EP1894845A1 - Procédé pour la fabrication de sac du type doypack - Google Patents
Procédé pour la fabrication de sac du type doypack Download PDFInfo
- Publication number
- EP1894845A1 EP1894845A1 EP06018497A EP06018497A EP1894845A1 EP 1894845 A1 EP1894845 A1 EP 1894845A1 EP 06018497 A EP06018497 A EP 06018497A EP 06018497 A EP06018497 A EP 06018497A EP 1894845 A1 EP1894845 A1 EP 1894845A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- doypack
- film tube
- gusset
- tube
- style bag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/008—Standing pouches, i.e. "Standbeutel"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
- B65B51/303—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes reciprocating along only one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/14—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for incorporating, or forming and incorporating, handles or suspension means in packages
- B65B61/16—Forming suspension apertures in packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2014—Tube advancing means
- B65B9/2028—Rollers or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2042—Means for altering the cross-section of the tube filling opening prior to transversal sealing, e.g. tube spreading devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/213—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2056—Machines for packages of special type or form
Definitions
- the present invention relates to a process and a machine for the production of a doypack-style bag that comprises a gusset at its bottom with tips on which the bag can take a stable stand up position.
- the doypack-style bag is produced on a vertical flow-wrapper.
- This process has the advantage, that it is less space-consuming than processes according to the state of the art.
- the process can be adapted to other applications with a minor effort.
- the inventive process is carried out easily.
- the inventive process comprises forming a flat film into a film tube. Furthermore, a longitudinal seal is applied to this film tube and subsequently the packaging items are filled into the film tube via a filling tube that fits inside the film tube.
- the gusset which is situated at the bottom of the doypack-style bag, is formed into the film tube, and afterwards the cross seals of the doypack-style bag are applied to the film tube.
- the ready made doypack-style bag is cut from the film tube.
- the forming of the gusset takes place below the filling tube.
- This preferred embodiment of the present invention has the advantage that the cross-sectional area of the film tube is not reduced during the filling of the doypack-style bag, which increases the production rate of the inventive process and is especially advantageous for packaging items with a low density.
- the gusset is formed into the film tube by pushing a forming plate into the film tube, which folds the film tube.
- the forming plate cooperates with a spreader to form the gusset.
- the spreader is V-shaped and the forming plate has a flat shape, which makes the production of the gusset very easy.
- the film tube is stretched by a stretcher while or after the gusset is formed, i. e. while or after the forming plate is pushed into the film tube.
- This preferred embodiment of the present invention has the advantage that the cross seals, which are applied to the film tube, are perpendicular to the transport direction of the film, so that the produced doypack-style bags do not have bevel cross seals.
- a zipper is applied in the vicinity of the tip of the doypack-style bag.
- This preferred embodiment of the present invention has the advantage that the doypack-style bag is reclosable.
- the zipper can be opened or closed while the bag is standing on the tips of the gusset.
- the closing part of the zipper in which two or more layer of material overlap is preferably eliminated e.g. punched out.
- This preferred embodiment of the present invention has the advantage, that the material in the area of the cross seals is not too thick.
- this modification of the zipper takes place prior to the sealing of the zipper into the doypack-style bag.
- a recess is applied to the doypack-style bag, more preferably also at the the top of the doypack-style bag, most preferably in the area of the longitudinal seal.
- This preferred embodiment of the present invention has the advantage that the doypack-style bag can be presented pendulously to the customers.
- the inventive process has the following sequence. After the film tube has been formed, a longitudinal seal is applied and optionally a zipper is sealed to the film tube. The film-tube is transported intermittently downward. The transport length is equivalent to the width of the bag. After the transportation has come to a stop, the gusset is formed and then the film tube is stretched perpendicular to the transport direction.
- the movement of the forming plate and the stretcher towards the film is initiated, while the film tube is still transported.
- This preferred feature of the present invention also has the advantage that the production time of each doypack-style bag is reduced.
- the stretcher and the forming plate are preferably driven by pneumatic drives. However, the person skilled in the art understands, that other drives can be used. The person skilled in the art also understands, that the sequence of the motion of the individual parts can be timed as needed.
- Another embodiment of the present invention is a doypack-style bag manufactured according to the inventive process.
