Die Erfindung betrifft eine Presse oder eine Stanz- oder Umformvorrichtung
umfassend ein Gestell mit einem eine Aufspannplatte aufweisenden Unterteil,
einem eine Antriebseinrichtung aufweisenden Oberteil und mit das Oberteil am
Unterteil abstützenden Ständern, sowie weiter umfassend ein von der Antriebseinrichtung
zu einer Hin- und Herbewegung antreibbarer Stößel, der
mittels Führungselemente in vertikaler Richtung verschiebbar am Gestell gehalten
ist und eine der Aufspannplatte zugewandte Stirnseite aufweist, zumindest
eine Verstelleinrichtung zur Verstellung der Stößelumkehrposition während
des Betriebs der Stanz- oder Umformvorrichtung, sowie mindestens eine
der Verstelleinrichtung zugeordnete Meßeinrichtung zum berührungslosen Erfassen
der Stößelumkehrposition mit einem am Stößel gehaltenen ersten Meßglied
und einem mit diesem zusammenwirkenden, ortsfest gehaltenen zweiten
Meßglied.
Zur Fertigung hochpräziser Press-, Stanz- oder Umformteile mittels einer Presse
bzw. einer Stanz- oder Umformvorrichtung ist es erforderlich, die Stößelumkehrposition,
d. h. den unteren Totpunkt des Stößels, möglichst konstant
zu halten. Auch der Werkzeugverschleiß und damit die Standzeit der Werkzeuge
ist von der Stößelumkehrposition abhängig, und der Werkzeugverschleiß
kann reduziert werden, indem die Stößelumkehrposition möglichst unverändert
bleibt. Die Umkehrposition des Stößels ist von Massenkräften abhängig. Ausserdem
verändert sich die Stößelumkehrposition mit der Temperatur der
Stanz- oder Umformvorrichtung.
Um einer Veränderung der Stößelumkehrposition entgegenzuwirken, wird in
der DE-OS 27 31 074 ein Stellantrieb für eine Stößellageverstellung vorgeschlagen,
so daß im laufenden Betrieb der Stanz- oder Umformvorrichtung die
Stößelumkehrposition verändert werden kann. Dies gibt die Möglichkeit, die
Eintauchtiefe eines an der Stirnseite, d. h. der der Aufspannplatte zugewandten
Unterseite des Stößels, gehaltenen Oberwerkzeuges in ein an der Aufspannplatte
festgelegtes Unterwerkzeug auch bei zunehmender Hubzahl der
Stanz- oder Umformvorrichtung und bei Temperaturschwankungen konstant
zu halten. In der DE-OS 27 31 074 wird hierzu der Einsatz einer induktiven
Eintauchtiefen-Meßeinrichtung vorgeschlagen, die im Bereich der Werkzeuge
anzuordnen ist, so daß die Eintauchtiefe direkt erfaßt und an eine Regeleinrichtung
weitergegeben werden kann.
Statt einer direkten Messung der Eintauchtiefe des Stößels wird in der
EP 0 374 035 B1 eine indirekte Messung vorgeschlagen, indem der im Werkzeug
auftretende Druck mittels eines Druckaufnehmers erfaßt wird, dessen
Ausgangssignal ein Maß für die Eintauchtiefe darstellt.
Aus der EP 0 732 194 B1 ist es bekannt, zur Messung der Stößellage eine
Meßeinrichtung mit einem ersten Meßglied und einem mit diesem zusammenwirkenden
zweiten Meßglied zu verwenden, die in einem inneren Eckbereich
eines Werkzeugeinbauraumes angeordnet sind. Der Werkzeugeinbauraum wird
in vertikaler Richtung durch die Stirnseite des Stößels und die Oberseite der
Aufspannplatte begrenzt, und in horizontaler Richtung wird der Werkzeugeinbauraum
durch die Führungselemente des Stößels definiert.
Um einer Beschädigung der Meßeinrichtung beim Umrüsten der Stanz- oder
Umformvorrichtung entgegenzuwirken, wird in der EP 1 308 268 A1 vorgeschlagen,
die Meßeinrichtung in einem Bereich des Stößels anzuordnen, der
eine Führungssäule umgreift. Die Meßeinrichtung ist bezogen auf die vertikale
Richtung zwar in Höhe des Werkzeugeinbauraumes positioniert, der Werkzeugeinbauraum
kann jedoch bei einer derartigen Ausgestaltung vollständig
zur Montage von Werkzeugen verwendet werden, ohne daß eine Behinderung
durch die Meßeinrichtung besteht. Eine derartige Positionierung der Meßeinrichtung
ist allerdings nur dann möglich, wenn zur Führung des Stößels Führungssäulen
zum Einsatz kommen, die vom Stößel umgriffen werden können.
Aufgabe der vorliegenden Erfindung ist es, eine Presse bzw. eine Stanz- oder
Umformvorrichtung der eingangs genannten Art derart weiterzubilden, daß
unabhängig von der Art der zur Führung des Stößels zum Einsatz kommenden
Führungselemente der gesamte Werkzeugeinbauraum zur Montage von Werkzeugen
zur Verfügung steht und Werkstücke ungehindert dem Werkzeugeinbauraum
zugeführt werden können, ohne daß die Gefahr einer Beschädigung
der Meßeinrichtung besteht.
Diese Aufgabe wird bei einer Presse bzw. einer Stanz- oder Umformvorrichtung
der gattungsgemäßen Art erfindungsgemäß dadurch gelöst, daß die
Meßeinrichtung oberhalb der Stirnseite des Stößels angeordnet ist.
Eine derartige Ausgestaltung der Presse, Stanz- oder Umformvorrichtung hat
den Vorteil, daß der Werkzeugeinbauraum keinerlei Behinderung durch die
Meßeinrichtung erfährt und Werkstücke dem Werkzeugeinbauraum zugeführt
werden können, ohne daß die Gefahr einer Beschädigung der Meßeinrichtung
besteht, und zwar unabhängig davon, ob zur Führung des Stößels Führungssäulen
zum Einsatz kommen oder andere Führungselemente. Die Meßeinrichtung
ist in vertikaler Richtung oberhalb des Werkzeugeinbauraumes, nämlich
oberhalb der Stirnseite des Stößels positioniert. Es können somit im Werkzeugeinbauraum
Umrüstungen vorgenommen werden, ohne daß die Gefahr
einer Beschädigung der Meßeinrichtung besteht, mit deren Hilfe die Stößelumkehrposition
im laufenden Betrieb der Presse, Stanz- oder Umformvorrichtung
erfaßt werden kann, so daß gegebenenfalls mittels der Verstelleinrichtung die
Stößelumkehrposition korrigiert werden kann. Hierzu ist es von Vorteil, wenn
der Verstelleinrichtung und der Meßeinrichtung eine elektronische Steuereinheit
zugeordnet ist, der ein Sollwert der Stößelumkehrposition vorgegeben
werden kann und die den Sollwert mit dem von der Meßeinrichtung erfaßten
Ist-Wert vergleicht und gegebenenfalls der Verstelleinrichtung ein Korrektursignal
bereitstellt.
Bei einer bevorzugten Ausführungsform ist das zweite Meßglied an einem
Ständer gehalten. Hierbei ist es von besonderem Vorteil, wenn diesem Ständer
ein Dehnungsmeßglied zugeordnet ist zur Erfassung einer Dehnung dieses
Ständers, wobei die Presse bzw. die Stanz- oder Umformvorrichtung eine
Korrektureinheit aufweist zur Korrektur des von der Meßeinrichtung bereitgestellten
Meßwerts in Abhängigkeit vom Meßsignal des Dehnungsmeßgliedes.
Eine derartige Ausgestaltung hat den Vorteil, daß das zweite Meßglied auf konstruktiv
einfache Weise ortsfest an einem Ständer festgelegt werden kann,
wobei gleichzeitig eine möglicherweise auftretende Dehnung des Ständers
mittels des Dehnungsmeßgliedes erfaßt und dadurch ein möglicher Meßfehler
der Meßeinrichtung korrigiert werden kann.
Die Ständer sind üblicherweise an den Eckpunkten eines Rechteckes angeordnet.
Vorzugsweise ist zumindest eine Meßeinrichtung zwischen benachbarten
Ständern, beispielsweise im Bereich einer kürzeren Rechteckseite, positioniert.
Es hat sich gezeigt, daß eine derartige Positionierung einen zuverlässigen
Schutz der Meßeinrichtung vor mechanischen Einwirkungen bietet, und auch
die Gefahr einer Verschmutzung der Meßeinrichtung ist bei einer derartigen
Positionierung gering.
Bei einer besonders bevorzugten Ausführungsform umfaßt die Presse, Stanz-oder
Umformvorrichtung zumindest zwei Meßeinrichtungen, die in einander
diagonal gegenüberliegenden Eckbereichen des Stößels angeordnet sind, wobei
mittels einer Signalverarbeitungseinheit ein Mittelwert der von den beiden
Meßeinrichtungen bereitgestellten Meßwerte berechenbar ist. Eventuell auftretende
Kippmomente des Stößels können bei einer derartigen Ausgestaltung
zuverlässig erfaßt werden, so daß die Lage des Stößelumkehrpunktes im laufenden
Betrieb der Presse, Stanz- oder Umformvorrichtung auch bei außermittiger
Belastung des Stößels, wie sie beispielsweise bei modular aufgebauten
Mehrstufenwerkzeugen auftreten können, zuverlässig erfaßt werden kann.
Modular aufgebaute Mehrstufenwerkzeuge können den Stößel mit hohen aussermittigen
Umformkräften belasten, wobei es im Verlauf der Umformoperation
zu einer dynamischen Verschiebung des Kraftschwerpunkts kommt. Eine
gleichzeitige Messung der Stößelumkehrposition an einander diagonal gegenüberliegenden
Eckbereichen ermöglicht es, aufgrund der außermittigen Belastung
auftretende Führungsunsymmetrien des Stößels zu erfassen, so daß diese
gegebenenfalls ausgeglichen werden können.
Wie bereits erläutert, wird die Stößelumkehrposition bei der erfindungsgemässen
Presse, Stanz- oder Umformvorrichtung berührungslos erfaßt. Hierzu können
die ersten und zweiten Meßglieder der Meßeinrichtung beispielsweise magnetisch
zusammenwirken. Es kann zum Beispiel vorgesehen sein, daß das
erste Meßglied ein Steuerglied aufweist, das mit einem als magnetfeldempfindlichen
Sensor ausgestalteten zweiten Meßglied, vorzugsweise einem Hallsensor,
zusammenwirkt. Die am Sensor herrschende Magnetfeldstärke ist von der
Stellung des ersten Meßgliedes abhängig und somit von der Stellung des Stößels.
Das Steuerglied des ersten Meßgliedes kann beispielsweise konisch ausgestaltet
sein, so daß durch eine Vertikalbewegung des Steuergliedes dessen
Abstand zum magnetfeldempfindlichen Sensor verändert und dadurch die am
Sensor herrschende Magnetfeldstärke beeinflußt wird.
Es kann auch vorgesehen sein, daß die ersten und zweiten Meßglieder induktiv
miteinander zusammenwirken. Hierbei kann eines der beiden Meßglieder in
das andere Meßglied eingreifen. Es kann beispielsweise vorgesehen sein, daß
eines der beiden Meßglieder eine Spule ausbildet, durch die ein von der Relativstellung
der beiden Meßglieder abhängiger Strom fließt.
Vorzugsweise umfaßt eines der beiden Meßglieder eine Vielzahl von in Reihe
hintereinander angeordneter, einander abwechselnder magnetischer Nord- und
Südpolbereiche. Von Vorteil ist es hierbei, wenn das am Stößel festgelegte erste
Meßglied stangen- oder bandförmig ausgebildet ist mit einer Vielzahl von
Nord- und Südpolbereichen, während das zweite, ortsfest angeordnete Meßglied
das erste Meßglied in Umfangsrichtung zumindest teilweise umgreift.
Letzteres kann beispielsweise als Induktionsspule ausgestaltet sein, in der ein
von der Relativverschiebung des ersten Meßgliedes abhängiger Strom induziert
wird, der wiederum von einem Strommesser erfaßt werden kann.
Die nachfolgende Beschreibung einer bevorzugten Ausführungsform der Erfindung
dient im Zusammenhang mit der Zeichnung der näheren Erläuterung. Es
zeigen:
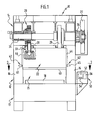
- Figur 1:
- eine schematische Darstellung einer Stanz- oder Umformvorrichtung
und
- Figur 2:
- eine Schnittansicht längs der Linie 2-2 in Figur 1.
In der Zeichnung ist schematisch eine insgesamt mit dem Bezugszeichen 10
belegte Stanzvorrichtung dargestellt, die ein Gestell 12 aufweist mit einem
Unterteil 13 und einem Oberteil 14. Das Oberteil 14 ist mittels vier an den
Eckpunkten eines Rechteckes angeordneter Ständer 16 am Unterteil 13 abgestützt.
Das Unterteil 13 trägt eine Aufspannplatte 18, an der ein Unterwerkzeug montiert
werden kann, und das Oberteil 14 nimmt eine Antriebseinrichtung 20 auf,
mit deren Hilfe ein in vertikaler Richtung hin- und herbewegbarer Stößel 22
angetrieben werden kann. Der Antrieb erfolgt mittels einer Exzenterwelle 24,
die am Oberteil 14 drehbar gelagert und mit Hilfe eines an sich bekannten und
deshalb in der Zeichnung nicht dargestellten Antriebsmotors zu einer Drehbewegung
antreibbar ist. Über eine Kupplung 26 steht die Exzenterwelle 24 mit
einem Schwungrad 27 in Drehverbindung, und an der Exzenterwelle 24 sind
mit möglichst großem Abstand zueinander zwei Pleuel 29, 31 drehbar gehalten,
die mit ihrem freien Ende jeweils über eine zur Verstellung der Umkehrposition
des Stößels 22 vorgesehene Verstelleinrichtung 33 mit dem Stößel 22
verbunden sind.
Wie aus Figur 2 ersichtlich ist, ist an den Ständern 16, jeweils einem Werkzeugeinbauraum
35 zugewandt jeweils eine erste Führungsschiene 37 gehalten,
die mit einer an den Eckbereichen des Stößels 22 angeordneten zweiten
Führungsschiene 38 zusammenwirkt zur Führung des Stößels 22 in vertikaler
Richtung. Die ersten und zweiten Führungsschienen 37, 38 bilden Führungselemente
aus, die auch bei sehr hohen Hubzahlen der Stanzvorrichtung 10 eine
präzise Führung des Stößels 22 sicherstellen.
Alternativ könnten statt der ersten und zweiten Führungsschienen 37, 38 bei
der Stanzvorrichtung 10 auch Führungssäulen und zugeordnete Gleit- oder
Wälzführungen zum Einsatz kommen, wobei es günstig ist, wenn die Führungssäulen
unverschieblich am Stößel 22 gehalten sind und sowohl am
Oberteil 14 als auch am Unterteil 13 mittels Gleit- oder Wälzführungen geführt
sind.
Der Werkzeugeinbauraum 35 steht zur Montage von Werkzeug und zur Zuführung
von zu bearbeitenden Werkstücken zur Verfügung. Hierbei kann das
Oberwerkzeug an einer der Aufspannplatte 18 zugewandten Stirnseite 40 des
Stößels 22 montiert werden, und ein zugeordnetes Unterwerkzeug kann an der
Aufspannplatte 18 montiert werden. In vertikaler Richtung wird somit der
Werkzeugeinbauraum 35 durch die Stirnseite 40 und die Oberseite der Aufspannplatte
18 begrenzt, während er in horizontaler Richtung durch die vier
Ständer 16 definiert wird.
Außerhalb des Werkzeugeinbauraumes 35, nämlich oberhalb der Stirnseite 40,
sind im Bereich zwischen den kürzeren Rechteckseiten des von den Ständern
16 definierten Rechteckes jeweils einem Ständer 16 zugeordnet insgesamt vier
identisch ausgestaltete Meßeinrichtungen 42 gehalten, die jeweils ein am Stössel
22 festgelegtes erstes Meßglied 44 und ein diesem zugeordnetes zweites
Meßglied 45 umfassen, das am jeweiligen Ständer 16 festgelegt ist. Das erste
Meßglied 44 ist stangenförmig ausgebildet und erstreckt sich praktisch über
die gesamte Höhe des Stößels 22. Es weist eine Vielzahl von in Längsrichtung
hintereinander angeordneter magnetischer Nord- und Südpole auf und wird
vom zweiten Meßglied 45 in Umfangsrichtung teilweise umgriffen. Das zweite
Meßglied 45 weist eine in der Zeichnung nicht dargestellte, an sich bekannte
Induktionsspule auf sowie ein mit dieser zusammenwirkendes Strommeßgerät.
Wird der Stößel 22 in vertikaler Richtung bewegt, so wird vom ersten Meßglied
44 in der Induktionsspule des zweiten Meßgliedes 45 ein Induktionsstrom induziert,
der vom zugeordneten Strommeßgerät erfaßt wird. Derartige Meßeinrichtungen
42 sind an sich bekannt und beispielsweise in der EP 0 732 194 B1
beschrieben.
Jeder Meßeinrichtung 42 benachbart ist am jeweiligen Ständer 16 ein Dehnungsmeßglied
47 angeordnet, das ebenfalls oberhalb der Stirnseite 40 des
Stößels 22 gehalten ist und eine Dehnung des jeweiligen Ständers 16 erfassen
kann. Derartige Dehnungen können insbesondere bei Temperaturänderungen
des jeweiligen Ständers 16 auftreten.
Über in der Zeichnung nicht dargestellte, dem Fachmann an sich bekannte
Verbindungsleitungen stehen die zweiten Meßglieder 45 ebenso wie die zugeordneten
Dehnungsmeßglieder 47 mit einer Signalverarbeitungseinheit 50 in
elektrischer Verbindung, die ein Korrekturglied 52, ein Rechenglied 54 und ein
Regelglied 56 aufweist. Mittels des Korrekturgliedes 52 können die jeweiligen
Meßsignale der zweiten Meßglieder 45 mit den zugeordneten Meßsignalen der
Dehnungsmeßglieder 47 verknüpft werden, um den Einfluß einer Dehnung des
jeweiligen Ständers 16 auf den vom zweiten Meßglied 45 bereitgestellten Meßwert
zu berücksichtigen.
Mittels des Rechengliedes 54 können die - gegebenenfalls korrigierten - Meßsignale
der insgesamt vier Meßeinrichtungen 42, die in den Eckbereichen des
Stößels 22 positioniert sind, miteinander verknüpft werden zur Erfassung einer
möglichen Führungsunsymmetrie des Stößels 22 sowie zur Bildung eines Mittelwertes
der von den insgesamt vier zum Einsatz kommenden Meßeinrichtungen
42 erfaßten Stößelumkehrpositionen. Die erfaßten Stößelumkehrpositionen
können als Ist-Wert dem Regelglied 56 zugeführt werden. Das Regelglied
56 erlaubt einen Vergleich des Ist-Wertes mit einem vom Benutzer vorgebbaren
Soll-Wert. Bei Vorliegen einer einen vorgebbaren Toleranzbereich überschreitenden
Abweichung kann vom Regelglied 56 ein Steuersignal an mindestens
eine der beiden Verstelleinrichtungen 33 ausgegeben werden.
Kommt es während des Betriebes der Stanzvorrichtung 10 zu einer Veränderung
der Stößelumkehrposition, d. h. des unteren Totpunktes des Stößels 22,
wird dies von den vier Meßeinrichtungen 42 registriert und mittels des Regelgliedes
56 kann durch entsprechende Ansteuerung der Verstelleinrichtungen
33 einer möglichen Veränderung der Stößelumkehrposition gegengewirkt werden,
indem die effektive Länge der Pleuel 29 und 31 nachjustiert wird.