EP1588964B1 - Feeding device for a stack of sheets along a curved path - Google Patents
Feeding device for a stack of sheets along a curved path Download PDFInfo
- Publication number
- EP1588964B1 EP1588964B1 EP05005501A EP05005501A EP1588964B1 EP 1588964 B1 EP1588964 B1 EP 1588964B1 EP 05005501 A EP05005501 A EP 05005501A EP 05005501 A EP05005501 A EP 05005501A EP 1588964 B1 EP1588964 B1 EP 1588964B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- stack
- transfer point
- feed
- downstream
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000001514 detection method Methods 0.000 claims description 16
- 230000001419 dependent effect Effects 0.000 claims description 5
- 241000282485 Vulpes vulpes Species 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/02—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors
- B65H7/06—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors responsive to presence of faulty articles or incorrect separation or feed
- B65H7/12—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors responsive to presence of faulty articles or incorrect separation or feed responsive to double feed or separation
- B65H7/125—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors responsive to presence of faulty articles or incorrect separation or feed responsive to double feed or separation sensing the double feed or separation without contacting the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/08—Supports or magazines for piles from which articles are to be separated with means for advancing the articles to present the articles to the separating device
- B65H1/22—Supports or magazines for piles from which articles are to be separated with means for advancing the articles to present the articles to the separating device moving in direction of plane of articles, e.g. for bodily advancement of fanned-out piles
- B65H1/225—Round stack feeders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/0816—Suction grippers separating from the top of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/10—Suction rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/16—Controlling air-supply to pneumatic separators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/31—Features of transport path
- B65H2301/312—Features of transport path for transport path involving at least two planes of transport forming an angle between each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/34—Modifying, selecting, changing direction of displacement
- B65H2301/342—Modifying, selecting, changing direction of displacement with change of plane of displacement
- B65H2301/3423—Modifying, selecting, changing direction of displacement with change of plane of displacement by travelling an angled curved path section for overturning and changing feeding direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/22—Distance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/30—Forces; Stresses
- B65H2515/34—Pressure, e.g. fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/41—Photoelectric detectors
- B65H2553/412—Photoelectric detectors in barrier arrangements, i.e. emitter facing a receptor element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/13—Parts concerned of the handled material
- B65H2701/131—Edges
- B65H2701/1313—Edges trailing edge
Definitions
- the invention relates to a Rundstapelbogenanleger with the features of claim 1.
- Rundstapelbogenanleger are for example from the DE 197 34 768 C1 known.
- Fig. 1 and 2 schematically show a known Rundstapelbogenanleger 10, which has an upper table 12 and a lower table 14, which are arranged one above the other and between which a turning device 16 is provided, which applies a conveyed on the upper table 12 sheet stack 18 and deposits on the lower table 14.
- the lower table 14 has as a feed device on a conveyor belt 20 through which the sheet stack 18 is conveyed in the direction of a transfer point 21 arranged singler 22 having a suction wheel 26 which sucks the downstreammost sheet 42 and delivers to a further transport device 24.
- a two-armed rocker 32 is provided, which is pivotable about a pivot axis 38.
- the upper arm 34 of the rocker 32 extends adjacent to the transfer point 21 beyond the conveying plane FE and is pivoted in the conveying direction upon impingement of the most downstream arc 42 of the sheet stack 18.
- the other, downwardly extending arm 36 of the rocker 32 approaches in this pivoting to an analog sensor 40 which transmits a dependent of the distance of the second arm 36 output voltage to a control device (not shown), the feed rate of the conveyor belt 20 in dependence from the output voltage to the controller controls. In this case, the feed rate during the pivoting of the rocker 32 in the conveying direction is further reduced until the second arm 36 strikes the analog sensor 40 and the feed is stopped.
- a suction valve 28 of the suction wheel 26 is activated, so that the foremost, most downstream sheet 42 is attracted by the suction wheel 26 and then deposited on the further transport device 24. At a suitable time, the suction valve 28 is turned off again.
- the synchronization between the suction wheel 26 and the feed is designed so that at the time of activation of the suction valve 28 is always a bow 42 abuts the transfer point 21.
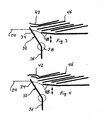
- the sheets do not always arrive in the same shape on the rocker 32. They can be scaled to different heights, or they can be rounded up or down, as in the FIGS. 3 and 4 is shown.
- upwardly curved bows are a problem because they can overlap the upper arm 34 on the rocker 32.
- a guide plate 48 can be adjusted at the transfer point 21 in height, as indicated by the double arrow in the FIGS. 3 and 4 is shown.
- the rocker 32 is height adjustable to adjust the upper arm 34 to extend more or less beyond the conveying plane.
- these measures are structurally very expensive.
- a round pile sheet feeder which has a stop at the transfer point, which is arranged opposite a suction roll for singling. At the stop runs at each transport step, the leading edge of the sheet stack, the top sheet is thereby accurately positioned before it is lifted by the suction roller over the stop. This will shorten the stack.
- the batch feed must then be reactivated.
- the stop is preceded by a reflected light scanner. If the diffuse reflection sensor is covered, ie as long as an arc is applied to the stop, light is reflected. If this is not the case, so the attack is exposed, no light is reflected. If no light is reflected, the feed is started until the reflected light sensor is covered again. Then the feed is switched off again. Since the feed rate is constant, it comes through the switching on and off of the feed to constant jerking movements of the sheet stack, which prevent high production speed.
- the DE 25 05 164 B1 describes a round pile sheet feeder in which the conveyor belt is passed in the region of the unloading table between two rollers whose distance from each other is adjustable. At the downstream of the two rollers, a sensor is mounted. When a sheet strikes the probe, the feed is shut off and the topmost sheet is removed by a suction device.
- a Rundstapelbogenanleger which has a sheet stop at the end of the transport route.
- a capacitive scanning head is provided for non-contact scanning of the position of the uppermost sheet at the stop.
- the invention has for its object to provide a round stack sheet feeder with structurally simple means, which ensures a safe removal of a downstream bow at the transfer point to a further transport device.
- the distance of the downstreammost sheet from the transfer point is detected contactlessly and a detection value corresponding to the distance is forwarded to a processor device which controls the feed rate of the feed device according to the distance. Due to the non-contact detection no measures to adapt to the shape of the sheet leading edge must be made, as is the case in the prior art described above. There is little constructive effort required. In addition, the time otherwise required for adaptation can be saved.
- the non-contact detection device is preferably formed by a light sensor, eg a light curtain, which transmits as detection value a voltage dependent on the cover through the most downstream arc, eg 0 to 10 volts, to the processor device for controlling the feed rate.
- a light sensor eg a light curtain
- the non-contact detection device transmits as detection value a voltage dependent on the cover through the most downstream arc, eg 0 to 10 volts, to the processor device for controlling the feed rate.
- the detection value may also be a current value dependent on the coverage by the downstreammost arc, a serial data interface or a parallel interface.
- a double-sheet sensor at the transfer point may be provided in addition to the non-contact detection device, which transmits a corresponding signal to the processor device for switching off the feed device when a double sheet is detected.
- a double-sheet sensor may be, for example, the ultrasonic double-sheet control system UDC-18GM-400-3E3, which is offered by Pepperl + Fuchs GmbH.
- a detection device which detects the trailing edge of a sheet transported on the further transport device and, upon detection of the trailing edge, transmits a signal to the processor device for controlling the arc gap. This makes it possible by means of the processor device to calculate a mean feed rate, which is then passed to the feed drive as the speed setpoint. This setpoint is determined by the processor device so that the feed device works as smoothly as possible.
- the feed rate can also be calculated by the processor device by means of the clock sequences of the double-sheet sensor.
- the sheet stack runs here initially fast, depending on the reaction behavior then a continuous speed can be adjusted.
- the Rundstapelbogenanleger invention is essentially constructed as the basis of FIG. 1 A significant difference is that instead of the rocker 32, a light sensor 52 formed by a light curtain is arranged at the transfer point 21 below the conveying plane at the transfer point 21, the distance of the leading edge of a downstream bow 42 of the feed device 20th conveyed sheet stack 18 detected by the transfer point 21.
- the light sensor 52 is an analog sensor which, depending on the coverage by the arc 42, passes a voltage value to a processor device 50, which is preferably between 0 and 10 volts. The output voltage of 10 volts is passed when no arc 42 is above the light scanner 52. The output voltage 0 is passed when the light scanner 52 is completely covered by the sheet 42.
- the suction valve 28 of the suction wheel 26 is activated by the processor device 50, so that the most downstream sheet 42 is attracted by the suction wheel 26 and deposited on the further transport device 24.
- an ultrasonic double-arc sensor 54 is provided below the transfer point 21.
- This ultrasonic double-arc sensor 54 radiates from below an ultrasonic pulse, which excites the arc to vibrations. These vibrations cause the propagation of a very small sound wave on the other side of the sheet, which is evaluated by an opposite ultrasonic receiver 56. In the case of overlapping sheets (double sheet), the signal is attenuated so that it barely reaches the reception.
- the ultrasonic double-sheet sensor 54 can detect whether there is no sheet, one sheet, or more than one sheet at the transfer point 21. As soon as the ultrasonic double-sheet sensor 54 detects that more than one sheet is at the transfer point 21, it sends a corresponding signal to the processor device 50, which then stops the feed of the conveyor belt 20 and outputs an alarm signal to the operator. hereby is prevented that superimposed sheets are placed on the further transport device 24.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Controlling Sheets Or Webs (AREA)
Description
Die Erfindung betrifft einen Rundstapelbogenanleger mit den Merkmalen des Patentanspruchs 1.The invention relates to a Rundstapelbogenanleger with the features of
Rundstapelbogenanleger sind beispielsweise aus der
An der Übergabestelle 21 ist eine zweiarmige Wippe 32 vorgesehen, die um eine Schwenkachse 38 verschwenkbar ist. Der obere Arm 34 der Wippe 32 erstreckt sich angrenzend an die Übergabestelle 21 über die Förderebene FE hinaus und wird beim Auftreffen des stromabwärtigsten Bogens 42 des Bogenstapels 18 in Förderrichtung verschwenkt. Der andere, sich nach unten erstreckende Arm 36 der Wippe 32 nähert sich bei dieser Verschwenkung einem Analogsensor 40 an, der eine von dem Abstand des zweiten Arms 36 abhängige Ausgangsspannung an eine Steuereinrichtung (nicht gezeigt) weitergibt, die die Vorschubgeschwindigkeit des Förderbandes 20 in Abhängigkeit von der Ausgangsspannung an der Steuereinrichtung steuert. Dabei wird die Vorschubgeschwindigkeit bei der Verschwenkung der Wippe 32 in Förderrichtung immer weiter verringert, bis der zweite Arm 36 an dem Analogsensor 40 anschlägt und der Vorschub gestoppt wird. Ein Saugventil 28 des Saugrades 26 wird aktiviert, so dass der vorderste, stromabwärtigste Bogen 42 von dem Saugrad 26 angezogen und dann auf der Weitertransportvorrichtung 24 abgelegt wird. Zu einem geeigneten Zeitpunkt wird das Saugventil 28 wieder abgestellt. Die Synchronisierung zwischen Saugrad 26 und dem Vorschub ist so gestaltet, dass zum Zeitpunkt der Aktivierung des Saugventils 28 immer ein Bogen 42 an der Übergabestelle 21 anliegt.At the
Das Problem bei dieser Technik besteht darin, dass die Bogen nicht immer gleich geformt an der Wippe 32 ankommen. Sie können verschieden weit geschuppt sein oder auch nach oben oder nach unten gerundet auftreffen, wie dies in den
Aus der
Die
In der
Der Erfindung liegt die Aufgabe zugrunde, mit konstruktiv einfachen Mitteln einen Rundstapelbogenanleger zu schaffen, der eine sichere Abnahme eines stromabwärtigsten Bogens an der Übergabestelle zu einer Weitertransportvorrichtung gewährleistet.The invention has for its object to provide a round stack sheet feeder with structurally simple means, which ensures a safe removal of a downstream bow at the transfer point to a further transport device.
Diese Aufgabe wird erfindungsgemäß durch einen Rundstapelbogenanleger mit den Merkmalen des Patentanspruchs 1 gelöst. Vorteilhafte Weiterbildungen des erfindungsgemäßen Rundstapelbogenanlegers sind Gegenstand der Patentansprüche 2 bis 5.This object is achieved by a Rundstapelbogenanleger with the features of
Bei dem erfindungsgemäßen Rundstapelbogenanleger wird der Abstand des stromabwärtigsten Bogens von der Übergabestelle berührungslos erfasst und ein dem Abstand entsprechender Erfassungswert an eine Prozessoreinrichtung weitergegeben, die die Vorschubgeschwindigkeit der Vorschubeinrichtung dem Abstand entsprechend steuert. Aufgrund der berührungslosen Erfassung müssen keine Maßnahmen zur Anpassung an die Form der Bogenvorderkante getroffen werden, wie dies beim oben beschriebenen Stand der Technik der Fall ist. Es ist wenig konstruktiver Aufwand erforderlich. Außerdem kann die sonst zur Anpassung erforderliche Zeit eingespart werden.In the round-pile sheet feeder according to the invention, the distance of the downstreammost sheet from the transfer point is detected contactlessly and a detection value corresponding to the distance is forwarded to a processor device which controls the feed rate of the feed device according to the distance. Due to the non-contact detection no measures to adapt to the shape of the sheet leading edge must be made, as is the case in the prior art described above. There is little constructive effort required. In addition, the time otherwise required for adaptation can be saved.
Die berührungslose Erfassungseinrichtung wird vorzugsweise von einem Lichttaster, z.B. einem Lichtvorhang, gebildet, der als Erfassungswert eine von der Abdeckung durch den stromabwärtigsten Bogen abhängige Spannung, z.B. 0 bis 10 Volt an die Prozessoreinrichtung zur Steuerung der Vorschubgeschwindigkeit weitergibt.The non-contact detection device is preferably formed by a light sensor, eg a light curtain, which transmits as detection value a voltage dependent on the cover through the most downstream arc,
Der Erfassungswert kann auch ein von der Abdeckung durch den stromabwärtigsten Bogen abhängiger Stromwert, eine serielle Datenschnittstelle oder eine parallele Schnittstelle sein.The detection value may also be a current value dependent on the coverage by the downstreammost arc, a serial data interface or a parallel interface.
Um zu verhindern, dass zwei übereinanderliegende Bogen von der Saugeinrichtung gleichzeitig auf der Weitertransportvorrichtung abgelegt werden, kann neben der berührungslosen Erfassungseinrichtung vorzugsweise ein Doppelbogensensor an der Übergabestelle vorgesehen werden, der bei Erfassung eines Doppelbogens ein entsprechendes Signal an die Prozessoreinrichtung zur Abschaltung der Vorschubeinrichtung weitergibt. Ein solcher Doppelbogensensor kann beispielsweise das Ultraschall-Doppelbogenkontrollsystem UDC-18GM-400-3E3 sein, das von der Pepperl + Fuchs GmbH angeboten wird.In order to prevent two superimposed sheets from being simultaneously deposited on the forwarding device by the suction device, a double-sheet sensor at the transfer point may be provided in addition to the non-contact detection device, which transmits a corresponding signal to the processor device for switching off the feed device when a double sheet is detected. Such a double-sheet sensor may be, for example, the ultrasonic double-sheet control system UDC-18GM-400-3E3, which is offered by Pepperl + Fuchs GmbH.
Bei einer bevorzugten Ausführungsform ist ein die Hinterkante eines auf der Weitertransporteinrichtung transportierten Bogens erfassende Erfassungseinrichtung vorgesehen, die bei Erfassung der Hinterkante ein Signal an die Prozessoreinrichtung zur Steuerung der Bogenlücke weitergibt. Hierdurch ist es mittels der Prozessoreinrichtung möglich, eine mittlere Vorschubgeschwindigkeit zu berechnen, die dem Vorschubantrieb dann als Geschwindigkeits-Sollwert übergeben wird. Dieser Sollwert wird durch die Prozessoreinrichtung so bestimmt, dass die Vorschubeinrichtung möglichst ruckfrei arbeitet.In a preferred embodiment, there is provided a detection device which detects the trailing edge of a sheet transported on the further transport device and, upon detection of the trailing edge, transmits a signal to the processor device for controlling the arc gap. This makes it possible by means of the processor device to calculate a mean feed rate, which is then passed to the feed drive as the speed setpoint. This setpoint is determined by the processor device so that the feed device works as smoothly as possible.
Die Vorschubgeschwindigkeit kann bei einer weiteren Ausführungsform durch die Prozessoreinrichtung auch mittels der Taktfolgen des Doppelbogensensors berechnet werden. Der Bogenstapel läuft hierbei zunächst schnell, je nach Reaktionsverhalten kann dann eine kontinuierliche Geschwindigkeit eingeregelt werden.In a further embodiment, the feed rate can also be calculated by the processor device by means of the clock sequences of the double-sheet sensor. The sheet stack runs here initially fast, depending on the reaction behavior then a continuous speed can be adjusted.
Ein Ausführungsbeispiel der Erfindung wird nachstehend anhand der Zeichnungen näher erläutert. Es zeigen:
Figur 1- schematisch einen bekannten Rundstapelbogenanleger,
- Figur 2
- den Rundstapelbogenanleger von
Figur 1 - Figur 3
- das Auftreffen von Bogen mit nach oben gebogener Vorderkante auf eine eine Wippe umfassende Erfassungseinrichtung der Vereinzelungseinrichtung von
Figur 2 , - Figur 4
- das Auftreffen von Bogen mit nach unten gebogener Vorderkante auf die Erfassungseinrichtung der Vereinzelungseinrichtung von
Figur 2 , - Figur 5
- eine Vereinzelungseinrichtung eines erfindungsgemäßen Rundstapelbogenanlegers,
- Figur 6
- die Steuerung einer Vorschubgeschwindigkeit des erfindungsgemäßen Rundstapelbogenanlegers.
- FIG. 1
- schematically a known Rundstapelbogenanleger,
- FIG. 2
- the round pile feeder of
FIG. 1 in the area of a singulator on an enlarged scale, - FIG. 3
- the impact of sheets with upwardly bent leading edge on a rocker comprehensive detection means of the singler of
FIG. 2 . - FIG. 4
- the impact of sheets with bent down front edge on the detection device of the singler of
FIG. 2 . - FIG. 5
- a separating device of a round pile sheet feeder according to the invention,
- FIG. 6
- the control of a feed rate of the Rundstapelbogenanlegers invention.
Der erfindungsgemäße Rundstapelbogenanleger ist im Wesentlichen so aufgebaut wie der anhand von
Claims (5)
- A circular stack sheet feeder with an upper table (12) and a lower table (14), which are arranged one above the other and between which a turning device (16) is provided which turns a sheet stack (18) conveyed to the upper table (12) and deposits it on to the lower table (14), on which the sheet stack (18) is conveyed by a feed device (20) to a separating device (22) which is arranged at a transfer point (21) and which deposits the most downstream sheet (42) on to a transfer apparatus (24),
characterised in that
a contactless detecting device (52) is provided for the contactless detection of the distance from the transfer point (21) of the sheet front edge of a most downstream sheet (42) conveyed on the lower table (14),
the detecting device (52) is in communication with a central processor device (50) which controls the feed rate of the feed device (20) as a function of a detection value of the detecting device (52) corresponding to the distance of the most downstream sheet (42) from the transfer point (21), and which activates a suction device (26) when the sheet front edge of the most downstream sheet (42) is situated at the transfer point (21). - A circular stack sheet feeder according to Claim 1, characterised in that the detecting device (52) is formed by a reflective sensor which transmits as a detection value a voltage, which is dependent on the coverage by the most downstream sheet (42), to the processor device (50) for controlling the feed rate.
- A circular stack sheet feeder according to Claim 1, characterised in that the detecting device (52) is formed by a reflective sensor which transmits as a detection value a current value which is dependent on the coverage by the most downstream sheet (42), a serial data interface or a parallel interface, to the processor device (50) for controlling the feed rate.
- A circular stack sheet feeder according to Claim 1, characterised in that a double sheet sensor (54) is provided at the transfer point so that, upon detection of a double sheet, it transmits a corresponding signal to the processor device (50) to switch off the feed device (20).
- A circular stack sheet feeder according to any one of the preceding Claims, characterised in that a detecting device (30) is provided which detects the rear edge of a sheet (44) conveyed on the transfer apparatus and which, upon detection of the rear edge of the sheet (44) transmits a signal to the processor device (50) to control the sheet spacing.-
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202004006285U | 2004-04-21 | ||
| DE202004006285U DE202004006285U1 (en) | 2004-04-21 | 2004-04-21 | Round pile sheet feeder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1588964A1 EP1588964A1 (en) | 2005-10-26 |
| EP1588964B1 true EP1588964B1 (en) | 2008-10-29 |
Family
ID=32731406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05005501A Expired - Lifetime EP1588964B1 (en) | 2004-04-21 | 2005-03-14 | Feeding device for a stack of sheets along a curved path |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1588964B1 (en) |
| CN (1) | CN1689947B (en) |
| DE (2) | DE202004006285U1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005026200A1 (en) | 2005-06-07 | 2006-12-21 | Pepperl + Fuchs Gmbh | Detection and device for the detection of recording media |
| DE102011011322A1 (en) * | 2011-02-16 | 2012-08-16 | Heidelberger Druckmaschinen Ag | Feeder for printing machine and method for operating such |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5333184B2 (en) * | 1975-02-07 | 1978-09-12 | ||
| DD214110A1 (en) * | 1983-03-23 | 1984-10-03 | Polygraph Leipzig | DEVICE FOR REGULATING STACKING TRANSPORT TO ROUND STACKER INSTALLERS |
| DD267476A1 (en) * | 1987-11-30 | 1989-05-03 | Polygraph Leipzig | ADJUSTING DEVICE FOR TESTS |
| DE4013082A1 (en) * | 1990-04-25 | 1991-10-31 | Gremser Masch Franz | Overlapping sheet stream feed - uses detector for sheet stack front edge to activate intermittent conveying device |
| DE4431934B4 (en) * | 1994-09-08 | 2006-04-27 | Heidelberger Druckmaschinen Ag | Non-contact double sheet control device |
| US6173950B1 (en) * | 1999-05-10 | 2001-01-16 | Gbr Systems Corporation | Sheet feeding mechanism |
-
2004
- 2004-04-21 DE DE202004006285U patent/DE202004006285U1/en not_active Expired - Lifetime
-
2005
- 2005-03-14 DE DE502005005774T patent/DE502005005774D1/en not_active Expired - Fee Related
- 2005-03-14 EP EP05005501A patent/EP1588964B1/en not_active Expired - Lifetime
- 2005-04-21 CN CN200510066649.4A patent/CN1689947B/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE202004006285U1 (en) | 2004-07-15 |
| DE502005005774D1 (en) | 2008-12-11 |
| CN1689947A (en) | 2005-11-02 |
| EP1588964A1 (en) | 2005-10-26 |
| CN1689947B (en) | 2010-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3077307B1 (en) | Delivery unit of a sheet-processing machine and method for operating a sheet-processing machine | |
| EP3224169A1 (en) | Sheet-processing machine having a deliverer, and method for depositing sheets | |
| EP1266852B1 (en) | Device for feeding and stacking particularly tabular goods and corresponding method | |
| EP2277811B1 (en) | Device and method for operating a stack lifting device | |
| EP2489616A2 (en) | Feeder for a printer and method of operating such | |
| EP1588964B1 (en) | Feeding device for a stack of sheets along a curved path | |
| EP3025994A1 (en) | Device and method for manufacturing stacks of packages of individual signatures | |
| DE10106669B4 (en) | Device for filing bows | |
| DE102023110016B3 (en) | Conveyor system for horizontal transport of metal sheets | |
| EP1332891B1 (en) | Mail handling system | |
| EP1612174B1 (en) | Device for aligning a stack of sheets arranged one above the other | |
| EP1593625B1 (en) | Leading edge feeder | |
| DE10157098B4 (en) | Device for transporting and stacking in particular tabular goods and corresponding method | |
| EP2918530B1 (en) | Device for positioning a front edge of a sheet | |
| DE10336757A1 (en) | Method for folding optionally overlapping sheets comprises gradually increasing folding force by reducing nip between folding rollers and then activating e.g. vacuum rollers | |
| DE10348029A1 (en) | Sheet feeding control method for use with a printer sheet feeder, wherein sheet dimensions are input prior to printing and upon detection of a miss-feed a controller stops feeding in a manner matched to sheet size | |
| DE10100191C2 (en) | sheet feeder | |
| EP4183721B1 (en) | Chute for the self-centering dispensing of bulk material onto a conveyor and corresponding method | |
| EP1266850B1 (en) | Feed table | |
| EP3763646A1 (en) | Device and method for transferring sheets between conveyor units | |
| DE102012222529A1 (en) | Device for transporting arc-shaped material from feeding device to processing machine, has transport unit that is connected with roller lever which is displaced axially, when transport rollers are provided in upper reversal position | |
| DE19807528C2 (en) | Control for a continuously working stack lifting device | |
| DE10331411B3 (en) | Continuous stacking method for sheet metal blanks supplied from press using drive regulation of successive conveyor bands for blanks for preventing deformation during stacking | |
| DE10304021A1 (en) | Device for aligning sheets in an extension arm of a sheet-processing machine, especially a printing machine, comprises an aligning plate assigned to a spindle supporting a frame having a fixed first frame part and a moving second frame part | |
| DE19807529B4 (en) | Device for controlling a continuous stack lifting device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060302 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 20070320 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 502005005774 Country of ref document: DE Date of ref document: 20081211 Kind code of ref document: P |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090324 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090406 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20090730 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090325 Year of fee payment: 5 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100314 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20101130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100314 |