EP1428809B1 - Verfahren zur Herstellung eines Wabenkörpers - Google Patents
Verfahren zur Herstellung eines Wabenkörpers Download PDFInfo
- Publication number
- EP1428809B1 EP1428809B1 EP20030257738 EP03257738A EP1428809B1 EP 1428809 B1 EP1428809 B1 EP 1428809B1 EP 20030257738 EP20030257738 EP 20030257738 EP 03257738 A EP03257738 A EP 03257738A EP 1428809 B1 EP1428809 B1 EP 1428809B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forming
- green body
- raw material
- honeycomb
- compounded mixture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 30
- 238000004519 manufacturing process Methods 0.000 title description 25
- 239000002994 raw material Substances 0.000 claims description 93
- 239000000203 mixture Substances 0.000 claims description 91
- 239000000463 material Substances 0.000 claims description 58
- 239000000843 powder Substances 0.000 claims description 55
- 239000000919 ceramic Substances 0.000 claims description 33
- 239000002245 particle Substances 0.000 claims description 26
- 238000002156 mixing Methods 0.000 claims description 21
- 239000011230 binding agent Substances 0.000 claims description 18
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 15
- 238000001035 drying Methods 0.000 claims description 12
- 238000004898 kneading Methods 0.000 claims description 12
- 238000010304 firing Methods 0.000 claims description 9
- 239000011369 resultant mixture Substances 0.000 claims description 2
- 230000000052 comparative effect Effects 0.000 description 27
- 239000011148 porous material Substances 0.000 description 19
- 229910052878 cordierite Inorganic materials 0.000 description 12
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 description 12
- 230000007547 defect Effects 0.000 description 10
- 238000005192 partition Methods 0.000 description 9
- 238000005452 bending Methods 0.000 description 7
- 238000009826 distribution Methods 0.000 description 7
- 238000005336 cracking Methods 0.000 description 6
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 6
- 229910052753 mercury Inorganic materials 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 239000003054 catalyst Substances 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- -1 poly(methyl methacrylate) Polymers 0.000 description 5
- 239000000654 additive Substances 0.000 description 4
- 238000000227 grinding Methods 0.000 description 4
- 230000002265 prevention Effects 0.000 description 4
- 238000000746 purification Methods 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000002276 dielectric drying Methods 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 238000007602 hot air drying Methods 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920000609 methyl cellulose Polymers 0.000 description 2
- 239000001923 methylcellulose Substances 0.000 description 2
- 235000010981 methylcellulose Nutrition 0.000 description 2
- 239000003094 microcapsule Substances 0.000 description 2
- LNAZSHAWQACDHT-XIYTZBAFSA-N (2r,3r,4s,5r,6s)-4,5-dimethoxy-2-(methoxymethyl)-3-[(2s,3r,4s,5r,6r)-3,4,5-trimethoxy-6-(methoxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6r)-4,5,6-trimethoxy-2-(methoxymethyl)oxan-3-yl]oxyoxane Chemical compound CO[C@@H]1[C@@H](OC)[C@H](OC)[C@@H](COC)O[C@H]1O[C@H]1[C@H](OC)[C@@H](OC)[C@H](O[C@H]2[C@@H]([C@@H](OC)[C@H](OC)O[C@@H]2COC)OC)O[C@@H]1COC LNAZSHAWQACDHT-XIYTZBAFSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 241000209140 Triticum Species 0.000 description 1
- 235000021307 Triticum Nutrition 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 229940105329 carboxymethylcellulose Drugs 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 239000001866 hydroxypropyl methyl cellulose Substances 0.000 description 1
- 229920003088 hydroxypropyl methyl cellulose Polymers 0.000 description 1
- 235000010979 hydroxypropyl methyl cellulose Nutrition 0.000 description 1
- UFVKGYZPFZQRLF-UHFFFAOYSA-N hydroxypropyl methyl cellulose Chemical compound OC1C(O)C(OC)OC(CO)C1OC1C(O)C(O)C(OC2C(C(O)C(OC3C(C(O)C(O)C(CO)O3)O)C(CO)O2)O)C(CO)O1 UFVKGYZPFZQRLF-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000001291 vacuum drying Methods 0.000 description 1
- 238000009777 vacuum freeze-drying Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B18/00—Use of agglomerated or waste materials or refuse as fillers for mortars, concrete or artificial stone; Treatment of agglomerated or waste materials or refuse, specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B18/04—Waste materials; Refuse
- C04B18/16—Waste materials; Refuse from building or ceramic industry
- C04B18/165—Ceramic waste
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/16—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay
- C04B35/18—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay rich in aluminium oxide
- C04B35/195—Alkaline earth aluminosilicates, e.g. cordierite or anorthite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/62204—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products using waste materials or refuse
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6263—Wet mixtures characterised by their solids loadings, i.e. the percentage of solids
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00034—Physico-chemical characteristics of the mixtures
- C04B2111/00129—Extrudable mixtures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00793—Uses not provided for elsewhere in C04B2111/00 as filters or diaphragms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/0081—Uses not provided for elsewhere in C04B2111/00 as catalysts or catalyst carriers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
Definitions
- the present invention relates to a process for producing a formed honeycomb body which is an intermediate for production of a honeycomb structure suitably used, for example, as a diesel particulate filter or as a carrier for catalyst for purification of automobile exhaust gas.
