EP2036627A1 - Machine électrique pour la déformation des extrémités d'un profil - Google Patents
Machine électrique pour la déformation des extrémités d'un profil Download PDFInfo
- Publication number
- EP2036627A1 EP2036627A1 EP08356126A EP08356126A EP2036627A1 EP 2036627 A1 EP2036627 A1 EP 2036627A1 EP 08356126 A EP08356126 A EP 08356126A EP 08356126 A EP08356126 A EP 08356126A EP 2036627 A1 EP2036627 A1 EP 2036627A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- profile
- cam
- machine according
- longitudinal axis
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
Definitions
- the present invention relates to an electric machine for deforming the ends of a profile such as a tube, wire or the like into a specific shape.
- Machines of this kind are known, but the movements of the movable elements according to their movements are ensured by several hydraulic devices.
- the electric machine according to the present invention aims to use a single electric motor for all moving elements for the introduction, retention and deformation of the end of a profile in a specific form.
- the electric machine for deforming the ends of a profile such as a tube, a wire or the like into a predetermined shape comprises a frame provided with a single electric motor providing along the longitudinal axis xx 'of said machine the displacements of a mobile push carriage guided on said frame, said mobile push carriage simultaneously driving on the one hand a cam holder for clamping the profile between clamping jaws of a jaw device and on the other hand a solidarity tool holder at least one punch allowing under a thrust force to deform the end of the profile.
- the electric machine for deforming the ends of a profile such as a tube, wire or the like into a form determined in accordance with the present invention comprises other essential features which are described and protected in the dependent claims directly or indirectly dependent on the main claim.
- an electric machine 1 comprising a fixed frame 2 on which are assembled and assembled the various fixed and movable elements for the introduction, retention and deformation of the end of a profile 3 in a specific form.
- the electric machine 1 comprises a single electric motor 4 integral with the frame 2 and providing all the displacements of all the movable elements along the longitudinal axis xx 'of said machine for retaining and deformation of the end of the profile 3 according to a specific form.
- the electric machine 1 comprises moving elements which move along the main axes of symmetries xx 'and yy' of the electric machine 1 or parallel thereto and whose main axis xx 'passes through the profile 3 to be deformed and the motor Electric 4 ( figure 3 ).
- the electric motor 4 is fixed on the frame 2 at one end of the electric machine 1, while opposite the latter and on the same longitudinal axis xx 'the frame 2 is secured to a device to jaws 5 for retaining the profile 3 to deform.
- the jaw device 5 consists of a first clamping jaw said fixed jaw 6 and a second clamping jaw said movable jaw 7.
- the electric machine 1 comprises between the electric motor 4 and the jaw device 5 and centered on the longitudinal axis xx 'a movable thrust trolley 8 which is guided in translation on rails 9 integral with the frame 2.
- the electric motor 4 comprises an output shaft associated with a transmission screw 24 of thrust forces whose free end cooperates with the movable thrust trolley 8 to ensure said carriage its movements along the longitudinal axis xx 'in order to bring it closer or away from the end of the profile 3 to deform.
- the movable thrust trolley 8 comprises, centered on the longitudinal axis xx 'of the electric machine 1, a tool carrier 10 which is slidably mounted on a slide device 11 so that said tool carrier 10 can move relative to the movable carriage thrust 8 in a transverse direction and perpendicular to the longitudinal axis xx '. of the electric machine 1.
- the tool carrier 10 is driven in its displacements by means of an electric jack 12 fixed on the mobile thrust carriage 8.
- the tool holder 10 comprises retaining devices 13 allowing the fixing of punches 14 shaped to ensure the deformation by successive pressures of the free end of the profile 3 retained in the jaw device 5.
- the tool holder 10 comprises between two punches 14 a material-making stop 15 for adjusting the length of the end of the profile 3 to be deformed.
- the movable thrust carriage 8 comprises, shifted laterally with respect to the longitudinal axis xx 'of the electric machine 1, a cam holder 16 carried by a longitudinal axis cc' parallel to the longitudinal axis xx '.
- the cam holder 16 is integral with a cam 17 of rectangular section cooperating as a function of its axial position and longitudinal displacements of the mobile thrust carriage 8 with a clamping device 18 actuating the movable clamping jaw 7 of the jaw device 5.
- the cam holder 16 is rotated about its longitudinal axis cc 'by means of an electric or pneumatic jack 19 fixed on the mobile thrust carriage 8.
- the electric machine 1 comprises on the fixed frame 2 a pre-clamping device 22 consisting of an electric or pneumatic jack 23 acting on the movable clamping jaw 7 of the jaw device 5 to allow pre-clamping of the profile 3 between the jaws 6, 7.
- a pre-clamping device 22 consisting of an electric or pneumatic jack 23 acting on the movable clamping jaw 7 of the jaw device 5 to allow pre-clamping of the profile 3 between the jaws 6, 7.
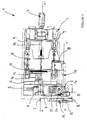
- the figure 4 shows the adjustment of the length of the end of the profile 3 to be conformed.
- the profile 3 is positioned and held between the jaws 6, 7 of the jaw device 5.
- the tool holder 10 is moved on the movable thrust trolley 8 in a direction parallel to the yy 'axis of the electric machine 1 by the electric or pneumatic cylinder 12 to position the material stopper 15 on the axis xx'.
- the movable thrust trolley 8 is moved by the thrust transmission screw 24 connected to the electric motor 4 in the direction of the end of the profile 3 along the axis xx 'to bring against the end of the profile 3 the stop of take material 15 and adjust the length of the latter depending on the conformation to achieve.
- the cam gate 16 and more particularly the cam 17 is positioned (e) via the electric or pneumatic cylinder 19 in its angular position of smaller dimension so that said cam 17 does not come into operation. contact with the pressure rollers 20, 21 of the clamping device 18.
- the figure 5 shows the pre-tightening of the movable clamping jaw 7 of the jaw device 5 around the profile 3 before the deformation of its end.
- the electric or pneumatic cylinder 23 of the pre-clamping device 22 is actuated so that the movable jaw 7 comes to press pre-tightened against the profile 3 in order to maintain the latter between the jaws 6, 7 of the jaw device 5.
- the movable thrust trolley 8 is remote from the end of the profile 3 to be deformed, causing the cam holder 16 and the cam 17 to retract.
- the tool holder 10 After moving the movable thrust trolley 8, the tool holder 10 is moved transversely by means of the electric or pneumatic cylinder 12 along the slide 11 in order to position the first punch 14 on the axis xx 'and in front of the end of the profile 3 to conform.
- the electric or pneumatic cylinder 19 rotates the cam 17 to place the latter in its angular position of larger size.
- the figure 6 shows the clamping jaws 6, 7 in the tight position around the profile 3 just before the deformation of its end by means of the punch 14 of the tool holder 10.
- the tight position of the jaw device 5 and more particularly the movable jaw 7 against the profile 3 is obtained by moving the movable thrust trolley 8 towards the end of the profile 3 to be shaped so that the cam 17 disposed in its angular position of greater dimension comes to bear against the pressure rollers 20, 21 of the clamping device 18.
- the introduction of the cam 17 between the pressure rollers 20, 21 makes it possible to act more particularly on the mobile pressure roller 20 so that the latter, because of the dimensions of the cam 17, comes to push on a spring device 25 amplifying the pressure forces of the mobile pressure roller 20. Under the thrust of the mobile pressure roller 20, the spring device 25 exerts an amplified pressure allowing the movable jaw 7 to clamp and lock the profile 3 in the jaw device 5.
- the figure 7 shows the electric machine 1 in striking position allowing the punch 14 to perform the deformation of the end of the profile 3 in a specific form.
- the punch change 14 is obtained by a retreat of the movable thrust trolley 8.
- the recoil of the movable thrust trolley 8 is provided so as to release only the punch 14 from the end of the profile 3 without completely removing the cam 17 of the rollers pressers 20, 21 for maintaining the pressure force on the spring device 25 and the movable jaw 7 of the jaw device 5.
- the cam 17 has a working length which is sufficient to maintain the pressure rollers 20, 21 in pressure while the movable thrust carriage 8 makes movements of short stroke along the axis xx '.
- the change of punch is obtained by moving the tool carrier in a direction transverse and parallel to the axis yy 'of the electric machine 1 so as to present on the axis xx' another punch 14 of different shape and complementary to continue conformation of the end of the profile 3.
- profiles 3 are positioned between the jaws 6, 7 of the jaw device 5 via a feed device, not shown, for example to automate the supply of the electric machine 1.
- the electric machine 1 is connected to a central programming and control unit, not shown, to act on all the mobile production elements.
- the machine 1 may comprise a protective cap 30 hinged to the fixed frame 2 and coming to close and protect the production area and the moving elements.
- the electrical machine 1 may have a tool carrier 10 with a circular profile rotated about its axis and making it possible to accept a greater number of punches 14 or other tools for shaping the end of the profile 3.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
- Hand Tools For Fitting Together And Separating, Or Other Hand Tools (AREA)
Abstract
La machine électrique permettant la déformation des extrémités d'un profil tel qu'un tube, un fil ou analogue en une forme déterminée comprend un bâti (2) pourvu d'un seul moteur électrique (4) assurant suivant l'axe longitudinal xx' de ladite machine (1) les déplacements d'un chariot mobile de poussée (8) guidé sur ledit bâti (2), ledit chariot mobile de poussée (8) entraînant simultanément d'une part un porte came (16) permettant le serrage du profil (3) entre des mors de serrage (6, 7) d'un dispositif à mors (5) et d'autre part un porte outil (10) solidaire d'au moins un poinçon (14) permettant sous un effort de poussée de déformer l'extrémité du profil (3).
Description
- La présente invention est relative à une machine électrique permettant la déformation des extrémités d'un profil tel qu'un tube, un fil ou analogue en une forme déterminée.
- On connaît des machines de ce genre mais dont les déplacements des éléments mobiles suivant leurs mouvements sont assurés par plusieurs dispositifs hydrauliques.
- La machine électrique suivant la présente invention a pour objet d'utiliser un seul moteur électrique pour l'ensemble des éléments mobiles permettant la mise en place, la retenue et la déformation de l'extrémité d'un profil selon une forme déterminée.
- La machine électrique permettant la déformation des extrémités d'un profil tel qu'un tube, un fil ou analogue en une forme déterminée comprend un bâti pourvu d'un seul moteur électrique assurant suivant l'axe longitudinal xx' de ladite machine les déplacements d'un chariot mobile de poussée guidé sur ledit bâti, ledit chariot mobile de poussée entraînant simultanément d'une part un porte came permettant le serrage du profil entre des mors de serrage d'un dispositif à mors et d'autre part un porte outil solidaire d'au moins un poinçon permettant sous un effort de poussée de déformer l'extrémité du profil.
- La machine électrique permettant la déformation des extrémités d'un profil tel qu'un tube, un fil ou analogue en une forme déterminée suivant la présente invention comprend d'autres caractéristiques essentielles qui sont décrites et protégées dans les revendications secondaires dépendantes directement ou indirectement de la revendication principale.
- Les dessins annexés, donnés à titre d'exemple, permettront de mieux comprendre l'invention, les caractéristiques qu'elle présente et les avantages qu'elle est susceptible de procurer :
-
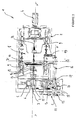
Figure 1 est une vue en perspective illustrant la machine électrique permettant la déformation des extrémités d'un profil en une forme déterminée suivant la présente invention. -
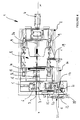
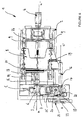
Figures 2 et3 sont des vues de face et de dessus représentant la machine électrique permettant la déformation des extrémités d'un profil en une forme déterminée suivant la présente invention. -
Figure 4 est une vue de dessus montrant la mise en place et le réglage de la longueur de l'extrémité du profil à déformer au moyen de la machine électrique suivant la présente invention. -
Figure 5 est une vue de dessus illustrant le pré serrage des mors de serrage autour du profil avant la déformation de son extrémité au moyen de la machine électrique suivant la présente invention. -
Figure 6 est une vue de dessus représentant les mors de serrage en position serrée autour du profil avant la déformation de son extrémité au moyen de la machine électrique suivant la présente invention. -
Figure 7 est une vue de dessus montrant la machine électrique en position de frappe permettant au poinçon d'engager et de réaliser la déformation de l'extrémité du profil selon une forme déterminée. - On a montré en
figures 1 à 3 une machine électrique 1 comportant un bâti fixe 2 sur lequel sont montés et assemblés les différents éléments fixes et mobiles permettant la mise en place, la retenue et la déformation de l'extrémité d'un profil 3 selon une forme déterminée. - La machine électrique 1 comporte un seul moteur électrique 4 solidaire du bâti 2 et assurant l'ensemble des déplacements de l'ensemble des éléments mobiles suivant l'axe longitudinal xx' de ladite machine permettant la retenue et la déformation de l'extrémité du profil 3 selon une forme déterminée.