- the doypack-style bag has a zipper. More preferably the zipper is at least partially eliminated in the area of the cross seals. Especially the closing part, in which several lavers of the zipper overlap is eliminated, preferably punched out.
- a further embodiment of the present invention is a vertical flow wrapper for the production of doypack style bags, that comprises a gusset at its bottom, with a forming shoulder to form a film tube from a planar film, a filling tube to fill packaging items into the film tube, longitudinal sealing means to apply a longitudinal seal to the film tube, cross sealing/cutting-means to apply cross seals to the film tube and to cut the filled bag from the film tube, whereas the filling tube has a tip at one end and a flat part at the opposite end.
- the film tube from which the doypack-style bag is produced on the inventive vertical flow wrapper, is already pre-shaped.
- the cross-sectional area of the film tube is not reduced, which has a major advantage during the filling of the doypack-style bags.
- the packaging item is filled into the bag.
- the fill in of the packaging item takes place after the cross-sealing jaws are closed to apply the cross seal to the film tube.
- the filling tube has rounded edges at the flat part of the filling tube. More preferably, the flat part has a width W which is twice the length L of the gusset. All these preferred embodiments of the inventive vertical flow wrapper have the advantage that the gusset is formed more easily into the film tube.
- the entire forming of the gusset takes place below the filling tube.
- this preferred embodiment of the present invention has the advantage that the entire cross-sectional area of the film tube is available for the fill-in of the packaging items into the doypack-style bag, which reduces the production time of the doypack-style bag and is especially advantageous for packaging items with a relatively low density.
- the gussets are formed into the film tube by pushing a forming plate into the film tube.
- this forming plate has a tip that interacts with the film tube.
- the forming plate cooperates with a spreader, preferably a V-shaped spreader, to form the gusset.
- the inventive vertical flow wrapper comprises a stretcher that stretches the film while or after the gusset is formed.
- the stretcher stretches the film horizontally, i. e. perpendicular to the transport direction of the film tube.
- This preferred embodiment of the present invention has the advantage that the cross-seals, which are applied after forming the gussets, are perpendicular to the transport direction of the film tube, so that the resulting doypack-style bags are not asymmetrical or have wrinkled cross-seals.
- the stretching takes place while or after, preferably after the gusset has been formed into the film tube.
- the stretcher pulls at the tip of the doypack-style bag, even more preferred while the forming plate is pushed into the bottom of the doypack-style bag.
- the vertical flow wrapper has means to apply a zipper to the doypack-syle bag.
- this zipper is sealed by sealing means to the film tube simultaneously to the application of the longitudinal seal.
- the closing part of the zipper Prior to the sealing of the zipper, the closing part of the zipper is preferably eliminated, more preferably punched out, in the area where the cross seals are applied.
- This preferred embodiment of the present invention has the advantage, that the material in the area of the cross seals is not too thick.
- this modification of the zipper takes place prior to the sealing of the zipper into the doypack-style bag.
- the inventive vertical flow wrapper comprises a punch to apply a recess to the doypack-style bag in the internity of the top of the doypack-style bag, especially in the area of the longitudinal seal.
- Figure 1 shows a schematic of the inventive vertical flow wrapper.
- Figure 2a and 2b show an embodiment of the doypack-style bag.
- Figure 3 shows the cross-section of the filling tube of the inventive vertical flow wrapper.
- Figures 4a and 4b show parts of the inventive vertical flow wrappers in two different views.
- Figures 5a and 5b show the forming of the gusset into the doypack-style bag.
- Figure 6 shows a schematic of the zipper.
- Figure 7 shows a schematic of the horizontal flow wrapper with a zipper feating unit.
- Figure 8 shows the sealing means for the zipper and the longitudinal seal.
- Figure 9 shows a punching unit.
- Figure 10 shows a stationary stretch shoulder
- Figure 11 show guiding means for the zipper.
- Figure 1 shows a schematic of the inventive vertical flow wrapper 1.
- a plane film (not depicted) is formed via a symmetrical forming shoulder 2 into a film tube 4 around a filling tube 3.
- a longitudinal seal 84 is applied to the film tube by longitudinal sealing means 9.
- the vertical flow wrapper can comprise sealing means 10 for a zipper 85.
- the film tube is transported vertically and intermittently by conveyors 5.
- the inventive vertical flow wrapper comprises forming means 6, which form the gusset 86 into the film tube 4.
