EP1984131B1 - Outil à rouler à emboutissage intégré - Google Patents
Outil à rouler à emboutissage intégré Download PDFInfo
- Publication number
- EP1984131B1 EP1984131B1 EP07711179A EP07711179A EP1984131B1 EP 1984131 B1 EP1984131 B1 EP 1984131B1 EP 07711179 A EP07711179 A EP 07711179A EP 07711179 A EP07711179 A EP 07711179A EP 1984131 B1 EP1984131 B1 EP 1984131B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- profile rollers
- forming method
- roll
- profile
- lubricant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D15/00—Corrugating tubes
- B21D15/02—Corrugating tubes longitudinally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/28—Deep-drawing of cylindrical articles using consecutive dies
Definitions
- the invention relates to a rolling method and a tool for the production of cylindrical workpieces, with longitudinal grooves, by means of forming rollers with improved storage.
- an optional integrated in the tool drawing stage should be upstream of the actual rolling process.
- profile bodies such as disc carriers of clutches, toothed belt pulleys or similar workpieces with a cylindrical basic structure
- high accuracies and precision are often required.
- accuracy and surface quality are important.
- the workpieces described are high-quality production parts, which are sometimes produced in large quantities. Thus, in addition to the qualitative characteristics, the costs and the output are important criteria in a production plant for such workpieces.
- a special rolling tool makes it possible to produce the workpiece from a blank having a smooth outer contour by means of a press, wherein each press stroke forms a workpiece from a blank. With each press stroke, a rolling process takes place in which the profile rollers press the desired outer profile into the lateral surface of the workpiece.
- the profile rollers are arranged in a lower tool along the circumference of the workpiece to be machined. If the workpiece is pressed between the rollers by means of an upper tool fastened to the plunger of the press, these are supported on support rollers with appropriate mounting.
- the lower tool can be built rotationally symmetrical, wherein the profile of the workpiece generating individual profile rollers are regularly distributed at a uniform angle to each other along the circumference of the workpiece.
- the disadvantage of the method is that before the rolling process already a contour preformed blank must be present. That is, the blank must be made in a separate forming process, such as a drawing process.
- Another disadvantage in the embodiment described above is the structural design of the profile roller support on the support rollers. Although this design allows a reduced profile roller diameter, but is structurally very complex and costly by the arrangement of the support rollers. In addition, this results in a large height of the tool.
- the US 2,751,872 discloses a device for forming a groove on a cup-shaped article.
- the JP 2003 191 025 discloses a device and a method according to which a workpiece is first cylindrically deformed during a press stroke and then a profile is produced on the circumference of the workpiece by means of profile rollers.
- the invention has for its object to develop a method and a tool, whereby a quality improvement for the machined with a tool according to the introductory prior art workpieces can be achieved.
- the bearing shell halves protrude. Between the profile rollers and the bearing shells lubricant is introduced via a pressure lubrication.
- the two Bearing halves are preferably made solid and only slightly higher in height than the scope of the profile rollers. This makes it possible to attach a draw ring in the upper area of the tool. This drawing ring, together with the stamp upper part, which is firmly connected to the plunger, the task of deep-drawing required for the rolling cylindrical blank from a flat board. This is preferably done without a sheet holder. However, the structure of the tool also allows it to perform the drawing process by means of an additionally installed plate holder.
- FIG. 1 shows the tool 1 according to the invention in a sectional view.
- the tool 1 consists of a drawing unit 6 and a roller unit 7.
- the drawing unit 6 in turn consists of a stamp upper part 2, which is fixedly connected to the plunger 4 and a punch base 3, which is vertically movable on the lifting unit 5.
- FIG. 1 the position is shown at the beginning of the drawing process.
- the plunger 4 with the punch base 2 has already moved so far down that the deformation of the board 8 can begin.
- the board 8 is pulled over the pull ring 9 down.
- the stamp upper part 3 is displaced downwards. Due to the contour of the punch upper part 2 and by the design of the drawing ring 9 results after the drawing process, a blank 10, which serves as a starting shape for the subsequent Rollumformvorgang.
- FIG. 2 is a position during the Rollumformvorganges shown.
- the roller unit 7 with the upper bearing shell 11 and the lower bearing shell 12 can be seen.
- the two bearing shell halves 11, 12 serve to receive or support the profile rollers 13.
- These profile rollers 13 are arranged distributed on the circumference of the roller unit 7.
- the blank 10 is now by the vertical downward movement of the plunger 4 with the.