- the present invention relates to a process for producing a formed honeycomb body, which can reuse a rejected product of undried formed material as a raw material for forming a honeycomb body structure.
- Such a honeycomb structure like a honeycomb structure 1 shown in Fig. 1 , is made of a porous material having a large number of pores and has a honeycomb shape having a plurality of cells 3 (through which a fluid passes) divided by partition walls 4. It is produced ordinarily by mixing a raw material for forming a honeycomb body structure containing at least a ceramic raw material powder, a binder and water, to obtain a compounded mixture for forming a green body, then kneading and extruding the compounded mixture for forming a green body into a honeycomb shape using a continuous extruder, to obtain a formed honeycomb body, and drying and firing the formed honeycomb body.
- the method for reusing rejected products of dried formed material as a raw material for forming a honeycomb body structure there was proposed a method of using, as a starting raw material, a regenerated raw material obtained by regeneration of a unfired dried material consisting of a compound of predetermined raw materials for cordierite, and forming the regenerated raw material to obtain an intended formed material (See JP-A-3-72032 ).
- US-A-4851376 describes a similar process in which a reclaimed cordierite composition in the form of a dried, unfired, rejected scrap is mixed with a fresh cordierite composition.
- the scrap may be crushed into pieces having an average diameter of about 50 mm.
- the present invention has been made in view of the above-mentioned problems of the prior art and aims at providing a process for producing a formed honeycomb body, which can reuse a rejected product of undried formed material as a raw material for forming a honeycomb body structure in an efficient manner.
- the present inventors made an intensive study in order to solve the above-mentioned problems. As a result, the present inventors have found that the above-mentioned objective can be achieved by adding, to an ordinary raw material for forming a honeycomb body structure used in the form of dried powder, a material obtained by crushing green body or bodies having substantially the same composition as a compounded mixture for forming a green body to be obtained, into a predetermined maximum particle diameter or smaller, followed by mixing the resultant with a mixture of virgin raw materials for forming a honeycomb structure by a mixer to obtain a compounded mixture for forming a green body.
- the present invention has been completed based on the above finding.
- the present invention provides the following process for production of a formed honeycomb body and the following honeycomb structure in an efficient manner.
- a crushed green body includes a material obtained by crushing rejected green body or bodies.
- a ceramic raw material powder containing a regenerated raw material powder obtained by drying a green body having substantially the same composition as the compounded mixture for forming a green body and crushing the dried green body.
- a single-screw or multi-screw kneading extruder can be used in the present process as a continuous extruder.
- honeycomb structure being made of a sintered cordierite material having a large number of pores and a specific total volume shared by distributed pores of 0.140 cc/g or less; and containing at least 30 parts by mass of said sintered cordierite material being originated from a crushed green body in the form of powdery material.
- the honeycomb structure may preferably have a thermal expansion coefficient of 0.2 to 0.35 x 10 -5 /°C as measured according to the method described in JIS R 1618.
- the numeral 1 refers to a honeycomb structure; the numeral 3 refers to a cell; and the numeral 4 refers to a partition wall.
- the present invention lies in a process as set out in claim 1 for producing a formed honeycomb body, which comprises mixing, by a mixer, a raw material for forming a honeycomb body structure containing at least a ceramic raw material powder, a binder and water, to obtain a compounded mixture for forming a green body, and kneading and extruding the compounded mixture for forming a green body into a honeycomb shape by a continuous extruder, to obtain a formed honeycomb body, wherein there is added in a predetermined amount, to a raw material for forming a honeycomb body structure, a powdery material obtained by crushing, into the maximum particle diameter of 50 mm or smaller, a crushed green body having substantially the same composition as the compounded mixture for forming a green body, and the resulting mixture is mixed thoroughly by a mixer to obtain a compounded mixture for forming a green body.
- a raw material for forming a honeycomb body structure containing at least a ceramic raw material powder, a binder and water is mixed by a mixer to obtain a compounded mixture for forming a green body.
- the ceramic raw material powder is a substance which can become aggregate particles [a main component of honeycomb structure (a sintered material)], and includes a ceramic powder which becomes aggregate particles per se and a powdery substance like a raw material for cordierite described later, which, when fired, turns to a ceramic and becomes aggregate particles.
- a ceramic raw material powder in the present invention there can be used, for example, a conventional known ceramic such as alumina, mullite, silicon nitride, silicon carbide or the like; however, there can be especially suitably used a raw material for cordierite [a material obtained by mixing talc, kaolin, alumina, etc. so as to give, after firing, a theoretical composition of cordierite, i.e.
- a virgin raw material powder can be used, of course. However, it may contain a regenerated raw material powder obtained by drying and grinding a green body having substantially the same composition as a compounded mixture for forming a green body to be obtained.
- the regenerated raw material powder there may be used one obtained by drying and grinding a separately produced green body having substantially the same composition as a compounded mixture for forming a green body to be obtained; however, there can be suitably used one obtained by grinding a rejected product of dried formed material by a granulator (e.g. a gear crusher) or further by a pulverizer for making particle diameters even smaller.
- a granulator e.g. a gear crusher
- a pulverizer for making particle diameters even smaller.
