EP2025484A1 - Verfahren zur Herstellung eines Formkörpers, insbesondere für die Bau- oder Möbelindustrie, sowie eine Formmasse zur Herstellung des Formkörpers - Google Patents
Verfahren zur Herstellung eines Formkörpers, insbesondere für die Bau- oder Möbelindustrie, sowie eine Formmasse zur Herstellung des Formkörpers Download PDFInfo
- Publication number
- EP2025484A1 EP2025484A1 EP08162334A EP08162334A EP2025484A1 EP 2025484 A1 EP2025484 A1 EP 2025484A1 EP 08162334 A EP08162334 A EP 08162334A EP 08162334 A EP08162334 A EP 08162334A EP 2025484 A1 EP2025484 A1 EP 2025484A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wood
- binder
- drying
- fibers
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/04—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from fibres
Definitions
- the present invention relates to a method for producing a shaped body or a component, in particular for the construction or furniture industry. Furthermore, the invention relates to a molding composition for producing a molded article, such a molded article, and a component for fire protection of construction or furniture parts.
- fastening elements for connecting the wooden components are provided in the area of the connection point.
- fastening elements for connecting the wooden components are provided in the area of the connection point.
- nail plates or nail binder plates can be used for this purpose.
- Such nail plates usually have a support plate made of steel with attached nail elements.
- the invention has for its object to provide measures by means of which universally applicable moldings or components for the construction and furniture industry can be formed, which preferably have improved properties in terms of fire protection and / or the source protection.
- a molded body or component and a molding compound intended for this purpose should be specified and manufactured for this purpose.
- a method for producing a shaped body in particular for the construction or furniture industry, provided in which a mixture of fibers, chips and / or powder is mixed with a binder and is processed by drying to form a molding material, wherein the Forming composition after drying has a moisture content of about 2 wt .-% to about 20 wt .-% and is molded from the molding composition of the shaped body at a temperature of about 50 ° C to about 250 ° C.
- the residual moisture contained in the still moist molding composition after mixing in a moisture content of about 2 wt .-% to about 20 wt .-% is meant that the matched to this moisture content binder in the molding material is not yet "activated” and is activated only at later temperatures at a temperature of about 50 ° C to about 250 ° C.
- the adhesive forces provided by the binder exert their effect and hold the batch-binder mixture together. It has been found that in order to activate the binder, a temperature in the said temperature range is suitable, since at this temperature, in particular with a copolymer-containing binder of this copolymer can be activated in a suitable manner.
- the process of drying to obtain the moisture content of from about 2% to about 20% by weight, and molding of the molding composition at a temperature of from about 50 ° C to about 250 ° C achieved the above synergistic effect.
- the temperature range to be selected for shaping, for example by means of pressing is selected according to the composition of the batch. For example, a higher temperature can be used for chipboard than for fiberboard.
- tests with particleboard have shown that a pressing temperature of about 200 ° C with a pressing time of 2 min. is suitable, provided that in this period the temperature in the core region of the molding body does not exceed about 150 ° C.
- a lower temperature of up to about 180 ° C. is possible with fiberboards, in particular with a mineral fiber base.
- the mixture is mixed with a water-containing and thus "wet" binder, whereby quasi a moist mass or a moist pulp is formed.
- the constituents of the batch that is to say the fibers, chips and / or the powder, are at least partially wetted with the binder. This can lead to an impregnation of at least part of the batch constituents.
- a swelling-inhibiting effect can be achieved. This is particularly advantageous in the case of wood chips, which swell strongly without such impregnation by the binder.
- a certain proportion of mineral fibers are provided for the mixture, since they do not absorb water.
- a particular source protection can be effected in particular by selecting the mineral fiber content.
- such mineral fibers also have a fire-retardant effect and are therefore also advantageous in terms of fire protection aspects.
- dry mass forms a kind of intermediate, which is then dried to obtain the molding material.
- This preferably granular, substantially dry molding material may also be referred to as dry mass.
- dry is understood to mean a certain residual moisture inherent in particular wood fibers. In a preferred embodiment, this residual moisture can be at least partially reduced at the wet wetted sites of the wet mass in the drying process.
- the binder contained in the molding composition is substantially water-insoluble, in particular because it has not yet been "activated" by means of temperature.
- the activation of the binder can then take place by the shaping process for shaping the shaped body from this molding composition, preferably by hot pressing.
- a resin-based binder in particular a synthetic resin, is used.
- a suitable source protection can be achieved, which means that the swelling is greatly reduced and thus the longevity is increased.
- kaolin may be added.
- an at least fire-retardant and / or at least one swelling-inhibiting effect of the molding compound and thus of the finished molding can be achieved.
- This is preferably done, as already indicated above, by adding mineral fibers to the mixture. Such mineral fibers are less prone to swelling. Further, the binder impregnates the mineral fibers. Furthermore, by means of the mineral fibers at least a fire retardant effect can be achieved.
- the term "at least fire-retardant" in the definition of the shaped body and / or the component defined below is to be understood in the sense of the present invention that the shaped body or the component is formed from a building material, material, material or composition which is at least hardly inflammable within the meaning of class B1 of DIN 4102 Part 1.
- the molded body or the component also meet the fire protection requirements of higher class A, A1 or A2, that is, for example, be formed from non-combustible material.
- such a shaped body or the component fulfills the requirements of the fire resistance class F30 or the higher requirements of the fire resistance classes F60 to F180.
- the molded body or the component can fulfill its function in case of fire for at least 30 minutes (class F30) or depending on the material used longer.
- a component is at least 30 minutes to the extent sustainable that people in it leave the building or can be evacuated and more time for deletion attempts.
- the shaped body is molded from the molding compound at a temperature of about 80 ° C to about 220 ° C, preferably at a temperature of about 100 ° C to about 200 ° C.
- the molding composition after drying has a moisture content of about 5 wt .-% to about 12 wt .-%, preferably from about 7 wt .-% to 10 wt .-%, on.
- the shaped body is shaped from the molding compound such that the shaped body has a residual moisture content of approximately less than 10% by weight, preferably of approximately less than 5% by weight. This reduction of the moisture content can be achieved for example by hot pressing.
- the binder has at least one component from the group comprising acrylic, copolymer, styrene and water.
- a binder that contains the components acrylic, copolymer and water. Further advantageous is a binder with a weight fraction of acrylic, styrene and / or copolymer of about 50 to 75 wt .-% and a weight proportion of water of about 25 wt .-% to about 50 wt .-%.
- the component acrylic is preferably in the form of acrylic resin, preferably as a modified acrylic resin.
- the binder comprises a modified acrylate-styrene copolymer emulsion. Such an emulsion is available under the trade name NeoCryl (for example NeoCryl XK series).
- NeoCryl for example NeoCryl XK series
- the mixture comprises mineral fibers, wood fibers, wood flour and / or wood chips. It is also possible to add additives such as kaolin, graphite and / or mica.
- the blend comprises from about 25% to about 50% by weight wood fibers, from about 0% to about 25% by weight mineral fibers, and from about 50% to about 65% by weight. Binder.
- the blend may comprise about 50% to about 65% by weight wood chips, about 0% to about 10% by weight wood flour, and about 35% to about 50% binder by weight
- the blend may contain from about 35% to about 50% by weight mineral fibers, from about 0% to about 15% by weight graphite and / or mica, and from about 50% to about 65% by weight. -% binder.
- the use of the abovementioned constituents constitutes a cost-effective and easily manageable measure, since the associated raw materials are available in sufficient form, for example as residual or waste materials, and / or are produced for recycling in recycling processes.
- the associated raw materials are available in sufficient form, for example as residual or waste materials, and / or are produced for recycling in recycling processes.
- a wood-like structure of the molding can be achieved, resulting in versatile applications in the construction or furniture industry.
- the molding compound can be comminuted, for example by grinding or shredding.
- the crushing is preferably carried out after drying.
- batch components such as chips can be broken. The moisture from the chips can enter or leave these fractures.
- the molding compound is dried at a temperature of up to about 100 ° C, preferably at a temperature of up to about 50 ° C, for example by means of hot air.
- the shaped body is formed by extruding or pressing the molding material.
- the pressing or hot pressing for example, the above temperatures are used.
- the molding material is introduced into a pressing tool and pressed at a predetermined temperature over a predetermined period of time at a predetermined pressure.
- the molding compound is pressed at a pressure of about 20 to 50 bar.
- the molding compound is pressed at a temperature of about 100 ° C to about 200 ° C.
- a plate-shaped molded body is formed. It is advantageous if the molding compound is pressed for a period of at least one minute.
- a plate can serve as a fire protection board.
- any shape, as they are known in the construction or furniture industry, for the molding be provided.
- the shape may, for example, be directed to a component to be covered or covered, in particular a component in the sense of a fastening element.
- a molding composition for producing a shaped body in particular the shaped body according to claim 1, proposed, characterized by a mixture of a mixture of fibers, chips and / or powder and a binder, wherein the molding composition after drying the mixture a Moisture content of about 2 wt .-% to about 20 wt .-%.
- the mixture comprises or consists of mineral fibers and / or powder and a binder.
- the molding composition has a moisture content of about 5 wt .-% to about 12 wt .-%, preferably from about 7 wt .-% to about 10 wt .-%, on.
- a method for producing a component in particular for fire protection in the connection of components, is proposed to solve the above-mentioned problem, in which a molded body is pressed onto a support body, so that the support body and the molded body positively and / or materially connected to each other become.
- the shaped body is pressed onto the supporting body such that at least one area of the shaped body is pressed into an opening of the supporting body.
- the shape of the shaped body can be adapted to the shape of the supporting body.
- the support body comprises a plurality of openings or recesses, in which case a positive connection can then be achieved at several points.
- a component in particular a perforated plate, inserted into a mold and the molded body introduced into the mold and pressed onto the support body such that the molded body is connected to the support body positively and / or cohesively as a support body.
- the molded body can be introduced into the mold in already substantially consolidated form or else in the form of the above-mentioned molding compound.
- the mold can be closed after inserting the support body or component and then filled the molding material in the closed mold into a corresponding cavity.
- the shaped body for example in the form of a plate, placed on the support body or the component and then the mold getting closed.
- the shaped body When introducing the shaped body, it is preferably provided that the shaped body has approximately 1.5 to 3 times the volume of the subsequent volume of the shaped body after completion of the pressing process.
- the molded body to be connected to the support body is produced according to one of claims 1 to 11.
