EP1661673A1 - Method and device for aligning the edges of webs - Google Patents
Method and device for aligning the edges of webs Download PDFInfo
- Publication number
- EP1661673A1 EP1661673A1 EP05292472A EP05292472A EP1661673A1 EP 1661673 A1 EP1661673 A1 EP 1661673A1 EP 05292472 A EP05292472 A EP 05292472A EP 05292472 A EP05292472 A EP 05292472A EP 1661673 A1 EP1661673 A1 EP 1661673A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strips
- strip
- sub
- elementary
- final
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/16—Associating two or more webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/06—Multi-step processes for making books starting with webs not provided for elsewhere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C3/00—Making booklets, pads, or form sets from multiple webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
- B65H2301/41487—Winding slitting trimming edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
Definitions
- the invention relates to a method for producing at least one final strip of multi-layered printed documents assembled from a feed reel comprising an initial printed paper web, a feed reel for use in the implementation of such a method and an installation for the implementation of such a method.
- the invention also relates to a method for producing at least one finished reel of multi-layered printed documents assembled from an initial strip of printed paper, a finished reel obtained by the implementation of such a method and that an installation for the implementation of such a method.
- the invention relates to a method for producing multi-layered printed documents assembled from a feed reel comprising an initial strip of printed paper and an installation for carrying out such a method.
- EP-A-0 673 870 It is known from EP-A-0 673 870 to produce, from a strip of printed paper, multi-layer printed documents by superposing subbands assembled on one of their longitudinal edges and then rewinding together. the subbands and transversely cutting the coil constituted by the superimposed subbands assembled.
- Such a method offers many advantages since it allows a simple and fast way to obtain printed documents having a large printing area.
- this transverse offset can generate on the finished coil formed by the subbands overhangs on the end sections perpendicular to the axis of the coil.
- the aim of the invention is to improve the production of multi-sheet printed documents by proposing a method for producing a final strip of multi-layered printed documents in which a split of the assembled superimposed subbands makes it possible to adjust the longitudinal edges of the sub-strips. -bands and improve productivity with each cycle.
- each sub-band makes it possible to match the longitudinal edges of the elementary strips and to form final strips having longitudinal edges that are generally straight and sharp. Moreover, by splitting the subbands between the stacks of elementary strips, several final strips are produced, at each cycle, the final strips each making it possible to obtain a finished coil or printed documents.
- the invention relates to a supply reel intended to be used for the implementation of the method according to the first aspect, said reel comprising an initial printed paper web, said web comprising at least two sub-bands of substantially identical transverse dimension arranged side by side, each sub-band comprising an elementary band or a plurality of elementary strips arranged side by side, the elementary bands having a substantially identical transverse dimension, the impressions of the elementary bands on the same face of a subband being identical.
- the final bands having no transverse offset, the finished reels obtained by rewinding the final bands do not have overhangs and therefore no risk of deterioration of the final bands during transportation or storage of finished reels.
- the invention provides a finished coil obtained by the implementation of the method according to the fourth aspect, said coil being generally cylindrical and comprising at least one end section perpendicular to the axis of the coil which is generally flat.
- the invention relates to an installation for carrying out the method according to the fourth aspect, said installation comprising an installation according to the second aspect and rewinding means of each final strip to obtain a generally cylindrical finished coil comprising at least one minus an extreme section perpendicular to the axis of the coil which is generally flat.
- the invention relates to an installation for carrying out such a method, said installation comprising an installation according to the third aspect and adjustable means for transverse cutting of the final strips.
- the printed documents are leaflets 4 relating to pharmaceutical products, cosmetic products or similar products.
- Such products 38 are generally arranged in a container 39, for example of the bottle, tube, plate or similar type, the container 39 then being placed in a package 40.
- the packaging is of the type of cardboard box shaped general parallelepiped obtained by folding and gluing a blank.
- the generally polygonal records 4, in particular rectangular, have two main directions, the longitudinal direction L according to the largest dimension of the record 4 and the transverse direction T perpendicular to the longitudinal direction L.
- the terms “transverse” and “longitudinal” also refer to the two main directions perpendicular to each other of the initial strip 3 considered flat, the longitudinal direction L along the largest dimension of the initial band 3 and the transverse direction T perpendicular to the longitudinal direction L.
- the longitudinal and transverse directions T are respectively perpendicular and parallel to the axis M.
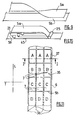
- the notice 4 is folded transversely, as shown in FIG. 3, to obtain a strip 41 whose largest dimension corresponds to the transverse dimension of the notice 4.
- the strip 41 shown on FIG. Figure 4 is in turn folded in the general shape of U comprising two branches 42 and a base 46, so as to allow the introduction of the container 39 between the branches 42 of the U.
- leaflets 4 must allow the inclusion of obligatory general information on the use of the product and specific information on the product, such as its definition, composition and effects, and dosage in the case of a pharmaceutical product.
- the notice 4 may also include information relating to the company that manufactures the product. In addition, it may be necessary to have all of this information in several languages, the notice 4 then including translations of the information.
- the records 4 may have a longitudinal dimension L of up to about 40 centimeters and a transverse dimension T of up to about 20 centimeters.
- L longitudinal dimension
- T transverse dimension
- the record 4 includes several sheets 43 substantially identical in terms of shape and size, superimposed and can be printed on the front and back to increase the printable useful surface of the record 4.
- Each sheet 43 is made to from a thin sheet, for example of the type bible paper having a basis weight between 20 g / m 2 and 40 g / m 2 .
- Such an increase in the printable usable area makes it possible to record all the information intended for the user of the product 38.
- each sheet 43 then comprises an assembly zone 44 in the vicinity of one of its longitudinal edges.
- the assembly zone has a transverse dimension of the order of a few millimeters, for example between about 3 millimeters and of the order of 8 millimeters, and the assembly of the sheets 43 is produced by means of an adhesive substance 45 disposed between the joining zones of two consecutive sheets 43.
- the adhesive substance 45 may be a permanent glue, the sheets 43 being permanently affixed to one another, or a fugitive glue, the sheets 43 being separable from each other without being damaged, or a combination of both.
- FIGS. 1 and 2 provision is made to produce records 4 comprising two assembled superimposed sheets 43.
- a and B denote the faces intended to form respectively the front and the back of the upper sheet 43 of the notice 4 and C and D, the faces intended to form respectively the front and the back of the lower sheet 43 4.
- the visible faces are shown in full lines and the faces opposite to the visible faces in dashes.
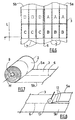
- the initial strip 3 of printed paper shown in FIG. 6 comprises two sub-strips 5a, 5b of substantially identical transverse dimension arranged side by side.
- the maximum transverse dimension T of the initial band 3 is of the order of 85 centimeters and the grammage of the initial band 3 is between 20 g / m 2 and 40 g / m 2 .
- a reference line 6 is printed on the initial strip 3, the two subbands 5a, 5b being disposed on either side of the reference line 6.
- the number of sub-bands 5 is the same as the number of sheets 43 of the instructions 4 that one wishes to achieve. And, in other embodiments, the installation makes it possible to produce records 4 comprising three or more than three sheets 43.
- the initial band 3 then comprises three sub-bands 5 or more of three sub-bands 5, one line 6 can be printed between two successive subbands.
- the installation allows starting from the initial band 3 to make one or more final bands 1 of records 4, that is to say one or more longitudinal successions of records 4.
- the supply coil 2 has a maximum diameter of about 1 meter.
- each sub-band 5a, 5b comprises three printed elementary strips 7 arranged side by side and having a substantially identical transverse dimension.
- the transverse dimension T of the elementary strips 7 is greater than the transverse dimension T of the final strips 1.
- the dimension transverse T of each final coil 1 may be between 13 centimeters and 14 centimeters.
- the impressions of the elementary bands 7 on the same face of a sub-band 5 are identical.
- the elementary strips 7 of the sub-band 5a have on one side the impressions intended to form the side A of the upper sheets 43 and on the other side, the impressions intended to form the B side of the upper sheets 43.
- the elementary strips 7 sub-band 5b have on one side the impressions intended to form the C side of the lower sheets 43 and on the other side, the impressions intended to form the face D of the lower sheets 43.
- the faces of the elementary strips 7 intended to form the faces B and C are formed on the same face of the initial strip 3 and the faces of the elementary strips 7 intended to form the faces A and D are formed on the other side of the strip. initial 3.
- each subband 5 comprises a single, two or more than three elementary strips 7 printed to produce a single, two or more than three final bands 1 from the initial band 3.
- the impressions of the sub faces strips 5 must then be adapted to the method of producing records 4 as will be described later.
- the installation shown in FIGS. 17 to 19 comprises, successively, a first unwinding station of the supply reel 2, a second stacking station of all the sub-strips 5, a third station assembly of all the sub-bands 5 and a fourth longitudinal slitting station of each sub-band 5.
- the first and second stations are arranged in a first direction X while the third and fourth stations are arranged in a second direction Y perpendicular to the first direction X.
- a direction of elevation Z perpendicular to the directions X and Y.
- unwinding means are mounted on a frame 8 and comprise, at the entrance of the first station, a feed mandrel 9 and, at the outlet of the first station, an exit roller 10.
- Generally cylindrical bars 11 mounted on the frame 8 form means for running from the initial strip 3 to the exit roll 10.
- the feed mandrel 9, the output roll 10 and the scroll bars 11 are generally parallel to each other and perpendicular to the direction X.
- the first station may include means for controlling and adjusting the position of the initial web 3. It may also be provided that the positions relative to the frame 8 of the feed mandrel 9, the scroll bars 11 and the roll 10 of output can be adjusted automatically or manually. In particular, a device, not shown, for lifting the feed mandrel 9 comprising jacks may be provided in the first station. In addition, additional means for controlling the printing of the initial web 3 and its tension, for example by means of strain gauges arranged on an output roll, can be added to the first station.
- the second station comprises adjustable means for superimposing all the sub-bands 5.
- the superposition means are mounted on a frame 16 and comprise, at the entrance to the second station, elements for slitting the initial strip 3 along an slitting line 12 located between two successive subbands.
- the slitting elements may comprise circular slitting knives 13 generally located in a plane comprising the X and Z directions and resting against counter knives.
- the slitting knives 13 and counter-knives are intended to be arranged on either side of the initial strip 3 to allow longitudinal slitting of the initial strip 3 between the subbands 5.
- the slitting knives 13 are mounted pivoting on a shaft 14 so as to be adjustable, manually or automatically, perpendicularly to the direction X.
- the counter-knives can be rotated by a motorization 15 about an axis perpendicular to the direction X. Moreover, for security reasons and to limit the risks of disruption of the slitting of the initial strip 3, a not shown safety device comprising in particular a housing in which the slitting knives 13 and counter-knives are arranged may be provided.
- the initial strip 3 comprising two subbands 5a, 5b
- the slitting elements comprise a single slitting knife 13 and a counter knife disposed between the subbands 5a, 5b.
- the superposition means comprise turning elements of the subbands 5.
- the turning elements comprise turnbars mounted on the frame 16.
- two turnbars 17 are arranged substantially symmetrically at 45 °. Relative to the plane of a slitting knife 13, the distance between said turning bars 17 being minimal on the side of the slitting knife 13.
- the turning bars 17 are offset in the Z direction and comprise blowing holes 18 supplied with compressed air by appropriate means not shown to allow the movement of the subbands 5.
- a turning bar 19 is disposed in the direction X adjacent the end opposite the slitting knife 13 of one turning bars 17 to 45 °.
- rollover bars 17 at 45 ° with respect to the plane of the slitting knife 13 is particularly adapted to the superposition of two successive subbands 5 without particular adjustment and precisely according to a common reference line.
- the second station may comprise more than two rollover bars 17 at 45 ° and several bars 19 parallel to the direction X to allow the superposition of the subbands 5 limiting the settings.
- the turning elements may comprise folding cones of the initial band 3 between two successive subbands.
- the second station also comprises scroll bars 20 arranged perpendicular to the direction X and guiding the initial band 3 and the subbands 5a, 5b between the slitting elements and the turning elements. It is also possible to provide the second station with means for controlling and adjusting the position of the subbands 5.
- This third station is provided with means for assembling all the sub-bands 5 in the vicinity of one of the longitudinal edges of each elementary strip 7 printed.
- the assembly means comprise guns 21 in fluid communication with a reservoir of adhesive substance 45, for example glutinous or permanent glue.
- adhesive substance 45 for example glutinous or permanent glue.
- the guns 21 are mounted on carriages 22 which can slide automatically or manually on a guide 23 mounted perpendicularly to the direction Y on a frame 33.
- the third station also comprises means for scrolling the subbands 5 in the form of bars 24 arranged perpendicularly to the direction Y.
- the scroll bars 24 can make it possible to make up the difference in path followed by the subbands 5 during the reversal. .
- scroll bars 24 are arranged in the Z elevation direction. This arrangement makes it possible to place the guns 21 between the superimposed subbands 5 and to deposit the adhesive substance 45 on one of the longitudinal edges of each strip. elemental 7 printed from the lower subband 5.
- a device for checking the presence of adhesive substance 45 can be used in the third post.
- the superposition and the assembly of the sub-bands 5 are finalized by means of a call cylinder 25 mounted on the frame 33 and rotated by a motorization of call around an axis perpendicular to the direction Y.
- the inverting cylinder 25 drives the superimposed subbands 5 via a rubber pressure roller which exerts an adjustable pressure on the subbands 5 in the direction of the inverting cylinder 25 to hold them against this one.
- an underrun bar 26 is provided between the call rollers 25 and presser.
- all the sub-bands 5 of the initial band 3 are superimposed and assembled one above the other so that their longitudinal edges are substantially in correspondence.
- superposing two successive sub-bands 5 with the longitudinal edges in correspondence we mean the arrangement of the subbands 5 one above the other, generally overlapping, with the longitudinal edges close to each other . Due to the size of the subbands 5 and the elementary bands 7, stackings of assembled superimposed elementary strips 7 are obtained.
- the installation comprises a fourth station provided with adjustable means for longitudinal slitting of each subband 5 in the vicinity of at least one longitudinal edges of each stack.
- the longitudinal slitting means are mounted on a frame 34 and comprise second circular slitting knives 27 resting against counter knives 28.
- the second slitting knives 27 are generally situated in a plane comprising the directions Y and Z and the counter-knives 27. knives 28 are intended to be arranged, on either side, between two stacks of successive elementary strips 7 to allow the longitudinal slitting of all the superimposed subbands 5 assembled.
- the second slitting knives 27 are pivotally mounted on a shaft 29 perpendicular to the Y direction and the counter knives 28 are rotated by the drive motor about an axis perpendicular to the Y direction.
- second ripping knives 27 are adjustable, manually or automatically, perpendicular to the Y direction on the shaft 29.
- the second circular slitting knives 27 are positioned to perform a longitudinal slitting of the subbands 5 near and outside the areas on which the adhesive substance 45 has been deposited.
- the second slitting knives 27 and the counter knives 28 may be arranged in the housing of a safety device.
- the installation allows the direct production of records 4 from the final strips 1.
- the installation comprises a fifth transverse cutting station of the final strips 1.
- the fifth station comprises adjustable means for transverse cutting of the final strips 1.
- the installation makes it possible to produce a finished reel 30 of records 4, each finished reel 30 being formed by the winding up of a final strip 1.
- the installation comprises a fifth station provided with means for rewinding each final strip 1 and uncoiling the finished coils 30.
- the fifth station comprises six pins 31 that can be used in two groups of three so as to allow the rewinding of the final strips 1 and the uncoiling of the finished coils 30.
- a frame 32 supports three drives that drive the two pins. in two, the permutation between rewinding and unwinding being performed by clutch and braking devices placed on the frame 32.
- the installation of the second variant comprises a sixth station provided with means for transverse cutting of the final strips 1.
- the installation includes means for folding the instructions 4 and means for placing the instructions 4 in the package 40 with the container 39 in which the product 38 is disposed.
- Such means may, for example, comprise a machine called unrepresented cartoner and receiving the note 4, the blank intended to form the package 40, the container 39 and the product 38.
- the cartoner ensures the shaping of the blank for obtain the package 40, the introduction of the product 38 into the container 39, the introduction of the container 39 into the package, the transverse folding of the package 4 and its introduction into the package and the closure of the package 40 .
- All the means that include the various stations, their settings, their power can be controlled and controlled from a control station.
- FIGS. 6 to 16 diagrammatically represent the steps of the method for producing final bands 1 from an initial band 3.
- the supply reel 2 is placed on the feed mandrel 9 at the entrance of the first uncoiling station and then rewound in the first direction X.
- the initial web 3 is as shown in FIG. Figure 6 and passes between the scroll bars 11 to the output roller 10.
- the sub-band 5b is the sub-band furthest from the third station of the installation.
- a step of controlling and adjusting the position of the initial band 3 with respect to at least one reference line 6 can be provided between the subbands 5. This step makes it possible, for example, to collect data for setting the the position of the feed mandrel 9, the scroll bars 11 and the output roller 10.
- the control and adjustment step is carried out prior to the superposition step of all the subbands 5 assembled in the vicinity of one of the longitudinal edges of each elementary strip 7 printed.
- This superposition step of all the sub-bands 5, carried out in the second station of the installation and represented in FIGS. 8 to 10, aims at forming one or more stacks of superimposed elementary strips 7 assembled in which the longitudinal edges of the strips elementary elements 7 are substantially in correspondence one above the other.
- the superposition step of all the sub-bands 5 comprises a reversal step (FIG. 9) in which the adjacent longitudinal edges of two successive sub-bands 5 are arranged substantially in match one above the other. In this way, because of the transverse dimensions of the subbands 5 and the elementary strips 7, the longitudinal edges of the elementary strips 7 are generally adjusted.
- the reversal step is carried out by placing substantially in correspondence one above the other the longitudinal edges of the subbands 5 adjacent to each reference line 6.
- the reversal step comprises the slitting, represented in FIG. 8, of the initial strip 3 made by the circular knives 13 along the slitting line 12 between two successive subbands 5a, 5b, close to each other. of the reference line 6. Then, the reversal step provides the arrangement of the longitudinal edges of the sub-strips 5a, 5b adjacent to each slitting line 12 substantially in correspondence one above the other.
- each slitting line 12 During a first reversal, the subbands 5 located on either side of each slitting line 12 are returned so as to have scrolls substantially 90 °, in the Y direction, relative to the scrolling of the initial band 3, in the direction X.
- the scrolls of the subbands 5 are generally symmetrical with respect to a plane perpendicular to the initial band 3 and passing through the slitting line 12.
- a second reversal is performed in which the one of the sub-bands 5 is returned so as to present a scroll generally identical to that of the other sub-band 5.
- the reversing elements described above make it possible to perform such a reversal step.
- the turning bars 17 arranged substantially symmetrically at 45 ° and the turning bar 19 arranged in the direction X make it possible to arrange the adjacent edges of the two successive subbands 5a, 5b substantially in correspondence with one above the other. 'other.
- the turning bars 17 are disposed substantially at 45 ° with respect to a plane perpendicular to the initial strip 3 and passing through the slitting line 12.
- the subbands 5a and 5b are turned over and present generally at 90 ° deflections, in the direction Y, with respect to the movement of the initial band 3, in the direction X.
- the turning bar 17 of the subband 5b is shifted downwards in the direction Z relative to to the turning bar 17 of the subband 5a.
- the sub-band 5b is then again returned by the turning bar 19 disposed in the direction X so as to have a scroll generally identical in terms of direction and direction, that of the sub-band 5a.
- the sub-band 5b scrolls below the sub-band 5a with a path offset.
- the scroll bars 24 of the third station make it possible to make up this difference in path to match the impressions of the elementary strips 7.
- the superposition step comprises an assembly step, shown in Figure 10, in the vicinity of one of the longitudinal edges of each elementary strip 7 printed.
- Three guns 21 are then positioned above one of the longitudinal edges of the elementary strips 7 to deposit the adhesive substance 45.
- the adhesive substance 45 is, for example, a fugitive or permanent glue.
- the sub-bands 5 at the output of the third station are shown after the passage between the rolls 25 and the presser.
- a dashed line 35 materializes a cut-out of the sub-band 5a to allow viewing of the sub-band 5b.
- the faces of the elementary strips 7 of the subband 5a comprising the impressions B were folded over the faces of the elementary strips 7 of the subband 5b comprising the impressions C so as to form three stacks of elementary strips 7 arranged side by side in which the order of impressions A, B, C and D corresponds to the sequence of the faces of the elementary strips 7.
- the adhesive substance 45 has been deposited in the vicinity of a longitudinal edges of each elementary strip 7 of the subband 5b so as to form the assembly zones 44 of the sheets 43.
- the reversal step comprises folding the initial band 3 between two successive subbands 5.
- second slitting lines 36 are provided in the vicinity of each of the edges of the stacks of elementary strips 7. As can be seen in FIG. 12, the slitting lines 36 are made close to and outside areas on which the adhesive substance 45 has been deposited so as not to risk deteriorating the quality of the longitudinal slit.
- FIG. 13 shows the slitting of all the sub-strips 5 along the lines 36 made by four second slitting knives 27.
- Such an embodiment makes it possible to eliminate the banks 37 and to obtain final strips 1, represented on FIGS. 14 to 16, in which the longitudinal edges of the assembled superimposed elementary strips 7 are situated substantially in the same plane perpendicular to the plane of the final strip 1.
- the installation according to the first variant allows the implementation of a method of producing records 4 by adding the step of transversely cutting the final strips 1 to the previously described steps.
- each final strip 1 is rewound to obtain a finished coil 30.
- the finished coils 30 thus produced are generally cylindrical and comprise at least one end section perpendicular to the axis of the coil which is generally flat.
- Such finished coils can then be transported or stored in piles without risk of deformation of the longitudinal edges of the final strips 1 and deterioration of the instructions 4 during uncoiling of the finished coils 30.
- the method of producing the instructions 4 may comprise, following the step of transverse cutting of the final bands 1, the successive steps of folding, for example transversely in the embodiment shown, the records 4 and set up the records 4 in the package 40 with the container 39 in which the product 38 is disposed.
Landscapes
- Making Paper Articles (AREA)
- Treatment Of Fiber Materials (AREA)
- Collation Of Sheets And Webs (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Sheet Holders (AREA)
Abstract
Description
L'invention concerne un procédé de réalisation d'au moins une bande finale de documents imprimés à plusieurs feuillets superposés assemblés à partir d'une bobine d'alimentation comprenant une bande initiale de papier imprimé, une bobine d'alimentation destinée à être utilisée pour la mise en oeuvre d'un tel procédé ainsi qu'une installation pour la mise en oeuvre d'un tel procédé.The invention relates to a method for producing at least one final strip of multi-layered printed documents assembled from a feed reel comprising an initial printed paper web, a feed reel for use in the implementation of such a method and an installation for the implementation of such a method.
L'invention concerne également un procédé de réalisation d'au moins une bobine finie de documents imprimés à plusieurs feuillets superposés assemblés à partir d'une bande initiale de papier imprimé, une bobine finie obtenue par la mise en oeuvre d'un tel procédé ainsi qu'une installation pour la mise en oeuvre d'un tel procédé.The invention also relates to a method for producing at least one finished reel of multi-layered printed documents assembled from an initial strip of printed paper, a finished reel obtained by the implementation of such a method and that an installation for the implementation of such a method.
Par ailleurs, l'invention concerne un procédé de réalisation de documents imprimés à plusieurs feuillets superposés assemblés à partir d'une bobine d'alimentation comprenant une bande initiale de papier imprimé et une installation pour la mise en oeuvre d'un tel procédé.Furthermore, the invention relates to a method for producing multi-layered printed documents assembled from a feed reel comprising an initial strip of printed paper and an installation for carrying out such a method.
Il est connu du document EP-A-0 673 870 de réaliser, à partir d'une bande de papier imprimé, des documents imprimés à plusieurs feuillets en superposant des sous-bandes assemblées sur l'un de leurs bords longitudinaux puis en rebobinant ensemble les sous-bandes et en découpant transversalement la bobine constituée par les sous-bandes superposées assemblées.It is known from EP-A-0 673 870 to produce, from a strip of printed paper, multi-layer printed documents by superposing subbands assembled on one of their longitudinal edges and then rewinding together. the subbands and transversely cutting the coil constituted by the superimposed subbands assembled.
Un tel procédé offre de nombreux avantages puisqu'il permet de façon simple et rapide d'obtenir des documents imprimés présentant une grande surface utile d'impression.Such a method offers many advantages since it allows a simple and fast way to obtain printed documents having a large printing area.
Or, il est important de limiter, lors de la superposition des sous-bandes, le décalage transversal des sous-bandes dû notamment à des différences de dimension transversale des sous-bandes ou au positionnement des sous-bandes les unes au-dessus des autres. Ceci nuit à l'aspect esthétique des documents réalisés.However, it is important to limit, during the superposition of the subbands, the transverse offset of the subbands due in particular to differences in the transverse dimension of the subbands or the positioning of the subbands one above the other . This is detrimental to the aesthetic appearance of the documents made.
De plus, ce décalage transversal peut engendrer sur la bobine finie constituée par les sous-bandes des débords sur les sections extrêmes perpendiculaires à l'axe de la bobine.In addition, this transverse offset can generate on the finished coil formed by the subbands overhangs on the end sections perpendicular to the axis of the coil.
Or, lors du stockage ou du transport en piles des bobines finies, ces débords peuvent être déformés. Lors du débobinage de la bobine finie pour réaliser les documents imprimés à plusieurs feuillets superposés assemblés, les bords longitudinaux des sous-bandes assemblées superposées sont alors déformés et ne sont pas situés dans le plan des sous-bandes.However, during storage or transport in piles of finished coils, these overhangs can be deformed. During unwinding of the finished spool to produce the printed documents with several superimposed layers assembled, the longitudinal edges of the superimposed assembled subbands are then deformed and are not located in the plane of the subbands.
Ces déformations altèrent l'aspect esthétique des documents. De plus, l'altération peut être accentuée lors du découpage transversal des sous-bandes. La déformation des bords longitudinaux peut, par ailleurs, poser des problèmes de guidage et de défilement des sous-bandes superposées assemblées.These deformations alter the aesthetic appearance of documents. In addition, the alteration can be accentuated during the transversal cutting of the subbands. The deformation of the longitudinal edges may, moreover, pose problems of guiding and scrolling superimposed subbands assembled.
Par ailleurs, il est souhaitable qu'avec un tel type de procédé on obtienne une productivité optimale à chaque cycle de réalisation dans lequel des documents imprimés à plusieurs feuillets sont réalisés à partir d'une bande de papier imprimé.Furthermore, it is desirable that with such a type of process, optimum productivity is obtained in each production cycle in which multi-layered printed documents are made from a printed paper web.
L'invention vise à améliorer la réalisation de documents imprimés à plusieurs feuillets en proposant un procédé de réalisation d'une bande finale de documents imprimés à plusieurs feuillets dans lequel une refente des sous-bandes superposées assemblées permet d'ajuster les bords longitudinaux des sous-bandes et d'améliorer la productivité à chaque cycle.The aim of the invention is to improve the production of multi-sheet printed documents by proposing a method for producing a final strip of multi-layered printed documents in which a split of the assembled superimposed subbands makes it possible to adjust the longitudinal edges of the sub-strips. -bands and improve productivity with each cycle.
A cet effet, et selon un premier aspect, l'invention propose un procédé de réalisation d'au moins une bande finale de documents imprimés à plusieurs feuillets superposés assemblés à partir d'une bobine d'alimentation comprenant une bande initiale de papier imprimé, ladite bande initiale comprenant au moins deux sous-bandes disposées côte à côte, chaque sous-bande comprenant une bande élémentaire imprimée ou une pluralité de bandes élémentaires imprimées disposées côte à côte, ledit procédé prévoyant les étapes successives suivantes :
- se munir d'une bobine d'alimentation ;
- débobiner la bobine d'alimentation ;
- superposer toutes les sous-bandes assemblées au voisinage d'un des bords longitudinaux de chaque bande élémentaire imprimée de sorte à former au moins un empilement de bandes élémentaires superposées assemblées dans lequel les bords longitudinaux des bandes élémentaires sont sensiblement en correspondance les uns au dessus des autres ;
- refendre longitudinalement chaque sous-bande au voisinage d'au moins un des bords longitudinaux de chaque empilement de sorte à obtenir une bande finale dans laquelle les bords longitudinaux des bandes élémentaires superposées assemblées sont situés sensiblement dans un même plan perpendiculaire au plan de la bande finale.
- bring a supply reel;
- unwind the feed reel;
- superimposing all the assembled subbands adjacent one of the longitudinal edges of each printed elementary strip so as to form at least one stack of assembled superimposed elementary strips in which the longitudinal edges of the elementary strips are substantially in correspondence with one another above others;
- longitudinally slitting each sub-band in the vicinity of at least one of the longitudinal edges of each stack so as to obtain a final strip in which the longitudinal edges of the superimposed elementary bands assembled are situated substantially in the same plane perpendicular to the plane of the final strip; .
Une telle refente longitudinale de chaque sous-bande permet de faire correspondre les bords longitudinaux des bandes élémentaires et de former des bandes finales ayant des bords longitudinaux généralement droits et nets. De plus, en refendant les sous-bandes entre les empilements de bandes élémentaires, plusieurs bandes finales sont réalisées, à chaque cycle, les bandes finales permettant chacune d'obtenir une bobine finie ou des documents imprimés.Such a longitudinal slit of each sub-band makes it possible to match the longitudinal edges of the elementary strips and to form final strips having longitudinal edges that are generally straight and sharp. Moreover, by splitting the subbands between the stacks of elementary strips, several final strips are produced, at each cycle, the final strips each making it possible to obtain a finished coil or printed documents.
Selon un deuxième aspect, l'invention concerne une bobine d'alimentation destinée à être utilisée pour la mise en oeuvre du procédé selon le premier aspect, ladite bobine comprenant une bande initiale de papier imprimé, ladite bande comprenant au moins deux sous-bandes de dimension transversale sensiblement identique disposées côte à côte, chaque sous-bande comprenant une bande élémentaire ou une pluralité de bandes élémentaires disposées côte à côte, les bandes élémentaires ayant une dimension transversale sensiblement identique, les impressions des bandes élémentaires sur une même face d'une sous-bande étant identiques.According to a second aspect, the invention relates to a supply reel intended to be used for the implementation of the method according to the first aspect, said reel comprising an initial printed paper web, said web comprising at least two sub-bands of substantially identical transverse dimension arranged side by side, each sub-band comprising an elementary band or a plurality of elementary strips arranged side by side, the elementary bands having a substantially identical transverse dimension, the impressions of the elementary bands on the same face of a subband being identical.
Selon un troisième aspect, l'invention a pour objet une installation pour la mise en oeuvre du procédé selon le premier aspect, ladite installation comprenant :
- des moyens de débobinage de la bobine d'alimentation ;
- des moyens réglables de superposition et d'assemblage de toutes les sous-bandes au voisinage d'un des bords longitudinaux de chaque bande élémentaire imprimée de sorte à former au moins un empilement de bandes élémentaires superposées assemblées dans lequel les bords longitudinaux des bandes élémentaires sont sensiblement en correspondance les uns au dessus des autres ;
- des moyens réglables de refente longitudinale de chaque sous-bande au voisinage d'au moins un des bords longitudinaux de chaque empilement de sorte à obtenir une bande finale dans laquelle les bords longitudinaux des bandes élémentaires superposées assemblées sont situés sensiblement dans un même plan perpendiculaire au plan de la bande finale ;
- des moyens de défilement de la bande initiale, des sous-bandes, des empilements de bandes élémentaires et des bandes finales.
- uncoiling means of the feed reel;
- adjustable means for superimposing and assembling all the sub-bands in the vicinity of one of the longitudinal edges of each elementary strip printed so as to form at least one stack of assembled superimposed elementary strips in which the longitudinal edges of the elementary strips are substantially in correspondence one above the other;
- adjustable means for longitudinally slitting each sub-band in the vicinity of at least one of the longitudinal edges of each stack so as to obtain a final strip in which the longitudinal edges of the superimposed elementary strips assembled are located substantially in the same plane perpendicular to the plan of the final strip;
- means for scrolling the initial band, subbands, stacks of elementary bands and final bands.
Selon un quatrième aspect, l'invention a pour objet un procédé de réalisation d'au moins une bobine finie de documents imprimés à plusieurs feuillets superposés assemblés à partir d'une bande initiale de papier imprimé, ledit procédé prévoyant les étapes successives suivantes :
- mettre en oeuvre le procédé de réalisation d'au moins une bande finale selon le premier aspect ;
- rebobiner chaque bande finale pour obtenir une bobine finie généralement cylindrique comprenant au moins une section extrême perpendiculaire à l'axe de la bobine qui soit généralement plane.
- implementing the method of producing at least one final strip according to the first aspect;
- rewinding each final band to obtain a generally cylindrical finished coil comprising at least one end section perpendicular to the axis of the coil which is generally flat.
Les bandes finales ne présentant pas de décalage transversal, les bobines finies obtenues par rebobinage des bandes finales ne présentent pas de débords et donc pas de risque de détérioration des bandes finales lors du transport ou du stockage des bobines finies.The final bands having no transverse offset, the finished reels obtained by rewinding the final bands do not have overhangs and therefore no risk of deterioration of the final bands during transportation or storage of finished reels.
Selon un cinquième aspect, l'invention vise une bobine finie obtenue par la mise en oeuvre du procédé selon le quatrième aspect, ladite bobine étant généralement cylindrique et comprenant au moins une section extrême perpendiculaire à l'axe de la bobine qui soit généralement plane.According to a fifth aspect, the invention provides a finished coil obtained by the implementation of the method according to the fourth aspect, said coil being generally cylindrical and comprising at least one end section perpendicular to the axis of the coil which is generally flat.
Selon un sixième aspect, l'invention concerne une installation pour la mise en oeuvre du procédé selon le quatrième aspect, ladite installation comprenant une installation selon le deuxième aspect et des moyens de rebobinage de chaque bande finale pour obtenir une bobine finie généralement cylindrique comprenant au moins une section extrême perpendiculaire à l'axe de la bobine qui soit généralement plane.According to a sixth aspect, the invention relates to an installation for carrying out the method according to the fourth aspect, said installation comprising an installation according to the second aspect and rewinding means of each final strip to obtain a generally cylindrical finished coil comprising at least one minus an extreme section perpendicular to the axis of the coil which is generally flat.
Selon un septième aspect, l'invention a pour objet un procédé de réalisation de documents imprimés à plusieurs feuillets superposés assemblés à partir d'une bobine d'alimentation comprenant une bande initiale de papier imprimé, ledit procédé prévoyant les étapes successives suivante :
- mettre en oeuvre le procédé de réalisation d'au moins un bande finale selon le premier aspect ;
- découper transversalement les bandes finales.
- implementing the method of producing at least one final strip according to the first aspect;
- cut transversely the final bands.
Selon un huitième aspect, l'invention concerne une installation pour la mise en oeuvre d'un tel procédé, ladite installation comprenant une installation selon le troisième aspect et des moyens réglables de découpage transversal des bandes finales.According to an eighth aspect, the invention relates to an installation for carrying out such a method, said installation comprising an installation according to the third aspect and adjustable means for transverse cutting of the final strips.
D'autres objets et avantages de l'invention apparaîtront au cours de la description qui suit, faite en référence aux dessins annexés, dans lesquels :
- la figure 1 est une représentation schématique en perspective d'un document imprimé, tel qu'une notice relative à un produit pharmaceutique, cosmétique ou analogue, obtenu par la mise en oeuvre du procédé selon l'invention, la notice comprenant un feuillet supérieur et un feuillet inférieur superposés assemblés au voisinage d'un de leurs bords longitudinaux, lesdits bords longitudinaux étant situés sensiblement dans un même plan perpendiculaire au plan de la notice ;
- la figure 2 est une représentation schématique en perspective de la notice de la figure 1, dans laquelle on visualise le verso du feuillet supérieur et le recto du feuillet inférieur ;
- la figure 3 est une représentation schématique en perspective de la notice de la figure 1 que l'on plie transversalement en vue de son introduction dans un emballage dans lequel un conteneur du produit pharmaceutique, cosmétique ou analogue est disposé ;
- la figure 4 est une représentation schématique en perspective de la notice de la figure 1 pliée transversalement de sorte à former une bandelette dont la plus grande dimension correspond à la dimension transversale de la
notice 1 ; - la figure 5 est une représentation schématique en perspective suivant une coupe médiane d'un ensemble comprenant l'emballage dans lequel sont disposés le conteneur du produit et la bandelette de la figure 4 ;
- la figure 6 est une représentation de dessus d'une bande initiale de papier imprimé destinée à permettre la réalisation de trois bandes finales de notices de la figure 1 par la mise en oeuvre du procédé selon l'invention, la bande initiale comprenant deux sous-bandes, chaque sous-bande comprenant trois bandes élémentaires identiques ;
- la figure 7 est une représentation schématique en perspective du débobinage d'une bobine d'alimentation formée par l'enroulement de la bande initiale de la figure 6 ;
- la figure 8 est une représentation schématique en perspective de la refente, à la suite de l'étape représentée à la figure 7, de la bande initiale le long d'une ligne de refente entre les sous-bandes ;
- la figure 9 est une représentation schématique en perspective du retournement, à la suite de l'étape représentée à la figure 8, d'une sous-bande dans lequel les bords longitudinaux des sous-bandes adjacents à la ligne de refente sont disposés sensiblement en correspondance l'un au dessus de l'autre ;
- la figure 10 est une représentation schématique en perspective de l'assemblage, à la suite de l'étape représentée à la figure 9, des sous-bandes au voisinage d'un des bords longitudinaux des bandes élémentaires ;
- la figure 11 est une représentation de dessus des sous-bandes, à la suite de l'étape représentée à la figure 10, un empilement de bandes élémentaires superposées assemblées dans lequel les bords longitudinaux des bandes élémentaires sont sensiblement en correspondance les uns au dessus des autres étant représenté ;
- la figure 12 est une représentation schématique en coupe selon la ligne I - I de l'empilement de la figure 11 ;
- la figure 13 est une représentation schématique en perspective de la refente longitudinale, à la suite de l'étape représentée à la figure 10, de toutes les sous-bandes au voisinage des bords longitudinaux des bandes élémentaires ;
- la figure 14 est une représentation des bandes finales obtenues à la suite de l'étape représentée à la figure 13 ;
- la figure 15 est une représentation de dessus des bandes finales de la figure 14, les bandes finales comprenant chacune une succession longitudinale de notices de la figure 1 ;
- la figure 16 est une représentation schématique en perspective d'une bande finale de la figure 15 ;
- la figure 17 est une représentation schématique en perspective d'une installation pour la mise en oeuvre du procédé de réalisation de bandes finales selon la figure 15 à partir d'une bande initiale selon la figure 6 ;
- la figure 18 est une représentation schématique partielle en perspective de l'installation selon la direction II de la figure 17, dans laquelle les moyens de superposition des sous-bandes sont représentés ;
- la figure 19 est une représentation partielle en perspective de l'installation selon la direction III de la figure 17, dans laquelle les moyens d'assemblage sont représentés.
- FIG. 1 is a schematic representation in perspective of a printed document, such as a notice relating to a pharmaceutical, cosmetic or similar product, obtained by the implementation of the method according to the invention, the notice comprising a top sheet and a superimposed lower sheet assembled in the vicinity of one of their longitudinal edges, said longitudinal edges being located substantially in the same plane perpendicular to the plane of the notice;
- FIG. 2 is a diagrammatic representation in perspective of the note of FIG. 1, in which the back of the upper leaflet and the front of the lower leaflet are displayed;
- Figure 3 is a schematic perspective view of the note of Figure 1 that is folded transversely for introduction into a package in which a container of the pharmaceutical, cosmetic or the like is disposed;
- Figure 4 is a schematic perspective view of the note of Figure 1 folded transversely to form a strip whose largest dimension corresponds to the transverse dimension of the
notice 1; - Figure 5 is a diagrammatic perspective view in a median section of an assembly comprising the package in which are arranged the container of the product and the strip of Figure 4;
- FIG. 6 is a top view of an initial strip of printed paper intended to allow the production of three final strips of records of FIG. 1 by the implementation of the method according to the invention, the initial strip comprising two sub-strips; bands, each subband including three identical elementary bands;
- Figure 7 is a schematic perspective view of the unwinding of a feed reel formed by the winding of the initial strip of Figure 6;
- Figure 8 is a schematic perspective view of the slit, following the step shown in Figure 7, of the initial strip along a slit line between the subbands;
- FIG. 9 is a schematic representation in perspective of the reversal, following the step represented in FIG. 8, of a sub-band in which the longitudinal edges of the subbands adjacent to the slitting line are disposed substantially in correspondence one above the other;
- Figure 10 is a schematic perspective view of the assembly, following the step shown in Figure 9, the subbands adjacent one of the longitudinal edges of the elementary strips;
- FIG. 11 is a top view of the sub-bands, following the step represented in FIG. 10, a stack of superimposed elementary strips assembled in which the longitudinal edges of the elementary strips are substantially in correspondence with one another above others being represented;
- Figure 12 is a schematic sectional representation along line I - I of the stack of Figure 11;
- FIG. 13 is a diagrammatic representation in perspective of the longitudinal slit, following the step represented in FIG. 10, of all the sub-bands in the vicinity of the longitudinal edges of the elementary strips;
- Fig. 14 is a representation of the final bands obtained following the step shown in Fig. 13;
- Figure 15 is a top view of the final bands of Figure 14, the final bands each comprising a longitudinal succession of records of Figure 1;
- Fig. 16 is a schematic perspective representation of a final strip of Fig. 15;
- FIG. 17 is a diagrammatic perspective representation of an installation for implementing the method for producing final bands according to FIG. 15 from an initial band according to FIG. 6;
- FIG. 18 is a partial schematic perspective representation of the installation in direction II of FIG. 17, in which the means for superposition of the subbands are represented;
- Figure 19 is a partial perspective representation of the installation in direction III of Figure 17, wherein the assembly means are shown.
En relation avec les figures, on décrit une installation destinée à la réalisation de documents imprimés à partir d'une bobine d'alimentation 2 généralement cylindrique d'axe M formée par l'enroulement d'une bande initiale 3 de papier imprimé.In connection with the figures, there is described an installation for producing printed documents from a generally
Dans l'application particulière visée, les documents imprimés sont des notices 4 relatives à des produits pharmaceutiques, des produits cosmétiques ou des produits analogues. De tels produits 38 sont généralement disposés dans un conteneur 39, par exemple de type flacon, tube, plaque ou analogue, le conteneur 39 étant ensuite placé dans un emballage 40. Selon des réalisations, l'emballage est de type étui en carton de forme générale parallélépipédique obtenu par pliage et collage d'un flan.In the particular application aimed at, the printed documents are
Les notices 4 généralement polygonales, notamment rectangulaires, présentent deux directions principales, la direction longitudinale L selon la plus grande dimension de la notice 4 et la direction transversale T perpendiculaire à la direction longitudinale L.The generally
De façon plus générale, dans la suite de la description, les termes « transversal » et « longitudinal » font également référence aux deux directions principales perpendiculaires entre elles de la bande initiale 3 considérée à plat, la direction longitudinale L selon la plus grande dimension de la bande initiale 3 et la direction transversale T perpendiculaire à la direction longitudinale L. En particulier, lorsque la bande initiale 3 est enroulée pour former la bobine d'alimentation 2, les directions longitudinale L et transversale T sont respectivement perpendiculaire et parallèle à l'axe M.More generally, in the remainder of the description, the terms "transverse" and "longitudinal" also refer to the two main directions perpendicular to each other of the
Pour pouvoir être introduite dans l'emballage 40, la notice 4 est pliée transversalement, comme représenté sur la figure 3, pour obtenir une bandelette 41 dont la plus grande dimension correspond à la dimension transversale de la notice 4. La bandelette 41 représentée sur la figure 4 est à son tour pliée en forme générale de U comprenant deux branches 42 et une base 46, de sorte à permettre l'introduction du conteneur 39 entre les branches 42 du U.To be able to be introduced into the
De telles notices 4 doivent permettre d'inclure des informations générales obligatoires sur l'usage du produit et des informations particulières sur le produit, telles que sa définition, sa composition et ses effets, sa posologie dans le cas d'un produit pharmaceutique. La notice 4 peut également inclure des informations relatives à la société qui fabrique le produit. En outre, il peut s'avérer nécessaire d'avoir l'ensemble de ces informations dans plusieurs langues, la notice 4 comprenant alors les traductions des informations.
Les notices 4 peuvent avoir une dimension longitudinale L allant jusqu'à de l'ordre de 40 centimètres et une dimension transversale T allant jusqu'à de l'ordre de 20 centimètres. Or, les contraintes liées au pliage et à l'introduction dans l'emballage 40 limitent la possibilité d'augmenter les dimensions longitudinale L et transversale T des notices 4.The
On prévoit donc que la notice 4 comprenne plusieurs feuillets 43 sensiblement identiques en termes de forme et de dimension, superposés et pouvant être imprimés au recto et au verso afin d'augmenter la surface utile imprimable de la notice 4. Chaque feuillet 43 est réalisé à partir d'une feuille de faible épaisseur, par exemple du type papier bible présentant un grammage compris entre 20 g/m2 et 40 g/m2. Une telle augmentation de la surface utile imprimable permet l'inscription de l'ensemble des informations destinées à l'utilisateur du produit 38.It is therefore expected that the
Pour éviter la séparation involontaire des feuillets 43, on peut prévoir d'assembler les feuillets 43 les uns aux autres sur un de leurs bords longitudinaux. Chaque feuillet 43 comprend alors une zone d'assemblage 44 au voisinage d'un de ses bords longitudinaux. Dans des exemples particuliers, la zone d'assemblage présente une dimension transversale de l'ordre de quelques millimètres, par exemple comprise entre de l'ordre de 3 millimètres et de l'ordre de 8 millimètres, et l'assemblage des feuillets 43 est réalisé au moyen d'une substance adhésive 45 disposée entre les zones d'assemblage de deux feuillets 43 consécutifs. Selon des réalisations, la substance adhésive 45 peut être une colle permanente, les feuillets 43 étant solidarisés l'un à l'autre de façon permanente, ou une colle fugitive, les feuillets 43 pouvant être séparés l'un de l'autre sans être endommagés, ou une combinaison des deux.To avoid the involuntary separation of the
Dans le mode de réalisation représenté sur les figures 1 et 2, on prévoit de réaliser des notices 4 comprenant deux feuillets 43 superposés assemblés. Sur les figures, on désigne par A et B les faces destinées à former respectivement le recto et le verso du feuillet 43 supérieur de la notice 4 et par C et D, les faces destinées à former respectivement le recto et le verso du feuillet 43 inférieur de la notice 4. On représente les faces visibles en trait plein et les faces opposées aux faces visibles en tiretets.In the embodiment shown in FIGS. 1 and 2, provision is made to produce
Pour réaliser une notice 4 à deux feuillets, la bande initiale 3 de papier imprimé représentée sur la figure 6 comprend deux sous-bandes 5a, 5b de dimension transversale sensiblement identique disposées côte à côte. Dans un exemple particulier, la dimension transversale T maximale de la bande initiale 3 est de l'ordre 85 centimètres et le grammage de la bande initiale 3 est compris entre 20 g/m2 et 40 g/m2. Une ligne de référence 6 est imprimée sur la bande initiale 3, les deux sous-bandes 5a, 5b étant disposées de part et d'autre de la ligne de référence 6.To produce a
Plus généralement, le nombre de sous-bandes 5 est le même que le nombre de feuillets 43 des notices 4 que l'on souhaite réaliser. Et, dans d'autres modes de réalisation, l'installation permet de réaliser des notices 4 comprenant trois ou plus de trois feuillets 43. La bande initiale 3 comprend alors trois sous-bandes 5 ou plus de trois sous-bandes 5, une ligne de référence 6 pouvant être imprimée entre deux sous-bandes 5 successives.More generally, the number of sub-bands 5 is the same as the number of
D'autre part, l'installation permet à partir de la bande initiale 3 de réaliser une ou plusieurs bandes finales 1 de notices 4, c'est-à-dire une ou plusieurs successions longitudinales de notices 4.On the other hand, the installation allows starting from the
En particulier, pour pouvoir être utilisée dans une installation de façon simple, c'est-à-dire sans complexifier l'installation, la bobine d'alimentation 2 présente un diamètre maximal de l'ordre de 1 mètre. Ainsi, pour optimiser la productivité sans augmenter le diamètre de la bobine d'alimentation 2, on prévoit de réaliser à partir de la bobine d'alimentation 2 plusieurs bandes finales 1 de notices 4.In particular, to be used in an installation in a simple manner, that is to say without complicating the installation, the
Dans le mode de réalisation représenté, la bande initiale 3 permet de réaliser trois bandes finales 1 de notices 4. Pour ce faire, chaque sous-bande 5a, 5b comprend trois bandes élémentaires 7 imprimées disposées côte à côte et ayant une dimension transversale sensiblement identique. La dimension transversale T des bandes élémentaires 7 est supérieure à la dimension transversale T des bandes finales 1. Dans l'exemple particulier, la dimension transversale T de chaque bobine finale 1 peut être comprise entre 13 centimètres et 14 centimètres.In the embodiment shown, the
Les impressions des bandes élémentaires 7 sur une même face d'une sous-bande 5 sont identiques. Ainsi, les bandes élémentaires 7 de la sous-bande 5a présentent sur une face les impressions destinées à former la face A des feuillets 43 supérieurs et sur l'autre face, les impressions destinées à former la face B des feuillets 43 supérieurs. Et les bandes élémentaires 7 la sous-bande 5b présentent sur une face les impressions destinées à former la face C des feuillets 43 inférieurs et sur l'autre face, les impressions destinées à former la face D des feuillets 43 inférieurs. Les faces des bandes élémentaires 7 destinées à former les faces B et C sont réalisées sur une même face de la bande initiale 3 et les faces des bandes élémentaires 7 destinées à former les faces A et D sont réalisées sur l'autre face de la bande initiale 3.The impressions of the
D'une manière générale, le nombre de bandes élémentaires 7 de chaque sous-bande 5 est le même que le nombre de bandes finales 1 que l'on souhaite réaliser. On peut donc prévoir que chaque sous-bande 5 comprenne une seule, deux ou plus de trois bandes élémentaires 7 imprimées pour réaliser une seule, deux ou plus de trois bandes finales 1 à partir de la bande initiale 3. Les impressions des faces des sous-bandes 5 doivent alors être adaptées au procédé de réalisation des notices 4 tel qu'il sera décrit ultérieurement.In general, the number of
Pour permettre la réalisation des bandes finales 1, l'installation représentée sur les figures 17 à 19 comprend successivement un premier poste de débobinage de la bobine d'alimentation 2, un deuxième poste de superposition de toutes les sous-bandes 5, un troisième poste d'assemblage de toutes les sous-bandes 5 et un quatrième poste de refente longitudinale de chaque sous-bande 5.To allow the production of the
Les premier et deuxième postes sont disposés selon une première direction X alors que les troisième et quatrième postes sont disposés selon une deuxième direction Y perpendiculaire à la première direction X. On définit ici également une direction d'élévation Z perpendiculaire aux directions X et Y.The first and second stations are arranged in a first direction X while the third and fourth stations are arranged in a second direction Y perpendicular to the first direction X. Here is also defined a direction of elevation Z perpendicular to the directions X and Y.
Dans le premier poste, des moyens de débobinage sont montés sur un bâti 8 et comprennent, en entrée du premier poste, un mandrin d'alimentation 9 et, en sortie du premier poste, un rouleau 10 de sortie. Des barres 11 généralement cylindriques montées sur le bâti 8 forment des moyens de défilement de la bande initiale 3 jusqu'au rouleau 10 de sortie. Le mandrin d'alimentation 9, le rouleau 10 de sortie et les barres 11 de défilement sont généralement parallèles entre eux et perpendiculaires à la direction X.In the first station, unwinding means are mounted on a
Le premier poste peut comprendre des moyens de contrôle et de réglage de la position de la bande initiale 3. On peut également prévoir que les positions par rapport au bâti 8 du mandrin d'alimentation 9, des barres 11 de défilement et du rouleau 10 de sortie soient réglables de façon automatique ou manuelle. En particulier, un dispositif, non représenté, de levage du mandrin d'alimentation 9 comprenant des vérins peut être prévu dans le premier poste. Par ailleurs, des moyens supplémentaires de contrôle de l'impression de la bande initiale 3 et de sa tension, par exemple au moyen de jauges de contrainte disposées sur rouleau 10 de sortie, peuvent être ajoutés au premier poste.The first station may include means for controlling and adjusting the position of the
Le deuxième poste comprend des moyens réglables de superposition de toutes les sous-bandes 5. Les moyens de superposition sont montés sur un bâti 16 et comprennent, en entrée du deuxième poste, des éléments de refente de la bande initiale 3 le long d'une ligne de refente 12 située entre deux sous-bandes 5 successives. Les éléments de refente peuvent comprendre des couteaux circulaires de refente 13 généralement situés dans un plan comprenant les directions X et Z et en appui sur des contre-couteaux. Les couteaux de refente 13 et les contre-couteaux sont destinés à être disposés de part et d'autre de la bande initiale 3 pour permettre une refente longitudinale de la bande initiale 3 entre les sous-bandes 5. Les couteaux de refente 13 sont montés pivotants sur un arbre 14 de sorte à être réglables, de façon manuelle ou automatique, perpendiculairement à la direction X. Les contre-couteaux peuvent être entraînés en rotation par une motorisation 15 autour d'un axe perpendiculaire à la direction X. Par ailleurs, pour des raisons de sécurité et pour limiter les risques de perturbation de la refente de la bande initiale 3, un dispositif de sécurité non représenté comprenant notamment un carter dans lequel les couteaux de refente 13 et les contre-couteaux sont disposés peut être prévu.The second station comprises adjustable means for superimposing all the sub-bands 5. The superposition means are mounted on a
Dans le mode de réalisation représenté, la bande initiale 3 comprenant deux sous-bandes 5a, 5b, les éléments de refente comprennent un seul couteau de refente 13 et un contre-couteau disposés entre les sous-bandes 5a, 5b.In the embodiment shown, the
En sortie du deuxième poste, les moyens de superposition comprennent des éléments de retournement des sous-bandes 5. Les éléments de retournement comprennent des barres de retournement montées sur le bâti 16. En particulier, deux barres de retournement 17 sont disposées sensiblement symétriquement à 45° par rapport au plan d'un couteau de refente 13, l'écart entre lesdites barres de retournement 17 étant minimal du côté du couteau de refente 13. Les barres de retournement 17 sont décalées dans la direction Z et comprennent des trous de soufflage 18 alimentés en air comprimé par des moyens appropriés non représentés pour permettre le défilement des sous-bandes 5. Par ailleurs, une barre de retournement 19 est disposée selon la direction X au voisinage de l'extrémité opposée au couteau de refente 13 de l'une des barres de retournement 17 à 45°.At the output of the second station, the superposition means comprise turning elements of the subbands 5. The turning elements comprise turnbars mounted on the
L'utilisation de barres de retournement 17 à 45° par rapport au plan du couteau de refente 13 est particulièrement adaptée à la superposition de deux sous-bandes 5 successives sans réglage particulier et de manière précise selon une ligne de référence commune.The use of rollover bars 17 at 45 ° with respect to the plane of the slitting
Lorsque la bande initiale 3 comprend plus de deux sous-bandes 5 à superposer, le deuxième poste peut comprendre plus de deux barres de retournement 17 à 45° et plusieurs barres 19 parallèles à la direction X pour permettre la superposition des sous-bandes 5 en limitant les réglages.When the
Dans d'autres modes de réalisation non représentés, les éléments de retournement peuvent comprendre des cônes de pliage de la bande initiale 3 entre deux sous-bandes successives.In other embodiments not shown, the turning elements may comprise folding cones of the
Le deuxième poste comprend également des barres de défilement 20 disposées perpendiculairement à la direction X et guidant la bande initiale 3 et les sous-bandes 5a, 5b entre les éléments de refente et les éléments de retournement. On peut également pourvoir le deuxième poste de moyens de contrôle et de réglage de la position des sous-bandes 5.The second station also comprises
Dans la direction Y, à l'opposé de la barre de retournement 19, se trouve le troisième poste de l'installation. Ce troisième poste est pourvu de moyens d'assemblage de toutes les sous-bandes 5 au voisinage d'un des bords longitudinaux de chaque bande élémentaire 7 imprimée.In the Y direction, opposite the turning
Les moyens d'assemblage comprennent des pistolets 21 en communication fluidique avec un réservoir de substance adhésive 45, par exemple de la colle fugitive ou permanente. Pour permettre le réglage de leur position, les pistolets 21 sont montés sur des chariots 22 qui peuvent coulisser de manière automatique ou manuelle sur un guide 23 monté perpendiculairement à la direction Y sur un bâti 33.The assembly means
Le troisième poste comprend également des moyens de défilement des sous-bandes 5 sous la forme de barres 24 disposées perpendiculairement à la direction Y. Les barres de défilement 24 peuvent permettre de rattraper la différence de trajet suivi par les sous-bandes 5 lors du retournement. En particulier, des barres de défilement 24 sont disposées dans la direction d'élévation Z. Cette disposition permet de placer les pistolets 21 entre les sous-bandes 5 superposées et de déposer la substance adhésive 45 sur l'un des bords longitudinaux de chaque bande élémentaire 7 imprimée de la sous-bande 5 inférieure.The third station also comprises means for scrolling the subbands 5 in the form of
Pour assurer un assemblage satisfaisant des sous-bandes 5 aux endroits déterminés, c'est-à-dire aux endroits correspondant sensiblement aux zones d'assemblage 44 des feuillets 43, un dispositif de contrôle de la présence de substance adhésive 45 peut être utilisé dans le troisième poste.To ensure a satisfactory assembly of the subbands 5 at the determined locations, that is to say at the locations corresponding substantially to the
Par ailleurs, en sortie du troisième poste, on finalise la superposition et l'assemblage des sous-bandes 5 au moyen d'un cylindre d'appel 25 monté sur le bâti 33 et entraîné en rotation par une motorisation d'appel autour d'un axe perpendiculaire à la direction Y. Le cylindre d'appel 25 entraîne les sous-bandes 5 superposées par l'intermédiaire d'un cylindre presseur en caoutchouc qui exerce une pression réglable sur les sous-bandes 5 en direction du cylindre d'appel 25 pour les maintenir contre celui-ci. Pour des raisons de sécurité, une barre anti-encastrement 26 est prévue entre les cylindres d'appel 25 et presseur.Furthermore, at the exit of the third station, the superposition and the assembly of the sub-bands 5 are finalized by means of a
Ainsi, en sortie du troisième poste, l'ensemble des sous-bandes 5 de la bande initiale 3 sont superposées et assemblées les unes au dessus des autres de sorte que leurs bords longitudinaux soient sensiblement en correspondance. Par superposition de deux sous-bandes 5 successives avec les bords longitudinaux en correspondance, on entend la disposition des sous-bandes 5 l'une au dessus de l'autre, en se recouvrant généralement, avec les bords longitudinaux à proximité les uns des autres. On obtient, du fait des dimensions des sous-bandes 5 et des bandes élémentaires 7, des empilements de bandes élémentaires 7 superposées assemblées.Thus, at the exit of the third station, all the sub-bands 5 of the
Or, il peut apparaître, comme on le représente sur la figure 12, un décalage transversal d des bords longitudinaux des bandes élémentaires 7 dû notamment à des différences de dimension transversale ou au positionnement des bandes élémentaires 7 les unes au-dessus des autres. Ce décalage d lorsqu'il est d'une dimension qui le rend visible, notamment supérieur à de l'ordre de quelques dixièmes de millimètres, peut poser des problèmes de guidage et de défilement des empilements de bandes élémentaires 7 superposées assemblées et des problèmes d'ordre esthétique sur les notices 4 obtenues.However, it can appear, as shown in Figure 12, a transverse shift d of the longitudinal edges of the
Ainsi, pour former les bandes finales 1 en réduisant les décalages transversaux d entre les bords longitudinaux des bandes élémentaires 7, l'installation comprend un quatrième poste pourvus de moyens réglables de refente longitudinale de chaque sous-bande 5 au voisinage d'au moins un des bords longitudinaux de chaque empilement. Les moyens de refente longitudinale sont montés sur un bâti 34 et comprennent des deuxièmes couteaux circulaires de refente 27 en appui sur des contre-couteaux 28. Les deuxièmes couteaux de refente 27 généralement situés dans un plan comprenant les directions Y et Z et les contre-couteaux 28 sont destinés à être disposés, de part et d'autre, entre deux empilements de bandes élémentaires 7 successifs pour permettre la refente longitudinale de toutes les sous-bandes 5 superposées assemblées.Thus, to form the
Les deuxièmes couteaux de refente 27 sont montés pivotants sur un arbre 29 perpendiculaire à la direction Y et les contre-couteaux 28 sont entraînés en rotation par la motorisation d'appel autour d'un axe perpendiculaire à la direction Y. On peut prévoir que les deuxièmes couteaux de refente 27 soient réglables, de façon manuelle ou automatique, perpendiculairement à la direction Y sur l'arbre 29. Les deuxièmes couteaux circulaires de refente 27 sont positionnés pour réaliser une refente longitudinale des sous-bandes 5 à proximité et en dehors des zones sur lesquelles la substance adhésive 45 a été déposée. Par ailleurs, les deuxièmes couteaux de refente 27 et les contre-couteaux 28 peuvent être disposés dans le carter d'un dispositif de sécurité.The
De même que pour les postes précédents, des moyens de défilement, de contrôle et de réglage de la position des empilements de bandes élémentaires 7 superposées assemblées et des bandes finales 1.As for the previous positions, means for scrolling, checking and adjusting the position of stacked
L'installation telle qu'elle vient d'être décrite permet d'obtenir des bandes finales 1 de notices 4 à plusieurs feuillets 43 superposés assemblés dont les bords sont sensiblement dans un même plan perpendiculaire au plan de la bande finale 1.The installation as just described makes it possible to obtain
Selon une première variante, on peut alors prévoir que l'installation permette la réalisation directe des notices 4 à partir des bandes finales 1. Pour ce faire, à la suite du quatrième poste de refente longitudinale, dans la direction Y, l'installation comprend un cinquième poste de découpage transversal des bandes finales 1. Le cinquième poste comprend des moyens réglables de découpage transversal des bandes finales 1.According to a first variant, it is then possible to provide that the installation allows the direct production of
Selon une deuxième variante, l'installation permet la réalisation d'une bobine finie 30 de notices 4, chaque bobine finie 30 étant formée par l'enroulement d'une bande finale 1. Pour ce faire, à la suite du quatrième poste de refente longitudinale, dans la direction Y, l'installation comprend un cinquième poste pourvus de moyens de rebobinage de chaque bande finale 1 et de débobinage des bobines finies 30.According to a second variant, the installation makes it possible to produce a
En particulier, sur la figure 4, le cinquième poste comprend six broches 31 utilisables en deux groupes de trois de façon à permettre le rebobinage des bandes finales 1 et le débobinage des bobines finies 30. Un bâti 32 supporte trois motorisations qui entraînent les broches deux à deux, la permutation entre rebobinage et débobinage étant réalisée par des dispositifs d'embrayage et de freinage placés sur le bâti 32.In particular, in FIG. 4, the fifth station comprises six pins 31 that can be used in two groups of three so as to allow the rewinding of the
Pour réaliser les notices 4, l'installation de la deuxième variante comprend un sixième poste pourvu de moyen de découpage transversal des bandes finales 1.To produce the
On peut enfin prévoir que l'installation comprennent des moyens de pliage des notices 4 et des moyens de mise en place des notices 4 dans l'emballage 40 avec le conteneur 39 dans lequel le produit 38 est disposé.Finally, it is possible for the installation to include means for folding the
De tels moyens peuvent, par exemple, comprendre une machine appelée encartoneuse non représentée et recevant la notice 4, le flan destiné à former l'emballage 40, le conteneur 39 et le produit 38. L'encartoneuse assure la mise en forme du flan pour obtenir l'emballage 40, l'introduction du produit 38 dans le conteneur 39, l'introduction du conteneur 39 dans l'emballage, le pliage transversal de la notice 4 et son introduction dans l'emballage et la fermeture de l'emballage 40.Such means may, for example, comprise a machine called unrepresented cartoner and receiving the
L'ensemble des moyens que comprennent les différents postes, leurs réglages, leur alimentation peuvent être contrôlés et pilotés depuis un poste de commande.All the means that include the various stations, their settings, their power can be controlled and controlled from a control station.
L'installation telle qu'elle vient d'être décrite permet de mettre en oeuvre le procédé suivant de réalisation d'une ou plusieurs bandes finales 1 de notices 4 à partir d'une bobine d'alimentation 2 telle que décrite ci-dessus. Les figures 6 à 16 représentent schématiquement les étapes du procédé de réalisation de bandes finales 1 à partir d'une bande initiale 3.The installation as just described makes it possible to implement the following method of producing one or more
Sur la figure 7, la bobine d'alimentation 2 est disposée sur le mandrin d'alimentation 9 à l'entrée du premier poste de débobinage puis débobinée selon la première direction X. A ce stade, la bande initiale 3 est telle que représentée sur la figure 6 et passe entre les barres de défilement 11 jusqu'au rouleau de sortie 10. Selon la représentation, la sous-bande 5b est la sous-bande la plus éloignée du troisième poste de l'installation.In FIG. 7, the
On peut prévoir une étape de contrôle et de réglage de la position de la bande initiale 3 par rapport à au moins une ligne de référence 6 entre les sous-bandes 5. Cette étape permet, par exemple, de recueillir des données pour le réglage de la position du mandrin d'alimentation 9, des barres de défilement 11 et du rouleau de sortie 10.A step of controlling and adjusting the position of the
L'étape de contrôle et de réglage est réalisée préalablement à l'étape de superposition de toutes les sous-bandes 5 assemblées au voisinage d'un des bords longitudinaux de chaque bande élémentaire 7 imprimée. Cette étape de superposition de toutes les sous-bandes 5, réalisée dans le deuxième poste de l'installation et représentée sur les figures 8 à 10, vise à former un ou plusieurs empilements de bandes élémentaires 7 superposées assemblées dans lesquels les bords longitudinaux des bandes élémentaires 7 sont sensiblement en correspondance les uns au dessus des autres.The control and adjustment step is carried out prior to the superposition step of all the subbands 5 assembled in the vicinity of one of the longitudinal edges of each
En particulier, dans l'installation telle que décrite précédemment, l'étape de superposition de toutes les sous-bandes 5 comprend une étape de retournement (figure 9) dans laquelle les bords longitudinaux adjacents de deux sous-bandes 5 successives sont disposés sensiblement en correspondance l'un au dessus de l'autre. De cette manière, du fait des dimensions transversales des sous-bandes 5 et des bandes élémentaires 7, on obtient généralement l'ajustement des bords longitudinaux des bandes élémentaires 7.In particular, in the installation as described above, the superposition step of all the sub-bands 5 comprises a reversal step (FIG. 9) in which the adjacent longitudinal edges of two successive sub-bands 5 are arranged substantially in match one above the other. In this way, because of the transverse dimensions of the subbands 5 and the
En particulier, l'étape de retournement est réalisée en disposant sensiblement en correspondance l'un au-dessus de l'autre les bords longitudinaux des sous-bandes 5 adjacents à chaque ligne de référence 6.In particular, the reversal step is carried out by placing substantially in correspondence one above the other the longitudinal edges of the subbands 5 adjacent to each
Pour ce faire, l'étape de retournement comprend la refente, représentée sur la figure 8, de la bande initiale 3 réalisée par les couteaux circulaires 13 le long de la ligne de refente 12 entre deux sous-bandes 5a, 5b successives, à proximité de la ligne de référence 6. Puis, l'étape de retournement prévoit la disposition des bords longitudinaux des sous-bandes 5a, 5b adjacents à chaque ligne de refente 12 sensiblement en correspondance l'un au dessus de l'autre.To do this, the reversal step comprises the slitting, represented in FIG. 8, of the
Au cours d'un premier retournement, les sous-bandes 5 situées de part et d'autre de chaque ligne de refente 12 sont retournées de sorte à présenter des défilements sensiblement à 90°, dans la direction Y, par rapport au défilement de la bande initiale 3, dans la direction X. Les défilements des sous-bandes 5 sont généralement symétriques par rapport à un plan perpendiculaire à la bande initiale 3 et passant par la ligne de refente 12. Puis, un deuxième retournement est réalisé au cours duquel l'une des sous-bandes 5 est retournée de sorte à présenter un défilement généralement identique à celui de l'autre sous-bande 5.During a first reversal, the subbands 5 located on either side of each slitting
Les éléments de retournement décrits ci-dessus permettent de réaliser une telle étape de retournement. En particulier, les barres de retournement 17 disposées sensiblement symétriquement à 45° et la barre de retournement 19 disposée selon la direction X permettent de disposer les bords adjacents des deux sous-bandes 5a, 5b successives sensiblement en correspondance l'un au dessus de l'autre.The reversing elements described above make it possible to perform such a reversal step. In particular, the turning bars 17 arranged substantially symmetrically at 45 ° and the turning
En effet, sur la figure 18, les barres de retournement 17 sont disposées sensiblement à 45° par rapport à un plan perpendiculaire à la bande initiale 3 et passant par la ligne de refente 12. Les sous-bandes 5a et 5b sont retournées et présentent des défilements généralement opposés à 90°, selon la direction Y, par rapport au défilement de la bande initiale 3, selon la direction X. La barre de retournement 17 de la sous-bande 5b est décalée vers le bas dans la direction Z par rapport à la barre de retournement 17 de la sous-bande 5a. La sous-bande 5b est ensuite à nouveau retournée par la barre de retournement 19 disposée selon la direction X de sorte à présenter un défilement généralement identique, en termes de direction et de sens, à celui de la sous-bande 5a.In fact, in FIG. 18, the turning bars 17 are disposed substantially at 45 ° with respect to a plane perpendicular to the
Toutefois, la sous-bande 5b défile en dessous de la sous-bande 5a avec un décalage de trajet. Les barres de défilement 24 du troisième poste permettent de rattraper cette différence de trajet pour faire correspondre les impressions des bandes élémentaires 7.However, the sub-band 5b scrolls below the sub-band 5a with a path offset. The scroll bars 24 of the third station make it possible to make up this difference in path to match the impressions of the
Après cette étape de retournement des sous-bandes 5 et avant une étape, réalisée au quatrième poste, de refente longitudinale au voisinage d'au moins un des bords longitudinaux de chaque empilement, l'étape de superposition comprend une étape d'assemblage, représentée sur la figure 10, au voisinage d'un des bords longitudinaux de chaque bande élémentaire 7 imprimée. Trois pistolets 21 sont alors positionnés au dessus d'un des bords longitudinaux des bandes élémentaires 7 pour déposer la substance adhésive 45. Suivant que l'on souhaite des notices 4 dont les feuillets 43 sont assemblés de manière amovible ou non, la substance adhésive 45 est, par exemple, une colle fugitive ou permanente.After this step of turning the subbands 5 and before a step, carried out at the fourth station, of longitudinal slitting in the vicinity of at least one of the longitudinal edges of each stack, the superposition step comprises an assembly step, shown in Figure 10, in the vicinity of one of the longitudinal edges of each
Sur la figure 11, on représente les sous-bandes 5 en sortie du troisième poste, après le passage entre les cylindres d'appel 25 et presseur. Une ligne en tiretets 35 matérialise une découpe de la sous-bande 5a pour permettre la visualisation de la sous-bande 5b. Au cours de l'étape de superposition, les faces des bandes élémentaires 7 de la sous-bande 5a comprenant les impressions B ont été rabattues sur les faces des bandes élémentaires 7 de la sous-bande 5b comprenant les impressions C de sorte à former trois empilements de bandes élémentaires 7 disposés côte à côte dans lesquels l'ordre des impressions A, B, C et D correspond à l'enchaînement des faces des bandes élémentaires 7. De plus, la substance adhésive 45 a été déposée au voisinage d'un des bords longitudinaux de chaque bande élémentaire 7 de la sous-bande 5b de sorte à former les zones d'assemblages 44 des feuillets 43.In FIG. 11, the sub-bands 5 at the output of the third station are shown after the passage between the
Dans d'autres modes de réalisation, on peut prévoir que l'étape de retournement comprenne le pliage de la bande initiale 3 entre deux sous-bandes successives 5.In other embodiments, it can be provided that the reversal step comprises folding the
Pour réduire les décalages transversaux d entre les bords longitudinaux des bandes élémentaires 7 à une dimension non visible et non sujette aux déformations, on prévoit de refendre ensemble longitudinalement toutes les sous-bandes 5 selon des deuxièmes lignes de refente 36 situées au voisinage d'au moins un des bords longitudinaux de chaque empilement.To reduce the transverse offsets d between the longitudinal edges of the
Sur les figures 11 et 12, des deuxièmes lignes de refente 36 sont prévues au voisinage de chacun des bords des empilements de bandes élémentaires 7. Comme on peut le voir sur la figure 12, les lignes de refente 36 sont réalisées à proximité et en dehors des zones sur lesquelles la substance adhésive 45 a été déposée pour ne pas risquer de détériorer la qualité de la refente longitudinale.In FIGS. 11 and 12,
La figure 13 représente la refente de l'ensemble des sous-bandes 5 le long des lignes 36 réalisée par quatre deuxièmes couteaux de refente 27. Une telle réalisation permet d'éliminer les rives 37 et d'obtenir des bandes finales 1, représentée sur les figures 14 à 16, dans lesquelles les bords longitudinaux des bandes élémentaires 7 superposées assemblées sont situés sensiblement dans un même plan perpendiculaire au plan de la bande finale 1.FIG. 13 shows the slitting of all the sub-strips 5 along the
L'installation selon la première variante permet la mise en oeuvre d'un procédé de réalisation de notices 4 en ajoutant l'étape consistant à découper transversalement les bandes finales 1 aux étapes précédemment décrites.The installation according to the first variant allows the implementation of a method of producing
Quant à l'installation selon la deuxième variante décrite précédemment, elle permet la mise en oeuvre d'un procédé de réalisation d'au moins une bobine finie 30 de notices 4. Dans un tel procédé, chaque bande finale 1 est rebobinée pour obtenir une bobine finie 30.As for the installation according to the second variant described above, it allows the implementation of a method of producing at least one finished
Les bobines finies 30 ainsi réalisées, grâce notamment au quatrième poste de refente longitudinale, sont généralement cylindriques et comprennent au moins une section extrême perpendiculaire à l'axe de la bobine qui soit généralement plane.The finished coils 30 thus produced, thanks in particular to the fourth longitudinal slitting station, are generally cylindrical and comprise at least one end section perpendicular to the axis of the coil which is generally flat.
De telles bobines finies peuvent alors être transportées ou stockées en piles sans risque de déformation des bords longitudinaux des bandes finales 1 et de détérioration des notices 4 lors du débobinage des bobines finies 30.Such finished coils can then be transported or stored in piles without risk of deformation of the longitudinal edges of the
Dans l'installation selon la deuxième variante, pour la réalisation de notices 4, on prévoit préalablement à l'étape de découpage transversal des bandes finales 1, les étapes successives de rebobiner chaque bande finale 1 pour obtenir une bobine finie 30 et de débobiner la bobine finie 30.In the installation according to the second variant, for the production of
En outre, le procédé de réalisation des notices 4 peut comprendre, à la suite de l'étape de découpage transversal des bandes finales 1, les étapes successives consistant à plier, par exemple transversalement dans le mode de réalisation représenté, les notices 4 et mettre en place les notices 4 dans l'emballage 40 avec le conteneur 39 dans lequel le produit 38 est disposé.In addition, the method of producing the
Claims (28)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0452730A FR2878240B1 (en) | 2004-11-23 | 2004-11-23 | METHOD AND INSTALLATION FOR REALIZING BANDS OF MULTI-SHEET PRINTED DOCUMENTS WITH CORRESPONDING EDGES |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1661673A1 true EP1661673A1 (en) | 2006-05-31 |
| EP1661673B1 EP1661673B1 (en) | 2008-08-13 |
Family
ID=34951613
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05292472A Not-in-force EP1661673B1 (en) | 2004-11-23 | 2005-11-22 | Method and device for aligning the edges of webs |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1661673B1 (en) |
| AT (1) | ATE404332T1 (en) |
| DE (1) | DE602005008865D1 (en) |
| ES (1) | ES2311943T3 (en) |
| FR (1) | FR2878240B1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2145773A1 (en) * | 2008-07-17 | 2010-01-20 | Hunkeler AG | Device and method for producing multi-sheet, folded printed products, in particular magazines and brochures |
| WO2010091771A1 (en) * | 2009-02-10 | 2010-08-19 | Khs Ag | Cutting and expanding device |
| CN101823576A (en) * | 2009-03-02 | 2010-09-08 | 克罗内斯股份公司 | Wrapping machine and control method thereof |
| CN106956959A (en) * | 2017-05-03 | 2017-07-18 | 遂昌县睿鼎科技服务有限公司 | A kind of use for synthetic leather decorative pattern transfer paper rewind slitting device |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1403623A (en) * | 1972-08-18 | 1975-08-28 | Mccain Mfg Co | Method and apparatus for making books |
| US4738847A (en) * | 1985-01-14 | 1988-04-19 | Kimberly-Clark Corporation | Multi-ply virucidal product |
| US5413665A (en) * | 1991-06-14 | 1995-05-09 | Think, Inc. | Apparatus for mounting film negatives |
| EP0673870A1 (en) | 1994-03-24 | 1995-09-27 | PACKART (Société Anonyme) | Method and installation for manufacturing printed documents and the packing in which said document is to be used |
| US6048152A (en) * | 1998-09-03 | 2000-04-11 | Kabushiki Kaisha Aichi Business Form | Binding apparatus |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1061826A (en) * | 1976-07-16 | 1979-09-04 | John F. Frank | Document set with stub and narrow transfer strip |
-
2004
- 2004-11-23 FR FR0452730A patent/FR2878240B1/en not_active Expired - Fee Related
-
2005
- 2005-11-22 ES ES05292472T patent/ES2311943T3/en active Active
- 2005-11-22 AT AT05292472T patent/ATE404332T1/en not_active IP Right Cessation
- 2005-11-22 EP EP05292472A patent/EP1661673B1/en not_active Not-in-force
- 2005-11-22 DE DE602005008865T patent/DE602005008865D1/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1403623A (en) * | 1972-08-18 | 1975-08-28 | Mccain Mfg Co | Method and apparatus for making books |
| US4738847A (en) * | 1985-01-14 | 1988-04-19 | Kimberly-Clark Corporation | Multi-ply virucidal product |
| US5413665A (en) * | 1991-06-14 | 1995-05-09 | Think, Inc. | Apparatus for mounting film negatives |
| EP0673870A1 (en) | 1994-03-24 | 1995-09-27 | PACKART (Société Anonyme) | Method and installation for manufacturing printed documents and the packing in which said document is to be used |
| US6048152A (en) * | 1998-09-03 | 2000-04-11 | Kabushiki Kaisha Aichi Business Form | Binding apparatus |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2145773A1 (en) * | 2008-07-17 | 2010-01-20 | Hunkeler AG | Device and method for producing multi-sheet, folded printed products, in particular magazines and brochures |
| US8871047B2 (en) | 2008-07-17 | 2014-10-28 | Hunkeler Ag | Method of, and apparatus for, producing multi-leaf, folded printed products, in particular periodicals and brochures |
| US9555659B2 (en) | 2008-07-17 | 2017-01-31 | Hunkeler Ag | Method of, and apparatus for, producing multi-leaf, folded printed products, in particular periodicals and brochures |
| WO2010091771A1 (en) * | 2009-02-10 | 2010-08-19 | Khs Ag | Cutting and expanding device |
| US9254979B2 (en) | 2009-02-10 | 2016-02-09 | Khs Gmbh | Cutting-and-separating device |
| CN101823576A (en) * | 2009-03-02 | 2010-09-08 | 克罗内斯股份公司 | Wrapping machine and control method thereof |
| EP2226254A1 (en) * | 2009-03-02 | 2010-09-08 | Krones AG | Packaging machine and method for control of same |
| CN101823576B (en) * | 2009-03-02 | 2013-03-13 | 克罗内斯股份公司 | Packaging machine and control method thereof |
| CN106956959A (en) * | 2017-05-03 | 2017-07-18 | 遂昌县睿鼎科技服务有限公司 | A kind of use for synthetic leather decorative pattern transfer paper rewind slitting device |
| CN106956959B (en) * | 2017-05-03 | 2018-06-05 | 遂昌县睿鼎科技服务有限公司 | A kind of use for synthetic leather decorative pattern transfer paper rewind slitting device |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2311943T3 (en) | 2009-02-16 |
| DE602005008865D1 (en) | 2008-09-25 |
| FR2878240B1 (en) | 2007-04-06 |
| EP1661673B1 (en) | 2008-08-13 |
| ATE404332T1 (en) | 2008-08-15 |
| FR2878240A1 (en) | 2006-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1003635B1 (en) | Method and device for the sequential preparation of a packaging blank, and cigarette carton | |
| AU2005101080B4 (en) | Ream wrap and packaging materials with tear tapes and tear tape applicator for same | |
| EP3003703B1 (en) | Processing unit of a continuous-strip support and machine for producing packaging provided therewith | |
| EP0693424B1 (en) | Label preparation device/method | |
| FR2551695A1 (en) | TAPPING DEVICE FOR CUTTING SELECTED LAYERS OF MULTIPLE THICKNESS CARTONS | |
| EP2361208A1 (en) | Arrangement for driving a planar substrate in a machine for producing packaging | |
| EP1661673B1 (en) | Method and device for aligning the edges of webs | |
| EP3230055A1 (en) | Method and work station for the conversion of a flat support | |
| CA2847445C (en) | Sheet dispenser | |
| EP1919717A2 (en) | Method for making mailing covers and machine implementing said method | |
| EP1645511B1 (en) | Apparatus for supplying inner packaging material for packaging cigarette bundle | |
| EP2704973B1 (en) | Device for stacking sheets of paper or similar | |
| EP0371892B1 (en) | Means for bagging folded compresses | |
| EP1213136A2 (en) | Apparatus for the fabrication of a multi-layered material, and material obtained | |
| EP0673870B1 (en) | Method and installation for manufacturing printed documents and the packing in which said document is to be used | |
| EP3810537A1 (en) | Device for unwinding strips and machine for stamping elements in sheet form | |
| FR2566704A1 (en) | Apparatus for the printing of specimen flight-plan tapes for air navigation | |
| BE889349A (en) | METHOD AND APPARATUS FOR ASSEMBLING SHEET MATERIAL, IN PARTICULAR FOR CONTINUOUSLY FEEDING RAPID PRINTERS | |
| FR2846954A1 (en) | Paper roll forming procedure includes unrolling, folding and rewinding operations to produce one or more rolls | |
| EP1346939B1 (en) | Method and apparatus for producing printed documents | |
| FR2588253A1 (en) | Machine intended to form transverse folds on a set of sheets (webs) and machine for making books including such a machine | |
| FR2544701A1 (en) | Roll winding machine | |
| EP1268216B1 (en) | Printing plate in the form of a roller and method for obtaining same | |
| BE1006212A6 (en) | Method of manufacturing cardboard boxes. | |
| EP0900737A1 (en) | Device for laying and perforating a flexible reinforcing and/or guiding strip, process and packaging container resulting from this process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060720 |
|
| 17Q | First examination report despatched |
Effective date: 20060818 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20060818 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PACKETIS |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 602005008865 Country of ref document: DE Date of ref document: 20080925 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081213 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2311943 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20081028 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20081114 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081113 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20081104 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090113 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090122 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081130 |
|
| 26N | No opposition filed |
Effective date: 20090514 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081130 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081113 |
|
| BERE | Be: lapsed |
Owner name: PACKETIS Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20091122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090214 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081122 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081114 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091122 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091123 |