- the inventive vertical flow wrapper comprises cross sealing means 7, which are located on the same sides of the filling tube 3 as the conveyors 5, in order to apply cross seals to the film tube.
- the cross sealing means 7 also comprise cutting means in order to cut the ready made doypack-style bags 8 from the film tube 4. Additionally, the cross sealing means can comprise cutting means in order to cut easy opening means 89 into the cross seals.
- the packaging items Prior to entirely closing the doypack-style bag with a second cross seal, the packaging items (not depicted) are filled into the film tube 4 via the filling tube 3. This fill in of the packaging item takes preferably place after the gusset is formed into the film tube and the cross seal jaws 7 are closed to apply the lower cross seal.
- a first cross seal 81 is applied to the film tube 4 by the cross sealing jaws 7.
- the gusset 86 is formed into the film tube 4 and then the packaging item is filled into the film tube 4 via the filling tube 3.
- the film tube is moved downwards by a distance which is equal to the width of the doypack-style bag.
- the next gusset is formed into the film tube and then, another cross seal is applied to the film tube.
- the so ready made doypack-style bag is cut from the film tube by the cutting means which are part of the cross sealing jaws 7.
- Figure 2a shows an embodiment of the doypack-style bag.
- This doypack-style bag has at its right and at its left a cross seal 81, respectively, and is sealed at its top 88 by a longitudinal seal 84.
- the doypack-style bag comprises a gusset 86 with a length L.
- the doypack-style bag comprises a recess 83 in the area of the longitudinal seal 84 which allows to present the doypack-style bag in a pendulous position.
- the zipper 85 By means of the zipper 85, the doypack-style bag can be reclosed after its first opening.
- the closing part 852 of the zipper 85 is punched out (853) in the area of the cross seals 81.
- the doypack-style bag has the advantage that it can take in a stable stand-up position on top of the tips 82 of the gusset 86.
- This stand-up position is depicted in figure 2b , in which a three-dimensional filled doypack-style bag is shwon.
- the person skilled in the art understands that during this stand-up position, the tips 82 of the gusset 86 of the doypack-style bag 8 move apart due to the weight of the packaging items, so that the bottom of the bag has an elliptic shape. In this stand-up position, the packaging items can be easily taken out of the doypack-style bag without spilling the packaging items.
- a glue or lacquer or the like is applied to the film opposite to the sealing layer of the film. This assures that the tips are also glued together while the cross seal is applied.
- holes can be punched into the film tube in the vicinity of the gussets and the area of the cross seals prior to applying the cross seals. This assures that the tips 82 of the gusset are attached to each other even without glue, lacquer or the like.
- Figure 3 shows a cross section of the filling tube 3.
- This cross section comprises at one end 34 a tip 31.
- the filling tube has a flat end 32. However, it can comprise rounded edges 33 at this end 32 of the filling tube.
- the width W of the flat part 32 of the filling tube 3 corresponds to twice the length L of the gusset 86. This facilitates the forming of the gussets 86 which take place below the filling tube.
- the tip 31 also facilitates the production of the final shape of the doypack-style bag.
- the inventive vertical flow wrapper also comprises folding plates 18, which are attached to the frame of the vertical flow wrapper by a mounting 19. The folding plane 18 facilitate the folding of a flat film into the desired form of the film tube. At this mounting the conveyors 5 are also attached.
- Figure 4a shows the cross section of the film tube 4.
- the film tube is transported intermittently by means of the conveyor 5.
- the forming means 6 for the gusset 86 comprise a forming plate 63, a spreader 62 at the flat end 32 of the film tube, and a stretcher 61 at the tip of the film tube.
- the stretcher 61 comprises a gripper 61 a, that grabs and releases the tip of the film tube 4.
- the stretching unit 61 b accomplishes the horizontal movement of the gripper 61 a as shown by the double arrow. As depicted by the arrows, the flat forming plate 63 as well as the stretcher 61 can be moved horizontally in two directions.
- Figure 4b shows a side view of the view according to figure 4a.
- the forming plate comprises two parts which are moved, as depicted by the arrows, simultaneously in a horizontal direction.
- One forming plate 63 is located above the sealing means 7, and one forming plate 63 is located below the sealing jaws 7.