- This component comprises a support body and a molded body, wherein the support body and molded body by means of the above-mentioned method for producing a component in which a shaped body is pressed onto a support body, so that the support body and the molded body are positively connected and / or cohesively connected to each other, processed ,
- the support body is a perforated plate and the molded body is a fire protection plate, which is positively and / or materially connected to the support plate.
- the support body is designed as a perforated plate.
- a plurality of holes, openings or openings is provided in the perforated plate.
- the above-described molding compound, the molded body and the component are preferably made of an at least fire-retardant and / or at least swelling-inhibiting material or such a material composition.
- the molding or the molding compound may consist of at least fire-retardant material, that is to say be at least flame retardant according to the class B1 of the standard DIN 4102 Part 1. Reference is made to the above statements.
- the molded body or the component meets the requirements of the fire resistance class F30, that is holds in case of fire stood for at least 30 minutes.
- the higher requirements of the fire resistance classes F60 to F180 can also be met.
- it is already of great advantage if a supporting structure or a building is at least 30 minutes to the extent that persons located therein leave the building or can be evacuated and more time for deletion attempts exists.
- the above-mentioned methods for producing a molded article and for producing a component may be combined with each other.
- the molded body can first be produced and then connected to the support body for further production of the component.
- Fig. 1 shows a wooden support structure, wherein a component 10 according to the invention is provided for fire protection of the connection of components 12 in the form of five wooden components.
- This component 10 comprises the wooden components 12 on both sides.
- the component 10 comprises, as a supporting body 20, a perforated plate and, as a shaped body 50, a protective plate in the form of a fire protection plate.
- This perforated plate 20 comprises holes or openings 30 arranged adjacent to one another in a plurality of rows.
- the openings 30 can serve at least in partial regions of the perforated plate 20 for the passage of fastening elements 32 in order to protect the components 12 by means of the component 10.
- the support plate 20 comprises an inner side 22, an outer side 24 and a side surface 26.
- the outer side 24 faces the timber components 12 in the assembled state.
- the inside 22 is facing away from the wooden components 12.
- the side or end surface 26 extends circumferentially of the support plate 20 circumferentially.
- the protective plate 50 rests on the inside 22 of the support plate 20 and is positively connected to the support plate 20.
- the protective plate 50 is preferably formed from a structure comprising mineral fibers and binder and has a thickness of about 1 mm to about 20 mm, preferably from about 5 mm to about 12 mm.
- This protective plate 50 meets the requirements of building materials class B1 of DIN 4102 Part 1 requirements.
- the wooden support structure according to Fig. 1 in which several wooden components 12 are connected to each other by means of a nail binder plate, keep in case of fire for at least 30 minutes.
- a swelling-inhibiting effect whereby the protective plate 50 also causes swelling protection.
- the protective plate 50 in the region of a plurality or all openings 30 of the support plate 20 has a projection 52 which projects into the respective opening 30 for the positive connection of the protective plate 50 and the support plate 20.
- the respective projection 52 may have a height that is less than, greater than, or equal to the depth of the associated opening 30. In Fig. 4 the height of the projections is slightly smaller than the depth of the opening 30 or substantially corresponds to the depth of the opening 30th
- a mixture of fibers, chips and / or powder is mixed with a binder and processed by drying to a molding compound. After drying, the molding composition has a moisture content of about 2 wt .-% to about 20 wt .-%. From this "dried" molding compound, the molded body 50 is then molded at a temperature of about 50 ° C to about 250 ° C. In tests, good results were achieved at a temperature of about 80 ° C to about 220 ° C. The best results were obtained in experiments at temperatures of about 100 ° C to about 200 ° C.
- the temperature range to be selected for shaping, for example by means of pressing, is selected according to the composition of the batch. For example, a higher temperature can be used for chipboard than for fiberboard. For example, tests with particleboard have shown that a pressing temperature of about 200 ° C with a pressing time of 2 min. is suitable, provided that in this period, the temperature in the core region of the molding does not exceed about 150 ° C. On the other hand, a lower temperature of up to about 180 ° C. is possible with fiberboards, in particular with a mineral fiber base.
- the range of moisture content of the molding composition after drying is in the range of about 5% to about 12%, preferably in the range of about 7% to about 10%, by weight.
- the mixture comprises as constituents substantially from about 25% to about 50% by weight wood fibers and from about 0% to about 25% by weight mineral fibers.
- the blend comprises about 50% to about 65% by weight wood chips and about 0% to about 10% by weight wood flour.
- the mixture according to variant 3 comprises about 35 wt .-% to about 50 wt .-% mineral fibers and about 0 wt .-% to about 15 wt .-% graphite and / or mica.
- a composition comprising the constituents acrylic, copolymer and water is added to the respective mixture as binder.
- a binder a modified acylate-styrene copolymer emulsion (available under the trade name "NeoCryl XK series") having a weight fraction of acylate, styrene and copolymer of about 50 wt .-% to about 75 wt .-% and a Weight of water from about 25 wt .-% to about 50 wt .-% are used.
- Mixture and Binders are then mixed in a mixing device in the cold state until a moist mass or a slurry is obtained.
- This "wet" mass is then dried in the variants 1 and 3 at a temperature of up to about 50 ° C and then comminuted into particles having a maximum size or maximum length of about 1 mm. This crushing can be done by shredding or grinding.
- Variant 2 is also a drying process, but not the comminution process, since the chips are already present in sufficiently small particle size.
- the molding compound now in the form of a dry powder or in the form of dry chips is introduced into a mold.
- about 1.5 to 2 times the volume of molding compound in comparison to the later obtained after the pressing process volume of the molding material
- the pressing operation is performed.
- the duration of the pressing process is selected such that the thickness of the subsequent shaped body 50 is estimated to be at least one minute.
- the molded body 50 can be removed from the mold.
- the cavity of the mold is designed accordingly, so that a plate-shaped molded body 50 is malleable.
- the molded body 50 produced is plate-shaped and represents the protective plate 50 shown in the figures.
- a pressing tool is provided. After opening the pressing tool, the perforated plate 20 is inserted into the pressing tool. Subsequently, the shaped body 50 is placed on the inner side 22 of the perforated plate 20. After closing the pressing tool, the protective plate 50 is pressed onto the perforated plate 20 over a predetermined period of time and with a predetermined pressing pressure in such a way that the perforated plate 20 and the protective plate 50 are connected to one another in a form-fitting and / or cohesive manner.
- the cohesive connection can be achieved on the one hand by a corresponding nature of the molding compound or the molding or by a subsequent application of an adhesive layer on the inside 22 or the protective plate 50.
- the form-fitting connection is achieved in that areas of the molded body 50 located in the region of the openings 30 during pressing are pressed into the respective opening or recess 30 of the support plate 20. In this way, the projections 52 are formed. Due to the thereby achieved positive connection between the perforated plate 20 and the protective plate 50 but can be dispensed with in principle an additional cohesive connection.
- the at least fire-retardant and / or at least swelling-inhibiting component 10 thus formed is thus protected in such a case on the fireproofed outside with the molded body 50 (protective plate), that this compound is maintained even in case of fire over a longer period.
- the molded body 50 protective plate
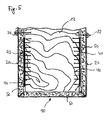
- Fig. 5 shows an enlarged view of the detail V from Fig. 2 .
- the protective plate 50 is pressed onto the perforated plate 20.
- the projections 52 extend into several or all openings 30. In this way, a positive connection of the perforated plate 20 and the protective plate 50 is achieved.
- assembled state according to Fig. 5 is located on the outside of the protective plate 50, the perforated plate 20. In case of fire prevents the protective plate 50 due to their good fire retardant effect and on the perforated plate 20 that high temperatures are registered in the components 12.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Snaps, Bayonet Connections, Set Pins, And Snap Rings (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zur Herstellung eines Formkörpers beziehungsweise eines Bauelementes, insbesondere für die Bau- oder Möbelindustrie. Ferner betrifft die Erfindung eine Formmasse zur Herstellung eines Formkörpers, einen solchen Formkörper, sowie ein Bauelement zum Brandschutz von Bau- oder Möbelteilen.
- Um insbesondere im Holzbau auf einfache Weise mehrere Holzbauteile miteinander kraftschlüssig zu verbinden, werden im Bereich der Verbindungsstelle Befestigungselemente zur Verbindung der Holzbauteile vorgesehen. Beispielsweise können hierfür so genannte Nagelplatten beziehungsweise Nagelbinderplatten eingesetzt werden. Derartige Nagelplatten weisen üblicherweise eine aus Stahl bestehende Tragplatte mit daran angebrachten Nagelelementen auf.
- Insbesondere an den Außenseiten von Holzbauteilen angebrachte Nagelplatten haben den Nachteil, dass im Falle eines Brandes in vergleichsweise kurzer Zeit ein Totalversagen der Tragkonstruktion, wie beispielsweise einem Dachträger, eintritt. Dies liegt vor allem daran, dass bei einem Brand zunächst bei einer Temperatur bis etwa 250 °C die Hitze über die aus Stahlblech bestehende Nagelplatte und die Nagelelemente in das Holzbauteil eingeleitet wird und dort eine Verkohlung und anschließend eine Verkoksung der Holzbereiche um die einzelnen Nagelelemente herum bewirkt. Nach einem innerhalb weniger Minuten eintretenden Anstieg der Temperatur in einen Bereich von 600 °C bis 800 °C erweicht dann die aus Stahlblech bestehende Tragplatte der Nagelplatte, wodurch es zu einem plötzlichen Totalversagen der Tragplatte und somit der Holztragkonstruktion kommt.
- Ferner haben herkömmliche Formkörper beziehungsweise Bauelemente wie beispielsweise in der Bau- oder Möbelindustrie eingesetzte Pressspanplatten den Nachteil, dass bei derartigen Platten ein Quellen auftritt. Dies liegt vor allem daran, dass kostengünstige Bindemittel beispielsweise auf Harnstoff-Formaldehyd-Basis eingesetzt werden, die jedoch leicht wasserlöslich sind, wodurch es dann zu einem Quellen kommt.
- Der Erfindung liegt die Aufgabe zugrunde, Maßnahmen bereit zu stellen, mit Hilfe derer universell einsetzbare Formkörper beziehungsweise Bauelemente für die Bau- und Möbelbranche ausgebildet werden können, die vorzugsweise verbesserte Eigenschaften hinsichtlich des Brandschutzes und/oder des Quellschutzes haben. Insbesondere soll hierzu ein Formkörper beziehungsweise Bauelement und eine dafür vorgesehene Formmasse angegeben und hergestellt werden.
