EP2096397B1 - Rippe für einen Wärmetauscher - Google Patents
Rippe für einen Wärmetauscher Download PDFInfo
- Publication number
- EP2096397B1 EP2096397B1 EP08017257.0A EP08017257A EP2096397B1 EP 2096397 B1 EP2096397 B1 EP 2096397B1 EP 08017257 A EP08017257 A EP 08017257A EP 2096397 B1 EP2096397 B1 EP 2096397B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- edge
- fin
- approximately
- face
- heat exchanger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000012530 fluid Substances 0.000 claims description 18
- 230000000694 effects Effects 0.000 claims description 3
- 239000002826 coolant Substances 0.000 claims description 2
- 230000007423 decrease Effects 0.000 claims description 2
- 238000004378 air conditioning Methods 0.000 claims 1
- 238000002386 leaching Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 238000005096 rolling process Methods 0.000 description 5
- 238000013461 design Methods 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000011160 research Methods 0.000 description 3
- 230000001154 acute effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/025—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being corrugated, plate-like elements
- F28F3/027—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being corrugated, plate-like elements with openings, e.g. louvered corrugated fins; Assemblies of corrugated strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/126—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element consisting of zig-zag shaped fins
- F28F1/128—Fins with openings, e.g. louvered fins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/008—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for vehicles
- F28D2021/0082—Charged air coolers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
Definitions
- ribs in fluid-flow channels are provided to improve the heat exchanger performance.
- Such ribs may be formed, for example, as smooth ribs, gill ribs or ribbed ribs.
- Bar ribs show a particularly significant improvement of the heat exchange performance given the size, but also mean an often undesirably large pressure drop across the flow channel.
- Web ribs are used inter alia in intercoolers of motor vehicles, and mainly on the side of the charge air.
- DD 0 152 187 describes a strip-shaped tube installation element for shell and tube heat exchangers in the field of the petrochemical industry, in which trapezoidal louvers are provided for generating turbulence.
- the louvers have a variable width in the direction of flow, the lugs being bent out of the strip by an angle of greater than 30 ° about a longer of two parallel edges of the trapezoid.
- the WO 2009/015805 A1 discloses a rib for a heat exchanger in which a tab is disclosed.
- the first edge, at least one end edge of the at least one side wall and a second straight edge of the wall surface form an opening oriented essentially perpendicular to the flow direction and permeable by the first fluid, which has a substantially triangular shape.
- the tab surface is connected via a third edge to the wall surface, wherein the tab surface is angled over the third edge to the wall surface and the angle is advantageously between about eight degrees and about sixteen degrees, in particular about twelve degrees.
- the length of the third edge is advantageously between about twice and about four times, in particular about three times the length of the first edge. Overall, this is a hood-like leaching provided with very low pressure drop with good heat transfer of the air flowing through, as has been shown by experiments.
- a rib according to the invention can also be made of steel or another material which is suitable depending on the requirements.
- the shape of the tab surface starting from the first edge has approximately the parameterization [0; 2,500], [0.805; 2,470], [1.610; 2,290], [2,420; 1,910], [3,220; 1.540], [4.030; 1,210], [4,840; 0.980], [5.640; 0.780], [6.440; 0.590], [7.240; 0.400], [8.050; 0.210], the first value indicating the distance from the first edge in the flow direction, and the second value respectively indicating the distance of the side wall from the third edge.
- Such a shape corresponds in plan view of the tab surface approximately one on its central axis halved "NACA air inlet" according to the aforementioned research report number RM A9L29.
- a width of the tab surface decreases with increasing distance from the first edge, so that a nozzle effect for flowing along the leaching air flows.
- the curvature of the at least one side wall in its course at least one inflection point with respect to the direction of curvature, whereby a particularly good modulation of the air flow to improve the heat transfer is achieved at the same time low pressure drop.
- the inclination of the tab surface relative to the wall surface is between about five degrees and about ten degrees, in particular about seven degrees.
- the rib in the flow direction on several successively arranged leaching resulting in particular in long ribs a meaningful arrangement for the purpose of multiple deflection of the air over the ribs. Otherwise, the Air flow only affects part of the rib on advantageous way through the leaching.
- At least one of the plurality of louvers is particularly preferably arranged in the reverse orientation, with an overall effect of the leaching on the fluid flow being largely independent of its direction.
- the rib can be installed without impact in both orientations.
- At least two latches are provided with different opening direction or Ausstellraum with respect to the wall surface.
- the angle W3 is not less than about 10 °, in particular between about 15 ° and about 20 °.
- the angle of inclination of the wall allows sufficiently large or deep structures in the wall surface to affect the flow of the fluid in a desired manner and, secondly, the wall surface is still sufficiently steep in terms of mechanical strength.
- the wall surface may form a tie rod between the walls of a high-pressure fluid flat tube, such as in the case of using the rib as an inner corrugated fin of an intercooler.
- the rib is produced as a quasi-endless molded part from a sheet-metal strip by means of longitudinal rolling in the flow direction A.
- the rib can be formed particularly cost-effective with high production speed.
- the folding of the wall surfaces of the rib as well as the structures in the wall surfaces can be produced.
- a quasi-endless rib can be easily cut to the length of particularly large heat exchangers. In this way it is avoided that a plurality of individual ribs have to be plugged into an exchanger tube in order to provide it with ribs over the entire length.
- the rib consists of a sheet having a thickness between about 0.05 mm and about 0.35 mm, in particular between about 0.1 mm and about 0.15 mm.
- the material is expediently an aluminum alloy, wherein due to the good formability of the aluminum in conjunction with the selected sheet thicknesses, a longitudinal rolling of the rib as a production method is particularly well possible.
- the structure may be formed as an embossing and / or incision and / or offset in the wall surface.
- dislocations in the flow are particularly effective on the flow of the first fluid Wall surface, so that the fluid can partially pass through the wall surface in an adjacent flow space.
- the rib next to the inclined by the angle W3 wall surface also has a substantially perpendicular to the plane wall surface.
- These wall surfaces can be present in particular alternately.
- the vertical wall surfaces cause a particularly good mechanical stiffness of the rib against tensile and compressive forces.
