EP1854596A1 - Machine de découpe pour produits agroalimentaires et machine de réalisation d'emballages associée - Google Patents
Machine de découpe pour produits agroalimentaires et machine de réalisation d'emballages associée Download PDFInfo
- Publication number
- EP1854596A1 EP1854596A1 EP07301025A EP07301025A EP1854596A1 EP 1854596 A1 EP1854596 A1 EP 1854596A1 EP 07301025 A EP07301025 A EP 07301025A EP 07301025 A EP07301025 A EP 07301025A EP 1854596 A1 EP1854596 A1 EP 1854596A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- product
- machine
- conveying means
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/32—Means for performing other operations combined with cutting for conveying or stacking cut product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
- B65B9/045—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material for single articles, e.g. tablets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
- B26D1/08—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates of the guillotine type
Definitions
- the present invention relates to a machine for cutting agri-food products.
- the invention also relates to a packaging production machine associated with such a cutting machine for food products.
- Food products for example bread, pies, pies, cakes, cheeses, seafood terrines, and others are prepared mainly in the form of parallelepipeds or in the form of elongated cylinders. To allow the sale to the consumer of these food products in distribution centers and in supermarkets, it is necessary to cut each parallelepiped or each cylinder into regular slices. After preparation followed or not cooking, the food product is thus cut.
- a machine for example similar to that of the document EP-0.712.699 , comprises a conveyor driven with an adjustable stepwise movement, between an upstream loading station, where each product is arranged longitudinally, and a downstream slicing station.
- Lateral drive means synchronized with the conveyor carry crosspieces adapted to come into contact with the rear of the product. Articulated hooks penetrate the back of the product by immobilizing it against a crossbar.
- a slicing station is composed of a blade connected to means able to communicate to it a vertical displacement, accelerated and then decelerated, in a vertical plane passing through the longitudinal axis of the downstream roller of the conveyor.
- these slices are packaged, in individual packages or packets of several slices, in packages or trays with one or more concave cells.
- packaging there are two major categories of machines, thermoformers and barrettetteuses, operating by step in advance.
- thermoformers and barrettetteuses operating by step in advance.
- the cells are sealed with a transparent thermoplastic film, possibly under a controlled inert atmosphere, so as to constitute the packaging.
- a thermoforming machine includes tooling having a hot mold forming cavities, i.e., cells, in a thermoplastic film.
- a hot mold forming cavities i.e., cells
- the film coming from a reel is progressively unrolled and laid flat.
- the cells are thermoformed, so as to form a set of packages, comprising for example a matrix of two to four lines with three columns of cells.
- the film is driven and the newly formed cells are shifted to the next step, and so on, thanks to drive means of this packaging type of thermoforming packaging machine.
- a barquetteuse comprises a series of trays preformed and stacked beforehand.
- An unstacker deposits the trays on a system of advance and shift step by step, driven by drive means of this type of packaging machine type barretteuse.
- the automatic deposition of the slices in the packages is always done during the advance step of the packaging machine.
- the machine makes it possible to slice products and to deposit the slices thus obtained directly in the cells of packings coming out of a thermoformer or in the cells of trays of a caster. Due to the position of the cutting means, the barely cut slices fall directly into the cells.
- the operation of the depot is optimal because the stopping time of the packaging production machine is longer than the time during which the drive means for the packaging assembly are actuated.
- the control can favorably actuate the cutting means, when the conveying means are stopped.
- the slicing and deposition is thus done, when the product and the set of packages are stopped, which allows a greater accuracy of deposition in the cells.
- the machine may comprise translation means for the cutting means and for the conveying means. These translation means can place these cutting means and these conveying means above the set of packages. In this way, the slicer moves and positions itself above the cell lines. This positioning is also done according to the different thicknesses of desired slices.
- control of the translation means can actuate these same translation means to be able to pass step by step and to stop the cutting means and the conveying means, successively above two to four lines. packaging cell from the first position downstream to the second position upstream.
- the control of the translation means can actuate these same translation means to be able to pass the cutting means and the conveying means from the second position upstream to the first downstream position, when the drive means for the set of packages are operated.
- the cutting machine is thus reset by bringing the cutting means and conveying means back to their original position downstream above the first line of cells. This displacement occurs when the packaging assembly moves.
- the control of the translation means can actuate these same translation means to pass the cutting means and the conveying means to a third downstream position located above a discharge plate of at least one start and a heel of the agri-food product.
- the third downstream position is located beyond the first downstream position and avoids wrapping unwanted product pieces by consumers.
- the conveying means may comprise successively, from the loading station upstream to the downstream cutting means, a loading conveyor, an elevator conveyor, a reversing compensator conveyor, a storage conveyor and a cutting conveyor.
- the machine may include a first camera for monitoring the deposition of the food product cut in the cell of the package and a second camera for monitoring the deposition of the food product at the loading station upstream.
- the alignments of the products at the start and the cut slices are regulated by cameras and corresponding electronic cards acting sending adjustment signals to the control of the translation means and to the control of the cutting means and the conveying means.
- a packaging machine is characterized in that it is associated with a cutting machine having one or more of the technical characteristics described above.
- the cutting means and the conveying means can be positioned cantilevered above the packaging machine.
- the translation means and the control can be positioned next to the packaging machine.
- a cutting machine for food products (1) is associated with a machine for producing packaging, thermoforming type (2).
- the cutting machine comprises a support (3) defining a plane (P).
- the support (3) is in the form of conveying means (4) with a conveyor, a belt or an endless conveyor belt, set in motion by motor.
- the conveying means (4) move agri-food products to be cut (6), from upstream to downstream (arrow F in FIGS. 1, 3 and 4), from a loading station (7). upstream to cutting means (8) downstream of the machine (1).
- the products (6) are in substantially elongate parallelepipedal form ( Figure 2), although many other embodiments are possible. Three products (6) are positioned parallel to one another on the support (3). The cutting of these products (6) will be done in regular slices (9).