- Another vertical arrow at the bottom of figure 4b depicts the transport direction of the film tube 4. While the film tube 4 below the cross sealing means 7 comprise already the gusset 86, the gusset above the sealing means has still to be formed into the film tube above the forming plate below.
- the forming plate 63 below cross sealing means 7 is only needed to avoid that the packaging items within the film tube deform the gusset, before the second cross seal 81 is applied.
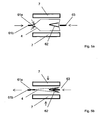
- the formation of the gusset and the shaping of the doypack-style bag is explained according to figures 5a and 5b .
- the formation plate 63 is moved horizontally towards the film tube 4, as depicted by the arrow, and starts the formation of the gusset 86.
- the formation of the gusset 86 is supported by the spreader 62, which is located below the filling tube 3 and which cooperates with the forming plate 63.
- the spreader 62 and the forming plate 63 are shaped such that the forming plate can move, at least partially, inside the spreader 62 to form the gusset 86.
- a stretcher 61 is moved towards the tip of the film tube.
- the stretcher comprises a gripper 61 a which is closed after it is in contact with the film tube.
- the gripper 61 a grips the longitudinal seal 84 of the film tube and after it has been gripped, a stretching unit 61 b moves the gripper 61 a away from the film tube 3, in order to stretch the film tube 4 horizontally.
- the stretching of the film tube simultaneously with or after the formation of the gusset at the opposite and of the film tube avoids the formation of wrinkles and a cross seals, which are not perpendicular to the transport direction of the film.
- the cross seal jaws 7 move towards each other, as depicted by the arrows, and apply the cross seal to the film tube. While or after the cross seals are applied, the gripper 61 a of the stretcher 61 lets lose of the film tube and the stretcher 61 as well as the formation plate 62 are moved to their original position. After the cross seal jaws are closed the packaging item is filled into the bag.
- the stretching of the film tube can also be carried out by a stretch shoulder 20 which is located below the filling tube 3.
- the stretch shoulder is attached to the filling tube.
- this stretch shoulder sticks out of the tip 31 of the filling tube 4, so that while moving downwards, the film tube is directed in the direction as shown by the arrow.
- the actual stretching takes place, when the forming plate interacts with the film tube at the opposite side of the film tube 4.
- This embodiment of the present invention has the advantage, that no other moving parts than the forming plate 63 are needed to form the gusset.
- FIG. 6 shows a schematic of the zipper 85.
- This zipper comprises a closing unit 852 which can be, as known by a person skilled in the art, opened and closed.
- the zipper further comprises a flat portion which can be attached preferably sealed to a film.
- reference number 853 refers to a space in which the closing part 852 has been eliminated, preferably punched out.
- the length of this part is equal or lager than the length of the cross seal which is applied later to the film tube 4. This area is punched out in order to achieve a gas-tide cross seal.
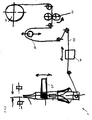
- FIG 7 shows a schematic of the horizontal flow wrapper with a zipper feeding unit.
- the zipper 85 is rolled off from a zipper role 15 and fed to the flow wrapper 1 where it is sealed to the film tube, as can be seen in figure 8.
- the holes 853, as show in figure 6, are punched into the zipper by a punching unit 14.
- This punching unit can be moved back and forth along the line of transportation of the zipper to allow the production of doypack-style bags with a different width.
- a control roller 16 is moved upwards. As soon as this upward movement is detected by some sensor, it activates the zipper drive 17 which rolls zipper material from the zipper role 15.
- the inventive vertical flow wrapper also comprises a hole punch 13 which punches the recess 83 into the bag 8. It can be moved up and down, as shown by the arrow to be adjustable to different bag width.
- Figure 8 shows sealing means for the zipper, which seal the zipper 85 to the film tube 4.
- These sealing means for the zipper as well as the sealing means 9 for the longitudinal seal are both located on arms 12 which can rotate around an axis 11. During the sealing action, these arms are in a closed position.
- the punching unit 14 is also attached to the arms 12.
- Figure 9 shows the punching unit which punches the recess 83 into the longitudinal seal after this has been applied to the film tube.
- Figure 11 show guiding means 24 for the zipper, in order to assure that the zipper is always parallel to the transport direction of the film tube.
- the guiding means are especially essential in the vicinity of the sealing means 9, 10. Thus they extend approximately from below the forming shoulder 2 until after the sealing units 9, 10.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06018497A EP1894845A1 (fr) | 2006-09-04 | 2006-09-04 | Procédé pour la fabrication de sac du type doypack |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06018497A EP1894845A1 (fr) | 2006-09-04 | 2006-09-04 | Procédé pour la fabrication de sac du type doypack |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1894845A1 true EP1894845A1 (fr) | 2008-03-05 |
Family
ID=37670872
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06018497A Withdrawn EP1894845A1 (fr) | 2006-09-04 | 2006-09-04 | Procédé pour la fabrication de sac du type doypack |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1894845A1 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2508435A1 (fr) | 2011-04-06 | 2012-10-10 | CFS Weert B.V. | Emballage à circulation verticale pour produire par exemple des sacs de type doypack |
| EP3048057A1 (fr) * | 2015-01-20 | 2016-07-27 | Robert Bosch Gmbh | Dispositif d'usinage d'au moins une fermeture pour une machine d'emballage |
| PL424027A1 (pl) * | 2017-12-22 | 2019-07-01 | Moderno Mundo Spółka Z Ograniczoną Odpowiedzialnością | Opakowanie giętkie, zwłaszcza opakowanie wielokrotnego otwierania-zamykania typu doypack |
| PL424025A1 (pl) * | 2017-12-22 | 2019-07-01 | Moderno Mundo Spółka Z Ograniczoną Odpowiedzialnością | Sposób wytwarzania opakowań giętkich, zwłaszcza opakowań wielokrotnego otwierania-zamykania typu doypack |
| WO2020078869A1 (fr) * | 2018-10-15 | 2020-04-23 | Gea Food Solutions Weert B.V. | Machine à envelopper à flux vertical, sachet avec segment de moyen de refermeture et procédé pour produire un sachet refermable |
| CN111216414A (zh) * | 2018-11-26 | 2020-06-02 | 哈斯塔玛特包装技术有限公司 | 用于生产在多个侧面密封的管状袋的装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2298850A (en) * | 1995-03-14 | 1996-09-18 | Gainsborough Craftsmen Limited | A stand-up pack |
| WO1997015497A1 (fr) * | 1995-10-26 | 1997-05-01 | Ica S.P.A. | Machine d'emballage comportant un tube de façonnage |
| EP0792801A1 (fr) * | 1996-02-27 | 1997-09-03 | Flexico-France | Machine et procédé de formation, remplissage et fermeture en automatique de sachets d'emballage |
| EP0917946A2 (fr) * | 1997-11-20 | 1999-05-26 | Orihiro Engineering Co., Ltd. | Machine pour fabriquer, remplir et fermer des sachets tenant debout |
| WO2000073052A1 (fr) * | 1999-05-31 | 2000-12-07 | Gerhard Heinrich Bergmann | Sachets tubulaires resistants, procede de fabrication et dispositif pour la mise en oeuvre du procede |
| DE10251069A1 (de) * | 2002-11-02 | 2004-05-13 | Rovema - Verpackungsmaschinen Gmbh | Kombination aus einem Füllrohr und einem Seitenfaltenerzeuger |
-
2006
- 2006-09-04 EP EP06018497A patent/EP1894845A1/fr not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2298850A (en) * | 1995-03-14 | 1996-09-18 | Gainsborough Craftsmen Limited | A stand-up pack |
| WO1997015497A1 (fr) * | 1995-10-26 | 1997-05-01 | Ica S.P.A. | Machine d'emballage comportant un tube de façonnage |
| EP0792801A1 (fr) * | 1996-02-27 | 1997-09-03 | Flexico-France | Machine et procédé de formation, remplissage et fermeture en automatique de sachets d'emballage |
| EP0917946A2 (fr) * | 1997-11-20 | 1999-05-26 | Orihiro Engineering Co., Ltd. | Machine pour fabriquer, remplir et fermer des sachets tenant debout |
| WO2000073052A1 (fr) * | 1999-05-31 | 2000-12-07 | Gerhard Heinrich Bergmann | Sachets tubulaires resistants, procede de fabrication et dispositif pour la mise en oeuvre du procede |
| DE10251069A1 (de) * | 2002-11-02 | 2004-05-13 | Rovema - Verpackungsmaschinen Gmbh | Kombination aus einem Füllrohr und einem Seitenfaltenerzeuger |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2508435A1 (fr) | 2011-04-06 | 2012-10-10 | CFS Weert B.V. | Emballage à circulation verticale pour produire par exemple des sacs de type doypack |
| WO2012136325A1 (fr) | 2011-04-06 | 2012-10-11 | Cfs Weert B. V. | Ensacheuse verticale permettant de produire par exemple des sachets de style doypack |
| EP3048057A1 (fr) * | 2015-01-20 | 2016-07-27 | Robert Bosch Gmbh | Dispositif d'usinage d'au moins une fermeture pour une machine d'emballage |
| PL424027A1 (pl) * | 2017-12-22 | 2019-07-01 | Moderno Mundo Spółka Z Ograniczoną Odpowiedzialnością | Opakowanie giętkie, zwłaszcza opakowanie wielokrotnego otwierania-zamykania typu doypack |
| PL424025A1 (pl) * | 2017-12-22 | 2019-07-01 | Moderno Mundo Spółka Z Ograniczoną Odpowiedzialnością | Sposób wytwarzania opakowań giętkich, zwłaszcza opakowań wielokrotnego otwierania-zamykania typu doypack |
| WO2020078869A1 (fr) * | 2018-10-15 | 2020-04-23 | Gea Food Solutions Weert B.V. | Machine à envelopper à flux vertical, sachet avec segment de moyen de refermeture et procédé pour produire un sachet refermable |
| CN112839876A (zh) * | 2018-10-15 | 2021-05-25 | Gea食品策划韦尔特公司 | 具有重新封口装置分段的袋子 |
| CN111216414A (zh) * | 2018-11-26 | 2020-06-02 | 哈斯塔玛特包装技术有限公司 | 用于生产在多个侧面密封的管状袋的装置 |
| CN111216414B (zh) * | 2018-11-26 | 2023-12-15 | 哈斯塔玛特包装技术有限公司 | 用于生产在多个侧面密封的管状袋的装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5046300A (en) | Method and apparatus for forming a reclosable package | |
| US4829745A (en) | Tube spreader for removing wrinkles in tube stock | |
| WO1998049060A1 (fr) | Procede de regulation du temps de scellage final dans une machine de fabrication, de remplissage et d'emballage de sacs | |
| EP3378793B1 (fr) | Machine de fabrication de sacs et d'emballage | |
| US3983682A (en) | Apparatus for forming, filling and inserting filled bags into cartons | |
| EP1894845A1 (fr) | Procédé pour la fabrication de sac du type doypack | |
| US20050198929A1 (en) | Variable tension gusseting system | |
| US7516594B1 (en) | Apparatus and method for vacuum sealing a food item package | |
| US11738894B2 (en) | Process and machine for making clipless chub package containing viscous product | |
| US3543467A (en) | Method and apparatus for packaging with a movable mandrel | |
| JPS63191706A (ja) | 撓性の素材による包装の方法と包装装置 | |
| WO2007106916A1 (fr) | Machine de formage, remplissage, scellage verticale a mouvement continu | |
| GB1243441A (en) | Packaging method and apparatus | |
| US5014499A (en) | Stretch stress relief for bag thermo-cross-seals in vertical form, fill and seal machines | |
| US20030217531A1 (en) | Vertical form, fill, and seal apparatus for making several types of packages | |
| US9981761B2 (en) | Machine and method of manufacturing a two-compartment pouch | |
| JP4422795B2 (ja) | 製袋充填包装機におけるエンドシール時間の制御方法 | |
| US4448010A (en) | Method and apparatus for making bag-type packages | |
| US8484937B1 (en) | Methods for sealing overlapped flexible packaging material using an electrical impulse through a conductive element | |
| US3221474A (en) | Automatic packaging machine | |
| CA2704063A1 (fr) | Machine a emballer sous sachets verticale | |
| JPH0912003A (ja) | 縦型製袋充填包装方法におけるボックスモーション型横シールカット装置の製品噛み込み防止方法 | |
| US3543468A (en) | Method and apparatus for packaging with stationary inner mandrel for forming flat bottom package | |
| EP0965521A1 (fr) | Machine pour emballer des produits en vrac ou des groupes d'articles dans un sachet tubulaire | |
| CN114531867B (zh) | 改进的密封装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20080908 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |