EP2022893A2 - Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn in einer Sektion einer Maschine zur Herstellung der Faserstoffbahn und Vorrichtung zur Durchfühung des Verfahrens - Google Patents
Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn in einer Sektion einer Maschine zur Herstellung der Faserstoffbahn und Vorrichtung zur Durchfühung des Verfahrens Download PDFInfo
- Publication number
- EP2022893A2 EP2022893A2 EP08161037A EP08161037A EP2022893A2 EP 2022893 A2 EP2022893 A2 EP 2022893A2 EP 08161037 A EP08161037 A EP 08161037A EP 08161037 A EP08161037 A EP 08161037A EP 2022893 A2 EP2022893 A2 EP 2022893A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- fibrous web
- detector
- wavelength range
- light source
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/04—Paper-break control devices
Definitions
- the invention relates to a method for detecting a tear of a fibrous web in a section of a machine for producing the fibrous web, wherein the fibrous web is guided by at least one at least one constituent web carrier through the section, wherein the demolition by at least one optical device for web tear detection, the at least one light source and a detector is detected, and wherein a tee for the fibrous web is activated by the device for web tear detection directly or indirectly.
- the invention further relates to a device for detecting a tear of a fibrous web in a section of a machine for producing the fibrous web guided through the section by at least one web component, comprising at least one optical device for web break detection, which comprises at least one light source and one detector. and with a through the device for web tear detection directly or indirectly activatable tee for the fibrous web.
- the machine for producing the fibrous web may, for example, be a paper, board or tissue machine.
- the section of the machine for producing the fibrous web may be at least one wire section, one press section and one dryer section.
- it may be in the at least several components having web support for Guiding the fibrous web act at least a Formiersieb, a press felt and a drying wire.
- the web carrier is referred to in professional circles as stringing.
- photoelectric barriers are not suitable in situations in which the fibrous web rests on a clothing also serving as a web carrier, such as a forming screen, a press felt or a drying wire.
- a web carrier such as a forming screen, a press felt or a drying wire.
- optical systems are used in which a detector and a light or radiation source of the device for web tear detection are mounted on the same side of the fibrous web.
- FIG. 1 is an example of the waveform of an optical device for web tear detection in the occurrence of a web break in a color intensity-time diagram (Ft diagram) outlined.
- a signal is given to a stripping device.
- the trigger threshold value S for the signal to the tee device may be 50% of the color intensity F.
- a disadvantage of color recognition systems is that they become all the more unreliable the smaller the color difference between the fibrous web and the dryer fabric. This is the case, for example, in machines for producing cardboard or packaging papers where brownish paper or board webs rest on red or amber dry sieves. Here it can no longer be clearly differentiated between fibrous web and dryer fabric. This results in either a web tear detection without demolition or a demolition without web tear detection. The former leads to an unnecessary production shutdown and thus to financial losses for the plant operator, the latter involves the risk of damaging the machine in itself.
- color detection systems Another disadvantage of color detection systems is that their functionality can be disturbed by ambient light.
- dryer fabrics can become very dirty with increasing service life, whereby the actual color of the dryer fabric is covered by the dirt deposits. In such cases, it has been found that a color detection system also no longer works reliably.
- narrow-band detection is carried out, that is to say measurement is carried out within a wavelength range of only a few nanometers, from about 20 to 100.
- some sensor models allow the intensities of different wavelength ranges to be combined to form a sum signal, as occurs, for example, when adding the three intensity channels of an RGB sensor. However, here too the spectrum is not recorded continuously.
- the invention is therefore based on the object, a method and an apparatus of the types mentioned in such a way that compared to the prior art, a more reliable detection of web breaks in a section of a machine for producing a fibrous web is made possible.
- This section should in particular be a single-row dryer section of a machine for producing a fibrous web.
- This object is achieved in a method of the type mentioned in that the reflected from the fibrous web and / or at least one component of the web carrier intensity of the light source is measured in a wavelength range between 800 to 2,600 nm by means of the detector to a breakdown of the Reliable detection of fibrous web.
- the method according to the invention has the great advantage that in the said wavelength range the difference between the reflected intensity of the fibrous web and the reflected intensity of at least one component of the web carrier is very pronounced.
- the effects of web carrier aging, web carrier contamination and residual moisture in the fibrous web are significantly lower than in conventional processes.
- this method is not affected by the color of the fibrous web and the moisture of the web carrier, in particular the dryer affected.
- the inventive method has a low susceptibility to extraneous light.
- the components of the web carrier can be detected.
- the intensity of the light source reflected from the fibrous web and / or from at least one constituent of the web carrier is preferably in a wavelength range in a range between 800 and 1,000 nm, between 1,070 and 1,170 nm, between 1,380 and 1,650 nm, between 1,600 and 1,700 nm 2,200 and 2,500 nm or between 2,400 and 2,600 nm measured by means of the detector. These wavelength ranges allow a reliable detection of said components of the fibrous web.
- the light source preferably emits specific light.
- Such a light source has already proven itself in adjacent areas and similar applications.
- At least one filter is preferably interposed between the light source and the detector of the optical device for web tear detection.
- the use of at least one filter allows the implementation of larger measurement modifications with only minor conversion measures, including associated costs.
- the wavelength range is preferably set or limited from 800 to 2,600 nm. With multiple filters, the measured wavelength range can be easily limited up and down within the desired wavelengths.
- the detector measures in a preferred embodiment in a wavelength range of 800 to 2,600 nm, since in turn the wavelengths of the essential constituents of the fibrous web, such as lignin and / or cellulose, are metrologically included.
- the wavelength range for the measurement by the detector and / or by the filter can also be limited. This allows a greater application flexibility of the method with a low technical complexity and manageable costs.
- the device for web tear detection is preferably set at least one trigger threshold, which is preferably adjustable.
- the "activation behavior" of the tapping device can be adjusted in a targeted manner.
