EP1963541B1 - An improved lance for ld steelmaking - Google Patents
An improved lance for ld steelmaking Download PDFInfo
- Publication number
- EP1963541B1 EP1963541B1 EP06745217A EP06745217A EP1963541B1 EP 1963541 B1 EP1963541 B1 EP 1963541B1 EP 06745217 A EP06745217 A EP 06745217A EP 06745217 A EP06745217 A EP 06745217A EP 1963541 B1 EP1963541 B1 EP 1963541B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lance
- central
- nozzle
- peripheral
- jet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces
- F27B3/10—Details, accessories, or equipment peculiar to hearth-type furnaces
- F27B3/22—Arrangements of air or gas supply devices
- F27B3/225—Oxygen blowing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/4606—Lances or injectors
Definitions
- the present invention generally relates to an improved lance for LD steelmaking.
- the invention relates to a multi-hole lance design with a central separately-controllable subsonic nozzle for varying the generation of liquid metal droplets according to the process requirement.
- LD steelmaking process is a purification process of liquid pig iron that contains, along with very high percentage of iron, carbon, phosphorus, magnesium, manganese, aluminium, etc as principal impurities. These impurities are removed by oxidation reactions using gaseous oxygen as the oxidizer.
- the oxygen gas is introduced into the LD vessel by means of multiple supersonic jets through a water-cooled lance with a copper head. Further, argon gas is introduced through tuyres at the bottom of the vessel to stir the liquid metal thoroughly. This process of blowing oxygen gas from the top through the lance and injecting argon through the bottom is called combined blowing process.
- the refining process within the LD vessel can be summarized in the following way. Liquid pig iron is charged into the vessel along with metal scraps. These metal scraps can easily be melted because most of the reactions taking place in the LD vessel are exothermic reactions and the whole LD steelmaking process is an auto-generation process, i.e. it requires no external supply of heat. Lime (CaO), as a flux, is also added according to the required basicity ratio defined as the gravimetric ratio of lime to silica (CaO/SiO 2 ) and the blowing of oxygen gas onto the liquid metal is started. The impurities are oxidized and the oxides, other than the oxides of carbon, form the liquid slag that floats on top of the liquid metal.
- Carbon is oxidised as carbon mono-oxide (CO) gas that passes through the liquid slag. Due to this, the slag layer swells in volume and forms what in general, called as "slag foam".
- the slag foam comprises of liquid slag, gases evolving from the liquid metal and the liquid metal droplets thrown into the vessel due to the impact of the oxygen jets on the liquid metal surface.
- the foam thus formed, occupies a large volume of the vessel completely covering the lance head and partly the lance itself.
- the foam creates a large interfacial area between the liquid metal and the slag and thereby promotes interfacial reactions such as dephosphorization.
- the oxygen lance is operated at different lance heights to control the intensity of impingements of the supersonic jets.
- the lance height is defined as the distance of the lance tip at any instance to the flat liquid metal surface before the start of the blow.
- the prime interest of the steelmaker is to form the liquid slag quickly and dissolve the charged lime completely. It is felt that hard blow or lesser lance height will be disadvantagesous because the oxidation of the carbon is not preferred in this stage. So, the lance is operated at a higher height, say for example, the initial lance height is 2.2 m.
- the slag starts forming with the required chemical and physical properties.
- the lance height is reduced to give a hard blow. The reduced height can be around 1.5 m.
- the creation of metal droplets is also of great importance as far as the dephosphorization reaction is concerned.
- the lance is operated in this shorter height for most of the blow to promote the oxidation of carbon.
- the carbon percentage in the steel is very low and the generation of CO gas is reduced to a great extent.
- the slag is no longer foamy because of the absence of the generation of CO gas and it is understood that a thick liquid slag layer is formed on top of the metal surface.
- the hard blow and the creation of liquid metal droplets in this stage are not preferred due to similar reasons mentioned in the earlier stages of the blow. So, the lance height is increased again to the initial lance height to give a softer blow.
- the lance is made up of copper and has a detachable head where the nozzles are fixed.
- the oxygen is blown into the vessel with supersonic velocities in the range of Mach number 2.0-2.4 through the nozzles.
- the number of supersonic nozzles in the lance is decided based on the size of the vessel, mass of the charge and the other operating conditions.