- a lubrication connection 14 can be seen at the outer edge of the tool 1 according to the invention.
- this lubrication connection 14 and via the lubrication line 15 is pressed by means of a pressure lubrication lubricant between the bearing shell halves 11, 12 and the profile rollers.
- This lubricant surrounds the profile rollers 13 and occurs in the region in which the profile rollers 13 with the raw ling 10 are engaged, from the bearings again and is fed to a lubricant circuit.
- the lubricant outlet in the area of forming favors the roll forming process and results in a quality improvement of the roller result.
- the plunger 4 moves with the punch upper part 2 back up, while the finished formed workpiece by means of the lifting unit 5 also upwards gefah ren. Subsequently, the workpiece 10 can be gripped and transported by an automation device. After a new board 8 is inserted into the tool 1 according to the invention, the combined drawing and roll forming can start anew.
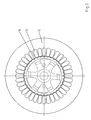
- FIG. 3 the arrangement of the profile rollers 13 can be clearly seen. These are in the circumference, corresponding to the final contour of the workpiece 10, arranged. Also shown is the lower bearing shell 12, in which the profile rollers 13 are stored or guided.
- the rolling unit 7 can be arranged several times one above the other so as to enable multi-stage roll forming. It is also conceivable that the drawing unit 6 is additionally equipped with a regulated sheet holder.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Metal Extraction Processes (AREA)
- Metal Rolling (AREA)
Claims (9)
- Procédé de fabrication de pièces cylindrique, utilisant un procédé de transformation par roulage selon lequel, on réalise un profil à la périphérie d'une pièce à l'aide de galets profilés (13) installés de manière concentrique,
procédé selon lequel- on réalise une ébauche (10) constituant la forme première pour le procédé de roulage à l'aide d'un procédé de transformation en amont du procédé de roulage, en partant d'une platine plane (8), et- on effectue ce procédé de transformation et le procédé de roulage sous le même poussoir (4) au cours de la même course de descente du poussoir,procédé caractérisé en ce que
par un graissage sous pression par l'intermédiaire d'une conduite de graissage (15), on introduit de l'agent lubrifiant entre les moitiés des coupelles de palier (11, 12) des galets de profil (13) et les galets de profil (13) de façon que l'agent de lubrification enveloppe les galets de profil (13) et ressorte des coupelles de palier dans la zone dans laquelle les galets profilés (13) sont en prise avec la pièce (10) et l'agent lubrifiant est reconduit dans le circuit d'agent lubrifiant. - Procédé selon la revendication 1,
caractérisé en ce que
le procédé de transformation en amont du procédé de roulage, est un procédé d'emboutissage profond. - Procédé selon les revendications 1 et 2,
caractérisé en ce que
le procédé de transformation par roulage qui fait suite au procédé d'emboutissage profond, se compose de plusieurs étapes, c'est-à-dire qu'il est fait à l'aide de plusieurs unités de galets (7) superposées. - Procédé selon l'une ou plusieurs des revendications précédentes 1 à 3,
caractérisé en ce que
le procédé d'emboutissage profond et le procédé de transformation par roulage, se font à l'aide d'un outil commun (1). - Outil pour la fabrication de pièces cylindriques utilisant un procédé de transformation par roulage comprenant des galets profilés (13) installés de manière concentrique et à l'aide desquels, on réalise un profil à la périphérie d'une pièce,
outil dans lequel
au-dessus d'au moins une unité (7) composée de galets profilés (13) concentriques, il y a une unité d'emboutissage (6) à l'aide de laquelle, on étire la platine (8) avec une partie supérieure de poinçon (2) dans une bague d'étirage (9),
outil caractérisé par- un graissage sous pression réalisé pour introduire de l'agent lubrifiant par une conduite de graissage (15) entre les moitiés de coupelles de palier (11, 12) des galets profilés (13), et dans les galets profilés (13), de façon que l'agent lubrifiant enveloppe les galets profilés (13) et ressorte des coupelles de palier de la zone dans laquelle les galets profilés (13) sont en prise avec l'outil (10) et revienne dans un circuit d'agent lubrifiant. - Outil selon la revendication 5,
caractérisé en ce que
la force de compression est exercée par la partie supérieure (2) du poinçon par l'intermédiaire de la platine (8) sur la partie inférieure (3) du poinçon qui est refoulée vers le bas au cours de l'opération de transformation. - Outil selon les revendications 5 et 6,
caractérisé par
plusieurs unités à galets (7) superposées. - Outil selon l'une ou plusieurs des revendications 5 à 7,
caractérisé en ce qu'
un serre-flan régulé pour transformer la platine (8) est utilisable. - Outil selon l'une ou plusieurs des revendications 5 à 8,
caractérisé par
une unité de soulèvement (5) pour soulever la pièce (10) vers le haut après sa transformation.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006007501A DE102006007501A1 (de) | 2006-02-16 | 2006-02-16 | Rollwerkzeug mit integrierter Ziehstufe |
| PCT/DE2007/000264 WO2007093159A2 (fr) | 2006-02-16 | 2007-02-09 | Outil à rouler à emboutissage intégré |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1984131A2 EP1984131A2 (fr) | 2008-10-29 |
| EP1984131B1 true EP1984131B1 (fr) | 2011-04-27 |
Family
ID=38048048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07711179A Not-in-force EP1984131B1 (fr) | 2006-02-16 | 2007-02-09 | Outil à rouler à emboutissage intégré |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7743637B2 (fr) |
| EP (1) | EP1984131B1 (fr) |
| AT (1) | ATE507018T1 (fr) |
| CA (1) | CA2640673C (fr) |
| DE (2) | DE102006007501A1 (fr) |
| WO (1) | WO2007093159A2 (fr) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8093423B2 (en) | 2003-02-19 | 2012-01-10 | Globoasia, Llc | Pharmaceutical-grade ferric organic compounds, uses thereof and method of making same |
| DE102008017608B3 (de) * | 2008-04-06 | 2009-04-30 | Aweba Werkzeugbau Gmbh Aue | Verfahren zur Herstellung eines innen- und außenverzahnten topfförmigen Blechteiles und eine Vorrichtung hierzu |
| DE102010053547A1 (de) * | 2010-12-04 | 2012-06-06 | Form Technology Gmbh | Verfahren und Vorrichtung zur Herstellung eines innen- und außenverzahnten topfförmigen Blechteils |
| DE102011013016A1 (de) | 2011-03-03 | 2012-09-06 | Schuler Cartec Gmbh & Co. Kg | Vorrichtung zur Bearbeitung von Werkstücken unter Verwendung eines Rollumformverfahrens, insbesondere Rollumformvorrichtung |
| DE102011109135A1 (de) * | 2011-08-02 | 2013-02-07 | Gottfried Wilhelm Leibniz Universität Hannover | Verfahren zur Herstellung eines Bauteils und kombiniertes Umformwerkzeug dafür |
| JP5569495B2 (ja) * | 2011-09-30 | 2014-08-13 | アイシン・エィ・ダブリュ株式会社 | カップ状部品の製造方法及び製造装置 |
| DE102015009733A1 (de) * | 2015-07-31 | 2017-02-02 | Transform Automotive LLC, Inc. | Verfahren zum Rollen von Lamellenträgern oder dergleichen und ein hierzu verwendeter Profilrollensatz |
| CN106180404B (zh) * | 2016-08-02 | 2017-11-28 | 哈尔滨工程大学 | 一种压制金属橡胶材料模具 |
| US20180036791A1 (en) * | 2016-08-04 | 2018-02-08 | Schaeffler Technologies AG & Co. KG | Tool and method for forming surface features onto a workpiece |
| CN113042604A (zh) * | 2021-04-23 | 2021-06-29 | 中北大学 | 一种采用滚轴结构的省力变薄拉伸方法 |
| CN113275456B (zh) * | 2021-05-19 | 2022-04-26 | 温州理工学院 | 一种具有高度智能化的机械外壳自动化加工设备 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2145125A (en) * | 1936-10-06 | 1939-01-24 | Mark E Moore | Can forming machine |
| US2751872A (en) * | 1951-10-12 | 1956-06-26 | Western Electric Co | Drawing and indenting die |
| US3360157A (en) * | 1965-05-04 | 1967-12-26 | American Can Co | Method of forming a coated metal container and article produced thereby |
| US3572271A (en) * | 1968-05-23 | 1971-03-23 | Dayton Reliable Tool & Mfg Co | Fabrication of can bodies with integral bottom walls |
| DE2017709A1 (de) | 1970-04-14 | 1971-11-04 | Zahnradfabrik Friedrichshafen Ag, 7990 Friedrichshafen | Werkzeug zum Einrollen von Längsnuten in zylindrische Werkstücke |
| US3796106A (en) * | 1971-06-29 | 1974-03-12 | Borg Warner | Method and apparatus for making sprockets and/or gears |
| US3733880A (en) * | 1971-12-15 | 1973-05-22 | Continental Can Co | Apparatus for and method of facilitating the stripping of cans from a punch and the article formed thereby |
| US3796085A (en) * | 1972-10-24 | 1974-03-12 | H Fisher | Method for making sprockets and/or gears |
| US3983733A (en) * | 1975-04-28 | 1976-10-05 | Davis Richard P | Die for forming cans |
| US5524465A (en) * | 1991-03-29 | 1996-06-11 | Hitachi, Ltd. | Work rolls crossing type mill, rolling system and rolling method |
| DE19531907A1 (de) * | 1995-08-30 | 1997-03-06 | Schuler Pressen Gmbh & Co | Vorrichtung und Verfahren zur Herstellung von Profilkörpern |
| FI101458B1 (fi) * | 1996-03-15 | 1998-06-30 | Outokumpu Copper Products Oy | Putken seinämän muokkaustyökalu |
| JPH09276979A (ja) * | 1996-04-15 | 1997-10-28 | Mitsubishi Steel Mfg Co Ltd | スプライン成形金型 |
| DE19639081C2 (de) * | 1996-09-24 | 2003-06-18 | Herzing & Schroth Gmbh & Co Kg | Vorrichtung zum Herstellen eines Werkstücks mit einer zylindrischen profilierten Wand |
| US6622570B1 (en) * | 2000-03-01 | 2003-09-23 | Surface Technology Holdings Ltd. | Method for reducing tensile stress zones in the surface of a part |
| JP4550226B2 (ja) * | 2000-06-06 | 2010-09-22 | 古河電気工業株式会社 | 内面溝付管の製造装置 |
| US6250120B1 (en) * | 2000-06-27 | 2001-06-26 | Morgan Construction Company | Apparatus for rotatably supporting the neck of a roll in a rolling mill |
| JP2003191025A (ja) * | 2001-12-21 | 2003-07-08 | Toyota Motor Corp | ワーク側面の成形装置と成形方法 |
| DE10317506C5 (de) * | 2003-04-16 | 2008-05-15 | Daimler Ag | Verfahren zum Herstellen eines hohlen Werkstücks und nach dem Verfahren hergestelltes hohles Werkstück |
-
2006
- 2006-02-16 DE DE102006007501A patent/DE102006007501A1/de not_active Withdrawn
-
2007
- 2007-02-09 WO PCT/DE2007/000264 patent/WO2007093159A2/fr active Application Filing
- 2007-02-09 CA CA2640673A patent/CA2640673C/fr not_active Expired - Fee Related
- 2007-02-09 DE DE502007007051T patent/DE502007007051D1/de active Active
- 2007-02-09 AT AT07711179T patent/ATE507018T1/de active
- 2007-02-09 EP EP07711179A patent/EP1984131B1/fr not_active Not-in-force
-
2008
- 2008-08-07 US US12/187,509 patent/US7743637B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE502007007051D1 (de) | 2011-06-09 |
| DE102006007501A1 (de) | 2007-08-23 |
| CA2640673C (fr) | 2013-07-02 |
| WO2007093159A2 (fr) | 2007-08-23 |
| US20090049880A1 (en) | 2009-02-26 |
| EP1984131A2 (fr) | 2008-10-29 |
| ATE507018T1 (de) | 2011-05-15 |
| CA2640673A1 (fr) | 2007-08-23 |
| US7743637B2 (en) | 2010-06-29 |
| WO2007093159A3 (fr) | 2007-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1984131B1 (fr) | Outil à rouler à emboutissage intégré | |
| EP2024111B1 (fr) | Dispositif et procédé pour produire des corps profilés | |
| DE112010005886B4 (de) | Verfahren und Vorrichtung zur Herstellung einer Kurbelwelle | |
| CH621271A5 (fr) | ||
| DE2610568C3 (de) | Verfahren und Vorrichtung zur Herstellung von Kurbelhüben | |
| WO2009124534A2 (fr) | Procédé de production d'une pièce de tôle en forme de pot, à denture intérieure et extérieure, et dispositif correspondant | |
| EP1986801A1 (fr) | PROCEDE ET DISPOSITIF DE Formation D'UNE DECOUPE OU D'UNE PERFORATION DANS LA PAROI D'UN COMPOSANT FORME PAR UN PROCEDE DE FACONNAGE SOUS HAUTE PRESSION INTERIEURE | |
| DE3433515A1 (de) | Verfahren und werkzeug zum plastischen verformen metallischer werkstuecke durch kaltfliesspressen | |
| DE2325837B2 (de) | Vorrichtung zum Herstellen von Innenverzahnungen durch Kaltpressen | |
| EP1568423B1 (fr) | Procédé de préformage d'une ébauche par des rouleaux | |
| EP1330320A1 (fr) | Procede et dispositif de fabrication d'une piece a denture interieure, en particulier d'une roue a denture interieure | |
| EP2403665B1 (fr) | Dispositif de réalisation d'un profil sur une pièce en tôle | |
| EP2282854B1 (fr) | Procédé de roulage pour la fabrication de corps profilés cannelés dans des pièces cylindriques ayant la forme d'un pot | |
| WO2006066525A1 (fr) | Procede pour realiser des rainures longitudinales dans des pieces cylindriques | |
| DE102005056470B4 (de) | Verfahren zur Herstellung von Längsnuten in zylindrische Werkstücke | |
| DE102017118654A1 (de) | Abstreckwerkzeuganordnung, Umformeinrichtung mit einer Abstreckwerkzeuganordnung sowie Verfahren zum Umformen eines napfförmigen Ausgangsteils | |
| WO2011117147A1 (fr) | Procédé de fabrication d'ailettes pour échangeurs de chaleur et dispositif pour mettre en œuvre ce procédé | |
| DE3535811A1 (de) | Verfahren zur umformenden herstellung von ringfoermigen pressteilen, insbesondere waelzlagerinnenringen | |
| DE102005002781A1 (de) | Verfahren zum Biegen von Lager-Halbschalen und Biegevorrichtung | |
| DE102008018481B3 (de) | Verfahren und Vorrichtung zum Herstellen eines topfförmigen Zahnrades | |
| DE102009030600A1 (de) | Herstellungsverfahren von Rohrmaterial | |
| DE1018703B (de) | Gesenk zum Rueckwaertsfliesspressen eines metallischen Werkstueckes mit Flansch | |
| DE10159249B4 (de) | Verfahren und Pressenwerkzeug zum Herstellen eines Mehrkantbolzens | |
| EP1362652B1 (fr) | Méthode et dispositif de fluotournage pour le formage d' un moyeu sans enlèvement de copeaux | |
| DE2826639B2 (de) | Fließpreßstempel zum Rückwärtsfließpressen eines ein- oder mehrfach stufenförmig abgesetzten Werkstückes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080725 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20090324 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502007007051 Country of ref document: DE Date of ref document: 20110609 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007007051 Country of ref document: DE Effective date: 20110609 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: SCHULER PRESSEN GMBH Free format text: MUELLER WEINGARTEN AG#SCHUSSENSTRASSE 11#88250 WEINGARTEN (DE) -TRANSFER TO- SCHULER PRESSEN GMBH#SCHUSSENSTRASSE 11#88250 WEINGARTEN (DE) Ref country code: CH Ref legal event code: NV Representative=s name: KELLER & PARTNER PATENTANWAELTE AG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110427 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110829 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110728 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110827 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007007051 Country of ref document: DE Representative=s name: OTTEN, ROTH, DOBLER & PARTNER PATENTANWAELTE, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502007007051 Country of ref document: DE Owner name: SCHULER PRESSEN GMBH, DE Free format text: FORMER OWNER: MUELLER WEINGARTEN AG, 88250 WEINGARTEN, DE Effective date: 20120118 Ref country code: DE Ref legal event code: R082 Ref document number: 502007007051 Country of ref document: DE Representative=s name: OTTEN, ROTH, DOBLER & PARTNER PATENTANWAELTE, DE Effective date: 20120118 Ref country code: DE Ref legal event code: R082 Ref document number: 502007007051 Country of ref document: DE Representative=s name: OTTEN, ROTH, DOBLER & PARTNER MBB PATENTANWAEL, DE Effective date: 20120118 |
|
| 26N | No opposition filed |
Effective date: 20120130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007007051 Country of ref document: DE Effective date: 20120130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| BERE | Be: lapsed |
Owner name: MULLER WEINGARTEN A.G. Effective date: 20120228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120209 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 507018 Country of ref document: AT Kind code of ref document: T Effective date: 20120209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120209 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070209 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: EIGERSTRASSE 2 POSTFACH, 3000 BERN 14 (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20150130 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160209 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180221 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180226 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200303 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007007051 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210901 |