EP1574435A2 - Apparatus and method for packaging tobacco industry products - Google Patents
Apparatus and method for packaging tobacco industry products Download PDFInfo
- Publication number
- EP1574435A2 EP1574435A2 EP05002565A EP05002565A EP1574435A2 EP 1574435 A2 EP1574435 A2 EP 1574435A2 EP 05002565 A EP05002565 A EP 05002565A EP 05002565 A EP05002565 A EP 05002565A EP 1574435 A2 EP1574435 A2 EP 1574435A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- packaging
- product
- conveying
- wrapping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/223—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors
- B65B19/226—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors using endless conveyors having pockets, each pocket being provided with separate members, e.g. folders
Definitions
- the invention relates to a method and a device for packaging of block-shaped articles or products of tobacco processing Industry, in particular of cigarette blocks and Cigarette packs and cigarette rods.
- the invention relates Furthermore, a conveying device for a packaging material section the tobacco processing industry and a process for Conveying such a packaging material section.
- the cigarettes wrap wrapped with cellophane wrap are then grouped together to form a To make cigarette packet bar, which continues accordingly is packaged, for example, by wrapping with a Paper section or by folding a cardboard box around the Group of cigarette packs and then wrapping with a wrapping material such as cellophane wrap.
- a wrapping material such as cellophane wrap.
- a packaging device of Tobacco processing industry comprising at least one bag for receiving a boxed or block shaped product of Tobacco processing industry, especially a cigarette pack, with a wrapping material around the product in the bag can be wound, with at least one packaging organ provided is by means of which in a single clamping the product in the Bag from the wrapping material is umwickelbar.
- the packaging device when in a single set up in a bag the full Wrapping is a very fast and safe Packaging or wrapping of the product possible.
- the product can also be a rod or several compiled cigarette packs be.
- the wrapping material is preferably one Polypropylene film (PP) or a cellophane film. It is special it is possible to wrap a glue-coated package whose Glue is not completely set. This is in particular on DE 100 53 666 A1 of the applicant referenced. There are in particular provided sufficient mechanical elements, by means of the lateral lobes or head or frontal lobes are not yet complete are tied, in the chucking and on the way in the bag will be kept.
- the packaging member is a pick-up device, a pushing device, a folding device, a holding device and / or a sealing device.
- the folding device can a Radial folding soft be a stationary and / or mitbewegbare Folding device.
- the sealing device may be a sealing jaw.
- a folding and / or conveying turret is included.
- the bag has an opening for the product, wherein the Opening projected essentially in the direction of insertion of the product greater or equal to the area that is through the two longest edges of the product is stretched.
- the box-shaped or block-shaped product cuboid and the bag designed to accommodate this shape.
- the side lengths of the opening are essentially the same Length of the two longest edges of the product.
- the product will preferably inserted over its height into the pocket. It so to speak, in particular, a high-edge insertion.
- the pick-up device engages one of the two largest surfaces of the product and the insertion device on the other of the two largest areas of the product.
- the packaging device according to the invention is thus the product can be introduced into the pocket across its largest surface.
- the holding device or more holding devices provided are, by means of at least one coupon and / or a Control mark held in a fixed position relative to the product is or are, neither the coupon nor the tax stamp slip on the product before and during wrapping or wrapping with the wrapping material. Hold the holding device (s) fix the at least one coupon and / or the tax stamp during insertion in the bag and also while that Product is placed in the bag.
- the object is further by a conveying device for a Packaging material section of the tobacco processing industry solved, wherein at least one element comprising a receptacle to take over a continuously conveyed packaging material section and for the transfer of the packaging material section on a discontinuously driven conveyor element is provided.
- the conveyor device according to the invention is conveying a very thin packaging material section without the occurrence of, for example, wrinkles in the packaging material section possible.
- the element is after the Takeover of the packaging material section accelerated driven. This is a very good adaptation of the speeds allows the conveyor element.
- the element is latest after transfer of the packaging material section on the conveyor element braked, this is the speed back to the Continuous conveying speed adjusted to the speed to record on the speed of the continuous adapted packaging material section to adapt.
- the element is designed to rotate, wherein the Recording is arranged on the radially outer surface.
- This is a particularly simple embodiment of the conveyor given. If the element is a cylinder section is formed, the conveyor device manufacturing technology is simple manufacture.
- the elements act together as a conveyor drum, wherein at least between two elements provided a distance is.
- the two Elements or the several elements on different Speeds to operate, in each case in particular the Circumferential speeds are relevant, with regard to the radius in which the receptacle is located.
- This is a continuous removal or absorption of wrapping material sections possible on the conveyor. It must then no further action will be taken to each other to provide the following wrapping material sections with distance, before they are transferred to the conveyor.
- Conveniently, is after taking over the packaging material section the first element spaced from the second element. By this measure, it is easily possible from a continuous Promotion to discontinuous promotion over to walk.
- a packaging machine according to the invention of tobacco processing Industry includes an inventive invention described above Packaging device and / or one described above inventive conveyor.
- the wrapping material especially by sealing, connected with each other.
- First is preferably a coiled hose through each other Connect or firmly fixed by sealing and then preferably the corresponding folded sides, so that the wrapping material does not open again alone.
- the method according to the invention is preferably also for products suitable to have the splices that during insertion in the bag are not completely tied off.
- a planar element on the product fixed or held is for example, a coupon on which advertising is printed.
- the fixation is preferably done by a holding means of a Retaining element both during insertion and / or the full Wrapping the product.
- a tax stamp on the box-shaped product is preferably at least fixed.
- the Fixing is done preferably by holding and gluing. The fixation takes place during the insertion of the product and / or during the complete wrapping of the product maintained.
- the step of inserting a take away of the wrapping material and / or pushing through a wrapping material curtain includes, is a particularly fast serving of the product possible.
- the insertion occurs across the largest surface of the product. This is a especially high quality wrapping of the product with a wrapping material or wrapping material section possible.
- the receiving element in the area of the receptacle for the wrapping material section essentially the same speed as the feed speed of the wrapping material portion is a safe transfer to the receiving element possible. If in the transfer of Umhüllungsmaterialabitess on the conveying element the speed of the conveyor element and the Recording element in the recording essentially is the same, a transfer of the wrapping material section is on the conveying element effectively and safely possible. Between Both transfer areas, the receiving element is preferably accelerated and / or decelerated.
- Fig. 1 shows a schematic representation of an inventive Packaging device in the form of a cellophane turret 10 the component of a packaging machine of the tobacco processing Industry can be.
- a cigarette pack 11 is in Position three o'clock of the cellophane turret 10 from another Revolver by means of a feeding slide, not shown on the right pushed into a bag 14, where on the Way to the bag 14 a cellophane 12 taken becomes.
- the holding legs 15, 15 ' which are simultaneously folding organs, pivoted towards each other, so that the still open cellophane cut sections 12 inside be worked out. First, the lower part is deflected and then the upper part.
- a stapling jaw 17 After promotion of the bag 14 in the direction of rotation 26 in the next Position are by means of a stapling jaw 17, the previously folded Cellophane sections stapled. Stapling means in the frame the invention the small area rapid sealing of the sections, whereby the sections are securely connected, without complete and climate-proof sealing. In The next position will be the previously stapled cellophane sections sealed, by means of a sealing jaw 18. In this Moment a finished sealed cellophane hose has emerged. The cellophane tube 36 is still open on two sides.
- the insertion of the cigarette pack 11 is done by the Opening 68 of the bag 14, in which case the opening a Has size that is equal to or slightly larger than the Area covered by the shortest edge and the longest edge of the Cigarette pack is given.
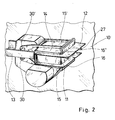
- Fig. 2 shows a schematic three-dimensional representation of a Section of Fig. 1. Also in Fig. 2, the holding members, the Folding the longitudinal seam of the cigarette pack 11 is closed hold until shown on the slide. It is that Fetching element 13 and the folding elements 16 and 16 ', which is also a Hold function. In Fig. 2, the cigarette pack 11 is lying in the bag 14 passed. It's a little better Holding leg 15 and the holding leg 15 'shown, the corresponding Folding elements 16 and 16 'have. It is also the end of the Aufr possessbündchens 27 shown. The holding thighs 15 and 15 'are pivotable about the axes of rotation 30 and 30'. In the embodiments of FIGS. 1 and 2 is particularly good the complete wrapping with the cellophane cut 12 in one single clamping recognizable.
- This type of wrapping which is shown in FIGS. 1 and 2, can However, when you place coupons or a corresponding Tax stamp applied to the cigarette pack 11 is, in certain positions of the coupons or the tax stamps lead to a move of the same.
- This move of tax stamps or coupons is particularly preferred by a Cellophanierrevolver according to the invention according to the Fig. 3, 4 and 5 avoided.
- FIG. 3 only a few elements of the Cellophane turret 10 shown.
- the already cut to length Cellophane section 12 is in the form of a curtain of Coming up in the area of a handing over a cigarette pack 11 of another revolver in the cellophane revolver 10 or a pocket 14 'of the Cellophanierrevolvers 10 brought.
- a tax stamp, which is not shown in Fig. 3, is already on the pack has been applied and folded accordingly. Further is a coupon on the left side of the package 11 shown in FIG. 3 is hidden in position three o'clock by the cigarette pack 11, applied.
- a pick-up element 13 ' is from the Cellophanierrevolver 10 towards cigarette packaging including coupon through drove the film curtain 12 and holds the cigarette pack 11th including coupon when inserted into the bag 14 '.
- the feed slider 31 holds a second coupon 48 on the right side of the Cigarette pack 11.
- the pick-up element 13 'and the feed slider 31 move synchronously and bring the cigarette pack 11 into the pocket 14 ' of the cellophane turret 10.
- Side folder 33 and 34 and the pocket sides 41 and 42 settles the cellophane cut 12 is U-shaped around the cigarette pack 11.
- a page folder 34 moves on the still open side of the Cigarette pack 11 until the coupon is held by him and folds the cellophane section 12.
- the feed slide 31 moves back and the page folder 34 finishes his movement and puts the slides or the cellophane section 12 over the still open side of the Cigarette Pack 11.
- the cellophane turret then cycles 10 in the next position in the conveying direction 70.
- a side stapler 35 pivots to the side of the cigarette pack, takes with it the still protruding Cellophanzu motherboard with and staples the cellophane cut 12 overlapping on this side together. It creates a cellophane tube 36, the tight around the cigarette pack 11 is wound.
- the cigarette pack 11 to the Cellophane tube 36 is wound by means of a lifting element 38th briefly lifted out of the bag and by means of a sealing jaw 37 sealed.
- the sealing of the cellophane cut on the side of the Cigarette pack can also happen in the bag 14 ', though the overlap of the cellophane cut 12 on the side above the edge of the side 42 of the pocket 14 'is arranged.
- the cigarette pack 11 with the cellophane tube 36 promoted in a Faltweiche 20 ', in which the still open Pages folded accordingly, in the position where the stapling jaw 21 is arranged, stapled and then in the other Positions sealed with the sealing jaws 22 and 23.
- the Cellophanzuexcellent 12 completely wrapped cigarette packet 11 in the form of the wrapped Cigarette pack 25 ejected by means of a sliding element 24.
- Fig. 3 also an empty bag 14 'is shown very well.
- This bag has a base 40, a long side 41 and a short page 42.
- the short page 42 is interrupted to For example, a holding element in engagement with the adjacent there Cellophane cut 12 to bring the cigarette pack 11 and to bind or fix. It is also an opening for the Pickup 13 'provided in the base 40.
- the to Feeding the upright transferred cigarette packet 11 or transversely to the largest surface of the inserted cigarette packet 11th necessary opening 68 is also indicated in Fig. 3. This is at least as large as the largest surface of the cigarette pack 11 or a little bigger.
- Fig. 4 shows a further embodiment of an inventive Cellophane turret 10.
- Fig. 5 is a schematic three-dimensional Representation of a section of Fig. 4 shown.
- the cellophane cut 12 is already cut to length a revolver upstream of the invention Cellophanierrevolver 10 applied or rolled.
- a possible Control mark 47 is already applied to the package and folded Service.
- the tax stamp is usually provided with a glue, even when handing over to the cellophane revolver as well as the side lobes or longitudinal side lobes not tied.
- a pick-up 13 "comes from the Cellophane turret 10, arrives at the cellophane cut 12 and to the cigarette pack 11 and holds the cigarette pack 11 including one between cellophane cut 12 and cigarette pack 11 arranged coupon, not shown in Figs. 4 and 5 is.
- the feed slider 31 moves synchronously with the pickup element 13 "into the pocket 14" of the cellophane turret 10 at the three o'clock Position while holding a second coupon 48 and the tax stamp 47 on the feed slide 31 facing large Area 69 of the cigarette pack 11.
- the Cigarette pack 11 puts the cellophane cut 12 U-shaped around the cigarette pack 11.
- a sliding element 45 moves on the still open pocket side until the coupon 48 from him is held, thereby folding the cellophane section 12 of at the bottom of the large area 69. Then the feed slide moves 31 back and the sliding element 45 brings his movement at the conclusion and puts the foil or the Cellophanzuites 12th on the still open side of the cigarette pack 11.
- the cellophane maker 10 moves one position further.
- a stationary folding element 46 folds the film about 2 mm above the box.
- the side holder 43 and 44 are better and better shown enlarged. It is also the area 69, the width 72 of the Cigarette pack 11 and the length 71 of the cigarette pack 11th shown.
- the corresponding side lobes of the cigarette pack 11, which are provided with glue, which has not yet completely set has to hold on, as well as corresponding cellophane cuticle flaps and tax stamps and corresponding coupons.
- the above-described packaging devices according to the invention comprising a Cellophanierrevolver 10 can in a Packaging machine integrated into the tobacco processing industry be. It is especially possible, not just cigarette packs to wrap with a cellophane cut 12 but also Cigarette cartons. It is a tight wrap of a cellophane cut 12 around a glued and not yet set cigarette pack 11 discloses. For this purpose, the cigarette pack 11 of held outside until either the glue is set or the Cellophane cut 12 wrapped around the cigarette pack 11 and the reel is completely closed.
- the folded foil or Cellophanzu motherboardlappen not contrary to load the folding direction by slide or the like.
- the Folds are made by appropriate working bodies as long held until the longitudinal seam is sealed.
- the cigarette pack and the cellophane incision become in the longitudinal seam and front side sealing supported on all sides by guides.
- By performing all folds and seals on a cellophane turret in a receptacle or a clamping in a bag is saved considerable space and there are no other Handovers where product quality could suffer.
- Fig. 6 shows a schematic three-dimensional representation of a Part of a packaging machine of the tobacco processing industry. From a driven bobbin 50 is a strip of material 51, for example, an inner liner, for a group of cigarettes deducted. The Bobine 50 is powered by servomotors. The strip of material 51 then passes over a bobbin changer, the in Fig. 6 is not shown and is assumed to be known.
- the strip of material 51 then passes to a web tension measuring element 52 and to a draw roller 52 '.
- the servo motor for driving the reel 50 is controlled.
- a servomotor of the tension roller 52 ' is controlled accordingly. It is a master draw roller.
- the material strip 51 enters the region of Emboss rollers 53 and 54, in which, for example, a pattern in the Material strip 51 is embossed. It can also be a print made become. Subsequently, the material strip 51 comes in the area of a perforation roller 55, by means of a transverse perforation is made and then in the range of perforation rollers 56 and 56 ', in which a longitudinal perforation takes place. Finally, the material strip 51 reaches a counterpressure roller 58, on which the material is held by suction air. It deals insofar as a suction drum or roller. On the counter pressure roller 58, the material strip 51 by means of the cutting roller 57 cut.
- the resulting material section is based on an inventive Conveying device in the form of a transfer roller 59th comprising the conveying elements 60 and 61 handed over.
- the transfer roller 59 is designed in two parts and has the function that continuously conveyed material in the form of material strip blanks in a clocked movement of the subsequent folding turret 62 to convict. This also happens a separation the blanks.
- the conveyor element 61 After receiving the blank on the conveyor element 60 or the conveyor element 61 accelerates the corresponding Conveying element 60, 61 the material portion and passes the Section in the movement on the folding turret 62, wherein at the Transfer of the blank from the platen roller 58 on the Conveying element 60, 61, the respective peripheral speeds in Essentially the same and correspondingly the respective peripheral speeds at the delivery of the material blank on the folding turret 62 are also substantially the same.
- a corresponding product such as a cigarette group or a cigarette pack is then standing Revolver 62 through the film curtain or the material strip blank pushed and in another revolver such as the revolver according to the invention of the previous figures to hand over.
- the feeder shown in Fig. 6 may, for example the supply of an inner liner of a cigarette group or a Be cigarette blocks. If instead a cellophane wrap 6, the perforation rollers 55, 56 and 56 'are conveyed. to think away and the embossing rollers 53 and 54 by so-called Replace U-cut rolls. In this case will be then Insertion of a U-cut in the material a tear tape rolled on the cellophane web or the polypropylene web. At the Separation section of the cellophane material 51 in cellophane sections 12 It must not be severed in the area of the tear tape become. An interrupted cut up to 12 mm is possible.
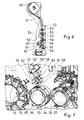
- Fig. 7 shows a detail of a further inventive Packaging machine of the tobacco processing industry, being a conveyor device 59, 60 and 61 according to the invention shown is.
- U-cut rolls 56 "and 56 '" are shown.
- the cellophane sections 12 cut by the cutting roller 57, which are not shown, get from the platen roller 58th or suction roll on the respective conveying elements 60 and 61 in the respective receptacle 63.
- the receptacle 63 is on the radial Outside portion of the respective conveyor element 60 and 61 are arranged.
- the cellophane sections 12 are on the counter-pressure roller 58 edge arranged on edge. These are only through the transfer roller 59 spaced apart.
- the conveying element moves approximately in the same peripheral speed as the receptacle 66, so that a gentle handover can take place.
- the cellophane section 12 is on the conveyor element and also on the receptacle 66 of the Pocket conveyor roller 64, for example, held by suction.
- the Receiving 66 also has a pocket 65, in the embodiment Fig. 7, a cigarette pack 11 is introduced.
- Fig. 7 also a folding turret 67 is still shown, the corresponding glued blanks to cigarette packets 11 folds and into the pocket conveyor roller 64 in the corresponding Pockets 65 passes.
- the cigarette packs 11 are then with the cellophane section 12 a Cellophanierrevolver invention 10 fed into the corresponding pockets.
- the Cellophanierrevolver 10 corresponds to that of the embodiment FIGS. 4 and 5.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur Verpackung von blockförmigen Artikeln oder Produkten der Tabak verarbeitenden Industrie, insbesondere von Zigarettenblöcken und Zigarettenpackungen sowie Zigarettenstangen. Die Erfindung betrifft ferner eine Fördervorrichtung für einen Verpackungsmaterialabschnitt der Tabak verarbeitenden Industrie und ein Verfahren zum Fördern eines derartigen Verpackungsmaterialabschnitts.The invention relates to a method and a device for packaging of block-shaped articles or products of tobacco processing Industry, in particular of cigarette blocks and Cigarette packs and cigarette rods. The invention relates Furthermore, a conveying device for a packaging material section the tobacco processing industry and a process for Conveying such a packaging material section.
Bei der Verpackung von Zigaretten werden üblicherweise zunächst Zigarettenblöcke gebildet. Diese werden dann mit einem Inneneinschlag versehen. Auf dem Inneneinschlag wird ein Kragen aufgebracht. Anschließend wird ein Schachtelzuschnitt um den mit Kragen und Inneneinschlag versehenen Zigarettenblock gefaltet, wobei an einigen Stellen der Schachtelzuschnitte bzw. der fertig gefalteten Schachtel Klebestellen vorgesehen sind, um die Zigarettenpackung nach dem Abbinden des Klebers in Form zu halten. Anschließend, d.h. nach vollständiger Faltung der Zigarettenpackung und entweder vor vollständigem Abbinden des entsprechenden Klebemittels oder nach dem Abbinden wird die Zigarettenpackung mit einem Umhüllungsmaterial beispielsweise Cellophanfolie umwickelt. Die Cellophanfolie wird an entsprechenden Stellen gesiegelt, damit diese sich nicht ungewollt öffnet.When packing cigarettes are usually first Cigarette blocks formed. These are then with an interior impact Mistake. On the inside cover a collar is applied. Then a carton blank is around with Collar and interior flap provided cigarette block folded, where in some places the box blanks or finished folded box splices are provided to the cigarette pack to keep in shape after setting the adhesive. Subsequently, i. after complete folding of the cigarette pack and either before complete setting of the corresponding Adhesive or after setting the cigarette pack with a wrapping material, for example, cellophane film wrapped. The cellophane film is placed in appropriate places sealed so that it does not open unintentionally.
Die entsprechend mit Cellophanfolie umwickelten Zigarettenpackungen werden dann in Gruppen zusammengestellt, um eine Zigarettenpackungsstange zu bilden, die entsprechend weiter verpackt wird, beispielsweise durch ein Umwickeln mit einem Papierabschnitt oder durch Falten eines Stangenkartons um die Gruppe von Zigarettenpackungen und anschließendem Umwickeln mit einem Umhüllungsmaterial wie beispielsweise Cellophanfolie. Bei der Umhüllung bzw. Umwicklung der entsprechenden Artikel bzw. Produkte, wie beispielsweise Zigarettenblöcke oder -gruppen mit einem Inneneinschlag, der Zigarettenpackung mit einer Folie bzw. einem Cellophanabschnitt und der Zigarettenpackungsstange mit einer Folie bzw. einem Cellophanabschnitt ist es zum einen gewünscht, eine straffe Umwickelung zu erhalten, die eine gleichmäßige Umwicklung mit glatten Oberflächen ermöglichen. Gleichzeitig ist es gewünscht, in hoher Geschwindigkeit Produkte zu verpacken. Außerdem ist es von den Herstellern gewünscht, die entsprechenden Materialien so dünn wie möglich zu gestalten, um die Materialkosten so niedrig wie möglich zu halten.The cigarettes wrap wrapped with cellophane wrap are then grouped together to form a To make cigarette packet bar, which continues accordingly is packaged, for example, by wrapping with a Paper section or by folding a cardboard box around the Group of cigarette packs and then wrapping with a wrapping material such as cellophane wrap. When wrapping or wrapping the corresponding article or products, such as cigarette blocks or groups with an inner wrap, the cigarette pack with a foil or a cellophane section and the cigarette pack bar with a foil or a cellophane section, it is on the one hand desired to obtain a tight wrapping that gives a uniform Allow wrapping with smooth surfaces. simultaneously It is desired to pack products at high speed. Moreover, it is desired by the manufacturers, the corresponding To make materials as thin as possible to the Keep material costs as low as possible.
Es ist Aufgabe der vorliegenden Erfindung, eine gattungsgemäße Verpackungsvorrichtung und ein gattungsgemäßes Verpackungsverfahren sowie eine Fördervorrichtung und ein Förderverfahren anzugeben, mittels der mit hoher Geschwindigkeit schachtel- oder blockförmige Produkte der Tabak verarbeitenden Industrie umwickelt werden können, wobei das Umhüllungsmaterial dünn sein darf und wobei das fertig gestellte Produkt eine sehr gute Optik im Hinblick auf die Gleichmäßigkeit der Umwickelung zeigt.It is an object of the present invention to provide a generic Packaging device and a generic packaging method and a conveying device and a conveying method indicate by means of high-speed boxing or wrapped in block-shaped products of the tobacco processing industry can be, wherein the wrapping material may be thin and the finished product has a very good look in it With regard to the evenness of the wrapping.
Gelöst wird diese Aufgabe durch eine Verpackungsvorrichtung der Tabak verarbeitenden Industrie, umfassend wenigstens eine Tasche zur Aufnahme eines schachtel- oder blockförmigen Produkts der Tabak verarbeitenden Industrie, insbesondere einer Zigarettenpackung, wobei ein Umhüllungsmaterial um das Produkt in der Tasche wickelbar ist, wobei wenigstens ein Verpackungsorgan vorgesehen ist, mittels dem in einer einzigen Aufspannung das Produkt in der Tasche von dem Umhüllungsmaterial umwickelbar ist.This object is achieved by a packaging device of Tobacco processing industry comprising at least one bag for receiving a boxed or block shaped product of Tobacco processing industry, especially a cigarette pack, with a wrapping material around the product in the bag can be wound, with at least one packaging organ provided is by means of which in a single clamping the product in the Bag from the wrapping material is umwickelbar.
Durch Vorsehen der erfindungsgemäßen Verpackungsvorrichtung, bei der in einer einzigen Aufspannung in einer Tasche die vollständige Umwickelung ermöglicht ist, ist eine sehr schnelle und sichere Verpackung bzw. Umhüllung des Produkts möglich. Das Produkt kann auch eine Stange bzw. mehrere zusammengestellte Zigarettenpackungen sein. Das Umhüllungsmaterial ist vorzugsweise eine Polypropylenfolie (PP) oder eine Cellophanfolie. Es ist insbesondere möglich, eine mit Leim versehene Verpackung zu umhüllen, deren Leim nicht vollständig abgebunden ist. Hierzu wird insbesondere auf die DE 100 53 666 A1 der Anmelderin verwiesen. Es sind insbesondere ausreichend mechanische Elemente vorgesehen, mittels der die Seitenlappen bzw. Kopf- oder Stirnlappen die noch nicht vollständig abgebunden sind, in der Aufspannung und auf dem Weg in die Tasche gehalten werden.By providing the packaging device according to the invention, when in a single set up in a bag the full Wrapping is a very fast and safe Packaging or wrapping of the product possible. The product can also be a rod or several compiled cigarette packs be. The wrapping material is preferably one Polypropylene film (PP) or a cellophane film. It is special it is possible to wrap a glue-coated package whose Glue is not completely set. This is in particular on DE 100 53 666 A1 of the applicant referenced. There are in particular provided sufficient mechanical elements, by means of the lateral lobes or head or frontal lobes are not yet complete are tied, in the chucking and on the way in the bag will be kept.
Vorzugsweise ist das Verpackungsorgan eine Abholvorrichtung, eine Schiebevorrichtung, eine Faltvorrichtung, eine Haltevorrichtung und/oder eine Siegelvorrichtung. Die Faltvorrichtung kann eine Radialfaltweiche sein, eine ortsfeste und/oder eine mitbewegbare Faltvorrichtung. Die Siegelvorrichtung kann eine Siegelbacke sein. Vorzugsweise ist ein Falt- und/oder Förderrevolver umfasst.Preferably, the packaging member is a pick-up device, a pushing device, a folding device, a holding device and / or a sealing device. The folding device can a Radial folding soft be a stationary and / or mitbewegbare Folding device. The sealing device may be a sealing jaw. Preferably, a folding and / or conveying turret is included.
In einer besonders bevorzugten Ausführungsform der Erfindung weist die Tasche eine Öffnung für das Produkt auf, wobei die Öffnung im Wesentlichen in Einschubrichtung des Produkts projiziert größer oder gleich groß zu der Fläche ist, die durch die beiden längsten Kanten des Produkts aufgespannt ist. Vorzugsweise ist das schachtelförmige oder blockförmige Produkt quaderförmig und die Tasche ausgestaltet, um diese Form aufzunehmen. Vorzugsweise entsprechen die Seitenlängen der Öffnung im Wesentlichen der Länge der zwei längsten Kanten des Produkts. Das Produkt wird über dessen Höhe in die Tasche vorzugsweise eingeschoben. Es geschieht sozusagen insbesondere ein hochkantes Einschieben. Hierzu greift die Abholvorrichtung an einer der zwei größten Flächen des Produkts an und die Einschiebevorrichtung an der anderen der beiden größten Flächen des Produkts. In einer bevorzugten Ausführungsform der erfindungsgemäßen Verpackungsvorrichtung ist somit das Produkt quer zu dessen größten Fläche in die Tasche einbringbar.In a particularly preferred embodiment of the invention the bag has an opening for the product, wherein the Opening projected essentially in the direction of insertion of the product greater or equal to the area that is through the two longest edges of the product is stretched. Preferably the box-shaped or block-shaped product cuboid and the bag designed to accommodate this shape. Preferably The side lengths of the opening are essentially the same Length of the two longest edges of the product. The product will preferably inserted over its height into the pocket. It so to speak, in particular, a high-edge insertion. For this purpose, the pick-up device engages one of the two largest surfaces of the product and the insertion device on the other of the two largest areas of the product. In a preferred embodiment the packaging device according to the invention is thus the product can be introduced into the pocket across its largest surface.
Wenn die Haltevorrichtung oder mehrere Haltevorrichtungen vorgesehen sind, mittels der wenigstens ein Coupon und/oder eine Steuermarke in einer festen Position relativ zum Produkt gehalten ist oder sind, verrutschen weder der Coupon noch die Steuermarke auf dem Produkt vor und während des Umwickelns bzw. Umhüllens mit dem Umhüllungsmaterial. Die Haltevorrichtung(en) halten bzw. fixieren den wenigstens einen Coupon und/oder die Steuermarke während des Einschubs in die Tasche und auch während das Produkt in der Tasche angeordnet ist.If the holding device or more holding devices provided are, by means of at least one coupon and / or a Control mark held in a fixed position relative to the product is or are, neither the coupon nor the tax stamp slip on the product before and during wrapping or wrapping with the wrapping material. Hold the holding device (s) fix the at least one coupon and / or the tax stamp during insertion in the bag and also while that Product is placed in the bag.
Die Aufgabe wird ferner durch eine Fördervorrichtung für einen Verpackungsmaterialabschnitt der Tabak verarbeitenden Industrie gelöst, wobei wenigstens ein Element umfassend eine Aufnahme zur Übernahme eines kontinuierlich zugeförderten Verpackungsmaterialabschnitts und zur Übergabe des Verpackungsmaterialabschnitts auf einen diskontinuierlich angetriebenen Förderelement vorgesehen ist. Durch die erfindungsgemäße Fördervorrichtung ist ein Fördern eines sehr dünnen Verpackungsmaterialabschnitts ohne das Entstehen von beispielsweise Falten in dem Verpackungsmaterialabschnitt möglich. Vorzugsweise ist das Element nach der Übernahme des Verpackungsmaterialabschnitts beschleunigt angetrieben. Hierdurch ist eine sehr gute Anpassung der Geschwindigkeiten des Förderelements ermöglicht.The object is further by a conveying device for a Packaging material section of the tobacco processing industry solved, wherein at least one element comprising a receptacle to take over a continuously conveyed packaging material section and for the transfer of the packaging material section on a discontinuously driven conveyor element is provided. By the conveyor device according to the invention is conveying a very thin packaging material section without the occurrence of, for example, wrinkles in the packaging material section possible. Preferably, the element is after the Takeover of the packaging material section accelerated driven. This is a very good adaptation of the speeds allows the conveyor element.
In einer bevorzugten Ausführungsform ist das Element spätestens nach Übergabe des Verpackungsmaterialabschnitts auf das Förderelement gebremst, hierdurch wird die Geschwindigkeit wieder an die kontinuierliche Fördergeschwindigkeit angepasst, um die Geschwindigkeit zur Aufnahme auf die Geschwindigkeit des kontinuierlich zugeförderten Verpackungsmaterialabschnitts anzupassen.In a preferred embodiment, the element is latest after transfer of the packaging material section on the conveyor element braked, this is the speed back to the Continuous conveying speed adjusted to the speed to record on the speed of the continuous adapted packaging material section to adapt.
Vorzugsweise ist das Element rotierend ausgebildet, wobei die Aufnahme auf der radial außen liegenden Fläche angeordnet ist. Hierdurch ist eine besonders einfache Ausführungsform der Fördervorrichtung gegeben. Wenn das Element als Zylinderabschnitt ausgebildet ist, ist die Fördervorrichtung fertigungstechnisch einfach herzustellen. Vorzugsweise sind wenigstens zwei Elemente zur Übernahme von kontinuierlich zugeförderten Verpackungsmaterialabschnitten vorgesehen. Durch Vorsehen wenigstens zweier Elemente ist eine sehr schnelle Förderung von Verpackungsmaterialabschnitten ohne Unterbrechung des Stroms der zu der Fördervorrichtung zugeförderten Verpackungsmaterialabschnitte möglich. Preferably, the element is designed to rotate, wherein the Recording is arranged on the radially outer surface. This is a particularly simple embodiment of the conveyor given. If the element is a cylinder section is formed, the conveyor device manufacturing technology is simple manufacture. Preferably, at least two elements for Acquisition of continuously supplied packaging material sections intended. By providing at least two elements is a very fast promotion of packaging material sections without interrupting the flow of the to the conveyor conveyed packaging material sections possible.
Vorzugsweise wirken die Elemente als Fördertrommel zusammen, wobei wenigstens zwischen zwei Elementen ein Abstand vorgesehen ist. Durch den Abstand ist es ohne weiteres möglich, die beiden Elemente bzw. die mehreren Elemente auf unterschiedlichen Geschwindigkeiten zu betreiben, wobei jeweils insbesondere die Umfangsgeschwindigkeiten relevant sind, und zwar im Hinblick auf den Radius, in dem die Aufnahme angeordnet ist. Hierdurch ist eine kontinuierliche Abnahme bzw. Aufnahme von Umhüllungsmaterialabschnitten auf die Fördervorrichtung möglich. Es müssen dann keine weiteren Maßnahmen vorgenommen werden, um aufeinander folgende Umhüllungsmaterialabschnitte mit Abstand zu versehen, bevor diese auf die Fördervorrichtung übergeben werden. Zweckmäßigerweise ist nach Übernahme des Verpackungsmaterialabschnitts das erste Element von dem zweiten Element beabstandet. Durch diese Maßnahme ist es einfach möglich, von einer kontinuierlichen Förderung auf eine diskontinuierliche Förderung über zu gehen.Preferably, the elements act together as a conveyor drum, wherein at least between two elements provided a distance is. By the distance, it is easily possible, the two Elements or the several elements on different Speeds to operate, in each case in particular the Circumferential speeds are relevant, with regard to the radius in which the receptacle is located. This is a continuous removal or absorption of wrapping material sections possible on the conveyor. It must then no further action will be taken to each other to provide the following wrapping material sections with distance, before they are transferred to the conveyor. Conveniently, is after taking over the packaging material section the first element spaced from the second element. By this measure, it is easily possible from a continuous Promotion to discontinuous promotion over to walk.
Eine erfindungsgemäße Verpackungsmaschine der Tabak verarbeitenden Industrie umfasst eine vorstehend beschriebene erfindungsgemäße Verpackungsvorrichtung und/oder eine vorstehend beschriebene erfindungsgemäße Fördervorrichtung.A packaging machine according to the invention of tobacco processing Industry includes an inventive invention described above Packaging device and / or one described above inventive conveyor.
Die Aufgabe wird ferner durch ein Verfahren zur Verpackung von schachtelförmigen oder blockförmigen Produkten der Tabak verarbeitenden Industrie, insbesondere einer Zigarettenpackung, mit den folgenden Verfahrensschritten gelöst:
- Einschieben des Produkts und wenigstens teilweise eines Umhüllungsmaterials in eine Tasche einer Verpackungsvorrichtung,
- vollständiges Umwickeln des Produkts mit dem Umhüllungsmaterial, wobei sämtliche Schritte des vollständigen Umwickelns in der Tasche ausgeführt werden.
- Inserting the product and at least partially a wrapping material into a pocket of a packaging device,
- completely wrapping the product with the wrapping material, performing all the steps of complete wrapping in the bag.
Durch Ausführen sämtlicher Verfahrensschritte des Umwickelns des Produkts in einer Tasche ist eine sehr schnelle und effektive Verfahrensführung möglich, da keine Übergabe des Produkts von einer Tasche in eine weitere Tasche nötig ist. Hierdurch ist auch die Qualität der Umwickelung verbessert. Die Umwickelung geschieht insbesondere vorzugsweise in einer einzigen Aufspannung. Unter einem vollständigen Umwickeln wird insbesondere im Rahmen der Erfindung ein schlauchförmiges Umwickeln zuzüglich eines Schließens der Seiten verstanden. Vorzugsweise wird das Umhüllungsmaterial, insbesondere durch Siegeln, miteinander verbunden. Zunächst wird vorzugsweise ein gewickelter Schlauch durch miteinander Verbinden bzw. durch Siegeln stabil fixiert und anschließend vorzugsweise die entsprechend gefalteten Seiten, damit das Umhüllungsmaterial sich nicht alleine wieder öffnet.By performing all the process steps of wrapping the Products in a bag is a very fast and effective process guide possible, since no transfer of the product from one Bag in another bag is needed. This is also the Quality of wrapping improved. The wrapping happens especially preferably in a single setting. Under A complete wrapping is especially in the context of Invention a tubular wrapping plus a closing the pages understood. Preferably, the wrapping material, especially by sealing, connected with each other. First is preferably a coiled hose through each other Connect or firmly fixed by sealing and then preferably the corresponding folded sides, so that the wrapping material does not open again alone.
Das erfindungsgemäße Verfahren ist vorzugsweise auch für Produkte geeignet, die Klebestellen aufweisen, die während des Einschiebens in die Tasche nicht vollständig abgebunden sind. Diesbezüglich wird insbesondere auf die DE 100 53 666 A1 der Anmelderin verwiesen. Hierzu werden vorzugsweise sämtliche nicht abgebundenen Teile des schachtelförmigen Produkts fixiert oder gehalten. Es finden insbesondere aktive Halteorgane Verwendung, die es ermöglichen, dass das Produkt bzw. Teile des Produkts sich nicht von alleine öffnen können. Die Fixierung wird wenigstens so lange aufrechterhalten, wie die Umhüllung um diesen Teil des Produkts nicht abgeschlossen ist.The method according to the invention is preferably also for products suitable to have the splices that during insertion in the bag are not completely tied off. In this regard, is particularly to the DE 100 53 666 A1 of the applicant directed. For this purpose, preferably all unbonded Parts of the box-shaped product fixed or held. There are especially active holding organs use it allow the product or parts of the product to not work can open by itself. The fixation will be at least as long Maintain as wrapping around this part of the product not completed.
Vorzugsweise wird zudem ein flächiges Element auf dem Produkt fixiert oder gehalten. Bei dem flächigen Element handelt es sich beispielsweise um einen Coupon, auf dem Werbung aufgedruckt ist. Die Fixierung geschieht vorzugsweise durch ein Haltemittel eines Halteelements sowohl beim Einschieben und/oder beim vollständigen Umhüllen des Produkts. Ferner wird vorzugsweise wenigstens eine Steuermarke auf dem schachtelförmigen Produkt fixiert. Das Fixieren geschieht hierbei vorzugsweise durch Halten und Kleben. Die Fixierung wird während des Einschiebens des Produkts und/oder während der vollständigen Umhüllung des Produkts aufrechterhalten.Preferably, moreover, a planar element on the product fixed or held. The flat element is for example, a coupon on which advertising is printed. The fixation is preferably done by a holding means of a Retaining element both during insertion and / or the full Wrapping the product. Furthermore, preferably at least fixed a tax stamp on the box-shaped product. The Fixing is done preferably by holding and gluing. The fixation takes place during the insertion of the product and / or during the complete wrapping of the product maintained.
Wenn der Schritt des Einschiebens ein Mitnehmen des Umhüllungsmaterials und/oder ein Durchschieben durch einen Umhüllungsmaterialvorhang umfasst, ist eine besonders schnelle Umhüllung des Produkts möglich. Vorzugsweise geschieht das Einschieben quer zur größten Fläche des Produkts. Hierdurch ist eine besonders qualitativ hochwertige Umwicklung des Produkts mit einem Umhüllungsmaterial bzw. Umhüllungsmaterialabschnitt möglich.If the step of inserting a take away of the wrapping material and / or pushing through a wrapping material curtain includes, is a particularly fast serving of the product possible. Preferably, the insertion occurs across the largest surface of the product. This is a especially high quality wrapping of the product with a wrapping material or wrapping material section possible.
Die Aufgabe wird ferner durch ein Verfahren zum Fördern eines Umhüllungsmaterialabschnitts der Tabak verarbeitenden Industrie mit den folgenden Verfahrensschritten gelöst:
- kontinuierliches Zufördern des Verpackungsmaterialabschnitts zu einem Aufnahmeelement,
- Übergabe des Verpackungsmaterialabschnitts auf das Aufnahmeelement,
- Bewegen des Aufnahmeelements zu einem diskontinuierlich angetriebenen Förderelement und
- Übergabe des Verpackungsmaterialabschnitts auf das Förderelement.
- continuously feeding the packaging material section to a receiving element,
- Transfer of the packaging material section onto the receiving element,
- Moving the receiving element to a discontinuously driven conveyor element and
- Transfer of packaging material section on the conveyor element.
Durch das erfindungsgemäße Verfahren ist eine sehr effektive Übergabe eines Umhüllungsmaterialabschnitts von einer kontinuierlichen Förderung zu einer diskontinuierlichen Förderung möglich, wobei der Umhüllungsmaterialabschnitt ohne Qualitätseinbußen übergeben werden kann.By the method according to the invention is a very effective Transfer of a wrapping material section from a continuous one Promotion to a discontinuous promotion possible, wherein the wrapping material portion without sacrificing quality can be handed over.
Wenn bei der Übergabe auf das Aufnahmeelement das Aufnahmeelement im Bereich der Aufnahme für den Umhüllungsmaterialabschnitt im Wesentlichen die gleiche Geschwindigkeit wie die Zufördergeschwindigkeit des Umhüllungsmaterialabschnitts aufweist, ist eine sichere Übergabe auf das Aufnahmeelement möglich. Wenn bei der Übergabe des Umhüllungsmaterialabschnitts auf das Förderelement die Geschwindigkeit des Förderelements und des Aufnahmeelements im Bereich der Aufnahme im Wesentlichen gleich ist, ist eine Übergabe des Umhüllungsmaterialabschnitts auf das Förderelement effektiv und sicher möglich. Zwischen den beiden Übergabebereichen wird das Aufnahmeelement vorzugsweise beschleunigt und/oder abgebremst.When in the transfer to the receiving element, the receiving element in the area of the receptacle for the wrapping material section essentially the same speed as the feed speed of the wrapping material portion is a safe transfer to the receiving element possible. If in the transfer of Umhüllungsmaterialabschnitts on the conveying element the speed of the conveyor element and the Recording element in the recording essentially is the same, a transfer of the wrapping material section is on the conveying element effectively and safely possible. Between Both transfer areas, the receiving element is preferably accelerated and / or decelerated.
Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben. Bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten wird ausdrücklich auf die Zeichnungen verwiesen. Es zeigen:
- Fig. 1
- eine schematische dreidimensionale Darstellung einer erfindungsgemäßen Verpackungsvorrichtung,
- Fig. 2
- eine schematische dreidimensionale Darstellung eines Ausschnitts der Vorrichtung aus Fig. 1,
- Fig.3
- eine schematische dreidimensionale Darstellung von Elementen einer erfindungsgemäßen Verpackungsvorrichtung in einer anderen Ausführungsform,
- Fig. 4
- eine schematische Ansicht einer weiteren erfindungsgemäßen Verpackungsvorrichtung,
- Fig. 5
- eine schematische dreidimensionale Darstellung eines Ausschnitts der Vorrichtung aus Fig. 4,
- Fig. 6
- eine schematische dreidimensionale Darstellung eines Teils einer erfindungsgemäßen Verpackungsmaschine, und
- Fig. 7
- eine schematische dreidimensionale Darstellung eines Teils einer weiteren erfindungsgemäßen Verpackungsmaschine.
- Fig. 1
- a schematic three-dimensional representation of a packaging device according to the invention,
- Fig. 2
- 3 is a schematic three-dimensional representation of a section of the device from FIG. 1,
- Figure 3
- a schematic three-dimensional representation of elements of a packaging device according to the invention in another embodiment,
- Fig. 4
- a schematic view of another packaging device according to the invention,
- Fig. 5
- 3 is a schematic three-dimensional representation of a section of the device from FIG. 4,
- Fig. 6
- a schematic three-dimensional representation of a part of a packaging machine according to the invention, and
- Fig. 7
- a schematic three-dimensional representation of a part of another packaging machine according to the invention.
Fig. 1 zeigt eine schematische Darstellung einer erfindungsgemäßen
Verpackungsvorrichtung in Form eines Cellophanierrevolvers
10 die Bestandteil einer Verpackungsmaschine der Tabak verarbeitenden
Industrie sein kann. Eine Zigarettenpackung 11 wird in
Position drei Uhr des Cellophanierrevolvers 10 von einem weiteren
Revolver mittels eines nicht dargestellten Zuführschiebers von
rechts kommend in eine Tasche 14 angeschoben, wobei auf dem
Weg zu der Tasche 14 ein Cellophanzuschnitt 12 mitgenommen
wird.Fig. 1 shows a schematic representation of an inventive
Packaging device in the form of a
Bei dem Einschieben in die Tasche 14 über die Packungsbreite, wie
dieses in Fig. 1 dargestellt ist, faltet sich der Cellophanzuschnitt 12
schon U-förmig um die Zigarettenpackung 11. Die Zigarettenpackung
11 ist mit Leim versehen, der noch nicht abgebunden ist. Aus
diesem Grund ist es notwendig, die Zigarettenpackung 11 von
einem Abholelement 13 beim Einschieben in die Tasche 14 abzuholen,
damit etwaige Faltlappen der Zigarettenpackung 11, deren Leim
noch nicht abgebunden ist, sich nicht öffnen. Entsprechend werden
ggf. weitere Halteorgane verwendet, um auch weitere Verpackungsteile
während des Einschiebens in die Tasche 14 und angekommen
in der Tasche 14 zugehalten werden. Hierzu wird insbesondere auf
die DE 100 53 666 A1 der Anmelderin verwiesen. Die Offenbarung
der DE 100 53 666 A1 soll vollumfänglich in diese Patentanmeldung
aufgenommen sein.When inserted into the
Während des Zurückziehens bzw. nach Zurückziehen des nicht
dargestellten Zuführschiebers 31 werden die Halteschenkel 15, 15',
die gleichzeitig Faltorgane sind, zueinander verschwenkt, so dass
die noch offenen Cellophanzuschnittabschnitte 12 nach innen
geklappt werden. Zunächst wird der untere Teil umgelenkt und
anschließend der obere Teil.During the withdrawal or withdrawal of the not
shown
Nach Förderung der Tasche 14 in Drehrichtung 26 in die nächste
Position werden mittels einer Heftbacke 17, die vorher zusammengefalteten
Cellophanabschnitte geheftet. Heften bedeutet im Rahmen
der Erfindung das kleinflächige schnelle Versiegeln der Abschnitte,
wodurch die Abschnitte lagesicher verbunden werden,
ohne dass eine vollständige und klimadichte Versiegelung erfolgt. In
der nächsten Position werden die vorher gehefteten Cellophanabschnitte
gesiegelt, und zwar mittels einer Siegelbacke 18. In diesem
Moment ist ein fertig gesiegelter Cellophanschlauch entstanden.
Der Cellophanschlauch 36 ist zu zwei Seiten noch offen. After promotion of the
In der nächsten Position bei zwölf Uhr werden zunächst mittels
eines Faltelements 19, das verschwenkbar ausgestaltet ist, die
offenen Seiten teilweise eingeschlagen. Anschließend gelangt die
Tasche mit der Zigarettenpackung 11 und dem Cellophanzuschnitt
12 in eine Faltweiche 20, in der die abschließenden Faltungen des
Cellophanzuschnitts 12 ausgeführt werden.In the next position at twelve o'clock are first using
a
In der Position neun Uhr werden die zuletzt gefalteten Seiten mittels
einer Heftbacke 21 geheftet und in den weiteren beiden Positionen
mittels den Siegelbacken 22 und 23 gesiegelt. In der sechs Uhr
Position öffnen sich die Halteschenkel 15 und 15', so dass die fertig
umhüllte Zigarettenpackung 25 mittels eines Schiebeelements
ausgeschoben werden kann, um diese abzufördern.In the position nine o'clock the last folded sides by means of
a
Das Einschieben der Zigarettenpackung 11 geschieht durch die
Öffnung 68 der Tasche 14, wobei in diesem Fall die Öffnung eine
Größe aufweist, die gleich groß oder etwas größer ist als die
Fläche, die durch die kürzeste Kante und die längste Kante der
Zigarettenpackung gegeben ist.The insertion of the
Durch den in Fig. 1 dargestellten Cellophanierrevolver 10 und die
entsprechenden Verfahrensschritte können sehr gute Ergebnisse
hinsichtlich eines straffen Wickelns der Cellophanfolie 12 um die
Zigarettenpackung 11 erzielt werden. Auch RoundedCorner-Packungen
können entsprechend gut umwickelt werden.By
Fig. 2 zeigt eine schematische dreidimensionale Darstellung eines
Ausschnitts aus Fig. 1. Auch in Fig. 2 sind die Halteorgane, die die
Faltung der Längsnaht der Zigarettenpackung 11 geschlossen
halten, bis auf den Einschieber dargestellt. Es handelt sich um das
Abholerelement 13 und die Faltelemente 16 und 16', die auch eine
Haltefunktion haben. In Fig. 2 ist die Zigarettenpackung 11 liegend
in die Tasche 14 übergeben worden. Es ist etwas besser der
Halteschenkel 15 und der Halteschenkel 15' dargestellt, die entsprechenden
Faltelemente 16 und 16' aufweisen. Es ist ferner auch
das Ende des Aufreißbündchens 27 dargestellt. Die Halteschenkel
15 und 15' sind um die Drehachsen 30 und 30' verschwenkbar. In
den Ausführungsbeispielen der Fig. 1 und 2 ist besonders gut die
vollständige Umwicklung mit dem Cellophanzuschnitt 12 in einer
einzigen Aufspannung erkennbar.Fig. 2 shows a schematic three-dimensional representation of a
Section of Fig. 1. Also in Fig. 2, the holding members, the
Folding the longitudinal seam of the
Diese Art der Umwicklung, die in Fig. 1 und 2 dargestellt ist, kann
allerdings bei dem Auflegen von Coupons bzw. bei einer entsprechenden
Steuermarke, die auf der Zigarettenpackung 11 aufgebracht
ist, in gewissen Positionen der Coupons bzw. der Steuermarken
zu einem Verschieben derselben führen. Dieses Verschieben
von Steuermarken bzw. Coupons wird insbesondere vorzugsweise
durch einen erfindungsgemäßen Cellophanierrevolver gemäß den
Fig. 3, 4 und 5 vermieden.This type of wrapping, which is shown in FIGS. 1 and 2, can
However, when you place coupons or a corresponding
Tax stamp applied to the
In der Ausführungsform der Fig. 3 sind nur einige Elemente des
Cellophanierrevolvers 10 dargestellt. Der bereits auf Länge geschnittene
Cellophanzuschnitt 12 wird in Form eines Vorhangs von
oben kommend in den Bereich einer Übergabe einer Zigarettenpackung
11 von einem weiteren Revolver in den Cellophanierrevolver
10 bzw. eine Tasche 14' des Cellophanierrevolvers 10 gebracht.
Eine Steuermarke, die in Fig. 3 nicht dargestellt ist, ist bereits auf
die Packung aufgebracht und entsprechend gefaltet worden. Ferner
ist ein Coupon auf der linken Seite der Verpackung 11, die in Fig. 3
in Position drei Uhr von der Zigarettenpackung 11 verdeckt ist,
aufgebracht. Ein Abholelement 13' wird aus dem Cellophanierrevolver
10 in Richtung Zigarettenverpackung inklusive Coupon durch
den Folienvorhang 12 gefahren und hält die Zigarettenpackung 11
inklusive Coupon beim Einschieben in die Tasche 14'. Der Zuführschieber
31 hält einen zweiten Coupon 48 auf der rechten Seite der
Zigarettenpackung 11.In the embodiment of FIG. 3, only a few elements of the
Das Abholelement 13' und der Zuführschieber 31 bewegen sich
synchron und bringen die Zigarettenpackung 11 in die Tasche 14'
des Cellophanierrevolvers 10 ein. Durch Einwirkung mittels der
Seitenfalter 33 und 34 sowie der Taschenseiten 41 und 42 legt sich
der Cellophanzuschnitt 12 U-förmig um die Zigarettenpackung 11.
Ein Seitenfalter 34 bewegt sich an der noch offenen Seite der
Zigarettenpackung 11, bis der Coupon von ihm festgehalten wird
und faltet dabei den Cellophanzuschnitt 12.The pick-up element 13 'and the
Anschließend fährt der Zuführschieber 31 zurück und der Seitenfalter
34 bringt seine Bewegung zum Abschluss und legt die Folien
bzw. den Cellophanzuschnitt 12 über die noch offene Seite der
Zigarettenpackung 11. Anschließend taktet der Cellophanierrevolver
10 in die nächste Position in Förderrichtung 70. In dieser Position
schwenkt ein Seitenhefter 35 auf die Seite der Zigarettenpackung,
nimmt dabei den noch überstehenden Cellophanzuschnitt mit und
heftet den an dieser Seite überlappenden Cellophanzuschnitt 12
zusammen. Es entsteht so ein Cellophanschlauch 36, der straff um
die Zigarettenpackung 11 gewickelt ist.Subsequently, the
In der nächsten Position wird die Zigarettenpackung 11 um die der
Cellophanschlauch 36 gewickelt ist, mittels eines Hebeelements 38
kurz aus der Tasche gehoben und mittels einer Siegelbacke 37
gesiegelt. Das Siegeln des Cellophanzuschnitts an der Seite der
Zigarettenpackung kann auch in der Tasche 14' geschehen, wenn
die Überlappung des Cellophanzuschnitts 12 an der Seite oberhalb
der Kante der Seite 42 der Tasche 14' angeordnet ist.In the next position, the
Anschließend wird die Zigarettenpackung 11 mit dem Cellophanschlauch
36 in eine Faltweiche 20' gefördert, in der die noch offenen
Seiten entsprechend gefaltet, in der Position, in der die Heftbacke
21 angeordnet ist, geheftet und anschließend in den weiteren
Positionen mit den Siegelbacken 22 und 23 gesiegelt werden. In der
darauf folgenden Position wird die mit dem Cellophanzuschnitt 12
vollständig umwickelte Zigarettenpackung 11 in Form der umhüllten
Zigarettenpackung 25 mittels eines Schiebeelements 24 ausgestoßen.Subsequently, the
In Fig. 3 ist außerdem eine leere Tasche 14' sehr gut dargestellt.
Diese Tasche weist eine Grundfläche 40, eine lange Seite 41 und
eine kurze Seite 42 auf. Die kurze Seite 42 ist unterbrochen, um
beispielsweise ein Halteelement in Eingriff mit dem dort anliegenden
Cellophanzuschnitt 12 an die Zigarettenpackung 11 zu bringen und
zu fesseln bzw. zu fixieren. Es ist ferner eine Öffnung für das
Abholelement 13' in der Grundfläche 40 vorgesehen. Die zur
Zuführung der aufrecht überführten Zigarettenpackung 11 bzw. quer
zu der größten Fläche der eingeschobenen Zigarettenpackung 11
notwendige Öffnung 68 ist in Fig. 3 auch angedeutet. Diese ist
wenigstens so groß wie die größte Fläche der Zigarettenpackung 11
bzw. ein klein wenig größer.In Fig. 3 also an empty bag 14 'is shown very well.
This bag has a
Fig. 4 zeigt eine weitere Ausführungsform eines erfindungsgemäßen
Cellophanierrevolvers 10. In Fig. 5 ist eine schematische dreidimensionale
Darstellung eines Ausschnitts aus Fig. 4 dargestellt.Fig. 4 shows a further embodiment of an
Der Cellophanzuschnitt 12 ist bereits auf Länge geschnitten auf
einem Revolver stromaufwärts vor dem erfindungsgemäßen Cellophanierrevolver
10 aufgebracht bzw. aufgewalzt. Eine etwaige
Steuermarke 47 ist bereits auf die Packung aufgebracht und gefaltet
worden. Die Steuermarke ist üblicherweise mit einem Leim versehen,
der auch bei der Übergabe auf den Cellophanierrevolver
entsprechend wie die Seitenlappen bzw. Längsseitenlappen noch
nicht abgebunden ist. Ein Abholelement 13" kommt aus dem
Cellophanierrevolver 10, gelangt zu dem Cellophanzuschnitt 12 und
zu der Zigarettenpackung 11 und hält die Zigarettenpackung 11
inklusive einen zwischen Cellophanzuschnitt 12 und Zigarettenpackung
11 angeordneten Coupon, der in Fig. 4 und 5 nicht dargestellt
ist.The cellophane cut 12 is already cut to length
a revolver upstream of the
Der Zuführschieber 31 fährt synchron bewegt mit dem Abholelement
13" in die Tasche 14" des Cellophanierrevolvers 10 in der drei Uhr
Position und hält dabei einen zweiten Coupon 48 und die Steuermarke
47 auf der dem Zuführschieber 31 zugewandten großen
Fläche 69 der Zigarettenpackung 11. Bei dem Einschieben der
Zigarettenpackung 11 legt sich der Cellophanzuschnitt 12 U-förmig
um die Zigarettenpackung 11. Ein Schiebeelement 45 bewegt sich
an der noch offenen Taschenseite, bis der Coupon 48 von ihm
festgehalten wird, und faltet dabei den Cellophanzuschnitt 12 von
unten auf die große Fläche 69. Anschließend fährt der Zuführschieber
31 zurück und das Schiebeelement 45 bringt seine Bewegung
zum Abschluss und legt die Folie bzw. den Cellophanzuschnitt 12
über die noch offene Seite der Zigarettenpackung 11.The
Der Cellophanierer 10 taktet eine Position weiter. In der Bewegungsphase
des Taktes faltet ein ortsfestes Faltelement 46 die Folie
ca. 2 mm über die Packungsecke.The
Ein an der Tasche 14" befestigter Seitenhalter 44, der bisher die
Seitenlasche der Zigarettenpackung 11 zugehalten hat, kann nun
wegschwenken. Das ortsfeste Faltelement 46 fährt nun bis über den
Folien- bzw. Cellophanzuschnittunterlappen und hält ihn fest. Ein
zweiter an der Tasche 14" befestigter Seitenhalter 43, der bis jetzt
den Folienunterlappen bzw. Cellophanzuschnittunterlappen festgehalten
hat, schwenkt jetzt weg.A attached to the
In der nun folgenden Rast wird an der Position, die vorher der
Seitenhalter 43 innehatte, die Längsnahtheftsiegelung mittels einer
Siegelbacke 37, die in den Revolver schwenkend ausgebildet ist,
vorgenommen. Kurz vor dem Wegschwenken der Siegelbacke 37
falten zwei Falter 19 die Stirnseiten der Packungsschmalseite. In
dem Bauraum der nächsten drei Rastphasen wird mittels einer
Radialfaltweiche 20" die Stirnseitenfaltung vorgenommen. In der
Rast am Ausgang der Radialfaltweiche 20" wird die Heftsiegelung
der Stirnseiten durch außen liegende Heftbacken 21 vorgenommen.
Die Fertigsiegelung der Stirnseiten und der Längsnaht wird in den
nächsten drei Rastphasen durch entsprechende Siegelbacken 22
und 23 ausgeführt. In der letzten Rast in sechs Uhr Position wird die
umhüllte Zigarettenpackung 25 durch ein Schiebeelement 24
ausgeschoben.In the following rest is at the position that previously the
In Fig. 5 sind die Seitenhalter 43 und 44 entsprechend besser und
vergrößert dargestellt. Es ist auch die Fläche 69, die Breite 72 der
Zigarettenpackung 11 und die Länge 71 der Zigarettenpackung 11
dargestellt. Durch Verwendung der beiden Seitenhalter 43 und 44
ist es möglich, die bereits gefalteten Cellophanzuschnittlappen bzw.
Polypropylenlappen ohne Verschiebung festzuhalten und eine
Fläche zum Längsnahtsiegeln freizugeben. Durch entsprechende
Halteorgane, die teilweise in den Figuren dargestellt sind, ist es
möglich, die entsprechenden Seitenlappen der Zigarettenpackung
11, die mit Leim versehen sind, der noch nicht vollständig abgebunden
hat, festzuhalten, sowie entsprechende Cellophanzuschnittlappen
und Steuermarken sowie entsprechende Coupons.In Fig. 5, the
Die vorstehend dargestellten erfindungsgemäßen Verpackungsvorrichtungen
umfassend einen Cellophanierrevolver 10 können in eine
Verpackungsmaschine der Tabak verarbeitenden Industrie integriert
sein. Es ist insbesondere auch möglich, nicht nur Zigarettenpackungen
mit einem Cellophanzuschnitt 12 zu umwickeln, sondern auch
Zigarettenstangen. Es ist ein straffer Wickel eines Cellophanzuschnitts
12 um eine beleimte und noch nicht abgebundene Zigarettenpackung
11 offenbart. Hierzu wird die Zigarettenpackung 11 von
außen gehalten, bis entweder der Leim abgebunden ist oder der
Cellophanzuschnitt 12 um die Zigarettenpackung 11 gewickelt
wurde und der Wickel vollständig geschlossen ist.The above-described packaging devices according to the invention
comprising a Cellophanierrevolver 10 can in a
Packaging machine integrated into the tobacco processing industry
be. It is especially possible, not just cigarette packs
to wrap with a cellophane cut 12 but also
Cigarette cartons. It is a tight wrap of a cellophane cut
12 around a glued and not yet set
Für einen straffen Wickel ist es erfindungsgemäß vorgesehen, die gefalteten Folien- bzw. Cellophanzuschnittlappen nicht entgegen der Faltrichtung durch Schieber oder ähnlichem zu belasten. Die Faltungen werden von entsprechenden Arbeitsorganen so lange gehalten, bis die Längsnaht versiegelt ist. Die Zigarettenpackung und der Cellophanzuschnitt werden bei der Längsnaht- und Stirnseitensiegelung allseitig durch Führungen gestützt. Durch Durchführen sämtlicher Faltungen und Siegelungen auf einem Cellophanierrevolver in einer Aufnahme bzw. einer Aufspannung in eine Tasche wird erheblich Bauraum eingespart und es existieren auch keine weiteren Übergaben, bei der die Produktqualität leiden könnte. Es sind zum einen ein Einschub der Zigarettenpackung über die Packungsbreite und zum anderen über die Packungshöhe (stehende Packung) offenbart worden.For a tight winding, it is inventively provided, the folded foil or Cellophanzuschnittlappen not contrary To load the folding direction by slide or the like. The Folds are made by appropriate working bodies as long held until the longitudinal seam is sealed. The cigarette pack and the cellophane incision become in the longitudinal seam and front side sealing supported on all sides by guides. By performing all folds and seals on a cellophane turret in a receptacle or a clamping in a bag is saved considerable space and there are no other Handovers where product quality could suffer. There are on the one hand, an insertion of the cigarette pack over the package width and on the other hand about the package height (standing pack) been revealed.
Fig. 6 zeigt eine schematische dreidimensionale Darstellung eines
Teils einer Verpackungsmaschine der Tabak verarbeitenden Industrie.
Von einer angetriebenen Bobine 50 wird ein Materialstreifen 51,
beispielsweise ein Innerliner, für eine Gruppe von Zigaretten
abgezogen. Die Bobine 50 wird über Servomotoren angetrieben.
Der Materialstreifen 51 läuft dann über einen Bobinenwechsler, der
in Fig. 6 nicht dargestellt ist und als bekannt vorauszusetzen ist. Fig. 6 shows a schematic three-dimensional representation of a
Part of a packaging machine of the tobacco processing industry.
From a driven
Der Materialstreifen 51 gelangt dann zu einem Bahnzugmesselement
52 und zu einer Zugwalze 52'. Mittels des Bahnzugmesselements
52 wird der Servomotor zum Antrieb der Bobine 50 geregelt.
Ferner wird ein Servomotor der Zugwalze 52' entsprechend geregelt.
Es handelt sich hierbei um eine Masterzugwalze.The strip of
Anschließend gelangt der Materialstreifen 51 in den Bereich der
Prägewalzen 53 und 54, in dem beispielsweise ein Muster in dem
Materialstreifen 51 geprägt wird. Es kann auch ein Aufdruck vorgenommen
werden. Anschließend gelangt der Materialstreifen 51 in
den Bereich einer Perforationswalze 55, mittels der eine Querperforation
vorgenommen wird und dann in den Bereich der Perforationswalzen
56 und 56', in dem eine Längsperforation stattfindet.
Schließlich gelangt der Materialstreifen 51 auf eine Gegendruckwalze
58, auf die das Material durch Saugluft gehalten wird. Es handelt
sich insofern um eine Saugtrommel oder -walze. Auf der Gegendruckwalze
58 wird der Materialstreifen 51 mittels der Schneidwalze
57 geschnitten.Subsequently, the
Der so entstandene Materialabschnitt wird auf eine erfindungsgemäße
Fördervorrichtung in Form einer Überführungswalze 59
umfassend die Förderelemente 60 und 61 übergeben. Die Überführungswalze
59 ist zweiteilig ausgestaltet und hat die Funktion, das
kontinuierlich geförderte Material in Form der Materialstreifenzuschnitte
in eine getaktete Bewegung des anschließenden Faltrevolvers
62 zu überführen. Hierbei geschieht auch eine Vereinzelung
der Zuschnitte. Nach Aufnahme des Zuschnitts auf dem Förderelement
60 oder dem Förderelement 61 beschleunigt das entsprechende
Förderelement 60, 61 den Materialabschnitt und übergibt den
Abschnitt in der Bewegung auf den Faltrevolver 62, wobei bei der
Übergabe des Zuschnitts von der Gegendruckwalze 58 auf das
Förderelement 60, 61 die jeweiligen Umfangsgeschwindigkeiten im
Wesentlichen gleich sind und entsprechend die jeweiligen Umfangsgeschwindigkeiten
bei der Abgabe des Materialzuschnitts auf
den Faltrevolver 62 auch im Wesentlichen gleich sind.The resulting material section is based on an inventive
Conveying device in the form of a transfer roller 59th
comprising the conveying
Ein entsprechendes Produkt wie beispielsweise eine Zigarettengruppe
oder eine Zigarettenpackung wird dann bei stehendem
Revolver 62 durch den Folienvorhang bzw. den Materialstreifenzuschnitt
geschoben und in einem anderen Revolver wie beispielsweise
dem erfindungsgemäßen Revolver der vorherigen Figuren
übergeben. Die in Fig. 6 dargestellte Zuführung kann beispielsweise
die Zuführung eines Innerliners einer Zigarettengruppe bzw. eines
Zigarettenblocks sein. Wenn stattdessen eine Cellophanfolie
gefördert wird, sind in Fig. 6 die Perforationswalzen 55, 56 und 56'
entfernt zu denken und die Prägewalzen 53 und 54 durch so genannte
U-Schnitt-Walzen zu ersetzen. In diesem Fall wird dann vor
Einbringung eines U-Schnitts in das Material ein Aufreißbändchen
auf die Cellophanbahn bzw. die Polypropylenbahn aufgewalzt. Beim
Trennschnitt des Cellophanmaterials 51 in Cellophanzuschnitte 12
darf dieses im Bereich des Aufreißbändchens nicht durchtrennt
werden. Ein unterbrochener Schnitt bis 12 mm ist allerdings möglich.A corresponding product such as a cigarette group
or a cigarette pack is then standing
Fig. 7 zeigt einen Ausschnitt aus einer weiteren erfindungsgemäßen
Verpackungsmaschine der Tabak verarbeitenden Industrie, wobei
eine erfindungsgemäße Fördervorrichtung 59, 60 und 61 dargestellt
ist. Zunächst sind U-Schnitt-Walzen 56" und 56'" dargestellt. Die
durch die Schneidwalze 57 geschnittenen Cellophanzuschnitte 12,
die nicht dargestellt sind, gelangen von der Gegendruckwalze 58
bzw. Saugwalze auf die jeweiligen Förderelemente 60 und 61 in die
jeweilige Aufnahme 63. Die Aufnahme 63 ist auf dem radialen
Außenabschnitt des jeweiligen Förderelements 60 und 61 angeordnet. Fig. 7 shows a detail of a further inventive
Packaging machine of the tobacco processing industry, being
a
In der Position der Förderelemente 60 und 61, die in Fig. 7 dargestellt
ist, ist ein entsprechender Cellophanzuschnitt 12 auf die
Aufnahme 63 des Förderelements 60 schon vollständig aufgebracht.
Anschließend bewegt sich das Förderelement 60 beschleunigt in
Förderrichtung 70, um den auf der Aufnahme 63 aufgebrachten
Cellophanzuschnitt 12 auf die Aufnahme 66 der Taschenförderwalze
64 aufzubringen. Gleichzeitig bewegt sich das Förderelement 61 in
einer Umfangsgeschwindigkeit, die der Umfangsgeschwindigkeit der
Gegendruckwalze 58 entspricht, in Förderrichtung 70, um einen
weiteren Cellophanzuschnitt 12 aufzunehmen.In the position of the conveying
Die Cellophanzuschnitte 12 sind auf der Gegendruckwalze 58 Kante
an Kante angeordnet. Diese werden erst durch die Überführungswalze
59 voneinander entfernt bzw. beabstandet. Im Bereich der
Aufnahme 66 bewegt sich das Förderelement ungefähr in der
gleichen Umfangsgeschwindigkeit wie die Aufnahme 66, so dass
eine sanfte Übergabe stattfinden kann. Der Cellophanzuschnitt 12
wird auf dem Förderelement und auch auf der Aufnahme 66 der
Taschenförderwalze 64 beispielsweise durch Saugluft gehalten. Die
Aufnahme 66 weist ferner eine Tasche 65 auf, in der im Ausführungsbeispiel
der Fig. 7 eine Zigarettenpackung 11 eingebracht ist.The
In Fig. 7 ist ferner noch ein Faltrevolver 67 dargestellt, der entsprechende
mit Leim versehene Blanketts zu Zigarettenpackungen 11
faltet und in die Taschenförderwalze 64 in die entsprechenden
Taschen 65 übergibt. Die Zigarettenpackungen 11 werden dann mit
dem Cellophanzuschnitt 12 einem erfindungsgemäßen Cellophanierrevolver
10 in die entsprechenden Taschen zugeführt. Der
Cellophanierrevolver 10 entspricht dem aus dem Ausführungsbeispiel
der Fig. 4 und 5. In Fig. 7 also a
Bei der Übergabe der Cellophanzuschnitte 12 auf die Taschenförderwalze
64 liegt die noch nicht abgebundene Zigarettenpackung 11
fixiert in den sichelförmigen Segmenten, die die Aufnahmen 66
umfassen und auf die die Cellophanzuschnitte 12 aufgewalzt
werden. Während der Übergabe in den Cellophanierrevolver 10
steht der Cellophanzuschnitt 12 als Vorhang vor der auszuschiebenden
Zigarettenpackung 11.When transferring the
Es gibt keine Überschneidungen mehr zwischen der Materialzufuhr und dem Packungsausschub. Diese Funktionstrennung ermöglicht einen sicheren Ablauf, da der Vorgang im Gegensatz zu bis heute bekannten Übergaben unabhängiger ist von Reibungs- und Materialeffekten. Es entstehen durch die erfindungsgemäße Übergabe keine Fehler im Materiallauf mehr, so dass keine ungewollten Stillstandszeiten und schlechte Packungsqualitäten beispielsweise durch schiefe Wickel, abgerissene Flaps, fehlende Wickel, faltige Wickel, verkratzte Oberflächen und Messerwickler entstehen. Es sind kurze Materialwege vorgesehen. Ferner ist eine geringe und gleichmäßige Bahnspannung vorgesehen, so dass eine geringe Spannung im Material und kein Bändchenkräuseln entsteht. Es werden insbesondere keine Materialspeicher verwendet, so dass der Rapport nicht verloren geht. Das Material wird beispielsweise nicht geschoben. Es werden außerdem keine Saugbänder verwendet, so dass keine Falten im Material entstehen. Da das Produkt durch einen stehenden Materialvorhang eingeschoben wird, entstehen kein schiefer Wickel, keine Falten, keine Spannungen und keine plötzlichen Richtungsänderungen des Materials. There is no longer any overlap between the material supply and the pack release. This function separation allows a safe process, as opposed to today known handovers is more independent of friction and material effects. It arises through the transfer of the invention no more mistakes in the material run, so no unwanted Downtime and poor packaging qualities, for example through crooked winding, torn flaps, missing wraps, wrinkled Wraps, scratched surfaces and knife winder arise. It Short material paths are provided. Furthermore, a low and provided uniform web tension, so that a small Tension in the material and no ribbon curl arises. It In particular, no material storage are used, so that the report is not lost. The material becomes, for example not pushed. In addition, no suction belts are used, so that no wrinkles occur in the material. Because the product is inserted through a standing material curtain arise no slack wrap, no wrinkles, no tension and no sudden changes of direction of the material.
- 1010
- CellophanierrevolverCellophanierrevolver
- 1111
- Zigarettenpackungcigarette pack
- 1212
- CellophanzuschnittCellophanzuschnitt
- 13, 13', 13"13, 13 ', 13 "
- Abholelementpick-up element
- 14, 14', 14"14, 14 ', 14 "
- Taschebag
- 15, 15'15, 15 '
- Halteschenkelholding leg
- 16, 16'16, 16 '
- Faltelementfolding member
- 1717
- HeftbackeHeft Backe
- 1818
- Siegelbackesealing jaw
- 1919
- Faltelementfolding member
- 20, 20', 20"20, 20 ', 20 "
- FaltweicheFaltweiche
- 2121
- HeftbackeHeft Backe
- 2222
- Siegelbackesealing jaw
- 2323
- Siegelbackesealing jaw
- 2424
- Schiebeelementsliding element
- 2525
- umhüllte Zigarettenpackungwrapped cigarette packet
- 2626
- Drehrichtungdirection of rotation
- 2727
- Aufreißbändchentear strips
- 30, 30'30, 30 '
- Drehachseaxis of rotation
- 3131
- Zuführschieberfeed pusher
- 3232
- Taschebag
- 3333
- Seitenfalterside folders
- 3434
- Seitenfalterside folders
- 3535
- Seitenhefterpage stapler
- 3636
- Cellophanschlauchcellophane
- 3737
- Siegelbackesealing jaw
- 3838
- Hebeelementlifting member
- 4040
- GrundflächeFloor space
- 4141
- Seite page
- 4242
- Seitepage
- 4343
- SeitenhalterTailpiece
- 4444
- SeitenhalterTailpiece
- 4545
- Schiebeelementsliding element
- 4646
- ortsfestes Faltelementstationary folding element
- 4747
- Steuermarkerevenue stamp
- 4848
- Couponcoupon
- 5050
- Bobinereel
- 5151
- Materialstreifenstrips of material
- 5252
- BahnzugmesselementWeb tension measuring element
- 52'52 '
- Zugwalzepulling roller
- 5353
- Prägewalzeembossing roller
- 5454
- Prägewalzeembossing roller
- 5555
- Perforationswalzeperforation
- 56, 56'56, 56 '
- Perforationswalzeperforation
- 5757
- Schneidwalzecutting roller
- 5858
- GegendruckwalzeBacking roll
- 5959
- ÜberführungswalzeTransfer roll
- 6060
- Förderelementimpeller
- 6161
- Förderelementimpeller
- 6262
- Faltrevolverfolding turret
- 6363
- Aufnahmeadmission
- 6464
- TaschenfördererwalzePocket conveyor roller
- 6565
- Taschebag
- 6666
- Aufnahmeadmission
- 6767
- Faltrevolverfolding turret
- 6868
- Öffnungopening
- 6969
- Flächearea
- 7070
- Förderrichtungconveying direction
- 7171
- Längelength
- 7272
- Breitewidth
Claims (27)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200410012642 DE102004012642A1 (en) | 2004-03-12 | 2004-03-12 | Apparatus and method for packaging products of the tobacco processing industry |
| DE102004012642 | 2004-03-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1574435A2 true EP1574435A2 (en) | 2005-09-14 |
| EP1574435A3 EP1574435A3 (en) | 2005-12-14 |
Family
ID=34813708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05002565A Withdrawn EP1574435A3 (en) | 2004-03-12 | 2005-02-08 | Apparatus and method for packaging tobacco industry products |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1574435A3 (en) |
| DE (1) | DE102004012642A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007068320A1 (en) * | 2005-12-12 | 2007-06-21 | Focke & Co. (Gmbh & Co. Kg) | Method and device for wrapping packs |
| EP1928748A1 (en) | 2005-09-27 | 2008-06-11 | Focke & Co. (GmbH & Co. KG) | Apparatus for the heat treatment of packs |
| US7877963B2 (en) | 2007-04-05 | 2011-02-01 | Philip Morris Usa Inc. | Method of producing a sealed bundle of consumer articles |
| CN110316478A (en) * | 2019-06-20 | 2019-10-11 | 河南中烟工业有限责任公司 | A kind of 3 automatic smoke generators of sensory evaluating smoking of cigarette |
| CN115140357A (en) * | 2022-04-29 | 2022-10-04 | 河南中烟工业有限责任公司 | Automatic plastic packaging machine for packaged cigarette packaged packing box |
| WO2025248013A1 (en) * | 2024-05-29 | 2025-12-04 | Jt International Sa | Machine and method for producing hermetic wrappings |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2279843A (en) * | 1941-01-14 | 1942-04-14 | Package Machinery Co | Wrapper feed for wrapping machines |
| CS149370B1 (en) * | 1970-10-02 | 1973-07-05 | ||
| IT1060149B (en) * | 1976-03-31 | 1982-07-10 | Gd Spa | PERFECTED DEVICE FOR THE REALIZATION OF THE INTERNAL WRAP OF TIN PAPER WITH OVERLAPPING OF THE LONGITUDINAL ENDS OF THE SPEZZON ON ONE OF THE MAJOR FACES OF THE CIGARETTE GROUP IN THE CIGARETTE MACHINE CONDITIONING MACHINES IN STUFFLED MULTI-STUFFED MULTI-STUFFED MULTI-STUFFED MULTI-STUFFED MULTIWOOD |
| DE2906204A1 (en) * | 1979-02-17 | 1980-09-04 | Focke & Co | DEVICE FOR COVERING OBJECTS, IN PARTICULAR CIGARETTE GROUPS |
| DE3431910A1 (en) * | 1984-08-30 | 1986-03-13 | Paul Hartmann Ag, 7920 Heidenheim | Device for separating and applying strip sections to successive, spaced-apart regions of a web of material |
| DE3340408A1 (en) * | 1983-11-09 | 1985-05-15 | Focke & Co, 2810 Verden | DEVICE FOR SHELLING OBJECTS, IN PARTICULAR CIGARETTE GROUPS |
| IT1207733B (en) * | 1987-06-23 | 1989-05-25 | Gd Spa | METHOD FOR THE PRODUCTION OF CIGARETTE PACKAGES EQUIPPED WITH A HERMETICALLY SEALED ENVELOPE |
| IT1257834B (en) * | 1992-06-17 | 1996-02-13 | Gd Spa | METHOD AND DEVICE FOR FEEDING STICKS OF WRAPPING MATERIALS IN A CIGARETTE PACKING MACHINE |
| US5716478A (en) * | 1995-10-17 | 1998-02-10 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for applying discrete parts onto a moving web |
| IT1288130B1 (en) * | 1996-03-01 | 1998-09-10 | Sasib Spa | PACKAGING MACHINE, IN PARTICULAR FOR CIGARETTES, OR SIMILAR |
| DE19957415A1 (en) * | 1999-11-29 | 2001-05-31 | Focke & Co | Method and device for manufacturing folding boxes for cigarettes |
| ITBO20000464A1 (en) * | 2000-07-28 | 2002-01-28 | Gd Spa | TRANSFER DEVICE OF SUBSTANTIALLY PARALLELEPIPED ENCLOSURES. |
| DE10053666A1 (en) * | 2000-10-28 | 2002-05-08 | Topack Verpacktech Gmbh | Process and device for wrapping packaging for products of the tobacco processing industry |
| ITBO20010298A1 (en) * | 2001-05-14 | 2002-11-14 | Gd Spa | METHOD FOR THE CREATION OF SOFT-TYPE CIGARETTE PACKAGES |
| ITBO20010775A1 (en) * | 2001-12-21 | 2003-06-21 | Gd Spa | WRAPPING METHOD OF ELONGATED ITEMS ORDERED IN GROUPS |
-
2004
- 2004-03-12 DE DE200410012642 patent/DE102004012642A1/en not_active Ceased
-
2005
- 2005-02-08 EP EP05002565A patent/EP1574435A3/en not_active Withdrawn
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1928748A1 (en) | 2005-09-27 | 2008-06-11 | Focke & Co. (GmbH & Co. KG) | Apparatus for the heat treatment of packs |
| US7784253B2 (en) | 2005-09-27 | 2010-08-31 | Focke & Co. (Gmbh & Co. Kg) | Apparatus for the heat treatment of packs |
| EP1928748B1 (en) * | 2005-09-27 | 2010-10-06 | Focke & Co. (GmbH & Co. KG) | Apparatus for the heat treatment of packs |
| WO2007068320A1 (en) * | 2005-12-12 | 2007-06-21 | Focke & Co. (Gmbh & Co. Kg) | Method and device for wrapping packs |
| US7877963B2 (en) | 2007-04-05 | 2011-02-01 | Philip Morris Usa Inc. | Method of producing a sealed bundle of consumer articles |
| CN110316478A (en) * | 2019-06-20 | 2019-10-11 | 河南中烟工业有限责任公司 | A kind of 3 automatic smoke generators of sensory evaluating smoking of cigarette |
| CN110316478B (en) * | 2019-06-20 | 2024-01-09 | 河南中烟工业有限责任公司 | Automatic smoke generator for three-point sensory evaluation of cigarettes |
| CN115140357A (en) * | 2022-04-29 | 2022-10-04 | 河南中烟工业有限责任公司 | Automatic plastic packaging machine for packaged cigarette packaged packing box |
| WO2025248013A1 (en) * | 2024-05-29 | 2025-12-04 | Jt International Sa | Machine and method for producing hermetic wrappings |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004012642A1 (en) | 2005-10-13 |
| EP1574435A3 (en) | 2005-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1067049B1 (en) | Method and device for making packs | |
| EP2087991B2 (en) | Device for manufacturing (tobacco) bags | |
| EP0137334B1 (en) | Device for making packages, especially cigarette cartons | |
| EP2477907B2 (en) | Packages, in particular for cigarettes, and method and device for producing the same | |
| DE2350111C3 (en) | Bottom folding packer | |
| EP1448443B1 (en) | Method and device for producing hard packs for cigarettes | |
| EP3378791B1 (en) | Method and device for producing cigarette packages | |
| EP0135818A2 (en) | Method and device for enveloping cigarette packages in sheets | |
| DE60224714T2 (en) | Process for packaging cigarettes in soft packs | |
| DE69816353T2 (en) | Method and device for wrapping groups of articles, in particular cigarette pack groups | |
| DE102011114054A1 (en) | Apparatus and method for producing packages for cigarettes | |
| EP3720774B1 (en) | Packaging machine for manufacturing cigarette packaging | |
| EP0947445A1 (en) | Cigarette package, method and apparatus for producing the same | |
| DE102020112365A1 (en) | Pack for products of the cigarette industry and process for the production of the same | |
| DE102008027258A1 (en) | Method and device for producing cigarette packets | |
| EP1574435A2 (en) | Apparatus and method for packaging tobacco industry products | |
| DE2613277C2 (en) | Method and device for the production of cuboid, rod-shaped objects, such as cigarettes, containing packs | |
| EP1201541A1 (en) | Method and device for wrapping packages for tobacco industry products | |
| DE4327827A1 (en) | Cartoner | |
| DE102019100138A1 (en) | Packaging process and packaging machine for providing a hot-stick stabilized, sealed envelope of smoking article | |
| DE2612458C2 (en) | Process for erecting and gluing initially flat cardboard blanks provided with fold lines and adhesive surfaces and for packing containers in the resulting cardboard boxes | |
| DE102014000398A1 (en) | Packaging machine for rigid packaging of tobacco article, has supply conveying devices that supply blanks at feed stations to packaging wheels respectively, and transfer stations that are arranged between respective packaging wheels | |
| EP1960269B1 (en) | Method and device for wrapping packs | |
| DE1109081B (en) | Device for wrapping a stack of stationery or paper goods | |
| DE3824315A1 (en) | METHOD FOR PRODUCING A SQUARE PACK |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060322 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070918 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20070829 |