- La machine électrique 1 comporte des éléments mobiles qui se déplacent suivant les axes principaux de symétries xx' et yy' de la machine électrique 1 ou parallèlement à ces derniers et dont l'axe principal xx' passe par le profil 3 à déformer et le moteur électrique 4 (
figure 3 ). - Le moteur électrique 4 est fixé sur le bâti 2 à l'une des extrémités de la machine électrique 1, tandis qu'à l'opposé de ce dernier et sur le même axe longitudinal xx' le bâti 2 est solidaire d'un dispositif à mors 5 pour la retenue du profil 3 à déformer. Le dispositif à mors 5 est constitué d'un premier mors de serrage dit mors fixe 6 et d'un second mors de serrage dit mors mobile 7.
- La machine électrique 1 comporte entre le moteur électrique 4 et le dispositif à mors 5 et centré sur l'axe longitudinal xx' un chariot mobile de poussée 8 qui est guidé en translation sur des rails 9 solidaires du bâti 2.
- Le moteur électrique 4 comporte un arbre de sortie associé à une vis de transmission 24 des efforts de poussée dont l'extrémité libre coopère avec le chariot mobile de poussée 8 pour assurer audit chariot ses déplacements le long de l'axe longitudinal xx' afin de le rapprocher ou de l'éloigner de l'extrémité du profil 3 à déformer.
- Le chariot mobile de poussée 8 comprend, centré sur l'axe longitudinal xx' de la machine électrique 1, un porte outil 10 qui est monté coulissant sur un dispositif à glissière 11 afin que ledit porte outil 10 puisse se déplacer par rapport au chariot mobile de poussée 8 suivant une direction transversale et perpendiculaire à l'axe longitudinal xx'. de la machine électrique 1.
- Le porte outil 10 est entraîné dans ses déplacements par l'intermédiaire d'un vérin électrique 12 fixé sur le chariot mobile de poussée 8.
- Le porte outil 10 comporte des dispositifs de retenue 13 permettant la fixation de poinçons 14 conformés pour assurer la déformation par pressions successives de l'extrémité libre du profil 3 retenue dans le dispositif à mors 5.
- Le porte outil 10 comporte entre deux poinçons 14 une butée de prise matière 15 permettant de régler la longueur de l'extrémité du profil 3 à déformer.
- Le chariot mobile de poussée 8 comporte, décalé latéralement par rapport à l'axe longitudinal xx' de la machine électrique 1, un porte came 16 porté par un axe longitudinal cc' parallèle à l'axe longitudinal xx'.
- Le porte came 16 est solidaire d'une came 17 de section rectangulaire coopérant en fonction de sa position axiale et des déplacements longitudinaux du chariot mobile de poussée 8 avec un dispositif de serrage 18 actionnant le mors mobile de serrage 7 du dispositif à mors 5.
- Le porte came 16 est entraîné en rotation autour de son axe longitudinal cc' par l'intermédiaire d'un vérin électrique ou pneumatique 19 fixé sur le chariot mobile de poussée 8.
- La rotation du porte came 16 autour de son axe longitudinal cc' permet de positionner la came 17 suivant deux positions angulaires différentes du fait de sa section rectangulaire. En fonction de la position angulaire de la came 17, cette dernière agit ou non sur des galets presseurs 20, 21 du dispositif de serrage 18.
- La machine électrique 1 comporte sur le bâti fixe 2 un dispositif de pré-serrage 22 constitué d'un vérin électrique ou pneumatique 23 agissant sur le mors mobile de serrage 7 du dispositif à mors 5 afin de permettre un pré-serrage du profil 3 entre les mors 6, 7.
- On a représenté en
figures 4 à 7 les différentes étapes et mouvements des éléments mobiles de la machine 1 pour la conformation de l'extrémité du profil 3 selon une forme déterminée. - La
figure 4 montre le réglage de la longueur de l'extrémité du profil 3 à conformer. - Pour cela, le profil 3 est positionné et maintenu entre les mors 6, 7 du dispositif à mors 5.
- Le porte outil 10 est déplacé sur le chariot mobile de poussée 8 suivant une direction parallèle l'axe yy' de la machine électrique 1 par le vérin électrique ou pneumatique 12 pour positionner la butée de prise de matière 15 sur l'axe xx'.
- Le chariot mobile de poussée 8 est déplacé par la vis de transmission de poussée 24 reliée au moteur électrique 4 en direction de l'extrémité du profil 3 le long de l'axe xx' pour amener contre l'extrémité du profil 3 la butée de prise matière 15 et régler la longueur de cette dernière en fonction de la conformation à réaliser.
- Préalablement au déplacement du chariot mobile 8, le porte came 16 et plus particulièrement la came 17 est positionrié(e) par l'intermédiaire du vérin électrique ou pneumatique 19 dans sa position angulaire de plus petite dimension afin que ladite came 17 ne vienne pas en contact avec les galets presseurs 20, 21 du dispositif de serrage 18.
- En effet, lors du déplacement du chariot mobile 8 en direction de l'extrémité du profil 3, ce dernier déplace simultanément le porte came 16 et donc la came 17 en direction du dispositif de serrage 18. Il est donc nécessaire dans l'étape de réglage de la longueur de l'extrémité du profil 3 que le porte came 16 soit en position désactivée pour que la came 17 ne vienne as en contact avec les galets presseurs 20, 21.
- La
figure 5 montre le pré-serrage du mors mobile de serrage 7 du dispositif à mors 5 autour du profil 3 avant la déformation de son extrémité. - Pour cela, le vérin électrique ou pneumatique 23 du dispositif de pré-serrage 22 est actionné de manière que le mors mobile 7 vienne en appui pré-serré contre le profil 3 afin de maintenir ce dernier entre les mors 6, 7 du dispositif à mors 5.
- Egalement, le chariot mobile de poussée 8 est éloigné de l'extrémité du profil 3 à déformer, entraînant le recul du porte came 16 et de la came 17.
- Après le déplacement du chariot mobile de poussée 8, le porte outil 10 est déplacé transversalement par l'intermédiaire du vérin électrique ou pneumatique 12 le long de la glissière 11 afin de positionner le premier poinçon 14 sur l'axe xx' et en face de l'extrémité du profil 3 à conformer.
- Pendant le déplacement du porte outil 10, le vérin électrique ou pneumatique 19 entraîne en rotation la came 17 pour placer cette dernière dans sa position angulaire de plus grande dimension.
- Cette position angulaire permettra à la came 17 de venir en contact avec les galets presseurs 20, 21 du dispositif de serrage 18 lorsque le chariot mobile de poussée 8 sera déplacé en direction de l'extrémité du profil 3.
- La
figure 6 montre les mors de serrage 6, 7 en position serrée autour du profil 3 juste avant la déformation de son extrémité au moyen du poinçon 14 du porte outil 10. - La position serrée du dispositif à mors 5 et plus particulièrement du mors mobile 7 contre le profil 3 est obtenue par le déplacement du chariot mobile de poussée 8 en direction de l'extrémité du profil 3 à conformer de manière que la came 17 disposée dans sa position angulaire de plus grande dimension vienne en appui contre les galets presseurs 20, 21 du dispositif de serrage 18.
- L'introduction de la came 17 entre les galets presseurs 20, 21 permet d'agir plus particulièrement sur le galet presseur mobile 20 afin que ce dernier, du fait des dimensions de la came 17, vienne pousser sur un dispositif à ressorts 25 amplifiant les efforts de pression du galet presseur mobile 20. Sous la poussée du galet presseur mobile 20, le dispositif à ressort 25 exerce une pression amplifiée permettant au mors mobile 7 de serrer et de bloquer le profil 3 dans le dispositif à mors 5.
- La
figure 7 montre la machine électrique 1 en position de frappe permettant au poinçon 14 de réaliser la déformation de l'extrémité du profil 3 selon une forme déterminée. - Cette position de frappe ou de conformation de l'extrémité du profil 3 est obtenue par un déplacement supplémentaire du chariot mobile de poussée 8 sous l'effet de ia vis de transmission 24 reliée au moteur électrique 4 de manière que le poinçon 14 du porte outil 10 vienne déformer ledit profil 3.
- Le changement de poinçon 14 est obtenu par un recul du chariot mobile de poussée 8. Le recul du chariot mobile de poussée 8 est prévu de manière à dégager uniquement le poinçon 14 de l'extrémité du profil 3 sans retirer totalement la came 17 des galets presseurs 20, 21 pour maintenir l'effort de pression sur le dispositif à ressorts 25 et le mors mobile 7 du dispositif à mors 5.
- Pour cela, la came 17 présente une longueur de travail qui est suffisante pour maintenir en pression les galets presseurs 20, 21 pendant que le chariot mobile de poussée 8 effectue des déplacements de faible course le long de l'axe xx'.
- Le changement de poinçon est obtenu par le déplacement du porte outil suivant une direction transversale et parallèle à l'axe yy' de la machine électrique 1 de manière à présenter sur l'axe xx' un autre poinçon 14 de forme différente et complémentaire permettant de poursuivre la conformation de l'extrémité du profil 3. En fonction de la conformation à donner à l'extrémité du profil 3, il est possible qu'il soit nécessaire de changer plusieurs fois de poinçon 14 entraînant des déplacements du chariot mobile de poussée 8 et du porte outil 10 similaires à ceux décrits précédemment.
- Dans le cas ou il est nécessaire après la conformation d'un profil 3 de changer ce dernier pour conformer un autre profil 3, le chariot mobile de poussée 8 est ramené dans sa position de départ permettant à la came 17 de pivoter autour de son axe cc' afin de se placer dans sa position angulaire de plus petite dimension libérant les efforts de pression sur les galets presseurs 20, 21 et donc sur le mors mobile 7 du dispositif à mors 5.
- On note que les profils 3 sont positionnés entre les mors 6, 7 du dispositif à mors 5 par l'intermédiaire d'un dispositif d'alimentation, non représenté, permettant par exemple d'automatiser l'approvisionnement de la machine électrique 1.
- La machine électrique 1 est raccordée à une unité centrale de programmation et de pilotage, non représentée, permettant d'agir sur l'ensemble des éléments mobiles de production.
- On remarque que la machine 1 peut comporter un capot 30 de protection articulé sur le bâti fixe 2 et venant fermer et protéger la zone de production et les éléments mobiles.
- La machine électrique 1 peut présenter un porte outil 10 à profil circulaire entraîné en rotation autour de son axe et permettant d'accepter un plus grand nombre de poinçons 14 ou d'autres outils permettant la conformation de l'extrémité du profil 3.
- Il doit d'ailleurs être entendu que la description qui précède n'a été donnée qu'a titre d'exemple et qu'elle ne limite nullement le domaine de l'invention dont on ne sortirait pas en remplaçant les détails d'exécution décrits par tous autres équivalents.
Claims (12)
- Machine électrique permettant la déformation des extrémités d'un profil (3) tel qu'un tube, un fil ou analogue en une forme déterminée, caractérisée en ce qu'elle comporte un bâti (2) pourvu d'un seul moteur électrique (4) assurant suivant l'axe longitudinal xx' de ladite machine (1) les déplacements d'un chariot mobile de poussée (8) guidé sur ledit bâti (2), ledit chariot mobile de poussée (8) entraînant simultanément d'une part un porte came (16) permettant le serrage du profil (3) entre des mors de serrage (6, 7) d'un dispositif à mors (5) et d'autre part un porte outil (10) solidaire d'au moins un poinçon (14) permettant sous un effort de poussée de déformer l'extrémité du profil (3).
- Machine électrique suivant la revendication 1, caractérisée en ce que le moteur électrique (4) comporte un arbre de sortie associé à une vis de transmission (24) des efforts de poussée dont l'extrémité libre coopère avec le chariot mobile de poussée (8) pour assurer audit chariot ses déplacements le long de l'axe longitudinal xx'.
- Machine électrique suivant la revendication 1, caractérisée en ce que le chariot mobile de poussée (8) comprend, centré sur l'axe longitudinal xx' le porte outil (10) qui est monté coulissant sur un dispositif à glissière (11), afin que ledit porte outil (10) puisse se déplacer par l'intermédiaire de moyens d'entraînement (12) suivant une direction transversale et perpendiculaire à l'axe longitudinal xx'.
- Machine électrique suivant la revendication 1, caractérisée en ce que le porte outil (10) comporte des dispositifs de retenue (13) permettant la fixation de poinçons (14).
- Machine électrique suivant la revendication 1, caractérisée en ce que le porte outil (10) comporte entre deux poinçons (14) une butée de prise matière (15) permettant de régler la longueur de l'extrémité du profil (3) à déformer.
- Machine électrique suivant la revendication 1, caractérisée en ce que le chariot mobile de poussée (8) comporte, décalé latéralement par rapport à l'axe longitudinal xx' le porte came (16) qui est porté par un axe longitudinal cc' parallèle à l'axe longitudinal xx'.
- Machine électrique suivant la revendication 1, caractérisée en ce que le porte came (16) est solidaire d'une came (17) de section rectangulaire.
- Machine électrique suivant la revendication 1, caractérisée en ce qu'elle comporte un dispositif de serrage (18) pourvu de galets presseurs (20, 21) qui sont actionnés par la came (17) du porte came (16) afin de serrer le profil (3) entre les mors de serrage (6, 7) du dispositif à mors (5).
- Machine électrique suivant la revendication 8, caractérisée en ce que le dispositif de serrage (18) comporte un dispositif à ressorts (25) amplifiant les efforts de pression du galet presseur mobile (20) lorsque ce dernier est en contact avec la came (17).
- Machine électrique suivant la revendication 1, caractérisée en ce que le porte came (16) est entraîné en rotation autour de son axe longitudinal cc' par l'intermédiaire de moyens d'entraînement (19) fixés sur le chariot mobile de poussée (8) afin de présenter la came (17) soit dans une position angulaire de plus grande dimension permettant par l'intermédiaire du dispositif de serrage (18) de bloquer le profil (3) entre les mors de serrage (6, 7) du dispositif à mors (5), soit dans une position angulaire de plus petite dimension permettant de libérer le profil (3) desdits mors.
- Machine électrique suivant la revendication 1, caractérisée en ce qu'elle comporte un dispositif de pré-serrage (22) agissant sur le mors mobile de serrage (7) du dispositif à mors (5) afin de permettre un pré-serrage du profil (3) entre les mors(6, 7).
- Machine électrique suivant la revendication 1, caractérisée en ce que le porte outil (10) présente un profil circulaire.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0706500A FR2921003B1 (fr) | 2007-09-17 | 2007-09-17 | Machine electrique pour la deformation des extremites d'un profil. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2036627A1 true EP2036627A1 (fr) | 2009-03-18 |
Family
ID=39052393
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08356126A Withdrawn EP2036627A1 (fr) | 2007-09-17 | 2008-09-16 | Machine électrique pour la déformation des extrémités d'un profil |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2036627A1 (fr) |
| FR (1) | FR2921003B1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITCO20100054A1 (it) * | 2010-10-12 | 2012-04-13 | Bertini Flii Snc | Regolatore di posizione ottimale relativa alle corse passive di gruppi d'utensili - portautensili |
| EP3922372A1 (fr) | 2020-06-09 | 2021-12-15 | Simat SRL | Machine de formation pour extrémités de tubes |
| CN114043515A (zh) * | 2021-11-26 | 2022-02-15 | 江苏科技大学 | 一种单电机控制的换向夹取装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2282953A1 (fr) * | 1974-08-30 | 1976-03-26 | Mannesmann Roehren Werke Ag | Machine pour munir les tubes d'une soie |
| EP1097761A1 (fr) * | 1999-11-04 | 2001-05-09 | Financière Robolix, Société à Responsabilité Limitée | Machine à former des extrémités de tubes |
| WO2002013992A1 (fr) * | 2000-08-16 | 2002-02-21 | Parker Hannifin Gmbh | Dispositif pour le formage d'une zone d'extremite d'une piece a usiner |
| WO2003022481A1 (fr) * | 2001-09-07 | 2003-03-20 | New Tech S.R.L. | Presse horizontale polyvalente comprenant un dispositif fixe de maintien des pieces conçu pour une piece tubulaire destinee a etre etiree ou effilee |
| US6705148B1 (en) * | 2001-02-23 | 2004-03-16 | Dana Corporation | End-forming of corrugated metal foil wrap tubing |
