EP1746065B1 - Oberflächenbehandlungsanlage mit einer Hubstation, und Hubstation mit nichtzylindrischen Führungsrollen - Google Patents
Oberflächenbehandlungsanlage mit einer Hubstation, und Hubstation mit nichtzylindrischen Führungsrollen Download PDFInfo
- Publication number
- EP1746065B1 EP1746065B1 EP05015921A EP05015921A EP1746065B1 EP 1746065 B1 EP1746065 B1 EP 1746065B1 EP 05015921 A EP05015921 A EP 05015921A EP 05015921 A EP05015921 A EP 05015921A EP 1746065 B1 EP1746065 B1 EP 1746065B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- guiding
- surface treatment
- lifting
- installation according
- treatment installation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66F—HOISTING, LIFTING, HAULING OR PUSHING, NOT OTHERWISE PROVIDED FOR, e.g. DEVICES WHICH APPLY A LIFTING OR PUSHING FORCE DIRECTLY TO THE SURFACE OF A LOAD
- B66F7/00—Lifting frames, e.g. for lifting vehicles; Platform lifts
- B66F7/02—Lifting frames, e.g. for lifting vehicles; Platform lifts with platforms suspended from ropes, cables, or chains or screws and movable along pillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66F—HOISTING, LIFTING, HAULING OR PUSHING, NOT OTHERWISE PROVIDED FOR, e.g. DEVICES WHICH APPLY A LIFTING OR PUSHING FORCE DIRECTLY TO THE SURFACE OF A LOAD
- B66F7/00—Lifting frames, e.g. for lifting vehicles; Platform lifts
- B66F7/28—Constructional details, e.g. end stops, pivoting supporting members, sliding runners adjustable to load dimensions
Definitions
- Such surface treatment equipment serves to treat surfaces of articles in a variety of ways, eg, by applying paints and other coatings. Frequently such systems contain several individual treatment stations for different treatment steps, eg preparation, painting and drying.
- the objects to be treated which may be, for example, motor vehicle bodies or other sheet metal parts, are used for this purpose Assistance of a conveyor system promoted from treatment station to treatment station.
- Known in the art lifting stations for the vertical transfer of objects in surface treatment plants are provided, have a lifting, which is guided by means of cylindrical guide rollers in the vertical direction (stroke direction).
- the support structures of the known lifting stations contain for this purpose vertical guide stand with a rectangular cross-section, against which rest the guide rollers of the lifting.
- a total of four guide rollers namely in an upper vertical position of the lifting a rear and a lateral guide roller and in a lower vertical position, a front and a side guide roller.
- lifting stations very high demands are made on the reliability. This is due to the fact that the objects are conveyed in succession through the individual treatment stations. A failure of a single lifting station therefore generally entails the shutdown of the entire surface treatment plant. Furthermore, lifting stations must be designed so that contamination of the surfaces to be treated can be avoided. Going out such contamination, for example, of lubricants that are used for lubrication of moving parts of the lifting station.
- FIG. 1 shows the EP 1 468 957 A2 a column lifter for vehicle bodies according to the preamble of claim 1 with a guide stand and a lifting carriage arranged movably thereon, wherein the guide stand is formed by a double frame and the lifting carriage is guided on this via a plurality of guide rollers.
- the US 6,571,970 B1 shows a monorail conveyor carriage with a telescopic mast.
- the telescopic mast has a plurality of hollow profiles, which are arranged one inside the other, with the help of non-cylindrical guide rollers, which cooperate with attached to the hollow profiles guide rods, the inner hollow profiles are extendable.
- the JP 11 035162 A shows a movable stacker for paper with only one guide column, which has a square cross-section. A load arm pair for paper pallets is guided over double-cone shaped guide rollers on the guide column.
- non-cylindrical guide rollers has the advantage that it is possible to achieve guidance of the lifting carriage on the support structure with fewer guide rollers than was hitherto known in the prior art.
- Radial direction is called the direction perpendicular to the axis of rotation of the guide rollers. While in the known lifting stations a guide in two different directions always required two guide rollers, can be achieved with the inventive design of the guide rollers the same effect with only a leadership role. The total number of required guide rollers can be reduced in this way and possibly even halved. Correspondingly smaller are the weight and the complexity of the lifting carriage, which has a favorable effect on the manufacturing costs and maintenance.
- Particularly simple and low maintenance is a drive by means of a traction means for raising and lowering the lifting carriage, which connects the lifting carriage with a drive motor. Since it is generally unfavorable to arrange the drive motor at the upper end of the lifting station, the traction means via a at the top of the lifting station be arranged guided pulley. The drive motor can then be arranged further down and in particular in the vicinity of the lower end of the lifting station. This is advantageous in that the drive motor is better accessible for maintenance.
- the drive motor is separated from that of the guide posts by a protective wall. This facilitates the maintenance work on the drive motor.
- the wall is then to be provided with openings through which the traction means is guided through the protective wall.
- a deflection roller Between the guide posts and the openings in the protective wall is a deflection roller, which deflects the traction means.
- the shape of the at least one guide roller can be described by rotation of a curved radial contour about an axis of rotation of the at least one guide roller.
- This radial contour can for example be circular arc, parabolic, hyperbolic or defined by any other curved curve.
- the at least one guide roller is to abut along a line on the guide stand, then its cross-section - or more precisely its portion facing the guide roller - must have substantially the same shape as the radial contour. If, on the other hand, it suffices that the at least one leadership role in the area of at least two points is applied to the guide stand, so the cross section and the radial contour can also be shaped differently.
- the cross section of the guide post on which the at least one guide roller bears is circular.
- Guide stand with circular cross-section can be inexpensively made of steel pipes and also have the advantage that can be achieved connection stiff constructions with relatively little use of materials.
- the entire support structure can thereby be substantially slimmer overall and possibly realized with fewer stiffening elements than is possible with the use of rectangular profiles.
- the use of round tubes also has the advantage that dirt is less easily deposited and also easier to remove.
- guide rollers of non-cylindrical shape do not necessarily have to have a curved radial contour.
- a guide roller which has at least one conical section, also achieve a deviating from a radial direction guide.
- guide rollers which have a cylindrical section, followed by a kind of flange, which may be conical, but also not konisch.
- sliding bearing guide rollers By using sliding bearing guide rollers, a further reduction of the maintenance effort is possible.
- sliding bearing guide rollers have the advantage that they can hardly run out of lubricant spatter. Therefore, otherwise required complex protection and cleaning measures may be omitted.
- the at least one guide roller may have a bearing on the guide stand rolling surface, which is made of a plastic. This is advantageous in particular with regard to a low weight of the lifting carriage.
- pulling means for example, chains made of steel or plastic or belts made of textiles, plastics or steel into consideration.
- a rope or a belt as a traction device, since these traction means have a low weight and do not require lubrication.
- steel chains often have the property that lubricants dissolve during movement of the chain as splashes and contaminate the objects to be treated.
- the use of traction means also has the advantage that it can be realized in a simple way a pulley, which reduces the force required to lift the lifting carriage.
- an incremental encoder provided be.
- the reference point can be predetermined, for example, by the level of an upstream or downstream conveyor system.
- Particularly preferred as a height measuring device is the use of a known cable puller, which allows starting from the reference point a highly accurate absolute value measurement.
- One cable actuator has the advantage, inter alia, that the cable drums with the associated rotary encoder can also be located further away, eg, separated from the support structure by a protective wall.
- the cable transmitter can work together with a fixed reference point switch, which compensates for the determined by the cable transducer height information with the reference level on which the reference point switch is located.
- the support structure may be provided near the upper end of the lifting station with a stationary support arrangement, e.g. connected to a steel structure or a building wall can be connected.
- a stationary support arrangement e.g. connected to a steel structure or a building wall can be connected.
- the guide racks it is also possible to connect the guide racks to a horizontal foot, which also includes the case where the racks are integrally formed with such a foot.
- the foot can be fastened to a building floor and extends at least also in the direction of the load arm. In this way, the lifting station can be securely anchored regardless of the local conditions of a surrounding building or other stationary support arrangement.
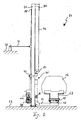
- FIG. 1 is a part of a paint shop for motor vehicle bodies in a not to scale and highly schematic longitudinal section shown.
- the part shown is a drying area 10 for drying previously coated motor vehicle bodies, to which two lifting stations, which are to be explained in greater detail, are located upstream or downstream.
- the drying area 10 includes an elongated housing 14, on the bottom of a 16 indicated conveyor for the motor vehicle bodies 12 is attached.
- This conveying device 16 may be, for example, a roller conveyor, a chain conveyor or a combination of both.
- the drying area 10 further includes a heating device 18, which is indicated only schematically, and which serves to blow hot air into distribution channels from below, which run along the longitudinal sides of the housing 14.
- the enriched with solvent vapors hot air can be supplied via an outlet 20 back to the heater 18, from which it is cleaned, heated and returned to the housing 14.
- the housing 14 is raised a few meters from a floor 22 of a surrounding building. In this way it is prevented that the heater 18 in the housing 14 introduced hot air in larger quantities at the entrance and at the exit of the housing 14 escapes from this.
- the increased arrangement of the housing 14 relative to the floor 22 makes it necessary to lift the motor vehicle bodies 12 before they can be conveyed through the drying area 10. Conversely, the motor vehicle bodies 12 must be lowered again at the exit of the drying area 10.
- lifting stations 24 and 25 For raising and lowering of the motor vehicle bodies 12 lifting stations 24 and 25 are provided, the details of which below with reference to the FIGS. 2 to 5 be explained in more detail.
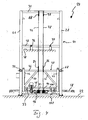
- FIGS. 2 to 5 show the lifting station 24 in side elevation in different stroke positions, a rear view and a top view.
- the lifting station 24 has two vertical guide posts 26, 28, which together with an upper cross-beam 30, a central cross-beam 32 and a lower cross-beam 33 form a support structure 34.
- the middle cross-beam 32 is connected via two fastening struts 36, 37 with a building intermediate ceiling 38 to derive on the guide posts 26, 28 acting tilting moments.
- the guide posts 26, 28 and the transverse members 30, 32, 33 are each made of steel tubes with a circular cross-section.
- the small area moment of inertia of Tubes allow a high rigidity of the support structure 34 with low material usage.
- a lifting slide 40 which can be moved in the vertical direction and is fixed relative to the supporting structure 34 in the horizontal, is supported on the guide posts 26, 28 in a manner which will be explained in more detail below.
- the lifting carriage 40 is composed of two vertical frame members 42, 44, two horizontal frame members 46, 48 and two stiffening struts 50, 52.
- the frame members 42, 44, 46, 48 and the stiffening struts 50, 52 are also made of round tubes and joined together by welding.
- load arms 54, 56 which are also made of round tubes.
- the load arms 54, 56 carry a generally designated 58 roller conveyor which includes a plurality of successively arranged axes.
- the axes are driven by an electric motor and carry at their ends rollers 60. Since such roller conveyors 58 are known in the art as such, the explanation of further details is omitted here.
- a vehicle body 12 is shown mounted on a support, also referred to as skid, indicated at 62 in the drawings.
- the Skid 62 can be moved by means of the driven rollers 60 in the longitudinal direction of the roller conveyor 58.
- the lifting carriage 40 is supported on the support structure 34 by a total of four guide rollers resting against the guide posts 26, 28 along a circular arc.
- Two guide rollers are mounted in the rear region of the vertical frame members 42, 44 at the same height and are located on the front of the guide post 26 and 28 at. They are therefore referred to below as the front guide rollers 64, 66.
- Two further, hereinafter referred to as the rear guide rollers 68, 70 rollers are mounted at angles 72 and 74 which go further up from the vertical frame members 42, 44 of the lifting carriage 40 and the guide posts 26, 28 so far embrace from the side, that the rear guide rollers 68, 70 abut against the rear sides of the guide posts 26, 28.
- the guide rollers 64, 66, 68, 70 are slidably mounted and thus low maintenance.
- the shape of the guide rollers is chosen so that the rolling surfaces along circular lines on the tubular guide posts 26, 28 abut. Since the guide rollers 64, 66, 68, 70 also partially surround the guide posts 26, 28 laterally, the lifting carriage 40 is secured not only against tilting about a horizontal tilting axis but also laterally, ie along the longitudinal direction of the transverse members 30, 32, 33 the support structure 34 fixed. Further details and variants to guide the guide rollers 64, 66, 68, 70 on the guide posts 26, 28 are discussed below with reference to the FIGS. 6a to 6e explained.
- a cable drive with two steel cables 76, 78 is provided.
- the two steel cables 76, 78 are attached to cable fittings 80 and 82 on the upper cross-beam 30.
- the free end of the steel cables 76, 78 is each guided in the manner of a simple pulley over a pulley 84 and 86, which are fixed to the upper horizontal frame member 46 of the lifting carriage 40.
- guide rollers 88, 90 the steel cables 76, 78 are guided back down, where they are rolled up on cable drums 92, 94.
- the cable drums 92, 94 are driven together by a drive shaft 96 which can be rotated by a drive motor 100 via a gear 98 in rotation.
- a cable actuator 102 is provided.
- the cable driver 102 includes a cable drum on which a thin measuring cable 104 is rolled up with low elongation.
- the cable drum can be arranged further away from the support structure 34 when providing additional deflection rollers.
- the free end of the measuring cable 104 is connected to the lifting carriage 40, here with its lower frame part 48. Ensuring spring loading of the drum ensures that the measuring part 104 is always tensioned.
- the drum, on which the measuring cable 104 is rolled, is connected to a rotary encoder which detects the angular position of the drum exactly. In this way, it is possible to precisely determine the vertical position of the lifting carriage 40 via the rotational position of the drum.
- an additional reference point generator (not shown) may be fastened to the support structure 34, which generates a signal when the lifting carriage 40 passes by.
- the position information determined by the cable sensor in this position can then be compared with the height at which the reference point sensor is located.
- the cable driver 102 is connected to a control of the lifting station 24.
- the controller has the task of driving the drive motor 100 such that the lifting carriage 40 moves to a desired height supplied to the control with a predetermined speed profile and the lifting 40 stops exactly at the desired height.
- the conveyor system 16 takes over the skid 62 with the vehicle body 12 and guides it through the housing 14 through which hot air flows.
- the motor vehicle body 12 is moved by means of the second lifting station 25 lowered and transferred to a subsequent conveyor line.
- FIGS. 6a to 6e show different variants for cross sections of the guide posts 26, 28 and corresponding shapes of the guide rollers 64, 66, 68, 70th
- the guide post 26a When in the FIG. 6a As shown, the guide post 26a also has a circular cross section.
- the guide roller 64a has a rolling surface 106a which can be described by rotating a parabola 108a about the rotation axis 110a of the guide roller 64a.
- the guide roller 64a thus abuts the guide post 26a at two points and is thus fixed relative to it both in the radial direction and in the axial direction.
- FIG. 6b shows a variant in which the guide roller 64b facing surface of the guide post 26b, parabolic curved. In this way, the guide roller 64b abuts along a line on the guide post 26b.
- the guide post 26c has an approximately square cross section, although one edge faces the guide roller 64c.
- FIG. 6d shown variant corresponds functionally largely to those in the FIG. 6c is shown.
- the guide roller 64c is made of figure 6c divided on the two lying in a height guide rollers 64d and 66d.
- the guide roller 64e has a cylindrical center section 107, at the end faces of which tapered flanges 109, 109 'follow.
- FIG. 7 shows a further variant in which the guide posts 26, 28 are not attached via fastening struts 36 to a building part. Instead, the guide post 26 passes over an elbow 112 in a foot 114, which is connected via bottom plates 116, 118 to the building floor 22.
- the foot 114 may be formed, for example, as a steel profile.
- FIG. 8 in a plan view variant differs from that in the FIGS. 2 to 4 shown lifting station 24 characterized in that in addition to the drive motor 100, a redundant drive motor 100 'is provided which can be coupled to the drive shaft 96 in case of failure of the drive motor 100.
- the drive unit for the lifting carriage 40 with the cable drums 92, 94, the drive shaft 96, the gear 98 and the drive motor 100 is not arranged directly below the lifting carriage 40, but horizontally offset to the rear. This allows the drive unit from the remaining parts of the lifting station 24 by a partition 120 divide.
- the in the FIG. 9 shown variant only requires that additional pulleys 122, 124 are provided for the steel cables 76 and 78, respectively. These deflection rollers 122, 124 may be arranged, for example, directly above the building floor 22, but also higher, approximately at the level of the lower crosspiece 33.
- the intermediate wall 120 is provided with openings 126, 128, through which the steel cables 76, 78 can be guided to the cable drums 92, 94.
Description
- Die Erfindung betrifft eine Oberflächenbehandlungsanlage, insbesondere zur Behandlung von Fahrzeugkarosserien, mit einer Hubstation zum vertikalen Umsetzen eines Gegenstands, wobei die Hubstation umfaßt:
- a) eine ortsfeste Tragstruktur mit zwei vertikalen Führungsständern,
- b) einen Hubschlitten, der sich über zumindest an zwei Punkten an den Führungsständern anliegenden Führungsrollen an der Tragstruktur abstützt, und
- c) einem an dem Hubschlitten befestigten Lastarm zur Aufnahme des Gegenstands.
- Derartige Oberflächenbehandlungsanlagen, wie sie durch Benutzung im Stand der Technik bekannt sind, dienen dazu, Oberflächen von Gegenständen auf unterschiedliche Weise, z.B. durch Aufbringen von Lacken und anderen Beschichtungen, zu behandeln. Häufig enthalten derartige Anlagen mehrere einzelne Behandlungsstationen für unterschiedliche Behandlungsschritte, z.B. Vorbereiten, Lackieren und Trocknen. Die zu behandelnden Gegenstände, bei denen es sich beispielsweise um Kraftfahrzeugkarosserien oder andere Blechteile handeln kann, werden zu diesem Zweck mit Hilfe eines Fördersystems von Behandlungsstation zu Behandlungsstation gefördert.
- Zur Oberflächenbehandlungsanlage werden hier auch solche Bereiche zwischen und nach den Behandlungsstationen gezählt, in denen die zu behandelnden Gegenstände lediglich gefördert, zwischengelagert oder sortiert werden. Die Förderung, Zwischenlagerung und Sortierung der zu behandelnden Gegenstände erfolgt häufig in mehreren Ebenen übereinander. In diesen Fällen besteht die Notwendigkeit, die Gegenstände zwischen unterschiedlichen Ebenen vertikal umzusetzen.
- Eine vertikale Umsetzung ist auch dann erforderlich, wenn einzelne Stationen der Oberflächenbehandlungsanlage aus bestimmten Gründen relativ zu anderen Stationen in anderen Ebenen angeordnet sind. Sollen die Gegenstände in einer Station beispielsweise mit Gasen behandelt werden, die schwerer sind als eine umgebene Atmosphäre, so wird eine solche Behandlung häufig in einem abgesenkten Bereich, zum Beispiel einer Art Wanne, durchgeführt, damit möglichst wenig Gase über Eintritts- und Austrittsöffnungen des Bereichs entweichen. Bei einer Behandlung mit leichteren Gasen oder mit Heißluft ist es hingegen aus den gleichen Gründen günstiger, den Behandlungsbereich höher anzuordnen.
- Im Stand der Technik bekannte Hubstationen, die zum vertikalen Umsetzen von Gegenständen in Oberflächenbehandlungsanlagen vorgesehen sind, haben einen Hubschlitten, der mit Hilfe von zylindrischen Führungsrollen in vertikaler Richtung (Hubrichtung) geführt ist. Dies bedeutet, daß sich der Hubschlitten lediglich in der Vertikalrichtung bewegen kann, in den Richtungen senkrecht hierzu hingegen an einer Tragstruktur festgelegt ist. Die Tragstrukturen der bekannten Hubstationen enthalten zu diesem Zweck vertikale Führungsständer mit rechteckigem Querschnitt, an denen die Führungsrollen des Hubschlittens anliegen. An jedem Führungsständer liegen dabei insgesamt vier Führungsrollen an, nämlich in einer oberen Vertikalposition des Hubschlittens eine hintere und eine seitliche Führungsrolle und in einer unteren Vertikalposition eine vordere und eine seitliche Führungsrolle.
- An derartige Hubstationen werden sehr hohe Anforderungen an die Zuverlässigkeit gestellt. Dies hängt damit zusammen, daß die Gegenstände hintereinander durch die einzelnen Behandlungsstationen gefördert werden. Ein Ausfall einer einzigen Hubstation zieht deswegen im allgemeinen den Stillstand der gesamten Oberflächenbehandlungsanlage nach sich. Ferner müssen Hubstationen so ausgelegt sein, daß Verschmutzungen der zu behandelnden Oberflächen vermieden werden. Ausgehen können derartige Verschmutzungen beispielsweise von Schmiermitteln, die zur Schmierung beweglicher Teile der Hubstation verwendet werden.
- So zeigt beispielsweise die
EP 1 468 957 A2 einen Säulenheber für Fahrzeugkarosserien gemäß dem Obergegriff des Anspruchs 1 mit einem Führungsständer und einem verfahrbar daran angeordneten Hubschlitten, wobei der Führungsständer von einem Doppelrahmen gebildet wird und der Hubschlitten an diesem über mehrere Führungsrollen geführt wird. - Die
US 6,571,970 B1 zeigt einen Hängebahnförderschlitten mit einem Teleskopmast. Der Teleskopmast weist mehrere Hohlprofile auf, die ineinander angeordnet sind, wobei mit Hilfe von nichtzylindrischen Führungsrollen, welche mit an den Hohlprofilen angebrachten Führungsstangen zusammenwirken, die inneren Hohlprofile ausfahrbar sind. - Die
JP 11 035162 A - Vor diesem Hintergrund ist es Aufgabe der Erfindung, eine Oberflächenbehandlungsanlage mit einer Hubstation anzugeben, die einfach aufgebaut und wartungsarm ist.
- Gelöst wird diese Aufgabe durch eine Oberflächenbehandlungsanlage nach den Merkmalen des Anspruchs 1.
- Die Verwendung nicht zylindrischer Führungsrollen hat den Vorteil, daß sich eine Führung des Hubschlittens an der Tragstruktur mit weniger Führungsrollen erzielen läßt, als dies bislang im Stand der Technik bekannt war. Als Radialrichtung wird hierbei die Richtung senkrecht zur Drehachse der Führungsrollen bezeichnet. Während bei den bekannten Hubstationen eine Führung in zwei unterschiedlichen Richtungen stets auch zwei Führungsrollen erforderte, läßt sich mit der erfindungsgemäßen Ausgestaltung der Führungsrollen die gleiche Wirkung mit lediglich einer Führungsrolle erzielen. Die Gesamtzahl der erforderlichen Führungsrollen kann auf diese Weise verringert und u.U. sogar halbiert werden. Entsprechend geringer sind das Gewicht und die Komplexität des Hubschlittens, was sich günstig auf die Herstellungskosten und den Wartungsaufwand auswirkt.
- Um eine optimale Lastverteilung zu erhalten, ist es zweckmäßig, wenn zwei Führungsrollen an der dem Hubschlitten zugewandten Seiten der Führungsständer und zwei Führungsrollen an der dem Hubschlitten abgewandten Seite die Führungsständer anliegen. Die Führungsrollen, die an der dem Hubschlitten zugewandten Seite der Führungsständer anliegen, sollten dann unterhalb der Führungsrollen angeordnet sein, die an der dem Hubschlitten abgewandten Seite der Führungsständer anliegen.
- Besonders einfach und wartungsarm ist ein Antrieb mit Hilfe eines Zugmittels zum Anheben und Absenken des Hubschlittens, das den Hubschlitten mit einem Antriebsmotor verbindet. Da es im allgemeinen ungünstig ist, den Antriebsmotor am oberen Ende der Hubstation anzuordnen, kann das Zugmittel über eine am oberen Ende der Hubstation angeordnete Umlenkrolle geführt sein. Der Antriebsmotor läßt sich dann weiter unten und insbesondere in der Nähe des unteren Endes der Hubstation anordnen. Dies ist insofern vorteilhaft, weil der Antriebsmotor dann besser für Wartungsarbeiten zugänglich ist.
- Gemäß der Erfindung ist der Antriebsmotor von den von den Führungsständern durch eine Schutzwand getrennt. Dies erleichtert die Wartungsarbeiten am Antriebsmotor. Die Wand ist dann mit Öffnungen zu versehen, durch die hindurch das Zugmittel durch die Schutzwand geführt wird. Zwischen den Führungsständern und den Öffnungen in der Schutzwand befindet sich eine Umlenkrolle, die das Zugmittel umlenkt.
- Ganz allgemein kann die Form der mindestens einen Führungsrolle durch Rotation einer gekrümmten Radialkontur um eine Drehachse der mindestens einen Führungsrolle beschrieben werden. Diese Radialkontur kann beispielsweise kreisbogenförmig, parabelförmig, hyperbolisch oder auch durch jede beliebige andere gekrümmte Kurve festgelegt sein.
- Wenn die mindestens eine Führungsrolle entlang einer Linie an dem Führungsständer anliegen soll, so muß dessen Querschnitt - oder genauer gesagt dessen Abschnitt, der der Führungsrolle zugewandt ist - im wesentlichen die gleiche Form wie die Radialkontur haben. Genügt es hingegen, daß die mindestens eine Führungsrolle im Bereich von mindestens zwei Punkten an dem Führungsständer anliegt, so kann der Querschnitt und die Radialkontur auch unterschiedlich geformt sein.
- Besonders vorteilhaft ist es, wenn der Querschnitt des Führungsständers, an dem die mindestens eine Führungsrolle anliegt, kreisförmig ist. Führungsständer mit kreisförmigen Querschnitt können preisgünstig aus Stahlrohren gefertigt werden und haben ferner den Vorteil, daß sich verbindungssteife Konstruktionen mit relativ geringem Materialeinsatz erzielen lassen. Die gesamte Tragstruktur kann dadurch insgesamt wesentlich schlanker und ggf. mit weniger Versteifungselementen realisiert werden, als dies etwa bei Verwendung von Rechteckprofilen möglich ist. Die Verwendung von Rundrohren hat ferner den Vorteil, daß sich Schmutz weniger leicht ablagert und außerdem einfacher entfernen läßt.
- Führungsrollen mit nicht zylindrischer Form müssen allerdings nicht zwangsläufig eine gekrümmte Radialkontur haben. So läßt sich beispielsweise mit einer Führungsrolle, die mindestens einen konischen Abschnitt hat, ebenfalls eine von einer Radialrichtung abweichende Führungsrichtung erzielen. Möglich ist ferner die Verwendung von Führungsrollen, die einen zylindrischen Abschnitt haben, an den sich eine Art Spurkranz anschließt, der konisch, aber auch nichtkonisch sein kann.
- Durch Verwendung von gleitgelagerten Führungsrollen ist eine weitere Verringerung des Wartungsaufwands möglich. Darüber hinaus haben gleitgelagerte Führungsrollen den Vorteil, daß von ihnen kaum Schmiermittelspritzer ausgehen können. Daher können ansonsten erforderliche aufwendige Schutz- und Reinigungsmaßnahmen ggf. entfallen.
- Die mindestens eine Führungsrolle kann eine an dem Führungsständer anliegende Rollfläche haben, die aus einem Kunststoff gefertigt ist. Vorteilhaft ist dies insbesondere im Hinblick auf ein niedriges Gewicht des Hubschlittens.
- Als Zugmittel kommen beispielsweise Ketten aus Stahl oder Kunststoff oder Bänder aus Textilien, Kunststoffen oder Stahl in Betracht. Besonders bevorzugt ist allerdings die Verwendung eines Seils oder eines Bandes als Zugmittel, da diese Zugmittel ein geringes Eigengewicht haben und keine Schmierung erfordern. Insbesondere Stahlketten haben nämlich häufig die Eigenschaft, daß Schmiermittel sich während der Bewegung der Kette als Spritzer lösen und die zu behandelnden Gegenstände verunreinigen. Die Verwendung von Zugmitteln hat außerdem den Vorteil, daß sich damit auf einfache Weise ein Flaschenzug realisieren läßt, der die zum Anheben des Hubschlittens erforderliche Kraft verringert.
- Zur Bestimmung der Höhe des Hubschlittens relativ zu einem Bezugspunkt kann z.B. ein Inkrementalgeber vorgesehen sein. Der Bezugspunkt kann dabei beispielsweise durch die Ebene eines vor- oder nachgelagerten Fördersystems vorgegeben sein. Besonders bevorzugt als Höhenmeßeinrichtung ist allerdings die Verwendung eines an sich bekannten Seilzuggebers, der ausgehend von dem Bezugspunkt eine hochgenaue Absolutwertmessung ermöglicht. Ein Seilzuggeber hat u.a. den Vorteil, daß die Seiltrommeln mit dem dazugehörigen Drehwinkelgeber auch weiter entfernt, z.B. durch eine Schutzwand von der Tragstruktur getrennt, angeordnet sein kann. Der Seilzuggeber kann mit einem ortsfesten Referenzpunktschalter zusammenarbeiten, der einen Abgleich der von dem Seilzuggeber ermittelten Höheninfor mit der Referenzhöhe ermöglicht, auf der der Referenzpunktschalter angeordnet ist.
- An dem oberen Ende der Hubstation kann außerdem mindestens ein mechanischer Endabschalter befestigt sein, der den Antriebsmotor abschaltet, sobald der Hubschlitten den oberen Totpunkt erreicht hat.
- Die Tragstruktur kann in der Nähe des oberen Endes der Hubstation mit einer ortsfesten Stützanordnung, bei der es sich z.B. um einen Stahlbau oder eine Gebäudewand handeln kann, verbunden sein. Alternativ hierzu ist es ferner möglich, die Führungsständer mit einem horizontalen Fuß zu verbinden, was auch den Fall einschließt, daß die Führungsständer einstückig mit einem solchen Fuß ausgebildet sind. Der Fuß ist an einem Gebäudeboden befestigbar und erstreckt sich zumindest auch in Richtung des Lastarms. Auf diese Weise kann die Hubstation unabhängig von den lokalen Gegebenheiten eines umgebenden Gebäudes oder einer anderen ortsfesten Stützanordnung sicher verankert werden.
- Weitere Vorteile und Merkmale der Erfindung ergeben sich aus der nachfolgenden Beschreibung der Ausführungsbeispiele anhand der Zeichnungen. Darin zeigen:
- Figur 1
- eine schematische Seitenansicht eines Teils einer erfindungsgemäßen Lackieranlage für Kraftfahrzeugkarosserien;
- Figur 2
- eine Seitenansicht einer Hubstation, die Teil der in der
Figur 1 gezeigten Lackieranlage ist, wobei sich ein Lastarm der Hubvorrichtung in der unteren Hubstellung befindet; - Figur 3
- die in der
Figur 2 gezeigte Seitenansicht der Hubstation, wobei sich der Lastarm in der oberen Hubstellung befindet; - Figur 4
- eine Rückansicht der in den
Figuren 2 gezeigten Hubstation (ohne Fahrzeugkarosserie); - Figur 5
- eine Draufsicht auf die in der
Figur 2 gezeigte Hubstation (ohne Fahrzeugkarosserie); - Figuren 6a bis 6e
- unterschiedliche Ausgestaltungen von Führungsrollen und Führungsständerprofilen;
- Figur 7
- eine Variante der in der
Figur 2 gezeigten Hubstation, bei der Führungsständer der Hubstation über einen horizontalen Fuß an einem Gebäudeboden befestigt sind; - Figur 8
- eine Draufsicht auf eine weitere Variante der in der
Figur 1 gezeigten Hubstation, die einen zusätzlichen redundanten Antriebsmotor aufweist; - Figur 9
- eine erfindungsgemäße Variante der in der
Figur 1 gezeigten Hubstation, bei der eine Antriebseinheit durch eine Wand von den übrigen Teilen der Hubstation getrennt ist. - In der
Figur 1 ist ein Teil einer Lackieranlage für Kraftfahrzeugkarosserien in einem nicht maßstäblichen und stark schematisierten Längsschnitt gezeigt. Bei dem in derFigur 1 gezeigten Teil handelt es sich um einen Trocknungsbereich 10 zur Trocknung von zuvor beschichteten Kraftfahrzeugkarosserien, dem zwei noch näher zu erläuternde Hubstationen vor- bzw. nachgelagert sind. - Zum Trocknungsbereich 10 gehört ein langgestrecktes Gehäuse 14, auf dessen Boden eine mit 16 angedeutete Fördereinrichtung für die Kraftfahrzeugkarosserien 12 befestigt ist. Bei dieser Fördereinrichtung 16 kann es sich beispielsweise um eine Rollenbahn, einen Kettenförderer oder eine Kombination aus beiden handeln. Zum Trocknungsbereich 10 gehört ferner eine nur schematisch angedeutete Heizeinrichtung 18, die dazu dient, von unten Heißluft in Verteilkanäle einzublasen, welche entlang der Längsseiten des Gehäuses 14 verlaufen. Die mit Lösungsmitteldämpfen angereicherte Heißluft kann über einen Auslaß 20 wieder der Heizeinrichtung 18 zugeleitet werden, von der sie gereinigt, erwärmt und wieder in das Gehäuse 14 zurückgeleitet wird.
- Das Gehäuse 14 ist gegenüber einem Boden 22 eines umgebenden Gebäudes um einige Meter angehoben. Auf diese Weise wird verhindert, daß die von der Heizeinrichtung 18 in das Gehäuse 14 eingeführte Heißluft in größeren Mengen am Eingang und am Ausgang des Gehäuses 14 aus diesem entweicht. Die erhöhte Anordnung des Gehäuses 14 gegenüber dem Boden 22 macht es erforderlich, die Kraftfahrzeugkarosserien 12 anzuheben, bevor sie durch den Trocknungsbereich 10 gefördert werden können. Umgekehrt müssen die Kraftfahrzeugkarosserien 12 am Ausgang des Trocknungsbereichs 10 wieder abgesenkt werden.
- Zum Anheben und Absenken der Kraftfahrzeugkarosserien 12 sind Hubstationen 24 bzw. 25 vorgesehen, deren Einzelheiten im folgenden mit Bezug auf die
Figuren 2 bis 5 näher erläutert werden. - Die
Figuren 2 bis 5 zeigen die Hubstation 24 in Seitenansicht in unterschiedlichen Hubstellungen, einer Rückansicht bzw. einer Draufsicht. Die Hubstation 24 weist zwei vertikale Führungsständer 26, 28 auf, die zusammen mit einer oberen Quertraverse 30, einer mittleren Quertraverse 32 und eine untere Quertraverse 33 eine Tragstruktur 34 bilden. Die mittlere Quertraverse 32 ist dabei über zwei Befestigungsstreben 36, 37 mit einer Gebäudezwischendecke 38 verbunden, um auf die Führungsständer 26, 28 wirkende Kippmomente abzuleiten. - Die Führungsständer 26, 28 und die Quertraversen 30, 32, 33 sind jeweils aus Stahlrohren mit kreisrundem Querschnitt gefertigt. Das kleine Flächenträgheitsmoment der Rohre ermöglicht eine hohe Steifigkeit der Tragstruktur 34 bei geringem Materialeinsatz.
- An den Führungsständern 26, 28 stützt sich in noch näher erläuternder Weise ein Hubschlitten 40 ab, der in vertikaler Richtung verfahren werden kann und in der Horizontalen relativ zu der Tragstruktur 34 festgelegt ist. Der Hubschlitten 40 ist aus zwei vertikalen Rahmenteilen 42, 44, zwei horizontalen Rahmenteilen 46, 48 und zwei Versteifungsstreben 50, 52 zusammengesetzt. Die Rahmenteile 42, 44, 46, 48 und die Versteifungsstreben 50, 52 sind ebenfalls aus Rundrohren gefertigt und durch Schweißen miteinander verbunden.
- Von den vertikalen Rahmenteilen 42, 44 des Hubschlittens 40 gehen Lastarme 54, 56 ab, die ebenfalls aus Rundrohren gefertigt sind. Die Lastarme 54, 56 tragen eine insgesamt mit 58 bezeichnete Rollenbahn, die mehrere hintereinander angeordnete Achsen enthält. Die Achsen sind elektromotorisch angetrieben und tragen an ihren Enden Rollen 60. Da derartige Rollenbahnen 58 im Stand der Technik als solche bekannt sind, wird auf die Erläuterung weiterer Einzelheiten hierzu verzichtet.
- In den
Figuren 2 und3 ist der Anschaulichkeit halber eine Fahrzeugkarosserie 12 gezeigt, die auf einem Träger befestigt ist, der auch als Skid bezeichnet wird und in den Zeichnungen mit 62 bezeichnet ist. Der Skid 62 kann mit Hilfe der angetriebenen Rollen 60 in der Längsrichtung der Rollenbahn 58 verfahren werden. - Der Hubschlitten 40 stützt sich über insgesamt vier entlang eines Kreisbogens an den Führungsständern 26, 28 anliegenden Führungsrollen an der Tragstruktur 34 ab. Zwei Führungsrollen sind im hinteren Bereich der vertikalen Rahmenteile 42, 44 auf gleicher Höhe befestigt und liegen an der Vorderseite der Führungsständer 26 bzw. 28 an. Sie werden deswegen im folgenden als vordere Führungsrollen 64, 66 bezeichnet. Zwei weitere, im folgenden als hintere Führungsrollen 68, 70 bezeichnete Rollen sind an Winkeln 72 bzw. 74 gelagert, die weiter oben von den vertikalen Rahmenteilen 42, 44 des Hubschlittens 40 abgehen und die Führungsständer 26, 28 von der Seite her so weit umgreifen, daß die hinteren Führungsrollen 68, 70 an den Hinterseiten der Führungsständer 26, 28 anliegen.
- Die Führungsrollen 64, 66, 68, 70, die jeweils eine Rollfläche aus Kunststoff haben, sind gleitgelagert und somit wartungsarm. Die Form der Führungsrollen ist dabei so gewählt, daß die Rollflächen entlang von Kreislinien an den rohrförmigen Führungsständern 26, 28 anliegen. Da die Führungsrollen 64, 66, 68, 70 die Führungsständer 26, 28 teilweise auch seitlich umgreifen, ist der Hubschlitten 40 nicht nur gegen Verkippungen um eine horizontale Kippachse gesichert, sondern auch seitlich, d.h. entlang der Längsrichtung der Quertraversen 30, 32, 33 gegenüber der Tragstruktur 34 festgelegt. Nähere Einzelheiten und Varianten zu der Führung der Führungsrollen 64, 66, 68, 70 an den Führungsständern 26, 28 werden weiter unten mit Bezug auf die
Figuren 6a bis 6e erläutert. - Zum Anheben und Absenken des Hubschlittens 40 ist ein Seilantrieb mit zwei Stahlseilen 76, 78 vorgesehen. Die beiden Stahlseile 76, 78 sind an Seilbefestigungen 80 bzw. 82 an der oberen Quertraverse 30 befestigt. Das freie Ende der Stahlseile 76, 78 ist jeweils in der Art eines einfachen Flaschenzugs über eine Umlenkrolle 84 bzw. 86 geführt, die an dem oberen horizontalen Rahmenteil 46 des Hubschlittens 40 befestigt sind. Über an der oberen Quertraverse 30 der Tragstruktur 34 befestigte Umlenkrollen 88, 90 werden die Stahlseile 76, 78 wieder nach unten geführt, wo sie auf Seiltrommeln 92, 94 aufgerollt sind. Die Seiltrommeln 92, 94 werden gemeinsam von einer Antriebswelle 96 angetrieben, die über ein Getriebe 98 von einem Antriebsmotor 100 in Drehung versetzt werden kann.
- Dank der Flaschenzüge, die durch die vorstehend beschriebene Führung der Strahlseile 76, 78 realisiert sind, ist zum Anheben des Hubschlittens 40 mit Hilfe des Antriebmotors 100 nur die Hälfte der Kraft erforderlich, die man benötigen würde, wenn die Stahlseile 76, 78 nach Umlenkung über die Umlenkrolle 88, 90 unmittelbar an dem Hubschlitten 40 befestigt wären.
- Zur exakten Bestimmung der Vertikalposition des Hubschlittens 40 ist ein Seilzuggeber 102 vorgesehen. Der Seilzuggeber 102 enthält eine Seiltrommel, auf die ein dünnes Meßseil 104 mit geringer Längendehnbarkeit aufgerollt ist. Die Seiltrommel kann bei Vorsehen zusätzlicher Umlenkrollen auch weiter entfernt von der Tragstruktur 34 angeordnet sein. Das freie Ende des Meßseils 104 ist mit dem Hubschlitten 40, hier mit dessen unteren Rahmenteil 48, verbunden. Eine Federbeaufschlagung der Trommel gewährleistet, daß das Meßteil 104 stets gespannt ist. Die Trommel, auf die das Meßseil 104 aufgerollt ist, ist mit einem Drehgeber verbunden, der die Winkelstellung der Trommel exakt erfaßt. Auf diese Weise ist es möglich, über die Drehposition der Trommel die Vertikallage des Hubschlittens 40 präzise zu bestimmen. Zur Festlegung eines Referenzpunktes kann ein zusätzlicher Referenzpunktgeber (nicht dargestellt) an der Tragstruktur 34 befestigt sein, der bei einer Vorbeifahrt des Hubschlittens 40 ein Signal erzeugt. Die von dem Seilzuggeber in dieser Position ermittelte Lageinformation kann dann mit der Höhe, auf der sich der Referenzpunktgeber befindet, abgeglichen werden.
- Der Seilzuggeber 102 ist mit einer Steuerung der Hubstation 24 verbunden. Die Steuerung hat die Aufgabe, den Antriebsmotor 100 derart anzusteuern, daß der Hubschlitten 40 eine der Steuerung zugeführte Sollhöhe mit einem vorgegebenen Geschwindigkeitsprofil anfährt und den Hubschlitten 40 exakt in der gewünschten Sollhöhe zum Stehen bringt.
- Im folgenden wird erläutert, wie oberflächenbehandelte Kraftfahrzeugkarosserien 12 durch den Trocknungsbereich 10 gefördert werden:
- Eine Gesamtsteuerung der Anlage sorgt dafür, daß der Hubschlitten 40 der in der
Figur 1 links dargestellte Hubstation 24 in die untere Vertikalposition verfahren wird, wenn sich ein Skid 62 mit einer darauf befestigten Fahrzeugkarosserie 12 der Hubstation 24 nähert. Befindet sich die Rollenbahn 58, die auf dem Lastarm 54 der Hubstation 24 befestigt ist, auf der gleichen Höhe wie eine der Hubstation 24 vorgelagerte Rollenbahn, so wird der Skid 62 mit der darauf befestigten Fahrzeugkarosserie 12 an die Rollenbahn 58 der Hubstation 24 übergeben. Der Skid 62 kann bei Bedarf auf der Rollenbahn 58 fixiert werden, um unerwünschte Bewegungen des Skids 62 auf der Rollenbahn 58 während des sich nun anschließenden Anhebens des Hubschlittens 40 zu verhindern. - Sobald sich die Rollenbahn 58 auf der Höhe des Fördersystems 16 befindet, übernimmt das Fördersystem 16 den Skid 62 mit der Fahrzeugkarosserie 12 und führt diesen durch das von Heißluft durchströmte Gehäuse 14. Am Ende des Gehäuses 14 wird die Kraftfahrzeugkarosserie 12 mit Hilfe der zweiten Hubstation 25 abgesenkt und an eine nachfolgende Förderstrecke übergeben.
- Die
Figuren 6a bis 6e zeigen unterschiedliche Varianten für Querschnitte der Führungsständer 26, 28 und entsprechenden Formen der Führungsrollen 64, 66, 68, 70. - Bei der in der
Figur 6a gezeigten Variante hat der Führungsständer 26a ebenfalls einen kreisförmigen Querschnitt. Die Führungsrolle 64a hat eine Rollfläche 106a, die durch Rotation einer Parabel 108a um die Drehachse 110a der Führungsrolle 64a beschrieben werden kann. Die Führungsrolle 64a liegt damit an zwei Punkten an dem Führungsständer 26a an und ist somit gegenüber diesem sowohl in radialer Richtung als auch in axialer Richtung festgelegt. - Die
Figur 6b zeigt eine Variante, bei der auch die zur Führungsrolle 64b weisende Fläche des Führungsständers 26b, parabelförmig gekrümmt ist. Auf diese Weise liegt die Führungsrolle 64b entlang einer Linie an dem Führungsständer 26b an. - Bei der in der
Figur 6c gezeigten Variante hat der Führungsständer 26c einen annähernd quadratischen Querschnitt, wobei allerdings eine Kante zu der Führungsrolle 64c weist. - Die in der
Figur 6d gezeigte Variante entspricht funktionell weitgehend derjenigen, die in derFigur 6c gezeigt ist. Allerdings ist die Führungsrolle 64c aus derFigur 6c auf die beiden in einer Höhe liegenden Führungsrollen 64d und 66d aufgeteilt. - Bei der in der
Figur 6e gezeigten Variante enthält die Führungsrolle 64e einen zylindrischen Mittenabschnitt 107, an dessen Stirnflächen sich konische Spurkränze 109, 109' anschließen. - Die
Figur 7 zeigt eine weitere Variante, bei der die Führungsständer 26, 28 nicht über Befestigungsstreben 36 an einem Gebäudeteil befestigt sind. Statt dessen geht der Führungsständer 26 über ein Winkelstück 112 in ein Fußstück 114 über, das über Bodenplatten 116, 118 mit dem Gebäudeboden 22 verbunden ist. Das Fußstück 114 kann beispielsweise als Stahlprofil ausgebildet sein. - Die in der
Figur 8 in einer Draufsicht gezeigte Variante unterscheidet sich von dem in denFiguren 2 bis 4 gezeigten Hubstation 24 dadurch, daß zusätzlich zum Antriebsmotor 100 ein redundanter Antriebsmotor 100' vorgesehen ist, der bei Ausfall des Antriebsmotors 100 an die Antriebswelle 96 angekoppelt werden kann. - Bei der in der
Figur 9 gezeigten Variante gemäß der Erfindung ist die Antriebseinheit für den Hubschlitten 40 mit den Seiltrommeln 92, 94, der Antriebswelle 96, dem Getriebe 98 und dem Antriebsmotor 100 nicht unmittelbar unterhalb des Hubschlittens 40, sondern horizontal dazu nach hinten versetzt angeordnet. Dies erlaubt es, die Antriebseinheit von den übrigen Teilen der Hubstation 24 durch eine Trennwand 120 abzuteilen. Die in derFigur 9 gezeigte Variante erfordert lediglich, daß zusätzliche Umlenkrollen 122, 124 für die Stahlseile 76 bzw. 78 vorgesehen werden. Diese Umlenkrollen 122, 124 können beispielsweise unmittelbar über dem Gebäudeboden 22, jedoch auch höher, etwa in Höhe der unteren Quertraverse 33, angeordnet sein. Die Zwischenwand 120 ist bei dieser Variante mit Öffnungen 126, 128 versehen, durch die hindurch die Stahlseile 76, 78 zu den Seiltrommeln 92, 94 geführt werden können.
Claims (14)
- Oberflächenbehandlungsanlage, insbesondere zur Behandlung von Fahrzeugkarosserien, mit einer Hubstation (24, 25) zum vertikalen Umsetzen eines Gegenstands (12), wobei die Hubstation umfaßt:a) eine ortsfeste Tragstruktur (34) mit zwei vertikalen Führungsständern (26, 28),b) einen Hubschlitten (40), der sich über zumindest an zwei Punkten an den Führungsständern (26, 28) anliegenden Führungsrollen (64, 66, 68, 70) an der Tragstruktur (34) abstützt, undc) einem an dem Hubschlitten (40) befestigten Lastarm (54) zur Aufnahme des Gegenstands (12),dadurch gekennzeichnet,
daß mindestens eine Führungsrolle (64, 66, 68, 70; 64a; 64b; 64c; 64d, 66d) zur Erzielung einer von einer Radialrichtung abweichenden Führungsrichtung eine nichtzylindrische Form hat,
daß zwei Führungsrollen (64, 66) an der dem Hubschlitten (40) zugewandten Seite der Führungsständer (26, 28) und zwei Führungsrollen (68, 70) an der dem Hubschlitten (40) abgewandten Seite der Führungsständer (26, 28) anliegen, wobei die Führungsrollen (64, 66), die an der dem Hubschlitten (40) zugewandten Seite der Führungsständer (26, 28) anliegen, unterhalb der Führungsrollen (68, 70) angeordnet sind, die an der dem Hubschlitten (40) abgewandten Seite der Führungsständer (26, 28) anliegen,
daß ein Zugmittel (76, 78) zum Anheben und Absenken des Hubschlittens (40) vorgesehen ist, das den Hubschlitten mit einem Antriebsmotor (100) verbindet,
daß der Antriebsmotor (100) von den Führungsständern (26, 28) durch eine Schutzwand (120) getrennt ist,
daß die Schutzwand (120) Öffnungen (126, 128) hat, durch die hindurch das Zugmittel (76, 78) durch die Schutzwand geführt ist, und
daß sich zwischen den Führungsständern (26, 28) und den Öffnungen (126, 128) eine Umlenkrolle (122, 124) befindet, welche das Zugmittel (76, 78) umlenkt. - Oberflächenbehandlungsanlage nach Anspruch 1, dadurch gekennzeichnet, daß die Form der mindestens einen Führungsrolle (64, 66, 68, 70; 64a; 64b) durch Rotation einer gekrümmten Radialkontur um eine Drehachse (110a; 110b) der mindestens einen Führungsrolle beschrieben wird.
- Oberflächenbehandlungsanlage nach Anspruch 2, dadurch gekennzeichnet, daß die Radialkontur (108a) kreisbogenförmig gekrümmt ist.
- Oberflächenbehandlungsanlage nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Führungsständer (26, 28; 26a), an dem die mindestens eine Führungsrolle (64, 66, 68, 70; 64a) anliegt, einen Querschnitt hat, der zumindest zu der mindestens einen Führungsrolle hin kreisbogenförmig ist.
- Oberflächenbehandlungsanlage nach Anspruch 1, dadurch gekennzeichnet, daß die mindestens eine Führungsrolle (64c; 64d, 66d) mindestens einen konischen Abschnitt hat.
- Oberflächenbehandlungsanlage nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die mindestens eine Führungsrolle (64, 66, 68, 70) gleitgelagert ist.
- Oberflächenbehandlungsanlage nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die mindestens eine Führungsrolle (64, 66, 68, 70) eine an dem Führungsständer anliegende Rollfläche hat, die aus einem Kunststoff gefertigt ist.
- Oberflächenbehandlungsanlage nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß das Zugmittel (76, 78) über eine am oberen Ende der Hubstation (24, 25) angeordnete Umlenkrolle (84, 86) geführt ist.
- Oberflächenbehandlungsanlage nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß das Zugmittel ein Seil (76, 78) oder ein Band ist.
- Oberflächenbehandlungsanlage nach Anspruch 9, gekennzeichnet durch einen Flaschenzug (76, 78, 80, 82, 84, 86, 88, 90), der die zum Anheben des Hubschlittens (40) erforderliche Kraft verringert.
- Oberflächenbehandlungsanlage nach einem der vorhergehenden Ansprüche, gekennzeichnet durch einen Seilzuggeber (102) zum Messen der Höhe des Hubschlittens (40) relativ zu einem Bezugspunkt.
- Oberflächenbehandlungsanlage nach Anspruch 11, gekennzeichnet durch einen mit dem Seilzuggeber (102) zusammenwirkenden ortsfesten Referenzpunktschalter, der einen Abgleich der von dem Seilzuggeber (102) ermittelten Höheninformationen mit der Referenzhöhe ermöglicht, auf der der Referenzpunktschalter angeordnet ist.
- Oberflächenbehandlungsanlage nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Tragstruktur (34) in der Nähe des oberen Endes der Hubstation (24, 25) mit einer ortsfesten Stützanordnung verbunden sind.
- Oberflächenbehandlungsanlage nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, daß die Führungsständer (26') mit einem horizontalen Fuß (114) verbunden sind, der an einem Gebäudeboden (22) befestigbar ist und sich in Richtung des Lastarms (54) erstreckt.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL05015921T PL1746065T3 (pl) | 2005-07-22 | 2005-07-22 | Instalacja do obróbki powierzchni ze stanowiskiem podnośnym oraz stanowisko podnośne z nie cylindrycznymi rolkami prowadzącymi |
| ES05015921T ES2380888T3 (es) | 2005-07-22 | 2005-07-22 | Instalación de tratamiento de superficies con una estación de elevación, y estación de elevación con rodillos de guiado no cilíndricos |
| AT05015921T ATE540893T1 (de) | 2005-07-22 | 2005-07-22 | Oberflächenbehandlungsanlage mit einer hubstation,und hubstation mit nichtzylindrischen führungsrollen |
| EP05015921A EP1746065B1 (de) | 2005-07-22 | 2005-07-22 | Oberflächenbehandlungsanlage mit einer Hubstation, und Hubstation mit nichtzylindrischen Führungsrollen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05015921A EP1746065B1 (de) | 2005-07-22 | 2005-07-22 | Oberflächenbehandlungsanlage mit einer Hubstation, und Hubstation mit nichtzylindrischen Führungsrollen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1746065A1 EP1746065A1 (de) | 2007-01-24 |
| EP1746065B1 true EP1746065B1 (de) | 2012-01-11 |
Family
ID=35453316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05015921A Not-in-force EP1746065B1 (de) | 2005-07-22 | 2005-07-22 | Oberflächenbehandlungsanlage mit einer Hubstation, und Hubstation mit nichtzylindrischen Führungsrollen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1746065B1 (de) |
| AT (1) | ATE540893T1 (de) |
| ES (1) | ES2380888T3 (de) |
| PL (1) | PL1746065T3 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6561697B2 (ja) | 2015-09-01 | 2019-08-21 | 株式会社ダイフク | 昇降設備及び搬送システム |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2857985A (en) * | 1955-08-18 | 1958-10-28 | Simmons Ind Inc | Automobile lifting apparatus |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1538355A (en) * | 1976-07-09 | 1979-01-17 | Towmotor Corp | Lift truck mast assembly |
| JPH1135162A (ja) | 1997-07-15 | 1999-02-09 | Miura Tekkosho:Kk | 用紙高積み機 |
| US6571970B1 (en) | 2000-10-16 | 2003-06-03 | Rapistan Systems Advertising Corp. | Monorail telescopic carrier |
| DE10238493A1 (de) * | 2002-08-22 | 2004-03-04 | Dürr Automotion Gmbh | Fördervorrichtung und Verfahren zum Fördern eines Werkstücks |
| DE10318085A1 (de) | 2003-04-17 | 2004-11-18 | Bürener Maschinenfabrik GmbH | Säulenheber |
-
2005
- 2005-07-22 PL PL05015921T patent/PL1746065T3/pl unknown
- 2005-07-22 AT AT05015921T patent/ATE540893T1/de active
- 2005-07-22 ES ES05015921T patent/ES2380888T3/es active Active
- 2005-07-22 EP EP05015921A patent/EP1746065B1/de not_active Not-in-force
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2857985A (en) * | 1955-08-18 | 1958-10-28 | Simmons Ind Inc | Automobile lifting apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1746065A1 (de) | 2007-01-24 |
| ATE540893T1 (de) | 2012-01-15 |
| PL1746065T3 (pl) | 2012-06-29 |
| ES2380888T3 (es) | 2012-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1181467B2 (de) | Scherenhubtisch | |
| DE10063448C5 (de) | Anlage zur Behandlung, insbesondere zum Lackieren, von Gegenständen, insbesondere von Fahrzeugkarosserien | |
| EP2578520B1 (de) | Fördervorrichtung | |
| DE3738973C1 (de) | Vorrichtung zum Auswechseln elastischer Superkalander-Walzen | |
| EP2703329B1 (de) | Aufzug | |
| EP0069239B1 (de) | Antriebseinrichtung für die Fortbewegung von langgestrecktem Halbzeug | |
| EP1784288B1 (de) | Vorrichtung zum beschichten, insbesondere zum lackieren, von gegenständen, insbesondere von fahrzeugkarosserien | |
| EP0155375B1 (de) | Manipulator zur Prüfung von oben offenen Druckbehältern | |
| EP1485312B1 (de) | Anlage zum behandeln, insbesondere zum kataphoretischen tauchlackieren von fahrzeugkarosserien | |
| EP1746065B1 (de) | Oberflächenbehandlungsanlage mit einer Hubstation, und Hubstation mit nichtzylindrischen Führungsrollen | |
| EP0232529B1 (de) | Positioniereinheit für den Greifkopf eines Palettierers oder dgl. Positioniervorrichtung | |
| DE10211214C1 (de) | Anlage zum Behandeln, insbesondere zum kataphoretischen Tauchlackieren, von Gegenständen, insbesondere von Fahrzeugkarosserien | |
| DE102004032954B4 (de) | Oberflächenbehandlungsanlage mit einer Hubstation | |
| DE202004021036U1 (de) | Oberflächenbehandlungsanlage mit einer Hubstation | |
| EP3788190B1 (de) | Ballenöffner zum öffnen von gepressten faserballen | |
| AT520889B1 (de) | Heber mit mindestens einer vertikal verfahrbaren Hubplattform mit einem Riemenantrieb | |
| EP1277521A2 (de) | Beschichtungsanlage mit einem Abdeckband für eine Gehäuseöffnung | |
| AT519207A1 (de) | Fördereinrichtung zum Fördern von Produkten | |
| DE2123132C2 (de) | Fördereinrichtung an Gerüsten, insbesondere Metallgerüsten | |
| DE2314077C3 (de) | Vorrichtung zum Transportieren von Rohren durch eine Wärmebehandlungseinrichtung | |
| EP3201108A1 (de) | Fördersystem für werkstücke | |
| WO2012000488A2 (de) | Verpackungsvorrichtung und verfahren zum betreiben | |
| EP0542097B1 (de) | Staurollenförderer | |
| DE102016216768A1 (de) | Fertigungsvorrichtung | |
| WO2023011771A1 (de) | Maschinenraumloses aufzugssystem |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070716 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20071011 |
|
| R17C | First examination report despatched (corrected) |
Effective date: 20100202 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: EISENMANN AG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 540893 Country of ref document: AT Kind code of ref document: T Effective date: 20120115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502005012313 Country of ref document: DE Owner name: EISENMANN SE, DE Free format text: FORMER OWNER: EISENMANN ANLAGENBAU GMBH & CO. KG, 71032 BOEBLINGEN, DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005012313 Country of ref document: DE Effective date: 20120308 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120111 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2380888 Country of ref document: ES Kind code of ref document: T3 Effective date: 20120521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120111 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120411 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120511 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120511 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120412 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 |
|
| 26N | No opposition filed |
Effective date: 20121012 |
|
| BERE | Be: lapsed |
Owner name: EISENMANN A.G. Effective date: 20120731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005012313 Country of ref document: DE Effective date: 20121012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050722 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140722 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502005012313 Country of ref document: DE Representative=s name: OSTERTAG & PARTNER, PATENTANWAELTE MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502005012313 Country of ref document: DE Owner name: EISENMANN SE, DE Free format text: FORMER OWNER: EISENMANN AG, 71032 BOEBLINGEN, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160513 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: RN Effective date: 20160726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160722 Year of fee payment: 12 Ref country code: GB Payment date: 20160721 Year of fee payment: 12 Ref country code: IT Payment date: 20160725 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: D5 Effective date: 20161013 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20160713 Year of fee payment: 12 Ref country code: AT Payment date: 20160721 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20160715 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005012313 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 540893 Country of ref document: AT Kind code of ref document: T Effective date: 20170722 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180201 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170722 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20181030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170723 |