- no structure is preferably provided in the wall surface perpendicular to the plane.
- all wall surfaces can be inclined and in particular provided with structures.
- the rib is designed as an inner corrugated rib of a charge air cooler.
- the rib is designed as an inner corrugated rib of a charge air cooler.
- intercoolers of high power density structured wall surfaces are favorable in contrast to conventional smooth ribs.
- the invention also relates to a heat exchanger having at least one rib according to the invention as claimed in any one of claims 1 to 9.
- the heat exchanger is preferably a heat exchanger for a motor vehicle, in particular a heat exchanger from the group of coolant coolers, climatic heat exchangers or intercoolers. Especially in motor vehicles and especially passenger cars, there is an increasing lack of space, so that the related to the size transmission capacity of a heat exchanger is of great importance. Due to the inventive design of the ribs of the heat exchanger, the heat exchanger performance can be improved with the same size.
- the angle is not less than about 10 °, in particular between about 15 ° and about 20 °.
- the rib is produced as a quasi-endless molded part from a sheet-metal strip by means of longitudinal rolling in the flow direction.
- the rib consists of a sheet having a thickness between about 0.05 mm and about 0.35 mm, in particular between about 0.1 mm and about 0.15 mm.
- the structure is formed as an embossing and / or incision and / or offset in the wall surface.
- the rib has a wall surface which is substantially perpendicular to the plane.
- the rib is designed as an inner corrugated rib of a charge air cooler.
- This in Fig. 1 shown embodiment of the invention comprises a rib 1 made of a multi-bent aluminum sheet. Between two mutually inclined wall surfaces 1a, 1b, a flow channel 2 is formed through which a first fluid of the heat exchanger, in the present case air, flows in the direction of the arrow A.
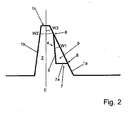
- the angle of inclination W3 of the wall surfaces 1a, 1b to each other is about 14 degrees, wherein the one wall surface 1a is inclined relative to a plane E of the heat exchanger by an angle W2 of about 12 degrees and the other wall surface accordingly by an angle W3-W2 of about 2 degrees (please refer Fig. 2 ).
- the heat exchanger is constructed such that a plurality of the ribs 1 are arranged side by side to form parallel adjacent flow channels 2. Above and below the ribs 1 are exchanger tubes or partitions (not shown), which delimit a second fluid, surface connected to the ribs 1, in particular soldered flat. For this purpose, the rib has a contact region 1c.
- At least one of the side walls 1a of the rib 1 a lashing 3 is arranged with a substantially smooth and against the side wall 1a with respect to the flow direction A inclined tab surface. 4
- the inclination angle in the flow direction is about 7 degrees.
- the geometric shape is identical.
- the lashing 3 is arranged only in each case different orientation in the wall surface 1a.
- the leaching is exposed to the same side with respect to the wall surface 1a, but the orientation with respect to the direction of the fluid flow A is inverted.
- the versions c and d the same applies, with the lashing being issued in relation to the wall surface 1a in the opposite orientation compared to the versions a and b respectively.
- the tab surface 4 has a first straight edge 5, it extends perpendicular to the flow direction A and at an angle of about 12 degrees to the wall surface 1 a.
- the tab surface 4 is connected via a curved extending side wall 7 with the wall surface 1a of the rib.
- the side wall 7 of the lashing 3 is approximately perpendicular to the wall surface 1a of the rib 1. According to the inclination of the tab surface 4 in the flow direction A, the height of the side wall 7 in the flow direction A increases.
- a front edge 7a of maximum height of the side wall 7 is formed, which lies together with the first edge 5 and the second edge 6 in a plane perpendicular to the wall surface 1a, wherein the three edges 5, 6 and 7a a triangular, perpendicular to the Form wall surface 1a standing opening or opening 9.
- the triangle 9 has two long sides, formed by the edges 5 and 6, which enclose an acute angle W1 of 12 degrees (see Fig. 2 ) and an acute angle opposite short side, which is formed by the front edge 7a of the side wall 7.
- the tab surface 7 merges into the wall surface 1a in a third edge 8 which is approximately parallel to the direction of flow, wherein the third edge forms a kink, via which the tab surface 4 is angled relative to the wall surface 1a.
- the curved side wall 7 has at its beginning, as viewed in the flow direction A according to Fig. 1a , First, a smallest distance from the third edge 8, in the present example, approximately a distance of zero, wherein the distance over the length L of the tab surface grows monotonically. Both at the beginning of their course as well as at the end of the sidewall is almost parallel to the third edge. 8
- the length L of the tab surface 4 is approximately eight times the maximum height of the side wall. 7
- the side wall 7 changes its direction of curvature on approximately half of its course, so that the curvature has exactly one turning point.
- a parameterization of the course of the side walls of the preferred embodiment is: [0; 2,500], [0.805; 2,470], [1.610; 2,290], [2,420; 1,910], [3,220; 1.540], [4.030; 1,210], [4,840; 0.980], [5.640; 0.780], [6.440; 0.590], [7.240; 0.400], [8.050; 0.210].
- the first digit of a coordinate pair [x; y] the distance in the direction of the third edge 8, starting from the first edge 5, ie opposite to the flow direction A.
- the second digit y describes at this point the vertical distance of the side wall 7 of the third edge 8.
- Side wall 7 has a maximum height of about 1.0 and the maximum width B of the tab surface 4, which runs along the first straight edge, corresponding to 2.5.
- any sequence of orientation of the louvers 3 in a rib according to the invention is possible.
- the production of the rib takes place in the present embodiment of a thin aluminum sheet, in which first the leaching by material deformation such as deep drawing are introduced and the following is bent to the rib shown.
- the rib is formed objectively as in the preceding embodiments and is produced by means of a longitudinal rolling process.
- a quasi-endless sheet-metal strip of aluminum of a thickness of about 0.1 mm to about 0.15 mm (depending on the requirements and thicker or thinner sheets can be used) fed in a feed direction and over several in the feed direction successively following stations reshaped the rib.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Description
- Die Erfindung betrifft eine Rippe für einen Wärmetauscher nach dem Ober= begriff des Anspruchs 1 sowie einen Wärmetauscher mit einer solchen Rippe.
