EP1516544A1 - Trocknungsanlage und -verfahren zur Trocknung eines Tabakgutes - Google Patents
Trocknungsanlage und -verfahren zur Trocknung eines Tabakgutes Download PDFInfo
- Publication number
- EP1516544A1 EP1516544A1 EP04090361A EP04090361A EP1516544A1 EP 1516544 A1 EP1516544 A1 EP 1516544A1 EP 04090361 A EP04090361 A EP 04090361A EP 04090361 A EP04090361 A EP 04090361A EP 1516544 A1 EP1516544 A1 EP 1516544A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drying
- drying device
- moisture
- measuring
- input
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001035 drying Methods 0.000 title claims abstract description 124
- 241000196324 Embryophyta Species 0.000 title claims abstract description 24
- 241000208125 Nicotiana Species 0.000 title abstract description 15
- 235000002637 Nicotiana tabacum Nutrition 0.000 title abstract description 15
- 238000000034 method Methods 0.000 title abstract description 3
- 239000000463 material Substances 0.000 claims abstract description 15
- 238000005259 measurement Methods 0.000 claims abstract description 13
- 235000019505 tobacco product Nutrition 0.000 claims description 4
- 238000009434 installation Methods 0.000 claims 4
- 230000001419 dependent effect Effects 0.000 abstract description 3
- 238000001704 evaporation Methods 0.000 description 18
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 18
- 230000008020 evaporation Effects 0.000 description 17
- 230000001276 controlling effect Effects 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 3
- 238000011088 calibration curve Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/04—Humidifying or drying tobacco bunches or cut tobacco
Definitions
- the invention relates to a drying plant for drying a tobacco, the one Drying device for drying the guided through the Trocknungsvonichtung Good and a measuring device for generating a measuring signal, with the input humidity of the material before its delivery to the drying device, includes.
- the invention further relates to a corresponding drying method.
- DE 33 36 632 C2 discloses a device for drying tobacco leaves, in the rate at which the sheets are fed, by manual change the width of a feeder is adjustable.
- a drum evaporation apparatus in which a conveyor belt arranged in the drum is displaceable, depending on the final moisture content of the product, the conveyor belt is moved so far into the drum is that the desired product moisture is achieved.
- the changed Dwell time of the tobacco in the dryer is the changed Dwell time of the tobacco in the dryer.
- the displacement of the conveyor belt requires an elaborate mechanism.
- a humidification and Sossierstrom for a tobacco stream known.
- the plant comprises a sump station, an input moisture meter and a belt scale. From the corresponding signals, a computer determines the Dry matter of tobacco. The speed of the belt scale is controlled so that the dry matter of tobacco supplied to the sopper station is a pre-set one Value. To achieve a constant outlet humidity, humidifying nozzles are used controlled within the sossier station.
- the object of the present invention is to provide a drying plant, in the case of simple means a reliable constant maintenance of the initial moisture is achieved.
- the drying plant has a control device for controlling of the Gutsmassenstroms guided by the drying device in dependence of Measuring signal, wherein a variable control of Gutsmassenstroms takes place in such a way that at higher input moisture a lower Gutsmassenstrom through the drying device is guided and vice versa.
- a variable control of Gutsmassenstroms takes place in such a way that at higher input moisture a lower Gutsmassenstrom through the drying device is guided and vice versa.
- mass flow refers to the mass transported per unit time, for example in kg / h.
- control device is not limited to control in the strict sense, but may also include regulation, for example, the preferred regulation in dependence an output moisture measurement signal.
- Control device is therefore representative for "control and / or regulating device”.
- the controller may preferably be supplied by controlling the drying device Gutsmassenstroms done. This allows the use of known evaporation devices with constant transport speed.
- the control of the Gutsmassenstroms passed through the drying device can easily for example, by controlling an optionally provided conveyor belt respectively. This may be, for example, a feed belt of a feed unit for supplying the Gutsmasse act on the drying device. It is also possible that the control device to a transport device for transport of the material by the drying device acts, so that the supplied Gutsmassenstrom does not necessarily have to be changeable.
- the measuring device is a moisture measuring device.
- it may be a moisture measuring device for measuring the input moisture of the material before it is fed to the drying device.
- this is not mandatory.
- the load input weight increases at the same volume.
- the Gutsausgangsfeuchte is related to the Gutseingangsfeuchte and can serve as a measured variable in the context of the invention. Other parameters such as the input density is conceivable. The measurement of a variable other than the input good moisture may require a corresponding calibration.