- Zur Lösung dieser Aufgabe ist ein Verfahren zur Herstellung eines Formkörpers, insbesondere für die Bau- oder Möbelindustrie, vorgesehen, bei dem ein Gemenge aus Fasern, Spänen und/oder Pulver mit einem Bindemittel vermischt wird und durch Trocknen zu einer Formmasse verarbeitet wird, wobei die Formmasse nach dem Trocknen einen Feuchtegehalt von etwa 2 Gew.-% bis etwa 20 Gew.-% aufweist und aus der Formmasse der Formkörper bei einer Temperatur von etwa 50 °C bis etwa 250 °C geformt wird.
- So ist die nach dem Vermischen in der noch feuchten Formmasse enthaltene Restfeuchte mit einem Feuchtegehalt von etwa 2 Gew.-% bis etwa 20 Gew.-% dazu gedacht, dass das auf diesen Feuchtegehalt abgestimmte Bindemittel in der Formmasse noch nicht "aktiviert" ist und erst beim späteren Formen bei einer Temperatur von etwa 50 °C bis etwa 250 °C aktiviert wird. Bei diesem Formen entfalten die durch das Bindemittel bereitgestellten Adhäsionskräfte ihre Wirkung und halten das Gemenge-Bindemittel-Gemisch zusammen. Es hat sich herausgestellt, dass, um das Bindemittel zu aktivieren, eine Temperatur in dem genannten Temperaturbereich geeignet ist, da bei dieser Temperatur insbesondere bei einem Copolymer enthaltenden Bindemittel dieses Copolymer in geeigneter Weise aktiviert werden kann. Somit wird durch die erfindungsgemäße Generierung der Bindemittelbestandteile, den Vorgang des Trocknens, um den Feuchtegehalt von etwa 2 Gew.-% bis etwa 20 Gew.-% zu erhalten, und die Formgebung der Formmasse bei einer Temperatur von etwa 50 °C bis etwa 250 °C der vorbeschriebene synergetische Effekt erzielt.
- Bei Versuchen wurden gute Ergebnisse bei einer Temperatur von etwa 80 °C bis etwa 220 °C erreicht. Die besten Ergebnisse wurden bei Versuchen mit Temperaturen von etwa 100 °C bis etwa 200 °C erzielt. Der für die Formgebung, beispielsweise mittels Pressen, zu wählende Temperaturbereich wird je nach Zusammensetzung des Gemenges ausgewählt. So kann bei Spanplatten eine höhere Temperatur eingesetzt werden als bei Faserplatten. Beispielsweise haben Versuche mit Spanplatten gezeigt, dass eine Presstemperatur von etwa 200 °C bei einer Presszeit von 2 min. geeignet ist, sofern in dieser Zeitdauer die Temperatur im Kernbereich des Formkörpers etwa 150 °C nicht überschreitet. Hingegen ist bei Faserplatten, insbesondere auf Mineralfaserbasis, eine niedrigere Temperatur von bis zu etwa 180 °C möglich.
- Je nachdem welche der vorgenannten Temperaturbereiche bzw. Temperaturen eingesetzt wird, werden nach dem Trocknen unterschiedliche Feuchtegehalte für die Formmasse beziehungsweise nach dem Formen unterschiedliche Restfeuchtegehalte für den Formkörper erreicht.
- In bevorzugter Ausgestaltung wird das Gemenge mit einem Wasser enthaltenden und somit "feuchten" Bindemittel vermischt, wodurch quasi eine feuchte Masse beziehungsweise ein feuchter Brei entsteht. Bei dem Mischvorgang werden die Bestandteile des Gemenges, dass heisst die Fasern, Späne und/oder das Pulver, mit dem Bindemittel zumindest teilweise benetzt. Dies kann zu einer Imprägnierung zumindest eines Teils der Gemengebestandteile führen. Hierdurch kann im Hinblick auf den fertigen Formkörper eine quellhemmende Wirkung erzielt werden. Dies ist insbesondere bei Holzspänen von Vorteil, die ohne eine solche Imprägnierung durch das Bindemittel stark quellen.
- Um einen noch höheren Quellschutz für den fertigen Formkörper zu erreichen, kann in bevorzugter Ausgestaltung ein bestimmter Anteil von Mineralfasern für das Gemenge vorgesehen werden, da diese kein Wasser aufnehmen. Mit anderen Worten kann insbesondere durch Wahl des Mineralfaseranteils ein bestimmter Quellschutz bewirkt werden. Hinzu kommt, dass derartige Mineralfasern auch eine feuerhemmende Wirkung haben und daher auch im Hinblick auf Brandschutzaspekte vorteilhaft sind.
- Die oben genannte "feuchte Masse" bildet eine Art Zwischenprodukt, welches dann getrocknet wird, um die Formmasse zu erhalten. Diese vorzugsweise granulatartige, weitgehend trockene Formmasse kann auch als Trockenmasse bezeichnet werden. Vorzugsweise wird unter dem Begriff "trocken" eine gewisse insbesondere Holzfasern immanente Restfeuchte verstanden. In bevorzugter Ausgestaltung kann diese Restfeuchte an den nicht mit Bindemittel benetzten Stellen der feuchten Masse bei dem Trockenvorgang zumindest teilweise reduziert werden.
- In dem Zustand nach dem Trocknen der Mischung aus Gemenge und Bindemittel, das heisst bei Vorliegen der Formmasse, ist das in der Formmasse enthaltene Bindemittel im Wesentlichen wasserunlöslich, insbesondere deshalb weil es noch nicht mittels Temperatur "aktiviert" worden ist. Die Aktivierung des Bindemittels kann dann durch den Formgebungsprozess zur Formung des Formkörpers aus dieser Formmasse, vorzugsweise durch Heißpressen, erfolgen.
- Vorzugsweise wird ein Bindemittel auf Harzbasis, insbesondere ein Kunstharz, eingesetzt. So kann ein geeigneter Quellschutz erreicht werden, das heisst dass das Quellen stark reduziert und somit die Langlebigkeit erhöht wird. Vorzugsweise kann alternativ oder zusätzlich Kaolin zugesetzt werden.
- In bevorzugter Ausgestaltung kann eine wenigstens feuerhemmende und/oder wenigstens eine quellhemmende Wirkung der Formmasse und somit des fertigen Formkörpers erzielt werden. Vorzugsweise erfolgt dies, wie bereits oben angedeutet, dadurch, dass dem Gemenge Mineralfasern beigefügt werden. Derartige Mineralfasern sind wenig quellanfällig. Ferner imprägniert das Bindemittel die Mineralfasern. Weiterhin kann mittels der Mineralfasern eine wenigstens feuerhemmende Wirkung erzielt werden.
- Unter der den Formkörper und/oder das weiter unten definierte Bauelement betreffenden Definition "wenigstens feuerhemmend" soll im Sinne der vorliegenden Erfindung verstanden werden, dass der Formkörper beziehungsweise das Bauelement aus einem Baustoff, Werkstoff, Material beziehungsweise einer Zusammensetzung gebildet ist, der zumindest schwer entflammbar im Sinne der Klasse B1 der Norm DIN 4102 Teil 1 ist. Gegebenenfalls kann der Formkörper beziehungsweise das Bauelement auch die brandschutztechnisch höheren Anforderungen der Klasse A, A1 oder A2 erfüllen, das heisst beispielsweise auch aus nicht brennbarem Material gebildet sein. Vorzugsweise erfüllt eine derartiger Formkörper beziehungsweise das Bauelement die Anforderungen der Feuerwiderstandsklasse F30 oder die höheren Anforderungen der Feuerwiderstandsklassen F60 bis F180. Auf diese Weise kann der Formkörper beziehungsweise das Bauelement seine Funktion im Brandfall für mindestens 30 Minuten (Klasse F30) oder je nach verwendetem Material auch länger erfüllen. In der Regel ist es aber bereits von großem Vorteil, wenn bei einem Brand insbesondere ein Bauelement wenigstens 30 Minuten insoweit tragfähig ist, dass darin befindliche Personen das Bauwerk verlassen beziehungsweise evakuiert werden können und mehr Zeit für Löschversuche besteht.
- Bevorzugte Weiterbildungen des erfindungsgemäßen Verfahrens sind Gegenstand der abhängigen Ansprüche 2 bis 11.
- Bei einer bevorzugten Weiterbildung des erfindungsgemäßen Verfahrens wird der Formkörper bei einer Temperatur von etwa 80 °C bis etwa 220 °C, vorzugsweise bei einer Temperatur von etwa 100 °C bis etwa 200 °C, aus der Formmasse geformt.
- Bei einer weiteren bevorzugten Weiterbildung des Verfahrens weist die Formmasse nach dem Trocknen einen Feuchtegehalt von etwa 5 Gew.-% bis etwa 12 Gew.-%, vorzugsweise von etwa 7 Gew.-% bis 10 Gew.-%, auf.
- Weiter kann vorgesehen werden, dass der Formkörper derart aus der Formmasse geformt wird, dass der Formkörper eine Restfeuchte von etwa kleiner als 10 Gew.-%, vorzugsweise von etwa kleiner als 5 Gew.-%, aufweist. Diese Reduzierung des Feuchtegehalts kann beispielsweise durch Heißpressen erreicht werden.
- In einer weiteren bevorzugten Ausgestaltung des Verfahrens hat es sich im Hinblick auf das Bindemittel als vorteilhaft erwiesen, dass das Bindemittel wenigstens einen Bestandteil aus der Gruppe umfassend Acryl, Copolymer, Styrol und Wasser aufweist.
- Als vorteilhaft hat sich auch ein Bindemittel erwiesen, dass die Bestandteile Acryl, Copolymer und Wasser enthält. Weiter vorteilhaft ist ein Bindemittel mit einem Gewichtsanteil an Acryl, Styrol und/oder Copolymer von etwa 50 bis 75 Gew.-% und einem Gewichtsanteil von Wasser von etwa 25 Gew.-% bis etwa 50 Gew.-%. Der Bestandteil Acryl liegt vorzugsweise in Form von Acrylharz, vorzugsweise als modifiziertes Acrylharz, vor. Beispielsweise umfasst das Bindemittel eine modifizierte Acrylat-Styrol-Copolymer-Emulsion. Eine derartige Emulsion ist unter dem Handelsnamen NeoCryl (beispielsweise NeoCryl XK-Serie) erhältlich. Ferner kann vorgesehen sein, ein Bindemittel auf Harzbasis, insbesondere ein Kunstharz, einzusetzen.
- Bei einer weiteren bevorzugten Ausgestaltung umfasst das Gemenge Mineralfasern, Holzfasern, Holzmehl und/oder Holzspäne. Es können auch Zusätze wie Kaolin, Graphit und/oder Glimmer beigemengt werden.
- In einem bevorzugten Anwendungsfall umfasst das Gemenge etwa 25 Gew.-% bis etwa 50 Gew.-% Holzfasern, etwa 0 Gew.-% bis etwa 25 Gew.-% Mineralfasern und etwa 50 Gew.-% bis etwa 65 Gew.-% Bindemittel. Alternativ hierzu kann das Gemenge etwa 50 Gew.-% bis etwa 65 Gew.-% Holzspäne, etwa 0 Gew.-% bis etwa 10 Gew.-% Holzmehl und etwa 35 Gew.-% bis etwa 50 Gew.-% Bindemittel umfassen. Ebenso alternativ kann das Gemenge etwa 35 Gew.-% bis etwa 50 Gew.-% Mineralfasern, etwa 0 Gew.-% bis etwa 15 Gew.-% Graphit und/oder Glimmer und etwa 50 Gew.-% bis etwa 65 Gew.-% Bindemittel umfassen. Die Verwendung vorgenannter Bestandteile stellt eine kostengünstige und einfach handhabbare Maßnahme dar, da die zugehörigen Rohstoffe in ausreichender Form beispielsweise als Rest- oder Abfallstoffe zur Verfügung stehen und/oder bei Recyclingprozessen zur Wiederverwertung anfallen. So kann beispielsweise bei einer Mischung von etwa 50 Gew.-% Mineralfasern und etwa 50 Gew.-% Holzfasern oder Holzspänen eine holzartige Struktur des Formkörpers erreicht werden, wodurch sich vielseitige Anwendungen in der Bau- oder Möbelindustrie ergeben.
- Ferner kann die Formmasse zerkleinert werden, beispielsweise durch Mahlen oder Schreddern. Das Zerkleinern erfolgt vorzugsweise nach dem Trocknen. So können insbesondere Gemengebestandteile wie Späne gebrochen werden. An diesen Bruchstellen kann die Feuchtigkeit aus den Spänen ein- oder austreten.
- Weiterhin kann vorgesehen werden, dass die Formmasse bei einer Temperatur von bis zu etwa 100 °C, vorzugsweise bei einer Temperatur von bis zu etwa 50° C, getrocknet wird, beispielsweise mittels heißer Luft.
- Hinsichtlich der Formgebung kann vorgesehen werden, dass der Formkörper durch Extrudieren oder Pressen der Formmasse geformt wird. Bei dem Pressen beziehungsweise Heißpressen werden beispielsweise oben genannte Temperaturen eingesetzt.
- In bevorzugter Ausgestaltung wird die Formmasse in ein Presswerkzeug eingefüllt und bei einer vorbestimmten Temperatur über eine vorbestimmte Zeitdauer mit einem vorbestimmten Druck gepresst. Vorteilhafterweise wird die Formmasse bei einem Druck von etwa 20 bis 50 bar gepresst. Vorzugsweise wird die Formmasse bei einer Temperatur von etwa 100 °C bis etwa 200 °C gepresst.
- In bevorzugter Anwendung des Verfahrens wird ein plattenförmiger Formkörper geformt. Hierbei ist es von Vorteil, wenn die Formmasse über eine Zeitdauer von mindestens einer Minute gepresst wird. Eine derartige Platte kann als Brandschutzplatte dienen. Grundsätzlich kann aber jede beliebige Form, wie sie in der Bau- oder Möbelindustrie bekannt sind, für den Formkörper vorgesehen werden. Die Form kann sich beispielsweise nach einem zu verkleidenden oder abzudeckenden Bauelement, insbesondere Bauelement im Sinne eines Befestigungselementes, richten.
- Weiterhin wird zur Lösung der Aufgabe eine Formmasse zur Herstellung eines Formkörpers, insbesondere des Formkörpers nach Anspruch 1, vorgeschlagen, gekennzeichnet durch eine Mischung aus einem Gemenge aus Fasern, Spänen und/oder Pulver und einem Bindemittel, wobei die Formmasse nach einem Trocknen der Mischung einen Feuchtegehalt von etwa 2 Gew.-% bis etwa 20 Gew.-% aufweist.
- Bevorzugte Weiterbildungen der erfindungsgemäßen Formmasse sind Gegenstand der abhängigen Ansprüche 13 bis 15.
- Vorteilhafterweise umfasst oder besteht das Gemenge aus Mineralfasern und/oder Pulver und einem Bindemittel.
- In bevorzugter Ausgestaltung weist die Formmasse einen Feuchtegehalt von etwa 5 Gew.-% bis etwa 12 Gew.-%, vorzugsweise von etwa 7 Gew.-% bis etwa 10 Gew.-%, auf.
- Hinsichtlich des Gemenges, des Bindemittels und deren Vermengung, auch in verschiedenen Kombinationen, wird auf obige Ausführungen verwiesen.
- Ferner wird zur Lösung oben genannter Aufgabe ein Verfahren zur Herstellung eines Bauelements, insbesondere für den Brandschutz bei der Verbindung von Bauteilen, vorgeschlagen, bei dem ein Formkörper auf einen Tragkörper gepresst wird, so dass der Tragkörper und der Formkörper formschlüssig und/oder stoffschlüssig miteinander verbunden werden.
- Mit diesem Verfahren kann beispielsweise erreicht werden, dass mit der Aufpressung des Formkörpers auf den Tragkörper zugleich eine wenigstens teilweise Formgebung des Formkörpers erfolgt, so dass eine weitere Reduzierung der Verfahrensschritte erreicht wird. Zudem kann hierbei vorzugsweise ein und dasselbe Werkzeug zur Verpressung und Formgebung eingesetzt werden. Somit kann auch die Anzahl der erforderlichen Werkzeuge weiter reduziert werden.
- In bevorzugter Ausgestaltung wird der Formkörper derart auf den Tragkörper gepresst, dass wenigstens ein Bereich des Formkörpers in eine Öffnung des Tragkörpers hingedrückt wird. So kann zum einen die Form des Formkörpers an die Form des Tragkörpers angepasst werden. Zum anderen kann in einer Weiterbildung des Verfahrens vorgesehen sein, dass der Bereich des Formkörpers so weit in die Öffnung des Tragkörpers hineingedrückt wird, so dass im Bereich der Öffnung die formschlüssige Verbindung von Tragkörper und Formkörper entsteht. Vorzugsweise umfasst der Tragkörper eine Vielzahl von Öffnungen oder Ausnehmungen, wobei dann an mehreren Stellen eine formschlüssige Verbindung erreicht werden kann.
- Bei einer besonders bevorzugten Ausgestaltung des Verfahrens wird als Tragkörper ein Bauelement, insbesondere eine Lochplatte, in ein Formwerkzeug eingelegt und der Formkörper in das Formwerkzeug eingebracht und derart auf den Tragkörper gepresst, dass der Formkörper mit dem Tragkörper formschlüssig und/oder stoffschlüssig verbunden wird. Hierbei kann der Formkörper in bereits weitgehend gefestigter Form oder aber in Form der oben erwähnten Formmasse in das Formwerkzeug eingebracht werden. Beispielsweise kann das Formwerkzeug nach Einlegen des Tragkörpers oder Bauelementes geschlossen und dann die Formmasse in das geschlossene Formwerkzeug in einen entsprechenden Hohlraum eingefüllt werden. Alternativ kann der Formkörper, beispielsweise in Form einer Platte, auf den Tragkörper oder das Bauelement aufgelegt und anschließend das Formwerkzeug geschlossen werden. Bei dem Einbringen des Formkörpers ist vorzugsweise vorgesehen, dass der Formkörper etwa das 1,5- bis 3-fache Volumen des späteren Volumens des Formkörpers nach Abschluss des Pressvorganges hat. Vorzugsweise ist der mit dem Tragkörper zu verbindende Formkörper nach einem der Ansprüche 1 bis 11 hergestellt.
- Schließlich wird als Lösung auch ein Bauelement zum Brandschutz von Bauteilen, insbesondere von Holzbauteilen, vorgeschlagen. Dieses Bauelement umfasst einen Tragkörper und einen Formkörper, wobei Tragkörper und Formkörper mittels oben genannten Verfahrens zur Herstellung eines Bauelements, bei dem ein Formkörper auf einen Tragkörper gepresst wird, so dass der Tragkörper und der Formkörper formschlüssig und/oder stoffschlüssig miteinander verbunden werden, verarbeitet werden. In bevorzugter Ausgestaltung ist der Tragkörper eine Lochplatte und der Formkörper eine Brandschutzplatte, die formschlüssig und/oder stoffschlüssig mit der Tragplatte verbunden ist.
- Vorzugsweise ist der Tragkörper als Lochplatte ausgeführt. Hierbei ist in der Lochplatte eine Vielzahl von Löchern, Öffnungen beziehungsweise Durchbrechungen vorgesehen.
- Die oben erläuterte Formmasse, der Formkörper und das Bauelement bestehen vorzugsweise aus einem wenigstens feuerhemmenden und/oder wenigstens quellhemmenden Material oder einer solchen Materialzusammensetzung. Der Formkörper beziehungsweise die Formmasse kann aus wenigstens feuerhemmenden Material bestehen, dass heisst zumindest schwer entflammbar entsprechend der Klasse B1 der Norm DIN 4102 Teil 1 sein. Auf obige Ausführungen wird verwiesen.
- Beispielsweise erfüllt der Formkörper beziehungsweise das Bauelement die Anforderungen der Feuerwiderstandsklasse F30, dass heisst hält im Brandfall für mindestens 30 Minuten stand. Je nach für die Formmasse verwendetem Material können auch die höheren Anforderungen der Feuerwiderstandsklassen F60 bis F180 erfüllt werden. In der Regel ist es aber bereits von großem Vorteil, wenn eine Tragkonstruktion oder ein Bauwerk wenigstens 30 Minuten insoweit tragfähig ist, dass darin befindliche Personen das Bauwerk verlassen beziehungsweise evakuiert werden können und mehr Zeit für Löschversuche besteht.
- Die oben genannten Verfahren zur Herstellung eines Formkörpers und zur Herstellung eines Bauelementes können miteinander kombiniert werden. So kann beispielsweise zunächst der Formkörper hergestellt und dieser sodann zur weiteren Herstellung des Bauelementes mit dem Tragkörper verbunden werden.