- the products (6) are held at the rear by a claw forming a pusher (10).
- the claw (10) is positioned above the cutting conveyor (28).
- the claw (10) retracts during the passage of the products (6).
- the claw (10) then descends and seized the rear of the products (6) by the heel.
- the cutting means (8) comprise two cutting blades (11).
- the two blades (11) are aligned and placed perpendicular to the longitudinal axis of the products (6) and the plane (P).
- the blades (11) each comprise a cutting knife of rectangular shape or sonotrode, a booster for amplifying the vibrations and a converter for creating the vibrations.
- the assembly, sonotrode, booster and converter, is connected to an ultrasound generator (not shown).
- the blades (11) are each linearly movable, back and forth and from top to bottom, towards the support (3), in a cutting direction (Arrow D in Figure 2), perpendicular to the plane (P).
- the length of the blades (11) depends on the width of the products (6) and the cutting displacement (D) of the blades (11) depends on the height of the products (6).
- the blades (11), associated with their vibration assembly are all carried by a single bracket (12).
- the bracket (12) is movable from top to bottom, and reciprocally, according to the cutting direction (D).
- the bracket (12) is mounted on a system including a slideway, belts and a brushless motor (13) performing reciprocating rotations, alternatively, installed inside a housing ( 14) of the cutting machine (1).
- the thermoformer (2) comprises, upstream of the cutting machine (1), a device (18) for unwinding a thermoplastic film spool.
- a tool (19) thermoforms the film, which allows for the packaging (16) with their cell (17).
- the thermoformed film with its cells (17) leaves at an open area (21) of the thermoformer (2).
- the film on its reel unfolds through drive means (not shown) which slide and transport (arrow T in Figure 1) the thermoformed film, until the output of the packages (16).
- the packages (16), whose cells (17) are filled with the slices (9), are then closed, downstream of the thermoformer (2), by a heat-sealing film at a corresponding device (22).
- the cutting means (8) and the conveying means (4) of the cutting machine (1) are located cantilevered above the open area (21).
- a control actuates the cutting means (8) and the conveying means (4), when the drive means of the thermoformer (2) are stopped.
- the cutting means (8) operate and drive the blades (11), when the conveying means (4) are stopped.
- the cutting machine (1) further comprises translational means (23) for the cutting means (8) and the conveying means (4).
- the translation means (23) comprise a moving element (24) carrying the cutting means (8) and conveying means (4) moving from downstream to upstream and vice versa (Arrow R in FIGS. ), so as to successively present the slices that fall (9) from the cutting means (8) above each line of cells (17).
- the mobile equipment (24) is mounted on rails with ball bearings and brushless type motorization, called "brushless".
- a control actuates the translation means (23) step by step, from the downstream position to the position upstream towards the loading station (7), so as to successively fill the first, the second and the third line of cells (17).
- a system with a transverse teflon stainless steel pallet (27) allows to evacuate a start and a heel products (6).
- This pallet (27) is located above a line of cells (17) and in a position, located further downstream than the first starting slicing position.
- the cutting means (8) are positioned above the pallet (27).
- the conveying means (4) comprise, respectively from downstream to upstream, a cutting conveyor (28), a storage conveyor (29), a reversing compensator conveyor (31), an elevator conveyor (32) and a loading conveyor (33).
- the loading conveyor (33) is equipped with a stainless steel guide (34) allowing an operator to properly lay the products (6) and position them correctly from the start. Several different guides (34) can be used for different products (6).
- the downstream end of the loading conveyor (33) feeds the end upstream of the elevator conveyor (32).
- the compensation compensator conveyor (31) compensates for these movements, to avoid creating a space in the conveying means (4).
- This reversing compensator conveyor (31) also makes it possible to dissociate the cutting means (8), which are movable downstream upstream and vice versa (R), from the loading station (7) which remains fixed.
- a downstream return roller (37) of the reversing compensator conveyor (31) is mounted on the moving assembly (24) and follows the movement (R).
- An upstream drive roller (38) remains stationary.
- the downstream end of the reversing compensator conveyor (31) feeds the end upstream of the storage conveyor (29).
- the storage conveyor (29) serves to hold a row of products (6) on hold. Since during the cutting phase the conveying means (4) move step by step, the storage conveyor (29) follows this movement. This keeps the same space between the products (6) that are cut and those waiting. This storage conveyor (29) is not mandatory. The downstream end of the storage conveyor (29) feeds the upstream end of the cutting conveyor (28).
- the cutting conveyor (28) loads the products and brings them under the blades (11). This cutting conveyor (28) defines the support (3) with the plane (P).
- the cutting conveyor (28) has a step advance. Cutting is done directly on the cutting conveyor (28) or on an “anvil” saber.
- the cutting machine (1) is controlled by microprocessor and keypad control console, which will allow programming, selection, coupling and positioning of different cutting means (8) and conveying means (4). ) and translation means (23).
- the cutting machine (1) is therefore very easily adaptable, depending on the product (6) and regardless of the number of cells (17) of the packaging assembly (16).
Abstract
Description
- La présente invention se rapporte à une machine destinée à découper des produits agroalimentaires. L'invention concerne également une machine de réalisation d'emballages associée à une telle machine de découpe pour produits agroalimentaires.
- Des produits agroalimentaires, par exemple du pain, des pâtés, des pâtés en croûte, des gâteaux, des fromages, des terrines de la mer, et d'autres encore sont préparés principalement sous la forme de parallélépipèdes ou sous forme de cylindres allongés. Pour permettre la vente au consommateur de ces produits agroalimentaires dans les centres de distribution et dans les grandes surfaces, il est nécessaire de découper chaque parallélépipède ou chaque cylindre en tranches régulières. Après préparation suivie ou non de cuisson, le produit agroalimentaire est ainsi découpé.
- Pour ce faire, une machine, par exemple analogue à celle du document
EP- 0.712.699 , comprend un convoyeur entraîné avec un mouvement pas à pas réglable, entre un poste amont de chargement, où chaque produit est disposé longitudinalement, et un poste aval de tranchage. Des moyens d'entraînement latéraux synchronisés avec le convoyeur portent des traverses aptes à venir en contact avec l'arrière du produit. Des crochets articulés pénètrent dans l'arrière du produit en l'immobilisant contre une traverse. Un poste de tranchage est composé d'une lame reliée à des moyens aptes à lui communiquer un déplacement vertical, accéléré puis décéléré, dans un plan vertical passant par l'axe longitudinal du rouleau aval du convoyeur. - Par la suite, pour des raisons de présentation, d'hygiène et de transport, ces tranches sont conditionnées, par paquets individuels ou par paquets de plusieurs tranches, dans des emballages ou dans des barquettes munis d'une ou plusieurs alvéoles concaves. Pour la réalisation de tels emballages, il existe deux catégories majeures de machines, les thermoformeuses et les barquetteuses, fonctionnant par pas d'avance cadencés. Dans les deux catégories de machines d'emballage, en fin de chaîne, les alvéoles sont scellés avec un film thermoplastique transparent, éventuellement sous atmosphère inerte contrôlée, de façon à constituer les emballages.
- Une thermoformeuse comprend un outillage possédant un moule formant à chaud des empreintes, c'est-à-dire des alvéoles, dans un film thermoplastique. Tout d'abord, le film provenant d'une bobine est progressivement déroulé et mis à plat. Lors d'une phase d'arrêt du film, les alvéoles sont thermoformées, de façon à former un ensemble d'emballages, comprenant par exemple une matrice de deux à quatre lignes avec trois colonnes d'alvéoles. Puis le film est entraîné et les alvéoles nouvellement réalisées sont décalées au pas suivant, et ainsi de suite, grâce à des moyens d'entraînement de cette machine de réalisation d'emballage type thermoformeuse.
- Une barquetteuse comprend une série de barquettes préformées et gerbées au préalable. Un dépileur dépose les barquettes sur un système d'avance et de décalage pas par pas, entraîné par moyens d'entraînement de cette machine de réalisation d'emballage type barquetteuse.
- Dans de nombreux cas, le chargement des tranches découpées dans les alvéoles des emballages est fait manuellement par des opérateurs. La ou les tranches en provenance d'une machine de découpe sont déposées pendant le temps d'arrêt du film ou des barquettes avec ses alvéoles.
- Cependant, un tel chargement engendre des problèmes, liés à la faible durée d'arrêt de la machine de réalisation d'emballage. Les opérateurs doivent alors être rapides. Selon le type de produit agroalimentaire, ils ne peuvent pas toujours s'adapter à la cadence correspondante de la machine d'emballage. En outre, la zone ouverte de la machine d'emballage, où se trouve le film ou les barquettes avec les alvéoles ouvertes, présente une surface peu importante, ce qui donne peu d'espace pour que l'opérateur puisse réaliser sa tâche de remplissage. D'autres problèmes sont liés à l'éloignement de la machine de découpe et au transport automatique des tranches en direction de la machine d'emballage.
- Dans d'autres systèmes existants, le dépôt automatique des tranches dans les emballages s'effectue toujours pendant le pas d'avance de la machine d'emballage.
- Cependant, une telle machine exige une précision très importante quant au placement des tranches, juste avant leur dépôt dans les alvéoles. Cette précision est en outre difficile à conserver tout au long de la production, en raison des salissures apparaissant sur les tapis et en raison du caractère collant ou glissant de certaines tranches de produits agroalimentaires. Cette précision est difficile à obtenir au démarrage de la machine d'emballage. En cas de changement de produit, les réglages sont à refaire. De plus, une telle machine de l'état de la technique est définit pour un seul format de produit en sortie. Une machine de ce type est destinée à une seule catégorie d'emballages sortant de la machine d'emballage.
- Un problème principal que se propose de résoudre l'invention est d'obtenir une machine de découpe pour produits agroalimentaires, permettant un dépôt automatique de tranches dans des alvéoles d'emballage. Un deuxième problème posé est de concevoir une machine de découpe qui soit synchronisée avec une machine de réalisation d'emballage. Un troisième problème est d'éviter, pour une machine de découpe, toute manipulation et tout transport de tranches. Un quatrième problème est d'obtenir une machine de découpe pouvant être facilement adaptée aux dimensions des emballages et aux formats de produits découpés en conséquence. Un cinquième problème est de réaliser une machine de découpe répondant aux normes en vigueur dans l'industrie agroalimentaire. Un dernier problème est de prévoir une machine de réalisation d'emballages associée à une machine de découpe de produits agroalimentaires.
- L'invention concerne donc une machine de découpe, utilisée notamment pour une découpe d'au moins un produit agroalimentaire posé sur un support définissant un plan, comprenant :
- des moyens de découpe pour le produit, avec au moins une lame de découpe, se déplaçant de manière linéaire et en va-et-vient, selon une direction de découpe sensiblement perpendiculaire au plan, et
- des moyens de convoyage pour le produit, s'étendant entre un poste de chargement en amont, au niveau duquel le produit est déposé, et les moyens de découpe en aval, au niveau duquel le produit est découpé par la lame de découpe.
- Conformément à l'invention, la machine de découpe est caractérisée :
- en ce que les moyens de découpe pour le produit et les moyens de convoyage pour le produit sont positionnés au-dessus d'un ensemble d'emballages, présent en sortie d'une machine de réalisation d'emballages, chacun des emballages intégrant au moins une alvéole concave ouverte, et
- en ce que les moyens de découpe pour le produit et les moyens de convoyage pour le produit sont munis d'une commande pour les actionner, lorsque des moyens d'entraînement pour l'ensemble d'emballages sont arrêtés, de façon à déposer le produit agroalimentaire découpé directement dans l'alvéole de l'emballage.
- Autrement dit, la machine permet de trancher des produits et de déposer les tranches ainsi obtenues directement dans les alvéoles d'emballages sortant d'une thermoformeuse ou dans les alvéoles de barquettes d'une barquetteuse. En raison de la position des moyens de découpe, les tranches à peine découpées tombent directement dans les alvéoles.
- Le fonctionnement du dépôt est optimal, car le temps d'arrêt de la machine de réalisation d'emballage est plus long que le temps pendant lequel les moyens d'entraînement pour l'ensemble d'emballages sont actionnés. Par association d'une telle machine de découpe avec une machine de réalisation d'emballage, il n'y a plus de manipulation par des opérateurs et/ou de transfert de tranches, s'avérant être à l'origine de contaminations bactériennes.
- La commande peut favorablement actionner les moyens de découpe, lorsque les moyens de convoyage sont arrêtés. Le tranchage et le dépôt se fait ainsi, lorsque le produit et l'ensemble d'emballages sont à l'arrêt, ce qui permet une plus grande précision de dépôt dans les alvéoles.
- Très préférentiellement, la machine peut comprendre des moyens de translation pour les moyens de découpe et pour les moyens de convoyage. Ces moyens de translation peuvent placer ces moyens de découpe et ces moyens de convoyage au-dessus de l'ensemble d'emballages. De cette manière, le trancheur se déplace et se positionne au-dessus des lignes d'alvéoles. Ce positionnement se fait également en fonction des différentes épaisseurs de tranches souhaitées.
- Les moyens de translation peuvent être avantageusement munis d'une commande pour les actionner, lorsque les moyens d'entraînement pour l'ensemble d'emballages sont arrêtés. La commande peut faire passer les moyens de découpe et les moyens de convoyage, à partir d'une première position en aval vers une deuxième position en amont. La première position en aval correspond à la première ligne d'alvéoles et la deuxième position en amont correspond à la dernière ligne d'alvéoles vide disponible sur la machine d'emballage.
- De manière favorable, la commande des moyens de translation peut actionner ces mêmes moyens de translation pour pouvoir faire passer pas à pas et pour arrêter les moyens de découpe et les moyens de convoyage, de manière successive au-dessus de deux à quatre lignes d'alvéole d'emballage à partir de la première position en aval vers la deuxième position en amont.
- La commande des moyens de translation peut actionner ces mêmes moyens de translation pour pouvoir faire passer les moyens de découpe et les moyens de convoyage à partir de la deuxième position en amont vers la première position en aval, lorsque les moyens d'entraînement pour l'ensemble d'emballages sont actionnés. La machine de découpe se réinitialise ainsi en ramenant les moyens de découpe et les moyens de convoyage à leur position d'origine en aval au-dessus de la première ligne d'alvéoles. Ce déplacement a lieu lorsque l'ensemble d'emballage se déplace.
- La commande des moyens de translation peut actionner ces mêmes moyens de translation pour faire passer les moyens de découpe et les moyens de convoyage vers une troisième position en aval située au-dessus d'une plaque d'évacuation d'au moins une entame et un talon du produit agroalimentaire. La troisième position en aval est située au-delà de la première position en aval et permet d'éviter d'emballer des morceaux de produits non souhaités par les consommateurs.
- Les moyens de convoyage peuvent comprendre successivement, du poste de chargement en amont jusqu'aux moyens de découpe en aval, un convoyeur de chargement, un convoyeur ascenseur, un convoyeur compensateur de recul, un convoyeur de stockage et un convoyeur de découpe.
- La machine peut comprendre une première caméra pour surveiller le dépôt du produit agroalimentaire découpé dans l'alvéole de l'emballage et une deuxième caméra pour surveiller le dépôt du produit agroalimentaire au niveau du poste de chargement en amont. Les alignements des produits au départ et des tranches découpées sont régulés par caméras et cartes électroniques correspondantes agissant envoyant des signaux d'ajustement à la commande des moyens de translation et à la commande des moyens de découpe et des moyens de convoyage.
- Conformément à un autre aspect de l'invention, une machine de réalisation d'emballages est caractérisée en ce qu'elle est associée à une machine de découpe présentant une ou plusieurs des caractéristiques techniques décrites ci-dessus. Les moyens de découpe et les moyens de convoyage peuvent être positionnés en porte-à-faux au-dessus de la machine de réalisation d'emballages. Et, les moyens de translation et la commande peuvent être positionnés à côté de la machine de réalisation d'emballages.
- L'invention sera bien comprise et ses divers avantages et différentes caractéristiques ressortiront mieux lors de la description suivante, de l'exemple non limitatif de réalisation, en référence aux dessins schématiques annexés, dans lesquels :
- la Figure 1 représente une vue en perspective du dessus d'une machine de réalisation d'emballages associée une machine de découpe selon l'invention ;
- la Figure 2 représente une vue agrandie en perspective latérale des moyens de découpe pour le produit agroalimentaire de la machine de découpe ; et
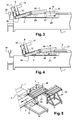
- la Figure 3 représente une vue latérale partielle de la machine de découpe dans une première position en aval ;
- la Figure 4 représente une vue latérale partielle de la machine de découpe dans une deuxième position en amont ; et
- la Figure 5 représente une vue en perspective de moyens de convoyage pour le produit au niveau du poste de chargement en amont.
- Comme le montre la Figure 1, une machine de découpe pour produits agroalimentaires (1) est associée à une machine de réalisation d'emballages, de type thermoformeuse (2). La machine de découpe comprend un support (3) définissant un plan (P). Le support (3) se présente sous la forme de moyens de convoyage (4) avec un convoyeur, un tapis ou une bande transporteuse sans fin, mise en mouvement par moteur.
- Les moyens de convoyage (4) font déplacer des produits agroalimentaires devant être découpés (6), de l'amont vers l'aval (Flèche F en Figures 1, 3 et 4), à partir d'un poste de chargement (7), en amont, jusqu'à des moyens de découpe (8), en aval de la machine (1). Les produits (6) se présentent sous une forme sensiblement parallélépipédique allongée (Figure 2), bien que de nombreuses autres réalisations soient possibles. Trois produits (6) sont positionnés parallèlement les uns à côté des autres sur le support (3). La découpe de ces produits (6) va se faire en tranches régulières (9).
- Les produits (6) sont tenus à l'arrière par une griffe formant un poussoir (10). La griffe (10) est positionnée au dessus du convoyeur de coupe (28). La griffe (10) s'escamote lors du passage des produits (6). La griffe (10) redescend ensuite et saisie l'arrière des produits (6) par le talon.
- Les moyens de découpe (8) comprennent deux lames de découpe (11). Les deux lames (11) sont alignées et placées perpendiculairement à l'axe longitudinal des produits (6) et au plan (P). Les lames (11) comprennent chacune un couteau tranchant de forme rectangulaire ou sonotrode, un booster servant à amplifier les vibrations et un convertisseur servant à créer les vibrations. L'ensemble, sonotrode, booster et convertisseur, est connecté à un générateur d'ultrasons (non représenté).
- Afin de pouvoir assurer la découpe du produit (6), les lames (11) sont chacune mobiles linéairement, en va-et-vient et du haut vers le bas, en direction du support (3), selon une direction de découpe (Flèche D en Figure 2), perpendiculaire au plan (P). La longueur des lames (11) dépend de la largeur des produits (6) et le déplacement de découpe (D) des lames (11) dépend de la hauteur des produits (6).
- Pour ce faire, les lames (11), associées à leur ensemble de vibration, sont toutes portées par une seule potence (12). La potence (12) est mobile du haut vers le bas, et réciproquement, selon la direction de découpe (D). La potence (12) est montée sur un système incluant une glissière, des courroies et un moteur sans balais appelé « brushless » (13) effectuant des rotations en va et vient, de manière alternative, installé à l'intérieur d'un carter (14) de la machine de découpe (1).
- Selon l'invention, les moyens de découpe (8) et les moyens de convoyage (4) sont positionnés au-dessus d'un ensemble d'emballages (16) sortant de la thermoformeuse (2). Les emballages (16) comprennent chacun une concavité ouverte vers le haut ou alvéole (17). Les tranches (9) issues de la découpe du produit (6) tombent directement dans les alvéoles (17) immédiatement sous-jacente. Pour permettre une chute optimale de la tranche (9) au creux de l'alvéole (17), le support (3) présente une inclinaison par rapport à l'ensemble d'emballage (16), par exemple sensiblement comprise entre 5° et 30°.
- La thermoformeuse (2) comprend, en amont de la machine découpe (1), un dispositif (18) permettant de dérouler une bobine de film thermoplastique. Un outillage (19) thermoforme le film, ce qui permet de réaliser les emballages (16) avec leur alvéole (17). Le film thermoformé avec ses alvéoles (17) sort au niveau d'une zone ouverte (21) de la thermoformeuse (2).
- Le film sur sa bobine se déroule grâce à des moyens d'entraînement (non représentés) qui font coulisser et transportent (Flèche T en Figure 1) le film thermoformé, jusqu'à la sortie des emballages (16). Les emballages (16), dont les alvéoles (17) sont remplies avec les tranches (9), sont ensuite fermés, en aval de la thermoformeuse (2), par un film de thermoscellage au niveau d'un dispositif correspondant (22).
- Les moyens de découpe (8) et les moyens de convoyage (4) de la machine de découpe (1) sont situés en porte-à-faux au-dessus de la zone ouverte (21). Une commande actionne les moyens de découpe (8) et les moyens de convoyage (4), lorsque les moyens d'entraînement de la thermoformeuse (2) sont arrêtés. Les moyens de découpe (8) fonctionnent et entraînent les lames (11), lorsque les moyens de convoyage (4) sont arrêtés.
- La thermoformeuse (2) et ses moyens d'entraînement fonctionnent au pas par pas, par exemple avec un maximum de 15 cycles/min. Un cycle correspond à 3,5 s d'arrêt et 0,5 s d'avance. Trois colonnes d'alvéoles (17) correspondent aux trois produits (6) posés sur le support (3). Trois lignes de trois colonnes d'alvéoles (17) d'emballages (16), se présentent séquentiellement et de manière successive au niveau de la zone ouverte (21) de la thermoformeuse (2).
- Pour que les trois lignes successives d'alvéoles (17) soient remplies pendant le temps d'arrêt des moyens d'entraînement de la thermoformeuse (2), la machine de découpe (1) comprend en outre des moyens de translation (23) pour les moyens de découpe (8) et les moyens de convoyage (4).
- Les moyens de translation (23) comprennent un équipage mobile (24) porteur des moyens de découpe (8) et des moyens de convoyage (4) se déplace de l'aval vers l'amont et inversement (Flèche R en Figures 3 et 4), de façon à présenter successivement les tranches qui tombent (9) issues des moyens de découpe (8) au-dessus de chaque ligne d'alvéoles (17). L'équipage mobile (24) est monté sur rails avec patins à billes et motorisation type sans balais, appelé « brushless ».
- Lorsque l'ensemble d'emballage (16) et les moyens d'entraînement de la thermoformeuse (2) sont à l'arrêt, une commande actionne les moyens de translation (23) partent pas par pas, de la position aval vers la position amont en direction du poste de chargement (7), de façon à remplir successivement la première, la deuxième puis la troisième ligne d'alvéoles (17).
- Lorsque l'ensemble d'emballage (16) et les moyens d'entraînement de la thermoformeuse (2) fonctionnent (Flèche T), la commande actionne les moyens de translation (23) partent pas par pas en sens inverse de l'amont vers l'aval, de façon à revenir en position initiale de chargement de la prochaine première ligne d'alvéoles (17) nouvellement thermoformée.
- Une première caméra avec balayage laser (26), située au-dessus de la zone ouverte (21) de la thermoformeuse (2), contrôle le positionnement correct des tranches (9) dans les alvéoles (17) et ajuste en conséquence la commande des moyens de convoyage (4) et la commande des moyens de translation (23).
- Un système muni d'une palette en inox téflonné transversale (27) permet d'évacuer une entame et un talon des produits (6). Cette palette (27) est située au-dessus d'une ligne d'alvéoles (17) et dans une position, située plus en aval que la première position de tranchage de départ. Au début et à la fin de la découpe du produit (6), les moyens de découpe (8) se positionnent au-dessus de la palette (27).
- La commande des moyens de translation fait déplacer les moyens de convoyage (4) et actionne les moyens de découpe (8), pour faire tomber l'entame sur la palette (27). De manière sensiblement analogue, la griffe (10) va faire éjecter le talon sur la palette (27), lorsque les produits ont fini d'être débités en tranches (9). La palette (27) se soulève et tourne pour dégager entames et talons vers l'extérieur de la machine de découpe (1) et de la thermoformeuse (2). Après découpe de l'entame, la machine de découpe (1) reprend son cycle de découpe.
- Les moyens de convoyage (4) comprennent, respectivement de l'aval vers l'amont, un convoyeur de coupe (28), un convoyeur de stockage (29), un convoyeur compensateur de recul (31), un convoyeur ascenseur (32) et un convoyeur de chargement (33).
- Le convoyeur de chargement (33) est équipé d'un guide en inox (34) permettant à un opérateur de bien poser les produits (6) et de les positionner correctement dès le départ. Plusieurs guides (34) différents peuvent être utilisés pour des produits différents (6). L'extrémité en aval du convoyeur de chargement (33) alimente l'extrémité en amont du convoyeur ascenseur (32).
- En raison de la hauteur de la thermoformeuse (2) et du positionnement de la machine de découpe (1) au dessus de celle-ci, il est nécessaire de faire monter les produits (6) grâce à un convoyeur ascenseur (32). Le convoyeur ascenseur (32) est équipé d'une deuxième caméra avec balayage laser (36). Lors du transfert des produits (6) du convoyeur de chargement (33) vers le convoyeur ascenseur (32), la deuxième caméra (36) contrôle le bon positionnement des produits (6). Si les produits (6) présentent un décalage, ils repartent vers l'amont pour que l'opérateur puisse les repositionner. Après chargement, le convoyeur ascenseur (32) monte se positionner au même niveau que le convoyeur compensateur de recul (31). L'extrémité en aval du convoyeur ascenseur (32) alimente ainsi l'extrémité en amont du convoyeur compensateur de recul (31).
- Etant donné que les moyens de découpe (8) avancent et reculent grâce aux moyens de translation (23), le convoyeur compensateur de recul (31) compense ces mouvements, pour éviter de créer un espace dans les moyens de convoyage (4). Ce convoyeur compensateur de recul (31) permet également de dissocier les moyens de découpe (8), qui sont mobiles d'aval en amont et inversement (R), du poste de chargement (7) qui reste fixe.
- Un rouleau de renvoi aval (37) du convoyeur compensateur de recul (31) est monté sur l'équipage mobile (24) et suit le déplacement (R). Un rouleau d'entraînement amont (38) reste fixe. L'extrémité en aval du convoyeur compensateur de recul (31) alimente l'extrémité en amont du convoyeur de stockage (29).
- Le convoyeur de stockage (29) sert à maintenir en attente une rangée de produits (6). Etant donné que pendant la phase de découpe les moyens de convoyage (4) se déplacent au pas à pas, le convoyeur de stockage (29) suit ce déplacement. Ceci permet de conserver le même espace entre les produits (6) qui sont découpés et ceux en attente. Ce convoyeur de stockage (29) n'est pas obligatoire. L'extrémité en aval du convoyeur de stockage (29) alimente l'extrémité en amont du convoyeur de coupe (28).
- Le convoyeur de coupe (28) charge les produits et les amène sous les lames (11). Ce convoyeur de coupe (28) définit le support (3) avec le plan (P). Le convoyeur de coupe (28) possède une avance au pas par pas. La découpe se fait directement sur le convoyeur de coupe (28) ou sur un sabre type « enclume ».
- La machine de découpe (1) est pilotée par micro-processeur et pupitre de commande à clavier, qui va permettre la programmation, le choix, le couplage et le positionnement des différents des moyens de découpe (8) et des moyens de convoyage (4) et des moyens de translation (23). La machine de découpe (1) est donc très facilement adaptable, en fonction du produit (6) et quel que soit le nombre d'alvéoles (17) de l'ensemble d'emballage (16).
- La présente invention n'est pas limitée au mode de réalisation décrit et illustré, de nombreuses modifications peuvent être réalisées sans pour autant sortir du cadre défini par la portée du jeu de revendications.
- D'autres entraînements peuvent être prévus pour les montées et descentes de la potence (12) et des lames (11), pour les moyens de translation (23). Toutes les formes ou positionnement de lames (11) peuvent être utilisées pour assurer d'autres formes de découpe.
Claims (10)
- Machine de découpe, utilisée notamment pour une découpe d'au moins un produit agroalimentaire (6) posé sur un support (3) définissant un plan (P), comprenant :- des moyens de découpe (8) pour le produit (6), avec au moins une lame de découpe (11), se déplaçant de manière linéaire et en va-et-vient, selon une direction de découpe (D) sensiblement perpendiculaire au plan (P), et- des moyens de convoyage (4) pour le produit (6), s'étendant entre un poste de chargement (7) en amont, au niveau duquel le produit (6) est déposé, et les moyens de découpe (8) en aval, au niveau duquel le produit (6) est découpé par la lame de découpe (11),caractérisée- en ce que les moyens de découpe (8) pour le produit (6) et les moyens de convoyage (4) pour le produit (6) sont positionnés au-dessus d'un ensemble d'emballages (16), présent en sortie d'une machine de réalisation d'emballages (2), chacun des emballages (16) intégrant au moins une alvéole concave ouverte (17), et- en ce que les moyens de découpe (8) pour le produit (6) et les moyens de convoyage (4) pour le produit (6) sont munis d'une commande pour les actionner, lorsque des moyens d'entraînement pour l'ensemble d'emballages (16) sont arrêtés, de façon à déposer le produit agroalimentaire découpé (9) directement dans l'alvéole (17) de l'emballage (16).
- Machine selon la revendication 1, caractérisée en ce que la commande actionne les moyens de découpe (8), lorsque les moyens de convoyage (4) sont arrêtés.
- Machine selon la revendication 1 ou 2, caractérisée en ce qu'elle comprend des moyens de translation (23) pour les moyens de découpe (8) et pour les moyens de convoyage (4), de façon à placer lesdits moyens de découpe (8) et lesdits moyens de convoyage (4) au-dessus de l'ensemble d'emballages (16).
- Machine selon la revendication 3, caractérisée en ce que les moyens de translation (23) sont munis d'une commande pour les actionner, lorsque les moyens d'entraînement pour l'ensemble d'emballages (16) sont arrêtés, de façon à faire passer les moyens de découpe (8) et les moyens de convoyage (4) à partir d'une première position en aval vers une deuxième position en amont.
- Machine selon la revendication 4, caractérisée en ce que la commande actionne les moyens de translation (23) pour faire passer pas à pas et arrêter les moyens de découpe (8) et les moyens de convoyage (4), de manière successive au-dessus de deux à quatre lignes d'alvéoles (17) d'emballage (16) à partir de la première position en aval vers la deuxième position en amont.
- Machine selon la revendication 4 ou 5, caractérisée en ce que la commande actionne les moyens de translation (23) pour faire passer les moyens de découpe (8) et les moyens de convoyage (4) à partir de la deuxième position en amont vers la première position en aval, lorsque les moyens d'entraînement pour l'ensemble d'emballages (16) sont actionnés.
- Machine selon l'une quelconque des revendications 4 à 6, caractérisée en ce que la commande actionne les moyens de translation (23) pour faire passer les moyens de découpe (8) et les moyens de convoyage (4) vers une troisième position en aval située au-dessus d'une plaque d'évacuation (27) d'au moins une entame et un talon du produit agroalimentaire (6).
- Machine selon l'une quelconque des revendications précédentes, caractérisée en ce que les moyens de convoyage (4) comprennent successivement, du poste de chargement (7) en amont jusqu'aux moyens de découpe (8) en aval, un convoyeur de chargement (33), un convoyeur ascenseur (32), un convoyeur compensateur de recul (31), un convoyeur de stockage (31) et un convoyeur de découpe (29).
- Machine selon l'une quelconque des revendications précédentes, caractérisée en ce qu'elle comprend une première caméra (26) pour surveiller le dépôt du produit agroalimentaire découpé dans l'alvéole (17) de l'emballage (16) et une deuxième caméra (36) pour surveiller le dépôt du produit agroalimentaire (6) au niveau du poste de chargement (7) en amont.
- Machine de réalisation d'emballages, caractérisée en ce qu'elle est associée à une machine de découpe (1) selon l'une quelconque des revendications précédentes, les moyens de découpe (8) et les moyens de convoyage (4) étant positionnés en porte-à-faux au-dessus et les moyens de translation et la commande étant positionnés à côté.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0651718A FR2900858B1 (fr) | 2006-05-12 | 2006-05-12 | Machine de decoupe pour produits agroalimentaires et machine de realisation d'emballages associee |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1854596A1 true EP1854596A1 (fr) | 2007-11-14 |
Family
ID=37487470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07301025A Withdrawn EP1854596A1 (fr) | 2006-05-12 | 2007-05-10 | Machine de découpe pour produits agroalimentaires et machine de réalisation d'emballages associée |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1854596A1 (fr) |
| FR (1) | FR2900858B1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013110667A3 (fr) * | 2012-01-26 | 2013-10-17 | Gea Cfs Germany Gmbh | Tranchage et transfert dans l'emballage |
| EP2754540A1 (fr) * | 2013-01-09 | 2014-07-16 | A O Schallinox GmbH | Procédé et dispositif de coupe d'aliments |
| EP2923955B1 (fr) | 2014-03-28 | 2016-10-19 | Textor Maschinenbau GmbH | Dispositif de traitement de produits alimentaires |
| EP3511135A1 (fr) * | 2018-01-12 | 2019-07-17 | Kaufler - SMO International | Installation de decoupe de produits alimentaires equipee de moyens de remplissage de goulotte |
| DE102020129749A1 (de) | 2020-11-11 | 2022-05-12 | Multivac Sepp Haggenmüller Se & Co. Kg | Liefergestell, Aufschneide-Einheit mit Liefergestell, sowie Verfahren für deren Betrieb |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109531648A (zh) * | 2018-11-29 | 2019-03-29 | 马鞍山迪斯福工业设计有限公司 | 一种中药切片装置 |