- the ceramic raw material powder contains, as mentioned above, a virgin raw material powder and a regenerated raw material powder
- the mass ratio therebetween is preferably about 60:40 to 99:1 in order to prevent an increase in thermal expansion coefficient and generation of cracks in firing.
- a binder is an additive for securing the shape retainability of formed material before firing.
- the binder there is generally used an organic high-molecular compound such as hydroxypropyl methyl cellulose, methyl cellulose, hydroxyethyl cellulose, carboxy methyl cellulose, polyvinyl alcohol or the like.
- the amount of the binder added varies depending upon the kind, etc. of the binder, but it is generally about 2 to 10 parts by mass, preferably 3 to 7 parts by mass relative to 100 parts by mass of the ceramic raw material powder when there is used the above-mentioned organic high-molecular compound.
- Water is added as a dispersing medium for converting the ceramic raw material powder into a compounded mixture for forming a green body having an appropriate viscosity. It is added in an amount of generally about 10 to 40 parts by mass, preferably 25 to 35 parts by mass relative to 100 parts by mass of the ceramic raw material powder.
- the "raw material for forming a honeycomb body structure" referred to in the production process of the present invention contains at least a ceramic raw material powder, a binder and water. It may contain, as necessary, additives such as pore forming agent, dispersant and the like.
- a pore forming agent is an additive for forming pores by disappearance in firing of formed material to produce a porous honeycomb structure of high porosity.
- the pore forming agent there can be suitably used, for example, an organic substance such as graphite, wheat flour, starch, phenolic resin, poly(methyl methacrylate), polyethylene, poly(ethylene terephthalate), micro-capsule made of foamed plastic (e.g. acrylic resin-based micro-capsule) or the like.
- a dispersant is an additive for promoting the dispersion of ceramic raw material powder in water.
- the dispersant there can be suitably used, for example, ethylene glycol, dextrin, fatty acid soap or polyalcohol.
- the raw material for forming a honeycomb body structure is mixed by a mixer and made into a compounded mixture for forming a green body.
- a mixer there is no particular restriction as long as it can mix the raw material for forming a honeycomb body structure.
- a mixer provided with a hoe rotating at a low speed and a chopper having a cross shaped blade rotating at a high speed.
- the raw material for forming a honeycomb body structure fed is stirred by the hoe rotating at a low speed and is made fine by the chopper rotating at a high speed; as a result, a compounded mixture for forming a green body having appropriate particle diameters can be obtained very easily.
- a crushed green body in an amount of 30 parts by mass or less in the form of powder having a predetermined particle size relative to 100 parts by mass of the ceramic raw material powder.
- the "crushed green body” referred to in the production process of the present invention is a substance obtained by crushing a green body which has substantially the same composition as the compounded mixture for forming a green body obtained by mixing the raw material for forming a honeycomb body structure by a mixer and which is obtained by kneading the compounded mixture for forming a green body, into the maximum particle diameter of 50 mm or smaller, preferably 10 mm or smaller.
- the crushed green body there may be used a substance obtained by kneading a fresh compounded mixture for forming a green body and crushing the kneaded material; however, there can be suitably used a substance obtained by crushing a rejected product of undried formed material into the maximum particle diameter of 50 mm or smaller, preferably 10 mm or smaller using an appropriate crusher. Plural green bodies may be crushed for this purpose.
- substantially the same composition in the present specification means that the amounts of the materials used for forming the crushed green body are the same amounts for a fresh compounded mixture for forming a green body to be used for forming a green honeycomb body at the time when the fresh compounded mixture used for forming the crushed green body was prepared.
- a crusher comprising a cylindrical screen made of a perforated plate having holes of given diameter and multi-layered, cross shaped single-edged knives capable of rotating at a high speed, provided in the cylindrical screen.
- a fed green body is gradually crushed by rotating single-edged knives, and only the portion of crushed green body having sizes capable of passing through the holes of the screen is discharged out of the screen by a centrifugal force; thereby, only the portion of crushed green body having a desired maximum particle diameter can be obtained very easily.
- the maximum particle diameter of the crushed green body is specified at 50 mm or smaller in order to prevent, in adding a green body to an ordinary raw material for forming a honeycomb body structure in the form of dried powder, change of the green body into lumps of about fist size and, in the formed material obtained, generation of defects such as voids, bending, cell deformation and the like.
- An acceleration in such prevention effect becomes larger when the maximum particle diameter of the crushed green body in the powdery form is made 10 mm or smaller.
- the amount of the crushed green body added there is no upper limit from the standpoint of prevention of generation of defects such as voids, bending, cell deformation and the like in the formed material obtained.
- the amount may be, for example, about 100 parts by mass relative to 100 parts by mass of the ceramic raw material powder.
- the amount as set out in claim 1 is 30 parts by mass or less relative to 100 parts by mass of the ceramic raw material powder from the standpoint of prevention of generation of property deterioration, for example, reduction in the heat resistance temperature of a honeycomb structure obtained by drying and firing of a formed honeycomb body produced.
- the amount is more preferably 10 parts by mass or more from the standpoint of reuse of a rejected product of undried formed material.
- the method for adding the crushed green body there is no particular restriction as to the method for adding the crushed green body.
- the mixing time after addition of the crushed green body is preferred to be 2 to 5 minutes.
- a mixing time of more than 5 minutes is not preferred because the compounded mixture for forming a green body obtained becomes to have low fluidity.
- the compounded mixture for forming a green body produced as above it is unnecessary to knead the compounded mixture by a kneader and feed the kneaded compounded mixture into a batch type extruder, as done conventionally.
- the compounded mixture for forming a green body can be fed per se into a continuous extruder. Therefore, the operation is simple and the production equipment used can be simple as well.
- the compounded mixture for forming a green body produced as above is kneaded and extruded into a honeycomb shape by a continuous extruder to obtain a formed honeycomb body.
- the "honeycomb shape" referred to in the production process of the present invention means, as described previously, a shape having a plurality of cells (through which a fluid passes) divided by partition walls (see Fig. 1 ).
- the whole shape of the formed honeycomb body there is no particular restriction as long as the formed honeycomb body has the above shape.
- the whole shape there can be mentioned, for example, a cylinder, a quadrangular prism, and a triangular prism.
- the cell shape the shape of the cell section normal to the direction of cell formation of the formed honeycomb body.
- the cell shape there can be mentioned, for example, a tetragonal cell, a hexagonal cell and a triangular cell.
- a continuous extruder which can conduct kneading and forming simultaneously.
- a single-screw or multi-screw kneading extruder is preferably used.
- a twin-screw kneading extruder or the like can be used suitably.
- the formed honeycomb body obtained by the above-mentioned production process of the present invention is dried by a conventional known drying method such as hot air drying, microwave drying, dielectric drying, reduced pressure drying, vacuum drying, freeze-drying or the like and fired in a batch type kiln or a continuous kiln such as tunnel kiln or the like, whereby can be obtained a honeycomb structure.
- a conventional known drying method such as hot air drying, microwave drying, dielectric drying, reduced pressure drying, vacuum drying, freeze-drying or the like and fired in a batch type kiln or a continuous kiln such as tunnel kiln or the like, whereby can be obtained a honeycomb structure.
- the production process of the present invention has, in addition to the above-mentioned merits, a merit that the honeycomb structure obtained finally can have a high density. That is, by drying and firing the formed honeycomb body obtained by the production process of the present invention, there can be obtained a honeycomb structure having such a high density unachievable with conventional production processes.
- honeycomb structure made of a sintered cordierite material conventional processes could produce only a honeycomb structure having a specific total volume shared by distributed pores (which is a yardstick of density) of about 0.150 cc/g, while the present production process can produce a honeycomb structure having a specific total volume shared by distributed pores of 0.140 cc/g or less and 0.135 cc/g on an average.
- a honeycomb structure having such a high density is preferred for the excellent erosion resistance when used as a diesel particulate filter or as a carrier for catalyst for purification of automobile exhaust gas.
- the "specific total volume shared by distributed pores (cc/g)" referred to in the present specification is a yardstick for the evaluation of a density using mercury porosity, and can be measured as follows. First, part of the honeycomb structure to be evaluated is cut out as a sample; mercury is forced into the sample; the total volume (cc) of the mercury forced into the pores of the sample is measured; and the volume is divided by the mass (g) of the sample to calculate the specific total volume shared by distributed pores of the honeycomb structure.
- the production process of the present invention further has a merit that the honeycomb structure obtained finally can have a high density without changing the thermal expansion coefficient. That is, the production process of the present invention can produce a honeycomb structure of high density which retains cordierite properties of small thermal expansion coefficient and superior thermal shock resistance.
- honeycomb structure made of a sintered cordierite material
- a honeycomb structure which has a specific total volume shared by distributed pores of 0.140 cc/g or less and 0.135 cc/g on an average while maintaining a thermal expansion coefficient of 0.2 to 0.35 x 10 -5 /°C (this is about the same level as obtained according to conventional production processes).
- thermal expansion coefficient /°C means a so-called linear thermal expansion coefficient and is measured according to the method described in JIS R 1618.
- the production process of the present invention further can prevent cell deformation effectively, as mentioned previously.
- This action is especially striking when there is produced a formed honeycomb body having a very thin partition wall. That is, in conventional production processes, it has been almost impossible to produce a formed honeycomb body having a small partition wall thickness of 60 ⁇ m or less, with little cell deformation.
- the cell deformation of formed honeycomb body can be examined numerically using an image processing technique.
- the ceramic raw material powder there was used one obtained by mixing, at a 60:40 mass ratio, a raw material for cordierite (a new raw material powder) and a regenerated raw material powder (a powder obtained by grinding a rejected product of dried formed material having substantially the same composition as the raw material powder, into an average particle diameter of about 100 ⁇ m or smaller).
- a raw material for cordierite a new raw material powder
- a regenerated raw material powder a powder obtained by grinding a rejected product of dried formed material having substantially the same composition as the raw material powder, into an average particle diameter of about 100 ⁇ m or smaller.
- the binder methyl cellulose was used.
- crushed green body there was used one obtained by crushing a rejected product of undried formed material having substantially the same composition as the compounded mixture for forming a green body used, into the maximum particle diameter of 10 mm or smaller, using a crusher comprising a cylindrical screen made of a perforated plate having holes of given diameter and multi-layered, cross shaped single-edged knives capable of rotating at a high speed, provided in the cylindrical screen.
- the mixer there was used a mixer having a hoe rotating at a low speed and a chopper provided with a cross shaped blade rotating at a high speed.
- a twin-screw kneading extruder was used as the continuous extruder.
- the particle size distribution was determined by passing the compounded mixture for forming a green body through sieves having an opening of 1 mm, 2 mm, 5 mm or 10 mm in this order, then measuring the masses of the compounded mixture for forming a green body portions obtained, and calculating the mass % of each portion.
- the compounded mixture for forming a green body containing a crushed green body, of Example 1 showed about the same particle size distribution as the compounded mixture for forming a green body using a dried powder alone and containing no crushed green body, of Comparative Example 1, and contained no particle of 10 mm or more in diameter. That is, the green body added did not become lumps of about fist size, and generation of defects such as voids, bending, cell deformation and the like in the formed material produced was considered to be preventable. As a result, with the compounded mixture for forming a green body of Example 1, reuse of a green body, for example, a rejected product of undried formed material as a raw material for forming a honeycomb body structure was considered to be possible.
- each of the compounded mixture for forming a green body of Example 1 and Comparative Example 1 was passed through a continuous extruder to produce each 2,000 cylindrical formed honeycomb body having a circular bottom of 110 mm in diameter, a length of 80 mm, a square cell shape of 0.8 mm x 0.8 mm, a partition wall thickness of 50 ⁇ m, a cell density of 900/in. 2 and a total cell number of 13,000.
- Each formed honeycomb body was dried by dielectric drying and hot air drying to obtain a dried formed material. This material is described as dried formed material of Example 1 or Comparative Example 1.
- the ratio of generated defect such as cell deformation (waviness of cells in the cell formation direction or the direction of cell end surface) or cracking formed in the longitudinal direction (surface cracking) and the yield of accepted product, and they are shown in Fig. 2 .
- the ratio of generated defect and the yield were each expressed as a ratio of rejected products or accepted products to total production (2,000).
- Example 1 In the dried formed materials of Example 1, the yield was 99.6% and there was substantially no cell deformation or longitudinal cracking. That is, as compared with the yield (92.1%) of the dried formed materials of Comparative Example 1 using a dried powder alone and containing no crushed green body, the yield of Example 1 increased greatly. From these results, by using the compounded mixture for forming a green body of Example 1, it became possible to reuse a green body such as rejected product of undried formed material as a raw material for forming a honeycomb body structure, and further there were obtained merits of prevention of defects such as cell deformation and longitudinal cracking and a substantial increase in yield.
- Example 1 and Comparative Example 1 Of the dried formed materials of Example 1 and Comparative Example 1 produced as above, accepted products were fired in a tunnel kiln to produce honeycomb structures (these honeycomb structures are described as honeycomb structures of Example 1 and Comparative Example 1). Part of each honeycomb structure was cut out as a sample. Mercury was forced into the sample; the total volume (cc) of the mercury forced into the pores of the sample was measured; and the total volume of mercury was divided by the mass (g) of the sample to calculate the total volume of pores. The results are shown in Fig. 3 .
- the specific total volume shared by distributed pores of the honeycomb structures of Example 1 were in a range of 0.133 to 0.136 cc/g with the average being 0.135 cc/g.
- the specific total volume shared by distributed pores of the honeycomb structures of Comparative Example 1 were in a range of 0.143 to 0.161 cc/g with the average being 0.149 cc/g. It can be said from these results that by using the compounded mixture for forming a green body of Example 1, there could be obtained a honeycomb structure having a high density unobtainable with conventional processes or with the compounded mixture for forming a green body of Comparative Example 1.
- Example 1 Example 1 and Comparative Example 1 were measured for thermal expansion coefficients according to the method described in JIS R 1618. The results are shown in Fig. 4 .
- the thermal expansion coefficients of the honeycomb structures of Example 1 were in a range of 0.26 to 0.31 x 10 -5 /°C with the average being 0.29 x 10 -5 /°C.
- the thermal expansion coefficients of the honeycomb structures of Comparative Example 1 were in a range of 0.24 to 0.31 x 10 -5 /°C with the average being 0.29 x 10 -5 /°C. It can be said from these results that by using the compounded mixture for forming a green body of Example 1, there could be obtained a honeycomb structure having about the same thermal expansion coefficient as the compounded mixture for forming a green body of Comparative Example 1 and further having a high density unobtainable with conventional processes.
- Each of the compounded mixture for forming a green body of Example 2 to 3 and Comparative Example 3 was passed through a continuous extruder to produce cylindrical formed honeycomb body having a circular bottom of 110 mm in diameter, a length of 80 mm, a square cell shape of 0.8 mm x 0.8 mm, a partition wall thickness of 50 ⁇ m , a cell density of 900/in. 2 and a total cell number of 13,000.
- Each formed honeycomb body was dried by dielectric drying and hot air drying and fired in a tunnel kiln to produce honeycomb structures. (These honeycomb structures are described as honeycomb structures of Example 2 to 3 and Comparative Example 3).
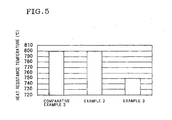
- the honeycomb structure of Example 2 containing 30% by mass of a crushed green body relative to a ceramic raw material powder gave a heat resistance temperature of 800°C which was about the same as the heat resistance temperature of the honeycomb structure of Comparative Example 3 containing no crushed green body and using a dried powder alone.
- the honeycomb structure of Example 3 containing 50% by mass of a crushed green body relative to a ceramic raw material powder gave a heat resistance temperature of 750°C and showed property deterioration. That is, the amount of the crushed green body added to the ceramic green body was considered to be preferably 30% by mass or less.
- the formed material produced showed no defect such as voids, bending or cell deformation and, in this respect, exhibited similar merits to those of the compounded mixture for forming a green body of Example 2.
- a formed honeycomb body In the process for producing a formed honeycomb body according to the present invention, there is added in a predetermined amount, to an ordinary raw material for forming a honeycomb body structure in the form of a dried powder, a crushed green body obtained by crushing, into a predetermined maximum particle diameter or smaller, a green body having substantially the same composition as a compounded mixture for forming a green body to be obtained, and the resultant mixture is mixed by a mixer to obtain a compounded mixture for forming a green body.
- a mixer to obtain a compounded mixture for forming a green body.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Civil Engineering (AREA)
- Inorganic Chemistry (AREA)
- Environmental & Geological Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Filtering Materials (AREA)
- Catalysts (AREA)
Claims (6)
- Verfahren zur Herstellung eines Wabenformkörpers, umfassend das Vermischen, mittels eines Mischers, eines Rohmaterials zur Ausbildung einer Wabenkörperstruktur, das zumindest ein erstes pulverförmiges Material, das ein Keramikrohmaterialpulver ist, ein Bindemittel und Wasser enthält, um ein compoundiertes Gemisch zur Bildung eines Grünkörpers zu erhalten, sowie das Kneten und Extrudieren des compoundierten Gemischs zur Bildung eines Grünkörpers zu einer Wabenform mittels eines kontinuierlichen Extruders, um einen Wabenformkörper zu erhalten,
worin eine Menge eines zweiten pulverförmigen Materials, das durch Zerkleinern eines ungetrockneten Grünkörpers mit im Wesentlichen derselben Zusammensetzung wie das compoundierte Gemisch zur Bildung eines Grünkörpers auf einen maximalen Teilchendurchmesser von 50 mm oder weniger erhalten wurde, im Rohmaterial zur Ausbildung der Wabenkörperstruktur enthalten ist und das resultierende Gemisch mittels eines Mischers gründlich vermischt wird, um das compoundierte Gemisch zur Bildung des Grünkörpers zu erhalten, worin die Menge des zweiten pulverförmigen Materials, bezogen auf 100 Massenteile des ersten pulverförmigen Materials, 30 Massenteile oder weniger beträgt. - Verfahren nach Anspruch 1, worin das erste pulverförmige Material ein regeneriertes Rohmaterialpulver enthält, das durch Trocknen eines Grünkörpers mit im Wesentlichen derselben Zusammensetzung wie das compoundierte Gemisch zur Bildung eines Grünkörpers und Zerkleinern des getrockneten Grünkörpers erhalten wurde.
- Verfahren nach Anspruch 1 oder 2, worin das erste pulverförmige Material ein reines Rohmaterialpulver enthält.
- Verfahren zur Herstellung eines Wabenformkörpers nach einem der Ansprüche 1 bis 3, worin das Rohmaterial zur Ausbildung einer Wabenkörperstruktur mittels eines Mischers vermischt wird, anschließend das zweite pulverförmige Material aus dem zerkleinerten, ungetrockneten Grünkörper dazu zugesetzt wird und das resultierende Gemisch mittels eines Mischers vermischt wird, um das compoundierte Gemisch zur Bildung des Grünkörpers zu erhalten.
- Verfahren zur Herstellung eines Wabenformkörpers nach einem der Ansprüche 1 bis 4, worin ein Einschnecken- oder Mehrschnecken-Knetextruder als kontinuierlicher Extruder eingesetzt wird.
- Verfahren zur Herstellung eines gebrannten Wabenkörpers, umfassend die Herstellung eines Wabenformkörpers durch ein Verfahren nach einem der Ansprüche 1 bis 5 sowie das Trocknen und anschließende Brennen des Wabenformkörpers.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002360252 | 2002-12-12 | ||
| JP2002360252A JP2004188819A (ja) | 2002-12-12 | 2002-12-12 | ハニカム成形体の製造方法、及びハニカム構造体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1428809A2 EP1428809A2 (de) | 2004-06-16 |
| EP1428809A3 EP1428809A3 (de) | 2005-11-30 |
| EP1428809B1 true EP1428809B1 (de) | 2008-05-07 |
Family
ID=32322112
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20030257738 Expired - Lifetime EP1428809B1 (de) | 2002-12-12 | 2003-12-09 | Verfahren zur Herstellung eines Wabenkörpers |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20040115392A1 (de) |
| EP (1) | EP1428809B1 (de) |
| JP (1) | JP2004188819A (de) |
| CN (1) | CN1269772C (de) |
| DE (1) | DE60320736D1 (de) |
| ZA (1) | ZA200309302B (de) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7132066B2 (en) * | 2003-09-30 | 2006-11-07 | Ngk Insulators, Ltd. | Method for producing honeycomb structure and honeycomb structure |
| US7938877B2 (en) | 2005-11-16 | 2011-05-10 | Geo2 Technologies, Inc. | Low coefficient of thermal expansion materials including modified aluminosilicate fibers and methods of manufacture |
| US7938876B2 (en) | 2005-11-16 | 2011-05-10 | GE02 Technologies, Inc. | Low coefficient of thermal expansion materials including nonstoichiometric cordierite fibers and methods of manufacture |
| US20070111878A1 (en) * | 2005-11-16 | 2007-05-17 | Bilal Zuberi | Extrudable mixture for forming a porous block |
| GB0618482D0 (en) * | 2006-09-20 | 2006-11-01 | Johnson Matthey Plc | Washcoated particulate filter substrate |
| US8974724B2 (en) * | 2006-11-29 | 2015-03-10 | Corning Incorporated | Aluminum titanate batch compositions and method |
| CN101195162B (zh) * | 2006-12-04 | 2010-08-11 | 上海材料研究所 | 一种多孔金属蜂窝结构件的制备方法 |
| US8049878B2 (en) * | 2008-08-22 | 2011-11-01 | Corning Incorporated | Systems and methods for detecting defects in ceramic filter bodies |
| JP5562676B2 (ja) | 2010-02-18 | 2014-07-30 | 日本碍子株式会社 | 炭化珪素ハニカム構造体の製造方法、坏土、及びハニカム成形体 |
| CN102979906A (zh) * | 2012-08-29 | 2013-03-20 | 哈尔滨汽轮机厂有限责任公司 | 用于燃气轮机的蜂窝密封装置的加工方法 |
| JP6595773B2 (ja) * | 2015-02-25 | 2019-10-23 | 日本碍子株式会社 | ハニカム構造体 |
| EP3375582A4 (de) * | 2015-11-13 | 2019-04-03 | Asahi Kasei Kabushiki Kaisha | Verfahren zur herstellung eines keramischen grünkörperformartikels und eines keramischen formartikels |
| JP6711774B2 (ja) * | 2017-03-24 | 2020-06-17 | 日本碍子株式会社 | ハニカム構造体の製造方法 |
| DE102019115266A1 (de) * | 2018-06-27 | 2020-01-02 | Denso Corporation | Wabenstrukturkörper und abgasreinigungsfilter |
| CN117164353B (zh) * | 2023-11-03 | 2024-01-19 | 山东奥福环保科技股份有限公司 | 一种高热震净化VOCs蜂窝陶瓷载体及其制备方法与应用 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3631131A (en) * | 1970-05-04 | 1971-12-28 | Rca Corp | Method of reconstituting unfired cast alumina scrap |
| JPS541933Y2 (de) * | 1975-07-07 | 1979-01-27 | ||
| JPS55152011A (en) * | 1979-05-15 | 1980-11-27 | Tanto Kk | Method of molding wet pottery raw material |
| US4486934A (en) * | 1982-01-11 | 1984-12-11 | General Motors Corporation | Monolith extrusion die construction method |
| US4978410A (en) * | 1985-02-25 | 1990-12-18 | University Of Florida | Method for joining of prefired or fired ceramics using sol gels |
| US4851376A (en) * | 1986-03-08 | 1989-07-25 | Ngk Insulators, Ltd. | Cordierite ceramic body having low thermal expansion coefficient, process for producing the same, and method of evaluating cordierite composition |
| JPS62207758A (ja) * | 1986-03-08 | 1987-09-12 | 日本碍子株式会社 | コージェライト・セラミック体の製造法 |
| JPH0536493Y2 (de) * | 1989-11-24 | 1993-09-16 | ||
| KR960007970B1 (ko) * | 1992-03-09 | 1996-06-17 | 나까무라 유이찌 | 배기가스정화용 촉매변환기 제조방법 |
| US5412014A (en) * | 1992-06-29 | 1995-05-02 | Dow Corning Corporation | Fire retardant resin compositions |
| US5314650A (en) * | 1993-02-23 | 1994-05-24 | Corning Incorporated | Method for extruding honeycombs |
| US5552351A (en) * | 1993-11-29 | 1996-09-03 | Wisconsin Alumni Research Foundation | Ceramic membranes having macroscopic channels |
| JP3834842B2 (ja) * | 1994-08-25 | 2006-10-18 | 株式会社デンソー | コーディエライトセラミック体の製造方法 |
| KR0146503B1 (ko) * | 1995-07-31 | 1998-08-17 | 강박광 | 다기능 입상 복합 분자체 조성물의 제조방법 |
| JPH09194753A (ja) * | 1996-01-04 | 1997-07-29 | Dow Corning Corp | 硬化性液体シリコーンゴム組成物を作成するための流動性粉末基剤の製造方法 |
| US5900051A (en) * | 1997-05-20 | 1999-05-04 | Solomon Grind-Chem Service, Inc. | Compositions and method for conditioning mineral oxide pigment |
| US6218325B1 (en) * | 1997-08-11 | 2001-04-17 | Honda Giken Kogyo Kabushiki Kaisha | Fiber-reinforced ceramic green body and sindered ceramic article obtained therefrom |
| JP4518671B2 (ja) * | 1998-06-12 | 2010-08-04 | ビーエーエスエフ ソシエタス・ヨーロピア | アルカリ金属アルコキシドの製造方法 |
| US6146560A (en) * | 1999-01-22 | 2000-11-14 | Behi; Mohammad | Process for forming an article from recycled ceramic molding compound |
| JP3340689B2 (ja) * | 1999-02-03 | 2002-11-05 | 日本碍子株式会社 | コージェライト質セラミックハニカム構造体の製造方法 |
| JP4441059B2 (ja) * | 1999-04-28 | 2010-03-31 | 日本碍子株式会社 | ハニカム成形体及びその製造方法 |
| US6680101B1 (en) * | 1999-04-28 | 2004-01-20 | Ngk Insulators, Ltd. | Molded honeycomb material and process for production thereof |
| JP2002036217A (ja) * | 2000-07-28 | 2002-02-05 | Ngk Insulators Ltd | ハニカム成形体及びその製造方法 |
| JP4610716B2 (ja) * | 2000-11-06 | 2011-01-12 | 日本碍子株式会社 | ハニカムフィルタ及びその製造方法 |
| JP4459476B2 (ja) * | 2001-05-01 | 2010-04-28 | 日本碍子株式会社 | 多孔質ハニカム構造体及びその製造方法 |
| US6764743B2 (en) * | 2001-05-01 | 2004-07-20 | Ngk Insulators, Ltd. | Porous honeycomb structure and process for production thereof |
| JP2003034582A (ja) * | 2001-07-23 | 2003-02-07 | Taiyo Yuden Co Ltd | 再生セラミックスラリー及びその製造方法と、再生セラミック粉末及びその製造方法と、セラミック電子部品及びその製造方法 |
| US7132066B2 (en) * | 2003-09-30 | 2006-11-07 | Ngk Insulators, Ltd. | Method for producing honeycomb structure and honeycomb structure |
-
2002
- 2002-12-12 JP JP2002360252A patent/JP2004188819A/ja active Pending
-
2003
- 2003-11-21 US US10/717,502 patent/US20040115392A1/en not_active Abandoned
- 2003-11-28 ZA ZA200309302A patent/ZA200309302B/xx unknown
- 2003-12-09 DE DE60320736T patent/DE60320736D1/de not_active Expired - Lifetime
- 2003-12-09 EP EP20030257738 patent/EP1428809B1/de not_active Expired - Lifetime
- 2003-12-12 CN CNB200310120284XA patent/CN1269772C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1428809A2 (de) | 2004-06-16 |
| JP2004188819A (ja) | 2004-07-08 |
| DE60320736D1 (de) | 2008-06-19 |
| ZA200309302B (en) | 2004-07-27 |
| CN1506334A (zh) | 2004-06-23 |
| EP1428809A3 (de) | 2005-11-30 |
| CN1269772C (zh) | 2006-08-16 |
| US20040115392A1 (en) | 2004-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1428809B1 (de) | Verfahren zur Herstellung eines Wabenkörpers | |
| EP1452512B1 (de) | Verfahren zur herstellung eines porösen keramikgegenstands | |
| EP1798209B1 (de) | Verfahren zur herstellung einer auf cordierit basierenden wabenstruktur | |
| EP1698388B1 (de) | Verfahren zur herstellung eines wabenkonstruktionskörpers | |
| US11591265B2 (en) | Batch compositions comprising pre-reacted inorganic particles and methods of manufacture of green bodies therefrom | |
| EP1555254B1 (de) | Verfahren zur herstellung von poröser wabenstruktur und wabenkörper | |
| EP1591428B1 (de) | Verfahren zum brennen einer keramikwabenstruktur | |
| US7524450B2 (en) | Method for manufacturing silicon carbide based honeycomb structure and silicon carbide based honeycomb structure | |
| KR20000017088A (ko) | 코디어라이트를 갖는 기질제조용 가소성 혼합물과 압출성형성혼합물, 및 그린기질의 제조방법 | |
| US10677702B2 (en) | Method of predicting formed body density and method of manufacturing ceramic fired body | |
| US11505503B2 (en) | Ceramic honeycomb bodies and manufacture | |
| EP1555253B1 (de) | Verfahren zur herstellung von poröser wabenstruktur und wabenkörper | |
| KR20060017739A (ko) | 허니컴 구조체의 제조 방법 및 허니컴 구조체 제조용 탄화규소 입자 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7C 04B 38/00 A Ipc: 7C 04B 35/195 B |
|
| 17P | Request for examination filed |
Effective date: 20060322 |
|
| AKX | Designation fees paid |
Designated state(s): BE DE |
|
| 17Q | First examination report despatched |
Effective date: 20060713 |
|
| 17Q | First examination report despatched |
Effective date: 20060713 |
|
| 17Q | First examination report despatched |
Effective date: 20060713 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: PROCESS FOR PRODUCTION OF FORMED HONEYCOMB BODY |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE |
|
| REF | Corresponds to: |
Ref document number: 60320736 Country of ref document: DE Date of ref document: 20080619 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080507 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20090210 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20221102 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60320736 Country of ref document: DE |