- Nachfolgend wird die Erfindung unter Bezugnahme auf mehrere Ausführungsbeispiele und die Zeichnungen weiter erläutert. Dabei zeigen schematisch:
- Fig. 1
- eine Holztragkonstruktion mit einem erfindungsgemäßen Bauelement;
- Fig. 2
- einen Schnitt durch die Holztragkonstruktion entlang der Linie II-II in
Fig. 1 ; - Fig. 3
- eine perspektivische Darstellung des Bauelementes gemäß
Fig. 1 , - Fig. 4
- einen Querschnitt durch das Bauelement gemäß den
Figuren 1 bis 3 , und - Fig. 5
- eine vergrößerte Ansicht des Details V aus
Fig. 2 . -
Fig. 1 zeigt eine Holztragkonstruktion, wobei zum Brandschutz der Verbindung von Bauteilen 12 in Form von fünf Holzbauteilen ein erfindungsgemäßes Bauelement 10 vorgesehen ist. Dieses Bauelement 10 umfasst beidseitig die Holzbauteile 12. - Das Bauelement 10 umfasst als einen Tragkörper 20 eine Lochplatte und als Formkörper 50 eine Schutzplatte in Form einer Brandschutzplatte. Diese Lochplatte 20 umfasst in mehreren Reihen benachbart zueinander angeordnete Löcher beziehungsweise Öffnungen 30. Die Öffnungen 30 können zumindest in Teilbereichen der Lochplatte 20 zur Hindurchführung von Befestigungselementen 32 dienen, um mittels des Bauelements 10 die Bauteile 12 zu schützen.
- Ferner umfasst die Tragplatte 20 eine Innenseite 22, eine Außenseite 24 und eine Seitenfläche 26. Die Außenseite 24 ist im montierten Zustand den Holzbauteilen 12 zugewandt. Die Innenseite 22 ist den Holzbauteilen 12 abgewandt. Die Seiten- oder Stirnfläche 26 verläuft in Umfangsrichtung der Tragplatte 20 umlaufend.
- Zwischen den Öffnungen 30 bilden verbleibende Plattenbereiche 28 der Tragplatte quasi Stege oder Streifen, die im eingebauten Zustand zur Formstabilität des Bauelements 10 dienen.
- Wie sich aus den
Figuren 2 bis 4 ergibt, liegt die Schutzplatte 50 auf der Innenseite 22 der Tragplatte 20 auf und ist formschlüssig mit der Tragplatte 20 verbunden. Die Schutzplatte 50 ist vorzugsweise aus einem Mineralfasern sowie Bindemittel umfassenden Gefüge gebildet und weist eine Dicke von circa 1 mm bis circa 20 mm, vorzugsweise von circa 5 mm bis circa 12 mm, auf. Diese Schutzplatte 50 erfüllt die an Baustoffe der Klasse B1 der DIN 4102 Teil 1 gestellten Anforderungen. Auf diese Weise kann die Holztragkonstruktion gemäßFig. 1 , bei der mehrere Holzbauteile 12 mittels einer Nagelbinderplatte miteinander verbunden sind, im Brandfall wenigstens 30 Minuten Stand halten. Weiterhin ergibt sich infolge der in der Materialzusammensetzung enthaltenen Mineralfasern eine quellhemmende Wirkung, wodurch die Schutzplatte 50 auch einen Quellschutz bewirkt. - Wie sich insbesondere der
Fig. 4 entnehmen lässt, weist die Schutzplatte 50 im Bereich einer Vielzahl oder aller Öffnungen 30 der Tragplatte 20 einen Vorsprung 52 auf, der zur formschlüssigen Verbindung von Schutzplatte 50 und Tragplatte 20 in die jeweilige Öffnung 30 hineinragt. Der jeweilige Vorsprung 52 kann eine Höhe aufweisen, die kleiner als, größer als oder gleich der Tiefe der zugehörigen Öffnung 30 ist. InFig. 4 ist die Höhe der Vorsprünge geringfügig kleiner als die Tiefe der Öffnung 30 oder entspricht im Wesentlichen der Tiefe der Öffnung 30. - Um den Formkörper, insbesondere die Schutzplatte 50, herzustellen, wird ein Gemenge aus Fasern, Spänen und/oder Pulver mit einem Bindemittel vermischt und durch Trocknen zu einer Formmasse verarbeitet. Nach dem Trocknen weist die Formmasse einen Feuchtegehalt von etwa 2 Gew.-% bis etwa 20 Gew.-% auf. Aus dieser "getrockneten" Formmasse wird dann der Formkörper 50 bei einer Temperatur von etwa 50 °C bis etwa 250 °C geformt. Bei Versuchen wurden gute Ergebnisse bei einer Temperatur von etwa 80 °C bis etwa 220 °C erreicht. Die besten Ergebnisse wurden bei Versuchen mit Temperaturen von etwa 100 °C bis etwa 200 °C erzielt.
- Der für die Formgebung, beispielsweise mittels Pressen, zu wählende Temperaturbereich wird je nach Zusammensetzung des Gemenges ausgewählt. So kann bei Spanplatten eine höhere Temperatur eingesetzt werden als bei Faserplatten. Beispielsweise haben Versuche mit Spanplatten gezeigt, dass eine Presstemperatur von etwa 200 °C bei einer Presszeit von 2 min. geeignet ist, sofern in dieser Zeitdauer die Temperatur im Kernbereich des Formkörpers etwa 150 °C nicht überschreitet. Hingegen ist bei Faserplatten, insbesondere auf Mineralfaserbasis, eine niedrigere Temperatur von bis zu etwa 180 °C möglich.
- Je nachdem welche der vorgenannten Temperaturbereiche bzw. Temperaturen eingesetzt wird, werden nach dem Trocknen unterschiedliche Feuchtegehalte für die Formmasse beziehungsweise nach dem Formen unterschiedliche Restfeuchtegehalte für den Formkörper 50 erreicht.
- Insbesondere liegt der Bereich des Feuchtegehaltes der Formmasse nach dem Trocknen im Bereich von etwa 5 Gew.-% bis etwa 12 Gew.-%, vorzugsweise im Bereich von etwa 7 Gew.-% bis etwa 10 Gew.-%.
- Um eine geeignete Formmasse zu erhalten, werden im Folgenden drei Varianten erläutert:
- Bei der ersten Variante umfasst das Gemenge als Bestandteile im Wesentlichen etwa 25 Gew.-% bis etwa 50 Gew.-% Holzfasern und etwa 0 Gew.-% bis etwa 25 Gew.-% Mineralfasern. Bei einer zweiten Variante umfasst das Gemenge etwa 50 Gew.-% bis etwa 65 Gew.-% Holzspäne und etwa 0 Gew.-% bis etwa 10 Gew.-% Holzmehl. Das Gemenge gemäß Variante 3 umfasst etwa 35 Gew.-% bis etwa 50 Gew.-% Mineralfasern und etwa 0 Gew.-% bis etwa 15 Gew.-% Graphit und/oder Glimmer.
- Bei allen drei vorgenannten Varianten wird dem jeweiligen Gemenge als Bindemittel eine Zusammensetzung mit den Bestandteilen Acryl, Copolymer und Wasser beigemengt. Alternativ kann als Bindemittel eine modifizierte Acylat-Styrol-Copolymer-Emulsion (erhältlich unter dem Handelsnamen "NeoCryl XK-Serie") mit einem Gewichtsanteil an Acylat, Styrol und Copolymer von etwa 50 Gew.-% bis etwa 75 Gew.-% und einem Gewichtsanteil von Wasser von etwa 25 Gew.-% bis etwa 50 Gew.-% verwendet werden. Gemenge und Bindemittel werden sodann in einer Mischvorrichtung im kalten Zustand vermischt bis eine feuchte Masse beziehungsweise ein Brei erhalten wird.
- Diese "feuchte" Masse wird bei den Varianten 1 und 3 anschließend bei einer Temperatur von bis zu etwa 50° C getrocknet und anschließend in Partikel mit einer Maximalgröße bzw. Maximallänge von etwa 1 mm zerkleinert. Dieses Zerkleinern kann durch Schreddern oder Mahlen erfolgen. Bei der Variante 2 erfolgt auch ein Trocknungsvorgang, jedoch nicht der Zerkleinerungsvorgang, da die Späne bereits in ausreichend kleiner Partikelgröße vorliegen.
- Nach dieser Behandlung wird die nun in Form eines trockenen Pulvers oder in Form von trockenen Spänen vorliegende Formmasse in ein Formwerkzeug eingebracht. Hierbei kann etwa das 1,5- bis 2-fache Volumen an Formmasse (im Vergleich zum späteren nach dem Pressvorgang erhaltenen Volumen der Formmasse) eingebracht werden. Nach Schließen des Formwerkzeuges wird bei allen Varianten mit einem Pressdruck von etwa 20 bis 50 bar und einer Temperatur von im Bereich von etwa 50 °C bis etwa 250 °C, insbesondere bei einer Temperatur in den oben genannten Bereichen, der Pressvorgang durchgeführt. Die zeitliche Dauer des Pressvorganges ist derart gewählt, dass die Dicke des späteren Formkörpers 50 eine Pressdauer von mindestens einer Minute veranschlagt wird. Nach Abschluss des Pressvorganges und einem zumindest teilweise Abkühlen bis auf etwa maximal 80° C kann der Formkörper 50 aus dem Formwerkzeug entnommen werden.
- In bevorzugter Ausgestaltung ist der Hohlraum des Formwerkzeuges entsprechend ausgebildet, so dass ein plattenförmiger Formkörper 50 formbar ist.
- Nachfolgend wird auf Basis des mittels des oben erläuterten Verfahrens hergestellten Formkörpers 50 ein Verfahren zur Herstellung des Bauelementes 10 erläutert. Diese beiden Verfahren können auch zu einem gemeinsamen Verfahren kombiniert werden.
- Der hergestellte Formkörper 50 ist plattenartig geformt und stellt die in den Figuren gezeigte Schutzplatte 50 dar. Um nun die gewünschte Verbindung zwischen dem Tragkörper 20 in Form der Tragplatte und dem Formkörper 50 (Schutzplatte) erreichen zu können, wird ein Presswerkzeug bereit gestellt. Nach Öffnen des Presswerkzeuges wird die Lochplatte 20 in das Presswerkzeug eingelegt. Anschließend wird der Formkörper 50 auf die Innenseite 22 der Lochplatte 20 aufgelegt. Nach Schließen des Presswerkzeuges wird über eine vorbestimmte Zeitdauer und mit einem vorbestimmten Pressdruck die Schutzplatte 50 derart auf die Lochplatte 20 aufgepresst, dass Lochplatte 20 und Schutzplatte 50 formschlüssig und/oder stoffschlüssig miteinander verbunden sind.
- Die stoffschlüssige Verbindung kann einerseits durch eine entsprechende Beschaffenheit der Formmasse oder des Formkörpers oder durch eine nachträgliche Aufbringung einer Klebeschicht auf die Innenseite 22 oder die Schutzplatte 50 erreicht werden.
- Die formschlüssige Verbindung wird dadurch erreicht, dass während des Pressens im Bereich der Öffnungen 30 befindliche Bereiche des Formkörpers 50 in die jeweilige Öffnung bzw. Ausnehmung 30 der Tragplatte 20 hineingedrückt werden. Auf diese Weise werden die Vorsprünge 52 ausgebildet. Aufgrund der dadurch erreichten formschlüssigen Verbindung zwischen Lochplatte 20 und Schutzplatte 50 kann aber grundsätzlich auf eine zusätzliche stoffschlüssige Verbindung verzichtet werden.
- Das derart gebildete wenigstens feuerhemmende und/oder wenigstens quellhemmende Bauelement 10 ist somit im Brandfall auf der feuerbeaufschlagten Außenseite mit dem Formkörper 50 (Schutzplatte) derart geschützt, dass diese Verbindung auch im Brandfall über einen längeren Zeitraum erhalten bleibt. So kann im Brandfall wertvolle Zeit für das Verlassen oder Evakuieren eines Gebäudes sowie für die Löscharbeiten gewonnen werden.
-
Fig. 5 zeigt eine vergrößerte Ansicht des Details V ausFig. 2 . - Die Schutzplatte 50 ist auf die Lochplatte 20 aufgepresst. Dabei erstrecken sich die Vorsprünge 52 in mehrere oder alle Öffnungen 30. Auf diese Weise wird eine formschlüssige Verbindung von Lochplatte 20 und Schutzplatte 50 erreicht. Im montierten Zustand gemäß
Fig. 5 befindet sich an der Aussenseite der Schutzplatte 50 die Lochplatte 20. Im Brandfall verhindert die Schutzplatte 50 infolge ihrer guten feuerhemmenden Wirkung und über die Lochplatte 20, dass hohe Temperaturen in die Bauteile 12 eingetragen werden. -
- 10
- Bauelement
- 12
- Bauteil
- 20
- Tragkörper
- 22
- Innenseite
- 24
- Aussenseite
- 26
- Seitenfläche
- 28
- Plattenbereich
- 30
- Öffnung
- 32
- Befestigungselement
- 40
- Nagelbinderplatte
- 50
- Formkörper
- 52
- Vorsprung
Claims (15)
- Verfahren zur Herstellung eines Formkörpers (50), insbesondere für die Bau- oder Möbelindustrie, bei dem ein Gemenge aus Fasern, Spänen und/oder Pulver mit einem Bindemittel vermischt wird und durch Trocknen zu einer Formmasse verarbeitet wird, wobei die Formmasse nach dem Trocknen einen Feuchtegehalt von etwa 2 Gew.-% bis etwa 20 Gew.-% aufweist und aus der Formmasse der Formkörper (50) bei einer Temperatur von etwa 50 °C bis etwa 250 °C geformt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Formkörper (50) bei einer Temperatur von etwa 80 °C bis etwa 220 °C, vorzugsweise bei einer Temperatur von etwa 100 °C bis etwa 200 °C, aus der Formmasse geformt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Formmasse nach dem Trocknen einen Feuchtegehalt von etwa 5 Gew.-% bis etwa 12 Gew.-%, vorzugsweise von etwa 7 Gew.-% bis 10 Gew.-%, aufweist.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Formkörper derart aus der Formmasse geformt wird, dass der Formkörper eine Restfeuchte von etwa kleiner als 10 Gew.-%, vorzugsweise von etwa kleiner als 5 Gew.-%, aufweist.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Bindemittel wenigstens einen Bestandteil aus der Gruppe Acryl, Copolymer, Styrol, Wasser umfasst.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass ein Bindemittel auf Harzbasis, insbesondere ein Kunstharz, verwendet wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Gemenge Mineralfasern, Holzfasern, Holzmehl und/oder Holzspäne umfasst.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Formmasse vor dem Trocknen wahlweise eine der folgenden Zusammensetzungen umfasst:a) etwa 25 Gew.-% bis etwa 50 Gew.-% Holzfasern, etwa 0 Gew.-% bis etwa 25 Gew.-% Mineralfasern und etwa 50 Gew.-% bis etwa 65 Gew.-% Bindemittel;b) etwa 50 Gew.-% bis etwa 65 Gew.-% Holzspäne, etwa 0 Gew.-% bis etwa 10 Gew.-% Holzmehl und etwa 35 Gew.-% bis etwa 50 Gew.-% Bindemittel, oderc) etwa 35 Gew.-% bis etwa 50 Gew.-% Mineralfasern, etwa 0 Gew.-% bis etwa 15 Gew.-% Graphit und/oder Glimmer und etwa 50 Gew.-% bis etwa 65 Gew.-% Bindemittel.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass das Trocknen bei einer Temperatur von bis zu etwa 100 °C, vorzugsweise bis zu etwa 50°C, erfolgt.
- Verfahren nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Formmasse in ein Presswerkzeug eingefüllt und bei einer vorbestimmten Temperatur über eine vorbestimmte Zeitdauer mit einem vorbestimmten Druck, insbesondere mit einem Druck von etwa 20 bis 50 bar, gepresst wird.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die Formmasse über eine Zeitdauer von mindestens 1 Minute gepresst wird.
- Formmasse zur Herstellung eines Formkörpers, gekennzeichnet durch eine Mischung aus einem Gemenge aus Fasern, Spänen und/oder Pulver und einem Bindemittel, wobei die Formmasse nach einem Trocknen der Mischung einen Feuchtegehalt von etwa 2 Gew.-% bis etwa 20 Gew.-% aufweist.
- Formmasse nach Anspruch 12, dadurch gekennzeichnet, dass der Feuchtegehalt etwa 5 Gew.-% bis etwa 12 Gew.-%, vorzugsweise von etwa 7 Gew.-% bis 10 Gew.-%, beträgt.
- Formmasse nach einem der Ansprüche 12 oder 13, dadurch gekennzeichnet, dass das Bindemittel wenigstens einen Bestandteil aus der Gruppe Acryl, Copolymer, Styrol, Wasser umfasst.
- Formmasse nach einem der Ansprüche 12 bis 14, gekennzeichnet durch eine der in Anspruch 8 definierten Zusammensetzungen.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL08162334T PL2025484T3 (pl) | 2007-08-14 | 2008-08-13 | Sposób wytwarzania kształtki, zwłaszcza dla przemysłu budowlanego lub meblarskiego |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007038408A DE102007038408B4 (de) | 2007-08-14 | 2007-08-14 | Verfahren zur Herstellung eines Formkörpers, insbesondere für die Bau- oder Möbelindustrie, und Formmasse zur Herstellung eines Formkörpers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2025484A1 true EP2025484A1 (de) | 2009-02-18 |
| EP2025484B1 EP2025484B1 (de) | 2011-02-02 |
Family
ID=39791708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08162334A Not-in-force EP2025484B1 (de) | 2007-08-14 | 2008-08-13 | Verfahren zur Herstellung eines Formkörpers, insbesondere für die Bau- oder Möbelindustrie |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2025484B1 (de) |
| AT (1) | ATE497432T1 (de) |
| DE (2) | DE102007038408B4 (de) |
| PL (1) | PL2025484T3 (de) |
Cited By (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011088487A1 (de) * | 2010-01-20 | 2011-07-28 | Erema Engineering Recycling Maschinen Und Anlagen Gesellschaft M.B.H. | Verfahren zur herstellung eines mit längeren fasern gefüllten polymeren materials |
| CN102528886A (zh) * | 2010-12-13 | 2012-07-04 | 中国建筑材料科学研究总院 | 具电磁波吸收功能的复合刨花板及其制备方法 |
| US8349234B2 (en) | 2010-01-15 | 2013-01-08 | Ceraloc Innovation Belgium Bvba | Fibre based panels with a decorative wear resistance surface |
| US8349235B2 (en) | 2007-11-19 | 2013-01-08 | Ceraloc Innovation Belgium Bvba | Recycling of laminate floorings |
| US8419877B2 (en) | 2008-04-07 | 2013-04-16 | Ceraloc Innovation Belgium Bvba | Wood fibre based panels with a thin surface layer |
| US8431054B2 (en) | 2007-11-19 | 2013-04-30 | Ceraloc Innovation Belgium Bvba | Fibre based panels with a wear resistance surface |
| US8480841B2 (en) | 2010-04-13 | 2013-07-09 | Ceralog Innovation Belgium BVBA | Powder overlay |
| US8481111B2 (en) | 2010-01-15 | 2013-07-09 | Ceraloc Innovation Belgium Bvba | Bright coloured surface layer |
| US8728564B2 (en) | 2011-04-12 | 2014-05-20 | Valinge Innovation Ab | Powder mix and a method for producing a building panel |
| US8784587B2 (en) | 2010-01-15 | 2014-07-22 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US8920876B2 (en) | 2012-03-19 | 2014-12-30 | Valinge Innovation Ab | Method for producing a building panel |
| US8993049B2 (en) | 2012-08-09 | 2015-03-31 | Valinge Flooring Technology Ab | Single layer scattering of powder surfaces |
| US9085905B2 (en) | 2011-04-12 | 2015-07-21 | Valinge Innovation Ab | Powder based balancing layer |
| US9181698B2 (en) | 2013-01-11 | 2015-11-10 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US9352499B2 (en) | 2011-04-12 | 2016-05-31 | Valinge Innovation Ab | Method of manufacturing a layer |
| US9410319B2 (en) | 2010-01-15 | 2016-08-09 | Valinge Innovation Ab | Heat and pressure generated design |
| US9573343B2 (en) | 2014-03-31 | 2017-02-21 | Ceraloc Innovation Ab | Composite boards and panels |
| US9783996B2 (en) | 2007-11-19 | 2017-10-10 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| US10017950B2 (en) | 2011-08-26 | 2018-07-10 | Ceraloc Innovation Ab | Panel coating |
| US10100535B2 (en) | 2014-01-10 | 2018-10-16 | Valinge Innovation Ab | Wood fibre based panel with a surface layer |
| US10286633B2 (en) | 2014-05-12 | 2019-05-14 | Valinge Innovation Ab | Method of producing a veneered element and such a veneered element |
| US10315219B2 (en) | 2010-05-31 | 2019-06-11 | Valinge Innovation Ab | Method of manufacturing a panel |
| US10442164B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floor, wall, or ceiling panel and method for producing same |
| US10442152B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floorboard |
| US10513094B2 (en) | 2013-10-18 | 2019-12-24 | Valinge Innovation Ab | Method of manufacturing a building panel |
| US10800186B2 (en) | 2013-01-11 | 2020-10-13 | Ceraloc Innovation Ab | Digital printing with transparent blank ink |