- Es sind Wärmetauscher bekannt, bei denen zur Verbesserung der Tauscherleistung Rippen in fluiddurchströmten Kanälen vorgesehen sind. Solche Rippen können zum Beispiel als Glattrippen, Kiemenrippen oder auch als Stegrippen ausgebildet sein. Im ersten Fall wird aufgrund der weitgehend laminaren Strömung eine nur relativ kleine Verbesserung der Tauscherleistung erreicht, wobei aber auch der durch die Rippen bedingte Druckabfall des Fluids verhältnismäßig gering ist. Stegrippen zeigen eine besonders deutliche Vierbesserung der Tauscherleistung bei gegebener Baugröße, bedeuten aber auch einen oft unerwünscht großen Druckabfall über den Strömungskanal. Stegrippen kommen unter anderem in Ladeluftkühlern von Kraftfahrzeugen zum Einsatz, und zwar vorwiegend auf der Seite der Ladeluft.
-
DD 0 152 187 - Der Forschungsbericht ("Research Memorandum") Nummer RM A9L29 des National Advisory Comittee for Aeronautics (NACA), Washington, USA, vom 23. Februar 1950 beschreibt einen versenkten Lufteinlass für Tragflächen von Flugzeugen, die in einem Geschwindigkeitsbereich von Mach 0,6 bis Mach 1,08 in ihrem Strömungsverhalten untersucht wurden.
- Die
WO 2009/015805 A1 offenbart eine Rippe für einen Wärmetauscher, bei dem eine Lasche offenbart ist. - Es ist die Aufgabe der Erfindung, eine Rippe für einen Wärmetauscher anzugeben, die einen guten Wärmeübergang bei gegebenem Druckabfall aufweist. Es ist zudem die Aufgabe der Erfindung, eine Rippe für einen Wärmetauscher anzugeben, die bei hoher Leistungsfähigkeit kostengünstig herstellbar ist.
- Diese Aufgabe wird für eine eingangs genannte Vorrichtung erfindungsgemäß mit den kennzeichnenden Merkmalen des Anspruchs 1 gelöst. Durch die zumindest eine gekrümmt verlaufende Seitenwand der Auslaschung, die ausgehend von der ersten Kante eine der Neigung der Laschenfläche entsprechend abnehmende Höhe aufweist, wird eine verbesserte Strömung der Luft im Bereich der Auslaschung erzielt, durch die bei gegebenem Druckabfall eine größere Wärmemenge zwischen Luft und Rippe übertragen.
- Gemäß der Erfindung formen die erste Kante, zumindest eine endseitige Kante der zumindest einen Seitenwand und eine zweite gerade Kante der Wandfläche eine im Wesentlichen senkrecht zur Strömungsrichtung orientierte, von dem ersten Fluid durchströmbare Öffnung aus, die eine im Wesentlichen dreieckige Form hat. Die Laschenfläche ist dabei über eine dritte Kante mit der Wandfläche verbunden, wobei die Laschenfläche über die dritte Kante zu der Wandfläche gewinkelt ist und der Winkel vorteilhaft zwischen etwa acht Grad und etwa sechzehn Grad, insbesondere etwa zwölf Grad, beträgt. Die Länge der dritten Kante beträgt dabei vorteilhaft zwischen etwa dem Zweifachen und etwa dem Vierfachen, insbesondere etwa dem Dreifachen der Länge der ersten Kante. Insgesamt ist hierdurch eine hutzenartige Auslaschung mit besonders geringem Druckabfall bei guter Wärmeübertragung der durchströmenden Luft bereitgestellt, wie sich durch Versuche gezeigt hat.
- Bei der bevorzugten Ausführungsform ist zudem für den Fall einer dünnwandigen Rippe auf Aluminiumbasis eine zuverlässige Herstellbarkeit der Auslaschungen in Serienfertigung gegeben. Eine erfindungsgemäße Rippe kann neben Aluminium auch aus Stahl oder einem anderen je nach Anforderungen geeigneten Werkstoff bestehen.
- In besonders bevorzugter Detailgestaltung hat die Form der Laschenfläche ausgehend von der ersten Kante in etwa die Parametrisierung [0; 2,500], [0,805; 2,470], [1,610; 2,290], [2,420; 1,910], [3,220; 1,540], [4,030; 1,210], [4,840; 0,980], [5,640; 0,780], [6,440; 0,590], [7,240; 0,400], [8,050; 0,210], wobei der erste Wert jeweils den Abstand von der ersten Kante in Strömungsrichtung angibt und der zweite Wert jeweils den Abstand der Seitenwand von der dritten Kante. Eine solche Formgebung entspricht in Draufsicht auf die Laschenfläche annähernd einem an seiner Mittelachse halbierten "NACA-Lufteinlass" gemäß dem eingangs genannten Forschungsbericht Nummer RM A9L29.
- Es ist erfindungsgemäß vorgesehen, dass sich eine Breite der Laschenfläche mit zunehmendem Abstand von der ersten Kante verringert, so dass ein Düseneffekt für an der Auslaschung entlang strömende Luft entsteht.
- Weiterhin vorteilhaft hat die Krümmung der zumindest einen Seitenwand in ihrem Verlauf zumindest einen Wendepunkt bezüglich der Krümmungsrichtung, wodurch eine besonders gute Modulation der Luftströmung zur Verbesserung des Wärmeübertrags bei zugleich geringem Druckabfall erzielt wird.
- Bei einer optimierten Ausführungsform der Erfindung beträgt in der Strömungsrichtung die Neigung der Laschenfläche gegenüber der Wandfläche zwischen etwa fünf Grad und etwa zehn Grad, insbesondere etwa sieben Grad.
- Bei einer vorteilhaften Weiterbildung weist die Rippe in Strömungsrichtung mehrere nacheinander angeordnete Auslaschungen auf, was insbesondere bei langen Rippen eine sinnvolle Anordnung zum Zweck der mehrfachen Umlenkung der Luft über die Rippenstrecke ergibt. Andernfalls würde die Luftströmung nur über einen Teil der Rippe auf vorteilhafte Werise durch die Auslaschung beeinflusst. Besonders bevorzugt ist dabei zumindest eine der mehreren Auslaschungen in umgekehrter Orientierung angeordnet, wobei insbesondere eine Gesamtwirkung der Auslaschungen auf den Fluidstrom weitgehend unabhängig von dessen Richtung ist. Hierdurch kann zum Beispiel die Rippe ohne Auswirkungen in beiden Orientierungen verbaut werden.
- In alternativer oder ergänzender Ausführungsform ist es zur weiteren Optimierung der Luftströmung vorgesehen, dass in der Wandfläche zumindest zwei Auslaschungen mit unterschiedlicher Öffnungsrichtung bezüglich der Wandfläche vorgesehen sind.
- Weiterhin vorteilhaft sind in der Wandfläche zumindest zwei Auslaschungen mit unterschiedlicher Öffnungsrichtung bzw. Ausstellrichtung bezüglich der Wandfläche vorgesehen. Durch eine solche alternierende Anordnung der Öffnungsrichtung der Auslaschungen kann der Wärmeaustausch mit der strömenden Luft besonders gleichmäßig auf beiden Seiten der Rippe erfolgen.
- Durch die zumindest leichte Neigung der mit der Struktur versehenen Wandfläche ist es technisch möglich, eine solche Rippe besonders einfach herzustellen. Dabei ist eine besonders einfache Herstellung vor allem dann gewährleistet, wenn die Struktur in der Wandfläche aufgrund der Neigung der Wandfläche keine wesentlichen Hinterschneidungen, betrachtet in der zu der Ebene senkrechten Richtung, bewirkt. Hierdurch wird zum Beispiel eine Herstellung der Rippe durch ein Längswalzverfahren ermöglicht.
- In bevorzugter Detailgestaltung einer solchen Rippe ist es vorgesehen, dass der Winkel W3 nicht weniger als etwa 10°, insbesondere zwischen etwa 15° und etwa 20°, beträgt. In diesen Wertebereichen ermöglicht der Neigungswinkel der Wand zum einen ausreichend große bzw. tiefe Strukturen in der Wandfläche, um die Strömung des Fluids auf gewünschte Weise zu beeinflussen, und zum anderen ist die Wandfläche im Hinblick auf eine mechanische Festigkeit noch ausreichend steil. Zum Beispiel kann die Wandfläche einen Zuganker zwischen den Wänden eines unter hohem Fluiddruck stehenden Flachrohres ausbilden, etwa im Fall der Verwendung der Rippe als Innenwellrippe eines Ladeluftkühlers.
- Bei einer besonders bevorzugten Ausführungsform der Erfindung ist die Rippe als quasi-endloses Formteil aus einem Blechband mittels Längswalzung in der Strömungsrichtung A hergestellt. Durch Längswalzen kann die Rippe mit hoher Fertigungsgeschwindigkeit besonders kostengünstig geformt werden. Dabei können zugleich die Faltung der Wandflächen der Rippe als auch die Strukturen in den Wandflächen hergestellt werden. Eine quasi-endlose Rippe kann auf einfache Weise auch auf die Länge von besonders großen Wärmetauschern abgelängt werden. Hierdurch wird vermieden, dass aufwendig mehrere einzelne Rippen in ein Tauscherrohr eingesteckt werden müssen, um dieses über die gesamte Länge mit Rippen zu versehen.
- Bei einer bevorzugten Ausführungsform besteht die Rippe aus einem Blech mit einer Dicke zwischen etwa 0,05 mm und etwa 0,35 mm, insbesondere zwischen etwa 0,1 mm und etwa 0,15 mm. Das Material ist dabei zweckmäßig eine Aluminiumlegierung , wobei aufgrund der guten Formbarkeit des Aluminiums in Verbindung mit den gewählten Blechdicken auch eine Längswalzung der Rippe als Herstellungsverfahren besonders gut möglich ist.
- Allgemein vorteilhaft kann die Struktur als Einprägung und/ oder Einschneidung und/oder Versetzung in der Wandfläche ausgebildet sein. Besonders wirksam auf die Strömung des ersten Fluids sind dabei Versetzungen in der Wandfläche, so dass das Fluid teilweise durch die Wandfläche in einen benachbarten Strömungsraum hindurchtreten kann.
- Bei einer möglichen Detailgestaltung hat die Rippe neben der um den Winkel W3 geneigten Wandfläche auch eine im Wesentlichen zu der Ebene senkrechte Wandfläche. Diese Wandflächen können insbesondere im Wechsel vorliegen. Die senkrechten Wandflächen bewirken dabei eine besonders gute mechanische Steifigkeit der Rippe gegenüber Zug- und Druckkräften. Im Interesse einer einfachen Herstellbarkeit ist dabei bevorzugt in der zu der Ebene senkrechten Wandfläche keine Struktur vorgesehen. Je nach Anforderungen können aber auch sämtliche Wandflächen geneigt sein und insbesondere mit Strukturen versehen sein.
- Bei einer besonders bevorzugten Ausführungsform ist die Rippe als Innenwellrippe eines Ladeluftkühlers ausgebildet. Für Ladeluftkühler von hoher Leistungsdichte sind strukturierte Wandflächen im Unterschied zu herkömmlichen Glattrippen günstig.
- Die Erfindung betrifft zudem einen Wärmetauscher mit zumindest einer erfindungsgemäßen Rippe nach einem der Ansprüche 1 bis 9. Bevorzugt ist der Wärmetauscher ein Wärmetauscher für ein Kraftfahrzeug, insbesondere ein Wärmetauscher aus der Gruppe Kühlmittelkühler, Klimawärmeübertrager oder Ladeluftkühler. Gerade bei Kraftfahrzeugen und hier insbesondere bei Personenkraftwagen besteht ein zunehmender Mangel an Bauraum, so dass die auf die Baugröße bezogene Übertragungsleistung eines Wärmetauschers von großer Bedeutung ist. Durch die erfindungsgemäße Auslegung der Rippen des Wärmetauschers kann bei gleicher Baugröße die Tauscherleistung verbessert werden.
- Vorteilhaft ist, dass in der Wandfläche zumindest zwei Auslaschungen mit unterschiedlicher Öffnungsrichtung bezüglich der Wandfläche vorgesehen sind.
- Vorteilhaft ist, dass der Winkel nicht weniger als etwa 10°, insbesondere zwischen etwa 15° und etwa 20° beträgt.
- Vorteilhaft ist, dass die Rippe als quasi-endloses Formteil aus einem Blechband mittels Längswalzung in der Strömungsrichtung hergestellt ist.
- Vorteilhaft ist, dass die Rippe aus einem Blech mit einer Dicke zwischen etwa 0,05 mm und etwa 0,35 mm, insbesondere zwischen etwa 0,1 mm und etwa 0,15 mm besteht.
- Vorteilhaft ist, dass die Struktur als Einprägung und/ oder Einschneidung und/oder Versetzung in der Wandfläche ausgebildet ist.
- Vorteilhaft ist, dass die Rippe neben der um den Winkel W3 geneigten Wandfläche eine im Wesentlichen zu der Ebene senkrechte Wandfläche aufweist.
- Vorteilhaft ist, dass in der zu der Ebene senkrechten Wandfläche keine Struktur vorgesehen ist.
- Vorteilhaft ist, dass die Rippe als Innenwellrippe eines Ladeluftkühlers ausgebildet ist.
- Weitere Vorteile und Merkmale der Erfindung ergeben sich aus den nachfolgend beschriebenen Ausführungsbeispielen sowie aus den abhängigen Ansprüchen.
- Die genannten Merkmale und vorteilhaften Ausgestaltungen bzw. Weiterbildungen können auch einzeln oder in Kombination miteinander ausgeführt sein.
- Nachfolgend wird ein bevorzugtes Ausführungsbeispiel der Erfindung beschrieben und anhand der anliegenden Zeichnungen näher erläutert.
- Fig. 1
- zeigt eine räumliche Darstellung von vier Abwandlungen a-d eines Ausführungsbeispiels einer erfindungsgemäßen Rippe.
- Fig. 2
- zeigt eine schematische Draufsicht von vorne auf die Rippe aus
Fig. 1d . - Das in
Fig. 1 gezeigte Ausführungsbeispiel der Erfindung umfasst eine Rippe 1 aus einem mehrfach umgebogenen Aluminiumblech. Zwischen zwei zueinander geneigten Wandflächen 1a, 1b ist ein Strömungskanal 2 ausgebildet, durch den ein erstes Fluid des Wärmetauschers, vorliegend Luft, in Richtung des Pfeils A strömt. Der Neigungswinkel W3 der Wandflächen 1a, 1b zueinander beträgt etwa 14 Grad, wobei die eine Wandfläche 1a gegenüber einer Ebene E des Wärmetauschers um einen Winkel W2 von etwa 12 Grad geneigt ist und die andere Wandfläche entsprechend um einen Winkel W3-W2 von etwa 2 Grad (sieheFig. 2 ). Der Wärmetauscher ist so aufgebaut, dass mehrere der Rippen 1 unter Ausbildung paralleler benachbarter Strömungskanäle 2 nebeneinander angeordnet sind. Oberhalb und unterhalb der Rippen 1 sind Tauscherrohre oder Trennwände (nicht dargestellt), die ein zweites Fluid abgrenzen, flächig mit den Rippen 1 verbunden, insbesondere flächig verlötet. Hierzu hat die Rippe einen Kontaktbereich 1c. - In zumindest einer der Seitenwände 1a der Rippe 1 ist eine Auslaschung 3 mit einer im Wesentlichen glatten und gegenüber der Seitenwand 1a bezüglich der Strömungsrichtung A geneigten Laschenfläche 4 angeordnet. Der Neigungswinkel in Strömungsrichtung beträgt etwa 7 Grad.
- Bei jeder der in
Fig. 1 gezeigten vier Variationen der a, b, c, d der Auslaschung 3 ist die geometrische Form identisch. Die Auslaschung 3 ist lediglich in jeweils verschiedener Orientierung in der Wandfläche 1a angeordnet. In den Versionen a und b ist die Auslaschung jeweils zur gleichen Seite bezüglich der Wandfläche 1a ausgestellt, wobei aber die Orientierung bezüglich der Richtung des Fluidstroms A invertiert ist. Bei den Versionen c und d gilt dasselbe, wobei die Auslaschung im Vergleich zu den Versionen a und b jeweils in bezüglich der Wandfläche 1a umgekehrter Orientierung ausgestellt sind. - Die Laschenfläche 4 hat eine erste gerade Kante 5, sie sich senkrecht zu der Strömungsrichtung A und unter einem Winkel von etwa 12 Grad zu der Wandfläche 1 a erstreckt.
- In der Wandfläche 1a ist eine zu der Laschenfläche 4 im Wesentlichen deckungsgleiche Ausnehmung mit einer zweiten geraden Kante 6 vorhanden. Die Laschenfläche 4 ist dabei über eine gekrümmt verlaufende Seitenwand 7 mit der Wandfläche 1a der Rippe verbunden. Die Seitenwand 7 der Auslaschung 3 steht annähernd senkrecht auf die Wandfläche 1a der Rippe 1. Entsprechend der Neigung der Laschenfläche 4 in Strömungsrichtung A nimmt die Höhe der Seitenwand 7 in Strömungsrichtung A zu. Endseitig ist dabei eine Vorderkante 7a maximaler Höhe der Seitenwand 7 ausgebildet, die zusammen mit der ersten Kante 5 und der zweiten Kante 6 in einer zu der Wandfläche 1a senkrechten Ebene liegt, wobei die drei Kanten 5, 6 und 7a eine dreieckige, senkrecht auf die Wandfläche 1a stehende Durchbrechung bzw. Öffnung 9 ausbilden. Das Dreieck 9 hat zwei lange, durch die Kanten 5 und 6 ausgebildete Seiten, die einen spitzen Winkel W1 von 12 Grad einschließen (siehe
Fig. 2 ) sowie eine dem spitzen Winkel gegenüberliegende kurze Seite, die durch die Vorderkante 7a der Seitenwand 7 gebildet wird. - Die Laschenfläche 7 geht in einer zur Strömungsrichtung annähernd parallelen dritten Kante 8 in die Wandfläche 1a über, wobei die dritte Kante eine Knickstelle ausbildet, über die die Laschenfläche 4 zu der Wandfläche 1a gewinkelt ist.
