and use of such a steel plate | |
| JP5041083B2 (en) | High-tensile hot-dip galvanized steel sheet excellent in workability and manufacturing method thereof | |
| EP1913169B1 (en) | Manufacture of steel sheets having high resistance and excellent ductility, products thereof | |
| JP4700764B2 (en) | High-strength cold-rolled steel sheet excellent in formability and weldability, high-strength galvanized steel sheet, high-strength galvannealed steel sheet, and methods for producing them | |
| JP4737319B2 (en) | High-strength galvannealed steel sheet with excellent workability and fatigue resistance and method for producing the same | |
| EP3146083B1 (en) | Double-annealed steel sheet having high mechanical strength and ductility characteristics, method of manufacture and use of such sheets | |
| EP3307921A2 (en) | High-strength steel and production method | |
| CN111433380A (en) | High-strength galvanized steel sheet and method for producing same | |
| WO2017168962A1 (en) | Thin steel sheet, plated steel sheet, method for producing hot-rolled steel sheet, method for producing cold-rolled full-hard steel sheet, method for producing thin steel sheet, and method for producing plated steel sheet | |
| KR20190023093A (en) | High strength steel sheet and its manufacturing method | |
| TW201323655A (en) | Execllent formability of melting galvanized steel plate and alloyed galvanized steel plate and manufacture method | |
| TW201418480A (en) | High strength galvanized steel sheet excellent in formability | |
| EP2020451A1 (en) | Method of manufacturing sheets of steel with high levels of strength and ductility, and sheets produced using same | |
| JP2009263686A (en) | High strength steel sheet having excellent weldability and stretch flange formability | |
| JP6409916B2 (en) | Manufacturing method of hot-rolled steel sheet and manufacturing method of cold-rolled full hard steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100525 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20100927 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20110208 |