| US10828881B2 (en) | 2016-04-25 | 2020-11-10 | Valinge Innovation Ab | Veneered element and method of producing such a veneered element |
| US10899166B2 (en) | 2010-04-13 | 2021-01-26 | Valinge Innovation Ab | Digitally injected designs in powder surfaces |
| US10913176B2 (en) | 2013-07-02 | 2021-02-09 | Valinge Innovation Ab | Method of manufacturing a building panel and a building panel |
| US10981362B2 (en) | 2018-01-11 | 2021-04-20 | Valinge Innovation Ab | Method to produce a veneered element |
| US11046063B2 (en) | 2011-04-12 | 2021-06-29 | Valinge Innovation Ab | Powder based balancing layer |
| US11072156B2 (en) | 2013-11-27 | 2021-07-27 | Valinge Innovation Ab | Method for producing a floorboard |
| US11167533B2 (en) | 2018-01-11 | 2021-11-09 | Valinge Innovation Ab | Method to produce a veneered element and a veneered element |
| US11235565B2 (en) | 2008-04-07 | 2022-02-01 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US11313123B2 (en) | 2015-06-16 | 2022-04-26 | Valinge Innovation Ab | Method of forming a building panel or surface element and such a building panel and surface element |
| US11597187B2 (en) | 2019-01-09 | 2023-03-07 | Valinge Innovation Ab | Method to produce a veneer element and a veneer element |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009021555B4 (de) * | 2009-05-15 | 2011-06-22 | AGM Mader GmbH, 85221 | Verfahren zur Herstellung eines Bindemittels sowie Verwendung eines solchen Bindemittels zur Herstellung eines Formkörpers |
| CA3127353A1 (en) | 2019-02-15 | 2020-08-20 | Owens Corning Intellectual Capital, Llc | Wood fiber-glass composite |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB912847A (de) * | ||||
| DE1808375A1 (de) | 1968-11-12 | 1970-05-27 | Holzwerk Becker Kg | Verfahren zum Herstellen eines Presswerkstoffes |
| DE2554212A1 (de) * | 1974-12-02 | 1976-08-12 | Robert Dudley Flanders | Verstaerkte formteile aus lignocellulose und verfahren zu ihrer herstellung |
| DE4016410A1 (de) * | 1990-05-22 | 1991-11-28 | Basf Ag | Verfahren zur herstellung von verbundwerkstoffen aus holzmehlgefuelltem, glasfasern enthaltendem polypropylen |
| WO2002000429A1 (de) * | 2000-06-21 | 2002-01-03 | Agrolinz Melamin Gmbh | Faserverbunde hoher dimensionsstabilität, bewitterungsresistenz und flammfestigkeit |
| US6368528B1 (en) | 1998-10-30 | 2002-04-09 | Masonite Corporation | Method of making molded composite articles |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT410233B (de) * | 1999-04-20 | 2003-03-25 | Wolf Johann | Verbindungselement |
| DE10036193A1 (de) * | 2000-07-24 | 2002-02-14 | Agrosys Gmbh & Co Kg | Verfahren zur Herstellung von Formteilen aus von nachwachsenden Rohstoffen gewonnenem Fasermaterial |
| DE10054162A1 (de) * | 2000-11-02 | 2002-05-16 | Wacker Polymer Systems Gmbh | Verfahren zur Herstellung von Holzpressplatten |
| AT410943B (de) * | 2001-10-23 | 2003-08-25 | Markus Dipl Ing Rettenbacher | Formkörper aus naturfasern und kunststoff, seine herstellung in gegenwart von feuchtigkeit und dessen verwendung |
| DE10247711A1 (de) * | 2002-03-08 | 2003-09-25 | Helmut Hiendl | Verfahren zum Herstellen eines thermoplastischen Naturfaserprodukts |
-
2007
- 2007-08-14 DE DE102007038408A patent/DE102007038408B4/de not_active Expired - Fee Related
-
2008
- 2008-08-13 DE DE502008002517T patent/DE502008002517D1/de active Active
- 2008-08-13 AT AT08162334T patent/ATE497432T1/de active
- 2008-08-13 PL PL08162334T patent/PL2025484T3/pl unknown
- 2008-08-13 EP EP08162334A patent/EP2025484B1/de not_active Not-in-force
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB912847A (de) * | ||||
| DE1808375A1 (de) | 1968-11-12 | 1970-05-27 | Holzwerk Becker Kg | Verfahren zum Herstellen eines Presswerkstoffes |
| DE2554212A1 (de) * | 1974-12-02 | 1976-08-12 | Robert Dudley Flanders | Verstaerkte formteile aus lignocellulose und verfahren zu ihrer herstellung |
| US4058580A (en) * | 1974-12-02 | 1977-11-15 | Flanders Robert D | Process for making a reinforced board from lignocellulosic particles |
| DE4016410A1 (de) * | 1990-05-22 | 1991-11-28 | Basf Ag | Verfahren zur herstellung von verbundwerkstoffen aus holzmehlgefuelltem, glasfasern enthaltendem polypropylen |
| US6368528B1 (en) | 1998-10-30 | 2002-04-09 | Masonite Corporation | Method of making molded composite articles |
| WO2002000429A1 (de) * | 2000-06-21 | 2002-01-03 | Agrolinz Melamin Gmbh | Faserverbunde hoher dimensionsstabilität, bewitterungsresistenz und flammfestigkeit |
Cited By (73)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8431054B2 (en) | 2007-11-19 | 2013-04-30 | Ceraloc Innovation Belgium Bvba | Fibre based panels with a wear resistance surface |
| US9783996B2 (en) | 2007-11-19 | 2017-10-10 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| US8349235B2 (en) | 2007-11-19 | 2013-01-08 | Ceraloc Innovation Belgium Bvba | Recycling of laminate floorings |
| US11235565B2 (en) | 2008-04-07 | 2022-02-01 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US9255405B2 (en) | 2008-04-07 | 2016-02-09 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US8419877B2 (en) | 2008-04-07 | 2013-04-16 | Ceraloc Innovation Belgium Bvba | Wood fibre based panels with a thin surface layer |
| US11401718B2 (en) | 2010-01-15 | 2022-08-02 | Valinge Innovation Ab | Bright coloured surface layer |
| US8784587B2 (en) | 2010-01-15 | 2014-07-22 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US9410319B2 (en) | 2010-01-15 | 2016-08-09 | Valinge Innovation Ab | Heat and pressure generated design |
| US8481111B2 (en) | 2010-01-15 | 2013-07-09 | Ceraloc Innovation Belgium Bvba | Bright coloured surface layer |
| US8663785B2 (en) | 2010-01-15 | 2014-03-04 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US8349234B2 (en) | 2010-01-15 | 2013-01-08 | Ceraloc Innovation Belgium Bvba | Fibre based panels with a decorative wear resistance surface |
| US8920874B2 (en) | 2010-01-15 | 2014-12-30 | Valinge Innovation Ab | Method of manufacturing a surface layer of building panels |
| CN102712101A (zh) * | 2010-01-20 | 2012-10-03 | 奥地利埃瑞玛再生工程机械设备有限公司 | 用长纤维填充的聚合物材料的制备方法 |
| AT509429A3 (de) * | 2010-01-20 | 2016-06-15 | Erema | Verfahren zur herstellung eines mit längeren fasern gefüllten polymeren materials |
| AT509429B1 (de) * | 2010-01-20 | 2016-09-15 | Erema | Verfahren zur herstellung eines mit längeren fasern gefüllten polymeren materials |
| WO2011088487A1 (de) * | 2010-01-20 | 2011-07-28 | Erema Engineering Recycling Maschinen Und Anlagen Gesellschaft M.B.H. | Verfahren zur herstellung eines mit längeren fasern gefüllten polymeren materials |
| RU2526277C2 (ru) * | 2010-01-20 | 2014-08-20 | Эрема Энджиниринг Рисайклинг Машинен Унд Анлаген Гезелльшафт М.Б.Х. | Способ получения полимерного материала, наполненного длинными волокнами |
| JP2013517159A (ja) * | 2010-01-20 | 2013-05-16 | エレマ エンジニアリング リサイクリング マシネン ウント アンラーゲン ゲゼルシャフト ミット ベシュレンクテル ハフトフング | 長い繊維を添加したポリマー材料の製造方法 |
| US10344379B2 (en) | 2010-04-13 | 2019-07-09 | Valinge Innovation Ab | Powder overlay |
| US9296191B2 (en) | 2010-04-13 | 2016-03-29 | Valinge Innovation Ab | Powder overlay |
| US10899166B2 (en) | 2010-04-13 | 2021-01-26 | Valinge Innovation Ab | Digitally injected designs in powder surfaces |
| US8480841B2 (en) | 2010-04-13 | 2013-07-09 | Ceralog Innovation Belgium BVBA | Powder overlay |
| US11040371B2 (en) | 2010-05-31 | 2021-06-22 | Valinge Innovation Ab | Production method |
| US10315219B2 (en) | 2010-05-31 | 2019-06-11 | Valinge Innovation Ab | Method of manufacturing a panel |
| CN102528886B (zh) * | 2010-12-13 | 2014-03-26 | 中国建筑材料科学研究总院 | 具电磁波吸收功能的复合刨花板及其制备方法 |
| CN102528886A (zh) * | 2010-12-13 | 2012-07-04 | 中国建筑材料科学研究总院 | 具电磁波吸收功能的复合刨花板及其制备方法 |
| US9085905B2 (en) | 2011-04-12 | 2015-07-21 | Valinge Innovation Ab | Powder based balancing layer |
| US9352499B2 (en) | 2011-04-12 | 2016-05-31 | Valinge Innovation Ab | Method of manufacturing a layer |
| US11633884B2 (en) | 2011-04-12 | 2023-04-25 | Valinge Innovation Ab | Method of manufacturing a layer |
| US8728564B2 (en) | 2011-04-12 | 2014-05-20 | Valinge Innovation Ab | Powder mix and a method for producing a building panel |
| US10214913B2 (en) | 2011-04-12 | 2019-02-26 | Valinge Innovation Ab | Powder based balancing layer |
| US11046063B2 (en) | 2011-04-12 | 2021-06-29 | Valinge Innovation Ab | Powder based balancing layer |
| US10017950B2 (en) | 2011-08-26 | 2018-07-10 | Ceraloc Innovation Ab | Panel coating |
| US11566431B2 (en) | 2011-08-26 | 2023-01-31 | Ceraloc Innovation Ab | Panel coating |
| US9403286B2 (en) | 2012-03-19 | 2016-08-02 | Valinge Innovation Ab | Method for producing a building panel |
| US8920876B2 (en) | 2012-03-19 | 2014-12-30 | Valinge Innovation Ab | Method for producing a building panel |
| US10392812B2 (en) | 2012-08-09 | 2019-08-27 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
| US11905717B2 (en) | 2012-08-09 | 2024-02-20 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
| US8993049B2 (en) | 2012-08-09 | 2015-03-31 | Valinge Flooring Technology Ab | Single layer scattering of powder surfaces |
| US11135814B2 (en) | 2013-01-11 | 2021-10-05 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US10493729B2 (en) | 2013-01-11 | 2019-12-03 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US10800186B2 (en) | 2013-01-11 | 2020-10-13 | Ceraloc Innovation Ab | Digital printing with transparent blank ink |