| CN112571465B (zh) * | 2020-11-13 | 2022-08-19 | 霍山六万晴霞石斛开发有限公司 | 一种全自动石斛切片机 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0712699A1 (fr) * | 1994-11-15 | 1996-05-22 | Mecamatic | Installation pour le tranchage de pâtés en croûte et autres aliments présentés en pains |
| DE19851149A1 (de) * | 1997-11-17 | 1999-05-20 | Dixie Union Gmbh & Co Kg | Aufschneidemaschine für Lebensmittelriegel |
| EP1020261A2 (fr) * | 1999-01-18 | 2000-07-19 | REFIN S.r.l. | Dispositif pour le portionnement de produits alimentaires destinés à être conditionnés dans des barquettes, en particulier pour de la viande hachée |
-
2006
- 2006-05-12 FR FR0651718A patent/FR2900858B1/fr not_active Expired - Fee Related
-
2007
- 2007-05-10 EP EP07301025A patent/EP1854596A1/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0712699A1 (fr) * | 1994-11-15 | 1996-05-22 | Mecamatic | Installation pour le tranchage de pâtés en croûte et autres aliments présentés en pains |
| DE19851149A1 (de) * | 1997-11-17 | 1999-05-20 | Dixie Union Gmbh & Co Kg | Aufschneidemaschine für Lebensmittelriegel |
| EP1020261A2 (fr) * | 1999-01-18 | 2000-07-19 | REFIN S.r.l. | Dispositif pour le portionnement de produits alimentaires destinés à être conditionnés dans des barquettes, en particulier pour de la viande hachée |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013110667A3 (fr) * | 2012-01-26 | 2013-10-17 | Gea Cfs Germany Gmbh | Tranchage et transfert dans l'emballage |
| EP2807004B1 (fr) | 2012-01-26 | 2019-04-17 | GEA Food Solutions Germany GmbH | Découpage dans un emballage |
| EP3539739A1 (fr) * | 2012-01-26 | 2019-09-18 | GEA Food Solutions Germany GmbH | Coupe en tranche dans l'emballage |
| EP2754540A1 (fr) * | 2013-01-09 | 2014-07-16 | A O Schallinox GmbH | Procédé et dispositif de coupe d'aliments |
| EP2923955B1 (fr) | 2014-03-28 | 2016-10-19 | Textor Maschinenbau GmbH | Dispositif de traitement de produits alimentaires |
| US11383935B2 (en) | 2014-03-28 | 2022-07-12 | Textor Maschinenbau GmbH | Apparatus for the processing of food products |
| EP2923955B2 (fr) † | 2014-03-28 | 2022-11-30 | Textor Maschinenbau GmbH | Dispositif de traitement de produits alimentaires |
| EP3511135A1 (fr) * | 2018-01-12 | 2019-07-17 | Kaufler - SMO International | Installation de decoupe de produits alimentaires equipee de moyens de remplissage de goulotte |
| FR3076755A1 (fr) * | 2018-01-12 | 2019-07-19 | Kaufler - Smo International | Installation de decoupe de produits alimentaires equipee de moyens de remplissage de goulotte |
| US10906198B2 (en) | 2018-01-12 | 2021-02-02 | Kaufler—Smo International | Installation for cutting food products equipped with means for filling the chute |
| DE102020129749A1 (de) | 2020-11-11 | 2022-05-12 | Multivac Sepp Haggenmüller Se & Co. Kg | Liefergestell, Aufschneide-Einheit mit Liefergestell, sowie Verfahren für deren Betrieb |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2900858A1 (fr) | 2007-11-16 |
| FR2900858B1 (fr) | 2008-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1854596A1 (fr) | Machine de découpe pour produits agroalimentaires et machine de réalisation d'emballages associée | |
| EP2094479B1 (fr) | Machine de façonnage d'ebauches de caisses en carton | |
| FR2484978A1 (fr) | Systeme pour la decharge et la reception continues de feuilles | |
| EP2551222A1 (fr) | Installation pour la manutention de produits, en particulier de tranches de denrées alimentaires | |
| FR2846624A1 (fr) | Procede et un dispositif pour remplir des barquettes d'un produit alimentaire | |
| EP2490965B1 (fr) | Dispositif de formation de lots de produits pour leur chargement dans des receptacles | |
| FR2467144A1 (fr) | Procede et dispositif pour emballer des piles de papier dans des cartons prealablement formes | |
| EP0244308B1 (fr) | Machine de réception et d'empilage de flans découpés | |
| EP3511135B1 (fr) | Installation de decoupe de produits alimentaires equipee de moyens de remplissage de goulotte | |
| FR2710580A1 (fr) | Maintien d'une charge dans un emballage et dispositif de coupe d'emballage. | |
| FR2926287A1 (fr) | Dispositif d'emballage | |
| EP0151364A2 (fr) | Chaine de conditionnement de produits sous film dans un receptacle formé à partir d'un flan plat prédécoupé | |
| FR2588200A1 (fr) | Appareil automatique pour la selection et le reglage des barres de profile selon leur poids dans des machines produisant des profiles en matieres plastiques extrudees | |
| FR2623472A1 (fr) | Chaine de palettisation automatique d'emballages en piles | |
| EP0051199B1 (fr) | Appareil de mise en boîte d'un produit disposé dans des alvéoles pseudo-hémisphériques | |
| FR2765554A1 (fr) | Machine permettant d'ouvrir des boites en carton de maniere automatisee | |
| EP0119127A1 (fr) | Machine pour la mise en moules de pains de caillé | |
| BE843548A (fr) | Procede pour la fabrication de sacs empiles sur des fourches de transport et machine pour la mise en oeuvre de ce procede | |
| FR2789666A1 (fr) | Installation pour former des lots de produits superposes | |
| WO2020174405A1 (fr) | Trancheuse à pain permettant d'ensacher un pain coupé | |
| EP0814022A1 (fr) | Machine d'emballage de lots de produits | |
| EP0204606A1 (fr) | Installation pour la mise en volume, le remplissage et la palettisation de conteneurs | |
| EP0598884A1 (fr) | Emballage a ouverture instantanee et totale pour produits pateux alimentaires ou non, et sa machine de fabrication | |
| FR3073501A1 (fr) | Dispositif de conditionnement de produits par fardelage | |
| FR2545070A1 (fr) | Machine et procede de groupage de plateaux ou analogues |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20080215 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20100407 |