- an output moisture measurement sensor for measuring the output moisture of the Guts provided after leaving the drying device. This allows one Control of the desired target size and regulation by the drying device guided Gutsmassenstroms depending on one of the Ninfeuchtemeß adopted output moisture measurement signal, thereby providing higher accuracy is achievable with respect to the desired constant initial moisture content.
- a balance for measuring the input mass of Guts before its supply provided to the drying device.
- This may be the setting or control facilitate the desired input bulk mass flow, but this is not absolutely necessary.
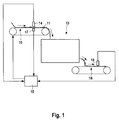
- the tobacco product 11 to be dried is conveyed by means of a feed unit, which forms the feed belt 10, supplied in the arrow direction.
- a feed unit which forms the feed belt 10 supplied in the arrow direction.
- the product 11 is fed to the drying device 13.
- the drying device 13 cause not shown heaters a heating of the by the Drying device 13 guided Good 11 to evaporation of in the estate 11th contained water and thus to cause a drying of the Guts 11.
- the dried Good after leaving the drying device 13 by means of the further conveyor belt 18 subsequent processing stages supplied.
- the drying device 13 of FIG. 1 may be, for example, a Electric dryer, a drum dryer, a fluidized bed dryer or another Trade the dryer familiar to the expert.
- Figs. 2 and 3 includes the Drying device 13 an evaporation chamber 19, wherein the Good 11 means a transport device, which is designed here as a conveyor belt 12, through the evaporation chamber 19 is led.
- the input moisture of the product 11 is determined by means of the input moisture sensor 14, and a corresponding good input moisture signal f e is transmitted to the control device 15.
- the output moisture sensor 16 the initial moisture content f a of the product 11 is determined and a corresponding Gutsausgangsfeuchtesignal transmitted to the control device 15.
- the input ground m e of the material 11 is determined and a corresponding Gutseingangsmassesignal transmitted to the control device 15.
- the control device 15 controls the Gutsmassenstrom passed through the drying device 13 in response to at least one of the measured signals f e , f a , m e with the aim of keeping the Gutsausgangsfeuchte f a constant.
- the supply device is controlled in order to regulate the material input flow fed to the drying device 13. This can be done, for example, by controlling the conveying speed of the feed belt 10, as shown in FIGS. 1 and 2.
- m V (H 2 O) / ⁇ t denotes the mass of water evaporated per unit time in the drying device 13 and f a * the desired initial moisture (set value). If expediently the evaporation parameters, ie the evaporation temperature and the heating power are kept constant, the amount of water evaporated per unit time in the drying device 13 m V (H 2 O) / ⁇ t is approximately constant and approximately not guided by the amount or transport speed of the evaporating space Good dependent. By inserting the measured variable f e into the above formula, the mass flow m / ⁇ t to be set can then be determined by the drying device 13 by means of the above formula. The control is carried out in the examples of FIGS.
- the scale 17 for measuring the input ground signal may be, for example to a belt weigher, for example as a unit with the feed belt 10, act.
- Other Embodiments, for example a baffle plate scale, are possible.
- the balance 17 and / or the input humidity sensor 14 as possible arranged close to the drying device 13 to a timely as possible control allow for changes on the route between the respective Measuring device and the drying device 13 and other comparable sources of error to have as little influence as possible.
- the measurement, for example, of the input moisture f e is basically sufficient in order to be able to control the mass flow of material conducted by the drying device 13 as a function of the corresponding measurement signal in order to achieve a constant initial moisture content.
- the initial moisture content f a (actual value) is determined by measurement, in order to be able to carry out a correction or an adjustment of this target variable with the desired value f a * .
- This can be achieved, for example, by inserting a correction factor f a * / f a into the above formula.
- the energy required for heating the tobacco energy can be compensated.
- the input moisture f e it is also possible to use another measured variable, such as, for example, the starting moisture f a or the input earth mass m e as the basis for the control; the measurement of the input moisture is then not mandatory.
- another measured variable such as, for example, the starting moisture f a or the input earth mass m e
- Figs. 1 to 3 can be dispensed with a metrological determination of the Gutseingangsmasse m e .
- the feed rate to be set can either be calculated or in particular determined by means of a stored calibration curve. It may therefore be necessary to calibrate the feed rate for different values of the corresponding measurement signal.
- unmeasured magnitudes can be calculated, for example, or determined using stored calibration curves. For example, it may be necessary to calibrate the bulk mass flow to be conducted by the drying device 13 for different values of the corresponding measuring signal.
- the conveyor belt speed of Conveyor belt 12 for controlling the funded by the drying device 13 Gutsmassenstroms be controlled.
- Fig. 4 the control of the conveyed by the drying device 13 Gutsmassenstroms explained using an example.
- Fig. 4A that of the drying apparatus 13 fed Good 11 an input humidity of 50%.
- a dry matter mass unit a empty box
- a water mass unit a hatched box
- a box of a mass of 1 kg equivalent it is assumed that a box of a mass of 1 kg equivalent.
- the evaporation temperature, the evaporation rate and other evaporation parameters the drying device 13 are set and become so kept constant, that evaporates in the drying device 13 per second 2 kg of water become. It is a property of the drying device 13 regardless of the humidity and transport speed of the drying device 13 guided good.
- Fig. 4A that of the drying apparatus 13 fed Good 11 an input humidity of 50%.
- a box of a mass of 1 kg equivalent it is assumed that a box of a mass of 1 kg equivalent.
- the input mass flow of 5 kg / s doubles to 10 kg / s become.
- This can, for example, as in the example of Fig. 4C, by doubling the Feeding speed can be achieved, as indicated by the double arrow.
- FIG. 4C the transport speed remains through the drying device 13 unchanged from the previous state shown in FIG. 4B. Because the good Therefore, 1 s remains unchanged in the drying device 13 and thereby 2 kg of water be vaporized, the good leaves the drying device 13 with 8 kg / s and the desired humidity of 25% (see Fig. 4C).
- FIGS. 4C, 4D and 4E Mixed forms of all kinds between the examples of FIGS. 4C, 4D and 4E are possible.
- the estate could be carried at 8 kg / s and increased by 25% Speed are promoted by the drying device 13.
- the embodiments in which the transport speed through the drying device 13 at any time remains constant for example, Fig. 4C, 4E), preferably compared to the embodiments for which this is not true (for example, FIG. 4D), since this requires the use of known constant-volume evaporation devices Transport speed allowed.
Landscapes
- Drying Of Solid Materials (AREA)
Abstract
Description
- Fig. 1:
- eine schematische Ansicht einer Trocknungsanlage;
- Fig. 2:
- eine schematische Ansicht einer weiteren Trocknungsanlage;
- Fig. 3:
- eine schematische Ansicht einer dritten Trocknungsanlage; und
- Fig. 4:
- eine schematische Darstellung verschiedener Trockungsvorgänge.
Claims (12)
- Trocknungsanlage zur Trocknung eines Tabakgutes (11), die eine Trocknungsvorrichtung (13) zur Trocknung des durch die Trocknungsvorrichtung (13) geführten Gutes (11) und eine Meßeinrichtung zur Erzeugung eines Meßsignals, das mit der Eingangsfeuchte des Guts (11) vor seiner Zuführung zur Trocknungsvorrichtung (13) zusammenhängt, umfaßt, dadurch gekennzeichnet, daß die Trocknungsanlage eine Steuerungseinrichtung (15) zur Steuerung des durch die Trocknungsvorrichtung (13) geführten Gutsmassenstroms in Abhängigkeit des Meßsignals umfaßt, wobei eine variable Steuerung des Gutsmassenstroms derart erfolgt, daß bei höherer Eingangsfeuchte ein geringerer Gutsmassenstrom durch die Trocknungsvorrichtung geführt wird und umgekehrt.
- Trocknungsanlage nach Anspruch 1, dadurch gekennzeichnet, daß die Trocknungsanlage zur Steuerung des der Trocknungsvorrichtung (13) zugeführten Gutsmassenstroms eingerichtet ist.
- Trocknungsanlage nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Trocknungsanlage zur Steuerung der Fördergeschwindigkeit eines Gutsförderbandes eingerichtet ist.
- Trocknungsanlage nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Meßeinrichtung eine Feuchtemeßeinrichtung ist.
- Trocknungsanlage nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Trocknungsanlage eine Feuchtemeßeinrichtung (14) zur Messung der Eingangsfeuchte des Guts (11) vor seiner Zuführung zur Trocknungsvorrichtung (13) umfaßt.
- Trocknungsanlage nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Trocknungsanlage eine Waage (17) zur Messung der Eingangsmasse des Guts (11) vor seiner Zuführung zur Trocknungsvorrichtung (13) umfaßt.
- Trocknungsanlage nach Anspruch 6, dadurch gekennzeichnet, daß die Trocknungsanlage zur Steuerung des durch die Trocknungsvorrichtung (13) geführten Gutsmassenstroms in Abhängigkeit eines von der Waage (17) ausgegebenen Meßsignals eingerichtet ist.
- Trocknungsanlage nach Anspruch 6 oder 7, dadurch gekennzeichnet, daß die Waage (17) als Bandwaage ausgebildet ist.
- Trocknungsanlage nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß die Trocknungsanlage eine Ausgangsfeuchtemeßeinrichtung (16) zur Messung der Ausgangsfeuchte des Guts (11) nach dem Verlassen der Trocknungsvorrichtung (13) umfaßt.
- Trocknungsanlage nach Anspruch 9, dadurch gekennzeichnet, daß die Trocknungsanlage zur Regelung des durch die Trocknungsvorrichtung (13) geführten Gutsmassenstroms in Abhängigkeit eines von der Ausgangsfeuchtemeßeinrichtung (16) ausgegebenen Meßsignals eingerichtet ist.
- Trocknungsanlage nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß der durch die Trocknungsvorrichtung (13) geführte Gutsmassenstrom indirekt proportional zur Differenz zwischen der Eingangsfeuchte und dem Ausgangsfeuchte-Sollwert gesteuert wird.
- Trocknungsverfahren zur Trocknung eines Tabakgutes, umfassend das Zuführen des Gutes zu einer Trocknungsvorrichtung und das Trocknen des durch die Trocknungsvorrichtung geführten Gutes, gekennzeichnet durch die Erzeugung eines Meßsignals, das mit der Eingangsfeuchte des Guts vor seiner Zuführung zur Trocknungsvorrichtung zusammenhängt, und die variable Steuerung des der Trocknungsvorrichtung zugeführten Gutsmassenstroms in Abhängigkeit des Meßsignals derart, daß bei höherer Eingangsfeuchte ein geringerer Gutsmassenstrom durch die Trocknungsvorrichtung geführt wird und umgekehrt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04090361A EP1516544B1 (de) | 2003-09-19 | 2004-09-17 | Trocknungsanlage und -verfahren zur Trocknung eines Tabakgutes |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03090308 | 2003-09-19 | ||
| EP03090308 | 2003-09-19 | ||
| EP04090361A EP1516544B1 (de) | 2003-09-19 | 2004-09-17 | Trocknungsanlage und -verfahren zur Trocknung eines Tabakgutes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1516544A1 true EP1516544A1 (de) | 2005-03-23 |
| EP1516544B1 EP1516544B1 (de) | 2007-06-27 |
Family
ID=34196151
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04090361A Expired - Lifetime EP1516544B1 (de) | 2003-09-19 | 2004-09-17 | Trocknungsanlage und -verfahren zur Trocknung eines Tabakgutes |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1516544B1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1801527A3 (de) * | 2005-12-23 | 2011-03-09 | Hauni Maschinenbau AG | Verfahren und Vorrichtung zum Trocknen eines Faserprodukt-Massenstroms |
| CN106403501A (zh) * | 2016-09-28 | 2017-02-15 | 青岛科技大学 | 一种根据给煤量智能控制给进风量的干燥系统 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106403502B (zh) * | 2016-09-28 | 2019-03-26 | 青岛科技大学 | 一种根据入口温度智能控制电机转速的干燥系统 |
| CN109237916B (zh) * | 2016-09-28 | 2019-10-29 | 青岛科技大学 | 一种开孔密度变化的智能控制干燥系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1206771B (de) * | 1963-11-18 | 1965-12-09 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zum Trocknen von Tabak oder aehnlichem Gut |
| US3409025A (en) * | 1965-07-06 | 1968-11-05 | Hauni Werke Koerber & Co Kg | Method and apparatus for treating tobacco leaves |
| US3760816A (en) * | 1970-04-22 | 1973-09-25 | Hauni Werke Koerber & Co Kg | Method and apparatus for conditioning tobacco |
| GB1452664A (en) * | 1973-06-07 | 1976-10-13 | Svenska Tobaks Ab | Methods of facilitatint exact evaluation and control of the processing of a product mass and apparatuses for carrying said methods into effect |
| US4788989A (en) * | 1984-06-21 | 1988-12-06 | Japan Tobacco, Inc. | Process for the temperature control of a drying apparatus for tobacco leaves |
-
2004
- 2004-09-17 EP EP04090361A patent/EP1516544B1/de not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1206771B (de) * | 1963-11-18 | 1965-12-09 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zum Trocknen von Tabak oder aehnlichem Gut |
| US3409025A (en) * | 1965-07-06 | 1968-11-05 | Hauni Werke Koerber & Co Kg | Method and apparatus for treating tobacco leaves |
| US3760816A (en) * | 1970-04-22 | 1973-09-25 | Hauni Werke Koerber & Co Kg | Method and apparatus for conditioning tobacco |
| GB1452664A (en) * | 1973-06-07 | 1976-10-13 | Svenska Tobaks Ab | Methods of facilitatint exact evaluation and control of the processing of a product mass and apparatuses for carrying said methods into effect |
| US4788989A (en) * | 1984-06-21 | 1988-12-06 | Japan Tobacco, Inc. | Process for the temperature control of a drying apparatus for tobacco leaves |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1801527A3 (de) * | 2005-12-23 | 2011-03-09 | Hauni Maschinenbau AG | Verfahren und Vorrichtung zum Trocknen eines Faserprodukt-Massenstroms |
| CN106403501A (zh) * | 2016-09-28 | 2017-02-15 | 青岛科技大学 | 一种根据给煤量智能控制给进风量的干燥系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1516544B1 (de) | 2007-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2904308C2 (de) | Verfahren und Anordnung zum Trocknen von Tabak | |
| DE19751525C2 (de) | Verfahren und Vorrichtung zur Regelung der Ausgangsfeuchte von Tabak | |
| DE2504902C2 (de) | Verfahren und Vorrichtung zum Steuern der Schnittleistung eines Tabakschneiders | |
| DE2019369C3 (de) | Verfahren zum Trocknen von Tabak und Trocknungsförderer | |
| DE2747232A1 (de) | Verfahren und vorrichtung zur durchfuehrung von behandlungsvorgaengen fuer schuettgueter u.dgl. | |
| EP0140213B1 (de) | Verfahren und Vorrichtung zur Erfassung des Durchsatzes eines Schüttgutstromes | |
| CH640957A5 (de) | Verfahren und einrichtung zur regelung der einer karde zuzufuehrenden flockenmenge. | |
| DE2335970C2 (de) | Verfahren und Vorrichtung zum Trocknen von Tabak | |
| DE2432848A1 (de) | Verfahren und vorrichtung zum trocknen von tabak | |
| DE1299237C2 (de) | Verfahren und vorrichtung zum trocknen von tabak | |
| DE2112211C3 (de) | Verfahren und Anlage zum Aufbereiten von Tabak | |
| DE2427229C3 (de) | Verfahren zur Regelung der Behandlung einer Tabakblattmasse und Vorrichtung zum Ausüben des Verfahrens | |
| DE1532066A1 (de) | Tabakvorbereitungsanlage fuer chargenweise Durchlaufbearbeitung | |
| DE2841470C2 (de) | ||
| EP1516544B1 (de) | Trocknungsanlage und -verfahren zur Trocknung eines Tabakgutes | |
| DE2461579C3 (de) | Verfahren und Vorrichtung zur kontinuierlichen Zuführung pulverförmigen Gutes von einem Vorratsbehälter zu einem Verbraucher | |
| DE19756367C2 (de) | Fütterungsanlage für die Tierhaltung | |
| DE1901690A1 (de) | Verfahren und Vorrichtung zum Trocknen von Tabak | |
| DE102017119069A1 (de) | Verfahren zum Befüllen von Behältern mit einem Füllprodukt | |
| DE3543358A1 (de) | Verfahren und vorrichtung zum vergleichmaessigen der feuchte eines tabakstranges | |
| DE102010009753A1 (de) | Vorrichtung und Verfahren zur Dosierregelung von Schüttgut | |
| DE1206771B (de) | Verfahren und Vorrichtung zum Trocknen von Tabak oder aehnlichem Gut | |
| EP0121599A2 (de) | Verfahren und Vorrichtung zur pneumatischen Förderung von Feingut | |
| DE10305049A1 (de) | Vorrichtung zum pneumatischen Speisen mindestens einer Spinnereivorbereitungsmaschine, z.B. Karde, Reiniger | |
| DE102005062857A1 (de) | Verfahren und Vorrichtung zum Trocknen eines Faserprodukt-Massenstroms |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050922 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004004177 Country of ref document: DE Date of ref document: 20070809 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070927 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20071004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071008 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070927 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071127 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20070930 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: PHILIP MORRIS PRODUCTS S.A. Effective date: 20080320 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070928 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: PHILIP MORRIS PRODUCTS S.A. |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070917 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080924 Year of fee payment: 5 Ref country code: NL Payment date: 20080930 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080924 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080930 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070627 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090917 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090917 |
|
| PLBD | Termination of opposition procedure: decision despatched |
Free format text: ORIGINAL CODE: EPIDOSNOPC1 |
|
| PLBM | Termination of opposition procedure: date of legal effect published |
Free format text: ORIGINAL CODE: 0009276 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION PROCEDURE CLOSED |
|
| 27C | Opposition proceedings terminated |
Effective date: 20110527 |