EP2114196B1 - Zahnbürste - Google Patents
Zahnbürste Download PDFInfo
- Publication number
- EP2114196B1 EP2114196B1 EP08715725.1A EP08715725A EP2114196B1 EP 2114196 B1 EP2114196 B1 EP 2114196B1 EP 08715725 A EP08715725 A EP 08715725A EP 2114196 B1 EP2114196 B1 EP 2114196B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- toothbrush
- bristle carrier
- carrier element
- hard film
- bristle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B9/00—Arrangements of the bristles in the brush body
- A46B9/08—Supports or guides for bristles
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B5/00—Brush bodies; Handles integral with brushware
- A46B5/002—Brush bodies; Handles integral with brushware having articulations, joints or flexible portions
- A46B5/0025—Brushes with elastically deformable heads that change shape during use
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B2200/00—Brushes characterized by their functions, uses or applications
- A46B2200/10—For human or animal care
- A46B2200/1066—Toothbrush for cleaning the teeth or dentures
Definitions
- the present invention relates to a toothbrush according to the preamble of claim 1 and a method for the production thereof according to claim 27.
- Toothbrushes are well-known instruments in oral hygiene for the cleaning and care of teeth and other surfaces of the oral cavity.
- a toothbrush is in the FR 2652245 disclosed.
- This toothbrush has in its head region for receiving bristles certain bristle carrier elements, which are connected to each other on a bristle-occupied upper side of each other adjacent sections.
- the connection of the individual bristle carrier elements in the toothbrush head region leads to the formation of a straight line over the entire width of its head region extending bending line around which the bristle carrier elements can be angled elastically.
- Another toothbrush is in the DE-U-200 13 862 described.
- bristles of the toothbrush are fixed in blind hole-like recesses of a head body.
- the head body itself is completely encapsulated on a bristle-remote underside with an elastic material as a support body.
- a brush in which bristles combined into bristle bundles are elastically bendable or deflectable relative to one another, is in the US 3,000,030 described.
- the rectilinear along a series of bristle bundles arranged one behind the other form comb-like brush segments, which are connected to one another via elastic webs. Due to the elastic webs, it is possible to bend the brush segments elastically against each other.
- Another toothbrush for example, is in the EP-B-0 857 026 disclosed.
- the head of the toothbrush forms a bristle carrier for receiving bristles which are likewise combined into bristle bundles.
- the attachment-side ends of the bristle bundles have head-like thickenings, which are obtained by melting the bristle ends. With these head-like thickenings, the fixed ends of the bristle bundles sit in elastic bearings, which are mounted in holes of a perforated plate and project beyond the back.
- a positioning plate arranged behind the elastic bearings can be changed in their position, so that, depending on their adjusted position, an elastic deflection of the elastic bearings is more or less restricted.
- Object of the present invention is to provide a toothbrush with a head portion that can adapt to specific surface shapes in the oral cavity, different cleaning positions of the toothbrush and different force effects of a user on the toothbrush and at the same time allows a particularly cost-effective production of the toothbrush.
- the toothbrush according to the invention has a grip area and a neck area adjoining the grip area, which area has a head area opposite the grip area.
- At least one bristle carrier element is arranged in the head region, to which bristles or bristles combined into bristle bundles are fastened.
- the bristles or bristle bundles emerge from at least one upper carrier element opening on the upper side of the bristle carrier element.
- the bristle carrier element is elastically connected to the neck region by means of a film-like hard film made of a hard material and is thus deflectable elastically with respect to the latter.
- the film-like hard film extends at least partially flush outside around the upper carrier element opening.
- the film-like hard film is provided with a very small thickness, in particular a thickness which is much smaller than a length and also substantially smaller than the wall thickness of the bristle carrier element.
- the bristle carrier elements have sufficient rigidity and toughness for a bristle anchorage and, on the other hand, that the bristle carrier elements can be moved elastically against one another.
- the bristle carrier element and the film-type hard film are composed of a and the same hard material produced in one operation from the same injection point.
- the film-like hard film is coated on its upper side with a layer of a soft material.
- the layer of soft material after the formation of the film-like hard film and the bristle carrier elements is applied by injection molding.
- the elasticity properties or the provision of the brush head are improved or set by means of a material bridge of soft material running, for example, from its free end region to the neck region, which is spaced apart from bristle carrier elements.
- Normally polypropylene for toothbrushes with corresponding cross sections is processed with an injection pressure of 500 bar to 750 bar.
- the relatively high injection pressure is also significantly responsible for the film-like hard film having the desired specific film-like properties or dimensions and with respect to the thin hard film rather bulky bristle carrier elements and possibly other areas of the toothbrush handle can be formed in one operation with the same processing parameters.
- the inventive design of the head portion with bristle-bearing elements and a film-like hard film of toothbrushes on electric toothbrushes for example, with oscillating, pivoting or vibrating heads, on mascara brushes, nail polish brushes, hair brushes and other brushes of personal care transferable. It is also possible to use it with household brushes, for example with dishwashing brushes, wiper sets, shoe brushes, scrubbers, brooms or barbecue brushes.
- Fig. 1 a section of a particularly preferred embodiment of the toothbrush 10 according to the invention is shown.
- This portion includes a portion of a neck portion 12 that carries a head portion 14. At the neck region 12 opposite the head region 14 closes in opposite Fig. 1 Not shown grip area.
- the toothbrush 10 according to the invention has an overall length of up to 220 mm, preferably between 120 mm-140 mm or 190 mm and 200 mm.
- the length of the handle portion of the toothbrush 10 is between 45% and 65% of its total length.
- the remaining length is divided between the neck region 12 and the head region 14.
- the length of the head region is 10 mm to 35 mm, preferably 15 mm to 24 mm or 26 mm to 30 mm.
- the width of the head area measures 8 mm to 20 mm, preferably 10 mm to 16 mm.
- the head portion 14 carries - for example in Fig. 14 and Fig. 32
- the head portion 14 can also be used with cleaning or massage elements, as in Fig. 27 - Fig. 30 shown to be equipped.
- the grip area, the neck area 12 and the head area 14 are predominantly made of a hard material H, in particular a hard plastic.
- a hard material H for example, polypropylene (PP), polyester (PET), polycyclohexanediamine terephthalate (PCT / PCT-A (acid-modified) / PCT-G (glycol-modified)), polyethylene (PE), polystyrene (PS), styrene-acrylonitrile
- SAN polymethyl methacrylate
- ABS Acrylbuthadienstyrol
- POM polyoxymethylene
- PA polyamide
- PP polypropylene
- the modulus of elasticity of the preferably used polypropylene (PP) is 1000 N / mm 2 to 2400 N / mm 2 , preferably 1300 N / mm 2 to 1800 N / mm 2 , particularly preferably 1450 N / mm 2 to 1650 N / mm 2 , in particular 1500 N / mm 2 .
- bristle carrier elements preferably a hard material is used, which does not tend to brittle fractures under load. For this reason, the styrenic hard materials PS, SAN and ABS are less preferred than PP, PE, PA, PET or PCT / PCTA / PCTG.
- soft materials W as used for example for soft-elastic layers, restoring elements, material bridges or in Fig. 26 - 30 shown cleaning or massage elements 18 is used, is a soft plastic, for example, low density polyethylenes (PE-LD), high density polyethylenes (PE-HD), polyethylene (PE), polyvinyl chloride (PVC), polyurethane (PUR) and preferably a thermoplastic elastomer (TPE) is used. Also possible is the use of polyolefin-based elastomer.
- the Shore A hardness of the soft material W is below 90, preferably below 70.
- the soft material W in the head region 14 also applied in a thin layer on the hard material H and due to the constant alternating loads in the head region 14, is an excellent connection between soft and Hard material indispensable. This is achieved by choosing a soft material W which is compatible with the hard material H and which is bonded to the hard material H during a multi-component injection molding process in the boundary layer by means of material connection connects. Of course, this also applies to all other elements made of soft material.
- a number of cup-shaped bristle carrier elements 22 are visible.
- These bristle carrier elements 22, which consist of a hard material H, are elastically deflectable or bendable via a foil-type hard film 24, likewise made of a hard material H, with one another and with the neck region 12.
- the bristle carrier elements 22 are intended, for example, in FIG Fig. 14 and 27 - 30 shown bristles 16, which emerge from an upper support member opening 26 of the bristle carrier element 22 to a top 28 of the toothbrush 10.
- the bristle carrier elements 22 may be provided on the upper side 28 with a, for example, circular support element opening 26 or with a plurality of upper support element openings 26. So is at the in Fig. 1 - Fig. 3
- a bristle carrier element 22 arranged in the outermost longitudinal end region of the head region 14 is provided with 5 upper carrier element openings.
- 14 conventional bristle holes 30 may also be formed in the rigid neck-side portion of the head portion.
- the bristle carrier elements 22 with a single upper support element opening 26 have an outer rounded element body 32 with an elliptical cross section and a beveled end cap 34. While the element body 32 with its inner recess in the form of a blind hole 36 mainly serves to receive bristles 16, the outer surface of the end cap 34 offers the possibility of further functions, for example by forming scraper edges or scraper naps or roughening the function of a tongue cleaner or to provide a palate massage. It is also possible to cover the end cap 34 at its free end with soft material W at least partially and to assume the previously described functions.
- the element body 32 may also be formed in the shape of a circular cylinder, a truncated cone, other rotationally symmetric shapes, as a cuboid with rounded corners or a truncated pyramid.
- the end cap 34 may be formed as a cone, a blunt cone, a hemisphere or an edged end portion. As related to FIGS. 31 and 32 will be described in detail later, it is also possible to form the bristle carrier sleeve-like, ie without end cap 34.
- bristle carrier elements 22 and the end caps 34 in addition to functional aspects of the outer surfaces of the blind hole geometry for optimum recording and anchoring of the bristles 16 and design aspects, determined by the manufacturing process (injection molding).
- injection molding The filling by means of injection molding with liquid plastic and demoulding the geometries from an injection mold specifies various likewise geometric boundary conditions.
- the bristle support members 22 having a single upper support member opening 26 which are preferably bristled with conventional plugging technology have a thickness - measured from the top 28 to the bottom 20 from the point of attachment of the bristle support member 22 to the hard film 24 to the free end of the bristle support member 22 - from 2mm to 5 mm, preferably from 3.8 mm to 4.5 mm.
- the thickness can vary over the head region 14.
- the cross section of these bristle carrier elements 22 is - measured in the longitudinal direction of the toothbrush 10 - 2.5 mm to 4 mm, preferably 2 mm to 3.5 mm.
- the cross section measured in the transverse direction of the toothbrush 10 is between 2 mm and 3.5 mm, preferably 2.5 mm to 3 mm.
- the cross-sectional data can vary over the entire head region 14.
- the wall thickness of the bristle carrier element 22 is at least 1 to 2 times, at most 4 to 8 times, preferably about 1 to 3 times the thickness of the film-like hard film 24.
- the diameter of the blind hole 36 in which, preferably using conventional punching technology by means of anchor plates, the bristles 16 are fixed, is between 1.4 mm and 1.8 mm, preferably 1.6 mm.
- the considerations regarding bristle receiving holes generally apply not only to the blind holes 36 preferred in connection with conventional stuffing technology but also analogously to those associated with Fig. 31 and Fig. 32 Through holes 48 described below, which are preferably used in alternative Beborstungsvie, such as IMT (In Mold Tufting) or AFT (Anchor Free Tufting) method.
- the hole diameter of the blind holes 36 within the bristle field may vary.
- Bristle carrier elements 22 have individual blind holes 36 preferably over smaller hole diameters than bristle carrier elements 22 with a plurality of blind holes 36.
- the depth of the blind hole 36 measures 2 mm to 4.5 mm, preferably 3 mm to 3.7 mm. These sizes can vary over the head area 14.
- the blind holes 36 may, in addition to a preferred circular formation also have an elliptical, n-shaped crescent-shaped, asymmetric or a free shape in cross section.
- the formation of the cross section of the blind holes 36 in n-square, sickle-shaped, asymmetric or in free form are preferably used exclusively when using the newer AFT (Anchor Free Tufting) and IMT (In Mold Tufting) methods.
- the wall thickness, measured between the blind hole 36 and the outer surface of the element body 32, is between 0.3 and 0.9 mm, preferably between 0.4 and 0.8 mm.
- the hole axis of the blind holes 36 preferably runs parallel to the longitudinal central axis of the element body 32.
- the bristles 16 inserted in the blind hole 36 are aligned at least nearly parallel to this longitudinal central axis and thus project at least approximately at right angles from the upper side 28 of the head region 14.
- inclined orientations are also possible.
- the bristle carrier elements 22 can also be equipped with a plurality of upper carrier element openings 26.
- such bristle carrier elements 22 can be provided, for example, with a significantly reinforced connecting layer between bristle carrier elements 22 a single upper support member opening 26 are formed by a layer thickness greater than 0.5 mm.
- the connecting layer is thus substantially thicker than the film-like hard film 24.
- the connection layer between the bristle carrier elements 22 that is significantly reinforced in this case has the effect that no or only an insignificant flexible deflection is possible between the bristle carrier elements 22.
- bristle carrier element 22 arranged with 5 upper support element openings 26 along this longitudinal end area
- this connection layer is filled, for example, flush with the outer ends of the end cap 34.
- the arrangement of the bristle carrier elements 22 with a plurality of upper carrier element openings 26 can take place on any positions in the bristle field. It is also possible for a plurality of such elements, of the same or different type, to be present in the bristle field symmetrically or asymmetrically with respect to the longitudinal axis of the toothbrush 10. In this way, different cleaning and flexibility zones can be formed in the bristle field.
- the bristle carrier elements 22 Due to the spacing of the bristle carrier elements 22 from each other and with respect to the neck region 12 through the film-like hard film 24 or the preferably completely free position of the bristle carrier elements 22 on the bottom 20 of the film-like hard film 24 to the free ends of the bristle carrier elements 22, is on the bottom 20 of the Head region 14 formed a labyrinth-like channel structure.
- the individual bristle carrier elements 22 are preferably offset from each other so that, in the longitudinal and in the transverse direction, no continuous straight bending line in the film-like hard film 24 is formed can. Rather, the arrangement is preferably selected such that the bending lines occurring in the case of an angling of the bristle carrier elements 22 are angled or branched in the outer edge regions of the head region 14. As a result, the head region 14 is given additional stability. In addition, liquids are effectively removed via the labyrinth-like channel structure and a cleaning of the underside 20 of the head region 14 is supported.
- the bristle carrier elements 22 are designed on the underside 20 of the head region 14 in their outer shape and arrangement so that their free mobility is correspondingly limited.
- a maximum deflection angle is defined by the thickness of the bristle carrier elements 22 - measured between the upper side 28 and the underside 20 - and their arrangement and spacing from one another. This maximum deflection angle is 30 ° to 75 °, preferably 35 ° to 50 °, and is measured between the center normal of the foremost support member opening 26 in the flat state and the center normal of the foremost support member opening 26 in the deflected state.
- the maximum deflection angle is also valid for the curved bristle surface.
- additional stop elements between the bristle carrier elements 22 made of a hard or a soft material W may be attached.
- the maximum deflection angles in the transverse, longitudinal and torsional directions can also be varied.
- the film-like hard film 24 has almost no opportunities to stretch due to the material properties, but can still bend elastically.
- the bending elasticity can be determined by the thickness of the film-like hard film 24, wherein the layer thickness can vary as desired both in the longitudinal and in the transverse direction.
- the layer thickness of the film-like hard film 24 in the vicinity of the neck is greater than in the free end region of the head region 14.
- the maximum layer thickness of the film-like hard film 24 is within 150%, preferably within 130% of the minimum layer thickness.
- the restoring possibility or the elasticity is also determined by the properties of the covering soft material W.
- This material is soft elastic and can stretch.
- the layer thickness of the soft material W can change as desired in the longitudinal as well as in the transverse direction.
- the ratio between the layer thicknesses of the hard material H and the soft material W can be selected almost arbitrarily. Preferably, however, thinner layer thicknesses of the film-like hard film 24 are balanced with thicker layers of the soft-elastic material to achieve a consistent head thickness in the flexible zones.
- additional elements independent of the thickness of the film-like hard film 24 may be formed with the soft elastic material in particular zones. For example, these may be beads 38 formed of soft material W around the support member openings 26 or cleaning and massage elements 18. However, it is consistently possible to make a toothbrush without beads 38 and on this Way to make the surface of the soft material W even.
- the following hard film 24 extends flush outside the upper support element opening 26, preferably, the hard film 24 is designed so that it rests flush against the edge of the support member opening 26 above.
- the transition on the underside 20 from the hard film 24 to the bristle carrier element 22 is substantially sharp-edged in the preferred embodiment, at most a minimum radius of less than 0.3 mm is realized. Due to a limitation of the flexibility of the film-like hard film 24, although less preferred but still possible to make this transition by means of chamfers or rounding with a larger radius.
- connection of the bristle carrier elements 22 to the film-like hard film 24 only takes place in sections, and by recesses in the film-like hard film 24 of the element body 32 of the bristle carrier elements 22 is also partially exposed on the top 28. It is likewise conceivable for the connection between the bristle carrier elements 22 and the film-like hard film 24 to take place at a different position between the upper side 28 and the underside 20, so that, for example, a section of the bristle carrier elements 22 projects beyond the film-like hard film 24 to the upper side 28.
- the film-like hard film 24 consisting of a hard material H is covered on the upper side with a layer of a soft material W.
- the soft material W is sprayed onto the hard material H. Since at least individual regions of the toothbrush 10, including the bristle carrier elements 22 and the foil-like hard film 24, are preferably made of a single hard material H, a single injection point can preferably be used when spraying the hard material H.
- the mentioned individual regions of the toothbrush 10 made of hard material H can lie, for example, in the neck region 12 or in the neck region 12 and grip region.
- the elasticity with which the bristle carrier elements 22 can be deflected with respect to the neck region 12 is determined by a number of factors, in particular the thickness of the film-like hard film 24, the distribution of its thickness, the material used and the specific material distribution, for example With regard to the applied on the upper side 28 layer of soft material W is determined.
- the thickness of the film-like hard film 24 is between 0.08 mm and 0.6 mm, preferably between 0.3 mm and 0.5 mm.
- this layer is slightly wedge-shaped over the head region 14, so that the layer thickness is approximately 0.5 mm in the vicinity of the neck region 12 and approximately 0.3 mm in the free end region of the head region 14. This will ensure that due to the increasing distance in the direction of the free end region of the head region 14 from the neck region 12 and thus a longer lever arm at a deflection of the bristle carrier elements 22 in the longitudinal direction of the head portion 14 at the same force at least almost the same can be deflected.
- the thickness of the layer of soft material W applied to the film-like hard film 24 on the upper side 28 is between 0.2 mm and 1 mm, preferably between 0.3 mm and 0.7 mm. This results in a total layer thickness of the film-like hard film 24 with an overlying layer of soft material W from 0.28 mm to 1.6 mm, preferably from 0, 6 mm to 1.2 mm.
- the ratio of the layer thickness of hard material H to soft material W is 12.5: 1 to 0.8: 1, preferably 7: 1 to 1.5: 1. As already mentioned, however, this ratio can vary and significantly determines the elasticity properties during the deflection The bristle carrier elements 22.
- the ratio of the thickness of the film-like hard film 24 to the thickness of the bristle carrier elements 22, each measured between the top 28 and the bottom 20 of the starting point of the bristle carrier element 22 on the hard film 24 to the free end of the bristle carrier element 22nd which is between 63: 1 and 8: 1, preferably between 44: 1 and 8: 1, more preferably between 30: 1 and 12.5: 1.
- Another embodiment is to cover the film-like hard film 24 on both sides with soft material W. This means that the film-like hard film 24 in addition to the described coverage of the top 28, also on the bottom 20 in the labyrinth-like recesses with a layer Soft material W is covered.
- the film-like hard film 24 may have recesses adjacent to the bristle-carrying members 22. Of course, this also applies to layers of soft material W.
- a bead 38 which is increased in the direction of the top 28 is formed. It forms a ring-like enlarged layer around the upper support member opening 26 and allows a softer guidance of the bristles and an improved recovery after their deflection during the cleaning process.
- a bead 38 from a hard material H, in particular by the extension of the element body 32, or to leave the bead 38 completely away.
- the outer edge of the head portion 14 is, as in the FIGS. 1 to 4 . 7 to 13 and 15 to 26 shown, equipped with a wavy contour line.
- thin layers of the film-like hard film 24 alternate with outer regions of the bristle carrier elements 22.
- the bristle support members 22 project slightly beyond the outer edge of the sheet-like hard film 24 and act as a buffer zone to reduce contact of the sheet-like hard film 24 with the oral cavity.
- they may be at least partially coated with soft material W.
- this soft material W may be applied, for example, on the upper side 28 and / or on the underside 20 of the film-like hard film 24 or pulled from the upper side 28 to the lower side 20 over the edge. In this way, injuries are caused by cutting or by Collisions in the oral cavity avoided.
- the soft material W functions as cushioning and tearing of the film-like hard film 24 from the outside is prevented.
- the layer of soft material W non-continuous, i.e. omissions (in any geometric shapes) may be provided in the layer of soft material W, i. the hard material H is not covered in the area of these omissions.
- Fig. 7 - 9 are representations of different curvatures of the head portion 14 of the in the Fig. 1 - 6 shown embodiment of the inventive toothbrush 10 presented.
- Fig. 7 shows the maximum bend in a force acting on a bristle carrier element 22 in the outermost free longitudinal end of the head portion 14. A further bend in the direction of the bottom is excluded by stop-like touches of the bristle carrier elements 22. With a force of 3 N acting on said bristle support member 22, the maximum bend between 10 ° and 40 ° is preferably between 25 and 30 ° measured between the center normal of the foremost support member opening 26 in the flat state and the center normal of the foremost support member opening 26 in FIG deflected state.
- the surface of the bristle surface ie, among other things, the film-like hard film 24 in the flexible part forms under the load an arcuate bend with a radius from 4 cm to 10 cm, preferably 5 cm to 8 cm.
- Fig. 8 a state is shown in which the toothbrush 10 for solidification after injection molding of the hard and soft material H, W is still in its cavity of an injection molding tool, not shown.
- the upper side forms an at least almost flat surface.
- the head region 14 due to the shrinkage behavior, deforms slightly in the direction of the upper side 28 and, viewed from the upper side 28, forms a concave curvature, shown in FIG Fig. 9 , This curvature is due to a shrinkage of material during the curing phase and causes a desired bias towards the top 28.
- the direction of the curvature can be influenced and adjusted, for example, by a different positioning of the film-like hard film 24 with respect to the top 28 and the bottom 20 of the bristle support members 22 become.
- an opposite curvature is achieved when the film-like hard film 24 is flush with the lower-side free end of the end caps 34.
- the effect of warping can be further enhanced by applying a layer of soft material W to the film-like hard film 24 on top 28, as in the previously described embodiment, since this layer provides additional bias due to its shrinkage behavior.
- other shapes of curvature such as wave profiles, spindle-shaped torsion shapes, one or more creases, or combinations of multiple shape elements can be formed in the head region 14 by the injection molding tool, in which the soft material W is injected, the preceding hard material H forcibly formed, ie the hard material H is inserted under bias in this tool.
- the soft material W By hardening the soft material W, the forced shape of the hard material H 'is frozen. It is also possible to reheat the bristled toothbrush 10 and then allow it to cool in a predetermined positive shape. Also in this case the corresponding compulsory form is 'frozen'.
- the hard material H is a curved shape.
- tools are required for the realization which are equipped with corresponding slides and core pulls.
- the head region 14 of the toothbrush 10 is preferably modeled on the outer tooth contour and concavely arched.
- the bristles can be arranged lengthwise so that a bristle configuration that is optimal for cleaning can be realized. By means of this possibility, the curvature can be faked to a certain extent.
- head portions 14 Two further embodiments of head portions 14 are in the FIGS. 10 to 13 shown.
- the underside 20 in Fig. 10 In the outer edge region of the head region 14, bristle carrier elements 22 with a single upper carrier element opening 26 are preferably formed in a bit-like arrangement.
- the center of the head region 14 In the center of the head region 14 are three Borstentragiata 22 formed with an elongated cross section and three upper support element openings 26, as shown in the illustration of the top 28 in Fig. 11 can be seen. It can clearly be seen that the carrier element openings 26 on the bristle carrier element 22 can be varied at a distance from one another.
- the upper support member openings 26 are also other configurations, such as along curved lines in S, T, U and cross-shaped arrangements possible. The arrangements can each be oriented in the transverse direction or in the longitudinal direction of the toothbrush 10. As a result, both symmetrical and asymmetrical patterns (relative to the longitudinal axis of the toothbrush 10) of the carrier element openings 26 can be achieved.
- the bristle support member 22 with five upper support member openings 26 is to be viewed in the free longitudinal end region of the head portion 14.
- These bristle carrier elements 22, which have a plurality of carrier element openings 26, preferably have on the upper side 28 an extension in the longitudinal direction of the head region 14 of 4 mm to 12 mm, preferably 5 mm to 8 mm, and transverse to the longitudinal direction 4 mm to 14 mm, preferably 5 mm to 8 mm.
- the bristles 16 are either approximately at right angles with respect to the upper side 28 of the head region 14 or as in FIG Fig. 14 shown, obliquely oriented to the top 28 of the head portion 14.
- X-shaped bristle bundles can be formed, which in particular support a cleaning of interdental spaces, inclined bundles of bristles 16 or bundles of bristles 16 projecting beyond the brush head edge can be designed.
- the blind holes 36 are also formed according to oblique.
- the angle of the central standard of the inclined blind hole 36 for the center normal of a vertically formed blind hole 36 is between 3 ° and 30 °, preferably 3 ° to 15 °.
- AFT Anchor Free Tufting
- IMT In Mold Tufting
- sleeve-like bristle carrier elements 22 is in particular in connection with Fig. 31 and Fig. 32 be pointed again.
- a plurality of carrier element openings 26 can be arranged, which can be filled with cleaning and massage elements 18.
- the bristles 16 introduced into the bristle carrier elements 22 and into the carrier element openings 26 can be of different nature. It can be used throughout cylindrical, one-sided or two-sided sharpened bristles.
- the bristles 16 themselves are preferably made of polyamide (PA) or polyester (PBT).
- PA polyamide
- PBT polyester
- further cleaning or massage elements preferably consisting of a soft material W, may be formed on the bristle-carrying elements 22. For example, these can be injected directly in an injection molding process or anchored in the blind holes 36 in analogy to the bristles 16.
- the cleaning or massage elements 18 may be formed, for example, as fins, knobs, scales, grooves, edges, hairs, flocked spots, strip brush elements, cylindrical, spherical or rod-like elements. They can be arranged both on the upper side 28 and on the lower side 20 and protrude from these. In particular, on the bottom 20 can also the End caps 34 of the bristle carrier elements 22 with scales, grooves, edges, roughening or other repetitive surface structures, be equipped to form a tongue cleaner.
- a tongue cleaner can be designed by continuing the layer of soft material W beyond the edge of the head region 14.
- a scraper edge is configured by continuing the layer of soft material W in a tubular or lamellar manner around the head region 14 from the upper side 28 in the direction of the underside 20. This scraper edge follows the outer edge of the toothbrush head and thus comprises the entirety of the bristle carrier elements 22.
- the layer of soft material W on the upper side 28 of the head region 14 of the toothbrush 10 can be thickened at the outer edge analogously to the bead 38, in order to avoid protection-like injuries due to bumps.
- FIGS. 15 to 21 undersides 20 of head regions 14 of further particularly preferred embodiments of the toothbrush 10 according to the invention are shown.
- a bristle carrier element 22 is arranged with a multiplicity of upper carrier element openings 26, which are indicated by dashed lines.
- all embodiments in the neck region-side head region 14 are equipped with conventional bristle holes 30.
- mutually different from each other with respect to the longitudinal axis of the head portion 14 middle regions of the head portion 14 are designed.
- the embodiments in the FIGS. 15, 16, 17, 18 and 20 each side outside bristle support elements 22, each with two support element openings 26 on the top 28 on.
- FIGS. 15, 16, 19 and 20 are also formed with bristle-carrying members 22 having two or more upper support member openings 26 in a central portion of the head portion 14.
- the embodiments in the FIGS. 15, 16 and 18 in the neck area side portion of the head portion 14 are provided with a constriction of the film-like hard film 24, by which the elasticity of the longitudinal end-side bristle support members 22 relative to the neck portion 12 is increased again.
- a constriction of the film-like hard film 24 by which the elasticity of the longitudinal end-side bristle support members 22 relative to the neck portion 12 is increased again.
- continuous, hole-like film recesses within the film-like hard film 24 serve, as the illustrated lateral constrictions, to increase the elasticity.
- the film recesses preferably have an elongated, slit-like shape and pass between the adjacent bristle carrier elements.
- the film recesses are preferably not filled with the following layer of soft material W.
- Fig. 21 In addition, the possibility is shown that the bristle carrier elements 22 are interconnected by minimal webs. As a result, the flexibility (direction and extent) of the brush head can be additionally determined.
- Fig. 26 In addition, cleaning and massage elements 18 are mounted on the underside 20 of the toothbrush 10. The design options for such elements are in the FIGS. 27 to 30 shown.
- FIGS. 44 and 45 Another embodiment of the inventive brush head is in FIGS. 44 and 45 shown.
- the bristle carrier elements 22 are on foil-like hard film 24 is attached.
- a material bridge 74 made of soft material W and / or hard material H is formed over the bristle carrier elements 22.
- the material bridge 74 has its points of attack (bridgeheads) in the free end region of the head region 14 and on the other hand in the transition from the film-like hard film 24 to the neck region 12 of the toothbrush 10. Structures can be formed on the material bridge 74 which can serve as tongue scrapers 44.
- the material bridge 74 serves to adjust the flexibility of the head region 14.
- the production of in Fig. 44 illustrated toothbrush 10 is preferably carried out with the cavity scooping side slides in the injection mold.
- the material bridge 74 can be formed in the same operation as the film-like hard film 24 and the bristle carrier elements 22 of the same material from the same injection point by injection molding.
- the film-like hard film 24 and the bristle carrier elements 22 can be formed in a first operation in a first injection molding process without a side slide and the material bridge 74 with a side slide.
- a material bridge 74 of soft material W made of the same material and in the same injection molding process as the layer of soft material W on the top 28 of the film-like hard film 24 are formed.
- other or existing materials can be processed in additional injection molding processes to create the desired material bridge 74. It is essential that the materials used are compatible with each other to allow a material connection during the injection molding process form.
- FIGS. 27 to 30 5 are sectional views of portions of the head region 14 in which cleaning or massage elements 18 are formed in different ways by a combination of hard and soft materials H, W.
- the layer of soft material W applied to the upper side 28 above the film-like hard film 24 is provided with rods or lamellar extensions which extend essentially perpendicular to the upper side 28 and parallel to the bristles 16.
- Fig. 28 shows a further embodiment in which these rods or lamellar cleaning or massage elements 18 by an inner structure 42 of a hard material H, which also rises like a rod or lamellar parallel to the bristles 16 in the direction of the top 28, are supported.
- a cleaning or massage element 18 for forming a tongue scraper element 44 is likewise arranged from a hard material H.
- a rod or lamellar cleaning or massage element 18 made of soft material W on the top 28 formed.
- the soft material W is also guided to the underside 20 and there forms a soft elastic tongue scraper element 44, however Fig. 30 shown embodiment, formed by a hard material H inner structure 42, which in the direction of the bottom 20 of the film-like hard film 44 protrudes, supported or stiffened.
- inner structures 42 may be formed of a hard material H both in the direction of the top 28, as well as in the direction of the bottom 20 to support a soft elastic structure.
- the bristles 16 can also be fastened in sleeve-shaped bristle carrier elements 22 by means of an AFT method or IMT method.
- Brush heads made using the IMT process largely correspond to the previous design variants.
- the bristles are first fed to injection molding. These are then encapsulated with plastic to form the brush head. The bristles are thus also inserted into the 'blind holes' formed by the bristles.
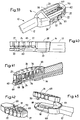
- FIG Fig. 31 A sleeve-shaped bristle carrier element 22 with sections of the adjacent film-like hard film 24 used in the AFT method is shown in FIG Fig. 31 shown. Opposite the upper support element opening 26, a lower support element opening 50 is formed through the through hole 48 on the underside 20.
- all considerations and Ausgestalltungstinen which concern the bristle carrier elements 22 with blind holes 36 analogous to bristle carrier elements 22 with through holes 48 transferable.
- Fig. 32 is the in Fig. 31 shown section after a bribe by AFT method shown.
- the bristles are pushed through the through holes of the bristle carrier elements 22. Subsequently, the back ends of the bristles are melted for anchoring.
- the bristles 16 are welded together to form a bundle of bristles in a welding section 52, and preferably also with the bristle carrier element 22 in the case of compatible materials.
- As a stock of material for the welding it is possible that within the through hole 48 in the region of the lower support member opening 50 projections are formed, which are attached as additional material for the welding.
- the welding takes place in the AFT process method by means of a hot stamp, which melts the bristle material.
- the cooled body or the weld section 52 often has brow or other weld edges, which pose a risk of injury.
- a lid made of plastic or other weldable material to the underside 20 of the bristle carrier element below the lower carrier element opening 50.
- the AFT or IMT process allows the formation of bristle bundles with almost any cross-sectional shapes. For example, elongated l- or C-shaped cross-sectional shapes of bristle bundles can be formed.
- These elongate bristle carrier elements 22 are preferably oriented along the longitudinal and / or transverse direction of the brush head. Examples of such shaped head portions 14 are in the FIGS. 33 to 36 shown.
- a brush attachment 54 for an electrically operated toothbrush 10 shown in both the partially sectioned side view in Fig. 38 as well as the top view of the head area 14 in FIG Fig. 37 Shown are radially outward bristle carrier elements 22, which are connected via a film-like hard film 24 elastically connected to a central region of the head portion 14 is formed.
- the bristle carrier elements 22 can also accommodate cleaning or massage elements 18. Also in this embodiment, it is possible to form bristle carrier elements 22 with a plurality of upper carrier element openings 26.
- FIGS. 39 to 43 a further embodiment of a non-inventive toothbrush 10 is presented. Also in this embodiment is an electrically operated toothbrush.
- This has a not shown electric drive device which acts on the underside 20 of the bristle carrier elements 22 by means of an actuator, in this case by means of an eccentric 58 formed on a rotatable drive shaft 56.
- a head support 60 is provided with a slot recess 62, in which the drive shaft 56 is guided, and the head element 65 is equipped with an eccentric receiving element 70.
- an eccentric receptacle 68 is formed, in which the eccentric 58 engages and thereby acts on the special head element 65.
- the head carrier 60 has a head receptacle 64, in which the in Fig. 42 shown head element 65, which essentially corresponds to that in the embodiments previously shown by the head portion 14 is received.
- the head element 65 is fastened to the head support, for example, by means of welding (ultrasound or hot stamping), encapsulation with a further hard or soft material W, gluing, clamping or a mechanical anchorage, for example a snap connection or splined connection on the head support 60.
- the drive axle 56 is mounted in its free head area-side end region in a cylindrical axle receptacle 66 in the head carrier 60.
- the formed by a bend of the drive shaft 56 eccentric 58 engages in the eccentric receptacle 68 of the Exzenterinformationelements 70 a.
- the eccentric receiving element 70 itself is fastened to the underside 20 of a bristle carrier element 22, a plurality of bristle carrier elements 22 or directly to the film-like hard film 24.
- the drive shaft 56 is in rotation about its longitudinal axis added.
- the rotation is preferably 360 ° circumferential, but there are also reversing movements in a smaller angular range possible.
- the movement speed is preferably between 5,000 to 15,000 rpm, particularly preferably 8,000 to 12,000 rpm.
- the eccentric 58 also rotates with the drive shaft 56, periodically deflecting the eccentric receiving element 70 and the bristle carrier element 22 connected thereto, the bristle carrier elements 22 or the film-like hard film 24.
- both the directly associated with the Exzenteringelement 70 bristle carrier element 22, as well as adjacent bristle carrier elements 22, and the bristles 16 received by them is placed in a wave-like movement.
- the eccentric receptacle 68 of the eccentric receiving element 70 is preferably provided with an oval cross-section, which preferably has a larger diameter at least approximately parallel to the orientation of the bristles 16.
- the bristle carrier element 22 can also be driven to a kind of wiping movement.
- the shape of the eccentric receiver 68 and the eccentric 58 determine the moving image and the deflection amplitude of the bristle carrier element or hard film 24.
- An eccentric receiver 68 with a circular cross-section causes the movement to be both raising and lowering and wiping in both directions is equally removed from the drive shaft 56.
- An oval configuration of the shape of the eccentric receptacle 68 causes the movement of the eccentric 58 in the direction of the shorter axis of the oval cross section is transmitted more than in the direction of the longer axis of the oval cross section.
- the drive shaft 56 has a cross-sectional diameter of 0.5 mm to 2 mm, preferably 0.75 mm to 1.5 mm.
- the eccentric 58 is offset in the drive shaft with a deflection of 0.25 x to 1.25 x, preferably 0.5 x to 1 x the diameter of the drive shaft 56.
- the maximum deflection of the bristle field is transmitted 1: 1 from the eccentric 58.
- the bristle field moves in the vertical 0.05 mm to 1 mm, preferably 0.1 mm to 0.5 mm and in the horizontal 0.05 to 1.5 mm, preferably 0.1 to 1 mm.
- eccentric receptacle 68 it is possible to realize the eccentric receptacle 68 as a fork profile, while the profile is narrowed on the open side, so that the drive shaft 56 can be taken by means of this constriction.
- This embodiment entails that in a head element 65 various ways of massage and cleaning elements 18 can be achieved.
- further eccentric 58 may be formed, which can drive via corresponding further Exzenterability electrode 70 connected to them bristle carrier elements 22 to move.
- These eccentrics 58 are not necessarily uniform ie aligned in the same direction on the drive shaft 56.
- the slot recess 62 may be covered by additional elements to the bottom 20.
- header 65 and head carrier 60 may also be covered.
- a lateral wall which preferably extends to the open end of the head receptacle 64, can be realized by the head carrier 60.
- FIGS. 39 to 43 shown head portion 14 and subsequent neck portion 12 it is possible in the FIGS. 39 to 43 shown head portion 14 and subsequent neck portion 12 to make in the form of a brush attachment.
- the previously described arrangements for the drive shaft 56 and the eccentric receptacle 68 assume that these two elements in the assembled state, without retracted eccentric 58, are arranged centered on the drive shaft 56.
- the movement pattern of the cleaning and massage elements 18 on the head element 18 is determined by a variety of factors. Factors are: arrangement of the bristle carrier elements 22, shape of the bristle carrier elements 22, properties of the film-like hard film 24, attachment of the head element 65 in the head carrier 60, number of eccentric receiving elements 70, etc.
- the storage of the drive shaft 56 affects the device sustainable. An inaccurate storage entails that on the one hand, the noise caused by the friction and on the other hand that the friction losses require a larger engine power.
- it is also possible to fix a metallic carrier in the head carrier 60 for example by means of overmolding, mechanical assembly by means of press fit, or other suitable fixing method).
- the storage is designed so directly metallic and can be produced with a higher precision.
- the in the Fig. 39 to 43 illustrated embodiment relates to the head portion 14 of an electric toothbrush.
- the head design described can be mounted in various ways on a drive unit with energy storage of an electric toothbrush.
- the components can be molded integrally. This means that when the brush is worn out, the whole device needs to be replaced.
- the brush attachment 54 is configured such that when the brush part is attached to the drive unit, the drive shaft 56 of the brush attachment 54 is coupled together with the drive shaft of the drive unit.
- the structure of the header i. Head carrier 60, drive shaft 56 and head 65, allow a large variety of variants with minimal effort.
- the head element 65 can be designed differently. So can be bypassed without changing the other parts.
- the assembly of the multi-part head portion 14 takes place in several steps. First, the drive shaft 56 is inserted into the bristled head 65. Thereafter, this combination is assembled together in the head carrier 60, i. first, the drive shaft 56 is threaded, then the head member 65 is placed on the body, then the drive shaft 56 is inserted into the axle receiver 66 and finally the head member 65 is mounted on the head carrier 60, e.g. attached by ultrasonic welding or other suitable fixation method. Following these steps, the connection is made with the drive unit or with the transmission.
- toothbrushes 10 in particular its head region 14, can also be applied to electric toothbrushes with, for example, oscillating, pivoting or vibrating heads, to other bodycare brushes such as mascara brushes, nail polish brushes, hairbrushes and household brushes, for example and not conclusively on dishwashing brushes, Wischersets, shoe brushes, scrubbers, brooms or grill brushes are transferred.
- bristles 16 instead of bristles 16 also exclusively cleaning or massage elements 18 may be formed on the bristle carrier elements 22 and thereby form an example to be used exclusively as a tongue cleaner instrument.
- the most important prerequisite for the production of the toothbrush 10 according to the invention is the possibility of spraying or applying hard and soft material H, W in foil-like or film-like thin layers.
- hard material H particularly preferably polypropylene PP
- injection pressures in the injection molding tool of over 800 bar, preferably between 1000 and 1500 bar needed.
- polypropylene for toothbrushes with corresponding cross-sections is processed at an injection pressure of 500 bar to 750 bar.
- the temperature of the hard material H to be injected is between 220 ° C and 280 ° C, preferably between 235 ° C and 265 ° C.
- the said preferred injection pressures are several times what used for the production of conventional toothbrushes.
- the film-like hard film 24 has the desired film-like, flexible properties and at the same time the bristle-carrying elements 22 can be formed without sink marks in the required shape and size.
- the use of sliders and cores in the necessary to use injection molding tools For training specific curved tops 28, as well as obliquely to the top 28 extending blind holes 38 and through holes 48, where appropriate, the use of sliders and cores in the necessary to use injection molding tools.
Description
- Die vorliegende Erfindung bezieht sich auf eine Zahnbürste gemäss dem Oberbegriff des Anspruchs 1 und ein Verfahren zu deren Herstellung gemäss Anspruch 27.
- Zahnbürsten sind in der Mundhygiene allgemein bekannte Instrumente zur Reinigung und Pflege der Zähne sowie weiterer Oberflächen der Mundhöhle. Eine Zahnbürste ist beispielsweise in der
FR 2652245 - Eine weitere Zahnbürste ist in der
DE-U-200 13 862 beschrieben. Dabei sind Borsten der Zahnbürste in sacklochartigen Ausnehmungen eines Kopfgrundkörpers befestigt. Der Kopfgrundkörper selbst ist auf einer Borsten-abgewandten Unterseite vollständig mit einem elastischen Material als Stützkörper umspritzt. - Eine Bürste, bei der zu Borstenbündel zusammengefasste Borsten elastisch gegeneinander abwinkelbar oder auslenkbar sind, ist in der
US 3,000,030 beschrieben. Die geradlinig entlang einer Reihe hintereinander angeordneten Borstenbündel bilden kammartige Bürstensegmente, die über elastische Stege miteinander verbunden sind. Aufgrund der elastischen Stege ist es möglich, die Bürstensegmente elastisch gegeneinander abzuwinkeln. - Eine weitere Zahnbürste ist beispielsweise in der
EP-B-0 857 026 offenbart. Der Kopf der Zahnbürste bildet dabei einen Borstenträger zur Aufnahme der ebenfalls zu Borstenbündeln zusammengefassten Borsten. Die befestigungsseitigen Enden der Borstenbündel weisen kopfartige Verdickungen auf, die durch Aufschmelzen der Borstenenden erhalten werden. Mit diesen kopfartigen Verdickungen sitzen die befestigten Enden der Borstenbündel in elastischen Lagern, die in Löchern einer Lochplatte gelagert sind und deren Rückseite überragen. Mittels eines Drehknopfs lässt sich eine hinter den elastischen Lagern angeordnete Stellplatte in ihrer Lage verändern, so dass je nach deren eingestellter Position eine elastische Auslenkung der elastischen Lager mehr oder weniger eingeschränkt ist. - Aufgabe der vorliegenden Erfindung ist es, eine Zahnbürste mit einem Kopfbereich bereitzustellen, der sich spezifischen Oberflächenformen in der Mundhöhle, verschiedenen Putzstellungen der Zahnbürste sowie unterschiedlichen Kraftwirkungen eines Benutzers auf die Zahnbürste elastisch anpassen kann und gleichzeitig eine besonders kostengünstige Fertigung der Zahnbürste ermöglicht.
- Diese Aufgabe wird durch eine Zahnbürste gemäss dem Patentanspruch 1 und ein Herstellungsverfahren für diese Zahnbürste gemäss Anspruch 27 gelöst. Besonders bevorzugte Ausführungsformen sind mit den in den abhängigen Ansprüchen aufgeführten Merkmalen ausgestattet.
- Die erfindungsgemässe Zahnbürste weist einen Griffbereich und einen an den Griffbereich anschliessenden Halsbereich auf, der gegenüberliegend dem Griffbereich einen Kopfbereich trägt. Im Kopfbereich ist wenigstens ein Borstentragelement angeordnet, an welchem Borsten bzw. zu Borstenbündel zusammengefasste Borsten befestigt sind. Dabei treten die Borsten bzw. Borstenbündel aus wenigstens einer oberen Tragelementöffnung auf der Oberseite des Borstentragelements hervor.
- Erfindungsgemäss ist das Borstentragelement durch einen folienartigen Hartfilm aus einem Hartmaterial elastisch mit dem Halsbereich verbunden und dadurch elastisch gegenüber dem letztgenannten auslenkbar. Der folienartige Hartfilm erstreckt sich wenigstens abschnittsweise bündig aussen um die obere Tragelementöffnung. Durch diese elastische Einbindung des Borstentragelements in den Kopfbereich ist dieses in nahezu jede Richtung abwinkel- bzw. um wenigstens nahezu jede Achse verdrehbar befestigt.
- Natürlich ist es möglich, mehrere Tragelemente über den folienartigen Hartfilm im Kopfbereich elastisch anzuordnen. Vorzugsweise ist der folienartige Hartfilm mit einer sehr geringen Dicke, insbesondere einer Dicke, die sehr viel geringer ist als eine Länge und auch wesentlich geringer als die Wandstärke des Borstentragelements, ausgestattet. Auf diese Weise wird einerseits erreicht, dass die Borstentragelemente genügend Steifigkeit und Zähigkeit für eine Borstenverankerung aufweisen und andererseits die Borstentragelemente elastisch gegeneinander bewegt werden können.
- In einer besonders bevorzugten Ausführungsform ist das Borstentragelement und der folienartige Hartfilm aus ein- und demselben Hartmaterial in einem Arbeitsgang ab demselben Anspritzpunkt hergestellt. Darüber hinaus ist es besonders vorteilhaft, wenn der folienartige Hartfilm auf seiner Oberseite mit einer Schicht aus einem Weichmaterial überzogen ist. Dadurch können die Elastizitätseigenschaften beziehungsweise die Rückstellung des folienartigen Hartfilms verbessert beziehungsweise eingestellt werden. Die Gefahr einer lokalen Schwächung des folienartigen Hartfilms entlang einer Biegelinie auch nach einer grossen Anzahl von Abwinklungen der Borstentragelemente wird stark verringert. Vorzugsweise wird die Schicht aus Weichmaterial nach der Bildung des folienartigen Hartfilms und der Borstentragelemente mittels Spritzguss aufgebracht.
- In einer alternativen Ausgestaltungsvariante werden die Elastizitätseigenschaften beziehungsweise die Rückstellung des Bürstenkopfes mittels einer beispielsweise von dessen freiem Endbereich zum Halsbereich verlaufenden Materialbrücke aus Weichmaterial verbessert, beziehungsweise eingestellt, welche von Borstentragelementen beabstandet ist.
- Beim Herstellen der erfindungsgemässen Zahnbürste in einem Spritzgiessverfahren wird ein sehr hoher Spritzdruck von mehr als 800 bar, vorzugsweise zwischen 1000 und 1500 bar, verwendet, um eine vollständige und korrekte Ausbildung des folienartigen Hartfilms und der Borstentragelemente zu gewährleisten. Normalerweise wird Polypropylen für Zahnbürsten mit entsprechenden Querschnitten mit einem Spritzdruck von 500 bar bis 750 bar verarbeitet. Der verhältnismässig hohe Spritzdruck ist auch massgeblich dafür verantwortlich, dass der folienartige Hartfilm mit den gewünschten spezifischen folienartigen Eigenschaften bzw. Dimensionen und die gegenüber dem dünnen Hartfilm eher voluminösen Borstentragelemente und allenfalls andere Bereiche des Zahnbürstengriffes in einem Arbeitsgang mit denselben Verarbeitungsparametern ausgeformt werden können. Durch die Verwendung des bevorzugten Spritzgiessverfahrens und dem gleichzeitig relativ einfachen Aufbau des Kopfbereiches ist der Produktionsprozess zur Herstellung der Zahnbürste weitgehend automatisierbar und mit relativ geringen Herstellungskosten verbunden, wenn auch sehr spezifische Parameter bzw. Maschineneinstellungen nötig sind.
- Natürlich ist die erfindungsgemässe Ausbildung des Kopfbereiches mit Borstentragelementen und einem folienartigen Hartfilm von Zahnbürsten auch auf Elektrozahnbürsten beispielsweise mit oszillierenden, schwenkenden oder vibrierenden Köpfen, auf Maskarabürsten, Nagellackpinseln, Haarbürsten und andere Bürsten der Körperpflege übertragbar. Auch ein Einsatz bei Haushaltbürsten, beispielsweise bei Abwaschbürsten, Wischersets, Schuhbürsten, Schrubbern, Besen oder Grillbürsten ist möglich.
- Nachfolgend werden anhand einer Zeichnung besonders bevorzugte Ausführungsformen der erfindungsgemässen Zahnbürste detailliert beschrieben. Es zeigen rein schematisch im Einzelnen:
- Fig. 1
- in perspektivischer Ansicht einen Abschnitt der Unterseite einer erfindungsgemässen Zahnbürste mit einer Mehrzahl von in einem Kopfbereich angeordneten Borstentragelementen, die über einen folienartigen Hartfilm mit einem Halsbereich der Zahnbürste verbunden sind; die von den Borstentragelementen aufzunehmenden Borsten sind nicht gezeigt;
- Fig. 2
- in einer Draufsicht die Unterseite des Kopfbereichs der in
Fig. 1 gezeigten Zahnbürste; - Fig. 3
- in einer Draufsicht die Oberseite des in
Fig. 1 und Fig. 2 gezeigten Kopfbereichs der Zahnbürste ohne Darstellung der Borsten; - Fig. 4
- in einer Seitenansicht den Kopfbereich der in
Fig. 1 - Fig. 3 gezeigten Zahnbürste ohne Darstellung der Borsten; - Fig. 5
- in einer Schnittdarstellung den in
Fig. 1 - Fig. 4 gezeigten Kopfbereich einer erfindungsgemässen Zahnbürste ohne Darstellung der Borsten; - Fig. 6
- in einer vergrösserten Schnittdarstellung einen Abschnitt des in
Fig. 1 - Fig. 5 gezeigten Kopfbereiches einer Zahnbürste ohne Darstellung der Borsten; - Fig. 7
- in einer Seitenansicht den in
Fig. 1 - Fig. 6 gezeigten Kopfbereich einer erfindungsgemässen Zahnbürste ohne Darstellung der Borsten bei einer maximalen Abwinklung aufgrund einer auf den freien Endbereich des Kopfbereichs in Richtung der Unterseite der Zahnbürste wirkenden Kraft; - Fig. 8
- in einer Seitenansicht der in
Fig. 1 - Fig. 7 gezeigte Kopfbereich einer erfindungsgemässen Zahnbürste ohne Darstellung der Borsten bei seiner Ausrichtung in einem nicht dargestellten Spritzgusswerkzeug; - Fig. 9
- in einer Seitenansicht der in
Fig. 1 - Fig. 8 gezeigte Kopfbereich einer erfindungsgemässen Zahnbürste ohne Darstellung der Borsten in seinem dem Spritzgusswerkzeug entnommenen erstarrten und unbelastenden Zustand; - Fig. 10
- in einer Draufsicht auf die Unterseite der Kopfbereich einer weiteren Ausführungsform der erfindungsgemässen Zahnbürste;
- Fig. 11
- in einer Draufsicht auf die Oberseite des in
Fig. 10 gezeigten Kopfbereichs einer Zahnbürste ohne Darstellung der Borsten; - Fig. 12
- in einer Draufsicht die Unterseite des Kopfbereichs einer weiteren Ausführungsform der erfindungsgemässen Zahnbürste;
- Fig. 13
- in einer Draufsicht die Oberseite des in
Fig. 12 gezeigten Kopfbereichs der Zahnbürste ohne Darstellung der Borsten; - Fig. 14
- in einer Schnittdarstellung ein Ausschnitt durch ein Borstentragelement und dem umgebenden folienartigen Hartfilm einer erfindungsgemässen Zahnbürste, wobei das aus einem Hartmaterial bestehende Borstentragelement und der folienartige Hartfilm auf der Oberseite mit einer Schicht aus einem Weichmaterial überdeckt und zu einem Borstenbündel zusammengefasste Borsten schräg zu einer Längsachse des Borstentragelements ausgerichtet sind;
- Fig. 15 - Fig. 26
- in Draufsicht die Unterseiten des Kopfbereichs weiterer besonders bevorzugten Ausführungsformen erfindungsgemässer Zahnbürsten, wobei an der Oberseite befindliche obere Tragelementöffnungen, aus welchen die Borsten hervortreten, gestrichelt eingezeichnet sind;
- Fig. 27 - Fig. 30
- in Schnittdarstellungen Ausschnitte von Kopfbereichen verschiedener Ausführungsformen erfindungsgemässer Zahnbürsten, bei denen auf der Oberseite des aus Hartmaterial hergestellten Borstentragelements und des folienartigen Hartfilms eine Schicht aus Weichmaterial aufgebracht ist;
- Fig. 31
- in einer Schnittdarstellung ein hülsenartiges Borstentragelement sowie Bereiche des umgebenden folienartigen Hartfilms mit einer auf der Oberseite aufgebrachten Schicht aus einem Weichmaterial vor einem Beborstungsprozess;
- Fig. 32
- in einer Schnittdarstellung der in
Fig. 31 gezeigte Ausschnitt eines Kopfbereichs mit einem hülsenartigen Borstentragelement nach dem Beborstungsprozess, wobei die Borsten borstentragelementseitig in ihrem freien Endbereich miteinander und dem unterseitigen Endbereich des Borstentragelements verschmolzen sind; - Fig. 33
- in einer Draufsicht die Oberseite des Kopfbereichs einer weiteren Ausführungsform einer erfindungsgemässen Zahnbürste, bei welcher Borsten zu Borstenbündel mit länglich ovalen bzw. l-förmigen Querschnitten zusammengefasst sind;
- Fig. 34
- in einer Draufsicht die Unterseite des in
Fig. 33 gezeigten Kopfbereiches; - Fig. 35
- in einer Draufsicht die Unterseite des Kopfbereichs einer weiteren Ausführungsform der erfindungsgemässen Zahnbürste mit Borstenbündeln, die kreisförmige oder längliche bzw. l-förmige Querschnitte aufweisen;
- Fig. 36
- in einer Draufsicht die Oberseite des in
Fig. 35 gezeigten Kopfbereichs; - Fig. 37
- in einer Draufsicht die Oberseite des Kopfbereichs einer nicht erfindungsgemässen Zahnbürste, die als eine Elektrozahnbürste mit einer einen oszillierenden Bürstenkopf aufweisende Aufsteckbürste ausgebildet ist, wobei die radial äusseren Borstentragelemente über einen folienartigen Hartfilm elastisch gegen einen Zentralbereich des Bürstenkopfes abwinkelbar oder auslenkbar sind;
- Fig. 38
- in einer teilweise angeschnittenen Seitenansicht der Halsbereich und der in
Fig. 37 gezeigte Kopfbereich der Aufsteckbürste; - Fig. 39
- in einer perspektivischen Darstellung die Unterseite des Kopfbereichs und des angrenzenden Halsbereichs einer ebenfalls als Elektrozahnbürste ausgebildeten nicht erfindungsgemässen Zahnbürste mit einer exzentrisch geformten Antriebsachse, die auf die Unterseite eines an einem Kopfelement angeordneten Borstentragelements wirkt;
- Fig. 40
- in einer Seitenansicht der in
Fig. 39 gezeigte Kopfbereich aufweisend einen das Kopfelement tragenden Kopfträger; - Fig. 41
- in einer perspektivischen Schnittdarstellung der in
Fig. 39 und Fig. 40 gezeigte Kopfbereich; - Fig. 42
- in einer perspektivischen Darstellung die Unterseite des Kopfelements mit einer an der Unterseite eines Borstentragelements angeformten Exenteraufnahme;
- Fig. 43
- in einer perspektivischen Darstellung der Kopfträger und das in
Fig. 42 bereits gezeigte Kopfelement; - Fig. 44
- in einer Seitenansicht der Kopfbereich einer weiteren Ausführungsform einer nicht erfindungsgemässen Zahnbürste ohne Darstellung der Borsten, bei welcher einer Materialbrücke die Unterseite des Kopfbereichs überspannt; und
- Fig. 45
- in einer Draufsicht die Unterseite des Kopfbereichs der in
Fig. 44 gezeigten Ausführungsform der nicht erfindungsgemässen Zahnbürste. - In
Fig. 1 ist ein Abschnitt einer besonders bevorzugten Ausführungsform der erfindungsgemässen Zahnbürste 10 gezeigt. Dieser Abschnitt umfasst einen Teil eines Halsbereichs 12, der einen Kopfbereich 14 trägt. An den Halsbereich 12 schliesst sich gegenüberlegend dem Kopfbereich 14 ein inFig. 1 nicht dargestellter Griffbereich an. - Die erfindungsgemässe Zahnbürste 10 hat eine Gesamtlänge von bis zu 220 mm, vorzugsweise zwischen 120 mm - 140 mm bzw. 190 mm und 200 mm. Die Länge des Griffbereichs der Zahnbürste 10 beträgt zwischen 45 % und 65 % von deren Gesamtlänge. Die verbleibende Länge teilt sich auf den Halsbereich 12 und den Kopfbereich 14 auf. Die Länge des Kopfbereichs beträgt 10 mm bis 35 mm, vorzugsweise 15 mm bis 24 mm oder 26 mm bis 30 mm. Die Breite des Kopfbereichs misst 8 mm bis 20 mm, vorzugsweise 10 mm bis 16 mm.
- Der Kopfbereich 14 trägt - beispielsweise in
Fig. 14 undFig. 32 gezeigte - Borsten 16. Darüber hinaus kann der Kopfbereich 14 auch mit Reinigungs- bzw. Massageelementen, wie inFig. 27 - Fig. 30 gezeigt, ausgestattet sein. - Der Griffbereich, der Halsbereich 12 und der Kopfbereich 14 sind zu einem überwiegenden Teil aus einem Hartmaterial H, insbesondere einem Hartkunststoff, hergestellt. Als Hartmaterial H werden beispielsweise Polypropylen (PP), Polyester (PET), Polycyclohexandiamethanoltherephtalat (PCT/PCT-A (säuremodifiziert)/PCT-G (glykolmodifiziert)), Polyethylen (PE), Polystyrol (PS), Styrolacrylnitril
- (SAN), Polymethylmethacrylat (PMMA), Acrylbuthadienstyrol (ABS), Polyoxymethylen (POM) oder Polyamid (PA) usw., vorzugsweise Polypropylen (PP) eingesetzt. Das Elastizitätsmodul des vorzugsweise eingesetzten Polypropylens (PP) beträgt 1000 N/mm2 bis 2400 N/mm2, vorzugsweise 1300 N/mm2 bis 1800 N/mm2, besonders bevorzugt 1450 N/mm2 bis 1650 N/mm2, insbesondere 1500 N/mm2. Zur Bildung eines nachfolgend beschriebenen Hartfilms und nachfolgend beschriebener Borstentragelemente wird vorzugsweise ein Hartmaterial eingesetzt, welches bei Belastung nicht zu Sprödbrüchen neigt. Aus diesem Grund sind die styrolhaltigen Hartmaterialien PS, SAN und ABS, im Gegensatz zu PP, PE, PA, PET oder PCT/PCTA/PCTG, weniger bevorzugt.
- Als Weichmaterialien W, wie sie beispielsweise für weichelastische Schichten, Rückstellelementen, Materialbrücken oder in
Fig. 26 - 30 gezeigte Reinigungs- bzw. Massageelemente 18 zum Einsatz kommen, wird ein Weichkunststoff, beispielsweise low density polyethelene (PE-LD), high density polyethelene (PE-HD), Polyethylen (PE), Polyvinylchlorid (PVC), Polyurethan (PUR) und vorzugsweise ein thermoplastisches Elastomer (TPE) verwendet. Ebenfalls möglich ist der Einsatz von Polyolefin-basiertem Elastomer. Die Shore A Härte des Weichmaterials W liegt dabei unter 90, vorzugsweise unter 70. Da das Weichmaterial W im Kopfbereich 14 ebenfalls in einer dünnen Schicht auf das Hartmaterial H aufgebracht und aufgrund der ständigen Wechselbelastungen im Kopfbereich 14, ist eine exzellente Verbindung zwischen Weich- und Hartmaterial unabdingbar. Diese wird damit erreicht, dass ein zum Hartmaterial H kompatibles Weichmaterial W gewählt wird, welches sich während eines Mehrkomponentenspritzgussprozesses mit dem Hartmaterial H in der Grenzschicht mittels Materialschluss verbindet. Dies gilt natürlich auch für alle andern aus Weichmaterial hergestellten Elementen. - In der perspektivischen Ansicht von
Fig. 1 auf eine Unterseite 20 des Kopfbereiches 14 einer besonders bevorzugten Ausführungsform der erfindungsgemässen Zahnbürste 10 ist eine Anzahl von becherartig ausgeformten Borstentragelementen 22 sichtbar. Diese aus einem Hartmaterial H bestehenden Borstentragelemente 22 sind über einen folienartigen Hartfilm 24, ebenfalls aus einem Hartmaterial H, untereinander und mit dem Halsbereich 12 elastisch auslenk- bzw. abwinkelbar verbunden. Die Borstentragelemente 22 sind dazu bestimmt, beispielsweise inFig. 14 und27 - 30 gezeigte Borsten 16 aufzunehmen, wobei diese aus einer oberen Tragelementöffnung 26 des Borstentragelementes 22 zu einer Oberseite 28 der Zahnbürste 10 hervortreten. - Wie in der Draufsicht auf die Oberseite 28 des Kopfbereichs 14 in
Fig. 3 sichtbar, können die Borstentragelemente 22 auf der Oberseite 28 mit einer, beispielsweise kreisförmigen Tragelementöffnung 26 oder auch mit einer Mehrzahl von oberen Tragelementöffnungen 26 ausgestattet sein. So ist bei der inFig. 1 - Fig. 3 beispielhaft gezeigten Ausführungsform ein im äussersten Längsendbereich des Kopfbereichs 14 angeordnetes Borstentragelement 22 mit 5 oberen Tragelementöffnungen versehen. Wie inFig. 3 ebenfalls sichtbar, können zudem im starren halsseitigen Abschnitt des Kopfbereichs 14 konventionelle Borstenlöcher 30 ausgeformt sein. - In
Fig. 4 und insbesondere in den Schnittdarstellung vonFig. 5 und Fig. 6 sind die Details der Borstentragelemente 22 zu erkennen. Die Borstentragelemente 22 mit einer einzigen oberen Tragelementöffnung 26 weisen einen aussen abgerundeten Elementkörper 32 mit einem ellipsenförmigen Querschnitt und einer abgeschrägten Abschlusskuppe 34 auf. Während der Elementkörper 32 mit seiner inneren Ausnehmung in Form eines Sacklochs 36 vor allem der Aufnahme von Borsten 16 dient, bietet die äussere Oberfläche der Abschlusskuppe 34 die Möglichkeit, weitere Funktionen, beispielsweise durch eine Ausbildung von Schaberkanten bzw. Schabernoppen oder Aufrauungen die Funktion eines Zungenreinigers oder zur Gaumenmassage bereitzustellen. Weiter besteht die Möglichkeit die Abschlusskuppe 34 an ihrem freien Ende mit Weichmaterial W mindestens partiell zu bedecken und die vorher beschriebenen Funktionen zu übernehmen. Alternativ kann der Elementkörper 32 auch in Form eines Kreiszylinders, eines Kegelstumpfes, anderer rotationssymmetrischer Formen, als ein Quader mit gerundeten Ecken oder eine abgestumpfte Pyramide ausgeformt sein. Die Abschlusskuppe 34 kann als ein Kegel, ein stumpfer Kegel, eine Halbkugel oder als ein kantiger Endbereich ausgebildet sein. Wie im Zusammenhang mitFig. 31 und 32 später detailliert beschrieben wird, ist es auch möglich, das Borstentragelement hülsenartig, d.h. ohne Abschlusskappe 34, auszuformen. - Die generelle Form von Borstentragelementen 22 und der Abschlusskuppen 34 ist, neben funktionalen Aspekten der Aussenflächen, der Sacklochgeometrie zur optimalen Aufnahme und Verankerung der Borsten 16 und Designaspekten, massgeblich durch den Herstellprozess (Spritzgiessen) bestimmt. Das Füllen mittels Spritzgiessen mit flüssigem Kunststoff und Entformen der Geometrien aus einem Spritzgusswerkzeug legt verschiedene ebenfalls geometrische Randbedingungen fest.
- Die Borstentragelemente 22 mit einer einzigen oberen Tragelementöffnung 26, welche vorzugsweise mit konventioneller Stopftechnologie beborstet werden, weisen eine Dicke - gemessen von der Oberseite 28 zur Unterseite 20 vom Ansatzpunkt des Borstentragelements 22 am Hartfilm 24 zum freien Ende des Borstentragelements 22 - von 2 mm bis 5 mm, vorzugsweise von 3,8 mm bis 4,5 mm auf. Die Dicke kann über den Kopfbereich 14 variieren. Der Querschnitt dieser Borstentragelemente 22 beträgt - gemessen in Längsrichtung der Zahnbürste 10 - 2,5 mm bis 4 mm, vorzugsweise 2 mm bis 3,5 mm. Der Querschnitt gemessen in Querrichtung der Zahnbürste 10 beträgt zwischen 2 mm und 3,5 mm, vorzugsweise 2,5 mm bis 3 mm. Die Querschnittsangaben können über den gesamten Kopfbereich 14 variieren. Die Wandstärke des Borstentragelements 22 beträgt minimal 1 bis 2 mal, maximal 4 bis 8 mal, vorzugsweise etwa 1 bis 3 mal die Dicke des folienartigen Hartfilms 24.
- Der Durchmesser des Sacklochs 36, in welchem, vorzugsweise unter Nutzung konventioneller Stanztechnologie mittels Ankerplättchen, die Borsten 16 befestigt sind, beträgt zwischen 1,4 mm und 1,8 mm, vorzugsweise 1,6 mm. Die Betrachtungen bezüglich Borstenaufnahmelöchern gelten generell natürlich nicht nur für die im Zusammenhang mit konventioneller Stopftechnologie bevorzugten Sacklöcher 36, sondern auch analog für die im Zusammenhang mit
Fig. 31 und Fig. 32 nachfolgend beschriebenen Durchgangslöcher 48, welche bevorzugt bei alternativen Beborstungsverfahren, wie beispielsweise beim IMT- (In Mold Tufting) oder AFT- (Anchor Free Tufting) Verfahren, eingesetzt werden. Der Lochdurchmesser der Sacklöcher 36 innerhalb des Borstenfeldes kann variieren. Dabei verfügen Borstentragelemente 22 mit einzelnen Sacklöchern 36 vorzugsweise über kleinere Lochdurchmesser als Borstentragelemente 22 mit mehreren Sacklöchern 36. - Die Tiefe des Sacklochs 36 misst 2 mm bis 4,5 mm, vorzugsweise 3 mm bis 3,7 mm. Auch diese Grössen können über den Kopfbereich 14 variieren. Die Sacklöcher 36 können neben einer bevorzugten kreisrunden Ausbildung auch eine elliptische, n-eckige sichelförmige, asymmetrische oder eine freie Form im Querschnitt aufweisen. Die Ausbildung des Querschnitts der Sacklöcher 36 in n-eckiger, sichelförmiger, asymmetrischer oder in freier Form werden vorzugsweise ausschliesslich bei Anwendung der neueren AFT- (Anchor Free Tufting) und IMT- (In Mold Tufting) Verfahren eingesetzt.
- Die Wandstärke, gemessen zwischen dem Sackloch 36 und der äusseren Oberfläche des Elementkörpers 32, beträgt zwischen 0,3 und 0,9 mm vorzugsweise zwischen 0,4 und 0,8 mm. Die Lochachse der Sacklöcher 36 verläuft vorzugsweise parallel zur Längsmittelachse des Elementkörpers 32. In Folge dessen sind auch die im Sackloch 36 eingesetzten Borsten 16 wenigstens nahezu parallel zu dieser Längsmittelachse ausgerichtet und stehen damit wenigstens nahezu rechtwinklig von der Oberseite 28 des Kopfbereichs 14 ab. Wie dies im Zusammenhang mit
Fig. 14 später beschrieben wird, sind jedoch auch geneigte Orientierungen möglich. - Wie bereits vorgängig erwähnt, können die Borstentragelemente 22 auch mit einer Mehrzahl von oberen Tragelementöffnungen 26 ausgestattet sein. Herstellungstechnisch können derartige Borstentragelemente 22 beispielsweise durch eine deutlich verstärkte Verbindungsschicht zwischen Borstentragelementen 22 mit einer einzigen oberen Tragelementöffnung 26 durch eine Schichtdicke grösser als 0,5 mm gebildet werden. Die Verbindungsschicht ist damit wesentlich dicker als der folienartige Hartfilm 24. Die in diesem Fall deutlich verstärkte Verbindungsschicht zwischen den Borstentragelementen 22 bewirkt, dass zwischen den Borstentragelementen 22 keine oder nur eine unwesentliche flexible Auslenkung möglich ist.
- Bei dem in den
Figuren 1 bis 5 gezeigten längsendbereichsseitig angeordneten Borstentragelement 22 mit 5 oberen Tragelementöffnungen 26 ist diese Verbindungsschicht beispielhaft bündig mit den äusseren Enden der Abschlusskuppe 34 aufgefüllt. Die Anordnung der Borstentragelemente 22 mit einer Mehrzahl von oberen Tragelementöffnungen 26 kann auf jeglichen Positionen im Borstenfeld erfolgen. Es können auch mehrere solcher Elemente, gleicher oder unterschiedlicher Art, im Borstenfeld symmetrisch oder asymmetrisch bzgl. der Längsachse der Zahnbürste 10 vorkommen. Auf diese Weise lassen sich im Borstenfeld verschiedene Reinigungs- und Flexibilitäts-Zonen bilden. - Aufgrund der Beabstandung der Borstentragelemente 22 untereinander und gegenüber dem Halsbereich 12 durch den folienartigen Hartfilm 24 bzw. der vorzugsweise vollständig freien Lage der Borstentragelemente 22 auf der Unterseite 20 vom folienartigen Hartfilm 24 bis zu den freien Enden der Borstentragelemente 22, wird auf der Unterseite 20 des Kopfbereiches 14 eine labyrinthartige Kanalstruktur gebildet. Die einzelnen Borstentragelemente 22 sind dabei vorzugsweise so gegeneinander versetzt, dass sich, in Längs- und in Querrichtung, keine durchgehend gerade Biegelinie im folienartigen Hartfilm 24 ausbilden kann. Vielmehr ist die Anordnung vorzugsweise derart gewählt, dass die bei einer Abwinkelung der Borstentragelemente 22 auftretenden Biegelinien in den äusseren Randbereichen des Kopfbereichs 14 abgewinkelt bzw. verzweigt sind. Dadurch wird dem Kopfbereich 14 eine zusätzliche Stabilität verliehen. Zudem werden über die labyrinthartige Kanalstruktur Flüssigkeiten effektiv abgeführt und eine Reinigung der Unterseite 20 des Kopfbereichs 14 wird unterstützt.
- Um beim Abwinkeln oder einer Torsion einer oder mehrerer Borstentragelemente 22 ein Überdehnen des folienartigen Hartfilms 24 zu verhindern, sind die Borstentragelemente 22 auf der Unterseite 20 des Kopfbereichs 14 in ihrer äusseren Form und Anordnung so gestaltet, dass deren freie Beweglichkeit entsprechend eingeschränkt ist. Insbesondere wird ein maximaler Auslenkungswinkel durch die Dicke der Borstentragelemente 22 - gemessen zwischen der Oberseite 28 und der Unterseite 20 - und deren Anordnung sowie Abstand untereinander definiert. Dieser maximale Auslenkungswinkel beträgt 30° bis 75°, vorzugsweise 35° bis 50°, und wird zwischen der Mittelnormalen der vordersten Tragelementöffnung 26 im flachen Zustand und der Mittelnormalen der vordersten Tragelementöffnung 26 im ausgelenkten Zustand gemessen. Der maximale Auslenkungswinkel ist auch für die gekrümmte Borstenfläche gültig. Neben einer dadurch hervorgerufenen Wirkung als gegenseitige Anschläge können zusätzlich Anschlagselemente zwischen den Borstentragelementen 22 aus einem Hart- oder einem Weichmaterial W angebracht sein. Selbstverständlich können für voneinander verschiedene Längs- und Querelastizitäten sowie Torsionseigenschaften auch die maximalen Auslenkungswinkel in Quer-, Längs- und Torsionsrichtung verschiedenartig sein. Dabei ist zu beachten, dass der folienartige Hartfilm 24 aufgrund der Materialeigenschaften beinahe keine Möglichkeiten zur Dehnung hat, sich aber trotzdem elastisch biegen lässt. Die Biegeelastizität kann über die Dicke des folienartigen Hartfilms 24 bestimmt werden, wobei sich die Schichtdicke sowohl in Längs- wie auch in Querrichtung beliebig variieren kann. Vorzugsweise ist die Schichtdicke des folienartigen Hartfilms 24 in Halsnähe grösser gewählt als im freien Endbereich des Kopfbereichs 14. Die maximale Schichtdicke des folienartigen Hartfilms 24 liegt innerhalb von 150%, vorzugsweise innerhalb von 130% der minimalen Schichtdicke.
- Die Rückstellmöglichkeit bzw. die Elastizität wird auch von den Eigenschaften des überdeckenden Weichmaterials W mitbestimmt. Dieses Material ist weichelastisch und kann sich dehnen. Die Schichtdicke des Weichmaterials W kann sich in Längs- wie auch in Querrichtung beliebig verändern.
- Das Verhältnis zwischen den Schichtdicken des Hartmaterials H und des Weichmaterials W kann nahezu beliebig gewählt werden. Vorzugsweise werden aber dünnere Schichtdicken des folienartigen Hartfilms 24 mit dickeren Schichten des weichelastischen Materials ausgeglichen, um eine gleichbleibende Kopfdicke in den flexiblen Zonen zu erreichen. Zusätzlich können mit dem weichelastischen Material in besonderen Zonen auch zusätzliche, von der Dicke des folienartigen Hartfilms 24 unabhängige Elemente ausgeformt werden. Beispielsweise können dies aus Weichmaterial W geformte Wulste 38 um die Tragelementöffnungen 26 oder Reinigungs- und Massagelemente 18 sein. Es ist aber durchwegs möglich, eine Zahnbürste ohne Wulste 38 zu gestalten und auf diese Weise die Oberfläche des Weichmaterials W eben zu gestalten.
- Wie insbesondere den
Figuren 5 und 6 zu entnehmen ist, erstreckt sich der folgenartige Hartfilm 24 bündig aussen um die obere Tragelementöffnung 26, vorzugsweise ist der Hartfilm 24 so gestaltet, dass dieser oben bündig an der Kante der Tragelementöffnung 26 anliegt. Der Übergang auf der Unterseite 20 vom Hartfilm 24 zum Borstentragelement 22 ist im Wesentlichen scharfkantig in der bevorzugten Ausgestaltung wird höchstens ein minimaler Radius kleiner 0.3mm realisiert. Aufgrund einer Einschränkung der Flexibilität des folienartigen Hartfilms 24 ist es zwar weniger bevorzugt aber dennoch möglich, diesen Übergang mittels Anschrägungen oder Verrundung mit einem grösserem Radius zu gestalten. - Natürlich ist es auch möglich, dass die Anbindung der Borstentragelemente 22 an den folienartigen Hartfilm 24 nur abschnittsweise erfolgt, und durch Ausnehmungen im folienartigen Hartfilm 24 der Elementkörper 32 der Borstentragelemente 22 auch an der Oberseite 28 abschnittsweise frei liegt. Ebenso ist es denkbar, dass die Verbindung zwischen den Borstentragelementen 22 und den folienartigen Hartfilm 24 an einer anderen Position zwischen der Oberseite 28 und der Unterseite 20 erfolgt, so dass beispielsweise ein Abschnitt der Borstentragelemente 22 über den folienartigen Hartfilm 24 zur Oberseite 28 herausragt.
- Vorzugsweise, jedoch nicht zwingend, ist der aus einem Hartmaterial H bestehende folienartige Hartfilm 24 auf der Oberseite mit einer Schicht aus einem Weichmaterial W bedeckt. Bei einer bevorzugten Herstellung der Zahnbürste 10 in einem Mehrkomponentenspritzgussprozess wird dazu, das Weichmaterial W auf das Hartmaterial H aufgespritzt. Da vorzugsweise mindestens einzelne Bereiche der Zahnbürste 10, einschliesslich der Borstentragelemente 22 und des folienartigen Hartfilms 24, aus einem einzigen Hartmaterial H gefertigt ist, kann beim Spritzen des Hartmaterials H vorzugsweise ein einziger Anspritzpunkt verwendet werden. Die erwähnten einzelnen Bereiche der Zahnbürste 10 aus Hartmaterial H können beispielsweise im Halsbereich 12 oder im Halsbereich 12 und Griffbereich liegen.
- Natürlich ist es auch möglich, mehrere Arten von Hart- und Weichmaterialien H, W, die sich während des Spritzgussprozesses miteinander verbinden, zu nutzen, so dass die gewünschten Elastizitätseigenschaften des folienartigen Hartfilms 24 spezifisch eingestellt werden können. Generell ist festzustellen, dass die Elastizität, mit welcher die Borstentragelemente 22 gegenüber dem Halsbereich 12 ausgelenkt werden können durch eine Reihe von Faktoren, insbesondere die Dicke des folienartigen Hartfilms 24, die Verteilung deren Dicke, durch das verwendete Material sowie die spezifische Materialverteilung, beispielsweise im Hinblick auf die an der Oberseite 28 aufgebrachte Schicht aus Weichmaterial W bestimmt ist.
- Die Dicke des folienartigen Hartfilms 24 beträgt zwischen 0,08 mm und 0,6 mm, vorzugsweise zwischen 0,3 mm und 0,5 mm. Vorzugsweise ist diese Schicht über den Kopfbereich 14 hin leicht keilartig ausgebildet, so dass in der Nähe des Halsbereichs 12 die Schichtdicke etwa 0,5 mm und im freien Endbereich des Kopfbereichs 14 etwa 0,3 mm beträgt. Dadurch wird sicher gestellt, dass auf Grund des in Richtung zum freien Endbereich des Kopfbereiches 14 zunehmenden Abstandes vom Halsbereich 12 und damit eines längeren Hebelarms bei einer Auslenkung der Borstentragelemente 22 diese in Längsrichtung des Kopfbereiches 14 bei gleicher Kraftwirkung wenigstens nahezu gleich ausgelenkt werden können.
- Die Dicke der auf der Oberseite 28 auf den folienartigen Hartfilm 24 aufgebrachten Schicht aus Weichmaterial W beträgt zwischen 0,2 mm und 1 mm, vorzugsweise zwischen 0,3 mm und 0,7 mm. Dadurch ergibt sich eine Gesamtschichtdicke des folienartigen Hartfilms 24 mit einer darüber liegenden Schicht aus Weichmaterial W von 0,28 mm bis 1,6 mm, vorzugsweise von 0, 6 mm bis 1,2 mm. Das Verhältnis der Schichtdicke von Hartmaterial H zu Weichmaterial W beträgt 12,5 : 1 bis 0,8 : 1, vorzugsweise 7 : 1 bis 1,5 : 1. Wie bereits erwähnt kann dieses Verhältnis jedoch variieren und bestimmt massgeblich die Elastizitätseigenschaften bei der Auslenkung der Borstentragelemente 22. Erwähnt sei an dieser Stelle auch, dass das Verhältnis der Dicke des folienartigen Hartfilms 24 zur Dicke der Borstentragelemente 22, jeweils gemessen zwischen der Oberseite 28 und der Unterseite 20 vom Ansatzpunkt des Borstentragelements 22 am Hartfilm 24 zum freien Ende des Borstentragelements 22, das zwischen 63 : 1 und 8 : 1, vorzugsweise zwischen 44 : 1 und 8 : 1, besonders bevorzugt zwischen 30 : 1 und 12,5 : 1 beträgt.
- Eine weitere Ausgestaltungsmöglichkeit besteht darin, den folienartigen Hartfilm 24 beidseitig mit Weichmaterial W zu überdecken. Das bedeutet, dass der folienartige Hartfilm 24 zusätzlich zur beschriebenen Überdeckung der Oberseite 28, auch auf der Unterseite 20 in den labyrinthartigen Ausnehmungen mit einer Schicht Weichmaterial W bedeckt ist.
- Wie zuvor beschrieben kann der folienartige Hartfilm 24 neben den Borstentragelementen 22 über Ausnehmungen verfügen. Dies gilt selbstverständlich auch für Schichten aus Weichmaterial W.
- Wie wiederum den
Figuren 5 und 6 zu entnehmen ist, ist an der Oberseite 28 um die obere Tragelementöffnung 26 aus dem Weichmaterial W eine Wulst 38, die in Richtung der Oberseite 28 erhöht ist, ausgeformt. Sie bildet eine ringartig vergrösserte Schicht um die obere Tragelementöffnung 26 und ermöglicht eine weichere Führung der Borsten sowie eine verbesserte Rückstellung nach deren Auslenkung beim Putzvorgang. Natürlich ist es auch denkbar, eine derartige Wulst 38 aus einem Hartmaterial H zu formen, insbesondere durch die Verlängerung des Elementkörpers 32, oder den Wulst 38 komplett weg zu lassen. Der äussere Rand des Kopfbereichs 14 ist, wie in denFiguren 1 bis 4 ,7 bis 13 und15 bis 26 gezeigt, mit einer welligen Konturlinie ausgestattet. Dabei wechseln sich dünne Schichten des folienartigen Hartfilms 24 mit äusseren Bereichen der Borstentragelemente 22 ab. Die Borstentragelemente 22 stehen leicht über den äusseren Rand des folienartigen Hartfilms 24 hervor und wirken als Pufferzone um das Berühren der folienartigen Hartfilms 24 mit der Mundhöhle zu reduzieren. Um scharfe Kanten am äusseren Randbereich zu vermeiden, können diese wenigstens teilweise mit Weichmaterial W überzogen sein. Wie bereits erwähnt, kann dieses Weichmaterial W beispielsweise auf der Oberseite 28 und / oder auf der Unterseite 20 des folienartigen Hartfilms 24 oder von der Oberseite 28 zur Unterseite 20 über die Kante gezogen angebracht sein. Auf diese Weise werden Verletzungen durch Schneiden oder durch Stösse in der Mundhöhle vermieden. Weiterhin fungiert das Weichmaterial W als Dämpfung und ein Einreissen des folienartigen Hartfilms 24 von aussen wird verhindert. Alternativ ist es auch möglich, im äusseren Randbereich des Kopfbereichs 14 das Hartmaterial H dicker zu gestalten - allenfalls mittels einem umlaufenden rahmenartigen Randbereiches. - Um die Elastizität des Kopfbereichs 14 anzupassen oder auch um Materialeinsparungen vornehmen zu können ist es möglich, die Schicht aus Weichmaterial W nicht durchgehend zu vorzunehmen d.h. es können Auslassungen (in jeglichen geometrischen Formen) in der Schicht aus Weichmaterial W vorgesehen werden, d.h. das Hartmaterial H ist im Bereich dieser Auslassungen nicht überdeckt.
- In den
Fig. 7 - 9 sind Darstellungen verschiedener Krümmungen des Kopfbereichs 14 der in denFig. 1 - 6 gezeigten Ausführungsform der erfindungsgemässen Zahnbürste 10 präsentiert.Fig. 7 zeigt dabei die maximale Abwinklung bei einer Kraftwirkung auf ein Borstentragelement 22 im äussersten freien Längsendbereich des Kopfbereichs 14. Eine weitere Abwinklung in Richtung der Unterseite wird durch anschlagartige Berührungen der Borstentragelemente 22 ausgeschlossen. Bei einer Kraft von 3 N, die auf das besagte Borstentragelement 22 wirkt, beträgt die maximale Abwinklung zwischen 10° und 40° vorzugsweise zwischen 25 und 30° gemessen zwischen der Mittelnormalen der vordersten Tragelementöffnung 26 im flachen Zustand und der Mittelnormalen der vordersten Tragelementöffnung 26 im ausgelenkten Zustand. Die Oberfläche der Borstenfläche d.h. unter anderem der folienartige Hartfilm 24 im flexiblen Teil bildet unter der Belastung eine bogenförmige Biegung mit einem Radius von 4 cm bis 10 cm, vorzugsweise 5 cm bis 8 cm. - In
Fig. 8 ist ein Zustand gezeigt, bei dem sich die Zahnbürste 10 zum Erstarren nach dem Spritzgiessen des Hart- und Weichmaterials H, W noch in seiner Kavität eines nicht gezeigten Spritzgusswerkzeugs befindet. Dabei bildet die Oberseite eine wenigstens nahezu ebene Fläche. Sobald die Zahnbürste 10 jedoch dem Spritzgusswerkzeug entnommen wird, verformt sich der Kopfbereich 14, aufgrund des Schwundverhaltens, leicht in Richtung der Oberseite 28 und bildet von der Oberseite 28 aus betrachtet eine konkave Wölbung, dargestellt inFig. 9 . Diese Wölbung ist auf einem Materialschwund während der Aushärtungsphase zurückzuführen und bewirkt einen gewünschten Vorspann in Richtung der Oberseite 28. Die Richtung der Wölbung kann beispielsweise durch eine verschiedenartige Positionierung des folienartigen Hartfilms 24 bezüglich der Oberseite 28 und der Unterseite 20 der Borstentragelemente 22 beeinflusst und entsprechend eingestellt werden. So ist beispielsweise eine entgegengesetzte Krümmung zu erreichen, wenn der folienartige Hartfilm 24 bündig mit dem unterseitigen freien Ende der Abschlusskuppen 34 verläuft. Der Effekt des Verkrümmens kann noch verstärkt werden, indem auf der Oberseite 28, wie bei der vorgängig beschriebenen Ausführungsform, eine Schicht aus Weichmaterial W auf den folienartigen Hartfilm 24 aufgebracht wird, da diese Schicht einen zusätzlichen Vorspann aufgrund ihres Schwundverhaltens bewirkt. Alternativ können auch andere Krümmungsformen, wie Wellenprofile, spindelförmige Torsionsformen, ein oder mehrere Knicke oder Kombinationen aus mehreren Formelementen im Kopfbereich 14 ausgeformt werden, indem das Spritzgusswerkzeug, in welchem das Weichmaterial W angespritzt wird, das vorhergehende Hartmaterial H zwangsweise formt, d.h. das Hartmaterial H wird unter Vorspann in dieses Werkzeug eingelegt. Durch das Aushärten des Weichmaterials W ist die Zwangsform des Hartmaterials H 'eingefroren'. Es ist ebenfalls möglich, die beborstete Zahnbürste 10 erneut zu erwärmen und dann in einer vorgegebenen Zwangsform erkalten zu lassen. Auch in diesem Fall wird die entsprechende Zwangsform 'eingefroren'. - In komplizierteren Spritzgusswerkzeugen ist es auch möglich, bereits dem Hartmaterial H eine gekrümmte Form gibt. Für die Realisierung sind in diesem Fall jedoch Werkzeuge nötig welche mit entsprechenden Schiebern und Kernzügen ausgestattet sind.
- Der Kopfbereich 14 der Zahnbürste 10 ist vorzugsweise der Zahnaussenkontur nachempfunden und konkav gewölbt. Die Beborstung kann zusätzlich in der Länge arrangiert werden, damit eine für die Reinigung optimale Borstenkonfiguration realisiert werden kann. Mittels dieser Möglichkeit kann die Krümmung bis zu einem gewissen Teil vorgetäuscht werden.
- Die Beborstung von Zahnbürsten 10 mit Krümmungen im Kopfbereich 14 erfordert zusammen mit der erfindungsgemäss ausgestalteten Flexibilität im Kopfbereich 14, dass für die Beborstung Negativ-Aufnahmeformen nötig sind, um die Körper zu stützen.
- Zwei weitere Ausführungsformen von Kopfbereichen 14 sind in den
Figuren 10 bis 13 gezeigt. Bei der Ausführungsform, deren Unterseite 20 inFig. 10 dargestellt ist, sind im äusseren Randbereich des Kopfbereichs 14 vorzugsweise in einer gebissähnlichen Anordnung Borstentragelemente 22 mit einer einzigen oberen Tragelementöffnung 26 ausgebildet. Im Zentrum des Kopfbereichs 14 sind drei Borstentragelemente 22 mit einem länglichen Querschnitt und jeweils drei oberen Tragelementöffnungen 26 gebildet, wie dies der Abbildung der Oberseite 28 inFig. 11 zu entnehmen ist. Hierbei ist deutlich zu erkennen, dass die Tragelementöffnungen 26 auf dem Borstentragelement 22 im Abstand zueinander variiert werden können. - Neben dieser reihenartigen Anordnung, in Querrichtung oder Längsrichtung der Zahnbürste 10, der oberen Tragelementöffnungen 26 sind auch andere Ausbildungen, wie zum Beispiel entlang gebogener Linien in S-, T-, U- und kreuzförmigen Anordnungen möglich. Die Anordnungen können jeweils in Querrichtung oder in Längsrichtung der Zahnbürste 10 orientiert sein. Dadurch können sowohl symmetrische wie auch asymmetrische Muster (bezogen auf die Längsachse der Zahnbürste 10) der Tragelementöffnungen 26 erzielt werden. Als ein weiteres Beispiel ist das Borstentragelement 22 mit fünf oberen Tragelementöffnungen 26 im freien Längsendbereich des Kopfbereichs 14 zu betrachten. Wie bei der in den
Figuren 1 bis 9 gezeigten Ausführungsform der erfindungsgemässen Zahnbürste 10 befinden sich auch bei dieser Ausführungsform konventionelle Borstenlöcher 30 in einem massiven Teil des Kopfbereiches 14 der starr mit dem Halsbereich 12 verbunden ist. - In Analogie zu der in
Fig. 12 und Fig. 13 gezeigten Ausführungsform ist es auch möglich, die äusseren Randbereiche des Kopfbereichs 14 mehrheitlich mit Borstentragelementen 22 zu besetzen, die mehr als zwei obere Tragelementöffnungen 26 aufweisen. Bei einer Gesamtzahl von 32 bis 40 oberen Tragelementöffnungen 26 im Kopfbereich 14 der Zahnbürste 10 sind vorzugsweise neben den Borstentragelementen 22 mit einer einzigen oberen Tragelementöffnung 26 auch Borstentragelemente 22 mit 2 bis 18 oberen Tragelementöffnungen 26, vorzugsweise mit 2 bis 7 oder 12 bis 18 oberen Tragelementöffnungen 26 ausgebildet. Diese mehrere Tragelementöffnungen 26 aufweisende, vorzugsweise abgerundeten Borstentragelemente 22 haben auf der Oberseite 28 eine Ausdehnung in Längsrichtung des Kopfbereichs 14 von 4 mm bis 12 mm, vorzugsweise von 5 mm bis 8 mm, und quer zur Längsrichtung von 4 mm bis 14 mm, vorzugsweise 5 mm bis 8 mm. - In die Sacklöcher 36 der Borstentragelemente 22 können jeweils verschiedene Borstenarten, Bündelformen und Bündelgrössen hinsichtlich Länge, Durchmesser und Materialien an den Borstentragelementen 22 kombiniert werden. Die Borsten 16 sind dabei je nach Ausrichtung der Sacklöcher 36 in den Borstentragelementen 22 entweder nahezu rechtwinklig bezüglich der Oberseite 28 des Kopfbereichs 14 oder wie in
Fig. 14 gezeigt, schräg zur Oberseite 28 des Kopfbereichs 14 orientiert. Durch diese winklige Ausrichtung der Borsten 16 können beispielsweise X-förmige Borstenbündel ausgebildet werden, die insbesondere eine Reinigung interdentaler Zwischenräume unterstützen, es können schräggestellte Bündel von Borsten 16 oder es können über den Bürstenkopfrand hinweg abstehende Bündel von Borsten 16 gestaltet werden. Um eine entsprechend Schrägstellung zu erreichen, sind die Sacklöcher 36 ebenfalls entsprechend Schräg ausgeformt. Der Winkel der Mittelnormalen des schräggestellten Sacklochs 36 zur Mittelnormalen eines senkrecht ausgeformten Sacklochs 36 beträgt zwischen 3° und 30°, vorzugsweise 3° bis 15°. Als Beborstungsverfahren können sowohl konventionelle Verfahren mittels Anker für becherartig ausgeformte Borstentragelemente 22 mit Sacklöchern 36 als auch AFT- (Anchor Free Tufting) oder IMT- (In Mold Tufting) Verfahren für hülsenartig ausgeformte Borstentragelemente 22 mit Durchgangslöchern 48 zum Einsatz kommen. Generell können die Eigenschaften und Ausgestaltungsvarianten von Sacklöchern 36 und Durchgangslöchern 48 in dieser Schrift vertauscht werden, da die Lochvariante im Wesentlichen nur vom gewählten Beborstungsverfahren abhängt. Auf hülsenartige Borstentragelemente 22 wird insbesondere im Zusammenhang mitFig. 31 und Fig. 32 nochmals hingewiesen werden. Innerhalb eines Borstentragelements 22 kann, wie vorgängig beschrieben, eine Mehrzahl von Tragelementöffnungen 26 angeordnet sein, welche mit Reinigungs- und Massageelementen 18 besetzt sein können. - Die in die Borstentragelemente 22 bzw. in die Tragelementöffnungen 26 eingeführten Borsten 16 können verschiedener Natur sein. Es können durchgehend zylindrische, einseitig oder zweiseitig zugespitzte Borsten eingesetzt werden. Die Borsten 16 selbst sind vorzugsweise aus Polyamid (PA) oder Polyester - (PBT) hergestellt. Zusätzlich zu den Borsten 16 können weitere, vorzugsweise aus einem Weichmaterial W bestehende Reinigungs- bzw. Massageelemente an den Borstentragelementen 22 ausgeformt sein. Diese können beispielsweise direkt in einem Spritzgussverfahren angespritzt oder in Analogie zu den Borsten 16 in den Sacklöchern 36 verankert werden. Die Reinigungs- bzw. Massageelemente 18 können beispielsweise als Lamellen, Noppen, Schuppen, Rillen, Kanten, Härchen, beflockte Stellen, Streifenbürstenelemente, zylindrische, kugelförmige oder stäbchenartige Elemente ausgebildet sein. Sie können sowohl auf der Oberseite 28 wie auf der Unterseite 20 angeordnet sein und von diesen hervorstehen. Insbesondere auf der Unterseite 20 können zudem die Abschlusskuppen 34 der Borstentragelemente 22 mit Schuppen, Rillen, Kanten, Aufrauungen oder anderen, sich wiederholden Oberflächenstrukturen, zur Bildung eines Zungenreinigers ausgestattet sein.
- Ein Zungenreiniger kann alternativ dadurch gestaltet werden, dass die Schicht aus Weichmaterial W über den Rand des Kopfbereichs 14 hinaus weitergeführt wird. Eine Schaberkante wird dadurch gestaltet, dass die Schicht aus Weichmaterial W schlauch- oder lamellenartig um den Kopfbereich 14 von der Oberseite 28 in Richtung der Unterseite 20 fortgesetzt wird. Diese Schaberkante folgt der Aussenkante des Zahnbürstenkopfs und umfasst auf diese Weise die Gesamtheit der Borstentragelemente 22.
- Die Schicht aus Weichmaterial W auf der Oberseite 28 des Kopfbereichs 14 der Zahnbürste 10 kann am Aussenrand analog der Wulst 38 verdickt werden, um schutzwallartig Verletzungen durch Stösse zu vermeiden.
- In den
Figuren 15 bis 21 sind Unterseiten 20 von Kopfbereichen 14 weiterer besonders bevorzugter Ausführungsformen der erfindungsgemässen Zahnbürste 10 dargestellt. Bei all diesen Ausführungsformen ist jeweils im äusseren Längsendbereich des Kopfbereiches 14 ein Borstentragelement 22 mit einer Vielzahl von oberen Tragelementöffnungen 26, welche durch gestrichelte Linien angedeutet sind, angeordnet. Ebenfalls sind alle Ausführungsformen im halsbereichseitigen Kopfbereich 14 mit konventionellen Borstenlöchern 30 ausgestattet. Voneinander verschieden sind jeweils bezüglich der Längsachse des Kopfbereichs 14 mittlere Bereiche des Kopfbereichs 14 gestaltet. So weisen die Ausführungsformen in denFiguren 15, 16, 17, 18 und 20 jeweils seitlich aussen Borstentragelemente 22 mit jeweils zwei Tragelementöffnungen 26 auf der Oberseite 28 auf. Die Ausführungsformen in denFiguren 15, 16, 19 und 20 sind darüber hinaus mit Borstentragelementen 22, die zwei und mehr obere Tragelementöffnungen 26 besitzen, in einem zentralen Bereich des Kopfbereichs 14 ausgebildet. Zudem sei darauf hingewiesen, dass die Ausführungsformen in denFiguren 15, 16 und 18 im halsbereichseitigen Teil des Kopfbereichs 14 mit einer Einschnürung des folienartigen Hartfilms 24 ausgestattet sind, durch welche die Elastizität der längsendbereichseitigen Borstentragelemente 22 gegenüber dem Halsbereich 12 nochmals erhöht wird. Nicht dargestellt, aber ebenfalls möglich sind durchgehende, lochartige Filmausnehmungen innerhalb des folienartigen Hartfilms 24. Diese dienen, wie die dargestellten seitlichen Einschnürungen, zur Erhöhung der Elastizität. Die Filmausnehmungen haben vorzugsweise eine längliche, schlitzartige Form und führen zwischen den benachbarten Borstentragelementen hindurch. Die Filmausnehmungen werden vorzugsweise nicht mit der nachfolgenden Schicht aus Weichmaterial W aufgefüllt. - In
Fig. 21 ist zudem die Möglichkeit gezeigt, dass die Borstentragelemente 22 durch minimale Stege miteinander verbunden sind. Dadurch kann die Flexibilität (Richtung und Ausmass) des Bürstenkopfs zusätzlich bestimmt werden. - In
Fig. 26 sind zudem Reinigungs- und Massageelemente 18 auf der Unterseite 20 der Zahnbürste 10 angebracht. Die Gestaltungsmöglichkeiten für solche Elemente werden in denFiguren 27 bis 30 dargestellt. - Eine weitere Ausgestaltungsmöglichkeit für den erfindungsgemässen Bürstenkopf ist in
Fig. 44 und Fig. 45 dargestellt. Die Borstentragelemente 22 sind am folienartigen Hartfilm 24 angebracht. Auf der Unterseite 20 des Kopfbereichs 12 der Zahnbürste 10 ist eine Materialbrücke 74 aus Weichmaterial W und/oder Hartmaterial H über die Borstentragelemente 22 hinweg ausgeformt. Die Materialbrücke 74 hat ihre Angriffspunkte (Brückenköpfe) im freien Endbereich des Kopfbereichs 14 und andererseits im Übergang vom folienartigen Hartfilm 24 zum Halsbereich 12 der Zahnbürste 10. Auf der Materialbrücke 74 können Strukturen ausgebildet sein, welche als Zungenschaber 44 dienen können. Die Materialbrücke 74 dient dazu, die Flexibilität des Kopfbereichs 14 einzustellen. Die Herstellung der inFig. 44 dargestellten Zahnbürste 10 erfolgt vorzugsweise mit den Hohlraum freistellenden Seitenschiebern im Spritzgusswerkzeug. Die Materialbrücke 74 kann im gleichen Arbeitsgang wie der folienartige Hartfilm 24 und die Borstentragelemente 22 aus demselben Material ab demselben Anspritzpunkt mittels Spritzguss geformt werden. Alternativ kann wie bereits beschrieben der folienartige Hartfilm 24 und die Borstentragelemente 22 in einem ersten Spritzgussprozess ohne Seitenschieber und die Materialbrücke 74 mit Seitenschieber in einem zweiten Arbeitsgang gebildet werden. Beispielsweise könnte, wie inFig. 44 beispielhaft dargestellt, eine Materialbrücke 74 aus Weichmaterial W aus demselben Material und im selben Spritzgussprozess wie die Schicht aus Weichmaterial W auf der Oberseite 28 des folienartigen Hartfilms 24 gebildet werden. Alternativ können auch weitere oder bereits vorhandene Materialien in zusätzlichen Spritzgussprozessen verarbeitet werden um die gewünschte Materialbrücke 74 zu erstellen. Dabei ist es unerlässlich, dass die eingesetzten Materialien miteinander kompatibel sind, um eine Materialverbindung während dem Spritzgussprozess zu bilden. - In den
Figuren 27 bis 30 sind Schnittdarstellungen von Abschnitten des Kopfbereichs 14 gezeigt, in denen Reinigungs- bzw. Massageelemente 18 auf unterschiedliche Art und Weise durch eine Kombination von Hart- und Weichmaterialien H, W ausgeformt sind. Bei der inFig. 27 gezeigten Ausführungsform ist die auf der Oberseite 28 oberhalb des folienartigen Hartfilms 24 aufgebrachte Schicht aus Weichmaterial W mit Stäbchen bzw. lamellenartigen Fortsätzen, die sich im Wesentlichen rechtwinklig zur Oberseite 28 und parallel zu den Borsten 16 erstrecken, ausgestattet.Fig. 28 zeigt eine weitere Ausführungsform, bei welcher diese Stäbchen bzw. lamellenartigen Reinigungs- bzw. Massageelemente 18 durch eine Innenstruktur 42 aus einem Hartmaterial H, welche sich ebenfalls stab- bzw. lamellenartig parallel zu den Borsten 16 in Richtung der Oberseite 28 erhebt, gestützt werden. Auf der Unterseite 20, gegenüberliegend der Innenstruktur 42, ist ebenfalls aus einem Hartmaterial H ein Reinigungs- bzw. Massageelement 18 zur Bildung eines Zungenschaberelements 44 angeordnet. - Bei der in
Fig. 29 gezeigten Ausführungsform ist, wie bei der inFig. 27 gezeigten Ausführungsform, ein stab- bzw. lamellenartiges Reinigungs- bzw. Massageelement 18 aus Weichmaterial W auf der Oberseite 28 angeformt. Durch eine Ausnehmung 46 im folienartigen Hartfilm 24 ist das Weichmaterial W auch zur Unterseite 20 geführt und bildet dort ein allerdings weichelastisches Zungenschaberelement 44. Ein derartiges weichelastisches Zungenschaberelement 44 kann auch, wie bei der inFig. 30 gezeigten Ausführungsform, durch eine aus Hartmaterial H geformte Innenstruktur 42, die in Richtung der Unterseite 20 vom folienartigen Hartfilm 44 hervorsteht, gestützt bzw. versteift werden. Natürlich sind auch weitere Formen von Reinigungs- bzw. Massageelementen 18 möglich, insbesondere können Innenstrukturen 42 aus einem Hartmaterial H sowohl in Richtung der Oberseite 28, wie auch in Richtung der Unterseite 20 zur Stützung einer weichelastischen Struktur ausgeformt sein. - Wie bereits erwähnt, können die Borsten 16 auch mittels eines AFT-Verfahrens oder IMT Verfahrens in hülsenartig ausgeformten Borstentragelementen 22 befestigt werden.
- Mittels dem IMT Verfahren gefertigte Bürstenköpfe entsprechen weitgehend den bisherigen Ausgestaltungsvarianten. Im Unterschied zum konventionellen Stopfverfahren mittels Ankerplättchen, werden die Borsten aber vorab dem Spritzguss zugeführt. Anschliessend werden diese mit Kunststoff umspritzt, um den Bürstenkopf zu bilden. Die Borsten sind somit ebenfalls in die von den Borsten gebildeten 'Sacklöcher' eingesetzt.
- Ein im AFT Verfahren eingesetztes, hülsenförmiges Borstentragelement 22 mit Abschnitten des angrenzenden folienartigen Hartfilms 24 ist in
Fig. 31 gezeigt. Gegenüber der oberen Tragelementöffnung 26 ist durch das Durchgangsloch 48 auf der Unterseite 20 eine untere Tragelementöffnung 50 ausgeformt. Generell sind alle Überlegungen und Ausgestalltungsvarianten, welche die Borstentragelemente 22 mit Sacklöchern 36 betreffen analog auch auf Borstentragelemente 22 mit Durchgangslöchern 48 übertragbar. - In
Fig. 32 ist der inFig. 31 gezeigte Abschnitt nach einer erfolgten Beborstung mittels AFT-Verfahren dargestellt. Dabei werden die Borsten durch die Durchgangslöcher der Borstentragelemente 22 geschoben. Anschliessend werden die rückseitigen Enden der Borsten zur Verankerung aufgeschmolzen. Im Bereich der unteren Tragelementöffnung 50 sind die Borsten 16 zu einem Borstenbündel in einem Verschweissungsabschnitt 52 miteinander und vorzugsweise bei kompatiblen Materialien auch mit dem Borstentragelement 22 verschweisst. Als Materialvorrat für die Verschweissung ist es möglich, dass innerhalb des Durchgangslochs 48 im Bereich der unteren Tragelementöffnung 50 Vorsprünge gebildet sind, die als Zusatzmaterial für die Verschweissung angebracht sind. Die Verschweissung erfolgt im AFT-Verfahren Verfahrens mittels eines heissen Stempels, welcher das Borstenmaterial aufschmilzt. Der erkaltete Körper bzw. der Verschweissungsabschnitt 52 besitzt vielfach Brauen oder andere Verschweissungsränder, welche eine Verletzungsgefahr darstellen. Um den Abschluss des Verschweissungsabschnitts 52 auf der Unterseite 20 der Zahnbürste 10 sicher abzudecken ist es möglich auf die Unterseite 20 des Borstentragelements unterhalb der unteren Tragelementöffnung 50 einen Deckel aus Kunststoff oder anderem verschweissbarem Material anzubringen. Das AFT- oder IMT- Verfahren erlaubt die Ausbildung von Borstenbündeln mit nahezu beliebigen Querschnittsformen. So können beispielsweise längliche l- bzw. C-förmige Querschnittsformen von Borstenbündeln ausgebildet werden. Diese länglichen Borstentragelemente 22 sind vorzugsweise entlang der Längs- und/oder Querrichtung des Bürstenkopfes orientiert. Beispiele von derartig gestalteten Kopfbereichen 14 sind in denFiguren 33 bis 36 dargestellt. Dabei zeigen dieFiguren 34 und 35 jeweils die Unterseite 20 und dieFig. 33 und 36 jeweils die Oberseite 28 des Kopfbereichs 14. InFig. 35 ist die Ausführung so gewählt, dass nicht alle Tragelementöffnungen 26 der Oberseite 28 mit einer Wulst 38 umgeben sind. - Neben den bisher gezeigten Ausführungsformen der erfindungsgemässen Zahnbürste 10 für eine manuelle Reinigung der Zähne bzw. der Mundhöhle sind auch elektrisch unterstützte Ausführungsformen der Zahnbürste 10 denkbar. Als Beispiel ist in
Fig. 38 eine Aufsteckbürste 54 für eine elektrisch betreibbare Zahnbürste 10 dargestellt. Wie sowohl in der teilweise angeschnittenen Seitenansicht inFig. 38 als auch der Draufsicht auf den Kopfbereich 14 inFig. 37 gezeigt, sind radial aussen Borstentragelemente 22, die über einen folienartigen Hartfilm 24 elastisch mit einem zentralen Bereich des Kopfbereichs 14 verbunden sind, ausgebildet. Neben Borsten 16 können die Borstentragelemente 22 auch Reinigungs- bzw. Massageelemente 18 aufnehmen. Auch bei dieser Ausführungsform ist es möglich, Borstentragelemente 22 mit mehreren oberen Tragelementöffnungen 26 auszuformen. Selbstverständlich sind auch andere Ausgestaltungsvarianten von flexibel aufgehängten Borstentragelementen 22 denkbar. Bei allen Anwendungen ist jedoch neben den flexibel aufgehängten Borstentragelementen 22 ein feste und steife Verbindung mit dem Antrieb des Bürstenkopfes nötig, dies entspricht dem zentralen Bereich inFig. 38 . - In den
Figuren 39 bis 43 ist eine weitere Ausführungsform einer nicht erfindungsgemässen Zahnbürste 10 präsentiert. Auch bei dieser Ausführungsform handelt es sich um eine elektrisch betreibbare Zahnbürste. Diese weist eine nicht gezeigte elektrische Antriebsvorrichtung, die mittels eines Aktuators, in diesem Fall mittels eines an einer rotierbaren Antriebswelle 56 ausgeformten Exzenters 58, auf die Unterseite 20 der Borstentragelemente 22 wirkt, auf. Dabei ist ein Kopfträger 60 mit einer Schlitzausnehmung 62, in welcher die Antriebswelle 56 geführt ist, und das Kopfelement 65 mit einem Exzenteraufnahmelement 70 ausgestattet. Im Exzenteraufnahmeelement 70 ist eine Exzenteraufnahme 68 ausgeformt, in welche der Exzenter 58 eingreift und dadurch auf das spezielle Kopfelement 65 wirkt. Wie inFig. 43 gut sichtbar, weist der Kopfträger 60 eine Kopfaufnahme 64 auf, in welcher das inFig. 42 gezeigte Kopfelement 65, welches im Wesentlichen den in den vorgängig gezeigten Ausführungsformen vom Kopfbereich 14 entspricht, aufgenommen wird. Das Kopfelement 65 wird am Kopfträger beispielsweise mittels Schweissen (Ultraschall oder Heissstempel), Umspritzen mit einem weiteren Hart- oder Weichmaterial W, Kleben, Klemmen oder einer mechanischen Verankerung z.B. einer Schnappverbindung oder Keilverbindung am Kopfträger 60 befestigt. - Die Antriebsachse 56 ist in ihrem freien kopfbereichseitigen Endbereich in einer zylinderförmigen Achsaufnahme 66 im Kopfträger 60 gelagert. Der durch eine Biegung der Antriebswelle 56 geformte Exzenter 58 greift in die Exzenteraufnahme 68 des Exzenteraufnahmeelements 70 ein. Das Exzenteraufnahmeelement 70 selbst ist an der Unterseite 20 eines Borstentragelements 22, mehrerer Borstentragelemente 22 oder direkt am folienartigen Hartfilm 24 befestigt.
- Bei einer elektrischen Anspeisung der Antriebsvorrichtung wird die Antriebswelle 56 in Rotation um ihre Längsachse versetzt. Die Rotation verläuft vorzugsweise 360° umlaufend, es sind aber auch reversierende Bewegungen in einem kleineren Winkelbereich möglich. Die Bewegungsgeschwindigkeit beträgt vorzugsweise zwischen 5'000 bis 15'000 U/min., besonders bevorzugt 8'000 bis 12'000 U/min. Bei der Auslegung der Geometrien muss in diesem Fall ein besonderes Augenmerk auf auftretende Wechselbelastungen geachtet werden. Mit der Antriebswelle 56 rotiert auch der Exzenter 58 und lenkt dabei das Exzenteraufnahmeelement 70 und das mit diesem verbundene Borstentragelement 22, die Borstentragelemente 22 oder den folienartigen Hartfilm 24 periodisch aus. Aufgrund der elastischen Auslenkbarkeit des Exzenteraufnahmeelements 70 durch dessen Befestigung über den folienartigen Hartfilm 24 wird sowohl das unmittelbar mit dem Exzenteraufnahmeelement 70 verbundene Borstentragelement 22, wie auch benachbarte Borstentragelemente 22, und die von ihnen aufgenommenen Borsten 16 in eine wellenartige Bewegung versetzt. Die Exzenteraufnahme 68 des Exzenteraufnahmeelements 70 ist vorzugsweise mit einem ovalen Querschnitt ausgestattet, der vorzugsweise wenigstens nahezu parallel zur Orientierung der Borsten 16 einen grösseren Durchmesser aufweist. Je nach der Ausdehnung der Exzenteraufnahme 68 kann neben einer hebenden und senkenden Bewegung das Borstentragelement 22 auch zu einer Art Wischbewegung angetrieben werden.
- Die Gestaltung der Form der Exzenteraufnahme 68 und des Exzenters 58 bestimmen das Bewegungsbild und die Auslenkungsamplitude des oder der Borstentragelemente 22 bzw. des Hartfilms 24. Eine Exzenteraufnahme 68 mit einem kreisrunden Querschnitt bewirkt, dass die Bewegung sowohl hebend und senkend wie auch wischend in beide Richtungen gleich stark von der Antriebswelle 56 abgenommen wird. Ist die kreisrunde Exzenteraufnahme 68 gleich gross wie der Durchmesser der Antriebswelle 56 im Bereich des Exzenters 58 wird die Bewegung 1:1 vom Exzenter 58 auf die Exzenteraufnahme 68 übertragen. Eine ovale Ausgestaltung der Form der Exzenteraufnahme 68 bewirkt, dass die Bewegung des Exzenters 58 in Richtung der kürzeren Achse des ovalen Querschnitts mehr übertragen wird als in Richtung der längeren Achse des ovalen Querschnitts. Die Formung des Querschnitts muss immer den Randbedingungen folgen, d.h. der Abstand zwischen dem Kopfelement 65 und dem Kopfträger 60 ist als Auslenkungsmaximum zu betrachten. In der bevorzugten Ausführungsform der Antriebswelle 56, des Exzenters 58 und der Exzenteraufnahme 68 hat die Antriebswelle 56 einen Querschnittsdurchmesser von 0,5 mm bis 2 mm, vorzugsweise 0,75 mm bis 1,5 mm. Der Exzenter 58 ist in der Antriebswelle mit einer Auslenkung von 0,25 x bis 1,25 x, vorzugsweise 0,5 x bis 1 x des Durchmessers der Antriebswelle 56 abgesetzt. Der maximale Ausschlag des Borstenfeldes überträgt sich 1:1 vom Exzenter 58. Wird die Exzenteraufnahme 68 grösser als der Durchmesser der Antriebswelle 56 im Bereich des Exzenters 58 geformt, so verringert sich die Auslenkung um die Differenz zwischen dem Durchmesser der Antriebswelle 56 und dem Durchmesser der Exzenteraufnahme 68. In der bevorzugten Variante bewegt sich das Borstenfeld in der Vertikale 0,05 mm bis 1 mm, vorzugsweise 0,1 mm bis 0,5 mm und in der Horizontale 0,05 bis 1,5 mm, vorzugsweise 0,1 bis 1 mm.
- Alternativ ist es möglich die Exzenteraufnahme 68 als Gabelprofil zu realisieren, dabei ist das Profil auf der offenen Seite verengt, damit die Antriebswelle 56 mittels dieser Verengung gefasst werden kann. Diese Ausgestaltung bringt es mit sich, dass in einem Kopfelement 65 verschiedene Wege der Massage- und Reinigungselemente 18 erreicht werden können. Zudem sei erwähnt, dass auf der Antriebswelle 56 weitere Exzenter 58 ausgebildet sein können, die über entsprechende weitere Exzenteraufnahmeelemente 70 mit ihnen verbundene Borstentragelemente 22 zu einer Bewegung antreiben können. Diese Exzenter 58 sind auf der Antriebswelle 56 nicht zwingend uniform d.h. in die gleiche Richtung ausgerichtet. Es sei ebenfalls erwähnt, dass die Schlitzausnehmung 62 durch zusätzliche Elemente zur Unterseite 20 abgedeckt sein kann. Um das Verletzungsrisiko zu minimieren kann der offene Abstand zwischen Kopfelement 65 und Kopfträger 60 ebenfalls abgedeckt werden. Zu diesem Zweck kann vom Kopfträger 60 her eine seitliche Wand realisiert werden, welche vorzugsweise bis zum offenen Ende der Kopfaufnahme 64 reicht. Darüber hinaus ist es möglich, den in den
Figuren 39 bis 43 gezeigten Kopfbereich 14 und anschliessenden Halsbereich 12 in Form einer Aufsteckbürste zu gestalten. Die bisher beschriebenen Anordnungen für die Antriebswelle 56 und die Exzenteraufnahme 68 gehen davon aus, dass diese beiden Elemente im montierten Zustand, ohne eingefahrenen Exzenter 58, auf die Antriebswelle 56 zentriert angeordnet sind. - Das Bewegungsmuster der Reinigungs- und Massageelemente 18 auf dem Kopfelement 18 wird durch die verschiedensten Faktoren mitbestimmt. Faktoren sind: Anordnung der Borstentragelemente 22, Form der Borstentragelemente 22, Eigenschaften des folienartigen Hartfilms 24, Befestigung des Kopfelements 65 im Kopfträger 60, Anzahl der Exzenteraufnahmelemente 70, etc.
- Die Lagerung der Antriebswelle 56 beeinflusst das Gerät nachhaltig. Eine ungenaue Lagerung bringt mit sich, dass einerseits durch die Reibung Geräusche entstehen und andererseits dass die Reibungsverluste eine grössere Motorenleistung bedingen. Um die Lagerung exakter gestalten zu können ist es auch möglich, einen metallischen Träger im Kopfträger 60 zu fixieren (beispielsweise mittels Überspritzen, mechanische Montage mittels Presssitz, oder anderen geeigneten Fixierungsverfahren). Die Lagerung ist so direkt metallisch gestaltet und mit einer höheren Präzision herstellbar.
- Die Verschiebung des Mittelpunkts im montierten Zustand ohne eingefahrenen Exzenter 58 der Exzenteraufnahme 68 gegenüber der Längsmittelachse der Antriebswelle 56 bewirkt wiederum spezielle Antriebsmuster. Eine Verdickung oder formmässig andere Gestaltung der Antriebswelle 56 im Bereich des Exzenters 58 bewirkt höhere Auslenkungen des Exzenteraufnahmeelements 70.
- Die in den
Fig. 39 bis 43 dargestellte Ausführungsform betrifft den Kopfbereich 14 einer elektrischen Zahnbürste. Die beschriebene Kopfausführung kann auf verschiedene Arten auf einer Antriebseinheit mit Energiespeicher einer Elektrozahnbürste angebracht werden. Einerseits ist es möglich die Kopfausführung auf einer entsprechend ausgestalteten Aufsteckbürste zu realisieren. Damit werden Antriebs- und Bürstenteil der Elektrozahnbürste getrennt, was das Auswechseln der Aufsteckbürste 54, wenn sie abgenutzt ist, ermöglicht. Andererseits können die Komponenten integral geformt werden. Das bedeutet, dass wenn die Bürste abgenutzt ist, das ganze Gerät ersetzt werden muss. - Die Aufsteckbürste 54 wird so ausgestaltet, dass beim Aufstecken des Bürstenteils auf die Antriebseinheit die Antriebswelle 56 der Aufsteckbürste 54 mit der Antriebswelle der Antriebseinheit zusammen gekoppelt wird.
- Der Aufbau des Kopfbereichs, d.h. Kopfträger 60, Antriebswelle 56 und Kopfelement 65, ermöglichen eine grosse Variantenvielfalt mit minimalem Aufwand. Für die Realisierung beispielsweise von verschiedenen Bewegungsmustern oder verschiedenen Kopfdesigns kann das Kopfelement 65 anders ausgestaltet werden. So kann ohne Veränderung der anderen Teile umgangen werden.
- Die Montage des mehrteiligen Kopfbereichs 14 erfolgt in mehreren Schritten. Zuerst wird die Antriebswelle 56 in das beborstete Kopfelement 65 eingeführt. Danach wird diese Kombination zusammen in den Kopfträger 60 montiert, d.h. zuerst wird die Antriebswelle 56 eingefädelt, danach wird das Kopfelement 65 auf dem Grundkörper platziert, anschliessend wird die Antriebswelle 56 in die Achsaufnahme 66 eingebracht und zum Schluss wird das Kopfelement 65 auf dem Kopfträger 60 z.B. mittels Ultraschallschweissen oder anderen geeigneten Fixierungsverfahren befestigt. Anschliessend an diese Schritte erfolgt die Verbindung mit der Antriebseinheit oder mit dem Getriebe.
- Alle vorgängig beschriebenen Ausführungsformen der erfindungsgemässen Zahnbürste 10, insbesondere deren Kopfbereich 14, kann auch auf Elektrozahnbürsten beispielsweise mit oszillierenden, schwenkenden oder vibrierenden Köpfen, auf andere Körperpflegebürsten wie beispielsweise Maskarabürsten, Nagellackpinseln, Haarbürsten und auch auf Haushaltbürsten, beispielsweise und nicht abschliessend auf Abwaschbürsten, Wischersets, Schuhbürsten, Schrubbern, Besen oder Grillbürsten übertragen werden. Ebenso können anstelle von Borsten 16 auch ausschliesslich Reinigungs- bzw. Massageelemente 18 an den Borstentragelementen 22 ausgebildet sein und dadurch ein beispielsweise ausschliesslich als Zungenreiniger zu benutzendes Instrument bilden.
- Die wichtigste Voraussetzung zur Herstellung der erfindungsgemässen Zahnbürste 10 besteht in der Möglichkeit, Hart- und Weichmaterial H, W in folien- bzw. filmartigen dünnen Schichten zu spritzen bzw. aufzutragen. Bei der Herstellung in einem Spritzgiessverfahren sind dazu, beispielsweise für das bevorzugt verwendete nicht zu Sprödbrüchen neigende Hartmaterial H besonders bevorzugt Polypropylen PP, Spritzdrücke im Spritzgusswerkzeug von über 800 bar, vorzugsweise zwischen 1000 und 1500 bar nötig. Normalerweise wird Polypropylen für Zahnbürsten mit entsprechenden Querschnitten bei einem Spritzdruck von 500 bar bis 750 bar verarbeitet. Die Temperatur des einzuspritzenden Hartmaterials H beträgt dabei zwischen 220°C und 280°C, vorzugsweise zwischen 235°C und 265°C. Es sei erwähnt, dass die genannten bevorzugten Spritzdrücke ein Mehrfaches von dem betragen, was für die Herstellung konventioneller Zahnbürsten eingesetzt wird. Mit dem Einsatz erwähnter Spritzgussparameter wird gewährleistet, dass der folienartige Hartfilm 24 die gewünschten folienartigen, flexiblen Eigenschaften aufweist und gleichzeitig die Borstentragelemente 22 ohne Einfallstellen in der geforderten Gestalt und Grösse ausgeformt werden können. Für die Ausbildung spezifische gekrümmter Oberseiten 28, wie auch schräg zur Oberseite 28 verlaufender Sacklöcher 38 bzw. Durchgangslöcher 48, ist gegebenenfalls der Einsatz von Schiebern und Kernen in den zu verwendenden Spritzgusswerkzeugen nötig.
- Selbstverständlich sind die in dieser Schrift gezeigten Ausgestaltungsvarianten beispielhaft und die einzelnen Ausprägungen und Elemente dieser Ausgestalltungsvarianten können mit anderen Ausgestalltungsvarianten kombiniert werden ohne den Rahmen dieser Erfindung zu verlassen.
Claims (27)
- Zahnbürste mit einem Griffbereich und einen an den Griffbereich anschliessenden Halsbereich (12), der gegenüberliegend dem Griffbereich einen Kopfbereich (14) trägt, welcher wenigstens ein Borstentragelement (22) zur Aufnahme von Borsten (16) aufweist, wobei die Borsten (16) aus wenigstens einer oberen Tragelementöffnung (26) des Borstentragelementes (22) zu einer Oberseite (28) der Zahnbürste (10) hin hervortreten, das Borstentragelement (22) elastisch gegenüber dem Halsbereich (12) auslenkbar und über einen einstückig mit ihm ausgeformten, folienartigen Hartfilm (24) aus einem Hartmaterial (H) elastisch mit dem Halsbereich (12) verbunden ist, und wobei sich der folienartige Hartfilm (24) wenigstens abschnittsweise bündig aussen um die obere Tragelementöffnung (26) erstreckt, dadurch gekennzeichnet, dass auf dem folienartigen Hartfilm (24) eine Schicht aus einem weiteren Material aufgebracht ist.
- Zahnbürste nach Anspruch 1, dadurch gekennzeichnet, dass - gemessen zwischen der Oberseite (28) und einer gegenüberliegenden Unterseite (20) - die Dicke des folienartigen Hartfilms (24) sehr viel kleiner als die Länge des Borstentragelements (22) ist und die Dicke des folienartigen Hartfilms (24) 0,08 mm bis 0,6 mm, vorzugsweise 0,3 mm bis 0,5 mm beträgt.
- Zahnbürste nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Wandstärke des Borstentragelements (22) minimal 1 bis 2 mal, maximal 4 bis 8 mal, vorzugsweise etwa 1 bis 3 mal der Dicke des folienartigen Hartfilms (24) entspricht.
- Zahnbürste nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das Borstentragelement (22) elastisch, insbesondere bezüglich der Oberseite (28) rechtwinklig, zu einer Längsachse und / oder einer Querachse des Kopfbereichs (14) abwinkel- und / oder um eine Achse des Kopfbereichs (14) verdrehbar ist.
- Zahnbürste nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Zahnbürste (10) eine Mehrzahl von Borstentragelementen (22) aufweist, die über den folienartigen Hartfilm (24) mit dem Halsbereich (12) und gegebenenfalls untereinander verbunden sind und deren Auslenkung aus einer unbelasteten Ruhelage jeweils durch ein benachbartes Borstentragelement (22) bzw. benachbarte Borstentragelemente (22) begrenzt ist und der maximale Auslenkungswinkel, gemessen zwischen der Mittelnormalen der vordersten oberen Tragelementöffnung (26) im flachen Zustand und der Mittelnormalen der vordersten oberen Tragelementöffnung (26) im ausgelenkten Zustand, 30° bis 75°, vorzugsweise 35° bis 50° beträgt.
- Zahnbürste nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Borstentragelement (22) hülsenartig ausgeformt ist.
- Zahnbürste nach Anspruch 6, dadurch gekennzeichnet, dass die Borsten in ihrem tragelementseitigen Endbereich an einer der Oberseite (28) gegenüberliegenden unteren Tragelementöffnung (50) des Borstentragelements (22) miteinander verschmolzen sind.
- Zahnbürste nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Borstentragelement (22) mit einem Boden becherartig ausgeformt ist und dadurch ein Sackloch (36) bildet, in welchem die Borsten (16) mittels Ankern befestigt sind.
- Zahnbürste nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass das Borstentragelement (22) und vorzugsweise auch der folienartige Hartfilm (24) wenigstens abschnittsweise zur der Oberseite (28) gegenüberliegenden Unterseite (20) freiliegend ausgebildet ist bzw. sind.
- Zahnbürste nach Anspruch 9, dadurch gekennzeichnet, dass an der Unterseite (20) des Borstentragelements (22) Kanten bzw. sich wiederholende Elemente oder Strukturen, wie Noppen, Schuppen und/oder ein Netz, zur Bildung eines Zungenschabers ausgeformt sind.
- Zahnbürste nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass das Borstentragelement (22) und der folienartige Hartfilm (24) aus einem einzigen Hartmaterial (H) hergestellt ist.
- Zahnbürste nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass das Hartmaterial (H) ein nicht zu Sprödbrüchen neigender Kunststoff, wie Polypropylen (PP), Polyester (PET), Polycyclohexandiamethanoltherephtalat (PCT/PCT-A (säuremodifiziert)/PCT-G (glykolmodifiziert)), Polyethylen (PE), Polymethylmethacrylat (PMMA), Polyoxymethylen (POM) oder Polyamid (PA), vorzugsweise Polypropylen (PP), ist und neben dem Borstentragelement (22) und dem folienartigen Hartfilm (24) weitere Teile der aus dem Hartmaterial bestehende Zahnbüste (10) mittels Spritzgiessen über vorzugsweise einen einzigen Anspritzpunkt hergestellt ist.
- Zahnbürste nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass die Schicht aus einem weiteren Material auf dem folienartige Hartfilm (24) aus einem aus Kunststoff hergestellten Weichmaterial (W) ist und vorzugsweise auf der Oberseite (28) aufgebracht ist.
- Zahnbürste nach Anspruch 13, dadurch gekennzeichnet, dass das Weichmaterial (W) ein Kunststoff, wie low density polyethelene (PE-LD), high density polyethelene (PE-HD), Polyethylen (PE), Polyvinylchlorid (PVC), Polyurethan (PUR) oder ein thermoplastisches Elastomer (TPE), vorzugsweise ein thermoplastisches Elastomer (TPE), mit einer Shore A Härte kleiner 90, vorzugsweise unter 70 ist.
- Zahnbürste nach Anspruch 13 oder 14, dadurch gekennzeichnet, dass die Schichtdicke des Weichmaterials (W) zwischen 0,2 mm und 1 mm vorzugsweise zwischen 0,3 mm und 0,7 mm beträgt.
- Zahnbürste nach einem der Ansprüche 13 bis 15, dadurch gekennzeichnet, dass die Gesamtdicke des folienartigen Hartfilms (24) aus dem Hartmaterial (H) und der Schicht aus dem Weichmaterial (W) zwischen 0,28 mm und 1,3 mm, vorzugsweise zwischen 0,6 mm und 1,2 mm beträgt.
- Zahnbürste nach einem der Ansprüche 13 bis 16, dadurch gekennzeichnet, dass das Verhältnis der Schichtdicke des folienartigen Hartfilms (24) zur Schichtdicke des darüber befindlichen Weichmaterials (W) 12,5 : 1 bis 0,8 : 1 vorzugsweise 7 : 1 bis 1,5 : 1 beträgt.
- Zahnbürste nach einem der Ansprüche 13 bis 17, dadurch gekennzeichnet, dass das Weichmaterial (W) am Borstentragelement (22) auf der Oberseite (28) und / oder der gegenüberliegenden Unterseite (20) eine gegebenenfalls in Längsrichtung der Borsten (16) vergrösserte Wulst (38) ausformt.
- Zahnbürste nach einem der Ansprüche 1 bis 18, dadurch gekennzeichnet, dass Borstentragelement (22) zwei bis achtzehn, vorzugsweise zwei bis sieben oder zwölf bis achtzehn obere Tragelementöffnungen (26) aufweist.
- Zahnbürste nach einem der Ansprüche 1 bis 19, dadurch gekennzeichnet, dass am Borstentragelement (22) gummielastische Reinigungs- und / oder Massageelemente (18) angeordnet sind.
- Zahnbürste nach Anspruch 13 und 20, dadurch gekennzeichnet dass die Schicht aus Weichmaterial (W) und die gummielastische Reinigungs- und / oder Massageelemente (18) mit demselben Material und ab demselben Anspritzpunkt gefertigt sind.
- Zahnbürste nach einem der Ansprüche 1 bis 21, dadurch gekennzeichnet, dass die Oberseite (28) des Kopfbereiches (14) eine oder mehrere Wölbungen, vorzugsweise eine - von der Oberseite (28) aus betrachtet - konkave Wölbung aufweist.
- Zahnbürste nach einem der Ansprüche 1 bis 22, dadurch gekennzeichnet, dass die Dicke und das Material des folienartigen Hartfilms (24) derart gewählt ist, dass bei einer in Längsrichtung der Borsten (16) wirkenden Kraft von 5N das Borstentragelement (22) um 5 mm bis 10 mm, vorzugsweise um etwa 7 mm, gegenüber seiner entlasteten Ruhelage in Richtung der wirkenden Kraft abgewinkelt wird.
- Zahnbürste nach einem der Ansprüche 1 bis 23, dadurch gekennzeichnet, dass sich im folienartigen Hartfilm (24) ausgebildete Biegelinien lediglich über einen inneren Abschnitt des Kopfbereichs (14) geradlinig erstrecken und sich zu dessen äusseren Randabschnitten hin abwinkeln bzw. verzweigen.
- Zahnbürste nach einem der Ansprüche 1 bis 24, dadurch gekennzeichnet, dass auf der Unterseite (20) des Kopfbereichs (12) eine über Borstentragelemente (22) hinwegreichende Materialbrücke (74) ausgeformt ist.
- Zahnbürste nach einem der Ansprüche 1 bis 25, dadurch gekennzeichnet, dass die Zahnbürste (10) mit einer elektrischen Antriebsvorrichtung ausgestattet ist, mittels welcher ein Aktuator, vorzugsweise ein Excenter (58), antreibbar ist, der auf das Borstentragelement (22), vorzugsweise auf seine borstenabgewandte Unterseite (20) wirkt und dieses zur Unterstützung der Putzwirkung auslenkt.
- Verfahren zum Herstellen einer Zahnbürste nach einem der Ansprüche 1 bis 26, dadurch gekennzeichnet dass bei der Herstellung der Zahnbürste (10) ein Spritzdruck in einer Kavität eines Spritzgusswerkzeugs zur Ausformung der Zahnbürste (10) von mehr als 800 bar, vorzugsweise zwischen 1000 bar und 1500 bar anliegt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08715725.1A EP2114196B1 (de) | 2007-02-14 | 2008-02-11 | Zahnbürste |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07003109A EP1958534A1 (de) | 2007-02-14 | 2007-02-14 | Zahnbürste |
| PCT/EP2008/001013 WO2008098721A1 (de) | 2007-02-14 | 2008-02-11 | Zahnbürste |
| EP08715725.1A EP2114196B1 (de) | 2007-02-14 | 2008-02-11 | Zahnbürste |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2114196A1 EP2114196A1 (de) | 2009-11-11 |
| EP2114196B1 true EP2114196B1 (de) | 2017-03-15 |
Family
ID=38229996
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07003109A Withdrawn EP1958534A1 (de) | 2007-02-14 | 2007-02-14 | Zahnbürste |
| EP08715725.1A Not-in-force EP2114196B1 (de) | 2007-02-14 | 2008-02-11 | Zahnbürste |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07003109A Withdrawn EP1958534A1 (de) | 2007-02-14 | 2007-02-14 | Zahnbürste |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20100088836A1 (de) |
| EP (2) | EP1958534A1 (de) |
| WO (1) | WO2008098721A1 (de) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8434190B2 (en) * | 2008-09-01 | 2013-05-07 | Braun Gmbh | Toothbrush and method of manufacturing it |
| USD657569S1 (en) * | 2010-02-26 | 2012-04-17 | Colgate-Palmolive Company | Head portion of an oral care implement |
| AU2010366255B2 (en) * | 2010-12-21 | 2015-04-09 | Colgate-Palmolive Company | Oral care implement |
| US9398802B2 (en) | 2012-03-09 | 2016-07-26 | Colgate-Palmolive Company | Method of forming a head plate and formation of oral care implement using the same |
| USD724324S1 (en) * | 2012-06-20 | 2015-03-17 | Braun Gmbh | Toothbrush head with tongue cleaner |
| EP2934228B2 (de) | 2012-12-20 | 2019-12-11 | Colgate-Palmolive Company | Mundpflegevorrichtung |
| RU2606710C1 (ru) * | 2012-12-20 | 2017-01-10 | Колгейт-Палмолив Компани | Способ изготовления устройства для ухода за полостью рта |
| BR112017010946A2 (pt) | 2014-12-23 | 2018-07-03 | Colgate Palmolive Co | instrumento para higiene bucal com cabo de múltiplos componentes |
| CN110547589B (zh) | 2014-12-23 | 2021-07-16 | 高露洁-棕榄公司 | 口腔护理器具 |
| USD780457S1 (en) | 2014-12-23 | 2017-03-07 | Colgate-Palmolive Company | Oral care implement |
| US10182644B2 (en) | 2014-12-23 | 2019-01-22 | Colgate-Palmolive Company | Oral care implement |
| CN107105873B (zh) | 2014-12-23 | 2020-01-14 | 高露洁-棕榄公司 | 具有多部件柄部的口腔护理器具 |
| BR112017010947A2 (pt) | 2014-12-23 | 2018-07-03 | Colgate Palmolive Co | instrumento para higiene bucal |
| US10226118B2 (en) | 2014-12-23 | 2019-03-12 | Colgate-Palmolive Company | Oral care implement having multi-component handle |
| BR112017012632A2 (pt) | 2014-12-23 | 2018-05-15 | Colgate-Palmolive Company | instrumento de higiene bucal |
| AU2014414823B2 (en) | 2014-12-23 | 2018-04-05 | Colgate-Palmolive Company | Oral care implement |
| US11291293B2 (en) | 2014-12-23 | 2022-04-05 | Colgate-Palmolive Company | Oral care implement |
| WO2016105359A1 (en) | 2014-12-23 | 2016-06-30 | Colgate-Palmolive Company | Oral care implement |
| MX2017007850A (es) | 2014-12-23 | 2017-09-19 | Colgate Palmolive Co | Implemento para el cuidado bucal. |
| DE102016107759A1 (de) * | 2015-07-13 | 2017-01-19 | Gb Boucherie Nv | Verfahren und Vorrichtung zum Herstellen einer Bürste |
| ES2909964T3 (es) * | 2015-11-09 | 2022-05-11 | Mc Schiffer Gmbh | Cabezal de cepillo para un cepillo de dientes de accionamiento eléctrico |
| WO2019081073A1 (en) | 2017-10-24 | 2019-05-02 | Koninklijke Philips N.V. | METHODS OF MANUFACTURING BRUSH HEAD USING MOLDED TUG SUPPORT AND BASE PLATE |
| US10548392B2 (en) | 2017-11-18 | 2020-02-04 | Tifinity Oral Care, Llc | Toothbrush with bristle-mounting system for retarding bristle strain |
| US10709533B2 (en) | 2017-12-12 | 2020-07-14 | Colgate-Palmolive Company | Oral care implement and handle and refill head thereof |
| US10631964B2 (en) | 2017-12-12 | 2020-04-28 | Colgate-Palmolive Company | Oral care implement |
| JP7170958B2 (ja) | 2018-08-06 | 2022-11-15 | 合資会社三和歯ブラシ工業所 | 歯ブラシ用基台及び歯ブラシ用基台を備えた歯ブラシ |
| USD891784S1 (en) | 2018-12-18 | 2020-08-04 | Colgate-Palmolive Company | Electric toothbrush handle |
| EP3934479A4 (de) * | 2019-03-06 | 2022-10-05 | Tifinity Oral Care, LLC | Zahnbürste mit borstenmontagesystem zur verzögerung der borstenbeanspruchung |
| USD960582S1 (en) | 2020-12-10 | 2022-08-16 | Colgate-Palmolive Company | Oral care refill head |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1770195A (en) * | 1929-01-05 | 1930-07-08 | Gilderoy O Burlew | Toothbrush |
| US2254365A (en) * | 1939-06-06 | 1941-09-02 | Edward E Griffith | Convertible toothbrush |
| US2685703A (en) * | 1949-04-27 | 1954-08-10 | Edward F Dellenbach | Toothbrush |
| US2935755A (en) * | 1955-10-14 | 1960-05-10 | Leira Alberto Ramon | Tooth-brushes and the like |
| US3000030A (en) * | 1958-06-13 | 1961-09-19 | Du Pont | Brush |
| US3082457A (en) * | 1961-05-26 | 1963-03-26 | Florio R Lucibello | Self-adapting tufts for brushes |
| US3188672A (en) * | 1963-12-18 | 1965-06-15 | Johnson & Johnson | Brush |
| US4277862A (en) * | 1979-01-25 | 1981-07-14 | Alexander E. Vowles | Toothbrush |
| US5360026A (en) * | 1986-12-04 | 1994-11-01 | Oral Logic, Inc. | Tooth cleaning device and method |
| JP2693268B2 (ja) * | 1988-12-13 | 1997-12-24 | バルマン,ロルフ | 歯ブラシを製造する方法及びこれに使用するためのブランク |
| US5318352A (en) * | 1990-11-20 | 1994-06-07 | Oraline International B.V. | Method of making a toothbrush |
| GB9106511D0 (en) * | 1991-03-27 | 1991-05-15 | Lingner & Fischer Gmbh | Novel article |
| GB9211338D0 (en) * | 1992-05-28 | 1992-07-15 | Ausworld Consultants Limited | Toothbrush |
| DE19538569A1 (de) * | 1995-10-17 | 1997-04-24 | Coronet Werke Gmbh | Borstenware mit verstellbarer Borstenhärte |
| TW384214B (en) * | 1995-12-29 | 2000-03-11 | Colgate Palmolive Co | Contouring toothbrush head |
| EP0888072B1 (de) * | 1996-06-27 | 1999-12-08 | M + C SCHIFFER GmbH | Bürste und verfahren zu deren herstellung |
| JP2000516507A (ja) * | 1996-08-22 | 2000-12-12 | スミスクライン・ビーチャム・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | 歯ブラシ |
| CH692098A5 (de) * | 1997-12-30 | 2002-02-15 | Trisa Buerstenfabrik Ag | Drehbeweglich antreibbarer Bürstenkopf für eine motorisch betriebene Zahnbürste, insbesondere eine Elektrozahnbürste. |
| DE19816098A1 (de) * | 1998-04-09 | 1999-10-14 | Coronet Werke Gmbh | Reinigungsbürste, insbesondere Zahnbürste |
| JP2002051838A (ja) * | 2000-08-09 | 2002-02-19 | Lion Corp | 歯ブラシ |
| KR200274251Y1 (ko) * | 2002-01-28 | 2002-05-06 | 박효문 | 치모부가 전개되는 위생 칫솔 |
| DE10212701B4 (de) * | 2002-03-21 | 2015-05-13 | Geka Gmbh | Borste, Verfahren und Vorrichtung zu ihrer Herstellung sowie Borstenware |
| DE10221786A1 (de) * | 2002-05-15 | 2003-11-27 | Schiffer Fa M & C | Bürste und Verfahren zu deren Herstellung |
| DE10303548B4 (de) * | 2003-01-29 | 2016-10-20 | M + C Schiffer Gmbh | Bürste und Verfahren zu deren Herstellung |
| EP1773154A2 (de) * | 2004-08-03 | 2007-04-18 | Unilever N.V. | Zahnbürste |
-
2007
- 2007-02-14 EP EP07003109A patent/EP1958534A1/de not_active Withdrawn
-
2008
- 2008-02-11 WO PCT/EP2008/001013 patent/WO2008098721A1/de active Application Filing
- 2008-02-11 US US12/449,343 patent/US20100088836A1/en not_active Abandoned
- 2008-02-11 EP EP08715725.1A patent/EP2114196B1/de not_active Not-in-force
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1958534A1 (de) | 2008-08-20 |
| US20100088836A1 (en) | 2010-04-15 |
| WO2008098721A1 (de) | 2008-08-21 |
| EP2114196A1 (de) | 2009-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2114196B1 (de) | Zahnbürste | |
| EP1621105B1 (de) | Zahnbürste mit Ausnehmungen | |
| EP0888072B1 (de) | Bürste und verfahren zu deren herstellung | |
| EP1661487B2 (de) | Zahnbürste und Verfahren zur Herstellung einer solchen Zahnbürste | |
| EP3445205B1 (de) | Bürstenprodukt | |
| EP2298126B1 (de) | Zahnbürste und verfahren zu deren herstellung | |
| EP1199957B1 (de) | Bürste, insbesondere zahnbürste | |
| DE69735595T2 (de) | Zahnbürste | |
| EP3729997B1 (de) | Verfahren zur herstellung einer interdentalbürste | |
| DE19533144C2 (de) | Zahnbürste | |
| DE69635847T2 (de) | Zahnbürste | |
| DE69736901T2 (de) | Zahnbürste mit einem elastomergefüllten federnden kopfteil | |
| DE212005000010U1 (de) | Zahnbürste | |
| EP1903906B1 (de) | Zahnbürstenkopf | |
| WO2015197671A1 (de) | Zahnbürste mit bewegten elementen | |
| DE69736902T2 (de) | Bürstenkopf | |
| EP1494561B1 (de) | Zahnbürste und verfahren zu deren herstellung | |
| EP1486137B1 (de) | Bürste, insbesondere Zahnbürste und Verfahren zu deren Herstellung | |
| DE10221786A1 (de) | Bürste und Verfahren zu deren Herstellung | |
| DE60011766T2 (de) | Zahnbürste mit gesteuerter kopfbewegung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090805 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20130405 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20161006 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: PFENNIGER, ADRIAN Inventor name: FISCHER, FRANZ Inventor name: LOETSCHER, JOSEF Inventor name: KIRCHHOFER, ROGER Inventor name: ZURFLUH, PETER |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 874680 Country of ref document: AT Kind code of ref document: T Effective date: 20170415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008015124 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170315 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170616 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170715 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170717 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008015124 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 |
|
| 26N | No opposition filed |
Effective date: 20171218 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180216 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180223 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 874680 Country of ref document: AT Kind code of ref document: T Effective date: 20180211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180211 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190218 Year of fee payment: 12 Ref country code: DE Payment date: 20190219 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008015124 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200901 |