EP1881114A2 - Method of manufacturing a filled individual construction element intended for a civil engineering structure - Google Patents
Method of manufacturing a filled individual construction element intended for a civil engineering structure Download PDFInfo
- Publication number
- EP1881114A2 EP1881114A2 EP07356093A EP07356093A EP1881114A2 EP 1881114 A2 EP1881114 A2 EP 1881114A2 EP 07356093 A EP07356093 A EP 07356093A EP 07356093 A EP07356093 A EP 07356093A EP 1881114 A2 EP1881114 A2 EP 1881114A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- mesh
- envelope
- filling
- substantially equal
- gabion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02D—FOUNDATIONS; EXCAVATIONS; EMBANKMENTS; UNDERGROUND OR UNDERWATER STRUCTURES
- E02D29/00—Independent underground or underwater structures; Retaining walls
- E02D29/02—Retaining or protecting walls
- E02D29/0208—Gabions
Definitions
- a gabion consisting of flat parts connected to each other, so as to form a bottom, side faces and a cover. These flat parts are made from welded mesh. The gabion thus formed retains its shape when filled, when it is lifted, transported and put in place on the site.
- the invention therefore relates to a method of manufacturing an individual building element for the realization of a civil engineering work.
- the element forms a container adapted to receive a filling material.
- the container is delimited by an outer envelope, substantially parallelepipedic, having a horizontal bottom, four vertical side faces and a horizontal top cover.
- the outer casing is made of a double twist lattice of a given type of mesh.
- the use of a filling form ensures the maintenance of the outer casing, during its filling by the material, and then during compaction.
- the filled envelope thus retains its dimensional characteristics.
- the compaction taking place during or even after the filling homogenizes the entire mass found inside the envelope.
- the method may comprise an additional step, sandwiched between the step of assembling the panels and the step of positioning the outer envelope in the fill form.
- This step may preferably consist of assembling at least one vertical transverse partition wall.
- the wall or diaphragm may be deployed between two of the four vertical side faces, so as to form at least two separate volumes inside the outer casing.
- the same container can include a multiplicity of volumes.
- the method may comprise an additional step, sandwiched between the step of positioning the outer shell in the fill form and the step of filling the outer shell with the filler material.
- This step may consist in putting in tension the rectilinear part of the handling means, so as to make it pass through the filling material substantially vertically. In this way, the part that will allow the lifting remains in a position that ensures a vertical uprising of the gabion, without tilting.
- These handling means (17) comprise a first rigid piece, for example a bar (18) of 30 mm diameter for 500 mm long.
- the bar (18) is inserted into the bottom (3) of the cage (2).
- a second flexible piece, for example a cable or a lifting strap (19), is attached to the first rigid piece (18).
- the bar (18) can be placed under the bottom wall (3) of the gabion, so that the strap wrapped around the bar forms a loop which makes it integral with the bar (18) or so that the bar simply pass through the strap then held in tension to prevent any movement.
- the bucket (31) has a specific width adapted to the width of the formwork (21), for example 1.80 m for a formwork of 2 m.
- the volume of the bucket (37), for example equal to 1 m 3 minimizes the filling time.
- the bucket (37) finally ensures a good distribution of the stones in the entire cage (2).
- the cage (2) is closed with the horizontal top cover (6).
- the double twist grid used for the panel of this cover (6) can follow the diameters defined by the standard NF EN 10223 - 3.
- the two subassemblies (52, 53) are arranged in such a way that their bottom faces (56, 59) overlap each other. It is possible to interpose between these two bottom faces the rigid bar (18) or more generally a portion of the handling means for lifting the gabion.
Landscapes
- Engineering & Computer Science (AREA)
- Environmental & Geological Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Paleontology (AREA)
- Civil Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structural Engineering (AREA)
- Revetment (AREA)
Abstract
Description
La présente invention concerne un procédé de fabrication d'un élément individuel de construction rempli. L'invention se rapporte à un tel élément individuel de construction, rempli au préalable. Un tel élément individuel pré-rempli est destiné à la réalisation d'ouvrages dans le domaine du génie civil et des travaux publics.The present invention relates to a method of manufacturing an individual element of filled construction. The invention relates to such an individual building element, filled beforehand. Such a pre-filled individual element is intended for the realization of works in the field of civil engineering and public works.
De plus en plus de techniques de construction dans le domaine du génie civil et des travaux publics font utilisation d'unités ou éléments individuels de construction. Ces éléments individuels sont utilisés pour former des parois de soutènement, des murs anti-bruits, des piles de ponts, des merlons de protection contre des chutes de pierres, des éboulements et des glissements de terrains, des ouvrages de protections dans le domaine militaire ou des ouvrages de renforcements de voies de circulation, de berges de canaux, rivières, fleuves et bords de mer, et d'autres encore.More and more construction techniques in the field of civil engineering and public works make use of individual units or building elements. These individual elements are used to form retaining walls, noise barriers, bridge stacks, stone protection slips, landslides and landslides, protective structures in the military field or roadway reinforcement works, canal banks, rivers, rivers and seashores, and others.
D'une manière générale, ces éléments individuels sont réalisés à partir de structures de cages renfermant un matériau de remplissage, et connus sous l'appellation générale de "gabions". Les dimensions de ces gabions peuvent être très variables, en fonction de la taille de l'ouvrage. Ces gabions sont remplis avec des matériaux, tels que des pierres, des cailloux concassés, des matériaux à propriétés élastoplastiques, tels que des pneus, et d'autres encore.In general, these individual elements are made from cage structures containing a filling material, and generally known as "gabions". The dimensions of these gabions can be very variable, depending on the size of the structure. These gabions are filled with materials, such as stones, crushed pebbles, materials with elastoplastic properties, such as tires, and others.
Les gabions sont constitués d'une cage qui forme un contenant prenant une forme parallélépipédique bien connue. Le parallélépipède présente un fond, quatre faces latérales verticales se déployant vers le haut à partir du fond et un couvercle supérieur horizontal, refermant le contenant une fois rempli par le matériau. Ces cages de gabions sont réalisés avec du grillage double torsion, des treillis soudés ou encore des barres de renfort en acier, utilisés indépendamment ou associés.The gabions consist of a cage which forms a container taking a well-known parallelepipedal shape. The parallelepiped has a bottom, four vertical side faces unfolding upwards from the bottom and a horizontal top cover, closing the container once filled by the material. These gabion cages are made with double twisted wire mesh, welded mesh or steel reinforcement bars, used independently or in combination.
Selon le cas de figure, les cages de gabions sont livrées sur le chantier de génie civil ou de travaux publics, avec leurs faces latérales, leur fond et leur couvercle en pièces séparées, ou préassemblés. Dans le premier cas, les gabions exigent une étape de montage complet par assemblage des pièces séparées. Dans le deuxième cas, les gabions exigent une étape de dépliage, pour passer de l'état de départ à plat à l'état de contenant prêt à être rempli avec un matériau. Dans les deux cas précités, les gabions sont ensuite assemblés entre eux dans l'ouvrage.Depending on the situation, the gabion cages are delivered to the civil engineering or public works site, with their side faces, their bottom and their cover. separate pieces, or preassembled. In the first case, the gabions require a complete assembly step by assembling the separate pieces. In the second case, the gabions require an unfolding step, to move from the starting state to flat to the state of container ready to be filled with a material. In the two aforementioned cases, the gabions are then assembled together in the book.
Des quantités importantes de matériaux nécessaires pour le remplissage doivent être présentes ou envoyées sur le chantier de l'ouvrage. Pour améliorer l'installation sur le chantier et accroître les vitesses de réalisation, ainsi que faciliter la pose en zone exiguë, certains fabricants ont proposés sur le marché des gabions pré-remplis.Large quantities of materials needed for filling must be present or sent to the work site. To improve on-site installation and increase production speeds, as well as ease installation in cramped areas, some manufacturers have offered pre-filled gabions on the market.
On connaît par exemple d'après les documents
Un tel gabion présente cependant le premier inconvénient de présenter des risques importants de rupture, au niveau des soudures, en particulier lors de fortes sollicitations.Un deuxième inconvénient du gabion est d'avoir un poids à vide relativement important, en raison du diamètre des fils du treillis qui est calculé pour obtenir une résistance suffisante. Les faces et le fond du gabion rempli ne doivent en effet ni se déformer ni rompre lors des phases de manutention et de transport. Un gabion avec un volume de contenant sensiblement égal à 1 m3 présente une masse d'environ 1,7 t. De plus, ces gabions sont coûteux à réaliser..
Beaucoup d'ouvrages réalisés avec des gabions doivent présenter des caractéristiques de souplesse ou déformabilité importante compte tenu de l'environnement de la construction, notamment en ce qui concerne les ouvrages hydrauliques, ou ceux réalisés sur sols compressibles. Or, les gabions en treillis soudés ne présentent pas ces caractéristiques de souplesse. Par ailleurs, le treillis soudé est très rigide, ce qui peut poser des problèmes lorsque l'on souhaite assembler des éléments entre eux pour constituer un ouvrage monolithique.However, such a gabion has the first disadvantage of presenting significant risks of rupture, at the level of the welds, in particular during high loads. A second disadvantage of the gabion is that it has a relatively high curb weight, because of the diameter of the wires. lattice which is calculated to obtain sufficient strength. The faces and bottom of the gabion filled must not deform or break during the handling and transport phases. A gabion with a container volume substantially equal to 1 m 3 has a mass of about 1.7 t. In addition, these gabions are expensive to produce ..
Many works made with gabions must have characteristics of flexibility or deformability important given the environment of the construction, particularly with regard to hydraulic structures, or those made on compressible soils. However, welded mesh gabions do not have these characteristics of flexibility. In addition, the welded mesh is very rigid, which can cause problems when it is desired to assemble elements together to form a monolithic structure.
On connaît par le document
Un problème principal que se propose de résoudre l'invention consiste à mettre au point un procédé de fabrication d'un élément individuel de construction, de type gabion, rempli au préalable de matériaux, pouvant être livré et installé sur un chantier. Un deuxième problème est celui de prévoir un élément individuel de construction possédant des moyens pour améliorer sa résistance au transport et à la manutention à l'état rempli. Un troisième problème est celui de réaliser un élément individuel de construction en grillage double torsion, qui soit simultanément, résistant à la charge, non fortement déformable mais suffisamment souple, et pouvant être facilement manutentionné. Un autre problème encore est de rajouter à un élément individuel de construction des moyens de manutention, des moyens de renfort et des moyens de protection lors du remplissage.A main problem to be solved by the invention is to develop a method of manufacturing a gabion type of individual building element, pre-filled with materials, can be delivered and installed on a construction site. A second problem is that of providing an individual building element having means for improving its resistance to transport and handling in the filled state. A third problem is that of producing an individual element of double twist wire construction, which is simultaneously, load-resistant, not highly deformable but sufficiently flexible, and can be easily handled. Another problem is to add to an individual building element handling means, reinforcement means and protection means during filling.
L'invention concerne donc un procédé de fabrication d'un élément individuel de construction pour la réalisation d'un ouvrage de génie civil. L'élément forme un contenant apte à recevoir un matériau de remplissage. Le contenant est délimité par une enveloppe extérieure, sensiblement parallélépipédique, présentant un fond horizontal, quatre faces latérales verticales et un couvercle supérieur horizontal. L'enveloppe extérieure est réalisée en un grillage double torsion d'un type de maille donné.The invention therefore relates to a method of manufacturing an individual building element for the realization of a civil engineering work. The element forms a container adapted to receive a filling material. The container is delimited by an outer envelope, substantially parallelepipedic, having a horizontal bottom, four vertical side faces and a horizontal top cover. The outer casing is made of a double twist lattice of a given type of mesh.
Conformément à un aspect de la présente invention, le procédé comprend les étapes successives consistant :
- à assembler les panneaux entre eux, afin de constituer l'enveloppe extérieure ;
- à mettre en place des moyens de manutention de l'élément, en les associant au panneau formant le fond de l'enveloppe ;
- à positionner cette enveloppe extérieure dans un coffrage de remplissage ;
- à remplir progressivement cette enveloppe extérieure avec le matériau de remplissage, tout en maintenant les moyens de manutention accessibles par la face supérieure de l'élément ;
- à assurer un compactage par vibrations dudit matériau de remplissage ; et
- à refermer cette enveloppe extérieure avec le couvercle supérieur horizontal.
- to assemble the panels together, to form the outer envelope;
- setting up means for handling the element, by associating them with the panel forming the bottom of the envelope;
- positioning this outer casing in a filling casing;
- gradually filling the outer casing with the filling material, while maintaining the handling means accessible by the upper face of the element;
- vibration compacting said filling material; and
- to close this outer envelope with the horizontal top cover.
Autrement dit, l'élément individuel de construction obtenue par la mise en oeuvre du procédé possède des caractéristiques techniques de résistance considérablement améliorées. La masse du matériau de remplissage exerce des forces qui sont reprises par l'enveloppe extérieure réalisée en grillage double torsion. Le diamètre choisi pour le fil constituant le grillage permet une reprise optimale de l'ensemble des forces s'exerçant principalement lors de la manutention de l'élément de construction rempli lorsqu'il ne repose plus sur le sol. Les moyens de manutention devant être intégrés à demeure dans le gabion sont mis en place avant le remplissage de ce dernier, par montage au niveau du ou des panneaux formant le fond du gabion. De la sorte, ils traversent toute l'épaisseur du gabion pour dépasser sur le dessus de celui-ci lorsqu'il est rempli. Le soulèvement du gabion est ainsi autorisé sans provoquer de traction sur le grillage du gabion, mais pas un effort exercé sur la face inférieure de ce dernier. Le gabion ainsi produit est directement prêt à l'emploi, transportable facilement, et possède une forme stable quasi indéformable grâce au compactage du matériau de remplissage.In other words, the individual element of construction obtained by the implementation of the method has considerably improved technical characteristics of resistance. The mass of the filling material exerts forces which are taken up by the outer shell made of double twisted wire mesh. The diameter chosen for the wire constituting the grid allows optimum recovery of all the forces exerted mainly during the handling of the filled building element when it no longer rests on the ground. The handling means to be permanently integrated in the gabion are put in place before filling the latter, by mounting at the panel or panels forming the bottom of the gabion. In this way, they cross the entire thickness of the gabion to pass over the top of it when it is filled. The lifting of the gabion is thus authorized without causing traction on the wire mesh of the gabion, but not a force exerted on the lower face of the latter. The gabion thus produced is directly ready for use, transportable easily, and has a stable shape that is almost indeformable thanks to the compacting of the filling material.
Dans une forme particulière de réalisation, ces moyens de manutention peuvent comporter une pièce rigide maintenue au niveau du fond horizontal et une pièce souple apte au levage, rectiligne, coopérant avec la pièce rigide, et apte à traverser le matériau. Cette pièce rigide peut être située en dessous de la paroi inférieure de sorte que la pièce souple, par exemple une sangle, est associée à la pièce rigide, et traverse la paroi inférieure pour remonter à travers le gabion et émerger de la face supérieure pour former un point de levage.In a particular embodiment, these handling means may comprise a rigid part held at the horizontal bottom and a flexible piece suitable for lifting, rectilinear, cooperating with the rigid part, and able to pass through the material. This rigid piece may be located below the bottom wall so that the flexible piece, for example a strap, is associated with the rigid piece, and through the bottom wall to go up through the gabion and emerge from the upper face to form a lifting point.
L'utilisation d'un coffrage de remplissage assure le maintien de l'enveloppe extérieure, lors de son remplissage par le matériau, puis lors du compactage. L'enveloppe remplie garde ainsi ses caractéristiques dimensionnelles. Le compactage ayant lieu pendant voire après le remplissage homogénéise l'ensemble de la masse se retrouvant à l'intérieur de l'enveloppe. La combinaison de caractéristiques techniques des différentes étapes du procédé permet d'obtenir un élément individuel de qualité géométrique, technique et esthétique homogène parfaitement adapté à la réalisation d'ouvrage de génie civil.The use of a filling form ensures the maintenance of the outer casing, during its filling by the material, and then during compaction. The filled envelope thus retains its dimensional characteristics. The compaction taking place during or even after the filling homogenizes the entire mass found inside the envelope. The combination of technical characteristics of the different steps of the process makes it possible to obtain an individual element of geometric, technical and aesthetic homogeneous quality perfectly adapted to the construction of a civil engineering work.
Avantageusement en pratique, on choisit le grillage double torsion de telle sorte qu'il présente, pour le type de maille donnée, un diamètre de fil (d) sensiblement supérieur au diamètre de fil pour un grillage double torsion défini par la norme NF EN 10223-3. En d'autres termes, contrairement à la tendance qui vise à minimiser la taille du fil pour diminuer le coût du gabion, l'invention vise à employer un fil de diamètre plus important que celui préconisé par les normes en vigueur, ce qui permet d'assurer une stabilité dimensionnelle des parois du gabion, en particulier après remplissage, lors de son transport.Advantageously, in practice, the double twist netting is chosen so that, for the given type of mesh, it has a wire diameter (d) substantially greater than the wire diameter for a double twist wire defined by the NF EN 10223 standard. -3. In other words, contrary to the trend which aims to minimize the size of the wire to reduce the cost of the gabion, the invention aims to use a wire of greater diameter than that recommended by the standards in force, which allows ensure dimensional stability of the walls of the gabion, in particular after filling, during its transport.
En pratique, le diamètre de fil du grillage double torsion peut être fonction d'une largeur de maille dudit grillage double torsion. La relation entre le diamètre de fil (d) et la largeur de maille (D) permet de définir les valeurs minimales du diamètre du fil pour le procédé de l'invention. La relation entre le diamètre (d) et la largeur (D) peut être :![]()
dans laquelle les coefficients x1, x2, x3, x4 sont x1 = 1,25.10-5 ; X2 = -2,875.10-3 ; x3 = 0,2325 ; x4 = -3,6 , et D et d étant exprimés en mm.In practice, the wire diameter of the double twist wire may be a function of a mesh width of said double twist wire. The relationship between the wire diameter (d) and the mesh width (D) makes it possible to define the minimum values of the diameter of the wire for the method of the invention. The relationship between diameter (d) and width (D) can be: ![]()
wherein the coefficients x 1 , x 2 , x 3 , x 4 are x 1 = 1.25 x 10 -5 ; X 2 = -2.875.10 -3 ; x 3 = 0.2325; x 4 = -3.6, and D and d being expressed in mm.
Le diamètre (d) de fil du grillage double torsion peut être sensiblement compris entre:
- 2,5
mm et 3,5 mm, et de préférence voisin de 2,7 mm pour une largeur de maille (D) du grillage double torsion sensiblement égale à 50 mm ; - 2,8
mm et 4,5 mm, et de préférence voisin de 3,0 mm, pour une largeur de maille (D) du grillage double torsion sensiblement égale à 60 mm ; - 3,1
mm et 6,0 mm, et de préférence voisin de 4,0 mm, pour une largeur de maille (D) du grillage double torsion sensiblement égale à 80 mm ; - 3,5
mm et 7,0 mm, et de préférence voisin de 4,2 mm, pour une largeur de maille (D) du grillage double torsion sensiblement égale à 100 mm.
- 2.5 mm and 3.5 mm, and preferably close to 2.7 mm for a mesh width (D) of the double twist mesh substantially equal to 50 mm;
- 2.8 mm and 4.5 mm, and preferably close to 3.0 mm, for a mesh width (D) of the double twist grid substantially equal to 60 mm;
- 3.1 mm and 6.0 mm, and preferably close to 4.0 mm, for a mesh width (D) of the double twist grid substantially equal to 80 mm;
- 3.5 mm and 7.0 mm, and preferably close to 4.2 mm, for a mesh width (D) of the double twist mesh substantially equal to 100 mm.
Le coffrage de remplissage peut avantageusement présenter une structure modulaire. La structure modulaire peut être réalisée à base de panneaux de différentes dimensions réunis entre eux. Cette structure peut varier ainsi en fonction des dimensions de l'enveloppe extérieure souhaitée.The filling form may advantageously have a modular structure. The modular structure can be made from panels of different sizes joined together. This structure can thus vary according to the dimensions of the desired outer envelope.
Le matériau de remplissage peut posséder une granulométrie sensiblement égale à 80-130 mm. De manière favorable, l'étape consistant à assurer un compactage par vibrations du matériau de remplissage peut être apte à être optimisé par mise en oeuvre en deux cycles à fréquences différentes. Cette mise en oeuvre peut être faite avec une table vibrante, sur laquelle est posée le coffrage de remplissage et l'enveloppe extérieure.The filling material may have a particle size substantially equal to 80-130 mm. Favorably, the step consisting in providing vibration compacting of the filling material can be adapted to be optimized by implementation in two cycles at different frequencies. This implementation can be done with a vibrating table, on which is placed the filling form and the outer envelope.
Le procédé peut comprendre une étape supplémentaire, intercalée entre l'étape consistant à assembler les panneaux et l'étape consistant à positionner l'enveloppe extérieure dans le coffrage de remplissage. De manière avantageuse, cette étape peut consister à assembler au moins un tirant de renfort destiné à relier entre-elles deux des quatre faces latérales verticales, de façon à assurer un renforcement du contenant.The method may include a further step, sandwiched between the step of assembling the panels and the step of positioning the outer shell in the fill form. Advantageously, this step may consist in assembling at least one reinforcing tie rod intended to connect together two of the four vertical lateral faces, so as to ensure reinforcement of the container.
Le procédé peut comprend une étape supplémentaire, intercalée entre l'étape consistant à assembler les panneaux et l'étape consistant à positionner l'enveloppe extérieure dans le coffrage de remplissage. Cette étape peut préférentiellement consister à assembler au moins une paroi de séparation transversale verticale. La paroi ou diaphragme peut se déployer entre deux des quatre faces latérales verticales, de façon à former au moins deux volumes distincts à l'intérieur de l'enveloppe extérieure. Un même contenant peut comprendre une multiplicité de volumes.
Le procédé peut comprendre une étape supplémentaire, intercalée entre l'étape consistant à positionner l'enveloppe extérieure dans le coffrage de remplissage et l'étape consistant à remplir l'enveloppe extérieure avec le matériau de remplissage. Cette étape peut consister à mettre en tension la pièce rectiligne des moyens de manutention, de façon à la faire traverser le matériau de remplissage sensiblement à la verticale. De la sorte, la pièce qui permettra le levage reste dans une position qui assure un soulèvement bien vertical du gabion, sans basculement.The method may comprise an additional step, sandwiched between the step of assembling the panels and the step of positioning the outer envelope in the fill form. This step may preferably consist of assembling at least one vertical transverse partition wall. The wall or diaphragm may be deployed between two of the four vertical side faces, so as to form at least two separate volumes inside the outer casing. The same container can include a multiplicity of volumes.
The method may comprise an additional step, sandwiched between the step of positioning the outer shell in the fill form and the step of filling the outer shell with the filler material. This step may consist in putting in tension the rectilinear part of the handling means, so as to make it pass through the filling material substantially vertically. In this way, the part that will allow the lifting remains in a position that ensures a vertical uprising of the gabion, without tilting.
De manière avantageuse, le procédé peut comprendre une étape supplémentaire, intercalée entre l'étape consistant à positionner l'enveloppe extérieure dans le coffrage de remplissage et l'étape consistant à remplir l'enveloppe extérieure avec le matériau de remplissage. L'élément de construction peut être protégé temporairement pendant la phase de remplissage, contre le matériau de remplissage qui tombe à l'intérieur de la cage. La protection peut viser l'arête supérieure de la paroi de séparation transversale ou le ou les tirants. Cette étape peut consister à positionner des moyens de protection amovibles contre le matériau de remplissage, posés sur une arête supérieure de la ou des parois de séparation transversales verticales et/ou sur le ou les tirants transversaux.Advantageously, the method may comprise an additional step, interposed between the step of positioning the outer casing in the fill casing and the step of filling the outer casing with the filling material. The building element can be temporarily protected during the filling phase against the filling material which falls inside the cage. The protection may be aimed at the upper edge of the transverse partition wall or the tie rod or rods. This step may consist in positioning removable protective means against the filling material, placed on an upper edge of the vertical transverse partition wall or walls and / or on the transverse tie rod or bars.