- a typical lance can have 6 supersonic nozzles with an angle of inclination from the vertical axis of 17.5° to minimize jet coalescehce.
- the nozzles are designed to produce the supersonic jets with the exit Mach number of 2.2. All the nozzles have a single supply of oxygen at the pressure of 13.5 bar.
- the employed lance is water-cooled to protect it from the hot temperature within the LD vessels.
- FR 1,346,214 discloses a lance for blowing oxygen for use in steel refining comprising a plurality of gas conduits.
- One object of the present invention is to improve the liquid metal droplet generation to increase the slag-metal interfacial area for improving the dephosphorization within the LD vessel. Since dephosphorization is essentially an interfacial reaction between the slag and metal, increasing the metal droplets would enhance the dephopshorization efficiency. In the present invention therefore, an effort has been made to improve the droplet generation in LD vessel.
- the metal droplets formation is essentially the function of the lance.
- the function of the oxygen jets have to be considered carefully under steelmaking conditions or very close to such conditions.
- the central hole has a further advantage that was hitherto unknown in steel industry.
- the effect of high density slag foam on the supersonic jet characteristics in the LD vessel was considered. It has been found that the slag foam absorbs all the momentum supplied by the oxygen jets and the jets lose the momentum completely to the slag. Thus the existing knowledge on the supersonic oxygen jet characteristics within the LD vessel can be considered to be wrong.
- the droplet generation studies done using hydrodynamic models of LD vessels will not reveal the true mechanisms of droplet production within the LD vessel, they provide the basis for improved understanding of the droplet formation. Since the peripheral jets are exposed to the slag foam, they are expected to lose all the momentum to the slag layer through the jet-slag foam interface. Because the gas jets do not have sufficient momentum when they reach the molten metal surface, they cannot produce metal droplets as needed.
- the central jet will be covered by very little or no slag foam as compared to the peripheral jets.
- the peripheral jets will cover the central jet and make a protective cover to the central jet from the high density slag foam.
- the central jet will not lose its momentum to the slag layer and will reach the metal surface with concentrated momentum, i.e. with very high velocity that will tear the metal surface to produce the much needed metal droplets for improving the dephosphorization.
- shocks or strong discontinuities in pressure, velocity, temperature and density of the gas can occur within the diverging section of the nozzle itself.
- shocks formed at the diverging section can severely effect the performance of the supersonic nozzle and will reduce the life of the nozzle considerably.
- a shock formed inside with diverging section of the nozzle can suck the high temperature slag foam and metal droplets into the nozzle and severe erosion and failure of the lance can occur. It is clear that it is not possible to have a great degree of control of flow rates, as needed in the different phases of the LD steelmaking process, through the supersonic nozzle.
- the present invention provides an improved lance for LD steelmaking comprising:
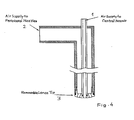
- the top part of the vessel is made of stainless steel where the cylindrical and the vessel bottom portions are made of plexiglas to have required transparency for visualization of the experiments.
- the lance is made up of copper with the facility of putting different design of lance tips for investigation.
- the scaled down lance was designed having six peripheral nozzles with a central nozzle as shown in Figure 4 .
- line 1 is connected to all the six outer peripheral nozzles whereas line 2 is connected to the central nozzle.
- the flow rate through the central hole was controlled separately by means of a set of pressure regulator and air flow rotameter connected in series whereas the flow rate through the six peripheral nozzles was controlled through another set of pressure regulator and air flow rotameter.
- the inclination of the peripheral nozzles to the central axis were investigated at 17.5° (as existing in practice) and 22° as well, by using two different lance tips 3.
- the quantification of the droplet generation was studied in order to understand the optimum flow rate to be given through the central nozzle to maximize the droplet generation rate.
- the droplet generation rate is measured by putting a collecting pan having dimension 400 x 100 x 50 mm 3 and the measurements were carried out for the existing 6-nozzle lance and the new 7-hole lance with a central nozzle.
- the dimension of the pan was decided to measure the effective droplet generation surrounding a single nozzle of the 6 peripheral nozzles.
- the rate of droplet generation is expressed in terms of the rate of mass of droplets collected (g/sec) on the pan.
- the rate of droplet generation plotted against the flow rate ratio is shown in Figure 7 .
- the flow rate through the central nozzle was varied from a flow rate ratio of as low as 25 % to as high as 125 %.
- the optimum flow rate through the central nozzle is obtained by maintaining the balance between an improved droplet generation and control of splashing and spitting due to bath spilling out of the mouth of the vessel. It was quite apparent that as the flow rate through the center hole was increased progressively, the rate of droplet generation was enhanced.
- Figure 7 shows that for a flow rate ratio, X of 1 (100%) given through the central nozzle, the droplet generation almost doubles and reaches a maximum value. Beyond this flow rate, there was vigorous splashing and spitting out of the mouth of the LD vessel water model which is detrimental to the operation of the LD vessel.
- the optimum flow rate ratio, X through the central hole is decided that maximizes the droplet generation rate but without spitting and splashing out of the vessel.
- the subsonic nozzle Since the optimum flow ratio obtained from hydrodynamic model experiments was unity, the subsonic nozzle has been designed with a larger exit diameter (54 mm) as compared to that of the peripheral supersonic nozzle (37.3 mm). This is needed to push the same mass flow rate through the central subsonic nozzle and one of the supersonic nozzle.
- the lance pipe diameter had to be increased by 100 mm compared to the existing lance dimensions.
- the volume flow rate through the central subsonic nozzle was kept almost the same as that of one of the peripheral supersonic jets. This means that mass flow rate through one of the supersonic nozzles in the periphery when compared to the central subsonic nozzle is different. This is due to the fact that because of the supersonic flow in the outer nozzles, the nozzle exit temperature falls down to 150 K. Due to this, the density of the gas at the exit of the supersonic nozzles becomes much higher, given that the pressure is almost uniform everywhere in the vessel. For the subsonic central jet, such low temperatures at the nozzle exit do not reach.
- FIGs 8 and 9 the computational model and the mesh used for the numerical simulation of the 7-hole lance design suggested above are shown. More than 1.3 million grid nodes were used in the simulations of the jet flows. The simulations were performed with standard k- ⁇ model. 12 processors of a one tera-flops Linux cluster were used for simulation and it took around 72-80 to complete one flow simulation. It is well-known that k- ⁇ turbulence model predicts the flow features of the multiple jets with some deviations from the real flow but the deviations are not large. However, it is easy to get reasonable solutions quickly with k- ⁇ model with short computational time. For this reason, this model was used.
- the velocity contours are plotted at the symmetry plane to show the impact positions of the jets on the metal surface.
- the geometrical projections of the jets are also shown on the liquid metal surface by dark circles. It can be seen that the jets almost follow the geometrical path and the coalescence is minimal due to the presence of the central jet and the bottom stagnation region.
- the velocity contours are shown only for the velocity magnitudes less than 150 m/s. It can be observed that the supersonic jets and the central subsonic jet reach the liquid metal bath with almost the same velocity magnitudes although the exit velocities at the respective nozzles were different.
- the velocities closer to the metal bath are matched.
- the gas in the central jet has to pass through the surrounding supersonic jets since it cannot pass through the metal surface (in the simulation). This kind of flow feature may not happen in the actual vessel because in the simulation, the metal surface is assumed to be a stress free flat wall. In LD vessel, the impact of the central jet will create a depression, which will change the flow characteristics completely.
- the numerical domain and the boundary conditions used are shown in Figure 14 .
- the vessel diameter required for a single axisymmetric nozzle has been calculated by using 1/6 of the original vessel cross-sectional area (because out of 6 nozzles, only one is being simulated).
- the liquid metal surface has been assumed to be a shear free flat wall.
- the lance height (distance between nozzle tip to the liquid metal surface) is taken to be 3.5 m, in order to study the behaviour of the jet over a long axial distance.
- the actual lance height in the vessel varies from 1.5-2.2 m.
- the simulations have been carried out using a 2D axisymmetric unsready RANS with volume of fluid (VOF) multiphase model to track the interface between the phases. No differentiation has been made between oxygen and carbon mono-oxide gas. Hence only one gas phase has been considered.
- the Realizable k- ⁇ turbulence model is used to close the system of equations.
- PISO algorithm has been used for pressure - velocity coupling.
- Second order upwind discretization scheme has been used for all the flow variables except temperature for which power law scheme is used.
- the average slag volume fraction (15%), computed from the steady decarburisation rate, is patched in the vessel domain as an initial guess. During the computation, the slag is free to move throughout the domain depending on the local flow conditions unlike the earlier simulation.
- the surface tension forces have also not been included in this simulation when entering into a still ambient, the gas jet with high velocity invokes flow in the ambient also.
- the ambient fluid adjacent to the jet boundary starts moving in the predominant flow direction of the jet fluid. So, the ambient fluid in the neighboring locations moves towards the jet because of this flow induced by the jet. Slag along with the ambient gas rushes towards the jet boundary owing to the flow induced by the jet. Here, slag accumulates and the volume fraction/local density increases.
- the momentum transferred from the jet imposes movement to the slag and slowly, the slag covers the high-speed jet core.
- the slag foam density contours near the nozzle tip are plotted in Figure 15 in order to show the slag accumulation at the nozzle tip and its movement along the jet.
- the resultant momemtum flux rate ( ⁇ V ) at different axial locations is shown in Figure 16 at a particular instant of time. It is worth noting that the maximum momentum flux rate does not occur at the axis of the jet but away from it in the radial direction as shown in Figure 16 .
- the high speed core of the jet continuously pumps momentum to the jet shear layer, both convectively and diffusively. The velocity at the axis is still the maximum at any axial location.
- the shear layer can store higher momentum fluxes without increasing the velocity enormously just like storage of thermal energy in a reservoir with higher specific heat/thermal capacitance without appreciable temperature differences.
- the gravity is aiding the slag layer to gain momentum, i.e. the slag layer moves in the direction of the gravitational acceleration.
- the momentum transferred from the high speed jet core to the high density shear layer will be in addition to the momentum imparted by the gravitational acceleration. From the momentum flux rates Plots shown in Figure 16 , the momentum flux rate at the high density shear layer is minimum 2 orders of magnitude higher than the high speed jet core. It is clear from the above discussions that the high density slag-gas foam present in the LD vessel poses some interesting flow features of the supersonic gas jets. The understanding of the depressions created during the blow might be changed completely.
- the central jet will not see or see minimally the slag foam and unlike the supersonic jets, it will not lose its momentum completely to the slag foam. So the central jet will reach the liquid metal surface with very high velocities as compared to the supersonic jets and is expected to produce more droplets. This kind of droplet production is not possible with the 6-hole design since all the 6 supersonic jets will completely lose their momentum to the slag layer that moves relatively slowly. It is clear from the above discussions that the 7 hole design is more efficient than the 6-hole conventional design.
- FIG. 17 One embodiment of the present invention with a 7-hole design is schematically shown in Figure 17 . It shows 6 peripheral supersonic jets with a central jet.
- the central jet is to be controlled separately with a separate gas supply line whereas the peripheral supersonic jets will have a single inlet gas supply line.
- the gas supply line for the 6 peripheral supersonic jets and the gas supply line for the central subsonic jets are provided with two separate control valves with actuators.
- the central jet can be put into operation during different stages of the blow and the flow rate can also be varied according to process requirement since it is a subsonic nozzle.
- the flow rate through the central subsonic nozzle is kept as a variable.
- the ratio of the volume flow rate through the central subsonic nozzle and that of one of the supersonic nozzles is kept as a variable.
- the maximum value of this ratio is kept as 1 in numerical simulation.
- the dimensions of the central nozzle are calculated by keeping this in mind.
- the outlet diameter of the subsonic nozzle is 54 mm and that of the supersonic nozzle is 37.3 mm (existing value).
- the angle of inclination of the peripheral jets is kept at 17.5% (the existing value).
- the angle of inclination of the peripheral supersonic nozzles can be equal or alternately varying.
- the alternately varying angle of inclination can have a distinct advantage. As shown earlier, the covering of slag foam on the jet surface results in lower velocity of the gas jet and the slag layer covering the jet reaches the liquid metal surface with high momentum.
- the advantageous features of the present invention provides better on/off control of the central nozzle during the blow because of the separate gas supply line. This will give a strong control of the spitting of metal droplets off the vessel.
- the bigger subsonic nozzle at the centre of the lance head is useful to control the flow rate of oxygen through the central nozzle. This would mean more flexibility and control over the process.
- the system provides increased metal droplet generation. Since the central jet is protected from the slag foam by the peripheral jets, this would reach the metal bath with high velocities and promote increased droplet generation.
- the system provides improved effectiveness in dephosphorization. Improveed metal droplet generation will promote the interfacial reactions particularly dephosphorization.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06745217T PL1963541T3 (pl) | 2005-11-10 | 2006-05-04 | Ulepszona lanca do wytopu stali |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IN1023KO2005 | 2005-11-10 | ||
| PCT/IN2006/000153 WO2007054957A1 (en) | 2005-11-10 | 2006-05-04 | An improved lance for ld steelmaking |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1963541A1 EP1963541A1 (en) | 2008-09-03 |
| EP1963541B1 true EP1963541B1 (en) | 2012-02-22 |
Family
ID=38023007
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06745217A Not-in-force EP1963541B1 (en) | 2005-11-10 | 2006-05-04 | An improved lance for ld steelmaking |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1963541B1 (ja) |
| JP (1) | JP5047185B2 (ja) |
| KR (1) | KR101290639B1 (ja) |
| AT (1) | ATE546553T1 (ja) |
| BR (1) | BRPI0618348B1 (ja) |
| PL (1) | PL1963541T3 (ja) |
| RU (1) | RU2414512C2 (ja) |
| WO (1) | WO2007054957A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI681061B (zh) * | 2018-01-17 | 2020-01-01 | 美商氣體產品及化學品股份公司 | 鹼性氧氣爐之底部攪拌風口及方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8323558B2 (en) | 2009-11-30 | 2012-12-04 | L'air Liquide Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | Dynamic control of lance utilizing counterflow fluidic techniques |
| US8377372B2 (en) | 2009-11-30 | 2013-02-19 | L'air Liquide Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | Dynamic lances utilizing fluidic techniques |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5848758U (ja) * | 1981-09-30 | 1983-04-01 | 新日本製鐵株式会社 | 転炉における上吹きランスノズル形状 |
| FR2521167B1 (fr) * | 1982-02-10 | 1987-04-30 | Siderurgie Fse Inst Rech | Lance d'injection de gaz pour convertisseur metallurgique |
| JPS6260807A (ja) * | 1985-09-10 | 1987-03-17 | Nippon Kokan Kk <Nkk> | 転炉操業方法及び酸素吹込ランス |
| JPH06240329A (ja) * | 1993-02-17 | 1994-08-30 | Nippon Steel Corp | 溶融金属精錬用上吹き酸素ランス及び溶融金属精錬方法 |
| JPH07138632A (ja) * | 1993-11-18 | 1995-05-30 | Nippon Steel Corp | 電気炉内へ酸素ガスを吹込むランスのノズル構造 |
| JP3655659B2 (ja) * | 1995-03-03 | 2005-06-02 | 新日本製鐵株式会社 | 歩留りの良い転炉上吹き送酸方法 |
| US5681526A (en) * | 1996-04-23 | 1997-10-28 | Usx Corporation | Method and apparatus for post-combustion of gases during the refining of molten metal |
| JPH10287909A (ja) * | 1997-04-15 | 1998-10-27 | Sumitomo Metal Ind Ltd | 転炉吹錬兼炉口地金溶解用上吹きランス |
| IT1302799B1 (it) * | 1998-11-10 | 2000-09-29 | Danieli & C Ohg Sp | Ugello per dispositivo di iniezione di ossigeno e gastecnologici e relativo metodo di dimensionamento |
-
2006
- 2006-05-04 AT AT06745217T patent/ATE546553T1/de active
- 2006-05-04 BR BRPI0618348A patent/BRPI0618348B1/pt not_active IP Right Cessation
- 2006-05-04 WO PCT/IN2006/000153 patent/WO2007054957A1/en active Application Filing
- 2006-05-04 PL PL06745217T patent/PL1963541T3/pl unknown
- 2006-05-04 EP EP06745217A patent/EP1963541B1/en not_active Not-in-force
- 2006-05-04 RU RU2008123506/02A patent/RU2414512C2/ru not_active IP Right Cessation
- 2006-05-04 JP JP2008539618A patent/JP5047185B2/ja not_active Expired - Fee Related
- 2006-05-04 KR KR1020087012642A patent/KR101290639B1/ko active IP Right Grant
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI681061B (zh) * | 2018-01-17 | 2020-01-01 | 美商氣體產品及化學品股份公司 | 鹼性氧氣爐之底部攪拌風口及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE546553T1 (de) | 2012-03-15 |
| EP1963541A1 (en) | 2008-09-03 |
| RU2414512C2 (ru) | 2011-03-20 |
| KR101290639B1 (ko) | 2013-07-30 |
| JP5047185B2 (ja) | 2012-10-10 |
| JP2009516070A (ja) | 2009-04-16 |
| BRPI0618348B1 (pt) | 2018-11-21 |
| WO2007054957A1 (en) | 2007-05-18 |
| BRPI0618348A2 (pt) | 2013-01-08 |
| PL1963541T3 (pl) | 2012-07-31 |
| RU2008123506A (ru) | 2009-12-27 |
| KR20080077359A (ko) | 2008-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Toulouevski et al. | Electric Arc Furnace with Flat Bath: Achievements and Prospects | |
| EP1963541B1 (en) | An improved lance for ld steelmaking | |
| TW593685B (en) | Metal refining method using differing refining oxygen sequence | |
| EP1749109B1 (en) | Refining molten metal | |
| US4238228A (en) | Non-ferrous metal treatment | |
| TW424111B (en) | Pressure converter steel making method | |
| Jong-Leng et al. | Experimental study of splash generation in a flash smelting furnace | |
| Bulatov et al. | Investigation of Pobeda Furnace Bubbling Zone Physics Using Cold Modeling Method. Part 2. Hydro-Gas Dynamics of Liquid Blowing by Gas Using Bottom Gas-Protected Lance | |
| Zhong et al. | Cold modelling of slag splashing in LD furnace by oxygen lance with twisted nozzle tip | |
| JP2017057468A (ja) | 転炉の上吹きランス及び転炉の操業方法 | |
| Hasanzadeh-Lileh Koohi et al. | Investigation and modeling of splashing in the Peirce Smith converter | |
| RU2630730C9 (ru) | Наконечник газокислородной фурмы для продувки расплава окислительным газом в кислородном конвертере | |
| Sabah | Droplet generation in oxygen steelmaking | |
| Rosales et al. | A methodology for controlling slopping in copper converters by using lateral and bottom gas injection | |
| USRE32234E (en) | Non-ferrous metal treatment | |
| JP6939828B2 (ja) | 溶鉄の送酸精錬方法 | |
| BR102021016981A2 (pt) | Sistema de bico de lança auto-refrigerado e rotacionado por sopro superônico de gases comburentes e/ou inertes para fabricação e refino de metais ? bico rotacionador | |
| Dutta et al. | Oxygen Steelmaking Processes | |
| Peaslee | Modeling of multiphase interactions in metallurgical reactors | |
| JP2024135067A (ja) | 溶融金属の精錬方法 | |
| Bustos | Injection phenomena and heat transfer in copper converters | |
| JP2002249816A (ja) | 上吹きランス用ノズル | |
| JP2004115910A (ja) | 溶銑の精錬方法 | |
| O'Leary | The accelerometer as an end-point control sensor for the basic oxygen steelmaking process | |
| Brooks et al. | Development of dynamic models for oxygen steelmaking |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080604 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20090227 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 546553 Country of ref document: AT Kind code of ref document: T Effective date: 20120315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602006027778 Country of ref document: DE Effective date: 20120419 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120222 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 11646 Country of ref document: SK |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120622 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120523 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20121123 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006027778 Country of ref document: DE Effective date: 20121123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120522 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120504 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060504 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602006027778 Country of ref document: DE Representative=s name: PATENTANWAELTE WEICKMANN & WEICKMANN, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602006027778 Country of ref document: DE Representative=s name: WEICKMANN & WEICKMANN PATENTANWAELTE - RECHTSA, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602006027778 Country of ref document: DE Representative=s name: WEICKMANN & WEICKMANN PATENT- UND RECHTSANWAEL, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20190424 Year of fee payment: 14 Ref country code: DE Payment date: 20190521 Year of fee payment: 14 Ref country code: IT Payment date: 20190529 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190523 Year of fee payment: 14 Ref country code: BE Payment date: 20190521 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20190425 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20190522 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602006027778 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 546553 Country of ref document: AT Kind code of ref document: T Effective date: 20200504 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 11646 Country of ref document: SK Effective date: 20200504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200504 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201201 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200504 |