EP1756359B1 - Tuchkreppverfahren bei hohem festkörpergehalt zur herstellung eines saugfähigen papiers mit tuchinterner trocknung - Google Patents
Tuchkreppverfahren bei hohem festkörpergehalt zur herstellung eines saugfähigen papiers mit tuchinterner trocknung Download PDFInfo
- Publication number
- EP1756359B1 EP1756359B1 EP05766962A EP05766962A EP1756359B1 EP 1756359 B1 EP1756359 B1 EP 1756359B1 EP 05766962 A EP05766962 A EP 05766962A EP 05766962 A EP05766962 A EP 05766962A EP 1756359 B1 EP1756359 B1 EP 1756359B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- fabric
- creping
- regions
- percent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
















Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
- D21H27/004—Tissue paper; Absorbent paper characterised by specific parameters
- D21H27/005—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness
Definitions
- the present invention relates generally to methods of making absorbent cellulosic sheet and more particularly to a method of making absorbent sheet by way of dewatering a cellulosic furnish and drying the nascent web without wet- pressing, followed by fabric creping the web and further drying the web while it is held in the creping fabric.
- the method is readily adaptable to existing manufacturing assets including multiple can dryers, for example, of the type used to make coated papers.
- the process provides premium absorbent products with a minimum of capital investment and allows use of recycle fiber as well as recycle energy sources.
- Methods of making paper tissue, towel, and the like are well known, including various features such as Yankee drying, tliroughdrying, fabric creping, dry creping, wet creping and so forth.
- Conventional wet pressing processes have certain advantages over conventional through-air drying processes including: (1) lower energy costs associated with the mechanical removal of water rather than transpiration drying with hot air; and (2) higher production speeds which are more readily achieved with processes which utilize wet pressing to form a web.
- through-air drying processing has been widely adopted for new capital investment, particularly for the production of soft, bulky, premium quality tissue and towel products.
- US 2002/0088577 discloses a process for making an absorbent sheet and includes: (1) depositing an aqueous furnish of cellulosic fiber on a forming fabric; (b) non-compactively drying the nascent web to a consistency of from about 15 to about 40 percent; (c) transferring the web from the forming fabric to another fabric travelling at a speed of from about 10 to about 80 percent slower than the forming fabric; (d) wet-shaping the web on an impression fabric whereby the web is macroscopically rearranged to conform to the surface of the impression fabric; and (e) impingement air drying the web.
- Fabric creping has been employed in connection with papermaking processes which include mechanical or compactive dewatering of the paper web as a means to influence product properties. See United States Patent Nos. 4,689,119 and 4,551,199 of Weldon ; 4,849,054 and 4,834,838 of Klowak ; and 6,287,426 of Edwards et al . Operation of fabric creping processes has been hampered by the difficulty of effectively transfering a web of high or intermediate consistency to a dryer. Note also United States Patent No. 6,350,349 to Hermans et al . which discloses wet transfer of a web from a rotating transfer surface to a fabric. Further United States Patents relating to fabric creping more generally include the following: 4,834,838 ; 4,482,429 4,445,638 as well as 4,440,597 to Wells et al .
- United States Patent No. 5,851,353 to Fiscus et al teaches a method for can drying wet webs for tissue products wherein a partially dewatered wet web is restrained between a pair of molding fabrics.
- the restrained wet web is processed over a plurality of can dryers, for example, from a consistency of about 40 percent to a consistency of at least about 70 percent.
- the sheet molding fabrics protect the web from direct contact with the can dryers and impart an impression on the web. See also United States Patent No. 5,336,373 to Scattolino et al .
- the absorbency, bulk and stretch is improved by can drying, for example, prior to high solids fabric creping in a pressure nip and therafter final drying the web.
- the process of the invention has the high speed and furnish tolerance to recycle fiber of conventional wet press processes and is practiced without transferring a partially dried web to a Yankee dryer.
- a still further advantage of the invention is that the process can be practiced on existing flat paper machine assets modified to make premium tissue and towel basesheet.
- the wet web is dried to a consistency of at least about 92 percent while it is held in the creping fabric and preferably the wet web is dried to a consistency of at least about 95 percent while it is held in the creping fabric.
- the web is dried without wet-pressing with a first plurality can dryers prior to transfer to the translating transfer surface while the web is held in a fabric. After creping, the web is further dried with a plurality of can dryers while it is held in the creping fabric wherein optionally the web is dried with an impingement-air dryer.
- the inventive method is advantageously operated at a Fabric Crepe of from about 10 to about 100 percent, preferably in some cases, operated at a Fabric Crepe of at least about 40 percent. Fabric Crepe of at least about 60 percent or at least about 80 percent is readily achieved.
- inventive method may be practiced wherein the web is fabric-creped at a consistency of from about 45 percent to about 60 percent or wherein the web is fabric-creped at a consistency of from about 40 percent to about 50 percent.
- fabric creping takes place at a consistency of at least about 35 percent.
- the web has an absorbency of at least about 7 g/g.
- the plurality of fiber enriched regions and colligating regions recur in a regular pattern of interconnected fibrous regions throughout the web where the orientation bias of the fibers of the fiber enriched regions and colligating regions are transverse to one another, optionally wherein the fibers of the fiber enriched regions are substantially oriented in the CD.
- the plurality of fiber enriched regions have a higher local basis weight than the colligating regions and at least a portion of the colligating regions consist of fibers that are substantially oriented in the MD such as where there is a repeating pattern including a plurality of fiber enriched regions, a first plurality of colligating regions whose fiber orientation is biased toward the machine-direction, and a second plurality of colligating regions whose fiber orientation is biased toward the machine-direction but offset from the fiber orientation bias of the first plurality of colligating regions.
- a preferred product is one wherein the fibers of at least one of the plurality of colligating regions are substantially oriented in the MD and wherein the fiber enriched regions exhibit a plurality of U-shaped folds as seen in Figures 13 and 15 .
- the creping fabric provided with CD knuckles defining creping surfaces transverse to the machine-direction such that the distribution of the fiber enriched regions in the product corresponds to the arrangement of CD knuckles on the creping fabric.
- Basis weight refers to the weight of a 3000 square foot ream of product. Consistency refers to percent solids of a nascent web, for example, calculated on a bone dry basis. "Air dry” means including residual moisture, by convention up to about 10 percent moisture for pulp and up to about 6% for paper. A nascent web having 50 percent water and 50 percent bone dry pulp has a consistency of 50 percent.
- cellulosic cellulosic sheet
- papermaking fibers include virgin pulps or recycle (secondary) cellulosic fibers or fiber mixes comprising cellulosic fibers.
- Fibers suitable for making the webs of this invention include: nonwood fibers, such as cotton fibers or cotton derivatives, abaca, kenaf, sabai grass, flax, esparto grass, straw, jute hemp, bagasse, milkweed floss fibers, and pineapple leaf fibers; and wood fibers such as those obtained from deciduous and coniferous trees, including softwood fibers, such as northern and southern softwood kraft fibers; hardwood fibers, such as eucalyptus, maple, birch, aspen, or the like.
- Papermaking fibers can be liberated from their source material by any one of a number of chemical pulping processes familiar to one experienced in the art including sulfate, sulfite, polysulfide, soda pulping, etc.
- the pulp can be bleached if desired by chemical means including the use of chlorine, chlorine dioxide, oxygen, alkaline peroxide and so forth.
- the products of the present invention may comprise a blend of conventional fibers (whether derived from virgin pulp or recycle sources) and high coarseness lignin-rich tubular fibers, such as bleached chemical thermomechanical pulp (BCTMP).
- BCTMP bleached chemical thermomechanical pulp
- "Furnishes" and like terminology refers to aqueous compositions including papermaking fibers, optionally wet strength resins, debonders and the like for making paper products.
- wet pressing the web or furnish refers to mechanical dewatering by wet pressing on a dewatering felt, for example by use of mechanical pressure applied continuously over the web surface as in a nip between a press roll and a press shoe wherein the web is in contact with the papermaking felt.
- Wet pressing a nascent a web thus refers, for example, to removing water from a nascent web having a consistency of less than 30 percent or so by application of pressure thereto and/or increasing the consistency of the web by about 15 percent or more by application of pressure thereto while the wet web is in contact with a felt.
- Creping fabric and like terminology refers to a fabric or belt which bears a pattern suitable for practicing the process of the present invention and preferably is permeable enough such that the web may be dried while it is held in the creping fabric. In cases where the web is transferred to another fabric or surface (other than the creping fabric) for drying, the creping fabric may have lower permeability.
- Fabric side and like terminology refers to the side of the web which is in contact with the creping and drying fabric.
- Dryer side or “can side” is the side of the web opposite the fabric side of the web.
- Fpm refers to feet per minute.
- MD machine direction
- CD cross-machine direction
- Nip parameters include, without limitation, nip pressure, nip length, backing roll hardness, fabric approach angle, fabric takeaway angle, uniformity, and velocity delta between surfaces of the nip.
- Nip length means the length over which the nip surfaces are in contact.
- a translating transfer surface refers to the surface from which the web is creped into the creping fabric.
- the translating transfer surface may be the surface of a rotating drum as described hereafter, or may be the surface of a continuous smooth moving belt or another moving fabric which may have surface texture and so forth.
- the translating transfer surface needs to support the web and facilitate the high solids creping as will be appreciated from the discussion which follows.
- Calipers and or bulk reported herein may be measured 1, 4 or 8 sheet calipers as specified.
- the sheets are stacked and the caliper measurement taken about the central portion of the stack.
- the test samples are conditioned in an atmosphere of 23° ⁇ 1.0°C (73.4° ⁇ 1.80F) at 50% relative humidity for at least about 2 hours and then measured with a Thwing-Albert Model 89-11- JR or Progage Electronic Thickness Tester with 2-in (50.8-mm) diameter anvils, 539 ⁇ 10 grams dead weight load, and 0.587 cm/sec (0.231 in./sec) descent rate.
- each sheet of product to be tested must have the same number of plies as the product is sold.
- each sheet to be tested must have the same number of plies as produced off the winder.
- basesheet testing off of the paper machine reel single plies must be used. Sheets are stacked together aligned in the MD. On custom embossed or printed product, try to avoid taking measurements in these areas if at all possible. Bulk may also be expressed in units of volume/weight by dividing caliper by basis weight.
- the simple absorbency tester is a particularly useful apparatus for measuring the hydrophilicity and absorbency properties of a sample of tissue, napkins, or towel.
- a sample of tissue, napkins, or towel 50.8 mm (2.0 inches) in diameter is mounted between a top flat plastic cover and a bottom grooved sample plate.
- the tissue, napkin, or towel sample disc is held in place by a 3.18 mm (1/8 inch) wide circumference flange area.
- the sample is not compressed by the holder.
- De- ionized water at 22.8°C (73 °F) is introduced to the sample at the center of the bottom sample plate through a 1 mm. diameter conduit.
- This water is at a hydrostatic head of minus 5 mm.
- Flow is initiated by a pulse introduced at the start of the measurement by the instrument mechanism.
- Water is thus imbibed by the tissue, napkin, or towel sample from this central entrance point radially outward by capillary action.
- rate of water imbibation decreases below 0.005 g water per 5 seconds, the test is terminated.
- the amount of water removed from the reservoir and absorbed by the sample is weighed and reported as grams of water per square meter of sample or grams of water per gram of sheet.
- an M/K Systems Inc. Gravimetric Absorbency Testing System is used. This is a commercial system obtainable from M/K Systems Inc., 12 Garden Street, Danvers, Mass., 01923.
- WAC or water absorbent capacity also referred to as SAT is actually determined by the instrument itself.
- WAC is defined as the point where the weight versus time graph has a "zero" slope, i.e., the sample has stopped absorbing.
- the termination criteria for a test are expressed in maximum change in water weight absorbed over a fixed time period. This is basically an estimate of zero slope on the weight versus time graph.
- the program uses a change of 0.005g over a 5 second time interval as termination criteria; unless "Slow SAT" is specified in which case the cut off criteria is 1 mg in 20 seconds.
- Dry tensile strengths (MD and CD), stretch, ratios thereof, modulus, break modulus, stress and strain are measured with a standard Instron test device or other suitable elongation tensile tester which may be configured in various ways, typically using 76.2 mm or 25.4 mm (3 or 1 inch) wide strips of tissue or towel, conditioned in an atmosphere of 23° ⁇ I0C (73.4° ⁇ I0F) at 50% relative humidity for 2 hours.
- the tensile test is run at a crosshead speed of 50.8 mm/min. (2 in/min.) Modulus is expressed in lbs/inch per inch of elongation unless otherwise indicated.
- Tensile ratios are simply ratios of the values determined by way of the foregoing methods. Unless otherwise specified, a tensile property is a dry sheet property.
- Fabric crepe ratio is an expression of the speed differential between the creping fabric and the forming wire and typically calculated as the ratio of the web speed immediately before fabric creping and the web speed immediately following fabric creping, the forming wire and transfer surface being typically, but not necessarily, operated at the same speed:
- a web creped from a transfer cylinder with a surface speed of 3.81 m/s (750 fpm) to a fabric with a velocity of 2.54 m/s (500 fpm) has a fabric crepe ratio of 1.5 and a fabric crepe of 50%.
- Rush Transfer Ratio donor fabric speed + receiving fabric speed.
- Rush Transfer, percent (Rush Transfer Ratio - 1) x 100%.
- PLI or pli means pounds force per linear inch.
- Fabric side and like terminology refers to the side of the web which is in contact with the creping and drying fabric.
- Dryer side or “can side” is the side of the web opposite the fabric side of the web.
- Fpm refers to feet per minute.
- MD machine direction
- CD cross-machine direction
- Nip parameters include, without limitation, nip pressure, nip length, backing roll hardness, fabric approach angle, fabric takeaway angle, uniformity, and velocity delta between surfaces of the nip.
- Nip length means the length over which the nip surfaces are in contact.
- a translating transfer surface refers to the surface from which the web is creped into the creping fabric.
- the translating transfer surface may be the surface of a rotating drum as described hereafter, or may be the surface of a continuous smooth moving belt or another moving fabric which may have surface texture and so forth.
- the translating transfer surface needs to support the web and facilitate the high solids creping as will be appreciated from the discussion which follows.
- Calipers and or bulk reported herein may be measured 1, 4 or 8 sheet calipers as specified.
- the sheets are stacked and the caliper measurement taken about the central portion of the stack.
- the test samples are conditioned in an atmosphere of 23° ⁇ 1.0°C (73.4° ⁇ 1.80F) at 50% relative humidity for at least about 2 hours and then measured with a Thwing-Albert Model 89-11- JR or Progage Electronic Thickness Tester with 2-in (50.8-mm) diameter anvils, 539 ⁇ 10 grams dead weight load, and 0.587 cm/sec (0.231 in./sec) descent rate.
- each sheet of product to be tested must have the same number of plies as the product is sold.
- each sheet to be tested must have the same number of plies as produced off the winder.
- basesheet testing off of the paper machine reel single plies must be used. Sheets are stacked together aligned in the modifiers and so forth. It is preferred to use crosslinker sparingly or not at all in the adhesive in many cases; such that the resin is substantially non-crosslinkable in use.
- Creping adhesives may comprise a thermosetting or non-thermosetting resin, a film-forming semi-crystalline polymer and optionally an inorganic cross-linking agent as well as modifiers.
- the creping adhesive of the present invention may also include any art-recognized components, including, but not limited to, organic cross linkers, hydrocarbons oils, surfactants, or plasticizers.
- Creping modifiers which may be used include a quaternary ammonium complex comprising at least one non-cyclic amide.
- the quaternary ammonium complex may also contain one or several nitrogen atoms (or other atoms) that are capable of reacting with alkylating or quaternizing agents.
- These alkylating or quaternizing agents may contain zero, one, two, three or four non-cyclic amide containing groups.
- An amide containing group is represented by the following formula structure: where R 7 and R 8 are non-cyclic molecular chains of organic or inorganic atoms.
- Preferred non-cyclic bis-amide quaternary ammonium complexes can be of the formula: where R 1 and R 2 can be long chain non-cyclic saturated or unsaturated aliphatic groups; R 3 and R 4 can be long chain non-cyclic saturated or unsaturated aliphatic groups, a halogen, a hydroxide, an alkoxylated fatty acid, an alkoxylated fatty alcohol, a polyethylene oxide group, or an organic alcohol group; and R5 and R6 can be long chain non-cyclic saturated or unsaturated aliphatic groups.
- the modifier is present in the creping adhesive in an amount of from about 0.05% to about 50%, more preferably from about 0.25% to about 20%, and most preferably from about 1% to about 18% based on the total solids of the creping adhesive composition.
- Modifiers include those obtainable from Goldschmidt Corporation of Essen/Germany or Process Application Corporation based in Washington Crossing, PA.
- Appropriate creping modifiers from Goldschmidt Corporation include, but are not limited to, VARISOFT® 222LM, VARISOFT® 222, VARISOFT® 110, VARISOFT® 222LT, VARISOFT® 110 DEG, and VARISOFT® 238.
- Appropriate creping modifiers from Process Application Corporation include, but are not limited to, PALSOFT 580 FDA or PALSOFT 580C.
- creping modifiers for use in the present invention include, but are not limited to, those compounds as described in WO/01/85109 .
- Creping adhesives for use in connection with to the present invention may include any suitable thermosetting or non-thermosetting resin.
- Resins according to the present invention are preferably chosen from thermosetting and non- thermosetting polyamide resins or glyoxylated polyacrylamide resins.
- Polyamides for use in the present invention can be branched or uiibranched, saturated or unsaturated.
- Polyamide resins for use in the present invention may include polyaminoamide-epichlorohydrin (PAE) resins of the same general type employed as wet strength resins. PAE resins are described, for example, in " Wet-Strength Resins and Their Applications," Ch. 2, H. Epsy entitled Alkaline-Curing Polymeric Amine-Epichlorohydrin Resins .
- Preferred PAE resins for use according to the present invention include a water-soluble polymeric reaction product of an epihalohydrin, preferably epichlorohydrin, and a water-soluble polyamide having secondary amine groups derived from a polyalkylene polyamine and a saturated aliphatic dibasic carboxylic acid containing from about 3 to about 10 carbon atoms.
- non-thermosetting cationic polyamide resins can be found in United States Patent No. 5,338,807, issued to Espy et al .
- the non-thermosetting resin may be synthesized by directly reacting the polyamides of a dicarboxylic acid and methyl bis(3-aminopropyl)amine in an aqueous solution, with epichlorohydrin.
- the carboxylic acids can include saturated and unsaturated dicarboxylic acids having from about 2 to 12 carbon atoms, including for example, oxalic, malonic, succinic, glutaric, adipic, pilemic, suberic, azelaic, sebacic, maleic, itaconic, phthalic, and terephthalic acids. Adipic and glutaric acids are preferred, with adipic acid being the most preferred.
- the esters of the aliphatic dicarboxylic acids and aromatic dicarboxylic acids, such as the phathalic acid, may be used, as well as combinations of such dicarboxylic acids or esters.
- Thermosetting polyamide resins for use in the present invention may be made from the reaction product of an epihalohydrin resin and a polyamide containing secondary amine or tertiary amines.
- a dibasic carboxylic acid is first reacted with the polyalkylene polyamine, optionally in aqueous solution, under conditions suitable to produce a water- soluble polyamide.
- the preparation of the resin is completed by reacting the water-soluble amide with an epihalohydrin, particularly epichlorohydrin, to form the water-soluble thermosetting resin.
- thermosetting polyamide-epihalohydrin resin The preparation of water soluble, thermosetting polyamide-epihalohydrin resin is described in United States Patents Nos. 2,926,116 ; 3,058,873 ; and 3,772,076 issued to Kiem.
- the polyamide resin may be based on DETA instead of a generalized polyamine.
- DETA decanediol
- Two examples of structures of such a polyamide resin are given below.
- Structure 1 shows two types of end groups: a di-acid and a mono-acid based group:
- Structure 2 shows a polymer with one end-group based on a di-acid group and the other end-group based on a nitrogen group:
- the polyamide resin has a viscosity of from about 80 to about 800 centipoise and a total solids of from about 5% to about 40%.
- the polyamide resin is present in the creping adhesive according to the present invention in an amount of from about 0% to about 99.5%.
- the polyamide resin is present in the creping adhesive in an amount of from about 20% to about 80%.
- the polyamide resin is present in the creping adhesive in an amount of from about 40% to about 60% based on the total solids of the creping adhesive composition.
- Polyamide resins for use according to the present invention can be obtained from Ondeo-Nalco Corporation, based in Naperville, Illinois, and Hercules Corporation, based in Wilmington, Delaware.
- Creping adhesive resins for use according to the present invention from Ondeo-Nalco Corporation include, but are not limited to, CREPECCEL® 675NT, CREPECCEL® 675P and CREPECCEL® 690HA.
- Appropriate creping adhesive resins available from Hercules Corporation include, but are not limited to, HERCULES 82-176, Unisoft 805 and CREPETROL A-6115.
- polyamide resins for use according to the present invention include, for example, those described in United States Patent Nos. 5,961,782 and 6,133,405 .
- the creping adhesive may also comprise a film-forming semi-crystalline polymer.
- Film-forming semi-crystalline polymers for use in the present invention can be selected from, for example, hemicellulose, carboxymethyl cellulose, and most preferably includes polyvinyl alcohol (PVOH).
- Polyvinyl alcohols used in the creping adhesive can have an average molecular weight of about 13,000 to about 124,000 daltons. According to one embodiment, the polyvinyl alcohols have a degree of hydrolysis of from about 80% to about 99.9%. According to another embodiment, polyvinyl alcohols have a degree of hydrolysis of from about 85% to about 95%. In yet another embodiment, polyvinyl alcohols have a degrees of hydrolysis of from about 86% to about 90%.
- polyvinyl alcohols preferably have a viscosity, measured at 20 degree centigrade using a 4% aqueous solution, of from about 2 to about 100 centipoise. According to another embodiment, polyvinyl alcohols have a viscosity of from about 10 to about 70 centipoise. In yet another embodiment, polyvinyl alcohols have a viscosity of from about 20 to about 50 centipoise.
- the polyvinyl alcohol is present in the creping adhesive in an amount of from about 10% to 90% or 20% to about 80% or more. In some embodiments, the polyvinyl alcohol is present in the creping adhesive in an amount of from about 40% to about 60%, by weight, based on the total solids of the creping adhesive composition.
- Polyvinyl alcohols for use according to the present invention include those obtainable from Monsanto Chemical Co. and Celanese Chemical. Appropriate polyvinyl alcohols from Monsanto Chemical Co. include Gelvatols, including, but not limited to, GELVATOL 1-90, GELVATOL 3-60, GELVATOL 20-30, GELVATOL 1-30, GELVATOL 20-90, and GELVATOL 20-60. Regarding the Gelvatols, the first number indicates the percentage residual polyvinyl acetate and the next series of digits when multiplied by 1,000 gives the number corresponding to the average molecular weight.
- the creping adhesive may also comprise one or more inorganic cross-linking salts or agents.
- Such additives are believed best used sparingly or not at all in connection with the present invention.
- a non-exhaustive list of multivalent metal ions includes calcium, barium, titanium, chromium, manganese, iron, cobalt, nickel, zinc, molybdenium, tin, antimony, niobium, vanadium, tungsten, selenium, and zirconium. Mixtures of metal ions can be used.
- Preferred anions include acetate, formate, hydroxide, carbonate, chloride, bromide, iodide, sulfate, tartrate, and phosphate.
- zirconium salt for use according to one embodiment of the present invention can be chosen from one or more zirconium compounds having a valence of plus four, such as ammonium zirconium carbonate, zirconium acetylacetonate, zirconium acetate, zirconium carbonate, zirconium sulfate, zirconium phosphate, potassium zirconium carbonate, zirconium sodium phosphate, and sodium zirconium tartrate.
- Appropriate zirconium compounds include, for example, those described in United States Patent No. 6,207,011 .
- the inorganic cross-linking salt can be present in the creping adhesive in an amount of from about 0% to about 30%. In another embodiment, the inorganic cross-linking agent can be present in the creping adhesive in an amount of from about 1% to about 20%. hi yet another embodiment, the inorganic cross-linking salt can be present in the creping adhesive in an amount of from about 1% to about 10% by weight based on the total solids of the creping adhesive composition.
- Zirconium compounds for use according to the present invention include those obtainable from EKA Chemicals Co. (previously Hopton Industries) and Magnesium Elektron, Inc. Appropriate commercial zirconium compounds from EKA Chemicals Co. are AZCOTE 5800M and KZCOTE 5000 and from Magnesium Elektron, Inc. are AZC or KZC.
- the creping adhesive according to the present invention can include any other art recognized components, including, but not limited to, organic cross-linkers, hydrocarbon oils, surfactants, amphoterics, humectants, plasticizers, or other surface treatment agents.
- organic cross-linkers includes glyoxal, maleic anhydride, bismaleimide, bis acrylamide, and epihalohydrin.
- the organic cross-linkers can be cyclic or non-cyclic compounds.
- Plastizers for use in the present invention can include propylene glycol, diethylene glycol, Methylene glycol, dipropylene glycol, and glycerol.
- the creping adhesive may be applied as a single composition or may be applied in its component parts. More particularly, the polyamide resin may be applied separately from the polyvinyl alcohol (PVOH) and the modifier.
- PVOH polyvinyl alcohol
- an absorbent paper web is made by dispersing papermaking fibers into aqueous furnish (slurry) and depositing the aqueous furnish onto the forming wire of a papermaking machine.
- Any suitable forming scheme might be used.
- an extensive but non-exhaustive list in addition to Fourdrinier formers includes a crescent former, a C-wrap twin wire former, an S -wrap twin wire former, or a suction breast roll former.
- the forming fabric can be any suitable foraminous member including single layer fabrics, double layer fabrics, triple layer fabrics, photopolymer fabrics, and the like. Non- exhaustive background art in the forming fabric area includes United States Patent Nos.
- Foam-forming of the aqueous furnish on a forming wire or fabric may be employed as a means for controlling the permeability or void volume of the sheet upon fabric-creping. Foam-forming techniques are disclosed in United States Patent No. 4,543,156 and Canadian Patent No. 2,053,505 .
- the foamed fiber furnish is made up from an aqueous slurry of fibers mixed with a foamed liquid carrier just prior to its introduction to the headbox.
- the pulp slurry supplied to the system has a consistency in the range of from about 0.5 to about 7 weight percent fibers, preferably in the range of from about 2.5 to about 4.5 weight percent.
- the pulp slurry is added to a foamed liquid comprising water, air and surfactant containing 50 to 80 percent air by volume forming a foamed fiber furnish having a consistency in the range of from about 0.1 to about 3 weight percent fiber by simple mixing from natural turbulence and mixing inherent in the process elements.
- the addition of the pulp as a low consistency slurry results in excess foamed liquid recovered from the forming wires.
- the excess foamed liquid is discharged from the system and may be used elsewhere or treated for recovery of surfactant therefrom.
- the furnish may contain chemical additives to alter the physical properties of the paper produced. These chemistries are well understood by the skilled artisan and may be used in any known combination. Such additives may be surface modifiers, softeners, debonders, strength aids, latexes, opacifiers, optical brighteners, dyes, pigments, sizing agents, barrier chemicals, retention aids, insolubilizers, organic or inorganic crosslinkers, or combinations thereof; said chemicals optionally comprising polyols, starches, PPG esters, PEG esters, phospholipids, surfactants, polyamines, HMCP (Hydrophobically Modified Cationic Polymers), HMAP (Hydrophobically Modified Anionic Polymers) or the like.
- additives may be surface modifiers, softeners, debonders, strength aids, latexes, opacifiers, optical brighteners, dyes, pigments, sizing agents, barrier chemicals, retention aids, insolubilizers, organic
- the pulp can be mixed with strength adjusting agents such as wet strength agents, dry strength agents and debonders/softeners and so forth. Suitable wet strength agents are known to the skilled artisan. A comprehensive but non- exhaustive list of useful strength aids include ureaformaldehyde resins, melamine formaldehyde resins, glyoxylated polyacrylamide resins, polyamide- epichlorohydrin resins and the like.
- Thermosetting polyacrylamides are produced by reacting acrylamide with diallyl dimethyl ammonium chloride (DADMAC) to produce a cationic polyacrylamide copolymer which is ultimately reacted with glyoxal to produce a cationic cross-linking wet strength resin, glyoxylated polyacrylamide.
- DMDMAC diallyl dimethyl ammonium chloride
- a cationic polyacrylamide copolymer which is ultimately reacted with glyoxal to produce a cationic cross-linking wet strength resin, glyoxylated polyacrylamide.
- Resins of this type are commercially available under the trade name of PAREZ 63 INC by Bayer Corporation.
- Different mole ratios of acrylamide/-DADMAC/glyoxal can be used to produce cross-linking resins, which are useful as wet strength agents.
- dialdehydes can be substituted for glyoxal to produce thermosetting wet strength characteristics.
- polyamide- epichlorohydrin wet strength resins an example of which is sold under the trade names Kymene 557LX and Kymene 557H by Hercules Incorporated of Wilmington, Delaware and Amres® from Georgia-Pacific Resins, Inc. These resins and the process for making the resins are described in United States Patent No. 3,700,623 and United States Patent No. 3,772,076 .
- Suitable temporary wet strength agents may likewise be included.
- a comprehensive but non-exhaustive list of useful temporary wet strength agents includes aliphatic and aromatic aldehydes including glyoxal, malonic dialdehyde, succinic dialdehyde, glutaraldehyde and dialdehyde starches, as well as substituted or reacted starches, disaccharides, polysaccharides, chitosan, or other reacted polymeric reaction products of monomers or polymers having aldehyde groups, and optionally, nitrogen groups.
- Representative nitrogen containing polymers which can suitably be reacted with the aldehyde containing monomers or polymers, includes vinyl-amides, acrylamides and related nitrogen containing polymers.
- the temporary wet strength resin may be any one of a variety of water- soluble organic polymers comprising aldehydic units and cationic units used to increase dry and wet tensile strength of a paper product. Such resins are described in United States Patent Nos. 4,675,394 ; 5,240,562 ; 5,138,002 ; 5,085,736 ; 4,981,557 ; 5,008,344 ; 4,603,176 ; 4,983,748 ; 4,866,151 ; 4,804,769 and 5,217,576 . Modified starches sold under the trademarks CO-BOND® 1000 and CO-BOND® 1000 Plus, by National Starch and Chemical Company of Bridgewater, NJ. may be used.
- the cationic aldehydic water soluble polymer can be prepared by preheating an aqueous slurry of approximately 5% solids maintained at a temperature of approximately 116°C (240 degrees Fahrenheit) and a pH of about 2.7 for approximately 3.5 minutes. Finally, the slurry can be quenched and diluted by adding water to produce a mixture of approximately 1.0% solids at less than about 54.4°C (130 degrees Fahrenheit).
- Temporary wet strength agents such as glyoxylated polyacrylamide can be used.
- Temporary wet strength agents such glyoxylated polyacrylamide resins are produced by reacting acrylamide with diallyl dimethyl ammonium chloride (DADMAC) to produce a cationic polyacrylamide copolymer which is ultimately reacted with glyoxal to produce a cationic cross-linking temporary or semi- permanent wet strength resin, glyoxylated polyacrylamide.
- DADMAC diallyl dimethyl ammonium chloride
- Resins of this type are commercially available under the trade name of PAREZ 63 INC, by Bayer Industries. Different mole ratios of acrylamide/DADMAC/glyoxal can be used to produce cross-linking resins, which are useful as wet strength agents. Furthermore, other dialdehydes can be substituted for glyoxal to produce wet strength characteristics.
- Suitable dry strength agents include starch, guar gum, polyacrylamides, carboxymethyl cellulose and the like. Of particular utility is carboxymethyl cellulose, an example of which is sold under the trade name Hercules CMC, by Hercules Incorporated of Wilmington, Delaware.
- the pulp may contain from about 0 to about 7.51 q/t (15 lb/ton) of dry strength agent. According to another embodiment, the pulp may contain from about 0.5 to about 2.5 kg/t (about 1 to about 5 Ibs/ton) of dry strength agent.
- Suitable debonders are likewise known to the skilled artisan. Debonders or softeners may also be incorporated into the pulp or sprayed upon the web after its formation.
- the present invention may also be used with softener materials including but not limited to the class of amido amine salts derived from partially acid neutralized amines. Such materials are disclosed in United States Patent No. 4,720,383 . Evans, Chemistry and Industry, 5 July 1969, pp. 893-903 ; Egan, J.Am. Oil Chemist's Soc, Vol. 55 (1978), pp. 118-121 ; and Trivedi et al, J.Am.Oil Chemist's Soc, June 1981, pp. 754-756 , indicate that softeners are often available commercially only as complex mixtures rather than as single compounds. While the following discussion will focus on the predominant species, it should be understood that commercially available mixtures would generally be used in practice.
- Quasoft 202- JR is a suitable softener material, which may be derived by alkylating a condensation product of oleic acid and diethylenetriamine. Synthesis conditions using a deficiency of alkylation agent (e.g., diethyl sulfate) and only one alkylating step, followed by pH adjustment to protonate the non-ethylated species, result in a mixture consisting of cationic ethylated and cationic non- ethylated species. A minor proportion (e.g., about 10%) of the resulting amido amine cyclize to imidazoline compounds.
- alkylation agent e.g., diethyl sulfate
- the compositions as a whole are pH-sensitive. Therefore, in the practice of the present invention with this class of chemicals, the pH in the head box should be approximately 6 to 8, more preferably 6 to 7 and most preferably 6.5 to 7.
- Quaternary ammonium compounds such as dialkyl dimethyl quaternary ammonium salts are also suitable particularly when the alkyl groups contain from about 10 to 24 carbon atoms. These compounds have the advantage of being relatively insensitive to pH.
- Biodegradable softeners can be utilized. Representative biodegradable cationic softeners/debonders are disclosed in United States Patent Nos. 5,312,522 ; 5,415,737 ; 5,262,007 ; 5,264,082 ; and 5,223,096 .
- the compounds are biodegradable diesters of quaternary ammonia compounds, quaternized amine- esters, and biodegradable vegetable oil based esters functional with quaternary ammonium chloride and diester dierucyldimethyl ammonium chloride and are representative biodegradable softeners.
- a particularly preferred debonder composition includes a quaternary amine component as well as a nonionic surfactant.
- Suitable creping fabrics include single layer, multi-layer, or composite preferably open meshed structures. Fabrics may have at least one of the following characteristics: (1) on the side of the creping fabric that is in contact with the wet web (the "top” side), the number of machine direction (MD) strands per (inch) m (mesh) is from 394 to 7870 (10 to 200) and the number of cross-direction (CD) strands per (inch) m (count) is also from 394 to 7870 (10 to 200); (2) The strand diameter is typically smaller than 1.27 mm (0.050 inch); (3) on the top side, the distance between the highest point of the MD knuckles and the highest point on the CD knuckles is from about 0.0254 mm (0.001) to about 0.508 or 0.765 mm (0.02 or 0.03 inch); (4) hi between these two levels there can be knuckles formed either by MD or CD strands that give the topography a three dimensional hill/valley appearance which is imparted to the
- the creping fabric may thus be of the class described in United States Patent No. 5,607,551 to Farrington et al , Cols. 7-8 thereof, as well as the fabrics described in United States Patent No. 4,239,065 to Trokhan and United States Patent No. 3,974,025 to Ayers .
- Such fabrics may have about 20 to about 60 filaments per inch and are formed from monofilament polymeric fibers having diameters typically ranging from about 0.2032 (0.008) to about 0.635 mm (0.025 inches). Both warp and weft monofilaments may, but need not necessarily be of the same diameter.
- the filaments are so woven and complimentarily serpentinely configured in at least the Z-direction (the thickness of the fabric) to provide a first grouping or array of coplanar top-surface-plane crossovers of both sets of filaments; and a predetermined second grouping or array of sub-top-surface crossovers.
- the arrays are interspersed so that portions of the top-surface-plane crossovers define an array of wicker-basket-like cavities in the top surface of the fabric which cavities are disposed in staggered relation in both the machine direction (MD) and the cross-machine direction (CD), and so that each cavity spans at least one sub-top-surface crossover.
- the cavities are discretely perimetrically enclosed in the plan view by a picket-like-lineament comprising portions of a plurality of the top-surface plane crossovers.
- the loop of fabric may comprise heat set monofilaments of thermoplastic material; the top surfaces of the coplanar top-surface-plane crossovers may be monoplanar flat surfaces.
- Specific embodiments of the invention include satin weaves as well as hybrid weaves of three or greater sheds, and mesh counts of from (about 10 X 10 to about 120 X 120 filaments per inch) 4 X 4 to about 47 X 47 per centimeter, although the preferred range of mesh counts is from about (18 by 16 to about 55 by 48 filaments per inch) 9 X 8 to about 22 X 19 per centimeter.
- a dryer fabric may be used as the creping fabric if so desired. Suitable dryer fabrics are described in United States Patent Nos. 5,449,026 (woven style) and 5,690,149 (stacked MD tape yarn style) to Lee as well as United States Patent No. 4,490,925 to Smith (spiral style).
- Can drying can be used alone or in combination with impingement-air drying, the combination being especially convenient if a two tier drying section layout is available. Impingement-air drying may also be used as the only means of drying the web. Suitable rotary impingement-air drying equipment is described in United States Patent No. 6,432,267 to Watson and United States Patent No. 6,447,640 to Watson et al . Inasmuch as the process of the invention can readily be practiced on existing equipment with reasonable modifications, any existing flat dryers can be advantageously employed so as to conserve capital as well. Alternatively, the web may be through-dried before or after fabric creping as is well known in the art. Representative references include: United States Patent No. 3,342,936 to Cole et al ; United States Patent No. 3,994,771 to Morgan, Jr. et al ; United States Patent No. 4,102,737 to Morton ; and United States Patent No. 4,529,480 to Trokhan .
- the desired redistribution of fiber is achieved by an appropriate selection of consistency, fabric or fabric pattern, nip parameters, and velocity delta, the difference in speed between the transfer surface and creping fabric.
- Velocity deltas of at least 0.5 m/s, 1.01 m/s, 2.54 m/s, 5.08 m/s, 7,62 m/s (100 fpm, 200 fpm, 500 fpm, 1000 fpm, 1500 fpm) or even in excess of 10.2 m/s (2000 fpm) may be needed under some conditions to achieve the desired redistribution of fiber and combination of properties as will become apparent from the discussion which follows.
- velocity deltas of from about 2.54 m/s (500 fpm) to about 10.2 m/s (2000 fpm) will suffice.
- Forming of the nascent web for example, control of a headbox jet and forming wire or fabric speed is likewise important in order to achieve the desired properties of the product, especially MD/CD tensile ratio.
- the following salient parameters are selected or controlled in order to achieve a desired set of characteristics in the product: consistency at a particular point in the process (especially at fabric crepe); fabric pattern; fabric creping nip parameters; fabric crepe ratio; velocity deltas, especially transfer surface/creping fabric and headbox jet/forming wire; and post fabric-crepe handling of the web.
- the products of the invention are compared with conventional products in Table 2 below.
- Table 2 - Comparison of Typical Web Properties Property Conventional Wet Press Conventional Throughdried High Speed Fabric Crepe SAT g/g 4 10 6-9 *Caliper 40 120+ 50-115 MD/CD Tensile >1 >1 ⁇ 1 CD Stretch (%) 3-4 7-15 5-15 *mils/8sheet
- a rush transfer is optionally performed prior to fabric creping from the transfer surface.
- a rush transfer is carried out at a web consistency of from about 10 to 30 percent, preferably less than 30 percent and occurs as a fixed gap transfer as opposed to fabric creping under pressure.
- a rush transfer is carried out at a Rush Transfer of from about 10 to about 30 percent at a consistency of from about 10 to about 30 percent, while a high solids fabric crepe in a pressure nip is usually at a consistency of at least 35 percent. Further details as to Rush Transfer appear in United States Patent No. 4,440,597 to Wells et al .
- rush transfer is carried out using vacuum to assist in detaching the web from the donor fabric and thereafter attaching it to the receiving or receptor fabric.
- the nascent web is conditioned with vacuum boxes and a steam shroud until it reaches a solids content suitable for transferring to a dryer fabric.
- the nascent web may be transferred with vacuum assistance to the fabric.
- Figure 1 is a photomicrograph of a very low basis weight, open mesh web 1 having a plurality of relatively high basis weight pileated regions 2 interconnected by a plurality of lower basis weight linking regions 3.
- the cellulosic fibers of linking regions 3 have orientation which is biased along the direction as to which they extend between pileated regions 2, as is perhaps best seen in the enlarged view of Figure 2 .
- the orientation and variation in local basis weight is surprising in view of the fact that the nascent web has an apparent random fiber orientation when formed and is transferred largely undisturbed to a transfer surface prior to being wet-creped therefrom.
- the imparted ordered structure is distinctly seen at extremely low basis weights where web 1 has open portions 4 and is thus an open mesh structure.
- Figure 3 shows a web together with the creping fabric 5 upon which the fibers were redistributed in a wet-creping nip after generally random formation to a consistency of 40-50 percent or so prior to creping from the transfer cylinder.
- the ordered structure of the products of the invention is likewise seen when basis weight is increased where integument regions of fiber 6 span the pileated and linking regions as is seen in Figures 4 through 6 so that a sheet 7 is provided with substantially continuous surfaces as is seen particularly in Figures 4 and 6 , where the darker regions are lower in basis weight while the almost solid white regions are relatively compressed fiber.
- Figures 4 through 6 both show 19 lb sheet; however, the pattern in terms of variation in basis weight is more prominent in Figure 5 because the Fabric Crepe was much higher (40% vs. 17%).
- Figure 6 shows a higher basis weight web (27 lb) at 28% crepe where the pileated, linking and integument regions are all prominent.
- Figure 7 is a photomicrograph (10X) showing a cellulosic web from which a series of samples were prepared and scanning electron micrographs (SEMs) made to further show the fiber structure.
- SEMs scanning electron micrographs
- FIG. 7 On the left of Figure 7 there is shown a surface area from which the SEM surface images 8, 9 and 10 were prepared. It is seen in these SEMs that the fibers of the linking regions have orientation biased along their direction between pileated regions as was noted earlier in connection with the photomicrographs. It is further seen in Figures 8 , 9 and 10 that the integument regions formed have a fiber orientation along the machine-direction. The feature is illustrated rather strikingly in Figures 11 and 12 .
- Figures 11 and 12 are views along line XS-A of Figure 7 , in section. It is seen especially at 200 magnification ( Figure 12 ) that the fibers are oriented toward the viewing plane, or machine-direction, inasmuch as the majority of the fibers were cut when the sample was sectioned.
- Figures 13 and 14 a section along line XS-B of the sample of Figure 7 , shows fewer cut fibers especially at the middle portions of the photomicrographs, again showing an MD orientation bias in these areas. Note in Figure 13 , U-shaped folds are seen in the fiber enriched area to the left. See also, Figure 15 .
- Figures 15 and 16 are SEMs of a section of the sample of Figure 7 along line XS-C. It is seen in these Figures that the pileated regions (left side) are "stacked up" to a higher local basis weight. Moreover, it is seen in the SEM of Figure 16 that a large number of fibers have been cut in the pileated region (left) showing reorientation of the fibers in this area in a direction transverse to the MD, in this case along the CD. Also noteworthy is that the number of fiber ends observed diminishes as one moves from left to right, indicating orientation toward the MD as one moves away from the pileated regions.
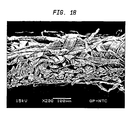
- Figures 17 and 18 are SEMs of a section taken along line XS-D of Figure 7 .
- fiber orientation bias changes as one moves across the CD.
- Paper machine 10 suitably arranged for practicing the present invention.
- Paper machine 10 includes a forming section 12, a first can drying section 14, crepe roll 16, and a second drying section 18 .
- Section 12 is referred to in the art as a Fourdrinier former.
- the former includes a head box 20, a forming fabric or wire 22, and a plurality of rollers. Included are forming roll 24, support rolls 26 and 28 and transfer roll 30.
- Adjacent forming section 12 is a first can drying section 14 which includes a dryer fabric 32 as well as a plurality of support rollers. Thus included are support rolls 34, 36, and 38 as well as a shoe press roll 40 and heated cans 42, 44, 46, 48, 50, 52, and 54.
- Transfer roll 60 is in contact with an impression fabric 62. Which in turn is supported by a plurality of rollers as is seen in the diagram. There is thus provided support rollers 64, 66, 68 and so forth. Roller 68 is advantageously a suction roll. Fabric 62 is also carried on roller 70 and dryer cans 72, 74, 76, 78, 80, 82, 84 and 86 before being wound up on reel 88. There is optionally provided a guide roll 90.
- Dryer section 18 cans 76, 80 and 84 are in a first tier and cans 74, 78, 82 and 86 are in a second tier. Cans 76, 80 and 84 directly contact the web, whereas cans in the other tier contact the fabric. In this two tier arrangement where the web is separated from cans 78 and 82 by the fabric, it is sometimes advantageous to provide impingement-air dryers at 78 and 82, which may be drilled cans, such that air flow is indicated schematically at 79 and 83. Impingement-air dryers may be similarly employed in first can dryer section 14 if so desired.
- a paper making furnish at low consistency is provided by way of head box 20 onto wire 22 to form a web 92.
- the web proceeds through machine 10 in the machine direction indicated by arrows 94 to reel 88.
- the nascent web increases in consistency up to a consistency of from about 10 to 15 percent.
- the web is then transferred to fabric 32.
- Fabric 32 is an impression fabric or a dryer fabric as described above.
- the web is then dried as it passes over dryer cans 54, 52, 50, 48, 46, 44, and 42. Note that the web is in direct contact with dryer cans 52, 48, and 44 and is disposed on the fabric which lies between the web and dryer cans 54, 50, 46 and 42. In other words, the web 92 is in proximity to cans 54 and so forth, however it is separated therefrom by the fabric. At this point in the process, the web has an apparently random distribution of fiber orientation.
- Transfer roll 60 has a rotating transfer surface 61 rotating at a first speed.
- the web is transferred from fabric 32 to surface 61 of roll 62 by way of roll 40.
- Roll 40 may be a shoe press roll and incorporates a shoe 65 in order to assist in transferring the web.
- fabric 32 is an impression fabric or a dryer fabric
- transfer occurs in transfer nip 67 whereupon, web 92 is transferred to surface 61 of cylinder 60 and conveyed to impression fabric 62.
- a creping adhesive is optionally used to secure the web to the surface of cylinder 60, but is not typically necessary.
- creping roll 16 has a relatively soft cover, for example, a cover with a Pusey and Jones hardness of from about 25 to about 90.
- the web is conveyed on fabric 62 to a plurality of can dryers 72, 74, 76, 78, 80, 82, 84, and 86 in the direction indicated by arrows 94.
- roll 68 is a suction roll in order to prevent loss of adhesion between the fabric and the web.
- roll 70 may be a suction roll if so desired. After drying, the web has a consistency anywhere from about 92 to 98 percent in most cases as it is wound up on take up roll 88.
- This is readily accomplished by extending the creping fabric to the reel drum and transferring the web directly from the fabric to the reel as is disclosed generally in United States Patent No. 5,593,545 to Rugowski et al .
- the present invention offers the advantage that relatively low grade energy sources may be used to provide the thermal energy used to dry the web. That is to say, it is not necessary in accordance with the invention to provide through-drying quality heated air or heated air suitable for a drying hood inasmuch as the may be heated from any source including waste recovery. Also, existing facility thermal recovery is used since equipment changes to implement the process are minimal. Generally, a significant advantage of the invention is that it may utilize large portions of existing manufacturing assets such as can dryers and Fourdrinier formers of flat paper machines in order to make premium basesheet for tissue and towel, requiring only modest modification to the existing assets thus lowering dramatically the required capital investment to make premium products.
- Machine 110 includes a forming section 112, a first drying section 114, a crepe roll 116 as well as a second can drying section 118.
- Forming section 112 includes a head box 120 as well as a forming wire 122.
- Forming wire 122 is supported on forming rolls 124, support rolls 126, and 128 as well as transfer roll 130.
- the particular configuration of the forming section shown in Figure 20 is known in the art as a Fourdrinier former.
- Adjacent to forming section 112 is a fixed gap transfer nip 133 where the web is transferred to a dryer fabric 132 with the assistance of a transfer vacuum shoe 131 and subsequently dried in drying section 114.
- Drying section 114 is configured to dewater the web to a consistency suitable for fabric creping at high solids.
- the nascent web 192 is initially dewatered to a consistency of anywhere from about 10 to about 30 percent from a feed consistency of less than 1 percent optionally using vacuum boxes and the like (not shown).
- Drying section 114 includes dryer fabric 132 supported on a plurality of rolls such as rolls 134,135,136, 138,154 as well as dryer cans 142, 144, 146, 148, 150, and 152.
- press roll 140 which may be a shoe press roll as noted above.
- the web is dried to a consistency of between about 30 and 60 percent in most case. Thereafter the web is transferred in a transfer nip to a transfer cylinder 160 having a transfer surface. Upon transfer to cylinder 160 the web 192 has a consistency of typically from about 45 to about 60 percent. The transfer cylinder transfers the web to dryer section 118 by way of impression fabric 162.
- impression fabric 162 forms a fabric creping nip with transfer cylinder 160 by virtue of the fact that fabric 162 is pressed against the transfer cylinder by creping roll 116.
- Any suitable creping pressure may be used such as a pressure of between about 712 N/m and 1426 N/m (40 and 80 pounds/linear inch (PLI)).
- Creping fabric 190 is supported on a plurality of rolls 164, 166, as well as dryer cans 172, 174, 176, 178, 180, 182, 184 and 186. At dryer can 186, web 192 is separated from fabric 162 and reeled onto product reel 188.
- the particular embodiment of Figure 20 utilizes a rush transfer to provide further crepe to the web in its formative stages so that the product has even more bulk and stretch.
- the embodiment of Figure 20 (wherein parts are numbered 100 numerals higher than corresponding parts in Figures 19 and 19A )is constructed and performs similarly to those parts in the embodiment of Figure 19 and 19A and will not be discussed further here for purposes of brevity. Suffice it to say for present purposes, that the web is pressed onto cylinder 160 by way of press roll 140. Thereafter, the web is transferred from the surface of roll 160 traveling at a first speed to fabric 162 traveling at a second, slower speed. The web is thus fabric creped from cylinder 160, most preferably in such a manner that the fabric effectively rearranges the web into a pattern. Prior to transfer to the fabric, the web has an apparently random fiber distribution.
- Paper machine 210 includes a forming section 212, a first can drying section 214, crepe roll 216, and a second drying section 218.
- Section 212 is referred to in the art as a Fourdrinier former.
- the former includes a head box 220, a forming fabric or wire 222, and a plurality of rollers. Included are forming roll 224, support rolls 226 and 228 and transfer roll 230.
- Adjacent forming section 212 is a first can drying section 214 which includes a dryer fabric 232 as well as a plurality of support rollers. Thus included are support rolls 234, 36, and 238 as well as a shoe press roll 240 and heated cans 242, 244, 246, 248, 250, 252, and 254.
- Adjacent first can drying section 214 there is provided a transfer roll 260 .
- Transfer roll 260 is in contact with an impression fabric 262. Which in turn is supported by a plurality of rollers as is seen in the diagram. There is thus provided support rollers 264, 266, 268 and so forth. Roller 268 is advantageously a suction roll. Fabric 262 is also carried on roller 270 and dryer cans 272, 274, 276, 278, 280, 282, 284 and 286 before being wound up on reel 288. There is optionally provided a guide roll 290.
- Dryer section 218, cans 276, 280 and 284 are in a first tier and cans 274, 278, 282 and 286 are in a second tier.
- Cans 276 , 280 and 284 directly contact the web, whereas cans in the other tier contact the fabric.
- impingement-air dryers at 278 and 282, which may be drilled cans, such that air flow is indicated schematically at 279 and 283. Impingement-air dryers may be similarly employed in first can dryer section 214 if so desired.
- a paper making furnish at low consistency is provided by way of head box 220 onto wire 222 to form a web 292.
- the web proceeds through machine 210 in the machine direction indicated by arrows 294 to reel 288.
- the nascent web increases in consistency up to a consistency of from about 10 to 15 percent.
- the web is then transferred to fabric 232.
- Fabric 232 is an impression fabric or a dryer fabric as described above.
- the web is then dried as it passes over dryer cans 254, 252, 250, 248, 246, 244, and 242. Note that the web is in direct contact with dryer cans 252, 248, and 244 and is disposed on the fabric which lies between the web and dryer cans 254, 250, 246 and 242. In other words, the web 292 is in proximity to cans 254 and so forth, however it is separated therefrom by the fabric. At this point in the process, the web has an apparently random distribution of fiber orientation.
- Transfer roll 260 has a rotating transfer surface 261 rotating at a first speed.
- the web is transferred from fabric 232 to surface 261 of roll 262 by way of roll 240.
- Roll 240 may be a shoe press roll and incorporates a shoe 265 in order to assist in transferring the web.
- fabric 232 is an impression fabric or a dryer fabric, there is not substantial change in the consistency of the web upon transfer to rotating cylinder 260.
- the transfer occurs in transfer nip 267 whereupon, web 294 is transferred to surface 261 of cylinder 260 and conveyed to impression fabric 262.
- roll 268 is a suction roll in order to prevent loss of adhesion between the fabric and the web.
- roll 270 may be a suction roll if so desired.
- web 292 is transferred from fabric 262 in a transfer nip between a roll 310 and a creping cylinder 312 and adhered to the surface of second creping cylinder 312 with a polyvinyl alcohol containing creping adhesive. Thereafter, the web is creped from cylinder 312, passes over rolls 290, 294 and is wound upon reel 288. Cylinder 312 allows for even more crepe and stretch in the product. If so desired, an undulatory creping blade of the type disclosed and claimed in United States Patent No. 5,690,788 may be used to provide still more bulk to the product.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Drying Of Solid Materials (AREA)
- Sanitary Thin Papers (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
Claims (16)
- Verfahren zur Herstellung einer Zellulosebahn (1) mit einem erhöhten Absorptionsvermögen, umfassend:a) Bilden einer entstehenden Bahn (1) mit einer offensichtlich zufälligen Verteilung der Faserausrichtung von einem Papierstoff;b) nicht-kompaktierendes Trocknen der entstehenden Bahn (1) auf eine Konsistenz zwischen ungefähr 30 und ungefähr 60 Prozent;c) danach Übertragen der Bahn (1) auf eine bewegliche Übertragungsoberfläche, die sich mit einer ersten Geschwindigkeit bewegt;d) Tuchkreppen der Bahn (1) von der Übertragungsoberfläche bei einer Konsistenz zwischen ungefähr 30 und ungefähr 60 Prozent unter Verwendung eines Krepptuchs, wobei der Kreppschritt unter Druck in einem Tuchkrepp-Spalt (fabric creping nip) erfolgt, definiert zwischen der Übertragungsoberfläche und dem Krepptuch, wobei sich das Tuch mit einer zweiten Geschwindigkeit bewegt, die geringer als die Geschwindigkeit der Übertragungsoberfläche ist, wobei die Tuchstruktur (fabric pattern), die Spalt-Parameter und die Konsistenz der Bahn (1) so ausgewählt werden, dass die Bahn von der Übertragungsfläche gekreppt und auf dem Krepptuch neu verteilt wird, wobei die Neuverteilung von Fasern aus einer im Allgemeinen zufälligen Anordnung in eine strukturierte Verteilung eine Ausrichtungstendenz und faserangereicherte Bereiche umfasst;e) Zurückhalten der nassen Bahn (1) im Krepptuch; undf) Trocknen der nassen Bahn (1), während sie im Krepptuch gehalten wird, auf eine Konsistenz von mindestens ungefähr 90 Prozent,wobei die Bahn (1) ein Absorptionsvermögen von ungefähr 6 bis 9 g/g aufweist.
- Verfahren nach Anspruch 1, durchgeführt auf einem Tuchkrepp von zwischen ungefähr 10 bis ungefähr 100 Prozent.
- Verfahren nach Anspruch 1, wobei die Bahn (1) eine CD-Dehnung von ungefähr 5 Prozent bis ungefähr 15 Prozent aufweist.
- Verfahren nach Anspruch 1, wobei die entstehende Bahn (1) in einem Trockensieb gehalten und ohne Nassbügeln (wet-pressing) mit einer ersten Vielzahl von Zylindertrocknern vor der Übertragung auf die Übertragungsoberfläche getrocknet wird.
- Verfahren nach Anspruch 1, wobei die Bahn (1) ein MD/CD-Zugverhältnis von ungefähr 0,5 bis ungefähr 0,9, vorzugsweise von ungefähr 0,6 bis ungefähr 0,8, aufweist.
- Verfahren nach Anspruch 1, wobei die Bahn (1) ein Absorptionsvermögen von mindestens ungefähr 7 g/g aufweist.
- Verfahren nach Anspruch 1, wobei die Gewebestruktur, die Spalt-Parameter und die Konsistenz der Bahn so ausgewählt werden, dass die Bahn (1) von der Oberfläche gekreppt wird und auf dem Krepptuch neu verteilt wird, um eine Bahn (1) mit einem Netz (reticulum) zu bilden, umfassend eine Vielzahl von gebündelten Bereichen mit verschiedener Faserausrichtung, darin eingeschlossen mindestens (i) eine Vielzahl von faserangereicherten Bereichen mit einer Ausrichtungstendenz in einer Richtung quer zur Maschinenrichtung, untereinander verbunden durch (ii) eine Vielzahl von gebündelten Bereichen, deren Faserausrichtungstendenz gegen die Faserausrichtung der faserangereicherten Bereiche versetzt (offset) ist.
- Verfahren nach Anspruch 7, wobei die Vielzahl von faserangereicherten Bereichen und verbundenen Bereichen in einer regelmäßigen Struktur von miteinander verbundenen Faserbereichen auf der ganzen Bahn (1) wieder auftritt, wobei die Ausrichtungstendenzen der Fasern der faserangereicherten Bereiche und gebündelten Bereiche quer zueinander liegen.
- Verfahren nach Anspruch 7, wobei die Fasern der faserangereicherten Bereiche im Wesentlichen CD-ausgerichtet sind.
- Verfahren nach Anspruch 7 wobei die Vielzahl von faserangereicherten Bereichen ein höheres lokales Basisgewicht aufweist als die gebündelten Bereiche.
- Verfahren nach Anspruch 7, wobei mindestens ein Abschnitt der gebündelten Bereiche aus Fasern besteht, die im Wesentlichen MD-ausgerichtet sind.
- Verfahren nach Anspruch 7, wobei eine sich wiederholende Struktur vorliegt, darin eingeschlossen eine Vielzahl von faserangereicherten Bereichen, eine erste Vielzahl von gebündelten Bereichen, deren Faserausrichtung in Richtung der Maschinenrichtung ausgerichtet ist, und eine zweite Vielzahl von gebündelten Bereichen, deren Faserausrichtung in Richtung der Maschinenrichtung ausgerichtet ist, aber von der Faserausrichtung der ersten Vielzahl von benachbarten Bereichen versetzt ist.
- Verfahren nach Anspruch 7, wobei die faserangereicherten Bereiche eine Vielzahl von U-förmigen Falten aufweisen.
- Verfahren nach Anspruch 7, wobei das Krepptuch mit CD-Erhebungen versehen ist, die Kreppflächen definieren, die quer zur Maschinenrichtung ausgerichtet sind.
- Verfahren nach Anspruch 14, wobei die Verteilung der faserangereicherten Bereiche der Anordnung der CD-Erhöhungen auf dem Krepptuch entspricht.
- Verfahren zur Herstellung einer Zellulosebahn (1) mit einem erhöhten Absorptionsvermögen nach einem der Ansprüche 1-15, zusätzlich umfassend:Übertragung der getrockneten Bahn (1) auf die Oberfläche eines Kreppzylinders und Anhaften der Bahn (1) an der Oberfläche des Kreppzylinders mit einem Polyvinylalkohol, enthaltend Klebstoff; und Kreppen der Bahn (1) durch den (from) Zylinder.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL05766962T PL1756359T3 (pl) | 2004-06-18 | 2005-06-17 | Sposób krepowania tkaniną przy wysokiej zawartości substancji stałych do wytwarzania chłonnego arkusza, z suszeniem w tkaninie |
| EP11005724A EP2390410A1 (de) | 2004-06-18 | 2005-06-17 | Tuchgekreppte absorbierende cellulosische Stoffbahn |
| SI200531411T SI1756359T1 (sl) | 2004-06-18 | 2005-06-17 | Postopek za proizvodnjo zmeäśkane tkanine s poviĺ ano vpojnostjo z vkljuäśenim suĺ enjem |
| CY20111101221T CY1112145T1 (el) | 2004-06-18 | 2011-12-07 | Μεθοδος κρεπαρισματος υφασματος με μεγαλη περιεκτικοτητα στερεων για την παραγωγη ενος απορροφητικου φυλλου με ξηρανση εντος του υφασματος |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US58084704P | 2004-06-18 | 2004-06-18 | |
| US11/151,761 US7503998B2 (en) | 2004-06-18 | 2005-06-14 | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
| PCT/US2005/021437 WO2006009833A1 (en) | 2004-06-18 | 2005-06-17 | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11005724.7 Division-Into | 2011-07-13 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1756359A1 EP1756359A1 (de) | 2007-02-28 |
| EP1756359B1 true EP1756359B1 (de) | 2011-09-21 |
| EP1756359B9 EP1756359B9 (de) | 2012-03-21 |
Family
ID=35479376
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05766962A Expired - Lifetime EP1756359B9 (de) | 2004-06-18 | 2005-06-17 | Tuchkreppverfahren bei hohem festkörpergehalt zur herstellung eines saugfähigen papiers mit tuchinterner trocknung |
| EP11005724A Withdrawn EP2390410A1 (de) | 2004-06-18 | 2005-06-17 | Tuchgekreppte absorbierende cellulosische Stoffbahn |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11005724A Withdrawn EP2390410A1 (de) | 2004-06-18 | 2005-06-17 | Tuchgekreppte absorbierende cellulosische Stoffbahn |
Country Status (16)
| Country | Link |
|---|---|
| US (4) | US7503998B2 (de) |
| EP (2) | EP1756359B9 (de) |
| CN (1) | CN1969087B (de) |
| AT (1) | ATE525524T1 (de) |
| CA (2) | CA2579738C (de) |
| CY (1) | CY1112145T1 (de) |
| DK (1) | DK1756359T5 (de) |
| EG (1) | EG24450A (de) |
| ES (1) | ES2373560T3 (de) |
| IL (1) | IL179286A (de) |
| NO (1) | NO338785B1 (de) |
| PL (1) | PL1756359T3 (de) |
| PT (1) | PT1756359E (de) |
| RU (1) | RU2363798C2 (de) |
| SI (1) | SI1756359T1 (de) |
| WO (1) | WO2006009833A1 (de) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7494563B2 (en) | 2002-10-07 | 2009-02-24 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US7789995B2 (en) | 2002-10-07 | 2010-09-07 | Georgia-Pacific Consumer Products, LP | Fabric crepe/draw process for producing absorbent sheet |
| US7662257B2 (en) * | 2005-04-21 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Multi-ply paper towel with absorbent core |
| EP1556548B1 (de) * | 2002-10-07 | 2008-11-19 | Georgia-Pacific Consumer Products LP | Verfahren zum herstellen einer gekreppten zellstoffbahn |
| US8673115B2 (en) | 2002-10-07 | 2014-03-18 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US7588660B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US7442278B2 (en) * | 2002-10-07 | 2008-10-28 | Georgia-Pacific Consumer Products Lp | Fabric crepe and in fabric drying process for producing absorbent sheet |
| US7585389B2 (en) * | 2005-06-24 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of making fabric-creped sheet for dispensers |
| US8293072B2 (en) | 2009-01-28 | 2012-10-23 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| US7503998B2 (en) * | 2004-06-18 | 2009-03-17 | Georgia-Pacific Consumer Products Lp | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
| US20070062656A1 (en) * | 2005-09-20 | 2007-03-22 | Fort James Corporation | Linerboard With Enhanced CD Strength For Making Boxboard |
| DE102005060379A1 (de) * | 2005-12-16 | 2007-06-21 | Voith Patent Gmbh | Vorrichutng und Verfahren zur Behandlung einer Faserstoffbahn, insbesondere zur Herstellung einer Tissuepapierbahn |
| US8753478B2 (en) * | 2005-12-29 | 2014-06-17 | Nalco Company | Creping adhesives comprising blends of high and low molecular weight resins |
| US8066847B2 (en) * | 2005-12-29 | 2011-11-29 | Nalco Corporation | Creping adhesives comprising blends of polyaminoamide epihalolhydrin resins and polyamides |
| US7850823B2 (en) | 2006-03-06 | 2010-12-14 | Georgia-Pacific Consumer Products Lp | Method of controlling adhesive build-up on a yankee dryer |
| US7718036B2 (en) | 2006-03-21 | 2010-05-18 | Georgia Pacific Consumer Products Lp | Absorbent sheet having regenerated cellulose microfiber network |
| US8540846B2 (en) | 2009-01-28 | 2013-09-24 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| US8187421B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet incorporating regenerated cellulose microfiber |
| US8187422B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Disposable cellulosic wiper |
| US8388992B2 (en) | 2006-03-28 | 2013-03-05 | Georgia-Pacific Consumer Products Lp | Anti-microbial hand towel with time-delay chromatic transfer indicator and absorbency rate delay |
| EP2035220B1 (de) | 2006-05-26 | 2014-06-25 | Georgia-Pacific Consumer Products LP | Gekreppte absorbierende stoffbahn mit veränderlichem lokalem flächengewicht |
| US20080008865A1 (en) * | 2006-06-23 | 2008-01-10 | Georgia-Pacific Consumer Products Lp | Antimicrobial hand towel for touchless automatic dispensers |
| PT2057016T (pt) | 2006-08-30 | 2017-06-05 | Georgia Pacific Consumer Products Lp | Toalha de papel multicamada |
| JP4901395B2 (ja) * | 2006-09-26 | 2012-03-21 | 富士フイルム株式会社 | 塗布膜の乾燥方法 |
| US7585392B2 (en) * | 2006-10-10 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of producing absorbent sheet with increased wet/dry CD tensile ratio |
| US7951264B2 (en) | 2007-01-19 | 2011-05-31 | Georgia-Pacific Consumer Products Lp | Absorbent cellulosic products with regenerated cellulose formed in-situ |
| WO2009151544A2 (en) * | 2008-05-27 | 2009-12-17 | Georgia-Pacific Consumer Products Lp | Ultra premium bath tissue |
| US8066849B2 (en) * | 2008-06-11 | 2011-11-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet prepared with papermaking fiber and synthetic fiber exhibiting improved wet strength |
| CA2735867C (en) | 2008-09-16 | 2017-12-05 | Dixie Consumer Products Llc | Food wrap basesheet with regenerated cellulose microfiber |
| EP2500118A4 (de) | 2009-11-13 | 2015-06-24 | Sumitomo Light Metal Ind | Plattenmaterial mit konkaven/konvexen abschnitten und laminatstruktur sowie fahrzeugplatte mit diesem plattenmaterial |
| USD673779S1 (en) * | 2010-10-04 | 2013-01-08 | Sumitomo Light Metals Industries, Ltd. | Metal sheet material |
| US9309627B2 (en) | 2011-07-28 | 2016-04-12 | Georgia-Pacific Consumer Products Lp | High softness, high durability bath tissues with temporary wet strength |
| US9267240B2 (en) | 2011-07-28 | 2016-02-23 | Georgia-Pacific Products LP | High softness, high durability bath tissue incorporating high lignin eucalyptus fiber |
| EA034072B1 (ru) | 2014-09-25 | 2019-12-24 | Джиписипи Айпи Холдингз Элэлси | Способ производства бумажных изделий с использованием многослойной крепирующей ленты |
| US9963831B2 (en) | 2015-06-08 | 2018-05-08 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| US10138601B2 (en) | 2015-06-08 | 2018-11-27 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| EA039115B1 (ru) * | 2015-09-25 | 2021-12-06 | Джиписипи Айпи Холдингз Элэлси | Абсорбирующий лист из целлюлозных волокон |
| AU2016350780B2 (en) | 2015-11-03 | 2020-09-10 | Kimberly-Clark Worldwide, Inc. | Paper tissue with high bulk and low lint |
| US20170254023A1 (en) | 2016-03-04 | 2017-09-07 | Georgia-Pacific Consumer Products Lp | Dispersible wipe |
| KR20190136051A (ko) | 2017-04-28 | 2019-12-09 | 킴벌리-클라크 월드와이드, 인크. | 권축된 스테이플 섬유를 구비한 폼-형성된 섬유 시트 |
| US10697120B2 (en) * | 2017-08-08 | 2020-06-30 | Gpcp Ip Holdings Llc | Methods of making paper products using a patterned cylinder |
| KR102165232B1 (ko) | 2017-11-29 | 2020-10-13 | 킴벌리-클라크 월드와이드, 인크. | 개선된 특성을 갖는 섬유 시트 |
| MX2021000980A (es) | 2018-07-25 | 2021-04-12 | Kimberly Clark Co | Proceso para fabricar no tejidos tridimensionales colocados en espuma. |
| CN110509617B (zh) * | 2019-09-18 | 2020-12-01 | 北京中国科学院老专家技术中心 | 一种无机纸生产的防护型拉伸装置 |
Family Cites Families (132)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL231136A (de) | 1957-09-05 | |||
| US3058873A (en) | 1958-09-10 | 1962-10-16 | Hercules Powder Co Ltd | Manufacture of paper having improved wet strength |
| CH416688A (fr) | 1965-03-31 | 1966-07-15 | Paillard Sa | Dispositif pour fournir des signaux électriques pour la commande d'un dispositif d'affichage |
| US3556932A (en) | 1965-07-12 | 1971-01-19 | American Cyanamid Co | Water-soluble,ionic,glyoxylated,vinylamide,wet-strength resin and paper made therewith |
| US3545705A (en) | 1967-04-14 | 1970-12-08 | Jwi Ltd | Stainless steel fourdrinier cloth |
| US3432936A (en) | 1967-05-31 | 1969-03-18 | Scott Paper Co | Transpiration drying and embossing of wet paper webs |
| US3549742A (en) | 1967-09-29 | 1970-12-22 | Scott Paper Co | Method of making a foraminous drainage member |
| US3556933A (en) | 1969-04-02 | 1971-01-19 | American Cyanamid Co | Regeneration of aged-deteriorated wet strength resins |
| US3858623A (en) | 1969-06-10 | 1975-01-07 | Huyck Corp | Papermakers fabrics |
| US3772076A (en) | 1970-01-26 | 1973-11-13 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US3700623A (en) | 1970-04-22 | 1972-10-24 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US4071050A (en) | 1972-09-01 | 1978-01-31 | Nordiska Maskinfilt Aktiebolaget | Double-layer forming fabric |
| US3974025A (en) | 1974-04-01 | 1976-08-10 | The Procter & Gamble Company | Absorbent paper having imprinted thereon a semi-twill, fabric knuckle pattern prior to final drying |
| SE385486B (sv) | 1974-10-10 | 1976-07-05 | Nordiska Maskinfilt Ab | Formeringsvira for pappers-, cellulosa- eller liknande maskiner samt sett att framstella densamma |
| DE2517228C2 (de) | 1975-04-18 | 1981-09-24 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Papiermaschinensieb und Verwendung desselben in der Nasspartie einer Papiermaschine |
| US3994771A (en) | 1975-05-30 | 1976-11-30 | The Procter & Gamble Company | Process for forming a layered paper web having improved bulk, tactile impression and absorbency and paper thereof |
| SE397371C (sv) | 1976-02-24 | 1980-08-18 | Nordiska Maskinfilt Ab | Formeringsvira for pappers-, cellulosa- eller liknande maskiner |
| GB1572905A (en) | 1976-08-10 | 1980-08-06 | Scapa Porritt Ltd | Papermakers fabrics |
| US4102737A (en) | 1977-05-16 | 1978-07-25 | The Procter & Gamble Company | Process and apparatus for forming a paper web having improved bulk and absorptive capacity |
| US4161195A (en) | 1978-02-16 | 1979-07-17 | Albany International Corp. | Non-twill paperforming fabric |
| US4149571A (en) | 1978-03-03 | 1979-04-17 | Huyck Corporation | Papermaking fabrics |
| US4184519A (en) | 1978-08-04 | 1980-01-22 | Wisconsin Wires, Inc. | Fabrics for papermaking machines |
| US4314589A (en) | 1978-10-23 | 1982-02-09 | Jwi Ltd. | Duplex forming fabric |
| US4239065A (en) | 1979-03-09 | 1980-12-16 | The Procter & Gamble Company | Papermachine clothing having a surface comprising a bilaterally staggered array of wicker-basket-like cavities |
| US4225382A (en) | 1979-05-24 | 1980-09-30 | The Procter & Gamble Company | Method of making ply-separable paper |
| US4453573A (en) | 1980-02-11 | 1984-06-12 | Huyck Corporation | Papermakers forming fabric |
| US4359069A (en) | 1980-08-28 | 1982-11-16 | Albany International Corp. | Low density multilayer papermaking fabric |
| US4448638A (en) | 1980-08-29 | 1984-05-15 | James River-Dixie/Northern, Inc. | Paper webs having high bulk and absorbency and process and apparatus for producing the same |
| US4482429A (en) | 1980-08-29 | 1984-11-13 | James River-Norwalk, Inc. | Paper webs having high bulk and absorbency and process and apparatus for producing the same |
| US4376455A (en) | 1980-12-29 | 1983-03-15 | Albany International Corp. | Eight harness papermaking fabric |
| US4379735A (en) | 1981-08-06 | 1983-04-12 | Jwi Ltd. | Three-layer forming fabric |
| US4420372A (en) | 1981-11-16 | 1983-12-13 | Crown Zellerbach Corporation | High bulk papermaking system |
| DE3146385C2 (de) | 1981-11-23 | 1985-10-31 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Doppellagiges Gewebe als Bespannung für Papiermaschinen |
| US4440597A (en) * | 1982-03-15 | 1984-04-03 | The Procter & Gamble Company | Wet-microcontracted paper and concomitant process |
| SE441016B (sv) | 1982-04-26 | 1985-09-02 | Nordiskafilt Ab | Formeringsvira for pappers-, cellulosa- eller liknande maskiner |
| US4543156A (en) | 1982-05-19 | 1985-09-24 | James River-Norwalk, Inc. | Method for manufacture of a non-woven fibrous web |
| US4551199A (en) * | 1982-07-01 | 1985-11-05 | Crown Zellerbach Corporation | Apparatus and process for treating web material |
| US4689119A (en) | 1982-07-01 | 1987-08-25 | James River Corporation Of Nevada | Apparatus for treating web material |
| US4445638A (en) | 1982-09-20 | 1984-05-01 | Honeywell Inc. | Hydronic antitrust operating system |
| SE435739B (sv) | 1983-02-23 | 1984-10-15 | Nordiskafilt Ab | Formeringsvira av dubbelvevnadstyp |
| DE3307144A1 (de) | 1983-03-01 | 1984-09-13 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Papiermaschinenbespannung in einer gewebebindung, die keine in laengsrichtung verlaufenden symmetrieachse aufweist |
| US4490925A (en) | 1983-06-08 | 1985-01-01 | Wangner Systems Corporation | Low permeability spiral fabric and method |
| US4529480A (en) | 1983-08-23 | 1985-07-16 | The Procter & Gamble Company | Tissue paper |
| US4637859A (en) | 1983-08-23 | 1987-01-20 | The Procter & Gamble Company | Tissue paper |
| US4528316A (en) | 1983-10-18 | 1985-07-09 | Kimberly-Clark Corporation | Creping adhesives containing polyvinyl alcohol and cationic polyamide resins |
| JPS60119293A (ja) | 1983-11-30 | 1985-06-26 | 日本フィルコン株式会社 | 製紙用織物 |
| US4605702A (en) | 1984-06-27 | 1986-08-12 | American Cyanamid Company | Temporary wet strength resin |
| US4703116A (en) | 1984-08-17 | 1987-10-27 | National Starch And Chemical Corporation | Polysaccharide derivatives containing aldehyde groups, their preparation from the corresponding acetals and use as paper additives |
| US4675394A (en) | 1984-08-17 | 1987-06-23 | National Starch And Chemical Corporation | Polysaccharide derivatives containing aldehyde groups, their preparation from the corresponding acetals and use as paper additives |
| US4983748A (en) | 1984-08-17 | 1991-01-08 | National Starch And Chemical Investment Holding Corporation | Acetals useful for the preparation of polysaccharide derivatives |
| US4603176A (en) | 1985-06-25 | 1986-07-29 | The Procter & Gamble Company | Temporary wet strength resins |
| US5066532A (en) | 1985-08-05 | 1991-11-19 | Hermann Wangner Gmbh & Co. | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US5114777B2 (en) | 1985-08-05 | 1997-11-18 | Wangner Systems Corp | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US4849054A (en) * | 1985-12-04 | 1989-07-18 | James River-Norwalk, Inc. | High bulk, embossed fiber sheet material and apparatus and method of manufacturing the same |
| DE3600530A1 (de) | 1986-01-10 | 1987-07-16 | Wangner Gmbh Co Kg Hermann | Verwendung einer papiermaschinenbespannung zur herstellung von tissue-papier oder poroesem vlies und dafuer geeignete papiermaschinenbespannung |
| US4709732A (en) | 1986-05-13 | 1987-12-01 | Huyck Corporation | Fourteen harness dual layer weave |
| US4720383A (en) | 1986-05-16 | 1988-01-19 | Quaker Chemical Corporation | Softening and conditioning fibers with imidazolinium compounds |
| US4834838A (en) | 1987-02-20 | 1989-05-30 | James River Corporation | Fibrous tape base material |
| US4866151A (en) | 1987-03-25 | 1989-09-12 | National Starch And Chemical Corporation | Polysaccharide graft polymers containing acetal groups and their conversion to aldehyde groups |
| DE3713510A1 (de) | 1987-04-22 | 1988-11-10 | Oberdorfer Fa F | Papiermaschinensieb aus einem doppellagigen gewebe |
| US4759976A (en) | 1987-04-30 | 1988-07-26 | Albany International Corp. | Forming fabric structure to resist rewet of the paper sheet |
| US5277761A (en) | 1991-06-28 | 1994-01-11 | The Procter & Gamble Company | Cellulosic fibrous structures having at least three regions distinguished by intensive properties |
| US5223092A (en) | 1988-04-05 | 1993-06-29 | James River Corporation | Fibrous paper cover stock with textured surface pattern and method of manufacturing the same |
| DE3817144A1 (de) | 1988-05-19 | 1989-11-30 | Wangner Gmbh Co Kg Hermann | Doppellagige bespannung fuer den blattbildungsbereich einer papiermaschine |
| US5138002A (en) | 1988-07-05 | 1992-08-11 | The Procter & Gamble Company | Temporary wet strength resins with nitrogen heterocyclic nonnucleophilic functionalities and paper products containing same |
| US5085736A (en) | 1988-07-05 | 1992-02-04 | The Procter & Gamble Company | Temporary wet strength resins and paper products containing same |
| US4981557A (en) | 1988-07-05 | 1991-01-01 | The Procter & Gamble Company | Temporary wet strength resins with nitrogen heterocyclic nonnucleophilic functionalities and paper products containing same |
| US5008344A (en) | 1988-07-05 | 1991-04-16 | The Procter & Gamble Company | Temporary wet strength resins and paper products containing same |
| US4967085A (en) | 1989-02-03 | 1990-10-30 | Eastman Kodak Company | X-ray intensifying screen including a titanium activated hafnium dioxide phosphor containing neodymium to reduce afterglow |
| US4942077A (en) | 1989-05-23 | 1990-07-17 | Kimberly-Clark Corporation | Tissue webs having a regular pattern of densified areas |
| US5054525A (en) | 1989-06-23 | 1991-10-08 | F. Oberdorfer Gmbh & Co. | Double layer forming wire fabric |
| US5098519A (en) | 1989-10-30 | 1992-03-24 | James River Corporation | Method for producing a high bulk paper web and product obtained thereby |
| US5211815A (en) | 1989-10-30 | 1993-05-18 | James River Corporation | Forming fabric for use in producing a high bulk paper web |
| SU1708641A1 (ru) * | 1990-03-23 | 1992-01-30 | Марийский филиал Всесоюзного научно-исследовательского института бумаги | Способ изготовлени крепированной бумаги |
| US5199467A (en) | 1990-06-06 | 1993-04-06 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns |
| US5103874A (en) | 1990-06-06 | 1992-04-14 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns |
| US5167261A (en) | 1990-06-06 | 1992-12-01 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns of a high warp fill |
| US5199261A (en) | 1990-08-10 | 1993-04-06 | Cummins Engine Company, Inc. | Internal combustion engine with turbocharger system |
| EP0481745B1 (de) | 1990-10-17 | 1996-07-03 | James River Corporation Of Virginia | Schaumbildende Methode und Vorrichtung |
| CA2069193C (en) | 1991-06-19 | 1996-01-09 | David M. Rasch | Tissue paper having large scale aesthetically discernible patterns and apparatus for making the same |
| US5245025A (en) | 1991-06-28 | 1993-09-14 | The Procter & Gamble Company | Method and apparatus for making cellulosic fibrous structures by selectively obturated drainage and cellulosic fibrous structures produced thereby |
| US5223096A (en) | 1991-11-01 | 1993-06-29 | Procter & Gamble Company | Soft absorbent tissue paper with high permanent wet strength |
| US5217576A (en) | 1991-11-01 | 1993-06-08 | Dean Van Phan | Soft absorbent tissue paper with high temporary wet strength |
| US5338807A (en) | 1991-12-23 | 1994-08-16 | Hercules Incorporated | Synthesis of creping aids based on polyamides containing methyl bis(3-aminopropylamine) |
| US5219004A (en) | 1992-02-06 | 1993-06-15 | Lindsay Wire, Inc. | Multi-ply papermaking fabric with binder warps |
| US5262007A (en) | 1992-04-09 | 1993-11-16 | Procter & Gamble Company | Soft absorbent tissue paper containing a biodegradable quaternized amine-ester softening compound and a temporary wet strength resin |
| US5264082A (en) | 1992-04-09 | 1993-11-23 | Procter & Gamble Company | Soft absorbent tissue paper containing a biodegradable quaternized amine-ester softening compound and a permanent wet strength resin |
| US5240562A (en) | 1992-10-27 | 1993-08-31 | Procter & Gamble Company | Paper products containing a chemical softening composition |
| US5336373A (en) | 1992-12-29 | 1994-08-09 | Scott Paper Company | Method for making a strong, bulky, absorbent paper sheet using restrained can drying |
| US5312522A (en) | 1993-01-14 | 1994-05-17 | Procter & Gamble Company | Paper products containing a biodegradable chemical softening composition |
| US5411636A (en) | 1993-05-21 | 1995-05-02 | Kimberly-Clark | Method for increasing the internal bulk of wet-pressed tissue |
| US5607551A (en) | 1993-06-24 | 1997-03-04 | Kimberly-Clark Corporation | Soft tissue |
| CA2134594A1 (en) | 1994-04-12 | 1995-10-13 | Kimberly-Clark Worldwide, Inc. | Method for making soft tissue products |
| CA2142805C (en) | 1994-04-12 | 1999-06-01 | Greg Arthur Wendt | Method of making soft tissue products |
| US5814190A (en) * | 1994-06-29 | 1998-09-29 | The Procter & Gamble Company | Method for making paper web having both bulk and smoothness |
| US5415737A (en) | 1994-09-20 | 1995-05-16 | The Procter & Gamble Company | Paper products containing a biodegradable vegetable oil based chemical softening composition |
| US5508818A (en) | 1994-09-23 | 1996-04-16 | Scan-Code, Inc. | Mixed mail transport |
| US5690788A (en) | 1994-10-11 | 1997-11-25 | James River Corporation Of Virginia | Biaxially undulatory tissue and creping process using undulatory blade |
| US5593545A (en) | 1995-02-06 | 1997-01-14 | Kimberly-Clark Corporation | Method for making uncreped throughdried tissue products without an open draw |
| ES2135849T3 (es) | 1995-05-18 | 1999-11-01 | Fort James Corp | Nuevas formulaciones de adhesivo de crespado, metodo de crespado y banda fibrosa crespada. |
| US6350349B1 (en) | 1996-05-10 | 2002-02-26 | Kimberly-Clark Worldwide, Inc. | Method for making high bulk wet-pressed tissue |
| US5851353A (en) | 1997-04-14 | 1998-12-22 | Kimberly-Clark Worldwide, Inc. | Method for wet web molding and drying |
| US6133405A (en) | 1997-07-10 | 2000-10-17 | Hercules Incorporated | Polyalkanolamide tackifying resins for creping adhesives |
| US6187137B1 (en) | 1997-10-31 | 2001-02-13 | Kimberly-Clark Worldwide, Inc. | Method of producing low density resilient webs |
| SE512808C2 (sv) | 1998-09-09 | 2000-05-15 | Valmet Karlstad Ab | Pappersmaskin och sätt för framställning av strukturerat mjukpapper |
| US6287426B1 (en) | 1998-09-09 | 2001-09-11 | Valmet-Karlstad Ab | Paper machine for manufacturing structured soft paper |
| AR023070A1 (es) * | 1998-12-21 | 2002-09-04 | Kimberly Clark Co | Tejido de papel impreso crespado humedo y proceso para obtener dicho tejido. |
| US6458343B1 (en) | 1999-05-07 | 2002-10-01 | Goldschmidt Chemical Corporation | Quaternary compounds, compositions containing them, and uses thereof |
| US6432267B1 (en) | 1999-12-16 | 2002-08-13 | Georgia-Pacific Corporation | Wet crepe, impingement-air dry process for making absorbent sheet |
| US6447640B1 (en) | 2000-04-24 | 2002-09-10 | Georgia-Pacific Corporation | Impingement air dry process for making absorbent sheet |
| BR0110772B1 (pt) | 2000-05-12 | 2011-01-25 | processo para a produção e formação de tramas de base e produto de papel resultante do mesmo. | |
| US6610173B1 (en) | 2000-11-03 | 2003-08-26 | Kimberly-Clark Worldwide, Inc. | Three-dimensional tissue and methods for making the same |
| JP2002201830A (ja) | 2000-12-30 | 2002-07-19 | Mitsui Mining & Smelting Co Ltd | 車両ドアラッチ装置のストライカとその製造方法 |
| US7959761B2 (en) | 2002-04-12 | 2011-06-14 | Georgia-Pacific Consumer Products Lp | Creping adhesive modifier and process for producing paper products |
| US7662257B2 (en) | 2005-04-21 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Multi-ply paper towel with absorbent core |
| US7585389B2 (en) | 2005-06-24 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of making fabric-creped sheet for dispensers |
| US7494563B2 (en) | 2002-10-07 | 2009-02-24 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US8673115B2 (en) | 2002-10-07 | 2014-03-18 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US7442278B2 (en) | 2002-10-07 | 2008-10-28 | Georgia-Pacific Consumer Products Lp | Fabric crepe and in fabric drying process for producing absorbent sheet |
| US7588660B2 (en) | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| EP1556548B1 (de) | 2002-10-07 | 2008-11-19 | Georgia-Pacific Consumer Products LP | Verfahren zum herstellen einer gekreppten zellstoffbahn |
| US7789995B2 (en) | 2002-10-07 | 2010-09-07 | Georgia-Pacific Consumer Products, LP | Fabric crepe/draw process for producing absorbent sheet |
| US7503998B2 (en) | 2004-06-18 | 2009-03-17 | Georgia-Pacific Consumer Products Lp | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
| US7416637B2 (en) | 2004-07-01 | 2008-08-26 | Georgia-Pacific Consumer Products Lp | Low compaction, pneumatic dewatering process for producing absorbent sheet |
| US7850823B2 (en) | 2006-03-06 | 2010-12-14 | Georgia-Pacific Consumer Products Lp | Method of controlling adhesive build-up on a yankee dryer |
| US7718036B2 (en) | 2006-03-21 | 2010-05-18 | Georgia Pacific Consumer Products Lp | Absorbent sheet having regenerated cellulose microfiber network |
| US8187422B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Disposable cellulosic wiper |
| US8187421B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet incorporating regenerated cellulose microfiber |
| US7695128B2 (en) | 2006-06-02 | 2010-04-13 | Eastman Kodak Company | Producing an ink jet image having high density and gray scale |
| US7585392B2 (en) | 2006-10-10 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of producing absorbent sheet with increased wet/dry CD tensile ratio |
| US7951264B2 (en) | 2007-01-19 | 2011-05-31 | Georgia-Pacific Consumer Products Lp | Absorbent cellulosic products with regenerated cellulose formed in-situ |
| US7608164B2 (en) | 2007-02-27 | 2009-10-27 | Georgia-Pacific Consumer Products Lp | Fabric-crepe process with prolonged production cycle and improved drying |
-
2005
- 2005-06-14 US US11/151,761 patent/US7503998B2/en active Active
- 2005-06-17 CA CA2579738A patent/CA2579738C/en not_active Expired - Lifetime
- 2005-06-17 CN CN2005800201512A patent/CN1969087B/zh not_active Expired - Lifetime
- 2005-06-17 EP EP05766962A patent/EP1756359B9/de not_active Expired - Lifetime
- 2005-06-17 ES ES05766962T patent/ES2373560T3/es not_active Expired - Lifetime
- 2005-06-17 PT PT05766962T patent/PT1756359E/pt unknown
- 2005-06-17 EP EP11005724A patent/EP2390410A1/de not_active Withdrawn
- 2005-06-17 CA CA2812725A patent/CA2812725C/en not_active Expired - Lifetime
- 2005-06-17 SI SI200531411T patent/SI1756359T1/sl unknown
- 2005-06-17 AT AT05766962T patent/ATE525524T1/de active
- 2005-06-17 DK DK05766962.4T patent/DK1756359T5/da active
- 2005-06-17 RU RU2007101721/12A patent/RU2363798C2/ru active
- 2005-06-17 WO PCT/US2005/021437 patent/WO2006009833A1/en not_active Ceased
- 2005-06-17 PL PL05766962T patent/PL1756359T3/pl unknown
-
2006
- 2006-11-14 IL IL179286A patent/IL179286A/en not_active IP Right Cessation
- 2006-12-13 EG EGNA2006001204 patent/EG24450A/xx active
-
2007
- 2007-01-17 NO NO20070313A patent/NO338785B1/no not_active IP Right Cessation
-
2009
- 2009-01-21 US US12/321,448 patent/US8142612B2/en active Active
-
2011
- 2011-12-07 CY CY20111101221T patent/CY1112145T1/el unknown
-
2012
- 2012-02-16 US US13/397,720 patent/US8512516B2/en not_active Expired - Lifetime
- 2012-02-16 US US13/397,722 patent/US20120152474A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20090126884A1 (en) | 2009-05-21 |
| EP2390410A1 (de) | 2011-11-30 |
| IL179286A0 (en) | 2007-03-08 |
| EP1756359B9 (de) | 2012-03-21 |
| US20050279471A1 (en) | 2005-12-22 |
| PT1756359E (pt) | 2011-12-27 |
| US7503998B2 (en) | 2009-03-17 |
| IL179286A (en) | 2011-06-30 |
| CN1969087A (zh) | 2007-05-23 |
| NO20070313L (no) | 2007-03-19 |
| NO338785B1 (no) | 2016-10-17 |
| CA2812725A1 (en) | 2006-01-26 |
| CA2579738A1 (en) | 2006-01-26 |
| US8512516B2 (en) | 2013-08-20 |
| ATE525524T1 (de) | 2011-10-15 |
| CA2579738C (en) | 2013-05-28 |
| SI1756359T1 (sl) | 2012-01-31 |
| PL1756359T3 (pl) | 2012-02-29 |
| DK1756359T5 (da) | 2012-04-30 |
| US8142612B2 (en) | 2012-03-27 |
| CA2812725C (en) | 2016-04-12 |
| DK1756359T3 (da) | 2011-12-05 |
| US20120160434A1 (en) | 2012-06-28 |
| HK1099058A1 (en) | 2007-08-03 |
| ES2373560T9 (es) | 2012-04-24 |
| CN1969087B (zh) | 2011-03-30 |
| CY1112145T1 (el) | 2015-11-04 |
| RU2363798C2 (ru) | 2009-08-10 |
| EG24450A (en) | 2009-07-13 |
| ES2373560T3 (es) | 2012-02-06 |
| US20120152474A1 (en) | 2012-06-21 |
| RU2007101721A (ru) | 2008-07-27 |
| EP1756359A1 (de) | 2007-02-28 |
| WO2006009833A1 (en) | 2006-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1756359B1 (de) | Tuchkreppverfahren bei hohem festkörpergehalt zur herstellung eines saugfähigen papiers mit tuchinterner trocknung | |
| EP2001662B1 (de) | Verfahren zur steuerung des haftmittelaufbaus in einem yankee-trockner | |
| US7585389B2 (en) | Method of making fabric-creped sheet for dispensers | |
| EP2132380B1 (de) | Tuchkreppverfahren mit verlängertem produktionszyklus und verbesserter trocknung | |
| CA2803423C (en) | Low compaction, pneumatic dewatering process for producing absorbent sheet | |
| EP1907625B1 (de) | Tuchgekrepptes blatt für automaten | |
| HK1099058B (en) | High solids fabric crepe process for producing absorbent sheet with in-fabric drying | |
| HK1160192A (en) | Fabric-creped absorbent cellulosic sheet | |
| HK1114579B (en) | Fabric-creped sheet for dispensers | |
| HK1098987B (en) | Low compaction, pneumatic dewatering process for producing absorbent sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20061122 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GEORGIA-PACIFIC CONSUMER PRODUCTS LP |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1099058 Country of ref document: HK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20100617 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| DAC | Divisional application: reference to earlier application (deleted) | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602005030151 Country of ref document: DE Owner name: GPCP IP HOLDINGS LLC, ATLANTA, US Free format text: FORMER OWNER: FORT JAMES CORP., ATLANTA, GA., US Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602005030151 Country of ref document: DE Effective date: 20111124 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1099058 Country of ref document: HK |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20111209 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2373560 Country of ref document: ES Kind code of ref document: T3 Effective date: 20120206 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E006183 Country of ref document: EE Effective date: 20111206 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 10776 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20110403085 Country of ref document: GR Effective date: 20120206 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T5 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: RPOT |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T4 Ref document number: E 10776 Country of ref document: SK |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20120622 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602005030151 Country of ref document: DE Effective date: 20120622 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: RECP Free format text: POSTANOWIONO TLUMACZENIE OPISU PATENTOWEGO PONOWNIE OPUBLIKOWAC ZE WZGLEDU NA BLEDY STWIERDZONE PRZEZ EPO |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E014191 Country of ref document: HU |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E006183 Country of ref document: EE Effective date: 20130630 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: HH1A Ref document number: E006183 Country of ref document: EE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20170515 Year of fee payment: 13 Ref country code: DK Payment date: 20170612 Year of fee payment: 13 Ref country code: LT Payment date: 20170518 Year of fee payment: 13 Ref country code: MC Payment date: 20170428 Year of fee payment: 13 Ref country code: IE Payment date: 20170609 Year of fee payment: 13 Ref country code: EE Payment date: 20170529 Year of fee payment: 13 Ref country code: RO Payment date: 20170504 Year of fee payment: 13 Ref country code: IS Payment date: 20170508 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20170620 Year of fee payment: 13 Ref country code: SI Payment date: 20170510 Year of fee payment: 13 Ref country code: BG Payment date: 20170427 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHNEIDER FELDMANN AG PATENT- UND MARKENANWAEL, CH Ref country code: CH Ref legal event code: PUE Owner name: GPCP IP HOLDINGS LLC, US Free format text: FORMER OWNER: GEORGIA-PACIFIC CONSUMER PRODUCTS LP, US |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: GPCP IP HOLDINGS LLC; US Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: GEORGIA-PACIFIC CONSUMER PRODUCTS LP Effective date: 20180123 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: GB1A Ref document number: E006183 Country of ref document: EE |
|
| REG | Reference to a national code |
Ref country code: LU Ref legal event code: PD Owner name: GPCP IP HOLDINGS LLC; US Free format text: FORMER OWNER: GEORGIA-PACIFIC CONSUMER PRODUCTS LP Effective date: 20180220 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: FH1C Free format text: FORMER REPRESENTATIVE(S): IFJ. SZENTPETERI ADAM, SBGK SZABADALMI UEGYVIVOEI IRODA, HU Representative=s name: DR. KOCSOMBA NELLI UEGYVEDI IRODA, HU Ref country code: HU Ref legal event code: GB9C Owner name: GPCP IP HOLDINGS LLC, US Free format text: FORMER OWNER(S): GEORGIA-PACIFIC CONSUMER PRODUCTS LP, US |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: SP73 Owner name: GPCP IP HOLDINGS LLC; US Effective date: 20180206 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: PC4A Ref document number: E 10776 Country of ref document: SK Owner name: GPCP IP HOLDINGS LLC, ATLANTA, GEORGIA, US Free format text: FORMER OWNER: GEORGIA-PACIFIC CONSUMER PRODUCTS LP, ATLANTA GA, US Effective date: 20180312 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: GPCP IP HOLDINGS LLC Effective date: 20180403 Ref country code: ES Ref legal event code: PC2A Owner name: GPCP IP HOLDINGS LLC Effective date: 20180417 Ref country code: BE Ref legal event code: PD Owner name: GPCP IP HOLDINGS LLC; US Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CESSION Effective date: 20180314 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 525524 Country of ref document: AT Kind code of ref document: T Owner name: GPCP IP HOLDINGS LLC, US Effective date: 20180314 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20180503 AND 20180509 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: GPCP IP HOLDINGS LLC, US Effective date: 20180611 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602005030151 Country of ref document: DE Owner name: GPCP IP HOLDINGS LLC, ATLANTA, US Free format text: FORMER OWNER: GEORGIA-PACIFIC CONSUMER PRODUCTS LP, ATLANTA, GA., US |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM4D Effective date: 20180617 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E006183 Country of ref document: EE Effective date: 20180630 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180617 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181217 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181231 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 10776 Country of ref document: SK Effective date: 20180617 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180630 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180702 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180617 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20190215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180617 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180617 Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180617 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200107 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: HC9C Owner name: GPCP IP HOLDINGS LLC, US Free format text: FORMER OWNER(S): GEORGIA-PACIFIC CONSUMER PRODUCTS LP, US |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: HC9C Owner name: GPCP IP HOLDINGS LLC, US Free format text: FORMER OWNER(S): GEORGIA-PACIFIC CONSUMER PRODUCTS LP, US |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230528 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240415 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240328 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240402 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240328 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240529 Year of fee payment: 20 Ref country code: CZ Payment date: 20240530 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240513 Year of fee payment: 20 Ref country code: FR Payment date: 20240408 Year of fee payment: 20 Ref country code: FI Payment date: 20240612 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240527 Year of fee payment: 20 Ref country code: SE Payment date: 20240410 Year of fee payment: 20 Ref country code: HU Payment date: 20240515 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240703 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 602005030151 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20250616 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20250627 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20250616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20250616 Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20250617 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |