EP1839903A2 - Embossing coating for metallic printing material - Google Patents
Embossing coating for metallic printing material Download PDFInfo
- Publication number
- EP1839903A2 EP1839903A2 EP07005430A EP07005430A EP1839903A2 EP 1839903 A2 EP1839903 A2 EP 1839903A2 EP 07005430 A EP07005430 A EP 07005430A EP 07005430 A EP07005430 A EP 07005430A EP 1839903 A2 EP1839903 A2 EP 1839903A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- printing
- sheet
- coating
- film
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F16/00—Transfer printing apparatus
- B41F16/0006—Transfer printing apparatus for printing from an inked or preprinted foil or band
- B41F16/002—Presses of the rotary type
- B41F16/0033—Presses of the rotary type with means for applying print under pressure only, e.g. using pressure sensitive adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F16/00—Transfer printing apparatus
- B41F16/0006—Transfer printing apparatus for printing from an inked or preprinted foil or band
- B41F16/0073—Transfer printing apparatus for printing from an inked or preprinted foil or band with means for printing on specific materials or products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/007—Apparatus or machines for carrying out printing operations combined with other operations with selective printing mechanisms, e.g. ink-jet or thermal printers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2219/00—Printing presses using a heated printing foil
- B41P2219/40—Material or products to be decorated or printed
- B41P2219/42—Sheet-like material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2219/00—Printing presses using a heated printing foil
- B41P2219/50—Printing presses using a heated printing foil combined with existing presses
Definitions
- the invention relates to a method and a device for transferring imaging or covering layers from a transfer foil to printed sheets according to the preamble of patent claim 1 and of patent claim 17, respectively.
- a printing sheet After a printing sheet is provided with a two-dimensional adhesive application or an adhesive pattern, it is passed through the coating unit, wherein by means of the pressure roller, the pressure sheet resting on the impression cylinder is brought into contact with the film material.
- the down-facing functional layer engages tightly with the adhesive-provided areas on the signature. Thereafter, the functional layer adheres in the area of the adhesive pattern or the entire adhesive areas at, wherein the transfer film, the functional layer is removed in the region of the adhesive pattern.
- the print sheet is laid out in the coated state.
- a disadvantage of the described procedures is that they are not flexible applicable, require extensive know-how on the complex processes and are difficult to handle. Above all, the previously known production methods are limited to the processing of substrates made of paper or cardboard. A coating of metallic or plastic substrates in the cold foil stamping process has not been previously known.
- the object of the invention is therefore to provide a method according to the preamble of claim 1 and a device according to the preamble of claim 17, by means of which a film coating of sheet from films of different quality can be simple, safe, economical and accurate, with method and device easy should be manageable.
- a method in its application for film application also substrates made of metal or plastic films is made possible by their pretreatment.
- This allows functional packaging, e.g. provided with jewelry effects, using a sheet-fed rotary printing press and the film coating is carried out in the cold foil stamping process.
- the film application to metallic or plastic substrates in conjunction with an offset printing machine with upstream or downstream paint modules done.
- the application is carried out in the printing unit or in a coating module.
- Before or after the application can be additionally printed and intermediately dried eg with the help of a UV dryer.
- the method is initially determined by the fact that the film application is performed as a finishing application or function application on metallic substrate in conjunction with the so-called metal stamping process.
- the inline process for film application on metallic substrates expands the range of applications.
- the method may also include the film application as a finishing application or functional application on plastic substrate.
- Thicker plastic films have the characteristics of metal sheets in terms of their strength and rigidity, but also the surface properties.
- the pretreatment of the metallic or plastic printing material and the application film can be carried out by a corona treatment.
- Suitable devices for carrying out the method are sheet-fed rotary printing presses. These can be carried out in the manner known sheetfed offset presses or in the manner of flexographic printing machines, which have a flat sheet guide. The latter is particularly advantageous for the processing of metal sheets or rigid film substrates.
- the applicator 1 may be a per se known offset printing unit with an inking unit 11, a plate cylinder 12 and a blanket cylinder 13.
- the blanket cylinder 13 cooperates with a counter-pressure cylinder 4.
- the coating unit 2 can also be formed by an offset printing unit.
- the transfer nip 6 in the coating unit 2 is formed by a press roll 3 and an impression cylinder 4.
- the press roller 3 may correspond to the blanket cylinder.
- the press roll 3 may also correspond to the forme cylinder of a paint module.
- a web guide 14 for transfer film 5 is shown within the coating unit 2 used for the film transfer. The transfer film 5 is thereby switched on and executed by protective devices 15 of the coating unit 2.
- an integrated in the applicator 1 film transfer device may be provided, whereby an integrated film application module is created.
- a press roll 3 ' is assigned downstream of a printing gap between a blanket or forme cylinder 13 and the impression cylinder 4 on a counter-pressure cylinder 4.
- the cold foil stamping takes place in a single integrated foil application module FA, as indicated in FIG.
- an applicator can also be arranged in a compact design within the coating module in an integrated film application module FA.
- the transfer film 5 would be guided here around the rubber cylinder 13 or approximately tangentially past this through the designated printing gap.
- Such an adhesive applicator device 1 ' may consist of a compact forme cylinder for supporting a printing form for the adhesive and an applicator of a chamber doctor blade and an anilox roller for supplying the adhesive.
- the adhesive application is first carried out on the printing substrate and the film application is carried out immediately thereafter.
- the film supply roll 8 is assigned to the coating unit 2 on the sheet feed side.
- the film supply roll 8 has a rotary drive 7 for the continuous controlled feeding of the transfer film 5 to the coating unit 2.
- a film feed deflection or tension rollers for guiding the transfer film 5 may be provided in a substantially constant tension against the press roller 3.
- a film collecting roller 9 is provided for the used sheet material.
- a rotary drive 7 on the film collecting roller 9 is always advantageous. It can even be provided that the transfer film 5 is conveyed on the outlet side by means of the rotary drive 7 and held taut on the inlet side by means of a brake.
- the press roll 3 (as blanket cylinder or forme cylinder or separate press roll) carries on its surface a compressible or damping, for example, also provided with a compressible intermediate layer element.
- the press roll 3 can be provided with a press fabric 10, for example as a plastic cover, comparable to a blanket or blanket, which is held in a cylinder channel on clamping devices.
- dryer 16 can be provided in the film application module thus formed from the applicator 1 and the coating unit 2, by means of which the adhesive application or the entire film coating can be dried.
- the adhesive application or the entire film coating can be dried.
- UV dryer for example UV dryer in question.
- the film application module may include a monitoring device 17 for scanning the sheet surface.
- the monitoring device 17 enables the evaluation of image contents of the coating and the detection of defects in the film coating.
- the device for the film transfer in a printing units of a sheet-fed printing machine downstream printing or coating plant is arranged.
- the surface of the fresh print is finished or protected by means of the film coating.
- a second such device can be arranged downstream, so that a double film coating of a sheet is possible.
- a configuration can be provided which provides a first film application module in front of the first color or coating transfer printing unit and a second film application module after the last color transferring printing unit.
- a first film coating can be applied directly to the substrate and a second film coating can be applied over the printed image.
- methods can also be carried out, in the use of which a simple film coating or else multiple film coating of functional or single-sided packaging, e.g. with jewelry features, becomes possible within a sheet-fed rotary printing press.
- coating units such as paint modules, a device for perfecting and coating modules for a one- or two-sided film application are possible.
- the production of effect and functional application or of film composite packaging can also be made possible in connection with a printability of the printing material on both sides.
- the method is characterized in that the film application is carried out as a finishing application or functional application on metallic printing material, if appropriate in conjunction with the so-called sheet-metal printing method.
- Metallic substrates are sheet metal plates made of tinplate, aluminum or similar. or also of layered metals in question. Furthermore, as metallic substrates also with a metal foil coated substrates of paper, cardboard or plastic to understand. Likewise, however, plastic substrates which have a similar material characteristic with regard to strength, rigidity and surface quality, such as metal sheets, can also be processed here.
- the pretreatment of the metallic or plastic printing material and the application film is carried out by a corona treatment.
- the use of heat-reduced UV dryer systems in conjunction with the film application in cold foil lamination is used.
- the film guide can be made tangentially through the transfer gap or loop around the blanket cylinder.
- the film application to metallic or plastic substrates in conjunction with an offset printing machine with upstream or downstream coating modules should now be carried out.
- the application is carried out in a printing unit or in a coating module.
- Before or after the film application may additionally be printed and intermediately dried e.g. with the help of a UV dryer.
- UV printing inks are often used. UV printing inks can be cured very quickly and efficiently with the aid of UV dryers, so that a color layer firmly adhering to the metallic or plastic substrate is produced. Furthermore, a so-called corona or plasma treatment is often carried out in metallic or plastic substrates to improve the color adhesion. By acting on the film surface with a corona discharge or a plasma, its surface tension can be changed so that the printing inks to be applied are securely adhered. In this way, an optimized appearance of the print is achieved.
- UV printing inks special dryers which operate at comparatively low temperatures.
- systems are known as conventional UV lamps or as UV cold radiators, for example as excimer radiators.
- UV cold radiators for example as excimer radiators.
- NIR dryers there are also so-called NIR dryers in question.
- An advantage of the proposed method is that the heat input through the dryer irradiation is greatly reduced or greatly reduced compared to that in the hot foil lamination. This results in a greatly reduced thermal influence on the metallic or plastic substrate, so that sets a strong improvement on the printed product with respect to the resulting from the embossing process Passerverzuges.
- the inline process for film application on metallic or plastic substrates expands the range of applications of a correspondingly equipped printing press in a special way.
- FIG. 2 shows a first variant of such a configuration.
- the illustrated printing press has a roll-bow feeder RB.
- a printing unit D or a paint module is arranged in the configuration shown.
- the printing unit D or the paint module is followed by an application unit 1 and a coating module 2, which can also be arranged as an integrated film application module FA within a printing unit.
- an application unit 1 and a coating module 2 which can also be arranged as an integrated film application module FA within a printing unit.
- several further printing units D are provided up to the sheet delivery AU.
- intermediate dryer Z are arranged, by means of which the applied in respective workstations coatings can be dried.
- a discharge device E In the area of feeding the metallic or plastic printing sheets from the roll-bow feeder RB into the first work station of the printing press, a discharge device E is provided. It serves to improve in a conventional manner, for example by means of a corona discharge, the surface properties of the metallic or plastic printing sheets for the adoption of coatings.
- the Entladurigs issued E can also be integrated into the roll-bow feeder RB, so that the surface treatment of the metallic or plastic printing sheet is also effective for the sheet transport to the printing press.
- a metallic printed sheet cut from a printing material roll can first be coated, then coated with an imagewise or flat film layer and subsequently printed again in multiple colors.
- One application example for this are films for packaging or decorative sheets, which require additional finishing in addition to printing.
- FIG. 3 shows a second variant of such a configuration.
- the illustrated printing machine has a sheet feeder AN, to which a discharge device E for film treatment is assigned. Subsequently, either a printing unit D or a paint module is provided. This is followed by one or two-part film application module FA. Subsequently, a printing unit is again arranged, which is followed by a so-called turning device W.
- the turning device W is used to evert a metal or plastic printing sheet provided on one side with a film coating, so that its previous underside can subsequently be printed or coated from above.
- the applicator 1 and a coating module 2 adjoin the turning device W, which can also be arranged as an integrated film application module FA within a printing unit. Thereafter, if necessary, several further printing units D are provided up to the sheet delivery AU. Before feeding the metallic or plastic printing sheets to the film application module FA, they can be exposed again, but now with their upper rear side exposed to the action of a discharge device E.
- each metallic printed sheet can first be coated from its upper side, then provided with a film coating, then printed or coated, then turned, then with another Foil coating provided and subsequently printed again in multiple colors.
- An example of application for this are films for packaging or decorative sheets which, in addition to double-sided printing, also require additional double-sided finishing.
- the method of sheet metal printing is associated with a film transfer process or it is a pure application module of pre-printed metal sheets or unprinted metal sheets, possibly provided with a pre-coating.
- the application can be made over the entire surface or recessed in terms of size and / or width, ie it can also be based on benefits.
- the in-line refining process for sheet metal printing is e.g. for jewelry boxes or similar suitable. Furthermore, it can be used as an inline function coating process for sheet metal printing e.g. be used for the lining of food packaging.
- a corresponding printing press can be flexibly configured using offset or flexographic printing units (see FIG. 4).
- FIG. 4 shows a configuration of a flexo direct printing machine. Shown are printing units D, which consist of a counter-pressure cylinder and a forme cylinder.
- the forme cylinder in flexographic printing presses carries a so-called cliché.
- the cliché is supplied for image transfer by means of an inking unit from a detent roll and an associated chamber doctor blade with ink. Image formation takes place in the printing gap between the forme cylinder and the impression cylinder, through which the printing material sheet is guided.
- the printing material is in this case (see arrow from the right) fed by means of an investor, not shown (roll-bow feeder) a sheet transfer device T.
- the sheet transfer device is z. B. a chain conveyor system or also includes Saugbandan füren. The sheet transport takes place in one plane and leads in a straight line through all printing gaps.
- the first two printing units are designed as a film application module FA.
- the first printing unit acts as an applicator 1 for generating the adhesive image on the substrate. It has an already mentioned impression cylinder 4 of a flexographic printing unit, which together with a press roll 3 forms a transfer nip 6.
- the press roll 3 is formed by the forme cylinder, of which in this case the inking unit is turned off.
- the coating can be carried out as described above, but the processable substrates can be much thicker and stiffer than in known sheet-fed rotary printing presses.
- discharge devices E can be used. Furthermore, dryers are also useful or useful.
- the illustrated printing units can also be combined with offset printing units.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Printing Methods (AREA)
- Decoration By Transfer Pictures (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Transfer bildgebender oder abdeckender Schichten von einer Transferfolie auf Druckbogen nach dem Oberbegriff des Patentanspruchs 1 bzw. des Patentanspruches 17.The invention relates to a method and a device for transferring imaging or covering layers from a transfer foil to printed sheets according to the preamble of patent claim 1 and of
Es ist bekannt metallische Schichten auf Druckbogen mittels eines Folientransferverfahrens herzustellen. So ist in der
Nachdem ein Druckbogen mit einem flächigen Klebstoffauftrag oder einem Klebstoffmuster versehen ist, wird er durch das Beschichtungswerk geführt, wobei mittels der Presswalze der auf dem Gegendruckzylinder aufliegende Druckbogen mit dem Folienmaterial in Verbindung gebracht wird. Dabei geht die nach unten liegende Funktionsschicht eine enge Verbindung mit den mit Klebstoff versehenen Bereichen auf dem Druckbogen ein. Danach haftet die Funktionsschicht im Bereich der mit Klebstoff versehenen Muster oder der vollflächigen Kleberbereiche an, wobei der Transferfolie die Funktionsschicht im Bereich der Klebstoffmuster entnommen wird. Der Druckbogen wird im beschichteten Zustand ausgelegt.After a printing sheet is provided with a two-dimensional adhesive application or an adhesive pattern, it is passed through the coating unit, wherein by means of the pressure roller, the pressure sheet resting on the impression cylinder is brought into contact with the film material. The down-facing functional layer engages tightly with the adhesive-provided areas on the signature. Thereafter, the functional layer adheres in the area of the adhesive pattern or the entire adhesive areas at, wherein the transfer film, the functional layer is removed in the region of the adhesive pattern. The print sheet is laid out in the coated state.
Nachteilig an den geschilderten Verfahrensweisen ist, dass sie nicht flexibel einsetzbar sind, ein umfangreiches Knowhow zu den komplexen Prozessen erfordern und schwierig zu handhaben sind. Vor allem sind die bisher bekannten Produktionsverfahren auf die Verarbeitung von Bedruckstoffen aus Papier oder Karton beschränkt. Eine Beschichtung von metallischen bzw. Kunststoffbedruckstoffen im Kaltfolienprägeverfahren ist bisher nicht bekannt geworden.A disadvantage of the described procedures is that they are not flexible applicable, require extensive know-how on the complex processes and are difficult to handle. Above all, the previously known production methods are limited to the processing of substrates made of paper or cardboard. A coating of metallic or plastic substrates in the cold foil stamping process has not been previously known.
Aufgabe der Erfindung ist es daher ein Verfahren nach dem Oberbegriff des Anspruchs 1 und eine Vorrichtung nach dem Oberbegriff des Anspruchs 17 vorzusehen, mittels derer eine Folienbeschichtung von Druckbogen aus Folien unterschiedlicher Qualität einfach, sicher, wirtschaftlich und exakt erfolgen kann, wobei Verfahren und Vorrichtung einfach handhabbar sein sollen.The object of the invention is therefore to provide a method according to the preamble of claim 1 and a device according to the preamble of
Die Lösung dieser Aufgabe ergibt sich in einem Verfahren gemäß den Merkmalen der Patentanspruches 1 und in einer Vorrichtung gemäß den Merkmalen der Patentanspruches 17.The solution of this problem results in a method according to the features of claim 1 and in a device according to the features of
In vorteilhafter Weise wird ein Verfahren vorgeschlagen, bei dessen Anwendung zur Folienapplikation auch Bedruckstoffe aus Metall- oder Kunststofffolien durch deren Vorbehandlung ermöglicht wird. Damit lassen sich Funktionsverpackungen, z.B. mit Schmuckeffekten versehen, wobei eine Bogenrotationsdruckmaschine verwendet und die Folienbeschichtung im Kaltfolienprägeverfahren durchgeführt wird.Advantageously, a method is proposed, in its application for film application also substrates made of metal or plastic films is made possible by their pretreatment. This allows functional packaging, e.g. provided with jewelry effects, using a sheet-fed rotary printing press and the film coating is carried out in the cold foil stamping process.
Hier soll die Folienapplikation auf metallischen bzw. Kunststoffbedruckstoffen in Verbindung mit einer Offsetdruckmaschine mit vor- oder nachgeschalteten Lackmodulen erfolgen. Die Applikation wird im Druckwerk oder in einem Lackmodul durchgeführt. Vor oder nach der Applikation kann zusätzlich gedruckt und zwischengetrocknet werden z.B. mit Hilfe eines UV-Trockners.Here, the film application to metallic or plastic substrates in conjunction with an offset printing machine with upstream or downstream paint modules done. The application is carried out in the printing unit or in a coating module. Before or after the application can be additionally printed and intermediately dried eg with the help of a UV dryer.
Das Verfahren ist zunächst dadurch bestimmt, dass die Folienapplikation als Veredelungsapplikation oder Funktionsapplikation auf metallischem Bedruckstoff in Verbindung mit dem so genannten Blechdruckverfahren durchgeführt wird. Das Inlineverfahren für die Folienapplikation auf metallischen Bedruckstoffen erweitert das Anwendungsspektrum.The method is initially determined by the fact that the film application is performed as a finishing application or function application on metallic substrate in conjunction with the so-called metal stamping process. The inline process for film application on metallic substrates expands the range of applications.
Weiterhin kann das Verfahren auch die Folienapplikation als Veredelungsapplikation oder Funktionsapplikation auf Kunststoffbedruckstoff beinhalten. Dickere Kunststofffolien haben nämlich hinsichtlich ihrer Festigkeit und Steifigkeit, aber auch der Oberflächeneigenschaften die Charakteristik von Blechtafeln.Furthermore, the method may also include the film application as a finishing application or functional application on plastic substrate. Thicker plastic films have the characteristics of metal sheets in terms of their strength and rigidity, but also the surface properties.
Weiterhin kann die Vorbehandlung des metallischen bzw. Kunststoffbedruckstoffes und der Applikationsfolie durch eine Coronabehandlung durchgeführt werden.Furthermore, the pretreatment of the metallic or plastic printing material and the application film can be carried out by a corona treatment.
Schließlich kann der Einsatz von wärmereduzierten UV-Trocknersystemen in Verbindung mit der Folienapplikation bei der Kaltfolienkaschierung genutzt werden. Vorteilhaft an dem Verfahren ist, dass ein reduzierter Wärmeeintrag erfolgt. Damit ergibt sich ein stark verringerter Passerverzug, was besonders für metallische oder Kunststoffbedruckstoffe von Bedeutung ist.Finally, the use of heat-reduced UV dryer systems can be used in conjunction with the film application in cold foil lamination. An advantage of the method is that a reduced heat input takes place. This results in a greatly reduced Passerverzug, which is particularly important for metallic or plastic substrates.
Zum Verfahren der Folienapplikation auf metallischen bzw. Kunststoffbedruckstoffen sind folgende Schritte vorgesehen:
- 1. Bedruckstoffzuführung über einen Anleger ggf. mittels eines vorgeschalteten so genannten Rolle-Bogen-Anlegers.
- 2. Corona- oder Plasmavorbehandlung des metallischen bzw. Kunststoffbedruckstoffes im Bereich der Bogenanlage oder einem Anlagemodul.
- 3. Ggf. Vorbeschichtung in einem Lackmodul oder im ersten Druckwerk mittels integrierter Lackeinrichtung mit Primer, Deckweiß oder mit Iriodinlack.
- 4. Vorbereitung der Druckbogen für Beschichtung mittels UV- oder Excimer-Zwischentrockner. Ggf. in einem Druckwerk.
- 5. Bogenwendung der Druckbogen kann vorgesehen sein.
- 6. Zwischentrockner: konventionelle UV-Trockner oder wärmereduzierte Systeme wie Excimer-Strahler oder NIR-Systeme..
- 7. Wegen des Folienverzuges vor und nach der Applikation sind bevorzugt wärmereduzierte UV-Trocknersysteme einzusetzen.
- 8. Kleberauftrag erfolgt über ein Druckwerk oder ein Lackwerk.
- 9. Folienapplikation über den Transferspalt bevorzugt in tangentialer Folienführung und mit geringer Umschlingung der Presswalze.
- 10. Coronabehandlung der zu applizierenden Folie ist möglich.
- 11. Drucken mittels einer oder mehreren Farben und Zwischentrocknung.
- 12. Lackmodule zur Veredelung mit Zwischen- oder Endtrocknung sind den Druckwerken zugeordnet.
- 13. Ink-Jet-Systeme sind vor oder nach der Folienapplikation zur Personalisierung (auch in Schön- und Widerdrucksystemen geeignet) zugeordnet.
- 14. Bogeninspektionssystem schleust z.B. mittels Bogenweiche, Doppelausleger oder Markierung durch Streifeneinschussgerät Makulaturbogen aus.
- 1. Substrate feed via a feeder if necessary by means of an upstream so-called roll-bow feeder.
- 2. Corona or plasma pretreatment of the metallic or plastic printing material in the area of the sheet feeder or an installation module.
- 3. If necessary Pre-coating in a coating module or in the first printing unit by means of an integrated coating device with primer, opaque white or with iriodin varnish.
- 4. Preparation of the printing sheets for coating by means of UV or excimer intermediate dryer. Possibly. in a printing unit.
- 5. perfecting the sheet can be provided.
- 6. Intermediate Dryers: conventional UV dryers or heat reduced systems such as excimer lamps or NIR systems.
- 7. Because of the film distortion before and after the application, preference is given to using heat-reduced UV dryer systems.
- 8. Glue application takes place via a printing unit or a coating unit.
- 9. Film application over the transfer nip preferably in tangential film guide and with little wrap around the press roll.
- 10. Corona treatment of the film to be applied is possible.
- 11. Printing by means of one or more colors and intermediate drying.
- 12. Lacquer modules for finishing with intermediate or final drying are assigned to the printing units.
- 13. Ink-jet systems are assigned before or after the film application for personalization (also suitable in perfecting systems).
- 14. Sheet inspection system discharges waste paper, eg by means of a sheet diverter, double jib or marking by strip injection device.
Als Vorrichtungen zum Ausführen des Verfahrens kommen Bogenrotationsdruckmaschinen in Frage. Diese können in der Art bekannte Bogenoffsetdruckmaschinen ausgeführt sein oder in der Art von Flexodruckmaschinen, die eine ebene Bogenführung aufweisen. Letzteres ist für die Verarbeitung von Blechtafeln oder bei steifen Folienbedruckstoffen besonders vorteilhaft.Suitable devices for carrying out the method are sheet-fed rotary printing presses. These can be carried out in the manner known sheetfed offset presses or in the manner of flexographic printing machines, which have a flat sheet guide. The latter is particularly advantageous for the processing of metal sheets or rigid film substrates.
Im Folgenden wird die Erfindung anhand zeichnerischer Darstellungen näher dargestellt.In the following, the invention is illustrated in more detail with reference to drawings.
Dabei zeigen:
- Figur 1
- eine Druckmaschine mit einer Folientransfereinrichtung,
Figur 2- eine Konfiguration einer Bogendruckmaschine mit Beschichtungswerk,
Figur 3- eine zweite Konfiguration einer Bogendruckmaschine nach Fig. 2 und
Figur 4- eine Bogendruckmaschine mit ebener Bogenführung.
- FIG. 1
- a printing machine with a film transfer device,
- FIG. 2
- a configuration of a sheet-fed printing press with coating unit,
- FIG. 3
- a second configuration of a sheet-fed press according to Fig. 2 and
- FIG. 4
- a sheet-fed press with flat bowing.
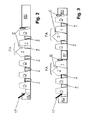
Figur 1 zeigt Teile einer Bogenrotationsdruckmaschine, die zwei Druckwerke enthält und für folgende Zwecke eingesetzt wird:
- Ein Druckbogen wird zunächst mit einem flächigen oder bildgebenden Klebstoffmuster versehen (Druckwerk als Auftragwerk 1).
- Im Folgedruckwerk wird der Druckbogen gemeinsam mit einer
Transferfolie 5 unter Pressung durch einen Transferspalt 6 geführt, (Beschichtungswerk 2).
- A printed sheet is first provided with a two-dimensional or imaging adhesive pattern (printing unit as commissioned work 1).
- In the following printing unit, the printed sheet is guided together with a
transfer film 5 under pressure through a transfer nip 6 (coating unit 2).
Das Auftragwerk 1 kann ein an sich bekanntes Offsetdruckwerk mit einem Farbwerk 11, einem Plattenzylinder 12 und einem Drucktuchzylinder 13 sein. Der Drucktuchzylinder 13 wirkt mit einem Gegendruckzylinder 4 zusammen.
Das Beschichtungswerk 2 kann ebenfalls durch ein Offsetdruckwerk gebildet sein. Der Transferspalt 6 im Beschichtungswerk 2 wird durch eine Presswalze 3 und einen Gegendruckzylinder 4 gebildet. Die Presswalze 3 kann dem Drucktuchzylinder entsprechen. Die Presswalze 3 kann auch dem Formzylinder eines Lackmodules entsprechen. Innerhalb des für den Folientransfer genutzten Beschichtungswerkes 2 ist eine Bahnführung 14 für Transferfolie 5 dargestellt. Die Transferfolie 5 wird dabei durch Schutzeinrichtungen 15 des Beschichtungswerkes 2 ein- und wieder ausgeführt.The applicator 1 may be a per se known offset printing unit with an
The
Alternativ kann wie im Zusammenhang des Auftragwerkes 1 gezeigt ist, eine in das Auftragwerk 1 integrierte Folientransfereinrichtung vorgesehen sein, wodurch ein integriertes Folienapplikationsmodul geschaffen wird. Hierbei wird an einem Gegendruckzylinder 4 einem Druckspalt zwischen einem Drucktuch- oder Formzylinder 13 und dem Gegendruckzylinder 4 nachgeordnet eine Presswalze 3' zugeordnet. So kann eine Folienbahn 5' einer Transferfolie nach der Beschichtung des Bedruckstoffes mittels des Auftragwerkes 1 einem wie zuvor genannt gebildeten Transferspalt 6' zugeführt und auch direkt wieder abgeführt werden. Die Kaltfolienprägung erfolgt so in einem einzigen integrierten Folienapplikationsmodul FA, wie in Figur 1 angedeutet.Alternatively, as shown in the context of applicator 1, an integrated in the applicator 1 film transfer device may be provided, whereby an integrated film application module is created. In this case, a press roll 3 'is assigned downstream of a printing gap between a blanket or
Wie in Figur 1 im Auftragwerk 1 schematisch dargestellt, kann in einem integrierten Folienapplikationsmodul FA auch ein Auftragwerk in kompakter Bauweise innerhalb des Beschichtungsmodules angeordnet sein. Dazu wird eine Kleberauftragvorrichtung 1' dem Gegendruckzylinder 4 zugeordnet und dem Transferspalt, der hier zwischen dem Gummizylinder 13 und dem Gegendruckzylinder 3 vorgesehen wäre, vorgelagert angeordnet sein. Die Transferfolie 5 würde hier um den Gummizylinder 13 oder in etwa tangential an diesem vorbei durch den bezeichneten Druckspalt geführt.
Eine derartige Kleberauftragvorrichtung 1' kann dazu aus einem kompakten Formzylinder zum Tragen einer Druckform für den Kleber und einem Auftragwerk aus einer Kammerrakel und einer Rasterwalze zum Zuführen des Klebers bestehen. Dabei wird am gleichen Gegendruckzylinder 4 wiederum integriert zunächst der Kleberauftrag auf dem Bedruckstoff vorgenommen und direkt darauf folgend der Folienauftrag durchgeführt.As shown schematically in FIG. 1 in the applicator 1, an applicator can also be arranged in a compact design within the coating module in an integrated film application module FA. For this purpose, an adhesive application device 1 'associated with the
Such an adhesive applicator device 1 'may consist of a compact forme cylinder for supporting a printing form for the adhesive and an applicator of a chamber doctor blade and an anilox roller for supplying the adhesive. In this case, on the same
Die Folienvorratsrolle 8 ist dem Beschichtungswerk 2 auf der Seite der Bogenzuführung zugeordnet. Die Folienvorratsrolle 8 weist einen Drehantrieb 7 zur kontinuierlichen geregelten Zuführung der Transferfolie 5 zum Beschichtungswerk 2 auf. In der Folienzuführung können Umlenk- bzw. Spannwalzen zur Führung der Transferfolie 5 in einer im Wesentlichen konstanten Spannung gegenüber der Presswalze 3 vorgesehen sein. Auf der ablaufseitigen Seite des Druckwerkes ist eine Foliensammelrolle 9 für das verbrauchte Folienmaterial vorgesehen. Ein Drehantrieb 7 an der Foliensammelrolle 9 ist stets vorteilhaft. Es kann sogar vorgesehen sein, dass die Transferfolie 5 mittels des Drehantriebs 7 ablaufseitig gefördert und zulaufseitig mittels einer Bremse straff gehalten wird.The
Die Presswalze 3 (als Drucktuchzylinder oder Formzylinder oder separate Presswalze) trägt auf ihrer Oberfläche ein kompressibles bzw. dämpfendes, z.B. auch mit einer kompressiblen Zwischenschicht versehenes Element. Die Presswalze 3 kann dazu mit einer Pressbespannung 10 beispielsweise als Kunststoffüberzug, vergleichbar einem Gummituch bzw. Drucktuch, versehen sein, die in einem Zylinderkanal an Spannvorrichtungen gehalten wird.The press roll 3 (as blanket cylinder or forme cylinder or separate press roll) carries on its surface a compressible or damping, for example, also provided with a compressible intermediate layer element. For this purpose, the
Zur Sicherung der Wirtschaftlichkeit des Beschichtungsverfahrens kann vorgesehen sein, den Folienvorschub der Transferfolie 5 von der Folienvorratsrolle 8 zum Transferspalt 6 und zur Foliensammelrolle 9 schrittweise zu steuern, wobei die Transferfolie 5 dann angehalten wird, wenn keine Übertragung bildgebender oder abdeckender Schichten erfolgen soll.
Eine weitere Verbesserung der Folienausnutzung der beschriebenen Art ergibt sich, wenn die Transferfolie 5 in eine oder mehrere Teilfolienbahnen geringerer Breite aufgeteilt wird.To ensure the efficiency of the coating process, it is possible to control the film advance of the
A further improvement of the film utilization of the type described results when the
Weiterhin können in dem so gebildeten Folienapplikationsmodul aus dem Auftragwerk 1 und dem Beschichtungswerk 2 Trockner 16 vorgesehen sein, mittels derer der Kleberauftrag oder die gesamte Folienbeschichtung getrocknet werden können. Hier kommen z.B. UV-Trockner in Frage.Furthermore,
Weiterhin kann das Folienapplikationsmodul eine Überwachungseinrichtung 17 zur Abtastung der Bogenoberfläche enthalten. Die Überwachungseinrichtung 17 ermöglicht die Auswertung von Bildinhalten der Beschichtung und die Feststellung von Fehlern in der Folienbeschichtung.Furthermore, the film application module may include a
Mit der oben beschriebenen Vorrichtung ist es möglich Bedruckstoffe bildmäßig bzw. teil- oder vollflächig zu beschichten bzw. zu versiegeln bzw. zu kaschieren oder auch mit einer besonders widerstandfähigen Oberflächenschicht zu versehen. Dazu ist die Einrichtung für den Folientransfer in einem den Druckwerken einer Bogendruckmaschine nachgeordneten Druck- oder Lackierwerk angeordnet. Bei einer derartigen Anordnung wird mittels der Folienbeschichtung die Oberfläche des frischen Druckes veredelt oder geschützt.
Für weitere Anwendungsfälle kann innerhalb der Bogenrotationsdruckmaschine der ersten Einrichtung für den Folientransfer auch eine zweite derartige Einrichtung nachgeordnet werden, so dass auch eine doppelte Folienbeschichtung eines Bogens möglich wird.With the device described above, it is possible to coat substrates or partially or completely coated substrates or to laminate or laminate or even to provide a particularly resistant surface layer. For this purpose, the device for the film transfer in a printing units of a sheet-fed printing machine downstream printing or coating plant is arranged. In such an arrangement, the surface of the fresh print is finished or protected by means of the film coating.
For further applications, within the sheet-fed rotary printing press of the first device for the film transfer, a second such device can be arranged downstream, so that a double film coating of a sheet is possible.
Weiterhin kann eine Konfiguration vorgesehen werden, die ein erstes Folienapplikationsmodul vor dem ersten eine Farbe oder eine Beschichtung übertragenden Druckwerk und ein zweites Folienapplikationsmodul nach dem letzten Farbe übertragenden Druckwerk vorsieht. Damit kann eine erste Folienbeschichtung direkt auf den Bedruckstoff aufgebracht und eine zweite Folienbeschichtung über dem aufgedruckten Druckbild aufgebracht werden.Furthermore, a configuration can be provided which provides a first film application module in front of the first color or coating transfer printing unit and a second film application module after the last color transferring printing unit. Thus, a first film coating can be applied directly to the substrate and a second film coating can be applied over the printed image.
Unter Verwendung einer vorstehend beschriebenen Einrichtung zur Durchführung des Kaltfolienprägeverfahrens sind weiterhin auch Verfahren durchführbar, bei deren Anwendung eine einfache Folienbeschichtung oder auch mehrfache Folienbeschichtung von ein- oder beidseitig zu beschichtenden Funktionsverpackungen, z.B. mit Schmuckeigenschaften, innerhalb einer Bogenrotationsdruckmaschine möglich wird.Furthermore, by using a device for carrying out the cold foil stamping method described above, methods can also be carried out, in the use of which a simple film coating or else multiple film coating of functional or single-sided packaging, e.g. with jewelry features, becomes possible within a sheet-fed rotary printing press.
Dabei kann in vorteilhafter Weise durch die Kombination von Beschichtungseinheiten wie z. B. Lackmodulen, einer Einrichtung zur Bogenwendung sowie Beschichtungsmodulen für eine ein- oder beidseitige Folienapplikation ermöglicht werden. Durch die erfindungsgemäßen Verfahren und Vorrichtungen kann die Herstellung von Effekt- und Funktionsapplikation bzw. von Folienverbundverpackung auch in Verbindung mit einer beidseitigen Bedruckbarkeit des Bedruckstoffes ermöglicht werden.It can be advantageously by the combination of coating units such. As paint modules, a device for perfecting and coating modules for a one- or two-sided film application are possible. By means of the methods and devices according to the invention, the production of effect and functional application or of film composite packaging can also be made possible in connection with a printability of the printing material on both sides.
Das Verfahren ist in einem ersten Schritt dadurch gekennzeichnet, dass die Folienapplikation als Veredelungsapplikation oder Funktionsapplikation auf metallischem Bedruckstoff ggf. in Verbindung mit dem so genannten Blechdruckverfahren durchgeführt wird. Als metallische Bedruckstoffe kommen Blechtafeln aus Weißblech, Aluminium o.ä. oder auch aus Schichtmetallen in Frage. Weiterhin sind als metallische Bedruckstoffe auch mit einer Metallfolie überzogene Bedruckstoffe aus Papier, Karton oder Kunststoff zu verstehen.
Ebenso sind hier aber auch Kunststoffbedruckstoffe bearbeitbar, die eine ähnliche Materialcharakteristik hinsichtlich Festigkeit, Steifigkeit und Oberflächengüte haben, wie Blechtafeln.In a first step, the method is characterized in that the film application is carried out as a finishing application or functional application on metallic printing material, if appropriate in conjunction with the so-called sheet-metal printing method. Metallic substrates are sheet metal plates made of tinplate, aluminum or similar. or also of layered metals in question. Furthermore, as metallic substrates also with a metal foil coated substrates of paper, cardboard or plastic to understand.
Likewise, however, plastic substrates which have a similar material characteristic with regard to strength, rigidity and surface quality, such as metal sheets, can also be processed here.
In einem zweiten Punkt wird die Vorbehandlung des metallischen bzw. Kunststoffbedruckstoffes und der Applikationsfolie durch eine Coronabehandlung durchgeführt. In einem dritten Punkt wird der Einsatz von wärmereduzierten UV-Trocknersystemen in Verbindung mit der Folienapplikation bei der Kaltfolienkaschierung genutzt. Dazu kann die Folienführung tangential durch den Transferspalt erfolgen oder den Gummizylinder umschlingen.In a second point, the pretreatment of the metallic or plastic printing material and the application film is carried out by a corona treatment. In a third point, the use of heat-reduced UV dryer systems in conjunction with the film application in cold foil lamination is used. For this purpose, the film guide can be made tangentially through the transfer gap or loop around the blanket cylinder.
Erfindungsgemäß soll nun die Folienapplikation auf metallischen bzw. Kunststoffbedruckstoffen in Verbindung mit einer Offsetdruckmaschine mit vor- oder nachgeschalteten Lackmodulen erfolgen. Die Applikation wird in einem Druckwerk oder in einem Lackmodul durchgeführt. Vor oder nach der Folienapplikation kann zusätzlich gedruckt und zwischengetrocknet werden z.B. mit Hilfe eines UV-Trockners.According to the invention, the film application to metallic or plastic substrates in conjunction with an offset printing machine with upstream or downstream coating modules should now be carried out. The application is carried out in a printing unit or in a coating module. Before or after the film application may additionally be printed and intermediately dried e.g. with the help of a UV dryer.
Im Verfahren des Bedruckens von metallischen bzw. Kunststoffbedruckstoffen werden vielfach so genannte UV-Druckfarben verwendet. UV-Druckfarben lassen sich mit Hilfe von UV-Trocknern sehr schnell und effizient aushärten, so dass eine fest auf dem metallischen bzw. Kunststoffbedruckstoff haftende Farbschicht entsteht.
Weiterhin wird bei metallischen bzw. Kunststoffbedruckstoffen zur Verbesserung der Farbanhaftung vielfach eine so genannte Corona- oder Plasmabehandlung durchgeführt. Mittels Beaufschlagung der Folienoberfläche mit einer Coronaentladung oder eines Plasmas kann deren Oberflächenspannung so verändert werden, dass aufzutragende Druckfarben sicher anhaften. Auf diese Weise wird ein optimiertes Erscheinungsbild des Druckes erreicht.In the process of printing metallic or plastic substrates, so-called UV printing inks are often used. UV printing inks can be cured very quickly and efficiently with the aid of UV dryers, so that a color layer firmly adhering to the metallic or plastic substrate is produced.
Furthermore, a so-called corona or plasma treatment is often carried out in metallic or plastic substrates to improve the color adhesion. By acting on the film surface with a corona discharge or a plasma, its surface tension can be changed so that the printing inks to be applied are securely adhered. In this way, an optimized appearance of the print is achieved.
Für die Trocknung von UV-Druckfarben sind spezielle Trockner entwickelt worden, die bei vergleichsweise niedriger Temperatur arbeiten. Bekannt sind hierzu Systeme als konventionelle UV-Strahler oder als UV-Kaltstrahler, z.B. als Excimer-Strahler. Es kommen aber auch so genannte NIR-Trockner in Frage.For the drying of UV printing inks, special dryers have been developed which operate at comparatively low temperatures. For this purpose, systems are known as conventional UV lamps or as UV cold radiators, for example as excimer radiators. But there are also so-called NIR dryers in question.
Bei der Verarbeitung von metallischen bzw. Kunststoffbedruckstoffen unter Anwendung eines Beschichtungsverfahrens mit Folienapplikation werden die Kenntnisse der Druckverfahren für metallische Bedruckstoffe eingesetzt. Daher kann beispielsweise die Bedruckbarkeit der Blechtafeln oder Kunststoffbögen durch das Aufbringen einer Primer- oder Grundierungsschicht verbessert werden.In the processing of metallic or plastic substrates using a coating process with film application, knowledge of the printing processes for metallic substrates is used. Therefore, for example, the printability of the metal sheets or plastic sheets can be improved by the application of a primer or primer layer.
Vorteilhaft an dem vorgeschlagenen Verfahren ist, dass der Wärmeeintrag durch die Trocknerbestrahlung stark bis sehr stark reduziert gegenüber demjenigen bei der Heißfolienkaschierung erfolgt. Damit ergibt sich ein stark verringerter thermischer Einfluss auf den metallischen bzw. Kunststoffbedruckstoff, so dass sich eine starke Verbesserung am Druckprodukt hinsichtlich des aus dem Prägeverfahren resultierenden Passerverzuges einstellt. Das Inlineverfahren für die Folienapplikation auf metallischen bzw. Kunststoffbedruckstoffen erweitert das Anwendungsspektrum einer entsprechend ausgerüsteten Druckmaschine in besonderer Weise.An advantage of the proposed method is that the heat input through the dryer irradiation is greatly reduced or greatly reduced compared to that in the hot foil lamination. This results in a greatly reduced thermal influence on the metallic or plastic substrate, so that sets a strong improvement on the printed product with respect to the resulting from the embossing process Passerverzuges. The inline process for film application on metallic or plastic substrates expands the range of applications of a correspondingly equipped printing press in a special way.
Zum Verfahren der Folienapplikation auf metallischen bzw. Kunststoffbedruckstoffen sind folgende Schritte vorzusehen:
- 1. Die Zuführung von Druckbogen zur Druckmaschine erfolgt über einen Bogenanleger oder einen dem Bogenanleger oder der Druckmaschine direkt vorgeschalteten so genannten Rolle-Bogen-Anleger, in dem metallische bzw. Kunststoffdruckbogen aus einer Folienbahn direkt erzeugt werden.
- 2. Eine Corona- oder Plasmavorbehandlung der Oberfläche des Bedruckstoffes kann in der Anlage, einem Anlagemodul oder einem der Maschine vorgeschalteten Rolle-Bogen-Anleger erfolgen.
- 3. Eine Vorbeschichtung der metallischen bzw. Kunststoffdruckbogen kann in einem Lackmodul zur Grundierung mit einem Primer oder einem Deckweiß oder zur Bildung von Glanzeffekten mit so genannten Iriodin-Lacken erfolgen. Diese Vorbeschichtung kann auch in einem ersten Druckwerk mittels einer in diesem Druckwerk integrierten Lackiereinrichtung erfolgen.
- 4. Unter Einwirkung mittels UV- oder Excimer-Zwischentrockner wird der Druckbogen danach für weitere Beschichtungsschritte vorbereitet. Ein, mehrere oder jedes Druckwerk kann zu diesem Zweck mit einem UV- oder Excimer-Zwischentrockner ausgerüstet sein. Diese können in bekannter Weise als konventionelle UV-Strahler oder als UV-Kaltstrahler ausgeführt sein. Hier können aber auch so genannte NIR-Trockner zur Anwendung kommen. Wegen des Folienverzuges vor und nach der Applikation sind aber bevorzugt wärmereduzierte UV-Trocknersysteme einzusetzen.
- 5. Die Druckmaschine kann mit einer Bogenwendeeinrichtung versehen sein, um die Druckbogen in der Druckmaschine beidseitig bearbeiten zu können.
- 6. Der Kleberauftrag für die Folienapplikation erfolgt über ein Druckwerk oder ein Lackwerk oder eine in ein Druckwerk integrierte kompakte Beschichtungseinrichtung. Hierfür kommt insbesondere ein UV-Kleber in Betracht, der wie die UV-Druckfarben gut auf metallischem bzw. Kunststoffbedruckstoff haftet und mit den genannten Trocknern schnell getrocknet werden kann.
- 7. Eine Corona- oder Plasmabehandlung der zu applizierenden Folienschicht ist optional möglich. Dies ist von den gegebenen Haftungsverhältnissen der beteiligten Oberflächen abhängig.
- 8. Die
Folienapplikation im Transferspalt 6 erfolgt bevorzugt unter tangentialer Führung bzw. mit geringer Umschlingung der Transferfolie 5 ander Presswalze 3, die als eines Drucktuchzylinder, Formzylinder oder anders geartete Andruckwalze gebildet sein kann. - 9. Nach der Folienapplikation kann erneut eine Zwischentrocknung zur Aushärtung mit Hilfe der bereits genannten Trockner erfolgen.
- 10. Das Drucken des erforderlichen farbigen Sujets erfolgt mit einer oder mehreren Farben und ggf. eine erneuten Zwischentrocknung.
- 11. Lackbeschichtungen zur Veredelung der metallischen bzw. Kunststoffdruckbogen mit Schutz-, Glanz- oder Effektschichten können mit weiterer Zwischen- / Endtrocknung erfolgen. Die dazu erforderlichen Lackmodule sind den Druckwerken vor- oder nachgeordnet.
- 12. In der Druckmaschine am Bogentransportweg Ink-Jet- oder Laserdruckeinrichtungen vor oder nach der Folienapplikation zur Personalisierung vorgesehen sein. Diese sind auch für in der Druckmaschine vorgesehene Schön- und Widerdrucksysteme ggf. geeignet zuzuordnen.
- 13. Mittels eines integrierten Bogeninspektionssystems können Makulaturbogen erkannt und ausgeschleust werden, Dies erfolgt z.B. über eine Bogenweiche, einen Doppelausleger oder durch Kennzeichnung mit Markierungsstreifen.
- 1. The supply of printing sheet to the printing machine via a sheet feeder or the sheet feeder or the printing press directly upstream so-called roll-sheet feeder, are generated in the metallic or plastic printing sheet directly from a film web.
- 2. A corona or plasma pretreatment of the surface of the printing substrate can take place in the plant, a plant module or a roll-bow feeder upstream of the machine.
- 3. A pre-coating of the metallic or plastic printing sheets can be carried out in a coating module for priming with a primer or opaque white or to form luster effects with so-called iriodin paints. This precoating can also take place in a first printing unit by means of a coating device integrated in this printing unit.
- 4. Under the influence of UV or excimer intermediate dryer the sheet is then prepared for further coating steps. One, several or each printing unit can for this purpose with a UV or excimer intermediate dryer be equipped. These can be carried out in a known manner as a conventional UV radiator or as a UV cold radiator. However, so-called NIR dryers can also be used here. Because of the film distortion before and after the application, however, preference is given to using heat-reduced UV dryer systems.
- 5. The printing machine can be provided with a sheet turning device to edit the sheets in the printing press on both sides.
- 6. The adhesive application for the film application via a printing unit or a coating unit or integrated into a printing compact coating device. For this purpose, in particular, a UV adhesive into consideration, which adheres well to the UV printing inks on metallic or plastic substrate and can be dried quickly with the said dryers.
- 7. A corona or plasma treatment of the film layer to be applied is optionally possible. This depends on the given adhesion conditions of the surfaces involved.
- 8. The film application in the transfer nip 6 is preferably carried out under tangential guidance or with low wrap of the
transfer film 5 on thepress roller 3, which may be formed as a blanket cylinder, forme cylinder or other type of pressure roller. - 9. After the film application, an intermediate drying can be carried out again for hardening with the aid of the already mentioned dryers.
- 10. The required colored subjects are printed with one or more colors and, if necessary, a second intermediate drying.
- 11. Lacquer coatings for finishing metallic or plastic printing sheets with protective, gloss or effect coatings can be carried out with further intermediate / final drying. The required paint modules are the printing units upstream or downstream.
- 12. In the printing press on the sheet transport path inkjet or laser printing devices before or after the film application for personalization be provided. These are also suitable for appropriate provided in the printing machine perfecting systems.
- 13. Waste paper sheets can be detected and removed by means of an integrated sheet inspection system. This is done, for example, by means of a curved sheet, a double jib or by marking with marking strips.
Die für diese Verfahrensschritte notwendigen Konfigurationen einer Bogenrotationsdruckmaschine unter Einschluss eines oder mehrerer Folienapplikationsmodule sind vielfältig und werden im Folgenden beispielhaft beschrieben.The necessary for these process steps configurations of a sheet-fed rotary printing press including one or more film application modules are diverse and are described below by way of example.
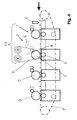
In Figur 2 ist eine erste Variante einer derartigen Konfiguration gezeigt. Die dargestellte Druckmaschine weist einen Rolle-Bogen-Anleger RB auf. In dem Rolle-Bogen-Anleger RB werden von einer Bedruckstoffrolle passgenau metallischen bzw. Kunststoffdruckbogen abgeschnitten und im Maschinentakt der Druckmaschine zugeführt. Anschließend daran ist ein Druckwerk D oder ein Lackmodul angeordnet.
In der gezeigten Konfiguration schließen sich an das Druckwerk D bzw. das Lackmodul ein Auftragwerk 1 und ein Beschichtungsmodul 2 an, die auch als integriertes Folienapplikationsmodul FA innerhalb eines Druckwerkes angeordnet sein können. Danach sind bis zum Bogenausleger AU ggf. mehrere weitere Druckwerke D vorgesehen.
Jeweils zwischen oder in den Druckwerken D bzw. vor und/oder in und/oder nach dem Folienapplikationsmodul FA sind Zwischentrockner Z angeordnet, mittels derer die in jeweiligen Arbeitsstationen aufgebrachten Beschichtungen getrocknet werden können.FIG. 2 shows a first variant of such a configuration. The illustrated printing press has a roll-bow feeder RB. In the reel-to-sheet feeder RB, metallic or plastic printing sheets are accurately cut off from a substrate roll and fed into the printing press in the machine cycle. Subsequently, a printing unit D or a paint module is arranged.
In the configuration shown, the printing unit D or the paint module is followed by an application unit 1 and a
In each case between or in the printing units D or before and / or in and / or after the film application module FA intermediate dryer Z are arranged, by means of which the applied in respective workstations coatings can be dried.
Im Bereich der Zuführung der metallischen bzw. Kunststoffdruckbogen von dem Rolle-Bogen-Anleger RB in die erste Arbeitsstation der Druckmaschine ist eine Entladungseinrichtung E vorgesehen. Sie dient dazu in an sich bekannter Weise beispielsweise mittels einer Corona-Entladung die Oberflächeneigenschaften der metallischen bzw. Kunststoffdruckbogen für die Annahme von Beschichtungen zu verbessern.In the area of feeding the metallic or plastic printing sheets from the roll-bow feeder RB into the first work station of the printing press, a discharge device E is provided. It serves to improve in a conventional manner, for example by means of a corona discharge, the surface properties of the metallic or plastic printing sheets for the adoption of coatings.
Die Entladurigseinrichtung E kann auch in den Rolle-Bogen-Anleger RB integriert sein, so dass die Oberflächenbehandlung der metallischen bzw. Kunststoffdruckbogen auch für den Bogentransport zur Druckmaschine wirksam wird.The Entladurigseinrichtung E can also be integrated into the roll-bow feeder RB, so that the surface treatment of the metallic or plastic printing sheet is also effective for the sheet transport to the printing press.
Mit einer derartigen Druckmaschine kann also ein von einer Bedruckstoffrolle geschnittener metallischer Druckbogen zunächst beschichtet, dann mit einer bildmässigen oder flächigen Folienschicht beschichtet und nachfolgend nochmals mehrfarbig bedruckt werden. Ein Anwendungsbeispiel hierfür sind Folien für Verpackungen oder Schmuckblätter, die neben dem Drucken eine zusätzliche Veredelung erfordern.With such a printing press, therefore, a metallic printed sheet cut from a printing material roll can first be coated, then coated with an imagewise or flat film layer and subsequently printed again in multiple colors. One application example for this are films for packaging or decorative sheets, which require additional finishing in addition to printing.
In Figur 3 ist eine zweite Variante einer derartigen Konfiguration gezeigt. Die dargestellte Druckmaschine weist einen Bogenanleger AN auf, dem eine Entladungseinrichtung E zur Folienbehandlung zugeordnet ist. Anschließend ist wahlweise ein Druckwerk D oder ein Lackmodul vorgesehen. Darauf folgt ein- oder zweiteiliges Folienapplikationsmodul FA. Daran anschließend ist erneut ein Druckwerk angeordnet, dem eine so genannte Wendeeinrichtung W folgt. Die Wendeeinrichtung W dient dazu, einen einseitig mit einer Folienbeschichtung versehenen metallischen bzw. Kunststoffdruckbogen umzustülpen, so dass dessen vorherige Unterseite nachfolgend von oben bedruckt bzw. beschichtet werden kann.FIG. 3 shows a second variant of such a configuration. The illustrated printing machine has a sheet feeder AN, to which a discharge device E for film treatment is assigned. Subsequently, either a printing unit D or a paint module is provided. This is followed by one or two-part film application module FA. Subsequently, a printing unit is again arranged, which is followed by a so-called turning device W. The turning device W is used to evert a metal or plastic printing sheet provided on one side with a film coating, so that its previous underside can subsequently be printed or coated from above.
In der gezeigten Konfiguration schließen sich an die Wendeeinrichtung W ein Auftragwerk 1 und ein Beschichtungsmodul 2 an, die auch als integriertes Folienapplikationsmodul FA innerhalb eines Druckwerkes angeordnet sein können. Danach sind bis zum Bogenausleger AU ggf. mehrere weitere Druckwerke D vorgesehen. Vor der Zuführung der metallischen bzw. Kunststoffdruckbogen zum Folienapplikationsmodul FA können diese erneut, nun aber mit ihrer oben liegenden Rückseite der Einwirkung einer Entladungseinrichtung E ausgesetzt werden.In the configuration shown, the applicator 1 and a
Mit einer derartigen Druckmaschine kann also jeder metallische Druckbogen zunächst von seiner Oberseite beschichtet, dann mit einer Folienbeschichtung versehen, danach bedruckt oder beschichtet, dann gewendet, dann mit einer weiteren Folienbeschichtung versehen und nachfolgend nochmals mehrfarbig bedruckt werden. Ein Anwendungsbeispiel hierfür sind Folien für Verpackungen oder Schmuckblätter, die neben dem beidseitigen Drucken auch eine zusätzliche beidseitige Veredelung erfordern.With such a printing press, therefore, each metallic printed sheet can first be coated from its upper side, then provided with a film coating, then printed or coated, then turned, then with another Foil coating provided and subsequently printed again in multiple colors. An example of application for this are films for packaging or decorative sheets which, in addition to double-sided printing, also require additional double-sided finishing.
Weiterhin ergeben sich in derartigen Maschinen weitere Produktionsmöglichkeiten, indem Druckbogen mit optischen oder taktilen Mustern versehen werden, die der Folienbeschichtung unterlegt und durch diese sichtbar oder tastbar sind, oder auch indem über die Folie selbst optische oder taktile Oberflächenmuster aufgebracht werden. Diese Beschichtungsvorgänge können wiederum einseitig oder beidseitig auf unbedruckten oder bedruckten Oberflächen erfolgen.Furthermore, in such machines further production possibilities arise by providing printed sheets with optical or tactile patterns, which are underlaid and visible or palpable by the film coating, or also by applying optical or tactile surface patterns over the film itself. These coating operations can again be done on one side or both sides on unprinted or printed surfaces.
Beispielsweise sind noch folgende Produktionsvarianten möglich:
- I. Bei der Verwendung minderwertiger Folien können die metallischen bzw. Kunststoffdruckbogen vorab mit einem Primer, d.h. einer Grundschicht, versehen werden, wobei die Oberfläche so vorbehandelt wird, dass eine Glättung und eine Vorbereitung für die Folgebearbeitung stattfindet. Danach erfolgt die Folienapplikation, die auf dem vorbehandelten Untergrund sicherer möglich ist.
- II. In einem vorgeschalteten Prägemodul können die metallischen bzw. Kunststoffdruckbogen vorstrukturiert werden. Hierbei kann eine gezielte Prägung von Einzelelementen erfolgen oder die Einarbeitung eines definierten flächigen Grundmusters vorgesehen werden. In die so vorbehandelten Folienbögen wird danach die Folienapplikation aufgebracht.
- III. Bei Verpackungsdrucken kann jeder metallische Druckbogen in einer abschließenden Behandlung im Bogenausleger getrennt werden. Hierbei sind vorbehandelte metallischen bzw. Kunststoffdruckbogen oder auch in Nutzen aufgetrennte Bogenteile erzeugbar, die mittels Trennverfahren inline gewonnen werden. Als Trennverfahren kommen Messer- oder Scherenschnitt, (Rotations-) Stanzung oder Laserschnitt in Frage.
- I. When using inferior films, the metallic or plastic printing sheets can be provided in advance with a primer, ie a base layer, wherein the surface is pretreated so that a smoothing and a preparation for the subsequent processing takes place. Thereafter, the film application, which is safer on the pretreated substrate.
- II. In an upstream embossing module, the metallic or plastic printing sheets can be pre-structured. Here, a targeted embossing of individual elements can be done or the incorporation of a defined planar basic pattern can be provided. The film application is then applied in the film sheets pretreated in this way.
- III. In packaging printing, each metallic signature can be separated in a final treatment in the sheet delivery. In this case, pre-treated metal or plastic printing sheets or sheet parts which have been separated into use can be produced, which are obtained inline by means of separation processes. As a separation method are knife or paper cut, (rotary) punching or laser cutting in question.
Insgesamt gesehen können mittels der genannten Einrichtungen und Verfahrensschritte in Bogenrotationsdruckmaschinen mit Offset- oder Flexo-Druckwerken in Kombination mit einer Beschichtungseinrichtung zum Prägefoliendruck zur Funktions- oder Veredelungs-Applikationen von metallischen Bedruckstoffen aus Aluminium, Stahl-, Edelstahl, Weißblech oder ähnlichem im Inlineprozess durchgeführt werden. Es wird also das Verfahren des Blechdruckes mit einem Folientransferprozess verbunden oder es wird ein reines Applikationsmodul von vorgedruckten Blechtafeln oder unbedruckten Blechtafeln, ggf. mit einer Vorbeschichtung vorgesehen.
Die Applikation kann vollflächig oder ausgespart nach Umfang und/oder Breite, erfolgen, d.h. sie kann auch auf Nutzen bezogen erfolgen.Overall, by means of said devices and process steps in sheet-fed rotary printing presses with offset or flexographic printing units in combination with a coating device for embossing foil printing for functional or finishing applications of metallic substrates of aluminum, steel, stainless steel, tinplate or the like can be carried out inline , Thus, the method of sheet metal printing is associated with a film transfer process or it is a pure application module of pre-printed metal sheets or unprinted metal sheets, possibly provided with a pre-coating.
The application can be made over the entire surface or recessed in terms of size and / or width, ie it can also be based on benefits.
Der Inline-Veredelungsprozess für Blechdruck ist z.B. für Schmuckdosen o.ä. geeignet. Weiterhin kann er als Inline-Funktionsbeschichtungsprozess für Blechdruck z.B. für die Innenauskleidung von Lebensmittelverpackung verwendet werden.The in-line refining process for sheet metal printing is e.g. for jewelry boxes or similar suitable. Furthermore, it can be used as an inline function coating process for sheet metal printing e.g. be used for the lining of food packaging.
Eine entsprechende Druckmaschine kann flexibel unter Verwendung von Offset- oder Flexodruckwerken (siehe Fig. 4) konfiguriert werden.A corresponding printing press can be flexibly configured using offset or flexographic printing units (see FIG. 4).
In Applikationsmaschinen für Blechtafeln sind folgende Prozesse durchführbar:
- Beidseitige oder einseitige Blechdruckapplikation (ggf. mit Wendung)
- Vorprimern des Bedruckstoffes
- Corona-
Vorbehandlung der Transferfolie 5 oder des Bedruckstoffes - UV-Zwischentrockner (-Endtrockner) nach Applikation
- Bedruckstoff auch als dicke starke Folie oder metallischer laminierter Bedruckstoff, z.B. auch Sandwichwerkstoff mit Metalleinlage, Holzimitat, Pertinax sein z.B. zur Herstellung von Holzstrukturen auf Trägermaterial Holz-Panelimitat
- Vorgesetzte Bedruckstoff-Abrollung und Rolle-Bogen-Anleger
- Maschinenkonzept kann in der Art einer Flexo-Direktdruckmaschine ausgeführt sein: Bogenführung in einer Ebene, wobei auch ein Offsetdruckwerk integriert sein kann. Bogentransport erfolgt mittels Saugbändern, Greifersystemen
- Bedruckstofftransport kann also eben oder wie bekannt an rotierenden Bogenführungszylindern erfolgen
- Double-sided or one-sided metal-plate application (possibly with a turn)
- Pre-priming the substrate
- Corona pretreatment of the
transfer film 5 or the substrate - UV intermediate dryer (final dryer) after application
- Substrate also as thick thick film or metallic laminated substrate, eg also sandwich material with metal insert, imitation wood, Pertinax be eg for the production of wood structures on support material wood panel imitation
- Superior substrate unwinding and roll-bow feeder
- Machine concept can be carried out in the manner of a flexo direct printing machine: sheet guiding in a plane, wherein an offset printing unit can be integrated. Sheet transport takes place by means of suction belts, gripper systems
- Substrate transport can thus be flat or as known to rotating sheet guiding cylinders
In Figur 4 ist eine Konfiguration einer Flexo-Direktdruckmaschine dargestellt. Gezeigt sind Druckwerke D, die aus einem Gegendruckzylinder und einem Formzylinder bestehen. Der Formzylinder trägt bei Flexodruckmaschinen ein so genanntes Klischee. Das Klischee wird zur Bilderübertragung mittels eines Farbwerkes aus einer Rastwalze und einer zugeordneten Kammerrakel mit Druckfarbe versorgt. Die Bilderzeugung erfolgt in dem Druckspalt zwischen dem Formzylinder und dem Gegendruckzylinder, durch den der Bedruckstoffbogen geführt wird.FIG. 4 shows a configuration of a flexo direct printing machine. Shown are printing units D, which consist of a counter-pressure cylinder and a forme cylinder. The forme cylinder in flexographic printing presses carries a so-called cliché. The cliché is supplied for image transfer by means of an inking unit from a detent roll and an associated chamber doctor blade with ink. Image formation takes place in the printing gap between the forme cylinder and the impression cylinder, through which the printing material sheet is guided.
Der Bedruckstoff wird hierbei (siehe Pfeil von rechts) mittels eines nicht gezeigten Anlegers (Rolle-Bogen-Anleger) einer Bogentransfereinrichtung T zugeführt. Die Bogentransfereinrichtung ist z. B. ein Kettenfördersystem oder beinhaltet auch Saugbandanordnungen. Der Bogentransport erfolgt in einer Ebene und führt geradlinig nacheinander durch alle Druckspalte.The printing material is in this case (see arrow from the right) fed by means of an investor, not shown (roll-bow feeder) a sheet transfer device T. The sheet transfer device is z. B. a chain conveyor system or also includes Saugbandanordnungen. The sheet transport takes place in one plane and leads in a straight line through all printing gaps.
Die beiden ersten Druckwerke sind als Folienapplikationsmodul FA ausgebildet. Das erste Druckwerk fungiert als Auftragwerk 1 zur Erzeugung des Kleberbildes auf dem Bedruckstoff.
Das zweite Druckwerk fungiert als Beschichtungswerk 2. Es weist einen bereits genannten Gegendruckzylinder 4 eines Flexodruckwerkes auf, der mit einer Presswalze 3 zusammen einen Transferspalt 6 bildet. Die Presswalze 3 ist durch den Formzylinder gebildet, von dem in diesem Fall das Farbwerk abgestellt ist. Die Beschichtung kann hier wie oben beschrieben erfolgen, wobei aber die verarbeitbaren Bedruckstoffe wesentlich dicker und steifer sein können als in bekannten Bogenrotationsdruckmaschinen.The first two printing units are designed as a film application module FA. The first printing unit acts as an applicator 1 for generating the adhesive image on the substrate.
It has an already mentioned
Auch in dieser Konfiguration sind die Entladungsvorrichtungen E einsetzbar. Weiterhin sind auch Trockner einsetzbar bzw. sinnvoll. Die gezeigten Druckwerke können auch mit Offsetdruckwerken kombiniert werden.Also in this configuration, the discharge devices E can be used. Furthermore, dryers are also useful or useful. The illustrated printing units can also be combined with offset printing units.
- 11
- Auftragwerkcommissioned
- 22
- Beschichtungswerkcoating plant
- 33
- Presswalzepress roll
- 44
- GegendruckzylinderImpression cylinder
- 55
- Transferfolie / FolienbahnTransfer foil / foil web
- 66
- Transferspalttransfer nip
- 77
- Rollenantriebroller drive
- 88th
- FolienvorratsrolleFilm supply roll
- 99
- FoliensammelrolleFoil composite role
- 1010
- PressbespannungPress covering
- 1111
- Farbwerkinking
- 1212
- Plattenzylinderplate cylinder
- 1313
- DrucktuchzylinderBlanket cylinder
- 1414
- Leiteinrichtungguide
- 1515
- DruckwerksschutzPrinting plant security
- 1616
- Trocknerdryer
- 1717
- Überwachungseinrichtungmonitoring device
- 1818
- Tänzerwalzedancer roll
- 1'1'
- Auftragwerkcommissioned
- 3'3 '
- Andruckwalzepressure roller
- 5'5 '
- Folienbahnsheet
- 6'6 '
- Pressspaltpress nip
- DD
- Druckwerkprinting unit
- ANAT
- Anlegerinvestor
- RBRB
- Rolle-Bogen-AnlegerRoll-to-sheet feeder
- AUAU
- Auslegerboom
- FAFA
- FolienapplikationsmodulFoil application module
- WW
- Wendeeinrichtungturning device
- Ee
- Entladungseinrichtungdischarger
- TT
- BogentransfereinrichtungSheet transfer device
Claims (29)
dadurch gekennzeichnet,
characterized,
dadurch gekennzeichnet,
dass jeder Druckbogen vor der Aufbringung der Folienbeschichtung mit einer Beschichtung eines flüssigen Mediums zur Oberflächenbehandlung oder Einfärbung versehen wird.Method according to claim 1,
characterized,
that each printing sheet is provided with a coating of a liquid medium for the surface treatment or coloration prior to application of the film coating.
dadurch gekennzeichnet,
dass jeder Druckbogen vor der Aufbringung von Beschichtungen mittels einer Einrichtung zur Beeinflussung seiner Oberflächenspannung behandelt wird.Method according to claim 1 or 2,
characterized,
that each signature is treated by a means for influencing its surface tension prior to the application of coatings.
dadurch gekennzeichnet,
characterized,
dadurch gekennzeichnet,
dass die Druckbogen nach einer Beschichtung einer ersten Seite in der Bogen verarbeitenden Maschine gewendet werden und dass die Druckbogen auf der der beschichteten Seite gegenüberliegenden Seite mit einer weiteren Beschichtung aus einer oder mehren Komponenten versehen werden und dass die Beschichtung der Ober- und/oder der Unterseite eine Folienbeschichtung von einer Transferfolie (5) beinhaltet.Method according to claim 4,
characterized,
that the printed sheets are turned after coating a first side in the sheet-processing machine and that the printed sheets are provided on the side opposite the coated side with a further coating of one or more components and that the coating of the top and / or the bottom a film coating of a transfer film (5) includes.
dadurch gekennzeichnet,
dass die Druckbogen auf einer ersten Seite wenigstens beschichtet und mit einer Folienbeschichtung versehen werden, dass die Druckbogen in der Bogen verarbeitenden Maschine gewendet werden und dass die Druckbogen auf der der beschichteten Seite gegenüberliegenden Seite in einem weiteren Transferspalt (6) mit einer bildmässigen oder vollflächigen Folienbeschichtung von einer Transferfolie (5) versehen werden.Method according to claims 1 to 5,
characterized,
in that the printed sheets are at least coated and provided with a film coating on a first side, that the printed sheets are turned in the sheet-processing machine and that the printed sheets on the side opposite the coated side in a further transfer nip (6) with an image-wise or full-surface film coating be provided by a transfer film (5).
dadurch gekennzeichnet,
dass die Druckbogen auf einer ersten Seite in einem Transferspalt (6) mit einer vollflächigen Folienbeschichtung von der Transferfolie (5) versehen werden, dass die Druckbogen in der Bogen verarbeitenden Maschine gewendet werden und dass die Druckbogen auf der der vollflächigen Folienbeschichtung gegenüber liegenden Seite wenigstens bedruckt werden.Method according to claim 6,
characterized,
that the printed sheets are provided on a first side in a transfer gap (6) with a full-surface foil coating from the transfer foil (5), that the printed sheets in the sheet processing machine to be turned and that the sheet on which the full-surface film coating the opposite side of at least imprinted become.
dadurch gekennzeichnet,
dass die Druckbogen auf einer in einem Transferspalt (6) mit einer vollflächigen Folienbeschichtung von einer Transferfolie (5) zu beschichtenden Seite mit einer optisch oder taktil wirksamen Vorbeschichtung versehen werden, wobei der Kleberauftrag unter Einschluss der Flächenanteile der Vorbeschichtung erfolgen kann.Method according to claims 1 to 7,
characterized,
in that the printed sheets are provided with an optically or tactile effective precoating on a side to be coated by a transfer film (5) in a transfer nip (6) with a full-surface film coating, wherein the adhesive application can take place including the surface portions of the precoating.
dadurch gekennzeichnet,
dass die Vorbeschichtung mittels eines Druckwerkes oder mittels eines Lackmoduls oder in einem Druckwerk oder Lackmodul oder Bogentransfermodul mittels Ink-Jet-Druckköpfen oder Laserdruckeinrichtungen erfolgt.Method according to claim 8,
characterized,
that the pre-coating is effected by means of a printing unit or by means of a varnish module or in a printing couple or coating module or sheet transfer module by means of ink-jet printheads or laser printing devices.
dadurch gekennzeichnet,
dass die Vorbeschichtung in einem Beschichtungswerk mittels eines Druckverfahrens nach dem Hochdruck, Tiefdruck oder Flachdruck erfolgt.Method according to claim 8,
characterized,
that the pre-coating is effected in a coating material by a printing process after the printing, intaglio printing or planographic printing.
dadurch gekennzeichnet,
dass die Druckbogen auf einer in einem Transferspalt (6) mit einer vollflächigen Folienbeschichtung von einer Transferfolie (5) zu beschichtenden Seite mit einer optisch oder taktil wirksamen Vorbeschichtung versehen werden, wobei die Vorbeschichtung auf die bildgebende Seite der Transferfolie (5) erfolgt, derart, dass die Vorbeschichtung zusammen mit der bildgebenden Schicht der Transferfolie (5) in dem Transferspalt (6) auf die Druckbogen übertragen wird.Method according to claims 1 to 9,
characterized,
in that the printed sheets are provided with an optically or tactively effective pre-coating on a side to be coated by a transfer film (5) in a transfer nip (6) with a full-surface film coating, wherein the pre-coating on the image-forming side of the transfer film (5) takes place, in such a way that the pre-coating is transferred together with the image-forming layer of the transfer film (5) in the transfer nip (6) onto the printed sheets.
dadurch gekennzeichnet,
dass die Druckbogen in einem Transferspalt (6) mit einer bildmäßigen oder flächigen Folienbeschichtung von der Transferfolie (5) mittels einer optische Eigenschaften wie Farbigkeit, Brechungsvarianz oder geprägter Strukturen enthaltenden Folienbeschichtung versehen werden.Method according to claims 1 to 11,
characterized,
in that the printed sheets are provided in a transfer nip (6) with an image-wise or sheet-like film coating of the transfer film (5) by means of a film coating containing optical properties such as color, refraction variance or embossed structures.
dadurch gekennzeichnet,
dass die von der Transferfolie (5) übertragene bildmäßige oder flächige Folienbeschichtung eine optische Funktionsschicht ist.Method according to claims 1 to 12,
characterized,
in that the image-wise or areal film coating transferred from the transfer film (5) is an optical functional layer.
dadurch gekennzeichnet,
dass die von der Transferfolie (5) übertragene bildmäßige oder flächige Folienbeschichtung eine Strukturen bildende Funktionsschicht ist.Method according to claims 1 to 12,
characterized,
in that the image-wise or areal film coating transferred from the transfer film (5) is a functional layer forming structures.
dadurch gekennzeichnet,
dass der Kleber und/oder die flüssigen Beschichtungsmedien und/oder die Druckfarben mittels UV-Strahlung härtbar sind.Method according to claims 1 to 14,
characterized,
in that the adhesive and / or the liquid coating media and / or the printing inks are curable by means of UV radiation.
dadurch gekennzeichnet,
dass auf die metallischen bzw. Kunststoffdruckbogen aufgebrachte Beschichtungen allein oder in Kombination getrocknet werden.Method according to claims 1 to 15,
characterized,
that coatings applied to the metallic or plastic printing sheets are dried alone or in combination.
dadurch gekennzeichnet,
dass die Bogen verarbeitende Maschine eine Bogenrotationsdruckmaschine ist, die zwischen einem für metallische oder Kunststoffbedruckstoffe geeigneten Bogenanleger (AN) oder Rolle-Bogen-Anleger (RB) und einem Bogenausleger (AU) eine Mehrzahl von als Druck- und/oder Lack- und/oder Beschichtungseinheiten (D) ausgebildeten Arbeitseinheiten aufweist,
dass den Druckwerken (D) wahlweise ein Beschichtungsmodul für flüssige Medien, vorzugsweise ein Lackmodul, vorangestellt ist,
dass der Bogenrotationsdruckmaschine, vor oder nach den Beschichtungseinheiten (D) oder wahlweise vor und/oder nach einer vorzusehenden Einrichtung zur Bogenwendung, wenigstens ein ein Auftragwerk (1) und ein Beschichtungswerk (2) enthaltendes Folienapplikationsmodul (FA) zugeordnet ist,
und dass den Arbeitseinheiten und/oder Folienapplikationsmodulen (FA) jeweils ein Trockner (16) zuordenbar ist.Device for transferring image-forming and / or covering or covering functional layers from a transfer film (5) to printed sheets with at least one applicator (1) for imagewise or surface coating of the printing sheets with an adhesive and at least one coating unit (2) for transferring the functional layers the transfer film (5) onto the printing sheets, each coating unit (2) having a transfer nip (6) in which the transfer film (5) is guided under pressure at least tangentially, with the coated side resting on the printing sheet, a pressure roller (3), so that the functional layer in the regions provided with adhesive is transferred firmly adhering to the transfer sheet (5) on the printed sheets,
characterized,
that the sheet-processing machine is a sheet-fed rotary printing machine, which between a suitable for metallic or plastic substrates sheet feeder (AN) or roll-bow feeder (RB) and a sheet delivery (AU) a plurality of as printing and / or paint and / or Coating units (D) having trained working units,
that the printing units (D) are optionally preceded by a coating module for liquid media, preferably a paint module,
in that the sheet-fed rotary printing machine, before or after the coating units (D) or optionally before and / or after a device to be provided for perfecting, is assigned at least one film application module (FA) containing an applicator unit (1) and a coating unit (2),
and that in each case a dryer (16) can be assigned to the working units and / or foil application modules (FA).
dadurch gekennzeichnet,
dass die Bogenrotationsdruckmaschine im Bereich der Zuführung von unbedruckten bzw. nicht beschichteten Seiten der Druckbogen zu einer Arbeitseinheit (D, FA, 1) eine Entladungseinrichtung (E) aufweist, mittels derer der metallische Druckbogen einer Oberflächenbehandlung aussetzbar ist.Device according to claim 17,
characterized,
in that the sheet-fed rotary printing machine in the area of the supply of unprinted or uncoated sides of the printed sheets to a working unit (D, FA, 1) has a discharge device (E) by means of which the metallic printed sheet can be exposed to a surface treatment.
dadurch gekennzeichnet,
dass die Bogenrotationsdruckmaschine im Bereich der Zuführung einer Transferfolie (5) zu einer Transferfolie verarbeitenden Arbeitseinheit (FA, 1) eine Entladungseinrichtung (E) aufweist, mittels derer die die Transferschicht aufweisende Seite der Transferfolie (5) einer Oberflächenbehandlung aussetzbar ist.Device according to claim 17,
characterized,
that the sheet-fed rotary printing machine in the field of delivery of a transfer film (5) to a transfer sheet-processing work unit (FA, 1) comprises a discharge device (E) by means of which the transfer layer bearing side of the transfer foil (5) to a surface treatment can be exposed.
dadurch gekennzeichnet,
dass die Bogenrotationsdruckmaschine, deren Arbeitseinheiten oder Bogen führenden Bogentransportmodule im Bereich nach der Aufbringung einer Beschichtung mit einer Trocknungseinrichtung versehen sind.Device according to claim 17,
characterized,
in that the sheet-fed rotary printing machine, its working units or sheet-guiding sheet transport modules are provided in the area after the application of a coating with a drying device.
dadurch gekennzeichnet,
dass die Druckmaschine zwischen Bogenanleger (AN; RB) und Bogenausleger (AU) in Bogentransportrichtung folgende Konfiguration aufweist:
characterized,
that the printing press between the sheet feeder (AN; RB) and the sheet delivery (AU) in the sheet transport direction following configuration:
dadurch gekennzeichnet,
dass die Druckmaschine zwischen Bogenanleger (AN; RB) und Bogenausleger (AU) in Bogentransportrichtung folgende Konfiguration aufweist:
characterized,
that the printing press between the sheet feeder (AN; RB) and the sheet delivery (AU) in the sheet transport direction following configuration:
dadurch gekennzeichnet,
dass die Druckmaschine zwischen Bogenanleger (AN; RB) und Bogenausleger (AU) in Bogentransportrichtung folgende Konfiguration aufweist:
characterized,
that the printing press between the sheet feeder (AN; RB) and the sheet delivery (AU) in the sheet transport direction following configuration:
dadurch gekennzeichnet,
dass die Druckmaschine zwischen Bogenanleger (AN; RB) und Bogenausleger (AU) in Bogentransportrichtung folgende Konfiguration aufweist:
characterized,
that the printing press between the sheet feeder (AN; RB) and the sheet delivery (AU) in the sheet transport direction following configuration:
dadurch gekennzeichnet,
dass die Druckmaschine zwischen Bogenanleger (AN; RB) und Bogenausleger (AU) in Bogentransportrichtung folgende Konfiguration aufweist:
characterized,
that the printing press between the sheet feeder (AN; RB) and the sheet delivery (AU) in the sheet transport direction following configuration:
dadurch gekennzeichnet,
dass die Druckmaschine zwischen Bogenanleger (AN; RB) und Bogenausleger (AU) in Bogentransportrichtung folgende Konfiguration aufweist:
characterized,
that the printing press between sheet feeder (AN; RB) and sheet delivery (AU) has the following configuration in the sheet transport direction:
dadurch gekennzeichnet,
dass die Druckmaschine zwischen Bogenanleger (AN; RB) und Bogenausleger (AU) in Bogentransportrichtung folgende Konfiguration aufweist:
characterized,
that the printing press between the sheet feeder (AN; RB) and the sheet delivery (AU) in the sheet transport direction following configuration:
dadurch gekennzeichnet,
dass die Druckwerke (D) als Flexodruckwerke ausgebildet sind, wobei unter Verwendung zweier Druckwerke ein Folienapplikationsmodul (FA) gebildet ist.Device according to claims 17 to 27,
characterized,
that the printing units (D) are designed as flexographic printing, wherein by using two printing units, a foil application module (FA) is formed.
dadurch gekennzeichnet,
dass die Druckwerke (D) mittels einer Bogentransfereinrichtung (T) derart miteinander gekoppelt sind, dass der Bedruckstofftransport in einer sich durch die Druckspalte aller Druckwerke (D) und des Folienapplikationsmoduls (FA) erstreckenden Ebene geradlinig erfolgt.Device according to claims 17 to 28,
characterized,
that the printing units (D) by means of a sheet transfer device (T) are coupled to each other that the Bedruckstofftransport in a column direction by the compression of all the printing units (D) and the foil application module (FA) extending level is rectilinear.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006015189 | 2006-04-01 | ||
| DE102006044957A DE102006044957A1 (en) | 2006-04-01 | 2006-09-22 | Embossed coating for rigid-elastic substrates |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1839903A2 true EP1839903A2 (en) | 2007-10-03 |
| EP1839903A3 EP1839903A3 (en) | 2009-07-29 |
| EP1839903B1 EP1839903B1 (en) | 2011-06-15 |
Family
ID=38109905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07005430A Revoked EP1839903B1 (en) | 2006-04-01 | 2007-03-16 | Embossing coating for metallic printing material |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1839903B1 (en) |
| JP (1) | JP2007276467A (en) |
| AT (1) | ATE512808T1 (en) |
| DE (1) | DE102006044957A1 (en) |
| ES (1) | ES2363445T3 (en) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008003629A1 (en) * | 2008-01-09 | 2009-07-23 | Ls Industrielacke Gmbh | Thermal transfer foil and process for solvent-free coating |
| WO2010066638A1 (en) | 2008-12-09 | 2010-06-17 | Manroland Ag | Device for laser treating film coatings |
| WO2010097270A3 (en) * | 2009-02-27 | 2010-10-21 | Evonik Degussa Gmbh | Printing method for producing individualized electric and/or electronic structures |
| CN102248767A (en) * | 2011-05-26 | 2011-11-23 | 北京贞亨利民印刷机械股份有限公司 | Laser paper transferring machine |
| CH703704A1 (en) * | 2010-09-14 | 2012-03-15 | Hoffmann Neopac Ag | A printing apparatus and method for printing on fabrics. |
| CN102514365A (en) * | 2011-12-20 | 2012-06-27 | 唐山万杰机械设备有限公司 | Wipe-on glue coating mechanism used with rotary printing packaging machinery on line |
| CN103057256A (en) * | 2012-06-21 | 2013-04-24 | 深圳市众立生包装科技有限公司 | High-precision printing system and printing method |
| US20150083004A1 (en) * | 2013-09-26 | 2015-03-26 | Yan-Shu Lin | Collinear printing method with page-type upfront gold-stamping, matting and snowflake printed patterns, and printed product thereof |
| US20150090139A1 (en) * | 2013-09-30 | 2015-04-02 | Yan-Shu Lin | Collinear printing method with roller-type upfront gold-stamping, matting and snowflake printed patterns, and printed product thereof |
| CN104842642A (en) * | 2015-06-09 | 2015-08-19 | 嘉善大华纸品印刷厂 | Adaptive paper grinding equipment |
| WO2017041981A1 (en) * | 2015-09-09 | 2017-03-16 | Koenig & Bauer Ag | Machine arrangement and method for sequential processing of sheet-type substrates |
| JP2017170668A (en) * | 2016-03-22 | 2017-09-28 | 株式会社小森コーポレーション | Double side burnishing machine |
| CN107297949A (en) * | 2017-08-05 | 2017-10-27 | 广州明森科技股份有限公司 | A kind of smart card thermoprinting machine |
| CN110843328A (en) * | 2018-08-20 | 2020-02-28 | 昇印光电(昆山)股份有限公司 | Texture forming equipment |
| DE102009007002B4 (en) | 2009-01-30 | 2022-05-05 | manroland sheetfed GmbH | Operation of a cold foil unit with a printing unit |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105683742B (en) | 2013-06-10 | 2018-12-25 | 豪夫迈·罗氏有限公司 | The method and apparatus for manufacturing testing element |
| CN105034569A (en) * | 2015-08-27 | 2015-11-11 | 安庆市兴丰工贸有限公司 | Improved film blowing, printing and rolling all-in-one machine |
| DE102019101997A1 (en) * | 2019-01-28 | 2020-07-30 | Koenig & Bauer Ag | Process and printing machine in each case for printing a metallic printing material |
| DE102019101998A1 (en) | 2019-01-28 | 2020-07-30 | Koenig & Bauer Ag | Process for printing a metallic printing material in a printing press |
| US20230147245A1 (en) * | 2020-04-13 | 2023-05-11 | Brasilata S/A Embalagens Metálicas | Method for treating the surface of metal foils with uv-cured protective varnish |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0569520B1 (en) | 1991-01-29 | 1996-01-17 | CROS, Jean-Pierre | Printing material and printing apparatus using same |
| DE10138864A1 (en) | 2001-08-08 | 2003-02-27 | Koenig & Bauer Ag | Plastic card production, e.g. check cards, comprises using a stiff plastic material printed sheet which is dried in an offset printing machine and then turned and printed on the rear |
| JP2003275658A (en) | 2002-03-19 | 2003-09-30 | Yodogawa Steel Works Ltd | Method for producing printing metal plate and printing apparatus therefor |
| WO2005100035A2 (en) | 2004-04-13 | 2005-10-27 | Man Roland Druckmaschinen Ag | Embossing device |
-
2006
- 2006-09-22 DE DE102006044957A patent/DE102006044957A1/en not_active Withdrawn
-
2007
- 2007-03-16 AT AT07005430T patent/ATE512808T1/en active
- 2007-03-16 ES ES07005430T patent/ES2363445T3/en active Active
- 2007-03-16 EP EP07005430A patent/EP1839903B1/en not_active Revoked
- 2007-03-30 JP JP2007093104A patent/JP2007276467A/en not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0569520B1 (en) | 1991-01-29 | 1996-01-17 | CROS, Jean-Pierre | Printing material and printing apparatus using same |
| DE10138864A1 (en) | 2001-08-08 | 2003-02-27 | Koenig & Bauer Ag | Plastic card production, e.g. check cards, comprises using a stiff plastic material printed sheet which is dried in an offset printing machine and then turned and printed on the rear |
| JP2003275658A (en) | 2002-03-19 | 2003-09-30 | Yodogawa Steel Works Ltd | Method for producing printing metal plate and printing apparatus therefor |
| WO2005100035A2 (en) | 2004-04-13 | 2005-10-27 | Man Roland Druckmaschinen Ag | Embossing device |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008003629A1 (en) * | 2008-01-09 | 2009-07-23 | Ls Industrielacke Gmbh | Thermal transfer foil and process for solvent-free coating |
| WO2010066638A1 (en) | 2008-12-09 | 2010-06-17 | Manroland Ag | Device for laser treating film coatings |
| DE102009007002B4 (en) | 2009-01-30 | 2022-05-05 | manroland sheetfed GmbH | Operation of a cold foil unit with a printing unit |
| WO2010097270A3 (en) * | 2009-02-27 | 2010-10-21 | Evonik Degussa Gmbh | Printing method for producing individualized electric and/or electronic structures |
| CH703704A1 (en) * | 2010-09-14 | 2012-03-15 | Hoffmann Neopac Ag | A printing apparatus and method for printing on fabrics. |
| CN102248767A (en) * | 2011-05-26 | 2011-11-23 | 北京贞亨利民印刷机械股份有限公司 | Laser paper transferring machine |
| CN102514365A (en) * | 2011-12-20 | 2012-06-27 | 唐山万杰机械设备有限公司 | Wipe-on glue coating mechanism used with rotary printing packaging machinery on line |
| CN103057256A (en) * | 2012-06-21 | 2013-04-24 | 深圳市众立生包装科技有限公司 | High-precision printing system and printing method |
| US20150083004A1 (en) * | 2013-09-26 | 2015-03-26 | Yan-Shu Lin | Collinear printing method with page-type upfront gold-stamping, matting and snowflake printed patterns, and printed product thereof |
| US20150090139A1 (en) * | 2013-09-30 | 2015-04-02 | Yan-Shu Lin | Collinear printing method with roller-type upfront gold-stamping, matting and snowflake printed patterns, and printed product thereof |
| CN104842642A (en) * | 2015-06-09 | 2015-08-19 | 嘉善大华纸品印刷厂 | Adaptive paper grinding equipment |
| WO2017041981A1 (en) * | 2015-09-09 | 2017-03-16 | Koenig & Bauer Ag | Machine arrangement and method for sequential processing of sheet-type substrates |
| EP3348402A1 (en) * | 2015-09-09 | 2018-07-18 | Koenig & Bauer AG | Machine arrangement for sequential processing of sheet-type substrates |
| US10259211B2 (en) | 2015-09-09 | 2019-04-16 | Koenig & Bauer Ag | Machine arrangement and method for sequential processing of sheet-type substrates |
| CN110154516A (en) * | 2015-09-09 | 2019-08-23 | 柯尼格及包尔公开股份有限公司 | Machine construction for the successively substrate of processing single sheet paper-like |
| US10556422B2 (en) | 2015-09-09 | 2020-02-11 | Koenig & Bauer Ag | Machine arrangement and method for sequential processing of sheet-type substrates |
| US10792910B2 (en) | 2015-09-09 | 2020-10-06 | Koenig & Bauer Ag | Machine arrangement and method for sequential processing of sheet-type substrates |
| CN110154516B (en) * | 2015-09-09 | 2021-07-09 | 柯尼格及包尔公开股份有限公司 | Machine arrangement for the sequential processing of sheet-like substrates |
| EP3434482A4 (en) * | 2016-03-22 | 2019-09-25 | Komori Corporation | Double-sided burnisher |
| JP2017170668A (en) * | 2016-03-22 | 2017-09-28 | 株式会社小森コーポレーション | Double side burnishing machine |
| CN107297949A (en) * | 2017-08-05 | 2017-10-27 | 广州明森科技股份有限公司 | A kind of smart card thermoprinting machine |
| CN107297949B (en) * | 2017-08-05 | 2023-10-31 | 广州明森科技股份有限公司 | Intelligent card thermoprinting machine |
| CN110843328A (en) * | 2018-08-20 | 2020-02-28 | 昇印光电(昆山)股份有限公司 | Texture forming equipment |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102006044957A1 (en) | 2007-10-04 |
| JP2007276467A (en) | 2007-10-25 |
| ES2363445T3 (en) | 2011-08-04 |
| EP1839903A3 (en) | 2009-07-29 |
| ATE512808T1 (en) | 2011-07-15 |
| EP1839903B1 (en) | 2011-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1839903B1 (en) | Embossing coating for metallic printing material | |
| EP3348402B1 (en) | Machine arrangement for sequential processing of sheet-type substrates | |
| EP1940624B1 (en) | Method and printing machine for the production of packaging and promotional materials | |
| EP1803562A1 (en) | Embossing device for coating sheets to be printed | |
| EP2288505B1 (en) | Method and apparatus for application of cold foil material onto a sheet material in a processing machine | |
| DE102005011568A1 (en) | Coating method for printed sheet in sheet processing machine involves figure moderate coating e.g. metallic coating of printed sheet with glue with coating head whereby impression cylinder and press roller are built in coating module | |
| DE102005021185A1 (en) | Opaque white application method e.g. for effect coatings on print substrate, providing over print after covering is dried and hardened so that the coating application can be printed by several ink jet print heads directly by printing | |
| EP1803564A2 (en) | Device for film coating | |
| WO2007073833A1 (en) | Overprintable embossing coating | |
| EP1700692B1 (en) | Device for transferring imaging layers from a carrier sheet to printing sheets | |
| DE102006015249A1 (en) | Device for transfer of picture generating layers of transfer foil, has coating module as assembly unit with device for guiding sheet of transfer foil to transfer gap in and out of transfer gap and coating module is assigned to coating head | |
| EP2121327B1 (en) | Cold film application and simultaneous embossing | |
| EP2106346B1 (en) | Multi-color printing machine having a foil transfer device | |
| EP1798033A2 (en) | Lamination using an embossing device | |
| EP1880848A2 (en) | Transfer device and method using an embossing device | |
| EP1700695A2 (en) | Embossing device for product assurance in a sheet-fed printing press and method therefore | |
| DE102012218022A1 (en) | Method for transferring imaging layers of transfer film in offset printing machine, involves dissolving transfer film under transfer layer disconnection outside of negative image regions to produce total surface on printed sheet | |
| EP1674260B1 (en) | Transfer process | |
| DE102008042937A1 (en) | Embossing coating for film substrates | |
| EP1700694A2 (en) | Method of embossing for corrugated cardboard in a sheet-fed printing press and associated device | |
| DE102007058285A1 (en) | Carrier foil's imaging or covering and/or overlapping layers transferring method for e.g. sheet-fed rotary printing machine, involves printing and/or coating printed sheet on side opposite to foil coating and/or providing sheet with coating | |
| DE102006048521A1 (en) | Fabrication method for packaging- and advertising-material, involves generating print-image on printing sheet with inclusion of foil image | |
| EP2055479A2 (en) | Transfer printing procedure | |
| DE102006061663A1 (en) | Sheet-fed printing machine with film transfer device | |
| EP1700693A2 (en) | Method for embossing and assiciated device for printing material with structured surface in a sheet-fed printing press |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MANROLAND AG |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41F 7/16 20060101ALI20090404BHEP Ipc: B44C 1/17 20060101AFI20070718BHEP Ipc: B41F 16/00 20060101ALI20090404BHEP Ipc: B41F 19/06 20060101ALI20090404BHEP Ipc: B41F 17/00 20060101ALI20090404BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B42D 15/10 20060101ALI20090624BHEP Ipc: B44C 1/17 20060101AFI20070718BHEP Ipc: B41F 7/16 20060101ALI20090624BHEP Ipc: B41F 16/00 20060101ALI20090624BHEP Ipc: B41F 19/06 20060101ALI20090624BHEP Ipc: B41F 23/04 20060101ALI20090624BHEP Ipc: B41F 19/00 20060101ALI20090624BHEP Ipc: B41F 17/00 20060101ALI20090624BHEP |
|
| 17P | Request for examination filed |
Effective date: 20100129 |
|
| 17Q | First examination report despatched |
Effective date: 20100223 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007007404 Country of ref document: DE Effective date: 20110728 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2363445 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110804 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110916 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111017 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111015 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: HEIDELBERGER DRUCKMASCHINEN AG Effective date: 20120315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502007007404 Country of ref document: DE Effective date: 20120315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| BERE | Be: lapsed |
Owner name: MANROLAND A.G. Effective date: 20120331 |
|
| 29U | Proceedings interrupted after grant according to rule 142 epc |
Effective date: 20120315 |
|
| 29W | Proceedings resumed after grant [after interruption of proceedings according to rule 142 epc] |
Effective date: 20121203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MANROLAND SHEETFED GMBH |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 |
|
| 29U | Proceedings interrupted after grant according to rule 142 epc |
Effective date: 20120316 |
|
| 29W | Proceedings resumed after grant [after interruption of proceedings according to rule 142 epc] |
Effective date: 20121203 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120313 Year of fee payment: 6 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: MANROLAND SHEETFED GMBH, DE Effective date: 20130403 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20130411 AND 20130417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110915 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120327 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502007007404 Country of ref document: DE Owner name: MANROLAND SHEETFED GMBH, DE Free format text: FORMER OWNER: MAN ROLAND DRUCKMASCHINEN AG, 63075 OFFENBACH, DE Effective date: 20110607 Ref country code: DE Ref legal event code: R081 Ref document number: 502007007404 Country of ref document: DE Owner name: MANROLAND SHEETFED GMBH, DE Free format text: FORMER OWNER: MANROLAND AG, 63075 OFFENBACH, DE Effective date: 20130617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130316 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 512808 Country of ref document: AT Kind code of ref document: T Effective date: 20130316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140319 Year of fee payment: 8 Ref country code: CH Payment date: 20140319 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120316 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140319 Year of fee payment: 8 Ref country code: IT Payment date: 20140324 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140612 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140319 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070316 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R064 Ref document number: 502007007404 Country of ref document: DE Ref country code: DE Ref legal event code: R103 Ref document number: 502007007404 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130317 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PLX |
|
| 27W | Patent revoked |
Effective date: 20140823 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Effective date: 20140823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20110615 Ref country code: CH Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20110615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R107 Ref document number: 502007007404 Country of ref document: DE Effective date: 20150430 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 512808 Country of ref document: AT Kind code of ref document: T Effective date: 20140823 |