Avantageusement en pratique, le gabion peut être formé par l'assemblage de deux sous ensembles en configuration générale en U, formés chacun par l'association de plusieurs panneaux constituant au moins deux latérales verticales et une face de fond, les panneaux des faces de fond des deux sous ensembles étant superposés.Advantageously in practice, the gabion can be formed by assembling two subassemblies in a generally U-shaped configuration, each formed by the combination of several panels constituting at least two vertical lateral and one bottom face, the panels of the bottom faces. two subsets being superimposed.
De façon préférentielle, le panneau formant le fond du premier sous-ensemble comprend un grillage double torsion possédant des mailles orientées perpendiculairement aux mailles du grillage double torsion du panneau formant le fond du deuxième sous-ensemble.Preferably, the panel forming the bottom of the first subassembly comprises a double twist grid having mesh oriented perpendicular to the mesh of the double twist of the panel forming the bottom of the second subassembly.
L'invention sera bien comprise et ses divers avantages et différentes caractéristiques ressortiront mieux lors de la description suivante, de l'exemple non limitatif de réalisation, en référence aux dessins schématiques annexés, dans lesquels :
- la Figure 1 représente une vue synoptique en perspective éclatée de la première et de la deuxième étape du procédé de fabrication d'un élément individuel de construction conformément à l'invention ;
- la Figure 2 représente une vue en perspective de l'élément assemblé selon la Figure 1 ;
- la Figure 3 représente une vue agrandie du détail A de la Figure 1, présentant le grillage double torsion ;
- les Figures 4 à 6 représentent des vues en perspective d'un élément, avec des tirants de renfort, selon une première, une deuxième et une troisième variante de réalisation ;
- la Figure 7 représente une vue en perspective d'un élément, muni des moyens de renfort, d'une paroi de séparation transversale verticale et des moyens de protection amovibles utilisés lors du remplissage ;
- la Figure 8 représente une vue en perspective des moyens de protection amovibles selon une autre variante ;
- la Figure 9 représente une vue en perspective d'un coffrage de remplissage ;
- la Figure 10 représente une vue en perspective partielle des moyens de maintien de l'élément à l'intérieur du coffrage de remplissage ;
- la Figure 11 représente une vue en perspective partielle des moyens de manutention insérés dans l'élément ; et
- la Figure 12 représente une vue synoptique en perspective des étapes de remplissage et de compactage du matériau.
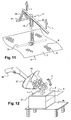
- la Figure 13 représente une vue en perspective éclatée d'un gabion construit selon une deuxième forme de réalisation ;
- la Figure 14 représente une vue en perspective de l'élément assemblé selon la forme de réalisation de la Figure 13 ;
- la Figure 15 représente une vue agrandie du fond un gabion de la figure 14 ;
- Figure 1 shows an exploded perspective view of the first and second steps of the method of manufacturing an individual building element according to the invention;
- Figure 2 shows a perspective view of the assembled element according to Figure 1;
- Figure 3 shows an enlarged view of detail A of Figure 1, showing the double twist wire;
- Figures 4 to 6 show perspective views of an element, with tie rods, according to a first, a second and a third embodiment;
- Figure 7 shows a perspective view of an element, provided with the reinforcing means, a vertical transverse partition wall and removable protective means used during filling;
- Figure 8 shows a perspective view of the removable protection means according to another variant;
- Figure 9 shows a perspective view of a filling form;
- Figure 10 shows a partial perspective view of the means for holding the element inside the filling casing;
- Figure 11 shows a partial perspective view of the handling means inserted in the element; and
- Figure 12 is a perspective schematic view of the steps of filling and compaction of the material.
- Figure 13 is an exploded perspective view of a gabion constructed according to a second embodiment;
- Figure 14 is a perspective view of the assembled member according to the embodiment of Figure 13;
- Figure 15 is an enlarged view of the bottom of a gabion of Figure 14 ;
Comme l'illustrent les Figures 2 à 7, un élément individuel de construction (1) est destiné à réaliser un ouvrage de génie civil ou de travaux public. Cet élément (1), vide au départ, va être rempli de matériaux de remplissage, puis livré sur son site d'utilisation. Cet élément (1) se présente sous la forme d'un gabion sensiblement parallélépipédique.As illustrated in Figures 2 to 7, an individual building element (1) is intended to produce a civil engineering works or public works. This element (1), initially empty, will be filled with filling materials and delivered to its site of use. This element (1) is in the form of a substantially parallelepiped gabion.
Le gabion comprend un contenant sous la forme d'une cage métallique extérieure (2), conçue pour recevoir les matériaux. La cage (2) est réalisée en grillage double torsion (voir Figure 3). La cage (2) comprend un fond (3), quatre faces latérales (4) et un couvercle (6). Le fond (3), les faces latérales (4) et le couvercle (6) sont constitués chacun par un panneau indépendant (7). Il est à noter que l'on peut utiliser un panneau plié, de façon à obtenir par exemple simultanément le fond (3) et deux faces latérales (4).The gabion includes a container in the form of an outer metal cage (2), adapted to receive the materials. The cage (2) is made of double twist wire (see Figure 3). The cage (2) comprises a bottom (3), four lateral faces (4) and a cover (6). The bottom (3), the side faces (4) and the cover (6) are each constituted by an independent panel (7). It should be noted that one can use a folded panel, so as to obtain for example simultaneously the bottom (3) and two side faces (4).
Dans une première étape du procédé de fabrication du gabion selon la présente invention, les panneaux (7) sont réalisés à partir de grillage double torsion (8). De par sa structure intrinsèque, et comme cela est montré en Figure 3, le grillage double torsion (8) possède une maille hexagonale répétitive (9).In a first step of the method of manufacturing the gabion according to the present invention, the panels (7) are made from double twisted wire (8). Due to its intrinsic structure, and as shown in FIG. 3, the double twisted mesh (8) has a repetitive hexagonal mesh (9).
Le Tableau 1 ci-dessous donne les valeurs des diamètres maximum (d) pour différentes largeurs de maille (D), selon la norme NF EN 10223 - 3 et devant être respectées pour la fabrication de panneaux de gabion.
Selon l'invention et dans le choix s'opérant dans la première. étape, pour de bonnes performances mécaniques de la cage (2), le grillage double torsion (8), utilisé pour les quatre faces latérales verticales (4) et pour le fond (3), présente un diamètre de fil (d) sensiblement supérieur au diamètre de fil pour un grillage double torsion défini par la norme NF EN 10223 - 3. Ce choix de diamètre confère des avantages très importants par rapport aux grillages connus à ce jour.According to the invention and in the choice operating in the first. step, for good mechanical performance of the cage (2), the double twisted mesh (8), used for the four vertical side faces (4) and the bottom (3), has a wire diameter (d) significantly greater to the wire diameter for a double twist wire defined by the standard NF EN 10223 - 3. This choice of diameter confers very important advantages over the fences known to date.
En effet, des tests comparatifs montrent que la résistance à la traction, ainsi que la résistance au poinçonnement sont bien supérieures à celles que l'on obtient avec des grillages réalisés à base de fil métallique dans des combinaisons maille/fil reconnues par la norme actuellement en vigueur. A composition d'acier analogue, et à propriétés géométriques de maille similaires, ces résistances sont effectivement meilleures de plusieurs facteurs par rapport à des grillages de fils selon la norme. Ces avantages compensent avantageusement la complexification du procédé de fabrication du grillage, qui nécessite des machines de tissage susceptibles de traiter des fils de fort diamètre, avec donc des efforts mécaniques développés bien supérieurs.Indeed, comparative tests show that the tensile strength and the punching resistance are much higher than those obtained with grids made from wire in mesh / wire combinations recognized by the current standard. A similar steel composition, and similar geometric properties of mesh, these resistors are actually better than several factors compared to wire mesh according to the standard. These advantages advantageously compensate for the complexification of the process of making the screen, which requires weaving machines capable of processing large diameter wires, with therefore much higher mechanical forces developed.
Le diamètre de fil (d), en mm, suit la relation suivante, en fonction de la largeur de maille (D), en mm, d = f(D) : d > 1,25.10-5.D3 - 2,875.10-3.D2 + 0,2325.D - 3,6.
Le Tableau 2 ci-dessous donne les valeurs moyennes et préférentielles des diamètres (d) pour différentes largeurs de maille (D), selon la présente invention.
Table 2 below gives the average and preferred values of the diameters (d) for different mesh widths (D) according to the present invention.
A titre d'exemple très préférentiel, les mailles utilisées pour les gabions de la présente invention ont des dimensions de l'ordre de 4,0 mm pour une largeur de 80 mm.As a very preferred example, the meshes used for the gabions of the present invention have dimensions of the order of 4.0 mm for a width of 80 mm.
Dans une deuxième étape du procédé de fabrication du gabion selon la présente invention, les quatre panneaux (7) constituant les quatre faces latérales (4) sont solidarisées (Flèches A en Figure 1) par leurs bords communs au panneau (7) du fond (3). Le panneau (7) formant le couvercle est ensuite solidarisé à une arête supérieure de l'une des faces latérales. La solidarisation se fait grâce à des pliages, des agrafes, des ligatures, ou tout autre moyen manuel ou automatique. La cage (2) prête à être remplie par des matériaux est maintenant constituée.In a second step of the method of manufacturing the gabion according to the present invention, the four panels (7) constituting the four lateral faces (4) are secured (Arrows A in Figure 1) by their edges common to the bottom panel (7) ( 3). The panel (7) forming the lid is then secured to an upper edge of one of the side faces. The fastening is done through folding, stapling, ligatures, or any other manual or automatic means. The cage (2) ready to be filled with materials is now constituted.
Dans une troisième étape facultative du procédé de fabrication du gabion selon la présente invention, la cage (2) comprend (voir Figure 2 à 7) des renforts sous la forme de séries de tirants transversaux (11). Ces séries (11) sont formées par des tirants ou tiges métalliques (12), munies d'un crochet (13) à leurs extrémités, de façon à pouvoir s'accrocher au grillage double torsion des faces latérales (4). Les tirants (12) se déploient entre les faces latérales opposées (4). Les tirants s'étendent également longitudinalement, c'est-à-dire perpendiculairement aux tirants transversaux.In a third optional step of the gabion manufacturing method according to the present invention, the cage (2) comprises (see FIGS. 2 to 7) reinforcements in the form of series of transverse tie rods (11). These series (11) are formed by rods or metal rods (12), provided with a hook (13) at their ends, so as to be hooked to the double twist lattice of the side faces (4). The tie rods (12) extend between the opposite lateral faces (4). The tie rods also extend longitudinally, that is to say perpendicular to the transverse tie rods.
Dans une première variante de réalisation (voir Figure 4), pour une cage (2) présentant des dimensions égales à 1 m de largeur, 1 m de hauteur et 1 m de profondeur, deux nappes (11) de six tirants (12) sont accrochées, chacune étant maintenue à un niveau situé au tiers de la hauteur. Dans ce cas, une nappe comprend trois tirants transversaux perpendiculaires à trois tirants longitudinaux. On peut compter douze tirants par m3.In a first variant embodiment (see FIG. 4), for a cage (2) having dimensions equal to 1 m in width, 1 m in height and 1 m in depth, two plies (11) of six tie rods (12) are hung, each being maintained at a level one third of the height. In this case, a sheet comprises three transverse tie rods perpendicular to three longitudinal tie rods. You can count twelve rods per m 3.
Dans une deuxième variante de réalisation (voir Figure 5), pour une cage (2) présentant des dimensions égales à 1 m de largeur, 0,5 m de hauteur et 1 m de profondeur, une nappe (11) de six tirants (12) est accrochée à un niveau situé à mi-hauteur. Dans ce cas, la nappe (11) comprend trois tirants transversaux perpendiculaires à trois tirants longitudinaux.In a second variant embodiment (see FIG. 5), for a cage (2) having dimensions equal to 1 m in width, 0.5 m in height and 1 m in depth, a ply (11) of six tie rods (12) ) is hung at a level halfway up. In this case, the sheet (11) comprises three transverse tie rods perpendicular to three longitudinal tie rods.
Dans une troisième variante de réalisation (voir Figure 6), pour une cage (2) présentant des dimensions égales à 1 m de largeur, 1 m de hauteur et 0,5 m de profondeur, deux nappes (11) de quatre tirants (12) sont accrochées, chacune étant maintenue à un niveau situé au tiers de la hauteur. Dans ce cas, une nappe (11) comprend trois tirants transversaux perpendiculaires à un tirant longitudinal.In a third variant embodiment (see FIG. 6), for a cage (2) having dimensions equal to 1 m in width, 1 m in height and 0.5 m in depth, two plies (11) of four tie-rods (12) ) are hung, each being held at a level one third of the height. In this case, a sheet (11) comprises three transverse tie rods perpendicular to a longitudinal tie rod.
Dans une quatrième variante de réalisation (voir Figure 7), les tirants (12) se déploient entre deux des quatre faces latérales opposées (4).In a fourth embodiment (see Figure 7), the tie rods (12) are deployed between two of the four opposite side faces (4).
Dans une quatrième étape facultative du procédé de fabrication du gabion selon la présente invention, un diaphragme ou paroi intermédiaire verticale (14) est assemblée (voir la variante de réalisation de la Figure 6) à l'intérieur de la cage (2). Cette paroi rapportée (14) sert à assurer un renforcement du gabion (1). Cette paroi rapportée (14) sert également à sépare transversalement la cage (2) en deux compartiments ou volumes distincts (16).
Cette paroi intermédiaire (14) s'étend ainsi entre deux des quatre faces latérales (4), de préférence entre les faces latérales opposées. La paroi intermédiaire (14) est également réalisée en grillage double torsion. Le grillage double torsion utilisé pour le panneau de cette paroi intermédiaire (14) peut suivre les diamètres définis par la norme NF EN 10223 - 3.In a fourth optional step of the gabion manufacturing method according to the present invention, a diaphragm or vertical intermediate wall (14) is assembled (see the embodiment variant of FIG. 6) inside the cage (2). This wall reported (14) serves to reinforce the gabion (1). This added wall (14) also serves to separate the cage (2) transversely into two separate compartments or volumes (16).
This intermediate wall (14) thus extends between two of the four lateral faces (4), preferably between the opposite lateral faces. The intermediate wall (14) is also made of double twist wire. The double twist grid used for the panel of this intermediate wall (14) can follow the diameters defined by the standard NF EN 10223-3.
Dans une cinquième étape facultative du procédé de fabrication du gabion selon la présente invention (voir Figure 11), des moyens de manutention (17) sont positionnés en étant fixés au niveau du fond (3) de la cage (2). Ces moyens de manutention (17) servent à soulever la cage (2), puis le gabion rempli (1).In a fifth optional step of the method of manufacturing the gabion according to the present invention (see Figure 11), handling means (17) are positioned by being fixed at the bottom (3) of the cage (2). These handling means (17) are used to lift the cage (2) and the filled gabion (1).
Ces moyens de manutention (17) comprennent une première pièce rigide, par exemple une barre (18) de 30 mm de diamètre pour 500mm de long. La barre (18) est insérée dans le fond (3) de la cage (2). Une deuxième pièce souple, par exemple un câble ou une sangle de levage (19), est attachée à la première pièce rigide (18). La barre (18) peut être mise en place sous la paroi inférieure (3) du gabion, de sorte que la sangle enroulée autour de la barre forme une boucle qui la rend solidaire de la barre (18) ou bien de sorte que la barre traverse simplement la sangle maintenue ensuite en tension pour éviter tout déplacement. Suivant la méthodologie utilisée pour la préparation du gabion, cette barre peut être maintenue sous le fond (3) du gabion par différents moyens pour permettre la manipulation du gabion après la mise en place de la barre (18), en particulier lors du déplacement du gabion vers le coffrage de remplissage. Ce maintient peut être réalisé par une portion de grillage supplémentaire placée sous la barre, et fixée à la paroi de fond (3).These handling means (17) comprise a first rigid piece, for example a bar (18) of 30 mm diameter for 500 mm long. The bar (18) is inserted into the bottom (3) of the cage (2). A second flexible piece, for example a cable or a lifting strap (19), is attached to the first rigid piece (18). The bar (18) can be placed under the bottom wall (3) of the gabion, so that the strap wrapped around the bar forms a loop which makes it integral with the bar (18) or so that the bar simply pass through the strap then held in tension to prevent any movement. According to the methodology used for the preparation of the gabion, this bar can be held under the bottom (3) of the gabion by various means to allow the manipulation of the gabion after the establishment of the bar (18), in particular during the movement of the gabion to the filling formwork. This maintenance can be achieved by an additional portion of wire placed below the bar, and attached to the bottom wall (3).
Dans une sixième étape du procédé de fabrication du gabion selon la présente invention, la cage (2) est positionnée dans un coffrage (voir Figure 9) servant au remplissage (21). Le coffrage (21) permet de coffrer et donc de maintenir la structure de la cage (2) lors de l'étape de remplissage qui va suivre. Le coffrage (21) est modulaire en étant constitué de panneaux (22), qui sont assemblés les uns aux autres par des vis, par des charnières et des portes (23). La configuration du coffrage (21) permet de remplir une ou plusieurs cages (2) de même format ou de formats différents. A titre d'exemple, des variations de formats possibles sont avec les dimensions suivantes : 1 m ou 2 m de largeur pour 0,5 m ou 1 m de hauteur pour 0,5 m ou 1 m de profondeur.In a sixth step of the gabion manufacturing method according to the present invention, the cage (2) is positioned in a formwork (see Figure 9) for filling (21). The formwork (21) allows to form and thus maintain the structure of the cage (2) during the filling step that follows. The formwork (21) is modular consisting of panels (22), which are assembled to each other by screws, by hinges and doors (23). The configuration of the formwork (21) makes it possible to fill one or more cages (2) of the same format or of different formats. By way of example, variations of possible formats are with the following dimensions: 1 m or 2 m wide for 0.5 m or 1 m high for 0.5 m or 1 m deep.
Dans une septième étape facultative du procédé de fabrication du gabion selon la présente invention, des moyens de protection amovibles (24) contre la chute du matériau dé remplissage sont posés (Flèche P en Figure 7) sur des zones pouvant être abîmées. Ces zones sont l'arête supérieure (26) de la paroi de séparation transversale (14) et les tirants (12).In an optional seventh step of the method of manufacturing the gabion according to the present invention, removable protective means (24) against the falling of the filling material are placed (arrow P in Figure 7) on areas that may be damaged. These areas are the upper edge (26) of the transverse partition wall (14) and the tie rods (12).
Ces moyens de protection (24) typiquement métalliques, peuvent prendre la forme d'une cornière, de fers plats, de barres ou de tubes, ronds ou carrés, ramifiés (Figure 8) ou non, de façon à recouvrir partiellement ou totalement les zones fragiles.These protection means (24) typically metallic, can take the form of an angle iron, flat irons, bars or tubes, round or square, branched (Figure 8) or not, so as to partially or completely cover the areas fragile.
Dans une huitième étape facultative du procédé de fabrication du gabion selon la présente invention, avant l'opération de remplissage de la cage (2) qui suit, des moyens de maintien (27) permettent de garder les quatre faces latérales (4) plaquée contre les parois intérieures correspondantes de coffrage (21), pendant le remplissage qui va suivre (voir Figure 10). Les moyens de maintien (27) sont disposés en différents points, par exemple verticalement et transversalement sur chaque face (4).In an optional eighth step of the method of manufacturing the gabion according to the present invention, before the filling operation of the cage (2) which follows, holding means (27) make it possible to keep the four lateral faces (4) pressed against the corresponding inner walls of formwork (21), during the subsequent filling (see Figure 10). The holding means (27) are arranged at different points, for example vertically and transversely on each face (4).
Les moyens de maintien (27) se présentent sous la forme de barres (28) placées à l'extérieur du coffrage (21). Ces barres (28) possèdent plusieurs crochets (29) agrippant le grillage double torsion (8) de la cage (2) à travers des lumières (31) prévue dans le coffrage de remplissage (21). Ces moyens de maintien (27) évitent ainsi une courbure potentielle des faces latérales (4) vers l'intérieur lors du remplissage.The holding means (27) are in the form of bars (28) placed outside the formwork (21). These bars (28) have a plurality of hooks (29) gripping the double twisted mesh (8) of the cage (2) through slots (31) provided in the filling formwork (21). These holding means (27) thus avoid a potential curvature of the lateral faces (4) inwardly during filling.
Dans une neuvième étape facultative du procédé de fabrication du gabion selon la présente invention, avant l'opération de remplissage de la cage (2) qui suit, la sangle (19) est mise en tension et est maintenue à la verticale par des moyens spécifiques de mise en tension. La sangle (19) traverse le matériau de remplissage à peu près à la verticale et est englobée à demeure dans le gabion rempli (1).In an optional ninth step of the method of manufacturing the gabion according to the present invention, before the filling operation of the cage (2) which follows, the strap (19) is tensioned and is held vertically by specific means tensioning. The strap (19) passes through the filling material approximately vertically and is permanently embedded in the filled gabion (1).
Les moyens de mise en tension comprennent une barre transversale (32), passant dans une boucle formée par la sangle (19). La barre (32) est soulevée vers le haut (Flèches L en Figure 11) par deux systèmes mécaniques, de type piétement (33), situés aux extrémités de la barre (32) et sur ou en dehors du coffrage (21).
Dans une dixième étape du procédé de fabrication du gabion selon la présente invention, la cage (2) est remplie de manière progressive (voir Flèche F en Figure 12) avec du matériau de remplissage (34). Le remplissage est effectué au moyen d'un chariot (36) muni d'un godet (37). C'est un moyen efficace qui permet de remplir à proximité directe du lieu de production du matériel de remplissage, dans différents sites industriels et environnements variés, comme des carrières et des chantiers.The tensioning means comprise a transverse bar (32) passing through a loop formed by the strap (19). The bar (32) is lifted upwards (arrows L in Figure 11) by two mechanical systems, of type foot (33), located at the ends of the bar (32) and on or outside the formwork (21).
In a tenth step of the gabion manufacturing method according to the present invention, the cage (2) is progressively filled (see arrow F in Figure 12) with filling material (34). The filling is carried out by means of a trolley (36) provided with a bucket (37). It is an efficient way to fill the place of production of filling equipment in the vicinity of different industrial sites and varied environments, such as quarries and construction sites.
Le godet (31) possède une largeur spécifique adaptée à la largeur du coffrage (21), par exemple 1,80 m pour un coffrage de 2 m. Le volume du godet (37), par exemple égal à 1 m3, permet de minimiser le temps de remplissage. Le godet (37) assure enfin une bonne répartition des pierres dans l'ensemble de la cage (2).The bucket (31) has a specific width adapted to the width of the formwork (21), for example 1.80 m for a formwork of 2 m. The volume of the bucket (37), for example equal to 1 m 3 , minimizes the filling time. The bucket (37) finally ensures a good distribution of the stones in the entire cage (2).
Le matériau de remplissage utilisé (34) est de la pierre à gabions. En termes de dureté et de gélivité, le matériau répond à la norme NF-EN-13383. En termes de granulométrie, le matériau répond à la norme intitulée « Exécution des ouvrages en gabions » NF-P 94 325 - 1. La granulométrie utilisée est réduite à 80-130 mm, afin d'augmenter l'homogénéité du remplissage et de diminuer les espaces se constituant lors du remplissage et du compactage qui suit. Le remplissage avec des matériaux (34) doit être réalisé avec soin, par couches successives et avec vibro-compactage. La norme NF-P 94 325 - 1 impose les règles de l'art en matière de montage, d'assemblage et de remplissage des gabions. En effet, la stabilité du gabion, et ainsi de l'ouvrage formé avec ces gabions, dépend de la façon dont les matériaux ont été choisis, puis placés à l'intérieur de ce contenant.The filling material used (34) is gabion stone. In terms of hardness and gelling, the material meets the NF-EN-13383 standard. In terms of particle size, the material meets the standard entitled "Execution of gabion structures" NF-P 94 325 - 1. The particle size used is reduced to 80-130 mm, in order to increase the homogeneity of the filling and decrease the spaces being constituted during filling and compaction that follows. The filling with materials (34) must be done carefully, in successive layers and with vibro-compaction. The standard NF-P 94 325 - 1 imposes the rules of the art concerning assembly, assembly and filling of gabions. In fact, the stability of the gabion, and thus of the work formed with these gabions, depends on the way in which the materials have been chosen, and then placed inside this container.
Dans une onzième étape du procédé de fabrication du gabion selon la présente invention, la cage (2) insérée dans le coffrage (21) et en cours et en fin du processus de remplissage, est soumise à des vibrations. Pour ce faire, le coffrage (21) est posé sur une table vibrante (38). Le coffrage (21) permet ainsi de maintenir les parois latérales (4) de la cage (2), pour éviter leur déplacement consécutif aux vibrations nécessaires pour tasser le matériau de remplissage (34).In an eleventh step of the gabion manufacturing method according to the present invention, the cage (2) inserted into the formwork (21) and in progress and at the end of the filling process, is subjected to vibrations. To do this, the formwork (21) is placed on a vibrating table (38). The formwork (21) thus makes it possible to maintain the lateral walls (4) of the cage (2), to prevent their displacement consecutive to the vibrations necessary to compact the filling material (34).
La table vibrante (38) est dimensionnée pour vibrer une masse totale variant entre 2 et 4 tonnes. Le cycle de vibrations est constitué de deux phases successives, chacune à une fréquence spécifique. Ces deux niveaux différents de vibrations permettent d'augmenter la cohésion du compactage du matériau de remplissage (34), en raison de leur impact sur les différentes tailles et masses des pierres constitutives de ce matériau (34).The vibrating table (38) is dimensioned to vibrate a total mass ranging between 2 and 4 tons. The vibration cycle consists of two successive phases, each at a specific frequency. These two different levels of vibration make it possible to increase the compaction cohesion of the filling material (34), because of their impact on the different sizes and masses of the stones constituting this material (34).
Dans une forme particulière de réalisation, la table vibrante (38) utilisée dans le processus de remplissage a une structure mécano-soudée à base de profilés. La table (38) est équipée de deux vibrateurs électriques, pour une charge à vibrer de l'ordre de 3,5 tonnes. Le plateau de la table (38) est monté sur six amortisseurs de type rails d'amortissement.In a particular embodiment, the vibrating table (38) used in the filling process has a welded structure based on profiles. The table (38) is equipped with two electric vibrators, for a load to vibrate of the order of 3.5 tons. The table top (38) is mounted on six shock absorbers of the damping rails type.
Dans une douzième étape du procédé de fabrication du gabion selon la présente invention, la cage (2) est refermée avec le couvercle supérieur horizontal (6). Le grillage double torsion utilisé pour le panneau de ce couvercle (6) peut suivre les diamètres définis par la norme NF EN 10223 - 3.In a twelfth step of the gabion manufacturing method according to the present invention, the cage (2) is closed with the horizontal top cover (6). The double twist grid used for the panel of this cover (6) can follow the diameters defined by the standard NF EN 10223 - 3.
Dans une treizième étape du procédé de fabrication du gabion selon la présente invention, le gabion (1) est soulevé et sorti du coffrage (21). Le gabion prérempli (1), obtenu conformément à la mise en oeuvre de toutes ou partie des étapes décrites, est prêt à être livré sur son site d'emplacement.In a thirteenth step of the gabion manufacturing method according to the present invention, the gabion (1) is raised and removed form the formwork (21). The pre-filled gabion (1), obtained in accordance with the implementation of all or some of the steps described, is ready to be delivered to its location site.
Indépendamment du procédé de fabrication, le gabion peut être réalisé selon une variante de construction illustrée aux figures 13 à 15. Ainsi, comme illustré à la figure 13, le gabion est constitué par l'assemblage de deux sous ensembles (52,53) présentant chacun une configuration générale en U. Le premier sous ensemble (52) est formé par un seul pan de grillage plié pour former deux faces latérales (54,58) et une face de fond (56). Le second sous ensemble (53) est construit de façon analogue, pour former deux faces avant (57) et arrière (55) reliées par une face de fond (59), et comporte également une face supplémentaire (61) destinée à former le couvercle du gabion. Ce couvercle peut toutefois être formé d'une troisième pièce rapportée.Regardless of the manufacturing method, the gabion can be made according to a construction variant illustrated in FIGS. 13 to 15. Thus, as illustrated in FIG. 13, the gabion is constituted by the assembly of two subassemblies (52, 53) presenting each of them having a generally U-shaped configuration. The first subassembly (52) is formed by a single folded wire pan to form two lateral faces (54,58) and a bottom face (56). The second subassembly (53) is similarly constructed to form two front (57) and rear (55) faces connected by a bottom face (59), and also includes an additional face (61) for forming the lid of the gabion. This cover may however be formed of a third insert.
Après assemblage, et comme illustré à la figure 14, les deux sous-ensembles (52,53) sont disposés de telle sorte que leurs faces de fond (56,59) se superposent. Il est possible d'interposer entre ces deux faces de fond la barre rigide (18) ou plus généralement une portion des moyens de manutention destinés au levage du gabion.After assembly, and as illustrated in FIG. 14, the two subassemblies (52, 53) are arranged in such a way that their bottom faces (56, 59) overlap each other. It is possible to interpose between these two bottom faces the rigid bar (18) or more generally a portion of the handling means for lifting the gabion.
De façon préférée, les deux faces (56,59) formant le fond du gabion sont assemblées entre-elles de façon à présenter, des mailles (62,63), ou plus précisément des zones de torsion des fils, définissant une direction de résistance préférentielle (R), perpendiculaire l'une par rapport à l'autre. En étant positionnées à angle droit, la conjonction des mailles (62) du premier sous ensemble (52) et du deuxième sous-ensemble (53) accroissent la résistance du fond obtenu.Preferably, the two faces (56, 59) forming the bottom of the gabion are assembled together so as to have meshes (62, 63), or more precisely zones of torsion of the wires, defining a direction of resistance. preferential (R), perpendicular to each other. By being positioned at right angles, the conjunction of the meshes (62) of the first subassembly (52) and the second subassembly (53) increases the resistance of the bottom obtained.
Les faces latérales (54,55,57,58) présentent des mailles toutes orientées dans la même direction, orientée verticalement, lorsque la cage est assemblée. De ce fait, en raison du poids du gabion remplis, les forces agissant sur le fond sont réparties de manière homogène sur chacune des faces latérales.The lateral faces (54,55,57,58) have meshes all oriented in the same direction, oriented vertically, when the cage is assembled. As a result, because of the weight of the gabion filled, the forces acting on the bottom are distributed homogeneously on each of the lateral faces.
La présente invention n'est pas limitée aux modes de réalisation décrits et illustrés. De nombreuses modifications peuvent être réalisées, sans pour autant sortir du cadre défini par la portée du jeu de revendications.The present invention is not limited to the embodiments described and illustrated. Many modifications can be made, without departing from the scope defined by the scope of the set of claims.
Claims (14)
D et d sont exprimés en mm.Method according to claim 2, characterized in that the wire diameter (D) of the double twist wire (8) is a function of a mesh width (D) (9) of said double twisted wire (8), according to the relation:
D and d are expressed in mm.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0653000A FR2903712B1 (en) | 2006-07-17 | 2006-07-17 | CONSTRUCTION ELEMENT FOR CIVIL ENGINEERING |
| FR0653188A FR2904337B1 (en) | 2006-07-28 | 2006-07-28 | METHOD FOR MANUFACTURING AN INDIVIDUAL COMPLETE CONSTRUCTION ELEMENT FOR A CIVIL ENGINEERING WORK |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1881114A2 true EP1881114A2 (en) | 2008-01-23 |
| EP1881114A3 EP1881114A3 (en) | 2010-01-13 |
Family
ID=38621250
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07356093A Withdrawn EP1881114A3 (en) | 2006-07-17 | 2007-07-16 | Method of manufacturing a filled individual construction element intended for a civil engineering structure |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1881114A3 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1959058A1 (en) * | 2007-02-14 | 2008-08-20 | Legi GmbH | Infinite gabion wall |
| ITMI20090605A1 (en) * | 2009-04-14 | 2010-10-15 | Artigiana Costruzioni S R L | CLOSED STRUCTURE GABBION |
| FR2951750A1 (en) * | 2009-10-28 | 2011-04-29 | Aquaterra Solutions | GABION AND AN ASSEMBLY OF AT LEAST TWO GABIONS |
| EP2317014A1 (en) | 2009-10-28 | 2011-05-04 | Aquaterra Solutions | Set for building a construction and gabion for this set |
| FR2963030A1 (en) * | 2010-07-23 | 2012-01-27 | Alain Antoniazzi | Method for manufacturing gabionu tilized in civil engineering field to form e.g. retaining wall slope, involves applying product layer to aggregates before introducing aggregates into pocket to establish connection between aggregate zones |
| US20150071708A1 (en) * | 2012-03-21 | 2015-03-12 | Francesco Ferraiolo | Reinforced gabion and process for its manufacture |
| FR3018292A1 (en) * | 2014-03-05 | 2015-09-11 | Sarl Pba | CONSTRUCTION MODULE TYPE GABION |
| GB2606776A (en) * | 2021-05-07 | 2022-11-23 | Shore Defence Ltd | Improvements in and relating to ground stabilisation |
| US11773554B2 (en) | 2020-05-14 | 2023-10-03 | Shore Defence Limited | Erosion prevention |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58189425A (en) * | 1982-04-26 | 1983-11-05 | Kiyoshi Yamamoto | Soil board |
| EP0106745A2 (en) * | 1982-09-24 | 1984-04-25 | Citra-France | Method and installation for putting a protection layer on an under water floor |
| DE4329370A1 (en) * | 1993-09-01 | 1995-03-02 | Jaecklin Felix Paul | Element for buildings, in particular for greenable support or soundproof buildings, with component set and manufacturing process |
| GB2347960A (en) * | 1999-02-11 | 2000-09-20 | Earth Wall Systems Ltd | Biodegradable building element |
| JP2001073339A (en) * | 1999-09-08 | 2001-03-21 | Fujishige:Kk | Stone-filled cage, work method using the cage, and cage fabrication |
| JP2002097616A (en) * | 2000-09-25 | 2002-04-02 | Eiji Yasuda | Gabion construction method |
| JP2003074061A (en) * | 2001-09-06 | 2003-03-12 | Kinuzo Fujishima | Earth retaining sandbag and retaining wall construction method by this sandbag |
| DE20311405U1 (en) * | 2003-07-18 | 2003-12-18 | Rothfuss, Thomas | mesh basket |
| EP1520933A1 (en) * | 2003-10-03 | 2005-04-06 | France Gabion | Civil engineering structure, individual construction element and method of reinforcing this structure |
| DE202006003050U1 (en) * | 2006-02-21 | 2006-04-27 | Rothfuss, Thomas | Wire basket for use in sound protection walls has floor and side walls and at least one sound absorbing coating that is made up of at least one flexible container filled with sand |
-
2007
- 2007-07-16 EP EP07356093A patent/EP1881114A3/en not_active Withdrawn
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58189425A (en) * | 1982-04-26 | 1983-11-05 | Kiyoshi Yamamoto | Soil board |
| EP0106745A2 (en) * | 1982-09-24 | 1984-04-25 | Citra-France | Method and installation for putting a protection layer on an under water floor |
| DE4329370A1 (en) * | 1993-09-01 | 1995-03-02 | Jaecklin Felix Paul | Element for buildings, in particular for greenable support or soundproof buildings, with component set and manufacturing process |
| GB2347960A (en) * | 1999-02-11 | 2000-09-20 | Earth Wall Systems Ltd | Biodegradable building element |
| JP2001073339A (en) * | 1999-09-08 | 2001-03-21 | Fujishige:Kk | Stone-filled cage, work method using the cage, and cage fabrication |
| JP2002097616A (en) * | 2000-09-25 | 2002-04-02 | Eiji Yasuda | Gabion construction method |
| JP2003074061A (en) * | 2001-09-06 | 2003-03-12 | Kinuzo Fujishima | Earth retaining sandbag and retaining wall construction method by this sandbag |
| DE20311405U1 (en) * | 2003-07-18 | 2003-12-18 | Rothfuss, Thomas | mesh basket |
| EP1520933A1 (en) * | 2003-10-03 | 2005-04-06 | France Gabion | Civil engineering structure, individual construction element and method of reinforcing this structure |
| DE202006003050U1 (en) * | 2006-02-21 | 2006-04-27 | Rothfuss, Thomas | Wire basket for use in sound protection walls has floor and side walls and at least one sound absorbing coating that is made up of at least one flexible container filled with sand |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1959058A1 (en) * | 2007-02-14 | 2008-08-20 | Legi GmbH | Infinite gabion wall |
| ITMI20090605A1 (en) * | 2009-04-14 | 2010-10-15 | Artigiana Costruzioni S R L | CLOSED STRUCTURE GABBION |
| EP2241679A1 (en) * | 2009-04-14 | 2010-10-20 | Artigiana Costruzioni S.r.L. | Gabion with closed structure |
| FR2951750A1 (en) * | 2009-10-28 | 2011-04-29 | Aquaterra Solutions | GABION AND AN ASSEMBLY OF AT LEAST TWO GABIONS |
| EP2317013A1 (en) | 2009-10-28 | 2011-05-04 | Aquaterra Solutions | Gabion and assembly of at least two gabions |
| EP2317014A1 (en) | 2009-10-28 | 2011-05-04 | Aquaterra Solutions | Set for building a construction and gabion for this set |
| FR2963030A1 (en) * | 2010-07-23 | 2012-01-27 | Alain Antoniazzi | Method for manufacturing gabionu tilized in civil engineering field to form e.g. retaining wall slope, involves applying product layer to aggregates before introducing aggregates into pocket to establish connection between aggregate zones |
| US20150071708A1 (en) * | 2012-03-21 | 2015-03-12 | Francesco Ferraiolo | Reinforced gabion and process for its manufacture |
| US9469955B2 (en) * | 2012-03-21 | 2016-10-18 | Officine Maccaferri S.P.A. | Reinforced gabion and process for its manufacture |
| FR3018292A1 (en) * | 2014-03-05 | 2015-09-11 | Sarl Pba | CONSTRUCTION MODULE TYPE GABION |
| US11773554B2 (en) | 2020-05-14 | 2023-10-03 | Shore Defence Limited | Erosion prevention |
| GB2606776A (en) * | 2021-05-07 | 2022-11-23 | Shore Defence Ltd | Improvements in and relating to ground stabilisation |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1881114A3 (en) | 2010-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1881114A2 (en) | Method of manufacturing a filled individual construction element intended for a civil engineering structure | |
| EP2406435B1 (en) | Gabions for use in retaining walls | |
| EP1877625A1 (en) | Elongated device for maritime and waterway planning and production method thereof | |
| EP2317014B1 (en) | Set for building a construction | |
| FR2903712A1 (en) | Individual construction element for i.e. civil engineering structure, has metal cage with horizontal bottom having lower wall and upper wall that is placed on lower wall and interposed between lower wall and material | |
| FR2904337A1 (en) | Parallelepiped shaped gabion type individual construction element manufacturing method for forming e.g. retaining wall, involves ensuring compaction by vibrations of filling material, and closing box with upper cover | |
| CA1271922A (en) | Undershoring structure, method of constructing said structure, and related device | |
| JPH0351424A (en) | Banking forming method and forming material | |
| EP2317013B1 (en) | Gabion and assembly of at least two gabions | |
| JP2008057285A (en) | Sandbag, sediment filling method and earth structure | |
| EP2772588B1 (en) | Gabion with various supporting rows | |
| JP3961926B2 (en) | Wall construction method using bagging soil and wall structure using bagging soil | |
| JP2005163271A (en) | Constrained soil structure and work execution method therefor | |
| CA3119193A1 (en) | Device for containing granular elements | |
| EP0005092B1 (en) | Construction element in the form of a slab and structure comprising such an element | |
| JP2007100322A (en) | Bag body for sandbag, sandbag, and construction method for sandbag structure | |
| NL1004459C2 (en) | Soundproof elements. | |
| JPH0351425A (en) | Banking forming method and forming material | |
| EP4168638B1 (en) | Formwork with enhanced ductility with foldable three-dimensional reinforcement cage | |
| JP7356735B2 (en) | Cage frame unit, cage frame connection body, cage frame laminate, and retaining wall construction method | |
| JP6917641B2 (en) | Reinforced soil wall method | |
| JPH0351423A (en) | Banking forming method and forming material | |
| FR2807456A1 (en) | Base for walls, barricade or road side slope is made of juxtaposed wired cylinders with apertures to receive rods to attach them together | |
| FR3008113A1 (en) | GABION | |
| EP0273077B1 (en) | Retaining structure and method for realizing this retaining structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| AKY | No designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20100714 |