EP2048976B1 - Tabac sans fumée - Google Patents
Tabac sans fumée Download PDFInfo
- Publication number
- EP2048976B1 EP2048976B1 EP07810732A EP07810732A EP2048976B1 EP 2048976 B1 EP2048976 B1 EP 2048976B1 EP 07810732 A EP07810732 A EP 07810732A EP 07810732 A EP07810732 A EP 07810732A EP 2048976 B1 EP2048976 B1 EP 2048976B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tobacco
- packaging material
- product
- outer packaging
- smokeless tobacco
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims abstract description 328
- 241000208125 Nicotiana Species 0.000 title claims abstract description 317
- 239000000203 mixture Substances 0.000 claims abstract description 217
- 238000009472 formulation Methods 0.000 claims abstract description 103
- 235000019505 tobacco product Nutrition 0.000 claims abstract description 97
- 239000000463 material Substances 0.000 claims abstract description 63
- 239000005022 packaging material Substances 0.000 claims abstract description 51
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 22
- 239000001301 oxygen Substances 0.000 claims abstract description 22
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 22
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 40
- 229910052751 metal Inorganic materials 0.000 claims description 27
- 239000002184 metal Substances 0.000 claims description 27
- 229920003023 plastic Polymers 0.000 claims description 23
- 239000004033 plastic Substances 0.000 claims description 23
- 239000007789 gas Substances 0.000 claims description 13
- 230000000694 effects Effects 0.000 claims description 9
- 230000035939 shock Effects 0.000 claims description 9
- 238000003780 insertion Methods 0.000 claims description 7
- 230000037431 insertion Effects 0.000 claims description 7
- 230000013011 mating Effects 0.000 claims 2
- 238000000926 separation method Methods 0.000 claims 1
- 239000002002 slurry Substances 0.000 abstract description 42
- 239000012298 atmosphere Substances 0.000 abstract description 39
- 239000011230 binding agent Substances 0.000 abstract description 24
- 239000000796 flavoring agent Substances 0.000 abstract description 18
- 239000004615 ingredient Substances 0.000 abstract description 18
- 235000003599 food sweetener Nutrition 0.000 abstract description 15
- 239000003765 sweetening agent Substances 0.000 abstract description 15
- 238000004320 controlled atmosphere Methods 0.000 abstract description 11
- 235000013355 food flavoring agent Nutrition 0.000 abstract description 10
- -1 pH adjusters Substances 0.000 abstract description 9
- 239000002245 particle Substances 0.000 abstract description 6
- 239000003906 humectant Substances 0.000 abstract description 5
- 239000000945 filler Substances 0.000 abstract description 4
- 239000003963 antioxidant agent Substances 0.000 abstract description 3
- 238000005266 casting Methods 0.000 abstract description 3
- 239000003086 colorant Substances 0.000 abstract description 3
- 239000003755 preservative agent Substances 0.000 abstract description 3
- 150000003839 salts Chemical class 0.000 abstract description 3
- 238000003825 pressing Methods 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 50
- 239000000843 powder Substances 0.000 description 39
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 36
- 239000010408 film Substances 0.000 description 35
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 21
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 18
- 235000011187 glycerol Nutrition 0.000 description 18
- 235000010413 sodium alginate Nutrition 0.000 description 18
- IXPNQXFRVYWDDI-UHFFFAOYSA-N 1-methyl-2,4-dioxo-1,3-diazinane-5-carboximidamide Chemical compound CN1CC(C(N)=N)C(=O)NC1=O IXPNQXFRVYWDDI-UHFFFAOYSA-N 0.000 description 17
- 235000015927 pasta Nutrition 0.000 description 17
- 239000000661 sodium alginate Substances 0.000 description 17
- 229940005550 sodium alginate Drugs 0.000 description 17
- 239000008188 pellet Substances 0.000 description 16
- 238000000034 method Methods 0.000 description 15
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 14
- 235000019504 cigarettes Nutrition 0.000 description 14
- 238000002156 mixing Methods 0.000 description 14
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 12
- 238000004806 packaging method and process Methods 0.000 description 12
- 241000894007 species Species 0.000 description 12
- 238000005303 weighing Methods 0.000 description 12
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 11
- 244000061176 Nicotiana tabacum Species 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 11
- 230000001070 adhesive effect Effects 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 229940100486 rice starch Drugs 0.000 description 11
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 9
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 9
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 9
- 229940041616 menthol Drugs 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 8
- 229930195725 Mannitol Natural products 0.000 description 8
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 8
- 235000019634 flavors Nutrition 0.000 description 8
- 239000000594 mannitol Substances 0.000 description 8
- 235000010355 mannitol Nutrition 0.000 description 8
- 210000000214 mouth Anatomy 0.000 description 8
- 241000282836 Camelus dromedarius Species 0.000 description 7
- 244000223760 Cinnamomum zeylanicum Species 0.000 description 7
- 235000017803 cinnamon Nutrition 0.000 description 7
- 229910001873 dinitrogen Inorganic materials 0.000 description 7
- 229940016286 microcrystalline cellulose Drugs 0.000 description 7
- 235000019813 microcrystalline cellulose Nutrition 0.000 description 7
- 239000008108 microcrystalline cellulose Substances 0.000 description 7
- 230000002035 prolonged effect Effects 0.000 description 7
- 229920000168 Microcrystalline cellulose Polymers 0.000 description 6
- 229920003182 Surlyn® Polymers 0.000 description 6
- 229910000019 calcium carbonate Inorganic materials 0.000 description 6
- 239000008368 mint flavor Substances 0.000 description 6
- 229940088417 precipitated calcium carbonate Drugs 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- 239000011780 sodium chloride Substances 0.000 description 6
- 229910001220 stainless steel Inorganic materials 0.000 description 6
- 239000010935 stainless steel Substances 0.000 description 6
- 239000000284 extract Substances 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 239000001814 pectin Substances 0.000 description 5
- 235000010987 pectin Nutrition 0.000 description 5
- 229920001277 pectin Polymers 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- 229920002472 Starch Polymers 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 229910000029 sodium carbonate Inorganic materials 0.000 description 4
- 235000019698 starch Nutrition 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- 229920004439 Aclar® Polymers 0.000 description 3
- 229920002774 Maltodextrin Polymers 0.000 description 3
- 239000005913 Maltodextrin Substances 0.000 description 3
- 239000004376 Sucralose Substances 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- 230000001055 chewing effect Effects 0.000 description 3
- 235000019506 cigar Nutrition 0.000 description 3
- 238000009470 controlled atmosphere packaging Methods 0.000 description 3
- 238000002845 discoloration Methods 0.000 description 3
- 238000009837 dry grinding Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229940035034 maltodextrin Drugs 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 3
- 238000005057 refrigeration Methods 0.000 description 3
- 239000003566 sealing material Substances 0.000 description 3
- 230000001953 sensory effect Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 239000008107 starch Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 235000019408 sucralose Nutrition 0.000 description 3
- BAQAVOSOZGMPRM-QBMZZYIRSA-N sucralose Chemical compound O[C@@H]1[C@@H](O)[C@@H](Cl)[C@@H](CO)O[C@@H]1O[C@@]1(CCl)[C@@H](O)[C@H](O)[C@@H](CCl)O1 BAQAVOSOZGMPRM-QBMZZYIRSA-N 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- 240000001238 Gaultheria procumbens Species 0.000 description 2
- 235000007297 Gaultheria procumbens Nutrition 0.000 description 2
- 108010010803 Gelatin Proteins 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 241000366676 Justicia pectoralis Species 0.000 description 2
- 229930006000 Sucrose Natural products 0.000 description 2
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 244000290333 Vanilla fragrans Species 0.000 description 2
- 235000009499 Vanilla fragrans Nutrition 0.000 description 2
- 235000012036 Vanilla tahitensis Nutrition 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 235000010443 alginic acid Nutrition 0.000 description 2
- 229920000615 alginic acid Polymers 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 229920001525 carrageenan Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 238000005056 compaction Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000002255 enzymatic effect Effects 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 238000000855 fermentation Methods 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000000499 gel Substances 0.000 description 2
- 229920000159 gelatin Polymers 0.000 description 2
- 235000019322 gelatine Nutrition 0.000 description 2
- 235000011852 gelatine desserts Nutrition 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- 229920000092 linear low density polyethylene Polymers 0.000 description 2
- 239000004707 linear low-density polyethylene Substances 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- OSWPMRLSEDHDFF-UHFFFAOYSA-N methyl salicylate Chemical compound COC(=O)C1=CC=CC=C1O OSWPMRLSEDHDFF-UHFFFAOYSA-N 0.000 description 2
- 230000000813 microbial effect Effects 0.000 description 2
- 244000005700 microbiome Species 0.000 description 2
- 238000009448 modified atmosphere packaging Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 235000019645 odor Nutrition 0.000 description 2
- 238000009928 pasteurization Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 230000000391 smoking effect Effects 0.000 description 2
- 235000013599 spices Nutrition 0.000 description 2
- 229940032147 starch Drugs 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229960004793 sucrose Drugs 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- DCXXMTOCNZCJGO-UHFFFAOYSA-N tristearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(OC(=O)CCCCCCCCCCCCCCCCC)COC(=O)CCCCCCCCCCCCCCCCC DCXXMTOCNZCJGO-UHFFFAOYSA-N 0.000 description 2
- 238000009461 vacuum packaging Methods 0.000 description 2
- PZWQOGNTADJZGH-SNAWJCMRSA-N (2e)-2-methylpenta-2,4-dienoic acid Chemical compound OC(=O)C(/C)=C/C=C PZWQOGNTADJZGH-SNAWJCMRSA-N 0.000 description 1
- 244000247812 Amorphophallus rivieri Species 0.000 description 1
- 235000001206 Amorphophallus rivieri Nutrition 0.000 description 1
- 241000601295 Bairdiella ronchus Species 0.000 description 1
- 229920002261 Corn starch Polymers 0.000 description 1
- 241000385250 Epioblasma triquetra Species 0.000 description 1
- 241000287828 Gallus gallus Species 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- 229920002752 Konjac Polymers 0.000 description 1
- 241001503485 Mammuthus Species 0.000 description 1
- 235000006679 Mentha X verticillata Nutrition 0.000 description 1
- 235000002899 Mentha suaveolens Nutrition 0.000 description 1
- 235000001636 Mentha x rotundifolia Nutrition 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- ZJPGOXWRFNKIQL-JYJNAYRXSA-N Phe-Pro-Pro Chemical compound C([C@H](N)C(=O)N1[C@@H](CCC1)C(=O)N1[C@@H](CCC1)C(O)=O)C1=CC=CC=C1 ZJPGOXWRFNKIQL-JYJNAYRXSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 241000374480 Selenicereus grandiflorus Species 0.000 description 1
- 244000269722 Thea sinensis Species 0.000 description 1
- 240000007591 Tilia tomentosa Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000443 aerosol Substances 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000006286 aqueous extract Substances 0.000 description 1
- 235000019568 aromas Nutrition 0.000 description 1
- 230000004071 biological effect Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 235000010980 cellulose Nutrition 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000008120 corn starch Substances 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 210000000887 face Anatomy 0.000 description 1
- 230000004151 fermentation Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 229940014259 gelatin Drugs 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 238000003306 harvesting Methods 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 238000004128 high performance liquid chromatography Methods 0.000 description 1
- 239000000416 hydrocolloid Substances 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 239000000252 konjac Substances 0.000 description 1
- 235000010485 konjac Nutrition 0.000 description 1
- 239000002650 laminated plastic Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- VAOCPAMSLUNLGC-UHFFFAOYSA-N metronidazole Chemical compound CC1=NC=C([N+]([O-])=O)N1CCO VAOCPAMSLUNLGC-UHFFFAOYSA-N 0.000 description 1
- 229960000282 metronidazole Drugs 0.000 description 1
- 230000002906 microbiologic effect Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 235000016709 nutrition Nutrition 0.000 description 1
- 230000035764 nutrition Effects 0.000 description 1
- 239000005026 oriented polypropylene Substances 0.000 description 1
- 230000001151 other effect Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229960000292 pectin Drugs 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 229940069328 povidone Drugs 0.000 description 1
- 235000019814 powdered cellulose Nutrition 0.000 description 1
- 229920003124 powdered cellulose Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 235000019699 ravioli Nutrition 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 235000019615 sensations Nutrition 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 229940080313 sodium starch Drugs 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000010186 staining Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B13/00—Tobacco for pipes, for cigars, e.g. cigar inserts, or for cigarettes; Chewing tobacco; Snuff
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/183—Treatment of tobacco products or tobacco substitutes sterilization, preservation or biological decontamination
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F23/00—Cases for tobacco, snuff, or chewing tobacco
Definitions
- the present invention relates to tobacco, and in particular, to tobacco formulations suitable for use in a smokeless manner, and to the handling and use of tobacco that is in a smokeless form.
- Cigarettes, cigars, little cigars and pipes are popular smoking articles that employ tobacco in various forms.
- Smoking articles are tobacco products that are used by heating or burning tobacco, and aerosol (e.g., smoke) is inhaled by the smoker.
- Representative manners or methods that have been proposed for the packaging of tobacco products, including cigarettes and cigars, are set forth in U.S. Pat. Nos. Des 368,221 to Montague ; 1,886,115 to Muller ; 3,371,775 to Butler ; 3,967,730 to Driscoll et al. ; 4,852,734 to Allen et al. ; 5,139,140 to Burrows et al. ; 5,333,729 to Wolfe ; 5,542,529 to Hein, III et al. ; 5,938,018 to Keaveney et al. and 7,014,039 to Henson et al.
- Tobacco also may be enjoyed in a so-called "smokeless" form.
- smokeless tobacco products are employed by inserting some form of processed tobacco or tobacco-containing formulation into the mouth of the user.
- Snuff typically is formulated in "moist" or “dry” forms.
- snuff products are manufactured in Europe, particularly in Sweden, by or through companies such as Swedish Match AB, Fiedler & Lundgren AB, Gustavus AB, Skandinavisk Tobakskompagni A/S and Rocker Production AB.
- Snus products available in the U.S.A. are marketed under the tradenames Camel Snus Frost, Camel Snus Original and Camel Snus Spice by R. J. Reynolds Tobacco Company.
- Representative smokeless tobacco products also are marketed under the tradenames Oliver Twist by House of Oliver Twist A/S; Copenhagen, Skoal, SkoalDry, Rooster, Red Seal, Husky, and Revel by U.S.
- Exemplary manners for providing various types of tobacco products for distribution to consumers have been proposed in U.S. Pat. No. 3,696,917 to Levi ; PCT WO 2004/095959 to Arnarp et al. and PCT WO 2005/016036 to Bjorkholm .
- Equipment for packaging tobacco has been commercially available, and representative equipment has been available as FPP 210 Pouch Packer from Schur Flexible Benelux.
- WO 03/053175 A2 discloses a composition for use in the oral cavity comprising tobacco and/or a tobacco substitute encapsulated in a membrane material comprising one or more membranes at least one of which being water permeable and water-insoluble.
- WO 96/14763 A1 discloses packed cigarettes characterized that each package contains only one single cigarette.
- Smokeless tobacco products are packaged for distribution, sale and use in a variety of ways. Chewing tobacco has been packaged in pouches, foil bags and metal containers. Snus types of products have been packaged in tins, "pucks” or “pots” that are manufactured from metal or plastic. In certain circumstances, smokeless tobacco products are refrigerated prior to sale, typically for the purpose of prolonging the freshness and moisture content thereof. For example, smokeless tobacco products, particularly moist tobacco products, can be refrigerated in order to avoid or retard absorption of contaminants that provide an undesirable flavor or odor to the product, avoid or retard the development discoloration or staining of the product, and to avoid or retard the activity of biologically active microorganisms.
- smokeless tobacco products and typically moist snuff types of products, can be refrigerated to retard the effects of enzymatic and other biological activities, pH changes, oxidation, and other effects that have a tendency to shorten product shelf-life or stability.
- the present invention relates to a smokeless tobacco product.
- the product includes a smokeless tobacco composition or formulation.
- the smokeless tobacco formulation includes particles or pieces of tobacco, and may include other ingredients, such as salts, sweeteners, binders, colorants, pH adjusters, fillers, flavoring agents, disintegration aids, antioxidants, humectants, and preservatives.
- the moisture content of the particles of the tobacco may vary.
- Certain smokeless tobacco products have the form of tobacco compositions or formulations that result from casting or otherwise forming a slurry incorporating tobacco material and other components as a film or sheet.
- Certain smokeless tobacco products have the form of tobacco compositions or formulations that result from pressing, extruding or otherwise forming a mixture incorporating tobacco material and other components into a desired shape.
- the tobacco formulation can be contained within a container, such as a pouch or bag, such as is the type commonly used for the manufacture of snus types of products (e.g., a sealed, moisture permeable pouch that is sometimes referred to as a "portion").
- a representative moisture permeable pouch can be composed of a "fleece” type of material.
- the tobacco formulation is in turn contained within a package.
- the package is sealed tightly, and is composed of a suitable material, such that the atmospheric conditions within that sealed package are modified and/or controlled; that is, the sealed package can provide a good barrier that inhibits the passage of compositions such as moisture and oxygen therethrough; in addition, the atmosphere within the sealed package can be further modified by introducing a selected gaseous species (e.g., nitrogen, argon, or a mixture thereof) into the package prior to sealing or by drawing a vacuum therein (vacuum sealing).
- a selected gaseous species e.g., nitrogen, argon, or a mixture thereof
- an individual portion of smokeless tobacco e.g., one snus fleece bag containing a smokeless tobacco formulation
- a package The atmosphere within each package is modified or controlled in a manner characteristic of the present invention.
- Several snus fleece bags so packaged then can be contained within the product container, such as a metal or plastic tin.
- several individual portions of smokeless tobacco can be wrapped together within one package.
- the atmosphere within that package is modified or controlled in a manner characteristic of the present invention.
- That package, or a combination of several of such packages, then can be contained within the product container, such as a metal or plastic tin.
- smokeless tobacco product e.g., several individual portions of smokeless tobacco
- a sealed container such as a metal or plastic tin. That container then can be wrapped within a package, such that the atmosphere within that package and the sealed container is modified or controlled in a manner characteristic of the present invention.
- smokeless tobacco product e.g., several individual portions of smokeless tobacco
- a sealed container such as a metal or plastic tin
- the atmosphere within that sealed container is modified or controlled in a manner characteristic of the present invention.
- At least one individual portion of smokeless tobacco can be wrapped in a package.
- the atmosphere within each package is modified or controlled in a manner characteristic of the present invention.
- That package or several of those packages then can be contained within the product container, such as a metal or plastic tin.
- the atmosphere within that sealed metal or plastic container is modified or controlled in a manner characteristic of the present invention.
- that container then can be wrapped within an outer package, such that the atmosphere within that package and the sealed container is modified or controlled in a manner characteristic of the present invention.
- FIG. 1 is an enlarged cross-sectional view of a tobacco product in the form of a snus type of product individually wrapped in an outer package.
- FIG. 2 is a cross-sectional view of a tobacco product in the form of a snus type of product, wherein several snus-type products are wrapped in an outer package and that outer package is contained within a generally cylindrical plastic or metal tin.
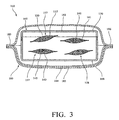
- FIG. 3 is a cross-sectional view of a tobacco product in the form of a snus type of product, wherein several snus-type products are contained within a generally cylindrical plastic or metal tin, and that tin is wrapped in an outer package.
- FIG. 4 is a cross-sectional view of a tobacco product in the form of a snus type of product, wherein several snus-type products are contained within a generally cylindrical plastic or metal tin possessing a controlled atmosphere.
- FIG. 5 is cross-sectional view of a tobacco product in the form of a snus type of product, wherein each of several snus-type products are individually wrapped in an outer package, and are in turn contained within a generally cylindrical plastic or metal tin possessing a controlled atmosphere.
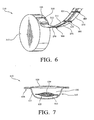
- FIG. 6 is a perspective view (partially cut away) of a plurality of individually packaged snus types of products, each individual package being connected to another, and an outer container for containing and dispensing those products.
- FIG. 7 is an enlarged cross-sectional view of a tobacco product in the form of a snus type of product individually wrapped in an outer package.
- the tobacco product 110 includes a tobacco composition 115 contained in a sealed, moisture permeable pouch 120, thereby providing a tobacco portion 122.
- a representative moisture permeable pouch can be composed of a fleece type of material that is sealed shut in order to effectively retain the tobacco composition within the pouch during normal conditions of handling.
- the tobacco product 110 possesses a sealed outer package 125 that surrounds and contains the tobacco portion 122 as a type of tightly sealed pouch.
- the representative outer package 125 possesses an upper surface 126 and a lower surface 127; and the two faces 128, 129 of a "fin seal" are shown lying essentially parallel to the lower surface of outer package 125.
- the outer package 125 is tightly sealed, and is selected from an appropriate material, such that the atmosphere 130 within that outer package can be controlled.
- the atmosphere 130 within the package can be controlled such that the atmosphere is composed most predominantly of high purity nitrogen gas, or other suitable gaseous species.
- the embodiment can be altered in order that the outer package contains a plurality (e.g., 2, 3 or 4) of individual tobacco portions.
- Each of the two ends 131, 132 of the outer package is tightly sealed (e.g., heat sealed), and if desired, those ends can have a serrated appearance, or cut to have the desired visual effect.
- the length of the inner region of the outer package 125 is at least about 10 percent greater than the overall length of the tobacco portion 122
- the width of the inner region of the outer package 125 is at least about 10 percent greater than the overall width of the tobacco portion 122
- the height of the inner region of the outer package 125 is somewhat greater than the overall height of the tobacco portion 122.
- a snus-type of product has a maximum length of about 20 mm to about 30 mm, a width of about 10 mm to about 15 mm, and a height of about 5 mm to about 8 mm; thus the outer package 125 would have an overall length of at least about 30 mm, a width of at least about 30 mm, and a height of at least about 5 mm to about 8 mm; wherein the two end seals 131, 132 of the outer package 125 each extend about 5 mm along the width of the outer package 125, and the "fin seal" has a width of about 10 mm.
- the outer package 125 is opened by the consumer, the tobacco portion 122 is removed from the outer package, and the tobacco portion is enjoyed by the consumer.
- the tobacco product 110 includes several tobacco compositions 115, 140, 141 each contained in a respective sealed, moisture permeable pouch 120, 145, 146.
- the tobacco product 110 possesses a sealed outer package 155 that surrounds and contains all of those individual tobacco portions 125, 157, 158.
- the number of tobacco portions within the outer package can vary, and can be a number such as 10, 12, 15, 20, 25 or 30.
- the outer package 155 is tightly sealed, and for the representative embodiment shown, the outer package 155 possesses a three-sided type of packaging configuration (i.e., the packaging material used to manufacture the outer package is sealed on three sides).
- the outer package 155 is selected from an appropriate material, such that the atmosphere 160 within that outer package can be controlled.
- the atmosphere 160 within the package can be controlled such that the atmosphere is composed of high purity nitrogen gas, or other suitable gaseous species.
- the outer package 155 is contained within a hard container 165, such as a plastic or metal tin having a lower portion 168 and a corresponding or coordinating upper portion 170.
- a representative hard container 165 is the short, rounded edge, generally cylindrical container traditionally used for the marketing of snus types of products. See, for example, the types of representative snuff-box types of designs set forth in PCT WO 2005/016036 to Bjorkholm .
- a slidable lid e.g., one that slides generally parallel to the longitudinal axis of the container
- the container can have an accordion or bellows type of design, such that the container can be extended open for filling with smokeless tobacco product during production, and then contracted after filling of the container is complete.
- containers can be equipped with suitable seals or grommets, in order that when an opened container is re-shut, a good seal is provided.
- the hard container In use, the hard container is opened, the outer package is opened, a tobacco portion is removed therefrom, and the tobacco portion is enjoyed by the consumer.
- the hard container can be manually resealed, and additional tobacco portions can be removed from that container by the consumer as desired.
- the tobacco product 110 includes several tobacco compositions 115, 140, 141 each contained in a respective sealed, moisture permeable pouch 120, 145, 146.
- Those individual pouch sealed tobacco portions 156, 157, 158 are themselves contained within a hard container 165, such as a plastic or metal tin having a lower portion 168 and a corresponding or coordinating upper portion 170.
- the number of tobacco portions within the hard container can vary, and can be a number such as 10, 12, 15, 20, 25 or 30.
- a representative hard container 165 is the short, rounded edge, generally cylindrical container traditionally used for the marketing of snus types of products.
- the hard container 165 is in turn packaged within a sealed outer package 180.
- the representative outer package 180 shown as a representative embodiment has a "lap seal" type of sealing mechanism, and as such, possesses an upper surface 182, a lower surface 183, and an overlap seal 184 located on the bottom face of the outer package.
- the outer package 180 is tightly sealed at each end 185, 186, and is constructed from an appropriate material, such that the atmosphere 160 within that outer package, and within the hard container 165, is controlled.
- the atmosphere 160 within the package can be controlled such that the atmosphere is composed of high purity nitrogen gas, or other suitable gaseous species.
- the outer package 180 is opened, the hard container 165 is opened, and individual tobacco portions are removed as desired from the hard container.
- the tobacco product 110 includes several tobacco compositions 115, 140, 141 each contained in a sealed, moisture permeable pouch 120, 145, 146, respectively. Those individual tobacco portions 156, 157, 158 are contained within a hard container 165, such as a plastic or metal tin having a lower portion 170 and a corresponding or coordinating upper portion 168.
- a representative hard container 165 is the short, rounded edge, generally cylindrical container traditionally used for the marketing of snus types of products.
- the hard container 165 is in turn tightly sealed, and can possess an optional ring or band of a sealing material 195 that circumscribes the hard container in the area of the seal between lower and upper portions 168, 170.
- a sealing material 195 that circumscribes the hard container in the area of the seal between lower and upper portions 168, 170.
- the atmosphere 160 within the hard container 165 can be controlled (e.g., the atmosphere may be composed of high purity nitrogen gas, or other suitable gaseous species).
- the ring or band of sealing material 195 is broken, the hard container is opened, and individual tobacco portions are removed as desired from the hard container.
- the tobacco product 110 includes several tobacco compositions 115, 140, 141 each contained in a sealed, moisture permeable pouch 120, 145, 146, respectively.
- Each individual tobacco portion 156, 157, 158 possesses a sealed outer package 125, 211, 212 that surrounds and contains each respective tobacco portion.
- Each outer package 125, 211, 212 is tightly sealed, and is selected from an appropriate material, such that the atmosphere 130, 221, 222 within each respective outer package can be controlled.
- the atmosphere 130, 221, 222 within each respective outer package can be controlled such that the atmosphere is composed of high purity nitrogen gas, or other suitable gaseous species.
- each outer package 125, 211, 212 contains a plurality (e.g., 2, 3 or 4) of individual tobacco portions 156, 157, 158.
- the packaged individual tobacco portions 156, 157, 158 are in turn contained within a hard container 165, such as a plastic or metal tin having a lower portion 170 and a corresponding or coordinating upper portion 168.
- a representative hard container 165 can be the short, rounded edge, generally cylindrical container traditionally used for the marketing of snus types of products.
- the hard container 165 is in turn tightly sealed, and can possess an optional ring or band of a sealing material 195 that circumscribes the hard container in the area of the seal between lower and upper portions 168, 170.
- the atmosphere 160 within that hard container 165 is controlled (e.g., the atmosphere is composed of high purity nitrogen gas, or other suitable gaseous species).
- the hard container 165 can be optionally packaged in a sealed outer package 180, such as in the manner previously set forth with reference to FIG. 3 (e.g., so that the conditions within that outer package, and hence within the hard container, are controlled).
- the modified or controlled atmosphere 160 within hard container 165 can be the same or different than the modified or controlled atmospheres 130, 221, 222 of each of the outer packages 125, 211, 212 of the individually wrapped tobacco portions 156, 157, 158 (e.g., the hard container can be packaged within an outer package that provides a type of vacuum seal and the individually wrapped tobacco portions can be wrapped under controlled atmosphere; or the individually wrapped tobacco portions can be packaged within outer packages that provide a type of vacuum seal and the outer packaged can be wrapped so as to provide internal conditions of controlled atmosphere).
- the outer package is broken, the hard container is opened, a packaged individual tobacco portion is removed from the hard container, and that packaged portion is opened so that the tobacco portion can be enjoyed by the consumer.
- the tobacco product 110 may include several tobacco compositions (not shown) each contained in a sealed, moisture permeable pouch (not shown).
- the tobacco compositions and tobacco portions are of the type previously described with reference to FIG. 5 .
- Each individual tobacco portion possesses a sealed outer package 125, 211, 212 that surrounds and contains each respective tobacco portion.
- Each outer package 125, 211, 212 is tightly sealed, and is selected from an appropriate material, such that the atmosphere (not shown) within each respective outer package can be controlled (e.g., vacuum sealed).
- the atmosphere within each respective package can be controlled such that the atmosphere is composed of high purity nitrogen gas, or other suitable gaseous species.
- each outer package 125, 211, 212 contains a plurality (e.g., 2, 3 or 4) of individual tobacco portions.
- the packaged individual tobacco portions within the outer packages 125, 211, 212 are in turn connected to one another in an end-to-end relationship. That is, the individual outer packages 125, 211, 212 each are "fin sealed” along respective sealing regions 270, 271, 272.
- the fin seal extends longitudinally along the length of each outer package.
- each fin sealed region 270, 271, 272 may possess 5 "jaw lines.”
- end seals 131, 132 are end seals 131, 132.
- each of the other outer packages there are comparable end seals for each of the other outer packages.
- the end seal of each outer package may possess 3 "jaw lines.” Between adjacent end seals of each outer package is a line of perforations 305, 306, 307, such that each individual package can be separated from the next.
- a desired number of the connected outer packages e.g., 10, 12, 15, 20, 25 or 30
- the resulting wound series of connected outer packages then is positioned within a suitable container 315.
- One end of the spooled series of outer packages extends through an opening 320 in the side face of the container 315.
- the container can hold the spooled product, as well as provide a manner or method for dispensing product therefrom.
- a dispenser for an essentially continual strip of smokeless tobacco product e.g., individual portions of smokeless tobacco composition that are connected together but are separable from one another about individual tearable lines of perforation.
- the individual packages are connected in an "end-to-end" type of arrangement.
- the configuration by which the individual packages can be connected can be altered. For example, rather than sealing the individual outer packages at each end of the length of a smokeless product, the smokeless product can be rotated 90°, and the end seals of the outer package can be parallel to the length of the smokeless product. As such, individual outer packages for smokeless product can be aligned in a "side-by-side" type of arrangement.
- individual packages that are connected to one another in either an "end-to-end” or “side-by-side” type of arrangement can be incorporated into other types of containers for commercial distribution.
- a predetermined number e. g., 4, 5 or 10
- the smokeless product sealed in a controlled atmosphere in order that flavors and aromas do not migrate as between the cigarettes and the smokeless product. In this way product integrity is preserved for each of the jointly packaged products.
- cigarettes can be packaged in a so-called "hard pack", having a lid that extends upward beyond the ends of the cigarettes that are contained therein, and a strip of connected individual packages can be positioned within the inner, upper portion of that lid.
- exemplary hard pack designs are set forth in US Pat. Nos. 4,852,734 to Allen et al. ; 5,139,140 to Burrows et al. and 5,938,018 to Keaveney et al. (For example, a hard pack designed for containing cigarettes having lengths of about 99 mm in a 7-6-7 configuration can be filled with comparable cigarettes having lengths of about 85 mm, and several packaged smokeless tobacco portions can be contained within the inner top region of the movable top lid).
- packaged smokeless tobacco portions can be included with a cigarette package by containing those packaged smokeless portions within the polypropylene overwrap that covers the outer regions of the cigarette package.
- packaged smokeless tobacco portions can be connected to a cigarette package by adhesive or by fastening as an onsert.
- the tobacco product 110 includes a tobacco composition 115 contained in a sealed, moisture permeable pouch 120, thereby providing a tobacco portion 122.
- the tobacco product 110 possesses a sealed outer package 125 that surrounds and contains the tobacco portion 122 in a type of tightly sealed manner.
- the representative outer package 125 possesses an upper surface 126 and a lower surface 127.
- the lower surface 127 is suitably adapted so as to possess a so-called "blister pack" type of format and configuration.
- the lowersurface can have the general shape of a "bubble” having some degree of structural integrity, and hence can be formed to have a generally hemispherical shape, or other desired shape.
- the outer package 125 is tightly sealed, and is selected from an appropriate material, such that the atmosphere 130 within that outer package is controlled. If desired, the embodiment can be altered in order that the outer package contains a plurality (e.g., 2, 3 or 4) of individual tobacco portions.
- An edge region 426 about which outer package is tightly sealed (e.g., heat sealed) preferably extends around the bubble region of the blister pack.
- the edge region can form a shape that is rectangular, square, triangular, hexagonal, circular, or other desired shape.
- the edge region 426 of each outer package can have a serrated appearance; can be perforated so as to be connected in a strip or matrix to other outer packages, or can be cut to have the desired visual effect.
- the length of the inner region of the outer package is at least about 10 percent greater than the overall length of the tobacco portion
- the width of the inner region of the outer package is at least about 10 percent greater than the overall width of the tobacco portion
- the height of the inner region of the outer package is somewhat greater than the overall height of the tobacco portion.
- a snus-type of product has a maximum length of about 30 mm, a width of about 10 mm to about 12 mm, and a height of about 5 mm to about 6 mm; and the outer package has a length of about 40 mm, a width of about 15 mm and a height of 15 mm; and the end seals of outer package extend around the "bubble" portion at a width of about 5 mm to about 10 mm.
- tobacco product so packaged can be employed in the general manner set forth previously with reference to FIG. 1, 2 , 5 and 6 .
- the tobaccos may include types of tobaccos such as flue-cured tobacco, burley tobacco, Oriental tobacco, Maryland tobacco, dark tobacco, dark-fired tobacco and Rustica tobaccos, as well as other rare or specialty tobaccos. Descriptions of various types of tobaccos, growing practices, harvesting practices and curing practices are set forth in Tobacco Production, Chemistry and Technology, Davis et al. (Eds.) (1999 ). See, also, the types of tobaccos that are set forth in U.S. Pat. Nos. 4,660,577 to Sensabaugh, Jr. et al. ; 5,387,416 to White et al.
- the tobacco materials are those that have been appropriately cured and aged.
- Especially preferred techniques and conditions for curing flue-cured tobacco are set forth in Nestor et al., Beitrage Tabakforsch. Int., 20 (2003) 467-475 and U.S. Pat. No. 6,895,974 to Peele, which are incorporated herein by reference.
- Representative techniques and conditions for air curing tobacco are set forth in Roton et al., Beitrage Tabakforsch. Int., 21 (2005) 305-320 and Staaf et al., Beitrage Tabakforsch. Int., 21 (2005) 321-330 .
- the tobacco used for the manufacture of the tobacco product preferably is provided in a shredded, ground, granulated, fine particulate or powder form.
- the tobacco used for the manufacture of the tobacco product also can be processed, blended, formulated, combined and mixed with other materials or ingredients.
- the tobacco composition can incorporate salts, sweeteners, binders, colorants, pH adjusters, fillers, flavoring agents, disintegration aids, antioxidants, humectants, and preservatives. See, for example, those representative components, combination of components, relative amounts of those components and ingredients relative to tobacco, and manners and methods for employing those components, set forth in U.S. Pat. App. Ser. Nos. 11/233,399 to Holton, et al.
- the tobacco product can have the form of a pouch containing a tobacco composition, and a flavored strip or film; the form of a pouch containing a tobacco composition, and a flavored strip or film incorporating finely divided granules of tobacco and/or tobacco extract (e.g., components of a spray dried aqueous extract of tobacco); or the form of a highly processed dissolvable film incorporating finely divided granules of tobacco and/or tobacco extract.
- finely divided granules of tobacco and/or tobacco extract e.g., components of a spray dried aqueous extract of tobacco
- a highly processed dissolvable film incorporating finely divided granules of tobacco and/or tobacco extract.
- the amount of tobacco material within a portion of an individual portion of a smokeless tobacco can be, on a dry weight basis, at least about 30 mg, often at least about 40 mg, and frequently at least about 45 mg; while that amount typically is less than about 200 mg, often less than about 150 mg, and frequently less than about 100 mg.
- the tobacco material can have the form of processed tobacco parts or pieces, cured and aged tobacco in essentially natural lamina or stem form, a tobacco extract, extracted tobacco pulp (e.g., using water as a solvent), or a mixture of the foregoing (e.g., a mixture that combines extracted tobacco pulp with granulated cured and aged natural tobacco lamina).
- the moisture content of the tobacco formulation prior to use by a consumer of the formulation may vary. Typically, the moisture content of the tobacco formulation, as present within the pouch prior to insertion into the mouth of the user, is less than about 55 weight percent, generally is less than about 50 weight percent, and often is less than about 45 weight percent. Certain types of tobacco formulations have moisture contents, prior to use, of less than about 15 weight percent, frequently less than about 10 weight percent, and often less than about 5 weight percent. For certain tobacco products, such as those incorporating snus-types of tobacco compositions, the moisture content may exceed 20 weight percent, and often may exceed 30 weight percent. For example, a representative snus-type product may possess a tobacco composition exhibiting a moisture content of about 25 weight percent to about 50 weight percent, preferably about 30 weight percent to about 40 weight percent.
- the manner by which the moisture content of the formulation is controlled may vary.
- the formulation may be subjected to thermal or convection heating.
- the formulation may be oven-dried, in warmed air at temperatures of about 40°C to about 95°C, with a preferred temperature range of about 60°C to about 80°C for a length of time appropriate to attain the desired moisture content.
- tobacco formulations may be moistened using casing drums, conditioning cylinders or drums, liquid spray apparatus, ribbon blenders, mixers available as FKM130, FKM600, FKM1200, FKM2000 and FKM3000 from Littleford Day, Inc., Plough Share types of mixer cylinders, and the like.
- moist tobacco formulations such as the types of tobacco formulations employed within snus types of products, are subjected to pasteurization or fermentation.
- Techniques for pasteurizing or fermenting snus types of tobacco products will be apparent to those skilled in the art of snus product design and manufacture.
- the pH of the tobacco formulation can vary. Typically, the pH of that formulation is at least about 6.5, and preferably at least about 7.5. Typically, the pH of that formulation will not exceed about 9, and often will not exceed about 8.5.
- a representative tobacco formulation exhibits a ph of about 6.8 to about 8.2.
- a representative technique for determining the pH of a tobacco formulation involves dispersing 2 g of that formulation in 10 ml of high performance liquid chromatography water, and measuring the ph of the resulting suspension/solution (e.g., with a pH meter).
- the tobacco parts or pieces may be irradiated, or those parts and pieces may be pasteurized, or otherwise subjected to controlled heat treatment.
- the component materials may be irradiated, or those component materials may be pasteurized, or otherwise subjected to controlled heat treatment.
- a formulation may be prepared, followed by irradiation or pasteurization, and then flavoring ingredient(s) may be applied to the formulation.
- the tobacco formulation can be irradiated or pasteurized after the tobacco formulation has been incorporated within a moisture-permeable packet or pouch (e.g., so as to provide individual containers of snus-type smokeless tobacco product.
- composition/construction of a moisture-permeable packet or pouch that acts as a snus-type container for use of the tobacco formulation can vary.
- Suitable packets, pouches or containers of the type used for the manufacture of smokeless tobacco products are available under the tradenames "taboka,” CatchDry, Ettan, General, Granit, Goteborgs Rape, Grovsnus White, Metropol Kaktus, Mocca Anis, Mocca Mint, Mocca Wintergreen, Kicks, Probe, Prince, Skruf, TreAnkrare, Camel Snus Original, Camel Snus Frost and Camel Snus Spice.
- the tobacco formulation may be contained in pouches and packaged, in a manner and using the types of components used for the manufacture of conventional snus types of products.
- the pouch or fleece provides a liquid-permeable container of a type that may be considered to be similar in character to the mesh-like type of material that is used for the construction of a tea bag. Components of the loosely arranged, granular tobacco formulation readily diffuse through the pouch and into the mouth of the user.
- Snus types of products can be manufactured using equipment such as that available as SB 51-1/T, SBL 50 and SB 53-2/T from Merzmaschinen GmBH.
- Snus pouches can be provided as individual pouches, or a plurality of pouches (e.g., 2, 4, 5, 10, 12, 15, 20, 25 or 30 pouches) can connected or linked together (e.g., in an end-to-end manner) such that a single pouch or individual portion can be readily removed for use from a one-piece strand or matrix of pouches.
- the tobacco composition most preferably is provided in a form that is characteristic of a snus type of product
- the tobacco composition also can have the form of loose moist snuff, loose dry snuff, chewing tobacco, pelletized tobacco pieces, extruded tobacco strips or pieces, finely divided ground powders, finely divided or milled agglomerates of powdered pieces and components, flake-like pieces (e.g., that can be formed by agglomerating tobacco formulation components in a fluidized bed), molded processed tobacco pieces, pieces of tobacco-containing gum, products incorporating mixtures of edible material combined with tobacco pieces and/or tobacco extract, products incorporating tobacco (e.g., in the form of tobacco extract) carried by a solid inedible substrate, and the like.
- the tobacco composition can have the form of compressed tobacco pellets, multi-layered extruded pieces, extruded or formed strands, rods or sticks (for example, a strand, rod or stick having a length of about 3-7 centimeters, preferably about 4-6 centimeters, and a diameter of about 1-5 millimeters, preferably about 2-4 millimeters), compositions having one type of tobacco formulation surrounded by a different type of tobacco formulation, rolls of tape-like films, readily water-dissolvable or water-dispersible films or strips, or capsule-like materials possessing an outer shell (e.g., a pliable or hard outer shell that can be clear, colorless, translucent or highly colored in nature) and an inner region possessing tobacco or tobacco flavor (e.g., a Newtoniam fluid or a thixotroic fluid incorporating tobacco of some form).
- an outer shell e.g., a pliable or hard outer shell that can be clear, colorless, translucent or highly colored in nature
- Processed tobacco compositions such as compressed tobacco pellets can be produced by compacting granulated tobacco and associated formulation components, compacting those components in the form of a pellet, and optionally coating each pellet with an overcoat material.
- Exemplary granulation devices are available as the FL-M Series granulator equipment (e.g., FL-M-3) from Vector Corporation and as WP 120V and WP 200VN from Alexanderwerk, Inc.
- Exemplary compaction devices, such as compaction presses are available as Colton 2216 and Colton 2247 from Vector Corporation and as 1200i, 22001, 3200, 2090, 3090 and 4090 from Fette Compacting.
- Processed tobacco compositions such as multi-layered tobacco pellets, can be manufactured using a wide variety of extrusion techniques.
- multi-layered tobacco pellets can be manufactured using co-extrusion techniques (e.g., using a twin screw extruder). In such a situation, successive wet or dry components or component mixtures can be placed within separate extrusion hoppers.
- humectants e.g., glycerin or propylene glycol
- gases e.g., ammonia, air, carbon dioxide, and the like
- humectants e.g., glycerin or propylene glycol
- the various components are processed so as to be very well mixed, and hence, come in complete contact with each other.
- the contact of components is such that individual components can be well embedded in the extrusion matrix or extrudate. See, for example, US Pat. No. 4,821,749 to Toft et al. .
- Certain tobacco compositions can incorporate tobacco as the major component thereof. Preferably, those compositions do not, to any substantial degree, leave any residue in the mouth of the user thereof.
- compositions do not provide a the user's mouth with slick or slimy sensation (e.g., due to overly high levels of binding agents).
- tobacco materials during processing, can be treated with pH adjusters or other suitable agents, so that natural pectins within the tobacco material can be released. Release of natural tobacco pectin can act to reduce the amount of additional gums/hydrocolloids, cellulose-derived, or starch-based binders needed to aid in desired sheet or film tensile strength qualities.
- fine tobacco powder is cooked in an alkaline pH adjusted solution at elevated temperatures relative to ambient.
- Such treatment also can provide desirable sensory attributes to the tobacco material. See, for example, US Pat. Nos. 5,099,864 to Young et al. ; 5,339,838 to Young et al. and 5,501,237 to Young et al ..
- a representative type of individual portion tobacco product possesses an outer shell and an inner region in the form of a tobacco formulation.
- a representative outer shell can be provided by providing a liquid mixture of alginates (e.g., sodium alginates available as Kelvis, Kelgin and Mannucol from International Specialty Products Corp.), rice starch, sucralose, glycerin and flavoring agent (e.g., mint flavor) in water so as to provide a liquid mix exhibiting a Brookfield viscosity at 25°C of about 20,000 to about 25,000 centipoise.
- alginates e.g., sodium alginates available as Kelvis, Kelgin and Mannucol from International Specialty Products Corp.
- rice starch e.g., a starch
- sucralose e.g., glycerin
- flavoring agent e.g., mint flavor
- That viscous mixture can be used to form a sheet that can be formed into an outer layer (e.g., using a Villaware Imperia Pasta Machine, Dough Roller 150 equipped with a Villaware Ravioli Attachment for Imperia 150-25, each of which is available through Imperia Trading Company) or semi-circular shells that can be combined (e.g., by exposure to heat) to form an outer layer.
- an outer layer e.g., using a Villaware Imperia Pasta Machine, Dough Roller 150 equipped with a Villaware Ravioli Attachment for Imperia 150-25, each of which is available through Imperia Trading Company
- semi-circular shells that can be combined (e.g., by exposure to heat) to form an outer layer.
- such a viscous mixture can be suitably dried by heating at about 60°C for about 1 hour. Inside that outer shell can be incorporated a wide variety of tobacco formulations.
- One representative tobacco formulation used as the inner region of such a is a dry or moist mixture of granulated or milled tobacco material that can be mixed with other ingredients, such as flavoring agents, humectants, emulsifiers, fillers, pH adjusters, dispersion aids, and the like.
- One representative tobacco formulation has the form of a fluid (e.g., the form of a weak gel or soft gel). That tobacco formulation can be provided by mixing granulated or milled tobacco material, kappa-carageenan, Kelvis-type sodium alginate, propylene glycol, polysobate 60, and flavoring agent (e.g., menthol and cinnamon) in water, such that the moisture content of the formulation is about 40 to about 50 weight percent.
- One representative tobacco formulation has the form of a fluid.
- That tobacco formulation can be provided by mixing granulated or milled tobacco material, glycerin, glycerol stearate, propylene glycol, kappa-carageenan, carboxymethycellulose available as Ticalose 1500 from TIC Gums and micro-crystalline cellulose (e.g., Ticacel HV from TIC Gums) in water, such that the moisture content of the formulation is about 60 to about 70 weight percent.
- the amount of tobacco formulation incorporated within each sealed outer package can vary.
- loose tobacco composition can be incorporated into an outer package, the package is sealed, and that loose tobacco can be used as loose snuff or chewing tobacco when the outer package is opened.
- tobacco composition contained within a snus-type pouch or packet is incorporated within the outer package, the package is sealed, and the snus-type product can be used when the outer package is opened.
- the amount of tobacco formulation within each individual portion is such that there is at least about 50 mg, often at least about 150 mg, and frequently at least about 250 mg, of dry weigh tobacco; and less than about 700 mg, often less than about 500 mg, and frequently less than about 300 mg, of dry weight tobacco.
- snus-type smokeless tobacco products can have the form of so-called "portion snus.”
- One exemplary snus-type product possesses about 1 g of a tobacco formulation having a moisture content of about 35 weight percent; which tobacco formulation is contained in a sealed fleece pouch having an overall length of about 30 mm, a width of about 16 mm, and a height of about 5 mm, wherein the length of the compartment area of that pouch is about 26 mm due to a seal of about 2 mm width at each end of that pouch.
- Another exemplary snus-type product possesses about 0.5 g of a tobacco formulation having a moisture content of about 35 weight percent; which tobacco formulation is contained in a sealed fleece pouch having an overall length of about 26 mm, a width of about 12 mm, and a height of about 5 mm, wherein the length of the compartment area of that pouch is about 22 mm due to a seal of about 2 mm width at each end of that pouch.
- the outer packaging material useful in accordance with the present invention can vary. Typically, the selection of the packaging material is dependent upon factors such as aesthetics, comfort of handling, desired barrier properties (e.g., so as to provide protection from exposure to oxygen or radiation, or so as to provide protection from loss of moisture), or the like.
- the packaging material most preferably has the form of a film, such a laminated film (e.g., a co-extruded laminated film).
- the number of layers present with a laminated packaging material can vary; and can be at least about 3 layers, and often at least about 4 layers; while typically, the number of layers does not exceed about 10 layers, and often does not exceed about 8 layers.
- exemplary packaging materials typically are at least about 0.0635 mm (0.0025 inch), often at least about 0.0762 mm (0.003 inch); while typically, the thickness of the packaging materials typically is less than about 0.152 mm (0.006 inch), and often less than about 0.127 mm (0.005 inch).
- Representative materials that can be used to provide components or layers of film materials or laminated films can include polyvinyl chloride, ethylene vinyl acetate co-polymer, oriented polypropylene, linear low density polyethylene, polyvinylidene dichloride, polyester terephalate, ethylene methacrylic acid co-polymer, metallacene linear low density polyethylene, and the like.
- Exemplary packaging materials can be plastic/metal films, plastic/metal films that are paper coated, plastic laminate films, or the like. Such types of materials can be manufactured from materials that make them essentially impervious to oxygen and/or moisture, can be sealed to provide a seal with good integrity, and can provide an outer package that retains or maintains its impervious nature or character over time. Suitable materials are of the type that have been employed as packaging materials for the controlled atmosphere or vacuum packaging of food and pharmaceutical types of products.
- Exemplary other materials useful form providing packaging materials of the present invention preferably include flexible-type plastic materials. See, for example, those polymeric materials, sealants, adhesives, and the like, set forth in US Pat. Pub. No. 2004/0043165 to Van Hulle et al. .
- suitable reducing agent for packaging materials that are used for the purpose of preventing contamination of the tobacco composition by oxygen, it is desirable to incorporate an effective amount of suitable reducing agent into the material that provides the inner surface of the packaging material.
- One exemplary laminated film possesses four layers; the top or outer layer being composed of a layer of polyester terephalate (PET) having a thickness of about 0.0122 mm (0.00048 inch), a thin layer of adhesive (e.g., a polyurethane-type adhesive available under the tradename Tycel from the Liofol Company), a metal film (e.g., aluminum) having a thickness of about 0.00889 mm (0.00035 inch), and a bottom layer of an ethylene methacrylic acid containing composition available under the tradename Surlyn from E. I. DuPont de Nemours & Company and having a thickness of about 0.0508 mm (0.002 inch).
- PET polyester terephalate
- adhesive e.g., a polyurethane-type adhesive available under the tradename Tycel from the Liofol Company
- metal film e.g., aluminum
- a bottom layer of an ethylene methacrylic acid containing composition available under the tradename Surlyn from E. I
- the side of the PET adjacent the adhesive can be printed with product information using a suitable ink.
- Another exemplary laminated film possesses three layers; the top or outer layer being composed of a layer of PET having a thickness of about 0.0122 mm (0.00048 inch), a thin layer of adhesive (e.g., an adhesive available as Tycel), and a bottom layer of a composition available as Surlyn and having a thickness of about 0.0508 (0.002 inch).
- Another exemplary laminated film possesses four layers; the top or outer layer being composed of a layer of PET having a thickness of about 0.0122 mm (0.00048 inch), a thin metal film (e.g., aluminum), a thin layer of adhesive (e.g., an adhesive available as Tycel), and a bottom layer composition available as Surlyn and having a thickness of about 0,0508 mm (0.002 inch).
- the foregoing representative types of laminated films are suitable for providing so-called "fin sealed” and "three-sided" types of packaging containers having the PET layer as the outer surface of those containers.
- One exemplary laminated film possesses; the top or outer layer being composed of a layer of a material such as Surlyn having a thickness of 0.0508 mm (0.002 inch), a thin layer of adhesive, a metal film (e.g., aluminum) having a thickness of about 0.00889 mm (0.00035 inch), a thin layer of adhesive, and a bottom layer of a material such as Surlyn having a thickness of about 0.0508 mm (0.002 inch).
- the foregoing representative type of laminated film is suitable for providing so-called "lap seal" types of pouches.
- the present invention can involve the use of equipment, materials, methodologies and process conditions that are suitably modified in order to provide the packaging and controlled atmospheric conditions for the tobacco products that are packaged pursuant thereto.
- the atmosphere within the packaging materials can be modified in a variety of ways. For example, a significant amount of the atmosphere within the package can be removed (e.g., by using vacuum packaging types of techniques), or the atmosphere within the package can be altered in a controlled manner (e.g., by using gas flushing types of techniques).
- the controlled or modified atmospheres within packaged tobacco products can vary.
- tobacco product is vacuum packed or flushed so as to have a controlled or modified atmosphere (e.g., even if the atmosphere is controlled in a manner such that the atmospheric pressure within the sealed package is at a positive pressure relevant to ambient atmospheric pressure)
- atmospheric conditions within the package are controlled such that a significant amount, and most preferably virtually all of the oxygen present within with package is removed from that package prior to the time that the package is sealed. That is, less than about 8 percent, and often less than about 6 percent, of the weight of the controlled atmosphere initially present with a sealed outer package is composed of oxygen.
- the atmosphere present within the package preferably can possess less than about 5 percent oxygen, and most preferably between about 1 percent oxygen and about 5 percent oxygen, based on the weight of the controlled atmosphere initially present within that sealed package.
- a gaseous species e.g., a selected gas or mixture of gases
- a significant amount, and most preferably virtually all, of the atmosphere within the scaled package is provided by the desired gaseous species.
- gaseous species includes nitrogen, argon, carbon dioxide, and the like (e.g., high purity gases that are greater than about 99 percent pure, by weight).
- the atmosphere to which the tobacco product incorporates a relatively high level of a desired gaseous species (oxygen) in order to introduce the effects of "gas shock" to the tobacco product can be desirable for the introduction of "oxygen shock” for purposes of inhibiting enzymatic discoloration, preventing anaerobic fermentation reactions, and inhibiting aerobic and anaerobic microbial growth).
- a controlled atmosphere containing an amount of oxygen such that the level of oxygen in that atmosphere greater than about 25 percent by weight, often greater than about 30 percent by weight, can provide conditions suitable for introduction of oxygen shock.
- Representative equipment useful for currying out process steps associated with the packaging aspects of the present invention is available from Winpak Ltd. (eg., systems identified as LD32, L25, L18 and L12); as Linium 300 Series horizontal flow wrapping systems from Doboy Inc. (e.g., Linium Model Nos. 301, 302, 303, 304 or 305); as Hiwrap 504 systems available from Hitech Systems s.r.1.; and as the types of systems available from Rovemamaschinen GmbH.
- Preferred equipment provides a wrapping material that provides a seal that does not allow passage of gases or moisture therethrough (e.g., a seal that might be considered as "air tight").
- Representative blister pack packaging materials can vary. Exemplary materials used for the lower layer of a typical blister pack packaging material are laminated polymer films available as Pentapharm alfoil T-250/25/90, Pentapharm ACLAR PA 180/02, Pentapharm ACLAR PA 200/02, and Pentapharm ACLAR PA 300/02, from Klockner-Pentaplast of America, Inc. Exemplary materials used for the upper layer of a typical blister pack packaging material are heat sealable metal films.
- An exemplary heat sealable film is an aluminum film having a thickness of about 0.0178 mm (0.0007 inch) coated on the sealing side with a heat sealable material (e.g., Surlyn) that has a thickness of about 0.00254 mm (0.0001 inch).
- the packaging can be carried out in a controlled environment. That is, pasteurized tobacco product can be packaged in outer packages in a sterile environment.
- Products of the embodiments herein may be packaged and stored in much the same manner that conventional types of smokeless tobacco products are packaged and stored.
- a plurality of packets or pouches may be contained in a cylindrical container.
- moist tobacco products e.g., products having moisture contents of more than about 20 weight percent
- relatively dry tobacco products e.g., products having moisture contents of less than about 15 weight percent
- relatively dry tobacco products often may be stored under a relatively wide range of temperatures.
- smokeless tobacco composition is packaged in such a manner that there is no requirement for the necessity of refrigeration during periods of transport and prior to sale. That is, shipping, handling and storage can be simplified, and the periods during which shipping, handling and storage are carried out can be prolonged, while the quality of the smokeless product can be maintained. In addition, though the shelf life of the product can be prolonged, thus negating the necessity of refrigeration, the shelf life of refrigerated product also can be prolonged.
- Product packaged in accordance with the emobidments herein can be stored for prolonged periods of time, while maintaining its overall freshness, maintaining its moisture content, maintaining its visual appearance (e.g., not undergoing significant discoloration), maintaining its sensory properties, not experiencing absorption of undesirable flavors or odors, and not undergoing change in its overall chemical nature due to the action of microbial species.
- Moist tobacco product e.g., products having moisture contents of more than about 20 weight percent, and often more than about 30 weight percent
- a tobacco formulation in the form of a somewhat flat strip or film is provided in the following manner.
- Tobacco material comprised of a mixture of cured and aged flue-cured, burley and Oriental lamina is provided in a strip or leaf form, and at a moisture of about 9 percent. A portion of this tobacco mixture is washed with water, and the solubles or extractable portion that is collected is discarded, and the remaining water insoluble solids (e.g., pulp portion) is dried. The resulting dried pulp portion then is mixed with the retained untreated portion of the original tobacco mixture. That tobacco mixture then is milled to a particle size that passes through a 150 Tyler mesh screen.
- the resulting tobacco mixture is further mixed with other ingredients to form the a formulation that contains about 40 parts of milled tobacco lamina, about 25 parts calcium carbonate, about 15 parts binder (which may be composed of pectin, gelatin, sodium alginate and starch), about 15 parts glycerin, about 4 parts flavoring, and about 1 part sucralose or about 1 part sweetening agent available as SucraSweet HIS 600 from Sweetener Solutions LLC (on a dry weight basis).
- the binder can be a suitable binding agent (e.g., food grade type binding agent), and exemplary binding agents can be selected from a variety of pectins, gelatins, alginates (e.g., sodium alginate) or starches.
- the resulting dry mixture is dispersed in deionized water (e.g., about 8 to about 10 parts dry mixture in about 90 to about 92 parts water) to form a slurry that exhibits a Brookfield viscosity of about 20,000 centipoise to 25,000 centipoise at 25 °C.
- deionized water e.g., about 8 to about 10 parts dry mixture in about 90 to about 92 parts water
- the slurry is cast as a thick, uniform layer onto a stainless steel drying tray, which can be lightly coated with a non-stick spray before casting the slurry.
- the tray is placed in a drying oven at relatively low heat (e.g., about 60°C to about 70°C) for up to about 10 hours (e.g., about 6 to about 8 hours).
- relatively low heat e.g., about 60°C to about 70°C
- a formed mixture of tobacco formulation components is provided in a desired shape from an aqueous slurry of those components.
- the slurry can be cast in the shape of a strip (e.g., having a length of about 25 cm to about 35 cm) and a width of about 1 cm to about 2 cm. If desired, optional perforation or weakness lines that extend generally perpendicular to the longitudinal axis of the strip can be stamped into the strip at predetermined intervals.
- the resulting product which can be formulated and dried so as to be pliable and possess an acceptably high tensile strength, can be coiled and incorporated within the type of container described previously with reference to FIG. 6 . That container then can be packaged within an outer package, and under controlled atmospheric conditions, of the general type described previously. In use, the outer package can be opened, and a piece of the long strip of tobacco formulation extending from an opening on the container can be broken off in the desired amount for use.
- the slurry can be cast as a sheet or film, and upon drying, individual portions can be stamped, punched or cut from that sheet or film.
- individual portions can be stamped, punched or cut from that sheet or film.
- rectangular strips or sheets, or circular pieces can be provided from the sheet or film; and packaged as individual portions (e.g., using outer wrapping material configured in the general manner described previously with reference to FIG. 1 ).
- Cast material that has been dried can be ground into a powder or granulated form, and then packed within a moisture permeable pouch and sealed. Each such pouch can be packaged in an outer package, in the manner described previously with reference to FIG. 1 .
- the smokeless tobacco products that are preferably non-chewable tobacco products that are intended to be placed between the cheek and the gum of the mouth are provided as follows.
- Preferred smokeless tobacco products when used orally, completely dissolve in the mouth leaving little to no solid or granular residue, while dispensing or dispersing tobacco components, and while providing a pleasant trigeminal and organoleptic experience.
- Cured and/or aged tobacco lamina or stems is provided in a strip or shredded form, and at a moisture content of about 9 percent, or less.
- tobacco types can include flue-cure, burley and Oriental tobaccos, and various combinations thereof.
- specialty or exotic types of tobaccos, including tobaccos such as Perique and Cavendish also can be incorporated within blends of tobacco materials.
- the lamina or stem is milled under cryogenic conditions, or any other suitable dry milling means, to a fine ground form.
- the powder is sufficiently fine so as to pass through a 150 Tyler mesh screen.
- the resulting powder then is irradiated with about 5 to about 20 kilo Grays of gamma radiation.
- Flue cured tobacco lamina that has been aged is provided in a strip form, and at a moisture content of about 9 percent or less.
- the lamina is milled under cryogenic conditions or any other suitable dry milling means to a fine ground form.
- the powder is sufficiently fine so as to pass through a 150 Tyler mesh screen.
- the resulting powder then is irradiated with about 5 to about 20 kilo Grays of gamma radiation.
- the tobacco powder is introduced into a fluidized bed. While in the fluidized bed, the tobacco powder is introduced to a mixture of water and various other ingredients that have been provided in a dry powder form. The resulting mixture is removed from the fluidized bed, and dried to a moisture content of about 4 percent.
- a representative formulation contains about 25 to about 40 parts of the granulated flue-cured tobacco lamina, about 0.5 to about 3.0 parts of sucralose (modified sugar), about 1 part titanium dioxide (color modifier), about 10 to about 25 parts calcium carbonate (in the form available as HD PPT Fine from Ruger Chemical), about 15 to about 30 parts mannitol powder, about 2 to about 5 parts powdered cellulose (in the form available as QC-90 from CreaFill Fibers), about 5 to about 15 parts pregelatinized corn starch (in the form available as Starch 1500 from Colorcon), about 3 to about 6 parts povidone (in the form available as PVPK-30 from Xian Medicines & Health Products), and about 0.75 to about 2.5 parts potassium hydroxide.
- the moisture content of the resulting granulated tobacco formulation is about 4 percent.
- the resultant granulated tobacco formulation is a dry, free flowing, finely milled powder that is light tan in color, and is made up of particles having an average particle size sufficient to pass through a screen of about 80 Tyler mesh.
- a desired amount of the tobacco formulation (e.g., about 0.5 g to about 1 g) of the tobacco formulation can be placed within a sealed fleece pouch, and that pouch can be packaged within an outer package, such as in the general manner set forth previously with reference to FIG. 1 .
- a dry mix of about 200 g to about 225 g of granulated tobacco powder of the type described previously in Example 2, a flavoring agent (e.g., mint flavor) and optionally sodium chloride are mixed for about 5 minutes in a table-top Model P400 Popiel TM Automatic Pasta Maker (available from Ronco Inventions, LLC, Chestworth, CA). Then, about 48 g portion of a premixed warm aqueous solution (e.g., about 40 g water and about 8 g glycerin) is added to the dry mix. Those contents are mixed for about 3 minutes, or until small pea-like size lumps develop.
- a flavoring agent e.g., mint flavor
- optionally sodium chloride optionally sodium chloride
- the pea-like mixture is subsequently extruded via selected dies to obtain flat pasta-like sheets (1.4 cm wide x 30 cm length x 0.1 to 0.7 cm depth) or noodle-like cylindrical rods (0.1 to 0.7 cm diameter x 12 to 24 cm length).
- the pasta-like sheet is further cut into smaller square or rectangular pieces to obtain pellets that each weigh about 185 mg to about 250 mg.
- Generally wafer shaped pieces, each weighing about 185 mg to about 250 mg also can be punched out of the pasta-like sheets.
- the noodle-like rods are further cut to obtain smaller cylindrical pellet pieces or strands, each weighing about 185 mg to about 250 mg.
- Generally wafer shaped pieces (e.g., generally cylindrically shaped pieces), each weighing about 185 mg to about 250 mg, also can be cut from extruded cylindrical rods (e.g., a continuous cylindrical extrudate can be cut generally perpendicular to its longitudinal axis).
- extruded cylindrical rods e.g., a continuous cylindrical extrudate can be cut generally perpendicular to its longitudinal axis.
- thin cylindrical extrudate can be similarly subdivided to provide somewhat longer, stick-like pieces that weight about 150 mg to about 250 mg.
- the various shaped pieces are placed onto a stainless steel plate and dried by ambient temperatures for up to about 24 hours (e.g., for about 12 to about 20 hours). Alternatively, the pieces are dried either via forced air ovens operated at about 50°C to about 100°C for up to 15 minutes, or over steam from boiling water baths.
- the dried products typically exhibit moisture contents of about 5 to about 10 percent.
- Typical tobacco formulations exhibit, on a dry weight basis, about 85 to about 99 parts of the granulated tobacco powder, about 1 to about 15 parts flavoring agent, and about 1 to about 1.5 parts optional sodium chloride.
- the various tobacco formulations can be packaged in the manner set forth previously with reference to FIG. 1 through FIG. 5 and FIG. 7 .
- Tobacco formulations having the general size and shape of those set forth previously in Example 3 are provided, using the types of preparation techniques set forth in Example 3. However, the granulated tobacco powder that is employed in Example 3 is replaced with a finely milled tobacco powder that is prepared as follows.
- Flue cured tobacco lamina that has been aged is provided in a strip form, and at a moisture content of about 9 percent or less.
- the lamina is milled under cryogenic conditions or any other suitable dry milling means to a fine ground form.
- the powder is sufficiently fine so as to pass through a 150 Tyler mesh screen.
- the resulting powder then is irradiated with about 5 to about 20 kilo Grays of gamma radiation.
- the powdered tobacco lamina and various other dry ingredients are premixed in an automated tumbling mixer for about 15 minutes.
- a dry mix is prepared from about 122.5 g of the tobacco powder, about 80.5 g cane sugar, about 52.5 g precipitated calcium carbonate, about 17.5 g mannitol, about 48 g rice starch (pregelatinized) and about 1.7 g vanilla flavoring.
- that dry mix is combined with about 100g of warm water (e.g., at about 30°C to about 45°C) having about 4.6 g of potassium hydroxide dissolved therein in the pasta maker described in Example 3.
- Tobacco formulations of the type generally set forth in Example 3 are provided. That is, the tobacco formulations can be formed into desired shapes, such as sheets, strips, pellets, sticks, and the like. The shaped tobacco formulations can be packaged using the types of outer packaging materials set forth hereinbefore.
- Tobacco formulations are provided in the manner set forth previously in Example 4.
- the tobacco formulation ingredients are formulated as follows.
- the powdered tobacco lamina described in Example 4, and various other dry ingredients are premixed in an automated tumbling mixer for about 15 minutes.
- a dry mix is prepared from about 60 g of the tobacco powder, about 50 g cane sugar, about 34 g precipitated calcium carbonate, about 20 g mannitol, about 20 g rice starch (pregelatinized), about 10 g maltodextrin, about 5.2 g microcrystalline cellulose (available as Ticacel HV from TIC Gums), about 0.8 g vanilla flavoring, about 0.5 g menthol and about 3.5 g glycerol tristearate.
- that dry mix is combined with about 50 g of warm water (e.g., at about 30°C to about 45°C) having about 2 g of potassium hydroxide dissolved therein in the pasta maker described in Example 3.
- Tobacco formulations are provided in the manner set forth previously in Example 4. However, the tobacco formulation ingredients are formulated as follows. A powdered tobacco lamina is provided from flue-cured and burley tobacco lamina, in the general manner set forth in Example 4. In addition, in the general manner set forth in Example 4, that powdered tobacco lamina, and various other dry ingredients are premixed in an automated tumbling mixer for about 15 minutes.
- a dry mix is prepared from about 64 g of the tobacco powder, about 4.4 g of a sweetening agent available as SucraSweet HIS 600 from Sweetener Solutions LLC, about 40 g precipitated calcium carbonate, about 42 g mannitol, about 19 g rice starch (pregelatinized), about 9g hydroxypropylmethylcellouse available as Klucel EF from Hercules, Inc. and about 5 g microcrystalline cellulose (available as Ticacel HV from TIC Gums).
- a sweetening agent available as SucraSweet HIS 600 from Sweetener Solutions LLC
- 40 g precipitated calcium carbonate about 42 g mannitol
- about 19 g rice starch pregelatinized
- about 9g hydroxypropylmethylcellouse available as Klucel EF from Hercules, Inc.
- about 5 g microcrystalline cellulose available as Ticacel HV from TIC Gums.
- Tobacco formulations are provided in the manner set forth previously in Example 4. However, the tobacco formulation ingredients are formulated as follows. A powdered tobacco lamina is provided from flue-cured and burley tobacco lamina, in the general manner set forth in Example 4. In addition, in the general manner set forth in Example 4, that powdered tobacco lamina and various other dry ingredients are premixed in an automated tumbling mixer for about 15 minutes.
- a dry mix is prepared from about 64 g of the tobacco powder, about 4.4 g of a sweetening agent available as SucraSweet HIS 600 from Sweetener Solutions LLC, about 40 g precipitated calcium carbonate, about 42 g mannitol, about 19 g rice starch (pregelatinized), about 9 g sodium alginate available as Kelvis from International Specialty Products Corp., about 2 g of mint flavoring agent and about 5 g microcrystalline cellulose (available as Ticacel HV).
- a sweetening agent available as SucraSweet HIS 600 from Sweetener Solutions LLC
- 40 g precipitated calcium carbonate about 42 g mannitol
- about 19 g rice starch pregelatinized
- about 9 g sodium alginate available as Kelvis from International Specialty Products Corp.
- about 2 g of mint flavoring agent and about 5 g microcrystalline cellulose (available as Ticacel HV).
- a tobacco composition having the form of a multi-layered, multi-flavored, co-extruded pellet is provided as follows.
- Granulated tobacco powder and other dry ingredients are again used as described in Example 1, to make a two layered pellet smokeless tobacco formulation.
- the pellet can be characterized as having a shape that might be considered to "pillow-type” in nature (i.e., the top, bottom, sides and ends are made up by the outer layer or over layer, and the inner layer is contained within the outer layer).
- the inner layer is provided by mixing about 200 g granulated flue-cured tobacco powder, about 6 g sodium chloride and about 1.5 g menthol powder. Then, that dry mix is combined with about 42 g of warm water (e.g., at about 30°C to about 45°C) having about 8 g of glycerin dissolved therein in the pasta maker described in Example 3.
- the inner layer is generally cylindrical and is made as noodle-like rod.
- the outer layer is provided by mixing about 200 g granulated flue-cured tobacco powder, about 5 g sodium chloride and about 14 g of a finely milled burley tobacco powder.
- the outer layer is made as a pasta-like flat sheet containing more fine tobacco powder, as but less flavoring agent than the inner layer.
- the pasta-like sheet is wrapped completely around the thin noodle-like rod.
- the enwrapped rod is then cut into smaller cylindrical pellets, and both cut ends molded or sealed to form small pillow-like pellets, each pellet weighing about 185 mg to about 250 mg.
- the pellets are ambient temperature dried over about 12 hours, or dried for about 20 minutes in a forced air oven set at about 50°C to about 80°C.
- the inner and outer layers may be formulated in various ways; for example one layer may be produced to differ from the other in its level of tobacco sensory properties, such as by varying the level of flavorings or by using differing mixtures of tobacco compositions or formulations.
- the multi-layering can also be achieved by physically wrapping a preformed outer layer around a preformed inner layer.
- an inner layer portion may be laminated between two outer layer portions of slightly larger lateral dimensions, and the outer layers may then be sealed together at their edges to envelop the inner layer.
- the tobacco formulation so formed can be packaged within an outer package of the type described previously with reference to FIG. 1 .
- a tobacco composition having the general form of a tape or roll is provided as follows.
- Fine tobacco powder containing a mixture of flue-cure and burley is premixed in a tumbling mixer for 15 minutes with other ingredients.
- a dry mix that is provided contains about 60 g granulated tobacco material, about 3.4 g of a sweetening agent available as SucraSweet HIS 600, about 36 g precipitated calcium carbonate, about 40 g mannitol, about 20 g rice starch (pregelatinized), about 10 g sodium alginate available as Kelvis from International Specialty Products Corp., about 3 g of menthol flavor, about 5 g cinnamon flavor and about 4 g microcrystalline cellulose (available as Ticacel HV).
- That dry mix is combined with about 42 g of warm water (e.g., at about 30°C to about 45°C) having about 8 g of glycerin and about 2.6 g potassium hydroxide dissolved therein in the pasta maker described in Example 3.
- the aqueous solution is then gently added to the dry mix in the pasta maker and mixed for 3 minutes or until pea-like size lumps are formed.
- the blend is then extruded into flat pasta-like sheets of dimension about 1.4 cm wide by about 30 cm long, by about 0.1 cm to about 0.3 cm thick. Each sheet is further perforated at intervals of about 0.5 to about 1.5 cm intervals length-wise to obtain a roll or tape-like product from which square or rectangular pieces can easily be cut off. Samples are preferably not fully dried; and hence, maintain prolonged pliability, elasticity, and tensile strength.
- the moisture content of the tobacco composition ranges from about 12.5 to about 25 percent.
- the tape-like product can be formed into a roll, and positioned within an outer container of the type described previously with reference to FIG. 6 . That outer container then can be wrapped with an outer wrapping material, using packaging conditions such as those of the type described hereinbefore.
- a tobacco composition having the general form of a tape or roll is provided as follows.
- Fine tobacco powder containing a mixture of flue-cure and burley is premixed in a tumbling mixer for 15 minutes with other ingredients.
- a dry mix that is provided contains about 52 g granulated tobacco material, about 2 g of a sweetening agent available as SucraSweet HIS 600, about 30 g precipitated calcium carbonate, about 27.5 g rice starch (pregelatinized), about 40 g sodium alginate available as Manucol LD from ISP Corporation, about 12 g sodium alginate available as Kelvis from ISP Corporation, about 3 g of menthol flavor, about 5 g cinnamon flavor and about 4 g microcrystalline cellulose (available as Ticacel HV).
- That dry mix is combined with about 40 g of warm water (e.g., at about 30°C to about 45°C) having about 16 g of glycerin and about 7 g sodium carbonate dissolved therein in the pasta maker described in Example 3.
- the aqueous solution is then gently added to the dry mix in the pasta maker and mixed for 3 minutes or until pea-like size lumps are formed.
- the blend is then extruded into flat pasta-like sheets of dimension about 1.4 cm wide by about 30 cm long, by about 0.1 cm to about 0.3 cm thick. Each sheet is further perforated at intervals of about 0.5 to about 1.5 cm intervals length-wise to obtain a roll or tape-like product from which square or rectangular pieces can easily be cut off. Samples are preferably not fully dried; and hence, maintain prolonged pliability, elasticity, and tensile strength.
- the moisture content the tobacco composition ranges from about 12.5 to about 25 percent.
- the tape-like product can be formed into a roll, and positioned within an outer container of the type described previously with reference to FIG. 6 . That outer container then can be wrapped with an outer wrapping material, using packaging conditions such as those of the type described hereinbefore.
- a tobacco composition having the general form of a tape or roll is provided as follows.
- a dry mix that is provided contains about 9 g rice starch (pregelatinized), about 20 g sodium alginate available as Manucol LD, about 5 g cinnamon powder and about 3 g menthol powder. Then, that dry mix is combined with about 40 g of warm water (e.g., at about 30°C to about 45°C) having about 16 g of glycerin dissolved therein in the pasta maker described in Example 3. During operation of the pasta maker, about 142 g of granulated tobacco material of the type described in Example 10 is introduced into the pasta maker along with the previously described aqueous mix.
- the resulting blend is then extruded into flat pasta-like sheets of dimension about 1.4 cm wide by about 30 cm long, by about 0.1 cm to about 0.3 cm thick. Each sheet is further perforated at intervals of about 0.5 to about 1.5 cm intervals length-wise to obtain a roll or tape-like product from which square or rectangular pieces can easily be cut off. Samples are preferably not fully dried; and hence, maintain prolonged pliability, elasticity, and tensile strength. The moisture content the tobacco composition ranges from about 12.5 to about 25 percent.
- the tape-like product can be formed into a roll, and positioned within an outer container of the type described previously with reference to FIG. 6 . That outer container then can be wrapped with an outer wrapping material, using packaging conditions such as those of the type described hereinbefore.
- a tobacco composition having the general form of a tape or roll is provided as follows.
- a dry mix that is provided contains about 20 g sodium alginate available as Manucol LD and about 5 g mint flavor. Then, that dry mix is combined with about 50 g of warm water (e.g., at about 30°C to about 45°C) having about 16 g of glycerin dissolved therein in the pasta maker described in Example 3. During operation of the pasta maker, about 195 g of granulated tobacco material of the type described in Example 10 is introduced into the pasta maker along with the previously described aqueous mix.
- the resulting blend is then extruded into flat pasta-like sheets of dimension about 1.4 cm wide by about 30 cm long, by about 0.1 cm to about 0.3 cm thick. Each sheet is further perforated at intervals of about 0.5 to about 1.5 cm intervals length-wise to obtain a roll or tape-like product from which square or rectangular pieces can easily be cut off. Samples are preferably not fully dried; and hence, maintain prolonged pliability, elasticity, and tensile strength. The moisture content the tobacco composition ranges from about 12.5 to about 25 percent.
- the tape-like product can be formed into a roll, and positioned within an outer container of the type described previously with reference to FIG. 6 . That outer container then can be wrapped with an outer wrapping material, using packaging conditions such as those of the type described hereinbefore.
- a combination of finely milled flue-cure and burley tobacco powder (e.g., about 25 g) is mixed with about 100 ml of a solution having about 1 g potassium hydroxide in about 100 ml water.
- the resulting slurry is heated with constant stirring to about 60°C to about 80°C for about 15 minutes.
- About 1 g of a sweetening agent available as SucraSweet HIS 600 and about 15 g mannitol then are added, and the slurry is held at about 60°C to about 80°C for another 15 minutes, while mixing constantly to obtain a tobacco/water slurry.
- a binder system is prepared separately in a Warring blender.
- About 5 g sodium alginate available as Kelvis is first mixed at high shear with about 200 ml water for 5 minutes, followed by the slow addition of about 20 parts sodium alginate available as Manucol LD, about 7 g rice starch (pregelantinized), about 2 g microcrystalline cellulose available as Ticacel, about 10 g calcium carbonate and about 15 g glycerin, successively, while the blender is operated at medium to high shear speed for approximately another 10 minutes. The binder and tobacco slurry mixtures are then mixed together in the blender at medium to high shear speed for approximately another 5 minutes, with the addition of the about 2.5 g cinnamon and about 1.5 g menthol.
- portions of the final slurry are cast at about 0.1 cm to about 0.3 cm thickness onto a stainless steel plate.
- the slurries are then dried to form tobacco sheets or films weighing about 95 g to about 125 g per square meter.
- the sheets are finally cut into smaller square or rectangular pieces, each weighing about 50 mg to about 150 mg.
- the resulting pieces have the form of relatively slow dissolving strips. Those strips can be individually packaged in outer packaging materials of the type described previously with reference to FIG. 1 .
- a combination of finely milled flue-cure and burley tobacco powder (e.g., about 25 g) is mixed with about 100 ml of a solution having about 2 g sodium carbonate in about 100 ml water.
- the resulting slurry is heated with constant stirring to about 60°C to about 80°C for about 15 minutes.
- About 1 g of a sweetening agent available as SucraSweet HIS 600 then is added, and the slurry is held at about 60°C to about 80°C for another 15 minutes, while mixing constantly to obtain a tobacco/water slurry.
- a binder system is prepared separately in a Warring blender.
- About 6 g sodium alginate available as Kelvis is first mixed at high shear with about 200 ml water for 5 minutes, followed by the slow addition of about 20 g rice starch (pregelantinized), about 10 g maltodextrin, about 15 g calcium carbonate and about 15 g glycerin, successively, while the blender is operated at medium to high shear speed for approximately another 10 minutes.
- the binder and tobacco slurry mixtures are then mixed together in the blender at medium to high shear speed for approximately another 5 minutes, with the addition of the about 4.9 g mint flavor.
- portions of the final slurry are cast at about 0.1 cm to about 0.3 cm thickness onto a stainless steel plate.
- the slurries are then dried to form tobacco sheets or films weighing about 95 g to about 125 g per square meter.
- the sheets are finally cut into smaller square or rectangular pieces, each weighing about 50 mg to about 150 mg.
- the resulting pieces have the form of relatively slow dissolving strips. Those strips can be individually packaged in outer packaging materials of the type described previously with reference to FIG. 1 .
- a combination of finely milled flue-cure and burley tobacco powder (e.g., about 15 g) is mixed with about 100 ml of a solution having about 1.75 g sodium carbonate in about 100 ml water.
- the resulting slurry is heated with constant stirring to about 60°C to about 80°C for about 15 minutes.
- About 0.5 g of a sweetening agent available as SucraSweet HIS 600 and about 7.5 g mannitol then are added, and the slurry is held at about 60°C to about 80°C for another 15 minutes, while mixing constantly to obtain a tobacco/water slurry.
- a binder system is prepared separately in a Warring blender.
- About 7.5 g konjac flour available as Nutritol GP 312 from FMC Bioplolymers Corporation is first mixed at high shear with about 200 ml water for 5 minutes, followed by the slow addition of about 15 g calcium carbonate, about 0.75 g sodium chloride and about 7.5 g glycerin, successively, while the blender is operated at medium to high shear speed for approximately another 10 minutes.
- the binder and tobacco slurry mixtures are then mixed together in the blender at medium to high shear speed for approximately another 5 minutes, with the addition of the about 1.25 cinnamon and about 0.75 g menthol.
- portions of the final slurry are cast at about 0.1 cm to about 0.3 cm thickness onto a stainless steel plate.
- the slurries are then dried to form tobacco sheets or films weighing about 95 g to about 125 g per square meter.
- the sheets are finally cut into smaller square or rectangular pieces, each weighing about 50 mg to about 150 mg.
- the resulting pieces have the form of relatively slow dissolving strips. Those strips can be individually packaged in outer packaging materials of the type described previously with reference to FIG. 1 .
- a combination of finely milled flue-cure and burley tobacco powder (e.g., about 15 g) is mixed with about 100 ml of a solution having about 1.75 g sodium carbonate in about 100 ml water.
- the resulting slurry is heated with constant stirring to about 60°C to about 80°C for about 15 minutes.
- About 0.75 g of a sweetening agent available as SucraSweet HIS 600 then is added, and the slurry is held at about 60°C to about 80°C for another 15 minutes, while mixing constantly to obtain a tobacco/water slurry.
- a binder system is prepared separately in a Warring blender.
- About 3.5 g sodium alginate available as Kelvis is first mixed at high shear with about 200 ml water for 5 minutes, followed by the slow addition of about 9.5 g rice starch (pregelatinized), about 5 g maltodextrin, about 5 g calcium carbonate, about 0.75 g sodium chloride and about 7.5 g glycerin, successively, while the blender is operated at medium to high shear speed for approximately another 10 minutes.
- the binder and tobacco slurry mixtures are then mixed together in the blender at medium to high shear speed for approximately another 5 minutes, with the addition of the about 1.25 cinnamon and about 0.75 g menthol.
- portions of the final slurry are cast at about 0.1 cm to about 0.3 cm thickness onto a stainless steel plate.
- the slurries are then dried to form tobacco sheets or films weighing about 95 g to about 125 g per square meter.
- the sheets are finally cut into smaller square or rectangular pieces, each weighing about 50 mg to about 150 mg.
- the resulting pieces have the form of relatively slow dissolving strips. Those strips can be individually packaged in outer packaging materials of the type described previously with reference to FIG. 1 .
- a granulated tobacco powder is mixed with about 100 ml of water in a Warring blender at low shear speed for about 5 minutes to obtain an aqueous tobacco slurry.
- a binder system is prepared in a separate blender by mixing about 5 g sodium alginate available as Kelvis with about 200 ml water at high shear speed for about 5 minutes.
- About 15 g sodium alginate available as Manucol LD and about 5 g hydroxypropylcellulose available as Klucel EF are slowly added, successively, as the slurry is mixed for approximately another 5 minutes.
- About 7.5 g glycerin is then added to the binder system and the slurry mixed for another 5 minutes.
- aqueous tobacco slurry and binder systems are then mixed together for another 5 minutes at medium to high shear speed with the addition of about 2 g mint flavor.
- the final slurry is subsequently cast, dried, and cut into thin film strips. Those relatively slow dissolving strips can be individually packaged in outer packaging materials of the type described previously with reference to FIG. 1 .
- a granulated tobacco powder is mixed with about 100 ml of water in a Warring blender at low shear speed for about 5 minutes to obtain an aqueous tobacco slurry.
- a binder system is prepared in a separate blender by mixing about 6 g sodium alginate available as Kelvis with about 200 ml water at high shear speed for about 5 minutes.
- About 10 g sodium alginate available as Manucol LD is slowly added, as the slurry is mixed for approximately another 5 minutes.
- About 14 g glycerin is then added to the binder system and the slurry mixed for another 5 minutes.
- aqueous tobacco slurry and binder systems are then mixed together for another 5 minutes at medium to high shear speed with the addition of about 5 g mint flavor.
- the final slurry is subsequently cast, dried, and cut into thin film strips. Those relatively slow dissolving strips can be individually packaged in outer packaging materials of the type described previously with reference to FIG. 1 .
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Molecular Biology (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacture Of Tobacco Products (AREA)
Claims (26)
- Produit (110) de tabac sans fumée comprenant :une blague perméable à l'eau (120) contenant une formulation de tabac (115) et configurée pour être insérée dans la bouche d'un utilisateur de ce produit, la formulation de tabac (115) comportant du tabac granuleux, etun matériau (125) de conditionnement externe enveloppant ladite blague (120) et étant scellé pour permettre à un environnement gazeux régulé (130) d'être maintenu dans ledit matériau de conditionnement externe, où ledit environnement gazeux régulé comprend de l'oxygène en une proportion supérieure à environ 25 pourcent en poids afin d'initier ladite formulation de tabac aux effets d'un choc gazeux.
- Produit (110) de tabac sans fumée de la revendication 1, comportant une pluralité desdites blagues perméables à l'eau (120, 145, 146) enveloppées par ledit matériau (155) de conditionnement externe.
- Produit (110) de tabac sans fumée de la revendication 2, dans lequel un bord dudit matériau (155) de conditionnement externe est contigu à deux côtés dudit matériau de conditionnement externe, les trois autres bords dudit matériau de conditionnement externe étant scellés.
- Produit (110) de tabac sans fumée de la revendication 1, dans lequel le joint sur ledit matériau de conditionnement externe est un joint à nervure.
- Produit (110) de tabac sans fumée de la revendication 2, comportant un conteneur rigide (165) renfermant ledit matériau (155) de conditionnement externe, ledit conteneur rigide (165) étant construit de sorte à pouvoir être ouvert et refermé pour permettre à un utilisateur de distribuer une ou plusieurs desdites blagues perméables à l'eau (120, 145, 146) comme il le souhaite.
- Produit de tabac sans fumée de la revendication 5, dans lequel ledit conteneur rigide (165) est réalisé en métal ou en matière plastique.
- Produit (110) de tabac sans fumée comprenant :une pluralité de blagues perméables à l'eau (120, 145, 146) chacune configurée pour être insérée dans la bouche d'un utilisateur du produit et contenant une formulation de tabac (115, 140, 141), la formulation de tabac comportant du tabac granuleux,un conteneur rigide (165) renfermant lesdits blagues perméables à l'eau (120, 145, 146) et un matériau de conditionnement externe (180) enveloppant ledit conteneur rigide et étant scellé de sorte à permettre à un environnement gazeux régulé (160) d'être maintenu dans ledit matériau de conditionnement externe, où ledit environnement gazeux régulé comprend de l'oxygène en une proportion supérieure à environ 25 pourcent en poids afin d'initier ladite formulation de tabac aux effets d'un choc gazeux.
- Produit (110) de tabac sans fumée de la revendication 7, dans lequel ledit conteneur rigide (165) peut être ouvert et refermé pour permettre à un utilisateur de distribuer une ou plusieurs desdites blagues perméables à l'eau (120, 145, 146) comme il le souhaite.
- Produit (110) de tabac sans fumée de la revendication 8, dans lequel ledit conteneur rigide (165) est réalisé en métal ou en matière plastique.
- Produit (110) de tabac sans fumée de la revendication 7, dans lequel ledit matériau de conditionnement externe (180) est formé de deux pièces dudit matériau, superposées en contact bout-à-bout, lesdits bords étant scellés par un joint de recouvrement (184).
- Produit (110) de tabac sans fumée comprenant :une pluralité de blagues perméables à l'eau (120, 145, 146) contenant une formulation de tabac (115, 140, 141) et configurées pour être insérées dans la bouche d'un utilisateur de ce produit, la formulation de tabac comportant du tabac granuleux, etun conteneur rigide (165) renfermant lesdites blagues perméables à l'eau, ledit conteneur rigide étant hermétiquement scellé de sorte à permettre à un environnement gazeux régulé (160) d'être maintenu dans ledit conteneur rigide, où ledit environnement gazeux régulé comprend de l'oxygène en une proportion supérieure à environ 25 pourcent en poids afin d'initier ladite formulation de tabac aux effets d'un choc gazeux.
- Produit (110) de tabac sans fumée de la revendication 11, ledit conteneur rigide (165) comprenant une partie inférieure (170) et une partie supérieure (168) séparée qui se conjugue avec ladite partie inférieure pour former un conteneur fermé, et une bande d'un matériau d'étanchéité (195) couvrant les surfaces conjuguées desdites parties supérieure et inférieure.
- Produit (110) de tabac sans fumée de la revendication 11, dans lequel ledit conteneur (165) est réalisé en métal ou en matière plastique.
- Produit (110) de tabac sans fumée comprenant :une pluralité de blagues perméables à l'eau (120, 145, 146) chacune contenant une formulation de tabac (115, 140, 141) et configurées pour être insérées dans la bouche d'un utilisateur de ce produit, la formulation de tabac comportant du tabac granuleux ;un matériau de conditionnement externe (125, 211, 212) enveloppant chacune desdites blagues et étant scellé de sorte à permettre à un environnement gazeux régulé (130, 221, 222) d'être maintenu dans ledit matériau de conditionnement externe, où ledit environnement gazeux régulé comprend de l'oxygène en une proportion supérieure à environ 25 pourcent en poids afin d'initier ladite formulation de tabac aux effets d'un choc gazeux ; etun conteneur rigide (165) renfermant lesdites blagues perméables à l'eau enveloppées par ledit matériau de conditionnement externe, ledit conteneur rigide étant hermétiquement scellé afin d'y maintenir un environnement régulé (160).
- Produit (110) de tabac sans fumée de la revendication 14, ledit conteneur rigide (165) comprenant une partie inférieure (168) et une partie supérieure (170) séparée qui se conjugue avec ladite partie inférieure pour former un contenant fermé, et une bande de matériau d'étanchéité (195) couvrant les surfaces conjuguées desdites parties supérieure et inférieure.
- Produit (110) de tabac sans fumée de la revendication 14, dans lequel ledit conteneur (165) est réalisé en métal ou en matière plastique.
- Produit (110) de tabac sans fumée de la revendication 14, dans lequel l'environnement régulé (130, 221, 222) maintenu dans ledit matériau de conditionnement externe (125, 211, 212) enveloppant chacune desdites blagues (125, 140, 146) est différent de l'environnement régulé (160) maintenu dans ledit contenant rigide.
- Produit (110) de tabac sans fumée comprenant :une pluralité de blagues perméables à l'eau (120, 145, 146) chacune contenant une formulation de tabac (115, 140, 141) et configurées pour être insérées dans la bouche d'un utilisateur de ce produit, la formulation de tabac comportant du tabac granuleux ;un matériau de conditionnement externe (125, 211, 212) enveloppant chacune desdites blagues et étant scellé de sorte à permettre à un environnement gazeux régulé (130, 221, 222) d'être maintenu dans ledit matériau de conditionnement externe, où ledit environnement gazeux régulé comprend de l'oxygène en une proportion supérieure à environ 25 pourcent en poids afin d'initier ladite formulation de tabac aux effets d'un choc gazeux ;un contenant rigide (165) renfermant lesdites blagues perméables à l'eau enveloppées par ledit matériau de conditionnement externe ; etun deuxième matériau (180) de conditionnement externe enveloppant ledit conteneur rigide et étant scellé afin d'y maintenir un environnement régulé (160).
- Produit (110) de tabac sans fumée de la revendication 18, dans lequel l'environnement régulé (130, 221, 222) maintenu dans ledit matériau de conditionnement externe (125, 211, 212) enveloppant chacune desdits blagues (120, 145, 146) est différent de l'environnement régulé (160) maintenu dans ledit deuxième matériau (180) de conditionnement externe.
- Produit (110) de tabac sans fumée comprenant :une pluralité de blagues perméables à l'eau (120, 145, 146), chacune contenant une formulation de tabac (115, 140, 141) et configurées pour être insérées dans la bouche d'un utilisateur de ce produit, la formulation de tabac comportant du tabac granuleux ;un matériau de conditionnement externe (125, 211, 212) enveloppant au moins l'une de chacune desdits blagues et étant scellé de sorte à permettre à un environnement gazeux régulé d'être maintenu dans ledit matériau de conditionnement externe, où ledit environnement gazeux régulé comprend de l'oxygène en une proportion supérieure à environ 25 pourcent en poids afin d'initier ladite formulation de tabac aux effets d'un choc gazeux ; etle matériau de conditionnement externe (125, 211, 212) enveloppant chacune desdites une ou plusieurs blagues (120, 145, 146) étant relié (270, 271, 272) pour former un assemblage en forme de bande.
- Produit (110) de tabac sans fumée de la revendication 20, dans lequel les liaisons (270, 271, 272) entre le matériau de conditionnement externe enveloppant chacune desdites une ou plusieurs blagues sont adaptées pour être facilement séparées pour l'utilisation par ledit utilisateur.
- Produit (110) de tabac sans fumée de la revendication 21, dans lequel lesdites liaisons (270, 271, 272) contiennent chacune une ligne de perforations pour faciliter la séparation.
- Produit (110) de tabac sans fumée de la revendication 20, dans lequel ledit assemblage en forme de bande est enroulé pour en faciliter la manipulation par l'utilisateur.
- Produit (110) de tabac sans fumée de la revendication 23, dans lequel ledit assemblage en forme de bande enroulée est emballé dans un distributeur (315) construit pour permettre audit assemblage en forme de bande d'être retiré et séparé pour l'utilisation par ledit utilisateur.
- Produit (110) de tabac sans fumée de la revendication 23, dans lequel ledit distributeur (315) a une forme cylindrique.
- Produit (110) de tabac sans fumée de la revendication 24, comportant un deuxième matériau de conditionnement externe enveloppant ledit distributeur et étant scellé de sorte à y maintenir un environnement régulé.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/461,628 US20080029116A1 (en) | 2006-08-01 | 2006-08-01 | Smokeless tobacco |
| US11/461,633 US20080029117A1 (en) | 2006-08-01 | 2006-08-01 | Smokeless Tobacco |
| PCT/US2007/016658 WO2008016520A2 (fr) | 2006-08-01 | 2007-07-24 | Tabac sans fumée |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2048976A2 EP2048976A2 (fr) | 2009-04-22 |
| EP2048976B1 true EP2048976B1 (fr) | 2010-12-01 |
| EP2048976B9 EP2048976B9 (fr) | 2011-05-18 |
Family
ID=38799356
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07810732A Active EP2048976B9 (fr) | 2006-08-01 | 2007-07-24 | Tabac sans fumée |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP2048976B9 (fr) |
| JP (1) | JP5941609B2 (fr) |
| AT (1) | ATE489858T1 (fr) |
| DE (1) | DE602007010944D1 (fr) |
| HK (1) | HK1133374A1 (fr) |
| RU (1) | RU2414829C2 (fr) |
| WO (1) | WO2008016520A2 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2575434C2 (ru) * | 2010-12-10 | 2016-02-20 | Олтриа Клайент Сервисиз Инк. | Система и способ упаковки бездымного табака |
| WO2023187412A1 (fr) * | 2022-04-01 | 2023-10-05 | Nicoventures Trading Limited | Produit comprenant un récipient perméable et un extrait séché à partir d'un matériau végétal et ses utilisations |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2004289248B2 (en) | 2003-11-07 | 2012-05-03 | U.S. Smokeless Tobacco Company Llc | Tobacco compositions |
| US8627828B2 (en) | 2003-11-07 | 2014-01-14 | U.S. Smokeless Tobacco Company Llc | Tobacco compositions |
| US9044049B2 (en) | 2005-04-29 | 2015-06-02 | Philip Morris Usa Inc. | Tobacco pouch product |
| CN101222861B (zh) | 2005-04-29 | 2010-09-08 | 菲利普莫里斯生产公司 | 袋装烟草产品 |
| US8685478B2 (en) | 2005-11-21 | 2014-04-01 | Philip Morris Usa Inc. | Flavor pouch |
| US20080156338A1 (en) * | 2006-12-28 | 2008-07-03 | Philip Morris Usa Inc. | Sterilized moist snuff and method |
| US8616221B2 (en) | 2007-02-28 | 2013-12-31 | Philip Morris Usa Inc. | Oral pouch product with flavored wrapper |
| US9888712B2 (en) | 2007-06-08 | 2018-02-13 | Philip Morris Usa Inc. | Oral pouch products including a liner and tobacco beads |
| WO2009007854A2 (fr) | 2007-06-08 | 2009-01-15 | Philip Morris Products S.A. | Sachet pour administration orale contenant des fibres alimentaires solubles |
| WO2009010881A2 (fr) | 2007-07-16 | 2009-01-22 | Philip Morris Products S.A. | Produits en dosettes orales comportant des particules d'agent de flaveur immobilisées |
| WO2009010875A2 (fr) | 2007-07-16 | 2009-01-22 | Philip Morris Products S.A. | Produit en sachet pour administration orale à joint revêtu |
| WO2009010884A2 (fr) | 2007-07-16 | 2009-01-22 | Philip Morris Products S.A. | Produit en sachet pour l'administration orale d'arôme exempt de tabac |
| US8950408B2 (en) | 2007-07-16 | 2015-02-10 | Philip Morris Usa Inc. | Oral pouch product having soft edge |
| US8119173B2 (en) | 2007-07-16 | 2012-02-21 | Philip Morris Usa Inc. | Method of flavor encapsulation through the use of a drum coater |
| US20090230003A1 (en) * | 2008-02-08 | 2009-09-17 | Philip Morris Usa Inc. | Pocket-sized container |
| JP2011529343A (ja) * | 2008-07-28 | 2011-12-08 | アール・ジエイ・レイノルズ・タバコ・カンパニー | 無煙タバコ製品およびプロセス |
| US20100116281A1 (en) | 2008-11-07 | 2010-05-13 | Jerry Wayne Marshall | Tobacco products and processes |
| US8377215B2 (en) | 2008-12-18 | 2013-02-19 | Philip Morris Usa Inc. | Moist botanical pouch processing |
| US9027567B2 (en) | 2008-12-30 | 2015-05-12 | Philip Morris Usa Inc. | Oral pouch product with multi-layered pouch wrapper |
| EP2213181A1 (fr) * | 2009-01-28 | 2010-08-04 | Philip Morris Products S.A. | Produit de tabac comprimé pouvant être dissous et sans fumée |
| US8863755B2 (en) | 2009-02-27 | 2014-10-21 | Philip Morris Usa Inc. | Controlled flavor release tobacco pouch products and methods of making |
| EP2443943A4 (fr) * | 2009-06-16 | 2014-09-03 | Japan Tobacco Inc | Produit du tabac à usage oral |
| WO2010147026A1 (fr) | 2009-06-17 | 2010-12-23 | 日本たばこ産業株式会社 | Produit du tabac à usage oral |
| EP2449894B1 (fr) * | 2009-07-02 | 2018-08-15 | Japan Tobacco, Inc. | Produit de tabac destiné à être utilisé dans la cavité orale |
| US9010336B2 (en) * | 2009-10-09 | 2015-04-21 | Philip Morris Usa Inc. | Coil packaging for smokeless tobacco |
| US8747562B2 (en) | 2009-10-09 | 2014-06-10 | Philip Morris Usa Inc. | Tobacco-free pouched product containing flavor beads providing immediate and long lasting flavor release |
| WO2011052422A1 (fr) * | 2009-11-02 | 2011-05-05 | 日本たばこ産業株式会社 | Récipient d'emballage |
| CN101718758B (zh) * | 2009-12-22 | 2012-07-25 | 中国烟草总公司郑州烟草研究院 | 一种测定卷烟加料工序料液施加均匀性的方法 |
| US20110155594A1 (en) * | 2009-12-29 | 2011-06-30 | Philip Morris Usa Inc. | Cigarette pack with attached promotional sample |
| EP2341010A1 (fr) * | 2009-12-30 | 2011-07-06 | Philip Morris Products S.A. | Emballage flexible pour matière de tabac |
| DK2543610T3 (da) * | 2010-03-04 | 2017-01-02 | Japan Tobacco Inc | Holderindretning til oralt produkt |
| EP2558370B1 (fr) | 2010-04-12 | 2017-04-05 | Altria Client Services LLC | Produit en sachet avec joint amélioré et procédé associé |
| CN103179869B (zh) | 2010-08-20 | 2016-05-18 | 日本烟草产业株式会社 | 非加热型香烟香精抽吸器 |
| US9204667B2 (en) * | 2010-12-01 | 2015-12-08 | R.J. Reynolds Tobacco Company | Smokeless tobacco pastille and injection molding process for forming smokeless tobacco products |
| US9775376B2 (en) * | 2010-12-01 | 2017-10-03 | R.J. Reynolds Tobacco Company | Smokeless tobacco pastille and moulding process for forming smokeless tobacco products |
| EP2476869B1 (fr) | 2011-01-17 | 2017-04-05 | Orcan Energy AG | Lubrification de machines d'expansion fonctionnant de manière volumétrique |
| WO2012131989A1 (fr) * | 2011-03-31 | 2012-10-04 | 日本たばこ産業株式会社 | Paquet conçu pour un produit de tabac à usage oral, et produit de tabac à usage oral |
| WO2012171676A1 (fr) | 2011-06-15 | 2012-12-20 | Jt International Sa | Emballage de tabac ayant un environnement interne contrôlé |
| US20130125904A1 (en) * | 2011-11-18 | 2013-05-23 | R.J. Reynolds Tobacco Company | Smokeless tobacco product comprising pectin component |
| DK2649888T3 (da) * | 2012-04-10 | 2020-04-27 | Swedish Match North Europe Ab | Røgfri tobakssammensætning omfattende ikke-tobaksfibre og en fremgangsmåde til fremstilling deraf |
| AU2014331062A1 (en) * | 2013-10-03 | 2016-02-11 | Philip Morris Products S.A. | Packaged tobacco product including pasteurised tobacco |
| AU2014343727B2 (en) * | 2013-10-30 | 2019-01-17 | Philip Morris Products S.A. | Pasteurisation of tobacco |
| WO2015181953A1 (fr) * | 2014-05-30 | 2015-12-03 | 日本たばこ産業株式会社 | Dispositif de transport et procédé de transport pour tabac à usage oral |
| GB201415253D0 (en) * | 2014-08-28 | 2014-10-15 | Jt Int Sa | Tobacco pouch |
| SG11201701283TA (en) * | 2014-09-30 | 2017-03-30 | Philip Morris Products Sa | Method for the production of homogenized tobacco material |
| JP6001108B2 (ja) * | 2015-02-02 | 2016-10-05 | エクス−インターナショナル・エピエス | 植物繊維製品およびその製造方法 |
| DK3087852T3 (en) | 2015-04-17 | 2019-02-25 | Swedish Match North Europe Ab | ORAL PACKAGED PRODUCT WITH A SQUARE FORM |
| CN107894414B (zh) * | 2017-10-25 | 2020-04-14 | 上海烟草集团有限责任公司 | 一种口含烟中重金属元素释放量的测定方法 |
| CA3106859C (fr) * | 2018-07-19 | 2023-07-25 | Nelly Fransen | Poches contenant un principe actif reliees entre elles |
| US11877590B2 (en) | 2019-03-27 | 2024-01-23 | Fiedler & Lundgren Ab | Smokeless tobacco composition |
| MX2022005285A (es) * | 2019-10-31 | 2022-05-24 | Nicoventures Trading Ltd | Producto oral y metodo de fabricacion. |
| JP2023113973A (ja) * | 2020-04-28 | 2023-08-17 | 日本たばこ産業株式会社 | ニコチン供給オーラルパウチ製品およびその製造方法 |
| SE2150291A1 (en) * | 2021-03-15 | 2022-09-16 | Peter Brolin | New snus 2 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB171659A (en) * | 1921-06-30 | 1921-11-24 | Heinrich Mannel | Improvements in holders for chewing-tobacco |
| JPS52116485U (fr) * | 1976-02-28 | 1977-09-03 | ||
| JPS58149337U (ja) * | 1982-04-01 | 1983-10-06 | 株式会社 小松製作所 | 粉粒状薬剤、食品類収容体 |
| US4513756A (en) * | 1983-04-28 | 1985-04-30 | The Pinkerton Tobacco Company | Process of making tobacco pellets |
| JPS63203572A (ja) * | 1987-02-09 | 1988-08-23 | 黒木 節男 | 紙巻たばこ封入面体 |
| US4804101A (en) * | 1988-03-02 | 1989-02-14 | Iat Corporation | Container assembly including lower compartment comprising chordal partitions |
| JPH0465768U (fr) * | 1990-10-16 | 1992-06-09 | ||
| GB9111148D0 (en) * | 1991-05-23 | 1991-07-17 | British American Tobacco Co | Improvements relating to polymer viscosity and application of such polymers |
| US5584306A (en) * | 1994-11-09 | 1996-12-17 | Beauman; Emory | Reconstituted tobacco material and method of its production |
| WO1996014763A1 (fr) * | 1994-11-14 | 1996-05-23 | Brown D G | C'est le titre en français |
| AU6245298A (en) * | 1997-01-02 | 1998-07-31 | Mark Goldman | A method for preserving tobacco and a cigar making kit |
| US20020170567A1 (en) * | 2001-04-06 | 2002-11-21 | John Rizzotto | Chewable flavor delivery system |
| GB0130627D0 (en) * | 2001-12-21 | 2002-02-06 | British American Tobacco Co | Improvements relating to smokable filler materials |
| EP1458252B1 (fr) * | 2001-12-21 | 2008-01-23 | Galenica AB | Tabac et/ou substitut de tabac en combinaison avec du tabac s'utilisant comme tabac a priser dans la cavite buccale |
| SE521486C2 (sv) * | 2002-04-09 | 2003-11-04 | Haoshi Ltd | Utmatningsanordning för styckevis utmatning av förpackningsenheter |
| SE0301244D0 (sv) * | 2003-04-29 | 2003-04-29 | Swedish Match North Europe Ab | Smokeless tobacco product user package |
| AU2004289248B2 (en) * | 2003-11-07 | 2012-05-03 | U.S. Smokeless Tobacco Company Llc | Tobacco compositions |
| US8627828B2 (en) * | 2003-11-07 | 2014-01-14 | U.S. Smokeless Tobacco Company Llc | Tobacco compositions |
| DE102004021114A1 (de) * | 2004-04-29 | 2005-12-29 | Reemtsma Cigarettenfabriken Gmbh | Feinschnitt-Teilmengenpackung sowie Verfahren zum Herstellen von Feinschnitt-Teilmengenpackungen |
| WO2006065192A1 (fr) * | 2004-11-12 | 2006-06-22 | Swedish Match North Europe Ab | Nouveaux produits de tabac a usage oral |
-
2007
- 2007-07-24 JP JP2009522788A patent/JP5941609B2/ja active Active
- 2007-07-24 AT AT07810732T patent/ATE489858T1/de not_active IP Right Cessation
- 2007-07-24 RU RU2009107157/21A patent/RU2414829C2/ru active
- 2007-07-24 DE DE602007010944T patent/DE602007010944D1/de active Active
- 2007-07-24 WO PCT/US2007/016658 patent/WO2008016520A2/fr active Application Filing
- 2007-07-24 EP EP07810732A patent/EP2048976B9/fr active Active
-
2009
- 2009-11-30 HK HK09111182.6A patent/HK1133374A1/xx not_active IP Right Cessation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2575434C2 (ru) * | 2010-12-10 | 2016-02-20 | Олтриа Клайент Сервисиз Инк. | Система и способ упаковки бездымного табака |
| WO2023187412A1 (fr) * | 2022-04-01 | 2023-10-05 | Nicoventures Trading Limited | Produit comprenant un récipient perméable et un extrait séché à partir d'un matériau végétal et ses utilisations |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2414829C2 (ru) | 2011-03-27 |
| ATE489858T1 (de) | 2010-12-15 |
| EP2048976A2 (fr) | 2009-04-22 |
| EP2048976B9 (fr) | 2011-05-18 |
| WO2008016520A3 (fr) | 2008-07-24 |
| WO2008016520A2 (fr) | 2008-02-07 |
| JP2009545315A (ja) | 2009-12-24 |
| DE602007010944D1 (de) | 2011-01-13 |
| HK1133374A1 (en) | 2010-03-26 |
| RU2009107157A (ru) | 2010-09-10 |
| JP5941609B2 (ja) | 2016-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2048976B1 (fr) | Tabac sans fumée | |
| US20080029116A1 (en) | Smokeless tobacco | |
| US20080029117A1 (en) | Smokeless Tobacco | |
| US20080173317A1 (en) | Smokeless tobacco | |
| US20100018541A1 (en) | Smokeless tobacco products and processes | |
| DK1926401T3 (en) | Røgløst tobacco product | |
| US20100018882A1 (en) | Smokeless tobacco products and processes | |
| EP2173200B1 (fr) | Composition de tabac sans fumée, et procédés pour traiter le tabac destiné à y être utilisé | |
| US20100018539A1 (en) | Smokeless tobacco products and processes | |
| US20100018883A1 (en) | Smokeless tobacco products and processes | |
| US9237769B2 (en) | Smokeless tobacco composition | |
| US7810507B2 (en) | Smokeless tobacco composition | |
| US7946295B2 (en) | Smokeless tobacco composition | |
| US20100018540A1 (en) | Smokeless tobacco products and processes | |
| US7861728B2 (en) | Smokeless tobacco composition having an outer and inner pouch | |
| US20230292811A1 (en) | Smokeless tobacco lipid granules | |
| DK2173200T3 (en) | Smokeless tobacco compositions and methods of treating tobacco for use therein | |
| WO2010014506A2 (fr) | Produits du tabac sans fumée et procédés | |
| KR20120093266A (ko) | 향미가 가미된 포장 삽입재 | |
| DK2485613T3 (en) | Coil wrapper for smokeless tobacco | |
| TW201108951A (en) | Oral tobacco product | |
| WO2016132532A1 (fr) | Composition de tabac pour utilisation orale, et tabac à priser |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090218 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1127259 Country of ref document: HK |
|
| 17Q | First examination report despatched |
Effective date: 20091125 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: R. J. REYNOLDS TOBACCO COMPANY |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602007010944 Country of ref document: DE Date of ref document: 20110113 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20101201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2357168 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20101201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110401 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110401 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 |
|
| 26N | No opposition filed |
Effective date: 20110902 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007010944 Country of ref document: DE Effective date: 20110902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101201 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007010944 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1127259 Country of ref document: HK |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007010944 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20200717 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210724 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230808 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240530 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240611 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20240611 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240612 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240604 Year of fee payment: 18 |