-
2007
- 2007-09-17 FR FR0706500A patent/FR2921003B1/fr not_active Expired - Fee Related
-
2008
- 2008-09-16 EP EP08356126A patent/EP2036627A1/fr not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2282953A1 (fr) * | 1974-08-30 | 1976-03-26 | Mannesmann Roehren Werke Ag | Machine pour munir les tubes d'une soie |
| EP1097761A1 (fr) * | 1999-11-04 | 2001-05-09 | Financière Robolix, Société à Responsabilité Limitée | Machine à former des extrémités de tubes |
| WO2002013992A1 (fr) * | 2000-08-16 | 2002-02-21 | Parker Hannifin Gmbh | Dispositif pour le formage d'une zone d'extremite d'une piece a usiner |
| US6705148B1 (en) * | 2001-02-23 | 2004-03-16 | Dana Corporation | End-forming of corrugated metal foil wrap tubing |
| WO2003022481A1 (fr) * | 2001-09-07 | 2003-03-20 | New Tech S.R.L. | Presse horizontale polyvalente comprenant un dispositif fixe de maintien des pieces conçu pour une piece tubulaire destinee a etre etiree ou effilee |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITCO20100054A1 (it) * | 2010-10-12 | 2012-04-13 | Bertini Flii Snc | Regolatore di posizione ottimale relativa alle corse passive di gruppi d'utensili - portautensili |
| EP3922372A1 (fr) | 2020-06-09 | 2021-12-15 | Simat SRL | Machine de formation pour extrémités de tubes |
| CN114043515A (zh) * | 2021-11-26 | 2022-02-15 | 江苏科技大学 | 一种单电机控制的换向夹取装置 |
| CN114043515B (zh) * | 2021-11-26 | 2024-01-30 | 江苏科技大学 | 一种单电机控制的换向夹取装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2921003B1 (fr) | 2009-12-18 |
| FR2921003A1 (fr) | 2009-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2177292B1 (fr) | Dispositif de redressage et d'amenée d'une bande de matière semi-rigide dans une machine | |
| EP0383704A1 (fr) | Dispositif d'entraînement de matériaux en bande, en plaque ou en fil | |
| FR2530980A1 (fr) | Cintreuse a courbures multiples | |
| EP1731277A1 (fr) | Station de transformation pour une machine de production d'emballages | |
| EP2036627A1 (fr) | Machine électrique pour la déformation des extrémités d'un profil | |
| FR2469964A1 (fr) | Aplanisseur a cylindres | |
| FR2774024A1 (fr) | Plieuse d'une machine rotative a imprimer | |
| FR2509205A1 (fr) | Groupe de cintrage pour tubes et fils metalliques et procede de mise en oeuvre du groupe | |
| FR3121622A1 (fr) | Tete de prehension et de poinçonnage d’une piece permettant son entrainement en rotation pour son usinage | |
| FR2488494A1 (fr) | Procede et appareil pour appliquer des butees d'extremite superieure a une longueur continue de bandes d'accrochage de fermeture a glissiere | |
| FR2772652A1 (fr) | Procede et dispositif de formage de fils metalliques | |
| EP1311356B1 (fr) | Machine pour le cambrage de tubes | |
| BE1012430A5 (fr) | Dispositif d'etirage et d'alimentation de fil integre. | |
| EP3116669B1 (fr) | Matrice avec ejecteur pour embouti avec gouttiere en bordure | |
| FR2715334A1 (fr) | Machine pour cintrer un matériau se présentant sous une forme sensiblement rectiligne. | |
| EP0032868B1 (fr) | Procédé et dispositif de fabrication, par filage, d'une pièce présentant une partie en creux dans sa surface périphérique | |
| EP2324955A1 (fr) | Machine de toilage | |
| FR2826889A1 (fr) | Chariot pour machine a cintrer les tubes | |
| EP1951993B1 (fr) | Dispositif de prehension et de mise en place d'un objet et procede correspondant | |
| FR2717109A1 (fr) | Dispositif de pliage d'une tôle le long d'une ligne droite. | |
| FR3067645A1 (fr) | Outillage d’emboutissage | |
| FR2769253A1 (fr) | Dispositif de bridage rotatif pour l'usinage de profile | |
| FR2746682A1 (fr) | Machine a cambrer les fils metalliques | |
| FR2540026A1 (fr) | Dispositif de faconnage de produits en materiau leger | |
| FR2880561A1 (fr) | Dispositif d'orientation pour machine de cintrage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20090919 |