- Die gekrümmte Seitenwand 7 hat an ihrem Anfang, betrachtet in Strömungsrichtung A gemäß
Fig. 1a , zunächst einen kleinsten Abstand von der dritten Kante 8, im vorliegenden Beispiel annähernd einen Abstand von Null, wobei der Abstand über die Länge L der Laschenfläche monoton wächst. Sowohl zu Beginn ihres Verlaufs als auch zum Ende verläuft die Seitenwand fast parallel zu der dritten Kante 8. - Entsprechend der Steigung von rund 7° beträgt die Länge L der Laschenfläche 4 in etwa das Achtfache der maximalen Höhe der Seitenwand 7.
- Die Seitenwand 7 ändert auf etwa der Hälfte ihres Verlaufs ihre Krümmungsrichtung, so dass die Krümmung genau eine Wendestelle aufweist. Eine Parametrisierung des Verlaufs der Seitenwände des bevorzugten Ausführungsbeispiels lautet:
[0; 2,500], [0,805; 2,470], [1,610; 2,290], [2,420; 1,910], [3,220; 1,540], [4,030; 1,210], [4,840; 0,980], [5,640; 0,780], [6,440; 0,590], [7,240; 0,400], [8,050; 0,210]. - Dabei bedeutet die jeweils erste Ziffer eines Koordinatenpaars [x; y] den Abstand in Richtung der dritten Kante 8 ausgehend von der ersten Kante 5, also entgegen der Strömungsrichtung A. Die zweite Ziffer y beschreibt an dieser Stelle den senkrechten Abstand der Seitenwand 7 von der dritten Kante 8. In diesen dimensionslosen relativen Einheiten hat die Seitenwand 7 eine maximale Höhe von etwa 1,0 und die maximale Breite B der Laschenfläche 4, die entlang der ersten geraden Kante verläuft, beträgt entsprechend 2,5.
- Durch die vorstehend beschriebene hutzenartige Formgebung der Auslaschung mit einer doppelt geneigten Laschenfläche 4 und in Strömungsrichtung A ansteigender Seitenwand 7 kann die durch den Strömungskanal 2 entlang der Wandfläche 1a strömende Luft durch die Öffnung 9 treten, wobei sie sowohl verwirbelt als auch mit einem benachbarten Strömungskanal ausgetauscht wird. Durch den ansteigenden Verlauf der Laschenfläche 4 und die gebogene Seitenwand 7 ist eine strömungsdynamisch besonders günstige Formgebung erreicht, die einen guten Wärmeaustausch bei geringem Druckabfall erzielt.
- Auch bei Umkehrung der Strömungsrichtung A bzw. umgekehrter Orienttierung der Auslaschung (siehe etwa
Fig. 1a im Vergleich zuFig. 1 b) zeigt eine erfindungsgemäße Auslaschung in diesem Sinn gute Ergebnisse. Entsprechend kann es in einer weiteren abgewandelten Ausführungsform (nicht dargestellt) vorgesehen sein, dass eine Rippe mehrere Auslaschungen 3 in nacheinander aufweist, die jeweils verschiedene Orientierungen haben. Insbesondere können dabei die verschiedenen inFig. 1 in den Versionen a bis d gezeigten Orientierungen in derselben Rippe vorgesehen sein. Eine solche Rippe könnte zum Beispiel eine Abfolge der Auslaschungen 3 wie folgt aufweisen: - a-b-c-d-a-b-c-d-...; keine bevorzugte Strömungsrichtung
- a-d-a-d-a-d-...; bevorzugte Strömungsrichtung
- Grundsätzlich sind je nach Anforderungen und individueller Optimierung beliebige Abfolgen der Orientierung der Auslaschungen 3 in einer erfindungsgemäßen Rippe möglich.
- Die Herstellung der Rippe erfolgt im vorliegenden Ausführungsbeispiel aus einem dünnen Aluminiumblech, in das zunächst die Auslaschungen durch Materialumformung wie etwa Tiefziehen eingebracht werden und das nachfolgen zu der gezeigten Rippe umgebogen wird.
- Bei einem weiteren Ausführungsbeispiel der Erfindung ist die Rippe gegenständlich wie in den vorstehenden Ausführungsbeispielen ausgeformt und wird mittels eines Längswalzverfahrens hergestellt. Dabei wird ein quasi-endloses Blechband aus Aluminium einer Stärke von etwa 0,1 mm bis etwa 0,15 mm (je nach Anforderungen können auch dickere oder dünnere Bleche verwendet werden) in einer Zuführrichtung zugeführt und über mehrere in der Zuführrichtung nacheinander folgende Stationen zu der Rippe umgeformt.
- Es versteht sich, dass die einzelnen Merkmale der verschiedenen Ausführungsbeispiele je nach Anforderungen sinnvoll miteinander kombiniert werden können.
Claims (11)
- Rippe für einen Wärmetauscher, umfassend
einen sich in einer Strömungsrichtung (A) eines ersten Fluids erstreckenden Rippenkörper (1) mit einer beidseitig von dem ersten Fluid umströmten Wandfläche (1 a),
wobei in der Wandfläche (1 a) zumindest eine Auslaschung (3) vorgesehen ist, durch die eine von dem ersten Fluid durchströmbare Durchbrechung (9) der Wandfläche (1a) ausgebildet ist,
wobei eine erste Kante (5) der Auslaschung (3) zur Ausbildung der Durchbrechung (9) beabstandet von der Wandfläche (1a) angeordnet ist,
wobei die Auslaschung (3) eine gegenüber der Wandfläche (1a) geneigte Laschenfläche (4) aufweist, die mit der ersten Kante (5) abschließt,
wobei
die Laschenfläche (4) mit der Wandfläche (1a) über zumindest eine gekrümmt verlaufende Seitenwand (7) der Auslaschung (3) verbunden ist, die ausgehend von der ersten Kante (5) eine der Neigung der Laschenfläche (4) entsprechend abnehmende Höhe aufweist, wobei die erste Kante (5), zumindest eine endseitige Kante (7a) der zumindest einen Seitenwand (7) und eine zweite Kante (6) der Wandfläche (1 a) eine im Wesentlichen senkrecht zur Strömungsrichtung (A) orientierte, von dem ersten Fluid durchströmbare Öffnung (9) ausformen und wobei die Öffnung (9) eine im Wesentlichen dreieckige Form hat, wobei die Laschenfläche (4) über eine dritte Kante (8) mit der Wandfläche (1a) verbunden ist, die Laschenfläche (4) über die dritte Kante (8) zu der Wandfläche (1a) gewinkelt ist und sich eine Breite der Laschenfläche (4) mit zunehmendem Abstand von der ersten Kante (5) verringert. - Rippe nach Anspruch 1, dadurch gekennzeichnet, dass der Winkel zwischen etwa acht Grad und etwa sechzehn Grad, insbesondere etwa zwölf Grad, beträgt.
- Rippe nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass die Länge (L) der dritten Kante (8) zwischen etwa dem Zweifachen und etwa dem Vierfachen, insbesondere etwa dem Dreifachen einer Länge der ersten Kante (5) beträgt.
- Rippe nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Form der Laschenfläche (4) ausgehend von der ersten Kante (5) in etwa die Parametrisierung [0; 2,500], [0,805; 2,470], [1,610; 2,290], [2,420; 1,910], [3,220; 1,540], [4,030; 1,210], [4,840; 0,980], [5,640; 0,780], [6,440; 0,590], [7,240; 0,400], [8,050; 0,210] aufweist, wobei der erste Wert jeweils den Abstand von der ersten Kante (5) in Strömungsrichtung (A) angibt und der zweite Wert jeweils den Abstand der Seitenwand (7) von der dritten Kante (8).
- Rippe nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Krümmung der zumindest einen Seitenwand (7) in ihrem Verlauf zumindest einen Wendepunkt bezüglich der Krümmungsrichtung aufweist.
- Rippe nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in der Strömungsrichtung (A) die Neigung der Laschenfläche gegenüber der Wandfläche (1a) zwischen etwa fünf Grad und etwa zehn Grad, insbesondere etwa sieben Grad beträgt.
- Rippe nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Rippe (1) in Strömungsrichtung mehrere Auslaschungen (3) nacheinander aufweist.
- Rippe nach Anspruch 7, dadurch gekennzeichnet, dass zumindest eine der mehreren Auslaschungen (3) in umgekehrter Orientierung angeordnet ist, wobei insbesondere eine Gesamtwirkung der Auslaschungen (3) auf den Fluidstrom weitgehend unabhängig von dessen Richtung ist.
- Rippe nach zumindest einem der vorhergehenden Ansprüche,
wobei der Rippenkörper (1) sich in einer Ebene erstreckt,
dadurch gekennzeichnet,
dass die Wandfläche (1 a) gegenüber einer Senkrechten der Ebene in einem Winkel (W3) geneigt ist, der zwischen etwa 2° und etwa 45° beträgt. - Wärmetauscher mit zumindest einer Rippe nach einem der Ansprüche 1 bis 9.
- Wärmetauscher nach Anspruch 10, dadurch gekennzeichnet, dass der Wärmetauscher ein Wärmetauscher für ein Kraftfahrzeug ist, insbesondere ein Wärmetauscher aus der Gruppe Kohlmittelkühler, Klimawärmeübertrager oder Ladeluftkühler.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007048307 | 2007-10-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2096397A2 EP2096397A2 (de) | 2009-09-02 |
| EP2096397A3 EP2096397A3 (de) | 2013-07-17 |
| EP2096397B1 true EP2096397B1 (de) | 2015-01-21 |
Family
ID=40522281
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08017257.0A Ceased EP2096397B1 (de) | 2007-10-08 | 2008-10-01 | Rippe für einen Wärmetauscher |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8267161B2 (de) |
| EP (1) | EP2096397B1 (de) |
| DE (1) | DE102008049851A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007036308A1 (de) * | 2007-07-31 | 2009-02-05 | Behr Gmbh & Co. Kg | Rippe für einen Wärmetauscher |
| DE102009005038A1 (de) * | 2009-01-17 | 2010-07-22 | Mahle International Gmbh | Turbulenzblech |
| JP5884055B2 (ja) * | 2014-05-09 | 2016-03-15 | パナソニックIpマネジメント株式会社 | 熱交換器および熱交換器用オフセットフィン |
| DE102014222983A1 (de) | 2014-11-11 | 2016-05-12 | Mahle International Gmbh | Wellrippe für einen Wärmeübertrager |
| JP2015180852A (ja) * | 2015-07-24 | 2015-10-15 | 株式会社小松製作所 | コルゲートフィンおよびそれを備える熱交換器 |
| DE102017208324A1 (de) * | 2017-05-17 | 2018-11-22 | Mahle International Gmbh | Wärmeübertrager |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1116621A (en) * | 1963-12-27 | 1968-06-12 | Ass Eng Ltd | Improvements in or relating to heat exchangers |
| US3584682A (en) | 1968-07-29 | 1971-06-15 | Borg Warner | Tubular heat transfer device |
| DD152187A1 (de) | 1980-07-23 | 1981-11-18 | Ernst Roth | Streifenfoermiges rohreinbauelement |
| US4501321A (en) * | 1982-11-10 | 1985-02-26 | Blackstone Corporation | After cooler, charge air cooler and turbulator assemblies and methods of making the same |
| JPS62112997A (ja) * | 1985-11-08 | 1987-05-23 | Matsushita Refrig Co | 熱交換器 |
| DE19511665A1 (de) | 1995-03-30 | 1996-10-02 | Abb Management Ag | Verfahren und Vorrichtung zur Luftkühlung von Hubkolben-Verbrennungskraftmaschinen |
| US5669438A (en) * | 1996-08-30 | 1997-09-23 | General Motors Corporation | Corrugated cooling fin with louvers |
| WO1998025092A1 (en) * | 1996-12-04 | 1998-06-11 | Zexel Corporation | Heat exchanger |
| JP2002277180A (ja) * | 2001-03-16 | 2002-09-25 | Calsonic Kansei Corp | 一体型熱交換器のコア部構造 |
| JP2006078035A (ja) * | 2004-09-08 | 2006-03-23 | Denso Corp | 熱交換装置 |
| DE102007036308A1 (de) * | 2007-07-31 | 2009-02-05 | Behr Gmbh & Co. Kg | Rippe für einen Wärmetauscher |
-
2008
- 2008-10-01 EP EP08017257.0A patent/EP2096397B1/de not_active Ceased
- 2008-10-01 DE DE102008049851A patent/DE102008049851A1/de not_active Withdrawn
- 2008-10-08 US US12/247,822 patent/US8267161B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE102008049851A1 (de) | 2009-07-02 |
| EP2096397A3 (de) | 2013-07-17 |
| US8267161B2 (en) | 2012-09-18 |
| US20090090497A1 (en) | 2009-04-09 |
| EP2096397A2 (de) | 2009-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10127084B4 (de) | Wärmeübertrager, insbesondere für Kraftfahrzeuge | |
| EP3359902B1 (de) | Verfahren zur herstellung einer lamelle und plattenwärmetauscher mit einer lamelle hergestellt nach dem verfahren | |
| DE69911131T2 (de) | Wärmetauscher | |
| EP2096397B1 (de) | Rippe für einen Wärmetauscher | |
| EP1701125A2 (de) | Wärmeübertrager mit flachen Rohren und flaches Wärmeübertragerrohr | |
| WO2009086894A1 (de) | Strangpressrohr für einen wärmetauscher | |
| EP1657512B1 (de) | Wärmetauscher mit offenem Profil als Gehäuse | |
| DE10054158A1 (de) | Mehrkammerrohr mit kreisförmigen Strömungskanälen | |
| DE10100241A1 (de) | Wärmetauscherrohr für flüssige oder gasförmige Medien | |
| DE112025000088T5 (de) | Wärmetauscherlamellen und Plattenwärmetauscher | |
| EP1640684A1 (de) | Wärmeübertrager aus Flachrohren und Wellrippen | |
| EP2185884B1 (de) | Rippe für einen wärmetauscher | |
| EP1706698A1 (de) | Wärme bertrager | |
| EP2394126B1 (de) | Heizkörper für kraftfahrzeuge | |
| EP1711771B1 (de) | Wärmetauscher | |
| EP2678629B1 (de) | Wärmetauscher | |
| DE102008015064A1 (de) | Turbulenzeinsatz und Verfahren zu dessen Herstellung | |
| EP0268831B1 (de) | Lamelle | |
| DE102008020230A1 (de) | Wärmetauscher sowie Wärmetauscherrohr | |
| EP2062002B1 (de) | Wärmetauscherkern, herstellungsverfahren, walzenstrasse | |
| EP1398592B1 (de) | Flachrohr-Wärmeübertrager | |
| DE112015003901B4 (de) | Sammelkammer für einen Wärmetauscher, Verbindungssystem und Wärmetauscher | |
| EP3184949A2 (de) | Blechteil mit einer kiemen aufweisenden rippenstruktur eines wärmeübertragers sowie herstellungsverfahren | |
| WO2007042186A1 (de) | Heizkörper, kühlkreislauf, klimagerät für eine kraftfahrzeug-klimaanlage sowie klimaanlage für ein kraftfahrzeug | |
| DE102013216976A1 (de) | Wärmeübertrager, Saugrohr, Verbrennungskraftmaschine sowieVerfahren und Werkzeug zur Herstellung eines Bleches für einen Wärmeübertrager |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RTI1 | Title (correction) |
Free format text: FIN FOR A HEAT EXCHANGER AND MANUFACTURING METHOD |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F28F 3/02 20060101ALI20130607BHEP Ipc: B21D 53/02 20060101ALI20130607BHEP Ipc: F28F 1/12 20060101AFI20130607BHEP |
|
| 17P | Request for examination filed |
Effective date: 20140117 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AKX | Designation fees paid |
Designated state(s): DE FR |
|
| 17Q | First examination report despatched |
Effective date: 20140307 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140624 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20141113 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008012628 Country of ref document: DE Effective date: 20150305 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MAHLE BEHR GMBH & CO. KG |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008012628 Country of ref document: DE Representative=s name: GRAUEL, ANDREAS, DIPL.-PHYS. DR. RER. NAT., DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502008012628 Country of ref document: DE Owner name: MAHLE BEHR GMBH & CO. KG, DE Free format text: FORMER OWNER: BEHR GMBH & CO. KG, 70469 STUTTGART, DE Effective date: 20150423 Ref country code: DE Ref legal event code: R082 Ref document number: 502008012628 Country of ref document: DE Representative=s name: GRAUEL, ANDREAS, DIPL.-PHYS. DR. RER. NAT., DE Effective date: 20150423 Ref country code: DE Ref legal event code: R081 Ref document number: 502008012628 Country of ref document: DE Owner name: MAHLE INTERNATIONAL GMBH, DE Free format text: FORMER OWNER: BEHR GMBH & CO. KG, 70469 STUTTGART, DE Effective date: 20150423 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008012628 Country of ref document: DE Representative=s name: GRAUEL, ANDREAS, DIPL.-PHYS. DR. RER. NAT., DE Ref country code: DE Ref legal event code: R081 Ref document number: 502008012628 Country of ref document: DE Owner name: MAHLE INTERNATIONAL GMBH, DE Free format text: FORMER OWNER: MAHLE BEHR GMBH & CO. KG, 70469 STUTTGART, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 Ref country code: DE Ref legal event code: R097 Ref document number: 502008012628 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20151022 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181030 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20181026 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008012628 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 |