EP1553910B1 - A capsule filling machine - Google Patents
A capsule filling machine Download PDFInfo
- Publication number
- EP1553910B1 EP1553910B1 EP03784408A EP03784408A EP1553910B1 EP 1553910 B1 EP1553910 B1 EP 1553910B1 EP 03784408 A EP03784408 A EP 03784408A EP 03784408 A EP03784408 A EP 03784408A EP 1553910 B1 EP1553910 B1 EP 1553910B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- capsule
- operating position
- nozzle
- seats
- filling machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/06—Separating single articles from loose masses of articles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J3/00—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms
- A61J3/07—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms into the form of capsules or similar small containers for oral use
- A61J3/071—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms into the form of capsules or similar small containers for oral use into the form of telescopically engaged two-piece capsules
- A61J3/074—Filling capsules; Related operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B37/00—Supplying or feeding fluent-solid, plastic, or liquid material, or loose masses of small articles, to be packaged
- B65B37/14—Supplying or feeding fluent-solid, plastic, or liquid material, or loose masses of small articles, to be packaged by pneumatic feeders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B37/00—Supplying or feeding fluent-solid, plastic, or liquid material, or loose masses of small articles, to be packaged
- B65B37/16—Separating measured quantities from supply
Definitions
- the present invention relates to a capsule filling machine for the production of hard gelatin capsules containing pharmaceutical material.
- the pharmaceutical material in the hard gelatin capsules of the type with a capsule lid and a capsule body to which the present invention advantageously refers is in the form of particles, that is to say, micro-tablets or pellets.
- a capsule filling machine of the known type currently used basically comprises a central turret or carrousel rotating with discontinuous or stepping motion and equipped with a plurality of operating units located along the edge of the turret and driven by the turret by means of reciprocating drive parts. See for example WO 01/70171 .
- Each operating unit on the turret comprises a slide supporting element for holding one or more capsules to be carried to a plurality of work stations in which successive operating steps take place, in accordance with a known method. For example, closed capsule feed and angled positioning, subsequent opening of each capsule, that is to say, separation of the capsule body from the capsule lid, feeding a quantity of pharmaceutical material into the capsule body, then closing each capsule body with the relative capsule lid and, finally, discharge of the closed filled capsule obtained in this way.
- dosing units of known type each comprising a hollow punch which forms a cylinder and houses a piston (normally pneumatically driven), pick up the pharmaceutical material by lowering the cylinder into a tank containing the material which is attached to the turret, together with an upward movement of the piston to allow dosing, that is to say, to allow the pharmaceutical material to be held in the cylinder previously immersed in the tank.
- the cylinder is then lifted out of the tank and, after a scraping or brushing step to remove any excess micro-tablets, the piston downstroke is activated to push the product, dosed according to the volume of the cylindrical chamber, into the capsule body, aligned in succession with the corresponding cylinder.
- the above-mentioned dosing units are used for efficient, precision dosing of pharmaceutical material in powder form, whilst if capsules are to be filled with particulate material such as micro-tablets or pellets, dosing is not as precise.
- the piston can pick up precise and constant volumes of powdered pharmaceutical material in the hollow cylinder, in the case of micro-tablets, the piston cannot exert sufficient pick up force on the micro-tablets to guarantee a given and constant number of micro-tablets which will then be released into each capsule body.
- the aim of the present invention is to produce a capsule filling machine which can overcome the above-mentioned disadvantage of the prior art.
- the aim of the present invention is to produce a capsule filling machine which guarantees high precision dosing.
- Another aim of the present invention is to propose a capsule filling machine which, together with the above-mentioned precision dosing, continues to guarantee the reliability, productivity and safety levels required of such machines, as well as the production speed typical of current capsule filling machine, in particular of high productivity continuous-motion capsule filling machines.
- the present invention provides a capsule filling machine for the production of hard gelatin capsules of the type with a capsule lid and a capsule body containing particles of pharmaceutical material, in particular micro-tablets or pellets, the machine comprising a first rotary carrousel, which supports a plurality of slide units for picking up and handling the capsules in order to open then close the capsules by separating then joining the capsule lids and the capsule bodies; a second carrousel, which rotates in such a way that it is synchronised with the first carousel, having a plurality of reciprocating doser means moving between a first operating position in which the doser means are designed to pick up pharmaceutical material from a tank containing the material which is attached to the machine and a second operating position in which they release the material into the capsule bodies.
- the machine is characterised in that the doser means each comprise a hollow nozzle with a plurality of seats on its edge for picking up and holding the particulate pharmaceutical material, each seat communicating with pneumatic means.
- the pneumatic means comprise pneumatic vacuum means which, in the first operating position, suck up and hold individual particles of the pharmaceutical material in respective seats of the nozzle, and pressurised pneumatic means which generate a flow that discharges the particles from the seats in the second operating position to allow the above-mentioned release of material into the capsule bodies.
- the capsule filling machine disclosed labelled 10 as a whole, is used for filling capsules C of the known type with a capsule lid and a capsule body, labelled 13 and 14 respectively, with given quantities of particles 12 of pharmaceutical material, specifically pharmaceutical micro-tables 12 or pellets.
- the capsule filling machine 10 comprises a first carrousel rotating about a vertical axis Z in the direction indicated by the arrow L and having radial arms 2a, 2b supporting a plurality of slide units 3 for picking up capsule bodies 14 of capsules C and moving them in a horizontal direction, and a tank 11 with a known, substantially toroidal shape, located at the base of the capsule filling machine 10 and designed to hold a mass of micro-tablets 12 supplied from a feed hopper 30.
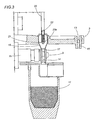
- the machine 10 also comprises a second carrousel 4 ( Figure 2 ), also rotating about the vertical axis Z, again in the direction indicated by arrow L in Figure 1 and synchronised with the first rotary carrousel 2.
- the carrousel 4 is equipped with a plurality of micro-tablet 12 doser means 21.
- the doser means 21 are mobile in a vertical direction parallel with the axis Z alternatively between a first, pick up operating position ( Figures 2 and 6 ), in which the means 21 are inside the tank 11 containing the micro-tablets 12 for picking up quantities consisting of a given number of individual micro-tablets 12 and, a second operating position for releasing the quantities of micro-tablets 12 into the capsule body 14 of a capsule C ( Figure 3 ).
- the first rotary carrousel 2 picks up the capsules C from an upper hopper (of the known type and not illustrated), containing the empty capsules C, then the capsules C are individually placed in the pick up means 3, each of the means comprising two bushings 15 and 17 for angling and guiding the capsules C.
- Each capsule C is handled in successive operating steps consisting of capsule C opening by separating the capsule lid 13 from the relative capsule body 14, filling the capsule body 14 with a quantity of micro-tablets 12 by means of the dosers 21, closing the capsule body 14 with the capsule lid 13 and, finally, discharge of the finished capsule C from the capsule filling machine 10 at an outfeed and unloading zone S ( Figure 1 ).
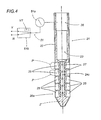
- each of the doser means 21 comprises a cylindrical rod 20 with a free end 20a having a plurality of seats or openings 25 on the edge, for picking up and holding individual micro-tablets 12.
- Each of the openings 25 on the edge is also controlled by pneumatic means 24 ( Figure 2 ), specifically first pneumatic means for generating a vacuum and second pneumatic means for generating a pressurised air jet.
- the first means are designed so that, in the first operating position, they pick up by suction a given number of micro-tablets 12 held in corresponding openings 25 on the edge, whilst the second means are designed so that, in the second operating position, they discharge and release the micro-tablets 12 into a capsule body 14 thanks to a pneumatic thrust coming out of the openings 25.
- each opening 25 preferably has dimensions corresponding to the dimensions of the micro-tablets 12 contained in the tank 11. In this way, positioning and holding the individual micro-tablet 12 at the opening 25 results in precision sealed closing of the opening 25.
- each opening 25 is preferably circular in shape, so that it forms a cylindrical cavity communicating with the pneumatic means 24 through pipes 27.
- the openings 25 on the edge are arranged in such a way that they are separated by angular spaces which are equal and relative to a longitudinal axis Z' of the cylindrical rod 20. They are arranged in two or more adjacent horizontal planes.
- the angular spaces separating the openings preferably have an angle ⁇ of around 120° between one opening 25 on the edge and the next.
- the pneumatic means 24 also comprise a central channel, inside the cylindrical rod 20, for the circulation of air, whether pressurised or forming a vacuum, to the openings 25 on the edge by means of the pipes 27.
- the above-mentioned free pick up end 20a consists of a nozzle 22 with a tubular body whose central cylindrical cavity 23 has a constriction at the end, designed to form the central channel for the passage of air forming a vacuum.
- the top of the nozzle 22 with the tubular body is, in turn, attached to a vertical hollow rod, forming the cylindrical rod 20, by a connecting zone 26.
- the hollow rod 20 is connected to selection valve means 50 controlling the pneumatic means 24.
- the selection valve means 50 are preferably located on the second carrousel 4 and connect the suction means to the openings 25 in the first, pick up operating position illustrated in Figure 2 , that is to say, with the nozzle 22 immersed in the mass of micro-tablets 12 contained in the tank 11 and, alternatively, switch to the connection between the openings 25 and the pressurised air means 24b, in the second operating position in which the micro-tablets 12 are released in to the capsule body 14 by pneumatic discharge of the micro-tablets 12.
- the arm 2a of the first carrousel 2 ( Figures 2 and 3 ) has a chamber 19 which is substantially funnel-shaped, designed to engage with the nozzle 22 in the second, release operating position, allowing and facilitating micro-tablet 12 infeed into the capsule body 14.
- the capsule filling machine 10 automatically performs all of the guided capsule C filling operations, according to the successive steps of opening, filling, closing and, finally, discharge from the machine 10.
- the filling step is performed by means of an operation whereby a predetermined number of micro-tablets 12 is picked up from the tank 11.
- the rod 20 is then lifted in the known way to the position illustrated in Figure 3 , and the bushing 17 with the capsule body 14 is moved horizontally to bring the capsule body precisely into position below the funnel-shaped chamber 19.
- the selection valve means 50 switch the hollow rod 20 connection from the suction means 24a to the pressurised air means 24b.
- the machine described above achieves the preset aims thanks to a simple feed nozzle structure which allows precise dosing of the number of micro-tablets to be inserted in the capsules.
- optimum dosing results were obtained with a number of openings 25 for each nozzle 22, and therefore, a number of micro-tablets 12, varying between thirteen and thirty.
- the precise and constant number of micro-tablets 12 which fills the capsule body 14 of each capsule C is precisely determined by the number of openings 25 in the nozzle 22, since a single micro-tablet 12 is held by suction in each opening 25.
- varying the number of openings in the pick up means varies the number, and therefore the dosage, of the micro-tablets.
- the dimensions of the openings may vary, as may the profile of the cavities formed by the openings in the nozzle body.
- the number of openings distributed in each plane and, therefore, their angular distribution may also vary.
- the nozzle body including the connecting zone and the lower channel.
- the pneumatic means for suction and pressurised air connected to the hollow rod may be of various types and powers, depending on the applications.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Pharmacology & Pharmacy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Chemical & Material Sciences (AREA)
- Public Health (AREA)
- Medicinal Chemistry (AREA)
- Basic Packing Technique (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Medicinal Preparation (AREA)
- Formation And Processing Of Food Products (AREA)
- Eye Examination Apparatus (AREA)
- Lighting Device Outwards From Vehicle And Optical Signal (AREA)
- Centrifugal Separators (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO20020525 | 2002-08-08 | ||
| IT000525A ITBO20020525A1 (it) | 2002-08-08 | 2002-08-08 | Macchina opercolatrice. |
| PCT/IB2003/003566 WO2004014286A1 (en) | 2002-08-08 | 2003-08-04 | A capsule filling machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1553910A1 EP1553910A1 (en) | 2005-07-20 |
| EP1553910B1 true EP1553910B1 (en) | 2008-04-09 |
Family
ID=31503930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03784408A Expired - Lifetime EP1553910B1 (en) | 2002-08-08 | 2003-08-04 | A capsule filling machine |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20060064943A1 (enExample) |
| EP (1) | EP1553910B1 (enExample) |
| JP (1) | JP2005535375A (enExample) |
| KR (1) | KR20050027273A (enExample) |
| CN (1) | CN100404014C (enExample) |
| AT (1) | ATE391483T1 (enExample) |
| AU (1) | AU2003250486A1 (enExample) |
| BR (1) | BR0305676A (enExample) |
| DE (1) | DE60320289T2 (enExample) |
| ES (1) | ES2304540T3 (enExample) |
| IT (1) | ITBO20020525A1 (enExample) |
| WO (1) | WO2004014286A1 (enExample) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20050791A1 (it) * | 2005-12-23 | 2007-06-24 | Mg 2 Srl | Macchina per il dosaggio di microcompresse |
| CN101134001B (zh) * | 2007-10-22 | 2012-09-19 | 湖南千山制药机械股份有限公司 | 向胶囊内定量填充片剂的装置和方法 |
| MX363959B (es) | 2011-10-06 | 2019-04-09 | Combocap Inc | Un metodo y aparato para fabricar una capsula. |
| WO2014074797A1 (en) * | 2012-11-09 | 2014-05-15 | Civitas Therapeutics, Inc. | Ultra low density pulmonary powders |
| US9456987B2 (en) | 2013-04-03 | 2016-10-04 | Binutra, Inc. | Capsule with internal diaphragm |
| KR101391185B1 (ko) * | 2013-05-29 | 2014-05-27 | 주식회사 이수이엔지 | 스틱 파우치용 저점도 충전노즐이 장착된 포장장치 |
| US10071021B2 (en) * | 2015-05-19 | 2018-09-11 | Maxocap Corporation | Capsule filling systems and methods of using a capsule filling system |
| ES2742148T3 (es) * | 2015-07-18 | 2020-02-13 | Hoefliger Harro Verpackung | Procedimiento y dispositivo para la separación y la transferencia de gránulos |
| ITUA20163077A1 (it) | 2016-05-02 | 2017-11-02 | Mg 2 Srl | Gruppo di alimentazione per il dosaggio di granuli, in particolare microgranuli, in capsule |
| IT201900012504A1 (it) * | 2019-07-22 | 2021-01-22 | Ima Spa | Macchina e metodo per riempire capsule. |
| CN113287778A (zh) * | 2021-05-31 | 2021-08-24 | 东莞市沃德精密机械有限公司 | 垂直连续灌装装置 |
| US20240238162A1 (en) * | 2021-08-27 | 2024-07-18 | Multiply Labs Inc. | System, method, and apparatus facilitating assembly of a capsule |
| JP2025503003A (ja) * | 2022-01-19 | 2025-01-30 | キャプシュゲル・ベルジウム・エヌ・ヴィ | 固体粒子材料を投与するためのデバイス |
| CN117297974A (zh) * | 2023-10-16 | 2023-12-29 | 江苏亚邦强生药业有限公司 | 一种胶囊自动填充机 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2050885C3 (de) * | 1969-10-21 | 1974-02-28 | Fratelli Zanasi S.P.A., Ozzano Emilia, Bologna (Italien) | Verfahren zur Dosierung von pulverformigen Stoffen mit Hilfe eines Stechheberdosiergeräts |
| CN2079506U (zh) * | 1990-11-23 | 1991-06-26 | 杨运禄 | 半自动胶囊填充器 |
| CN2237450Y (zh) * | 1995-07-18 | 1996-10-16 | 郑杰 | 胶囊填充组合装置 |
| WO2001070171A1 (en) * | 2000-03-22 | 2001-09-27 | B.L. Macchine Automatiche Spa | Capsules filling machine to pack powder, herbs, microgranules, pellets |
| US6363801B1 (en) * | 2000-04-26 | 2002-04-02 | General Electric Company | Apparatus and process for selecting and positioning particles |
| DE10027008B4 (de) * | 2000-05-31 | 2016-12-29 | Robert Bosch Gmbh | Dosiervorrichtung |
| US6357490B1 (en) * | 2000-08-22 | 2002-03-19 | Advanced Inhalation Research, Inc. | System, method and apparatus for filling containers |
| US6745546B2 (en) * | 2001-11-02 | 2004-06-08 | R.P. Scherer Technologies, Inc. | Encapsulation machine with valved injection wedge |
-
2002
- 2002-08-08 IT IT000525A patent/ITBO20020525A1/it unknown
-
2003
- 2003-08-04 KR KR1020057001841A patent/KR20050027273A/ko not_active Ceased
- 2003-08-04 WO PCT/IB2003/003566 patent/WO2004014286A1/en not_active Ceased
- 2003-08-04 DE DE60320289T patent/DE60320289T2/de not_active Expired - Fee Related
- 2003-08-04 AT AT03784408T patent/ATE391483T1/de not_active IP Right Cessation
- 2003-08-04 BR BR0305676-7A patent/BR0305676A/pt not_active IP Right Cessation
- 2003-08-04 EP EP03784408A patent/EP1553910B1/en not_active Expired - Lifetime
- 2003-08-04 JP JP2004527220A patent/JP2005535375A/ja active Pending
- 2003-08-04 CN CNB038188864A patent/CN100404014C/zh not_active Expired - Fee Related
- 2003-08-04 US US10/523,408 patent/US20060064943A1/en not_active Abandoned
- 2003-08-04 ES ES03784408T patent/ES2304540T3/es not_active Expired - Lifetime
- 2003-08-04 AU AU2003250486A patent/AU2003250486A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| DE60320289D1 (de) | 2008-05-21 |
| CN1674854A (zh) | 2005-09-28 |
| AU2003250486A1 (en) | 2004-02-25 |
| DE60320289T2 (de) | 2009-07-16 |
| WO2004014286A1 (en) | 2004-02-19 |
| ITBO20020525A1 (it) | 2004-02-09 |
| BR0305676A (pt) | 2004-10-19 |
| EP1553910A1 (en) | 2005-07-20 |
| KR20050027273A (ko) | 2005-03-18 |
| CN100404014C (zh) | 2008-07-23 |
| JP2005535375A (ja) | 2005-11-24 |
| ES2304540T3 (es) | 2008-10-16 |
| US20060064943A1 (en) | 2006-03-30 |
| ATE391483T1 (de) | 2008-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1553910B1 (en) | A capsule filling machine | |
| US3054170A (en) | Device for automatically orienting, delivering and inserting combined valve and dip tube in aerosol containers | |
| JP2005525174A (ja) | カプセル充填装置 | |
| JP6782786B2 (ja) | 1周回の過程で複数のプレス作業を遂行するための、少なくとも2つの高さ段違いラム先端部を備えたラムを有するロータリプレス | |
| JPH05221489A (ja) | 容器を配向し容器に充填し容器を閉鎖するための機械及び方法 | |
| HUT68392A (en) | Equipment for manufacturing of subcutaneous capsules | |
| KR20130140076A (ko) | 캡슐 내로 충전 물질의 주입 장치 | |
| EP3620150B1 (en) | A tamping assembly | |
| CN106660647A (zh) | 用于填充形成萃取或浸泡饮料的一次性使用囊体的容纳件的单元和方法 | |
| KR20140107568A (ko) | 캡슐을 루스 물질로 충전하여 밀봉하기 위한 방법 및 장치 | |
| US7637080B2 (en) | Intermittent motion capsule filling machine | |
| EP1503712A1 (en) | A capsule filling machine | |
| US4355495A (en) | Method and apparatus for handling packaging containers | |
| US10138007B2 (en) | Unit and method for filling containing elements of single-use capsules for extraction or infusion beverages | |
| CN1065200A (zh) | 胶囊充填设备 | |
| US8607828B2 (en) | Apparatus and method for filling containers | |
| KR102850503B1 (ko) | 캡슐을 충전하기 위한 기계 및 방법 | |
| JP2005525273A (ja) | 粉末状材料、顆粒状材料、若しくはハーブ主体材料を供給するための方法及び装置 | |
| JPH10211908A (ja) | 充填包装装置 | |
| US10800562B2 (en) | Unit and method for filling containing elements of single-use capsules | |
| JP2020532471A (ja) | 電子タバコ用使い捨てカートリッジの生産のための製造機 | |
| EP0009943B1 (en) | Apparatus and method for filling containers with discrete solids | |
| CA2106985C (en) | Equipment for manufacturing of subcutaneous capsules |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050209 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: TREBBI, ROBERTO Inventor name: ZERBINATI, ENRICO |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A. |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60320289 Country of ref document: DE Date of ref document: 20080521 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2304540 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080909 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080709 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080901 Year of fee payment: 6 Ref country code: ES Payment date: 20080818 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080828 Year of fee payment: 6 Ref country code: IT Payment date: 20080812 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080729 Year of fee payment: 6 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080709 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| 26N | No opposition filed |
Effective date: 20090112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080805 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090804 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100302 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080804 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090805 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090805 |