- the object of the invention is achieved in a device of the type mentioned in that the reflected from the fibrous web and / or at least one component of the web carrier intensity of the light source in a wavelength range between 800 to 2,600 nm by means of the detector is measured to a breakdown of Reliable detection of fibrous web.
- FIG. 2 is a side view of a section of a section 2 of a generally designated 1 machine for producing a fibrous web 3 shown.
- the illustrated section 2 is merely a drying section, it can of course also be a wire section or a dryer section.
- the dryer section 2 within the machine 1 fulfills the function of extracting moisture from a manufactured and / or processed fibrous web 3, ie drying it.
- each of the dryer fabrics 5 each circulating a group of drying cylinders 4. More specifically, each drying wire 5 in the region of the drying cylinder 4 is wavy up and down, wherein the drying wire 5 is deflected at the wave crest of a drying cylinder 4 and is deflected in the trough by a suction roll of a respective vacuum device 6. After leaving the last drying cylinder 4 of the corresponding group, the drying wire 5 is again the first through a plurality of guide rollers 7 Drying cylinder 4 of the group returned.
- At least one symbolically indicated optical device 8 is provided for web tear detection for each group of drying cylinders 4, which in FIG. 3 is described in principle.
- at least one tee-off device 9 for the fibrous web 3 which is indicated only schematically and which is activated directly or indirectly by the optical device 8 for web tear detection.
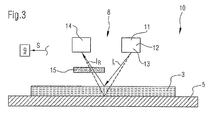
- FIG. 3 shows a schematic representation of an arrangement of a device 10 with an optical device 8 for web tear detection.
- the device 10 with the optical device 8 for web tear detection can be used in a section, in particular in a dryer section of a machine for producing a fibrous web 3.
- the fibrous web 3 lies on the guided through the dryer section drying wire 5.
- the dryer 5 is here the web carrier.
- the optical device 8 for web tear detection comprises a specific light source 11 in the form of a light source 12, such as a lamp 13 or the like, and a detector 14.
- the optical device 8 is designed so that from the fibrous web 3 and / or at least one Component of the dryer 5 (dashed line) reflected intensity I R of the light source 11 in a wavelength range L between 800 to 2,600 nm by means of the detector 14 is measured to reliably detect an outline of the fibrous web 3.
- the intensity I R of the light source 11 reflected by the fibrous web 3 and / or by at least one constituent of the web carrier 2 is in particular in a wavelength range L in a range between 800 and 1000 nm, between 1070 and 1170 nm, between 1380 and 1650 nm, between 1,600 and 1,700 nm, between 1,900 and 2,000 nm, between 2,000 and 2,150 nm, between 2,200 and 2,500 nm or between 2,400 and 2,600 nm by means of the detector 14 measurable.
- the light source 11 emits light in said wavelength range L, which is reflected by the fibrous web 3 and / or by at least one component of the dryer fabric 5.
- the reflected light is then measured by the detector 14 and the signal obtained evaluated in a known manner.
- the jobs, in particular the angles and distances, both the light source 11 and the detector 14 can be selected in a known to those skilled in the frame.
- a filter 15 is interposed between the light source 11 and the detector 14 of the optical device 8 for web tear detection, preferably in the manner shown between the fibrous web 3 and the dryer fabric 5 and the detector 14. It is provided that the detector 14 in a wavelength range L from 800 to 2,600 nm and / or the filter 15 sets the wavelength range L from 800 to 2,600 nm. Thus, the wavelength range L is limited for the measurement by the detector 14 and / or by the filter 15.
- At least one triggering threshold S is set by the device 8 for web tear detection.
- FIG. 3 illustrated device 10 with the optical device 8 for web tear detection is particularly well suited for carrying out the method according to the invention.
Landscapes
- Investigating Or Analysing Materials By Optical Means (AREA)
- Treatment Of Fiber Materials (AREA)
- Paper (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn in einer Sektion einer Maschine zur Herstellung der Faserstoffbahn, wobei die Faserstoffbahn mittels wenigstens eines zumindest mehrere Bestandteile aufweisenden Bahnträgers durch die Sektion geführt wird, wobei der Abriss durch mindestens eine optische Einrichtung zur Bahnabrisserfassung, die mindestens eine Leuchtquelle und einen Detektor umfasst, erfasst wird und wobei eine Abschlagvorrichtung für die Faserstoffbahn durch die Einrichtung zur Bahnabrisserfassung direkt oder indirekt aktiviert wird.
- Weiterhin betrifft die Erfindung Vorrichtung zur Erfassung eines Abrisses einer Faserstoffbahn in einer Sektion einer Maschine zur Herstellung der mittels wenigstens eines zumindest mehrere Bestandteile aufweisenden Bahnträgers durch die Sektion geführten Faserstoffbahn, mit mindestens einer optischen Einrichtung zur Bahnabrisserfassung, die mindestens eine Leuchtquelle und einen Detektor umfasst, und mit einer durch die Einrichtung zur Bahnabrisserfassung direkt oder indirekt aktivierbaren Abschlagvorrichtung für die Faserstoffbahn.
- Bei der Maschine zur Herstellung der Faserstoffbahn kann es sich beispielsweise um eine Papier-, Karton- oder Tissuemaschine handeln. Hingegen kann es sich bei der Sektion der Maschine zur Herstellung der Faserstoffbahn zumindest um eine Siebpartie, eine Pressenpartie und eine Trockenpartie handeln. Somit kann es sich bei dem zumindest mehrere Bestandteile aufweisenden Bahnträger zur Führung der Faserstoffbahn zumindest um ein Formiersieb, einen Pressfilz und ein Trockensieb handeln. Der Bahnträger wird in Fachkreisen auch als Bespannung bezeichnet.
- Bei der Herstellung von sämtlichen, im Wesentlichen aus Faserstoffsuspensionen gebildeten Papiersorten ist die rasche und zuverlässige Erfassung von Abrissen der Faserstoffbahn während ihrer Herstellung äußerst wichtig, um eine Beschädigung von Teilen der Maschine zur Herstellung der Faserstoffbahn zu verhindern.
- An Stellen, an denen sich die Faserstoffbahn im freien Zug befindet, können Bahnabrisse sehr zuverlässig erfasst werden, beispielsweise durch Lichtschranken.
- Lichtschranken eignen sich jedoch nicht in Situationen, in denen die Faserstoffbahn auf einer auch als Bahnträger dienenden Bespannung, wie etwa einem Formiersieb, einem Pressfilz oder einem Trockensieb, aufliegt. In der Regel kommen hier optische Systeme zum Einsatz, bei denen ein Detektor und eine Licht- bzw. Strahlungsquelle der Einrichtung zur Bahnabrisserfassung auf derselben Seite der Faserstoffbahn angebracht sind.
- Dabei sind verschiedene Verfahren zur Bahnabrisserfassung bekannt.
- So wird bei dem bekannten Verfahren "Farberkennung" der Farbunterschied zwischen der Faserstoffbahn und dem Trockensieb genutzt, um den Bahnabriss zu erkennen. In der
Figur 1 ist beispielhaft der Signalverlauf einer optischen Einrichtung zur Bahnabrisserfassung beim Auftreten eines Bahnabrisses in einem Farbintensität-Zeit-Diagramm (F-t-Diagramm) skizziert. Bei Über- oder auch Unterschreiten eines vorgegebenen Auslöseschwellwerts S (gestrichelte Linie) der Farbintensität F wird ein Signal an eine Abschlagvorrichtung gegeben. So kann der Auslöseschwellwert S für das Signal an die Abschlagvorrichtung beispielsweise bei 50 % der Farbintensität F liegen. Diese Methode funktioniert besonders gut bei einem deutlichen Farbunterschied, wie etwa dem zwischen einer weißen Faserstoffbahn und einem grünen Trockensieb. - Ein Nachteil von Farberkennungssystemen besteht darin, dass diese umso unzuverlässiger werden, je geringer der Farbunterschied zwischen Faserstoffbahn und Trockensieb ist. Dies ist beispielsweise bei Maschinen zur Herstellung von Karton oder Verpackungspapieren, wo bräunliche Papier- bzw. Kartonbahnen auf roten oder bernsteinfarbenen Trockensieben aufliegen, der Fall. Hier kann nicht mehr eindeutig zwischen Faserstoffbahn und Trockensieb differenziert werden. Dadurch kommt es entweder zu einer Bahnabrisserfassung ohne Abriss oder zu einem Abriss ohne Bahnabrisserfassung. Ersteres führt zu einem unnötigen Produktionsstillstand und damit zu finanziellen Einbußen für den Anlagenbetreiber, letzteres birgt die Gefahr der Beschädigung der Maschine in sich.
- Ein weiterer Nachteil von Farberkennungssystemen besteht darin, dass deren Funktionalität durch Umgebungslicht gestört werden kann.
- Überdies können Trockensiebe mit steigender Einsatzdauer stark verschmutzen, wodurch die eigentliche Farbe des Trockensiebs durch die Schmutzablagerungen verdeckt wird. In solchen Fällen hat es sich herausgestellt, dass ein Farberkennungssystem ebenfalls nicht mehr zuverlässig funktioniert.
- Es ist auch bekannt, dass die Farben von Trockensieben sich im Laufe des Einsatzes ändern, beispielsweise verblassen, und somit Probleme bei der Abrisserkennung verursachen. Dies kann bestenfalls durch ein ständiges Nachjustieren der Einrichtung zur Bahnabrisserfassung behoben werden. Es können aber auch Fälle auftreten bei denen trotz des Nachjustierens Bahnabrisse nicht mehr zuverlässig erkannt werden können.
- In einigen Fällen hat es sich auch herausgestellt, dass Schwankungen der Restfeuchte in der Faserstoffbahn die Funktionalität von Einrichtungen zur Bahnabrisserfassung nachhaltig negativ beeinträchtigen können. Dies kann bis zu einem gewissen Grad durch regelmäßiges Nachjustieren des Detektors in den Griff gebracht werden. Hierfür können die Referenzsignale und der Auslöseschwellwert neu gesetzt werden, es kann auch der Detektionswellenlängenbereich angepasst werden.
- Ein weiteres bekanntes Verfahren stellt die "Erkennung von Änderungen in der Lichtstreuung (Pseudo-Strukturerkennung)" dar, wobei Licht auf dem strukturierten Trockensieb anders gestreut wird als auf der Faserstoffbahn. Dieser Unterschied wird genutzt, um Bahnabrisse zu erkennen. Die Messung findet bei Wellenlängen etwas oberhalb des sichtbaren Bereichs statt.
- Es hat sich auch herausgestellt, dass Pseudo-Strukturerkennungssysteme ebenfalls nicht zuverlässig funktionieren. Dies ist vermutlich auf Verschmutzungen im Trockensieb oder auf die Transparenz der noch teilweise feuchten Faserstoffbahn zurückzuführen.
- Weiterhin wird bei den beiden genannten Verfahren schmalbandig detektiert, das heißt es wird innerhalb eines Wellenlängenbereichs von nur wenigen Nanometern, von etwa 20 bis 100, gemessen. Manche Sensormodelle lassen es zwar zu, die Intensitäten verschiedener Wellenlängenbereiche zu einem Summensignal zusammenzufassen, wie dies etwa bei der Addition der drei Intensitätskanäle eines RGB-Sensors geschieht. Jedoch wird auch hier das Spektrum nicht kontinuierlich erfasst.
- Bei Farberkennungssystemen tritt es des Öfteren auf, dass nur eine geringe Signaldifferenz zwischen den reflektierten Intensitäten des Trockensiebs und der Faserstoffbahn erreicht wird. Dies ist beispielsweise, wie bereits ausgeführt, bei Maschinen zur Herstellung von Karton- oder Verpackungspapieren, wo bräunliche Papier- bzw. Kartonbahnen auf roten oder bernsteinfarbenen Trockensieben aufliegen, der Fall. Hier kann es entweder zu einer Bahnabrisserfassung ohne Abriss oder zu einem Abriss ohne Bahnabrisserfassung kommen. Ersteres führt zu einem unnötigen Produktionsstillstand und damit zu finanziellen Einbußen für den Anlagenbetreiber, letzteres birgt die Gefahr der Beschädigung der Maschine in sich.
- Aus der deutschen Offenlegungsschrift
DE 42 16 653 A1 ist beispielsweise ein Verfahren zur Erfassung von Bahnabrissen bekannt, bei dem die Änderung der Farbtönung des Trockensiebs durch automatische Nachreferenzierung korrigiert wird. - Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Arten derart weiterzubilden, dass im Vergleich zum Stand der Technik eine zuverlässigere Erfassung von Bahnabrissen in einer Sektion einer Maschine zur Herstellung einer Faserstoffbahn ermöglicht wird. Diese Sektion soll insbesondere eine einreihige Trockenpartie einer Maschine zur Herstellung einer Faserstoffbahn sein.
- Diese Aufgabe wird erfindungsgemäß bei einem Verfahren der eingangs genannten Art dadurch gelöst, dass die von der Faserstoffbahn und/oder von wenigstens einem Bestandteil des Bahnträgers reflektierte Intensität der Leuchtquelle in einem Wellenlängenbereich zwischen 800 bis 2.600 nm mittels des Detektors gemessen wird, um einen Abriss der Faserstoffbahn zuverlässig zu erfassen.
- Das erfindungsgemäße Verfahren weist neben der Detektion von Bestandteilen der Faserstoffbahn, wie etwa Zellulose, Füllstoff oder Lignin, und/oder Bestandteilen des Bahnträgers, wie beispielsweise PET, den großen Vorteil auf, dass in dem genannten Wellenlängenbereich die Differenz zwischen der reflektierten Intensität der Faserstoffbahn und der reflektierten Intensität zumindest eines Bestandteils des Bahnträgers sehr stark ausgeprägt ist. Dadurch fallen die Beeinflussungen durch Bahnträgeralterung, Bahnträgerverschmutzungen und Restfeuchte in der Faserstoffbahn deutlicher geringer als bei herkömmlichen Verfahren aus. Überdies wird dieses Verfahren auch nicht von der Farbe der Faserstoffbahn und der Feuchte des Bahnträgers, insbesondere des Trockensiebs beeinflusst.
- Außerdem weist das erfindungsgemäße Verfahren eine geringe Anfälligkeit gegenüber Fremdlicht auf. Zudem können auch die Bestandteile des Bahnträgers detektiert werden.
- Die von der Faserstoffbahn und/oder von wenigstens einem Bestandteil des Bahnträgers reflektierte Intensität der Leuchtquelle wir bevorzugt in einem Wellenlängenbereich in einem Bereich zwischen 800 und 1.000 nm, zwischen 1.070 und 1.170 nm, zwischen 1.380 und 1.650 nm, zwischen 1.600 und 1.700 nm, zwischen 2.200 und 2.500 nm oder zwischen 2.400 und 2.600 nm mittels des Detektors gemessen. Diese Wellenlängenbereiche erlauben eine sichere Detektion der genannten Bestandteile der Faserstoffbahn.
- Im Hinblick auf eine praxisnahe und solide Ausführungsform ist vorgesehen, dass die Leuchtquelle bevorzugt spezifisches Licht emittiert. Eine derartige Leuchtquelle hat sich in angrenzenden Gebieten und ähnlichen Anwendungsfällen bereits bestens bewährt.
- Damit das erfindungsgemäße Verfahren bei möglichst vielen, gegebenenfalls auch unterschiedlichen Anwendungsfällen seine Verwendung finden kann, wird zwischen der Leuchtquelle und dem Detektor der optischen Einrichtung zur Bahnabrisserfassung bevorzugt mindestens ein Filter dazwischengeschaltet. Die Verwendung mindestens eines Filters erlaubt die Durchführung größerer Messmodifikationen bei lediglich geringen Umbaumaßnahmen samt einhergehenden Kosten.
- Durch den Filter wird der Wellenlängenbereich bevorzugt von 800 bis 2.600 nm gesetzt bzw. begrenzt. Mit mehreren Filtern kann der gemessene Wellenlängenbereich auf einfacher Weise nach oben und nach unten hin innerhalb der gewünschten Wellenlängen begrenzt werden.
- Der Detektor misst in bevorzugter Ausführung in einem Wellenlängenbereich von 800 bis 2.600 nm, da hierbei wiederum die Wellenlängen der wesentlichen Bestandteile der Faserstoffbahn, wie beispielsweise Lignin und/oder Cellulose, messtechnisch miterfasst werden.
- Ferner kann auch der Wellenlängenbereich für die Messung durch den Detektor und/oder durch den Filter begrenzt werden. Dies erlaubt eine größere Anwendungsflexibilität des Verfahrens bei einem geringen technischen Aufwand und überschaubaren Kosten.
- Für die direkte oder indirekte Aktivierung der Abschlagvorrichtung für die Faserstoffbahn durch die Einrichtung zur Bahnabrisserfassung wird bevorzugt mindestens ein Auslöseschwellwert gesetzt, der vorzugsweise einstellbar ist. Somit kann in Abhängigkeit von den Eigenschaften der Faserstoffbahn das "Aktivierungsverhalten" der Abschlagvorrichtung gezielt eingestellt werden.
- Die erfindungsgemäße Aufgabe wird bei einer Vorrichtung der eingangs genannten Art dadurch gelöst, dass die von der Faserstoffbahn und/oder von wenigstens einem Bestandteil des Bahnträgers reflektierte Intensität der Leuchtquelle in einem Wellenlängenbereich zwischen 800 bis 2.600 nm mittels des Detektors messbar ist, um einen Abriss der Faserstoffbahn zuverlässig zu erfassen.
- Die erfindungsgemäße Aufgabe wird auf diese Weise wiederum vollkommen gelöst und es ergeben sich die bereits genannten erfindungsgemäßen Vorteile.
- Weitere Merkmale der erfindungsgemäßen Vorrichtung und weitere Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung bevorzugter Ausführungsbeispiele unter Bezugnahme auf die Zeichnung.
- Es zeigen
- Figur 1
- einen beispielhaften Signalverlauf einer optischen Einrichtung zur Bahnabrisserfassung beim Auftreten eines Bahnabrisses;
- Figur 2
- eine schematische Darstellung eines Teilabschnitts einer Maschine zur Herstellung einer Faserstoffbahn gemäß einem Ausführungsbeispiel der Erfindung; und
- Figur 3
- eine schematische Darstellung einer Anordnung einer erfindungsgemäßen Vorrichtung mit einer optischen Einrichtung zur Bahnabrisserfassung.
- In der
Figur 2 ist in einer Seitendarstellung schematisch ein Ausschnitt aus einer Sektion 2 einer allgemein mit 1 bezeichneten Maschine zur Herstellung einer Faserstoffbahn 3 gezeigt. Die dargestellte Sektion 2 ist rein beispielhaft eine Trockenpartie, sie kann selbstverständlich auch eine Siebpartie oder eine Trockenpartie sein. - In an sich bekannter Weise erfüllt die Trockenpartie 2 innerhalb der Maschine 1 die Funktion, einer hergestellten und/oder bearbeiteten Faserstoffbahn 3 Feuchtigkeit zu entziehen, das heißt sie zu trocknen.
- Im in der
Figur 2 gezeigten Beispiel erfolgt dies durch Kontakttrocknung, wobei eine in der Zeichnung von links zuzuführende Faserstoffbahn 3 durch direkten Kontakt mit einer Mehrzahl von Trockenzylindern 4 einerseits und einem die Trockenzylinder 4 umlaufenden endlosen Trockensieb 5 andererseits getrocknet wird. Das Trockensieb 5 ist hierbei der Bahnträger. - In der
Figur 2 sind zwei Trockensiebe 5 in ihrem vollständigen Umlaufsweg dargestellt, wobei jedes der Trockensiebe 5 jeweils eine Gruppe von Trockenzylindern 4 umläuft. Genauer verläuft jedes Trockensieb 5 im Bereich der Trockenzylinder 4 wellenförmig auf und ab, wobei das Trockensieb 5 am Wellenberg von einem Trockenzylinder 4 umgelenkt wird und im Wellental von einer Saugwalze einer jeweiligen Unterdruckeinrichtung 6 umgelenkt wird. Nach dem Verlassen des letzten Trockenzylinders 4 der entsprechenden Gruppe wird das Trockensieb 5 über mehrere Führungsrollen 7 wieder zum ersten Trockenzylinder 4 der Gruppe zurückgeführt. - Zur Durchführung des erfindungsgemäßen Verfahrens zur Erfassung eines Abrisses einer Faserstoffbahn 3 in der Trockenpartie 2 der Maschine 1 zur Herstellung der Faserstoffbahn 3 ist für jede Gruppe von Trockenzylindern 4 mindestens eine symbolisch angedeutete optische Einrichtung 8 zur Bahnabrisserfassung vorgesehen, welche in der
Figur 3 prinzipiell beschrieben wird. Überdies ist für jede Gruppe von Trockenzylindern 4 wenigstens eine lediglich schematisch angedeutete Abschlagvorrichtung 9 für die Faserstoffbahn 3 vorgesehen, die durch die optische Einrichtung 8 zur Bahnabrisserfassung direkt oder indirekt aktiviert wird. - Die
Figur 3 zeigt eine schematische Darstellung einer Anordnung einer Vorrichtung 10 mit einer optischen Einrichtung 8 zur Bahnabrisserfassung. - Die Vorrichtung 10 mit der optischen Einrichtung 8 zur Bahnabrisserfassung kann in einer Sektion, insbesondere in einer Trockenpartie einer Maschine zur Herstellung einer Faserstoffbahn 3 verwendet werden. Die Faserstoffbahn 3 liegt dabei auf dem durch die Trockenpartie geführten Trockensieb 5 auf. Das Trockensieb 5 ist hierbei der Bahnträger.
- Die optische Einrichtung 8 zur Bahnabrisserfassung umfasst eine spezifische Leuchtquelle 11 in Ausgestaltung einer Lichtquelle 12, wie beispielsweise eine Lampe 13 oder dergleichen, und einen Detektor 14. Die optische Einrichtung 8 ist so ausgelegt, dass die von der Faserstoffbahn 3 und/oder von wenigstens einem Bestandteil des Trockensiebs 5 (gestrichelte Darstellung) reflektierte Intensität IR der Leuchtquelle 11 in einem Wellenlängenbereich L zwischen 800 bis 2.600 nm mittels des Detektors 14 messbar ist, um einen Abriss der Faserstoffbahn 3 zuverlässig zu erfassen. Die von der Faserstoffbahn 3 und/oder von wenigstens einem Bestandteil des Bahnträgers 2 reflektierte Intensität IR der Leuchtquelle 11 ist insbesondere in einem Wellenlängenbereich L in einem Bereich zwischen 800 und 1.000 nm, zwischen 1.070 und 1.170 nm, zwischen 1.380 und 1.650 nm, zwischen 1.600 und 1.700 nm, zwischen 1.900 und 2.000 nm, zwischen 2.000 und 2.150 nm, zwischen 2.200 und 2.500 nm oder zwischen 2.400 und 2.600 nm mittels des Detektors 14 messbar.
- Die Leuchtquelle 11 emittiert Licht in dem genannten Wellenlängenbereich L, welches von der Faserstoffbahn 3 und/oder von wenigstens einem Bestandteil des Trockensiebs 5 reflektiert wird. Das reflektierte Licht wird dann von dem Detektor 14 gemessen und das erhaltene Signal in bekannter Weise ausgewertet. Die Anstellungen, insbesondere die Winkel und die Abstände, sowohl der Leuchtquelle 11 und des Detektors 14 können dabei in einem dem Fachmann bekannten Rahmen gewählt werden.
- In der dargestellten Ausführung ist zwischen der Leuchtquelle 11 und dem Detektor 14 der optischen Einrichtung 8 zur Bahnabrisserfassung ein Filter 15 dazwischengeschaltet, vorzugsweise in dargestellter Weise zwischen der Faserstoffbahn 3 bzw. dem Trockensieb 5 und dem Detektor 14. Dabei ist vorgesehen, dass der Detektor 14 in einem Wellenlängenbereich L von 800 bis 2.600 nm misst und/oder der Filter 15 den Wellenlängenbereich L von 800 bis 2.600 nm setzt. Somit ist der Wellenlängenbereich L für die Messung durch den Detektor 14 und/oder durch den Filter 15 begrenzt.
- Für die direkte oder indirekte Aktivierung der lediglich angedeuteten Abschlagvorrichtung 9 für die Faserstoffbahn 3 ist durch die Einrichtung 8 zur Bahnabrisserfassung mindestens ein Auslöseschwellwert S gesetzt.
- Die in der
Figur 3 dargestellte Vorrichtung 10 mit der optischen Einrichtung 8 zur Bahnabrisserfassung eignet sich insbesondere auch hervorragend zur Durchführung des erfindungsgemäßen Verfahrens. - Zusammenfassend ist festzuhalten, dass durch die Erfindung ein Verfahren und eine Vorrichtung der eingangs genannten Arten derart weitergebildet werden, dass im Vergleich zum Stand der Technik eine zuverlässigere Erfassung von Bahnabrissen in insbesondere einreihigen Trockenpartien einer Maschine zur Herstellung einer Faserstoffbahn ermöglicht wird.
-
- 1
- Maschine zur Herstellung einer Faserstoffbahn
- 2
- Trockenpartie (Sektion)
- 3
- Faserstoffbahn
- 4
- Trockenzylinder
- 5
- Trockensieb (Bahnträger)
- 6
- Unterdruckeinrichtung
- 7
- Führungsrolle
- 8
- Einrichtung zur Bahnabrisserfassung
- 9
- Abschlagvorrichtung
- 10
- Vorrichtung
- 11
- Leuchtquelle
- 12
- Lichtquelle
- 13
- Lampe
- 14
- Detektor
- 15
- Filter
- F
- Farbintensität
- IR
- Reflektierte Intensität
- L
- Wellenlängenbereich
- S
- Auslöseschwellwert
- t
- Zeit
Claims (16)
- Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn (3) in einer Sektion (2) einer Maschine (1) zur Herstellung der Faserstoffbahn (3), wobei die Faserstoffbahn (3) mittels wenigstens eines zumindest mehrere Bestandteile aufweisenden Bahnträgers (5) durch die Sektion (2) geführt wird, wobei der Abriss durch mindestens eine optische Einrichtung (8) zur Bahnabrisserfassung, die mindestens eine Leuchtquelle (11) und einen Detektor (14) umfasst, erfasst wird und wobei eine Abschlagvorrichtung (9) für die Faserstoffbahn (3) durch die Einrichtung (8) zur Bahnabrisserfassung direkt oder indirekt aktiviert wird,
dadurch gekennzeichnet,
dass die von der Faserstoffbahn (3) und/oder von wenigstens einem Bestandteil des Bahnträgers (2) reflektierte Intensität (IR) der Leuchtquelle (11) in einem Wellenlängenbereich (L) zwischen 800 bis 2.600 nm mittels des Detektors (14) gemessen wird, um einen Abriss der Faserstoffbahn (3) zuverlässig zu erfassen. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die von der Faserstoffbahn (3) und/oder von wenigstens einem Bestandteil des Bahnträgers (2) reflektierte Intensität (IR) der Leuchtquelle (11) in einem Wellenlängenbereich (L) in einem Bereich zwischen 800 und 1.000 nm, zwischen 1.070 und 1.170 nm, zwischen 1.380 und 1.650 nm, zwischen 1.600 und 1.700 nm, zwischen 1.900 und 2.000 nm, zwischen 2.000 und 2.150 nm, zwischen 2.200 und 2.500 nm oder zwischen 2.400 und 2.600 nm mittels des Detektors (14) gemessen wird. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass die Leuchtquelle (11), wie insbesondere eine Lampe (13), spezifisches Licht emittiert. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass zwischen der Leuchtquelle (11) und dem Detektor (14) der optischen Einrichtung (8) zur Bahnabrisserfassung mindestens ein Filter (15) dazwischengeschaltet wird. - Verfahren nach Anspruch 4,
dadurch gekennzeichnet,
dass durch den Filter (15) der Wellenlängenbereich (L) von 800 bis 2.600 nm gesetzt bzw. begrenzt wird. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Detektor (14) in einem Wellenlängenbereich (L) von 800 bis 2.600 nm misst. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Wellenlängenbereich (L) für die Messung durch den Detektor (14) und/oder durch den Filter (15) begrenzt wird. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass für die direkte oder indirekte Aktivierung der Abschlagvorrichtung (9) für die Faserstoffbahn (3) durch die Einrichtung (8) zur Bahnabrisserfassung mindestens ein Auslöseschwellwert (S) gesetzt wird. - Vorrichtung (10) zur Erfassung eines Abrisses einer Faserstoffbahn (3) in einer Sektion (2) einer Maschine (1) zur Herstellung der mittels wenigstens eines zumindest mehrere Bestandteile aufweisenden Bahnträgers (5) durch die Sektion (2) geführten Faserstoffbahn (3), mit mindestens einer optischen Einrichtung (8) zur Bahnabrisserfassung, die mindestens eine Leuchtquelle (11) und einen Detektor (14) umfasst, und mit einer durch die Einrichtung (8) zur Bahnabrisserfassung direkt oder indirekt aktivierbaren Abschlagvorrichtung (9) für die Faserstoffbahn (3), insbesondere zur Durchführung eines Verfahrens nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die von der Faserstoffbahn (3) und/oder von wenigstens einem Bestandteil des Bahnträgers (2) reflektierte Intensität (IR) der Leuchtquelle (11) in einem Wellenlängenbereich (L) zwischen 800 bis 2.600 nm mittels des Detektors (14) messbar ist, um einen Abriss der Faserstoffbahn (3) zuverlässig zu erfassen. - Vorrichtung (10) nach Anspruch 9,
dadurch gekennzeichnet,
dass die von der Faserstoffbahn (3) und/oder von wenigstens einem Bestandteil des Bahnträgers (2) reflektierte Intensität (IR) der Leuchtquelle (11) in einem Wellenlängenbereich (L) in einem Bereich zwischen 800 und 1.000 nm, zwischen 1.070 und 1.170 nm, zwischen 1.380 und 1.650 nm, zwischen 1.600 und 1.700 nm, zwischen 1.900 und 2.000 nm, zwischen 2.000 und 2.150 nm, zwischen 2.200 und 2.500 nm oder zwischen 2.400 und 2.600 nm mittels des Detektors (14) messbar ist - Vorrichtung (10) nach Anspruch 9 oder 10,
dadurch gekennzeichnet,
dass die Leuchtquelle (11) eine spezifische Lichtquelle (12), wie insbesondere eine Lampe (13), ist. - Vorrichtung (10) nach einem der Ansprüche 9 bis 11,
dadurch gekennzeichnet,
dass zwischen der Leuchtquelle (11) und dem Detektor (14) der optischen Einrichtung (8) zur Bahnabrisserfassung mindestens ein Filter (15) dazwischengeschaltet ist. - Vorrichtung (10) nach Anspruch 12,
dadurch gekennzeichnet,
dass durch den Filter (15) der Wellenlängenbereich (L) von 800 bis 2.600 nm setzbar bzw. begrenzbar ist. - Vorrichtung (10) nach einem der Ansprüche 9 bis 13,
dadurch gekennzeichnet,
dass der Detektor (14) in einem Wellenlängenbereich (L) von 800 bis 2.600 nm misst. - Vorrichtung (10) nach einem der Ansprüche 9 bis 14,
dadurch gekennzeichnet,
dass der Wellenlängenbereich (L) für die Messung durch den Detektor (14) und/oder durch den Filter (15) begrenzt ist. - Vorrichtung (10) nach einem der Ansprüche 9 bis 15,
dadurch gekennzeichnet,
dass für die direkte oder indirekte Aktivierung der Abschlagvorrichtung (9) für die Faserstoffbahn (3) durch die Einrichtung (8) zur Bahnabrisserfassung mindestens ein Auslöseschwellwert (S) gesetzt ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200710034828 DE102007034828A1 (de) | 2007-07-26 | 2007-07-26 | Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn in einer Sektion einer Maschine zur Herstellung der Faserstoffbahn und Vorrichtung zur Durchführung des Verfahrens |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2022893A2 true EP2022893A2 (de) | 2009-02-11 |
| EP2022893A3 EP2022893A3 (de) | 2011-12-21 |
| EP2022893B1 EP2022893B1 (de) | 2012-12-19 |
Family
ID=39876792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080161037 Not-in-force EP2022893B1 (de) | 2007-07-26 | 2008-07-24 | Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn in einer Sektion einer Maschine zur Herstellung der Faserstoffbahn und Vorrichtung zur Durchfühung des Verfahrens |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2022893B1 (de) |
| DE (1) | DE102007034828A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202012010935U1 (de) | 2011-11-15 | 2013-01-09 | Metso Paper, Inc. | Vorrichtung zum Überwachen von Randfehlern einer Faserstoffbahn |
| US8549770B2 (en) | 2009-12-18 | 2013-10-08 | Whirlpool Corporation | Apparatus and method of drying laundry with drying uniformity determination |
| US8661706B2 (en) | 2009-12-18 | 2014-03-04 | Whirlpool Corporation | Method for determining load size in a clothes dryer using an infrared sensor |
| US9580860B2 (en) | 2009-12-18 | 2017-02-28 | Whirlpool Corporation | Method for operating a clothes dryer using load temperature determined by an infrared sensor |
| CN109594395A (zh) * | 2017-10-02 | 2019-04-09 | 迅普精工株式会社 | 带状物形成装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021131557A1 (de) | 2021-12-01 | 2023-02-23 | Voith Patent Gmbh | Verfahren zur Erkennung eines Bahnlauffehlers einer in einer Faserstoffbahn-Herstellungsmaschine bewegten Faserstoffbahn, Verfahren zur Regelung einer Faserstoffbahn-Herstellungsmaschine sowie zugehöriges System und zugehörige Maschine |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4216653A1 (de) | 1992-05-20 | 1993-11-25 | Voith Gmbh J M | Vorrichtung zum Durchtrennen einer Papierbahn in einer Pressenpartie einer Papiermaschine |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006061432A1 (de) * | 2006-12-23 | 2008-06-26 | Voith Patent Gmbh | Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn in einer Trockenpartie einer Maschine zur Herstellung der Faserstoffbahn und Vorrichtung zur Durchführung des Verfahrens |
-
2007
- 2007-07-26 DE DE200710034828 patent/DE102007034828A1/de not_active Withdrawn
-
2008
- 2008-07-24 EP EP20080161037 patent/EP2022893B1/de not_active Not-in-force
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4216653A1 (de) | 1992-05-20 | 1993-11-25 | Voith Gmbh J M | Vorrichtung zum Durchtrennen einer Papierbahn in einer Pressenpartie einer Papiermaschine |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8549770B2 (en) | 2009-12-18 | 2013-10-08 | Whirlpool Corporation | Apparatus and method of drying laundry with drying uniformity determination |
| US8661706B2 (en) | 2009-12-18 | 2014-03-04 | Whirlpool Corporation | Method for determining load size in a clothes dryer using an infrared sensor |
| US9580860B2 (en) | 2009-12-18 | 2017-02-28 | Whirlpool Corporation | Method for operating a clothes dryer using load temperature determined by an infrared sensor |
| DE202012010935U1 (de) | 2011-11-15 | 2013-01-09 | Metso Paper, Inc. | Vorrichtung zum Überwachen von Randfehlern einer Faserstoffbahn |
| CN109594395A (zh) * | 2017-10-02 | 2019-04-09 | 迅普精工株式会社 | 带状物形成装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2022893B1 (de) | 2012-12-19 |
| DE102007034828A1 (de) | 2009-01-29 |
| EP2022893A3 (de) | 2011-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2022893B1 (de) | Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn in einer Sektion einer Maschine zur Herstellung der Faserstoffbahn und Vorrichtung zur Durchfühung des Verfahrens | |
| DE19632988C1 (de) | Verfahren zur Beseitigung von Papierfehlern bei der kontinuierlichen Papierherstellung | |
| EP1079227A1 (de) | Verfahren und Vorrichtung zur Detektierung von Fremdkörpern in einem längsbewegten Faden | |
| EP2304105B1 (de) | Verfahren und vorrichtung zur erkennung des zustandes eines bandes | |
| DE4010831A1 (de) | Verfahren und vorrichtung zum fuehren eines faserkabels | |
| DE4216653C2 (de) | Abrißüberwachungseinrichtung für Papierbahnen | |
| EP1936030B1 (de) | Verfahren und Vorrichtung zur Erfassung eines Abrisses einer Faserstoffbahn | |
| EP2103924A1 (de) | Optisches Verfahren und Messvorrichtung für eine Fasern beinhaltende Bahn | |
| WO2017060046A1 (de) | Verfahren und anlage zur bestimmung der hydraulisch/mechanischen beanspruchung von zellstoffbahnen | |
| WO2016071262A1 (de) | Bespannung mit indikatorlage | |
| EP1925725A1 (de) | Verfahren zur Erfassung eines Abrisses einer Faserstoffbahn und Trockensieb zur Durchführung des Verfahrens | |
| DE19882394B4 (de) | Verfahren zur Bestimmung des Anteils von in einem Rindenstrom vorliegendem Holzmaterial | |
| DE10139717A1 (de) | Verfahren und Vorrichtung zur Untersuchung von Defekten in oder auf Blattgut | |
| DE202012010935U1 (de) | Vorrichtung zum Überwachen von Randfehlern einer Faserstoffbahn | |
| DE102009032227A1 (de) | Verfahren für die Prüfung von Wertdokumenten | |
| DE19732831C2 (de) | Verfahren und Vorrichtung zum Abtasten einer vorzugsweise textilen Warenbahn | |
| DE102007055833A1 (de) | System und Verfahren zur Regelung wenigstens eines Qualitätsparameters einer Materialbahn, insbesondere einer Faserstoffbahn in einer Papier- und/oder Kartonmaschine | |
| DE2534023C2 (de) | Verfahren zum Feststellen von Fehlern in gesägtem oder gehobeltem Holz und Vorrichtung zur Durchführung des Verfahrens | |
| EP0889320B1 (de) | Verfahren und Vorrichtung zum Abtasten einer vorzugsweise textilen Warenbahn | |
| DE10239154B4 (de) | Kalander und Verfahren zum Kalandrieren einer Materialbahn | |
| EP2723942A1 (de) | Überwachung einer bespannung | |
| EP3371351B1 (de) | Vorrichtung zur fremdteilerkennung in der spinnereivorbereitung | |
| DE102016217962A1 (de) | Verfahren und Vorrichtung zur Steuerung einer Maschine zur Herstellung einer Faserstoffbahn | |
| DE102007056499B4 (de) | Verfahren und Vorrichtung zur Abrisserkennung an papierherstellenden und weiterverarbeitenden Maschinen | |
| EP3031981B1 (de) | Verfahren zur markierung einer fehlerstelle bei der herstellung einer papierbahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D21F 7/04 20060101AFI20111111BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| 17P | Request for examination filed |
Effective date: 20120621 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 589500 Country of ref document: AT Kind code of ref document: T Effective date: 20130115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008008905 Country of ref document: DE Effective date: 20130214 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130319 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130330 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20121219 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130320 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130419 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130419 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| 26N | No opposition filed |
Effective date: 20130920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008008905 Country of ref document: DE Effective date: 20130920 |
|
| BERE | Be: lapsed |
Owner name: VOITH PATENT G.M.B.H. Effective date: 20130731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130724 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080724 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130724 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150721 Year of fee payment: 8 Ref country code: FI Payment date: 20150713 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20150721 Year of fee payment: 8 Ref country code: AT Payment date: 20150722 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008008905 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 589500 Country of ref document: AT Kind code of ref document: T Effective date: 20160724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170201 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160725 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160724 |