| US9181698B2 (en) | 2013-01-11 | 2015-11-10 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US12070873B2 (en) | 2013-07-02 | 2024-08-27 | Välinge Innovation AB | Method of manufacturing a building panel and a building panel |
| US10913176B2 (en) | 2013-07-02 | 2021-02-09 | Valinge Innovation Ab | Method of manufacturing a building panel and a building panel |
| US10513094B2 (en) | 2013-10-18 | 2019-12-24 | Valinge Innovation Ab | Method of manufacturing a building panel |
| US10926509B2 (en) | 2013-11-27 | 2021-02-23 | Valinge Innovation Ab | Floorboard |
| US11485126B2 (en) | 2013-11-27 | 2022-11-01 | Valinge Innovation Ab | Method for producing a floorboard |
| US10857765B2 (en) | 2013-11-27 | 2020-12-08 | Valinge Innovation Ab | Floor, wall, or ceiling panel and method for producing same |
| US10442164B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floor, wall, or ceiling panel and method for producing same |
| US10442152B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floorboard |
| US11072156B2 (en) | 2013-11-27 | 2021-07-27 | Valinge Innovation Ab | Method for producing a floorboard |
| US12103273B2 (en) | 2013-11-27 | 2024-10-01 | Välinge Innovation AB | Floor, wall, or ceiling panel and method for producing same |
| US11890847B2 (en) | 2014-01-10 | 2024-02-06 | Välinge Innovation AB | Method of producing a veneered element |
| US10100535B2 (en) | 2014-01-10 | 2018-10-16 | Valinge Innovation Ab | Wood fibre based panel with a surface layer |
| US11318726B2 (en) | 2014-01-10 | 2022-05-03 | Valinge Innovation Ab | Wood fibre based panel with a surface layer |
| US11370209B2 (en) | 2014-01-10 | 2022-06-28 | Valinge Innovation Ab | Method of producing a veneered element |
| US10988941B2 (en) | 2014-01-10 | 2021-04-27 | Valinge Innovation Ab | Method of producing a veneered element |
| US9573343B2 (en) | 2014-03-31 | 2017-02-21 | Ceraloc Innovation Ab | Composite boards and panels |
| US10967608B2 (en) | 2014-03-31 | 2021-04-06 | Ceraloc Innovation Ab | Composite boards and panels |
| US11541630B2 (en) | 2014-03-31 | 2023-01-03 | Ceraloc Innovation Ab | Composite boards and panels |
| US10307984B2 (en) | 2014-03-31 | 2019-06-04 | Ceraloc Innovation Ab | Composite boards and panels |
| US10286633B2 (en) | 2014-05-12 | 2019-05-14 | Valinge Innovation Ab | Method of producing a veneered element and such a veneered element |
| US11313123B2 (en) | 2015-06-16 | 2022-04-26 | Valinge Innovation Ab | Method of forming a building panel or surface element and such a building panel and surface element |
| US10828881B2 (en) | 2016-04-25 | 2020-11-10 | Valinge Innovation Ab | Veneered element and method of producing such a veneered element |
| US11904588B2 (en) | 2016-04-25 | 2024-02-20 | Välinge Innovation AB | Veneered element and method of producing such a veneered element |
| US11167533B2 (en) | 2018-01-11 | 2021-11-09 | Valinge Innovation Ab | Method to produce a veneered element and a veneered element |
| US11850829B2 (en) | 2018-01-11 | 2023-12-26 | Välinge Innovation AB | Method to produce a veneered element and a veneered element |
| US11738540B2 (en) | 2018-01-11 | 2023-08-29 | Välinge Innovation AB | Method to produce a veneered element and a veneered element |
| US10981362B2 (en) | 2018-01-11 | 2021-04-20 | Valinge Innovation Ab | Method to produce a veneered element |
| US11975508B2 (en) | 2019-01-09 | 2024-05-07 | Välinge Innovation AB | Method to produce a veneer element and a veneer element |
| US11597187B2 (en) | 2019-01-09 | 2023-03-07 | Valinge Innovation Ab | Method to produce a veneer element and a veneer element |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE497432T1 (de) | 2011-02-15 |
| DE102007038408A1 (de) | 2009-02-26 |
| DE502008002517D1 (de) | 2011-03-17 |
| DE102007038408B4 (de) | 2011-04-21 |
| EP2025484B1 (de) | 2011-02-02 |
| PL2025484T3 (pl) | 2011-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2025484B1 (de) | Verfahren zur Herstellung eines Formkörpers, insbesondere für die Bau- oder Möbelindustrie | |
| DE102007026638B4 (de) | Verfahren zur Herstellung von feuerbeständigen Platten | |
| DE102009005155B4 (de) | Verfahren zur Herstellung einer brandhemmenden Holzwerkstoffplatte und entsprechende Holzwerkstoffplatte | |
| DE3412660A1 (de) | Verfahren zur herstellung von formteilen aus faserigem material und fasermatte zur herstellung von formtilen | |
| WO2007071387A2 (de) | Pflanzliche faser, formkörper auf faserbasis sowie verfahren zur herstellung von mit novolak versehenen pflanzlichen fasern | |
| DE19963096C1 (de) | Verfahren zur Herstellung Polyurethan-gebundener Formkörper aus Lignocellulose-haltigen Partikeln | |
| EP2295659B1 (de) | Körper aus einem Rohmaterial auf Basis von Rohrkolben und Verfahren zu seiner Herstellung | |
| DE102007019416A1 (de) | Grundwerkstoff, dessen Herstellungsverfahren sowie Verwendung | |
| WO2003008494A1 (de) | Füllstoff auf der basis von holzfasern zur herstellung von kunststoff-formkörpern | |
| DE102006047279A1 (de) | Verwendung von Popcorn für Holz- und Verbundwerkstoffe | |
| DE4306439C1 (de) | Formkörper, insbesondere in Form einer Faserplatte, und Verfahren zu seiner Herstellung | |
| WO2003045646A1 (de) | Verfahren zur hydrophobierung von lignocellulosen bei der herstellung von holzwerkstoffen und aus lignocellulosen bestehendem holzwerkstoff | |
| DE102007028374B4 (de) | Verfahren zur Herstellung eines Holz-Kunststoff-Verbundwerkstoffes | |
| DE102020200498B3 (de) | OSB-Platte mit Deckschicht aus Typha-Blattmaterial | |
| WO2012107055A1 (de) | Bindemittelarme formkörper aus rohrkolben-blattfasern | |
| DE102011078872A1 (de) | Brandschutzanordnung und Verfahren zur Herstellung einer solchen | |
| EP3552787B1 (de) | Verfahren zur herstellung eines wärmedämmstoffs | |
| DE102014119242A1 (de) | Dämm- und/oder Schallschutzplatte, deren Verwendung und ein Verfahren zur Herstellung von Dämm- und/oder Schallschutzplatten | |
| WO2023143963A1 (de) | Verfahren zum herstellen einer faserplatte | |
| DE202014106187U1 (de) | Dämm- und/oder Schallschutzplatte | |
| DE102008029882B4 (de) | Formkörper für die Bau- oder Möbelindustrie, Formkörperanordnung und Verfahren zur Herstellung eines Formkörpers | |
| WO2023169961A1 (de) | Verfahren zur herstellung einer spanplatte sowie spanplatte | |
| DE10330755B4 (de) | Formteil aus Holzwerkstoff und Verfahren zur Herstellung | |
| EP4219105A1 (de) | Verfahren zum herstellen einer faserplatte | |
| DE10211128A1 (de) | Verfahren zur Hydrophobierung von Lignocellulosen bei der Herstellung von Holzwerkstoffen und aus Lignocellulosen bestehendem Holzwerkstoff |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090205 |
|
| 17Q | First examination report despatched |
Effective date: 20090911 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR PRODUCING A MOULDED PART, IN PARTICULAR FOR THE CONSTRUCTION OR FURNITURE INDUSTRY |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502008002517 Country of ref document: DE Date of ref document: 20110317 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008002517 Country of ref document: DE Effective date: 20110317 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110503 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110513 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110614 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110602 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110602 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110502 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E010888 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20110822 Year of fee payment: 4 Ref country code: FR Payment date: 20110829 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110831 Year of fee payment: 4 |
|
| 26N | No opposition filed |
Effective date: 20111103 |
|
| BERE | Be: lapsed |
Owner name: AGM MADER G.M.B.H. Effective date: 20110831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008002517 Country of ref document: DE Effective date: 20111103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20110202 Ref country code: NO Ref legal event code: RE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NO Payment date: 20110823 Year of fee payment: 4 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: NO Effective date: 20120322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20120807 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20120802 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120813 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120831 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120813 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130813 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20150824 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150824 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20160905 Year of fee payment: 9 Ref country code: SE Payment date: 20160823 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20160901 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180927 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20180821 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170813 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008002517 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 497432 Country of ref document: AT Kind code of ref document: T Effective date: 20190813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200303 |