EP1405735A1 - Verfahren zur herstellung einer reliefoberfläche und vorrichtung zur durchführung des verfahrens - Google Patents
Verfahren zur herstellung einer reliefoberfläche und vorrichtung zur durchführung des verfahrens Download PDFInfo
- Publication number
- EP1405735A1 EP1405735A1 EP02756023A EP02756023A EP1405735A1 EP 1405735 A1 EP1405735 A1 EP 1405735A1 EP 02756023 A EP02756023 A EP 02756023A EP 02756023 A EP02756023 A EP 02756023A EP 1405735 A1 EP1405735 A1 EP 1405735A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- coupled
- drive
- frame
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B3/00—Artist's machines or apparatus equipped with tools or work holders moving or able to be controlled substantially two- dimensionally for carving, engraving, or guilloching shallow ornamenting or markings
- B44B3/02—Artist's machines or apparatus equipped with tools or work holders moving or able to be controlled substantially two- dimensionally for carving, engraving, or guilloching shallow ornamenting or markings wherein plane surfaces are worked
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5104—Type of machine
- Y10T29/5109—Lathe
- Y10T29/5114—Lathe and tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
- Y10T409/303808—Process including infeeding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/306776—Axially
- Y10T409/307168—Plural cutters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/307672—Angularly adjustable cutter head
Definitions
- the invention relates to decoration, to a method for decorating products and especially for the creation of relief images.
- a known method for producing a relief image area sees one Longitudinal feed of the workpiece and the machining of its surface with one Drive cutting element with its simultaneous displacement according to one given program in two related to the surface of the workpiece directions perpendicular to each other.
- the disadvantage of the known method and the known device for The production of the relief image surface consists in the insufficient quality of the manufactured reliefs.
- the problem underlying the invention is to increase the quality of the Relief image area in the production of an unlimited number of drawings and Inspect.
- the method according to the invention is that simultaneously with the Shifting the drive cutting element in two at right angles to each other standing directions displacement of this organ in horizontal and vertical planes on tracks of different curves and under swinging and arched movements with many degrees of freedom in constantly active, balanced state in relation to the vertical axis and Horizontal axis is running.
- the device according to the invention is characterized by the features of claim 2 characterized.
- the cutting part of the profile knife provides the shape of the workpiece edge a continuously coupled linearity section, against each other directed bracket sections and a linearity section with the in Longitude reduced width or continuously coupled Temple sections and a linearity section with a reduced in the longitudinal direction Wide or continuously coupled step linearity sections or in Linearity sections arranged symmetrically with respect to the longitudinal axis Exchange recesses.
- the cutting part of the one-piece profile knife contains that on the knife roller are installed on one side linearity and tooth sections and on the on the opposite side longitudinally coupled bracket, Linearity and tooth sections, or coupled on one side, sinusoidal sections and on the opposite side with each other coupled linearity and bracket sections.
- the cutting part of the set profile knife that is on the knife roller installed a section arched with an attachment in the flat surface or a shifted, arched section or a triangular section Teeth on the top or an arched section with a bevel or contains a sinusoidal section with a hollow and linearity section.
- Wood, stone and metal are also used as the workpiece material.
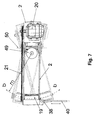
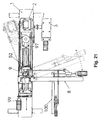
- a device for producing a relief surface contains one on one fixed frame 1 erected and programmable, movable Drive frame 2, a drive 3 of a feed mechanism of workpieces 4 and a drive tool 6 set up on a displaceable frame 5 Knives 7.
- This device has a set up on the fixed frame 1, horizontal standing member 8 and a vertical standing member 9 and a Programmable gear 10 for setting the width of a workpiece 4 with a drive 11 for adjusting the position of this workpiece, a gear 12 for Formation of the shape of the edge of the workpiece 4 with a drive 13 for adjustment the position of the workpiece 4, pressing devices 14, a cushioned, adjustable chain transmission 15, the kinematic with transmissions 16 from Feed spring rollers for the promotion of the tool 4 is coupled, one on the horizontal frame 8 working equipment 17 for horizontal Displacement of the movable frame 2 on the vertical stand member 9 and a working means 18 for the vertical displacement of the movable frame 2 (Fig. 1) on.
- a tool 6 is placed on the free end of the sliding frame 2 and represents a knife roller 19, which by means of an electric motor 20 for example, a belt transmission 21 is coupled or either one Drive milling cutter 22 or a laser (not shown).
- a gear 10 for adjusting the width of the workpiece 4 contains the one Electric motor 23 coupled knife holder 24 for plan knife 25, with the Ensuring the possibility of setting and securing the position is set up.
- the gear 12 for forming the shape of the edge of the workpiece 4 includes one an electric motor 26 coupled holder 27 for profile knife 28, with the Ensuring the possibility of setting and securing the position is.
- the pressing devices 14 are arranged before and after the tool 6 and contain spring rollers 29 which are mounted so that they have the possibility of Self-adjustment when moving the workpieces 4 of different thickness to ensure.
- the tool feed spring roller gear 16 for shifting the Workpiece 4 contain a (springs 30) spring-loaded with constant force lower carrier 31 and upper carrier 32, support rollers 33 with wheels 34 of the Chain transmission 15 and with a drive roller 35 arranged on them accordingly and a pressure roller 36, which ensures the possibility of stable Pressure on the surfaces of the workpieces 4 of different thicknesses are.
- the lower carrier 31 are designed such that they have the possibility of Ensure adjustment and position fixing, based on the upper beams 32.
- the working means 17 for the horizontal displacement of the movable frame 2 includes an articulated pair of screws coupled to a motor 37 39 with a rod 40, which is articulated (joint 41) on the free end of an element 42 to act on the movable frame 2 in the horizontal plane.
- the movable frame 2 mounted on the immovable frame 1 has one vertical axis 49 and a horizontal axis 50, with which it is possible the tool 6 on and on the horizontal and vertical planes in the Moving careers from different curves. It refers to Movements with different degrees of freedom, so the state of the frame 2 active with respect to the vertical and horizontal axes 49 and 50, respectively can be balanced and balanced.
- the drive 3 of the feed gear of the workpiece 4 is designed such that a tool feed speed setting for applying a unlimited number of patterns can be ensured.
- the workpieces 4 either have an elliptical (51), round (52), hexagonal (53), square (54), octagonal (55) or rectangular (56) Cross-sectional shape.
- the workpieces 4 are flat (57) or disc-shaped (58).
- the cutting part of the profile knife 28 to form the edge shape of the workpiece 4 provides, for example, a continuously coupled linearity section 59, mutually directed bracket sections 60 and a linearity section 61 of the reduced width in the longitudinal direction, continuously coupled with each other Bracket sections 62 and a linearity section 63 with in the longitudinal direction reduced width, steplessly coupled step linearity sections 64 or linearity sections 65 arranged symmetrically with respect to the longitudinal axis with interchangeable recesses 66.
- the cutting part of the one-piece profile knife 28, which on the knife roller 19th installed, for example contains a linearity section on one side 67 and a tooth section 68 and on the opposite side with each other in Longitudinally coupled bracket (69), linearity (70) and tooth sections 71 or for example, sinusoidal sections coupled on one side 72 and a coupled one on the opposite side Linearity section 73 and a bracket section 74.
- the cutting part of the set profile knife 28 installed on the cutter block 19 are, for example, with an attachment 76 arched in the plane surface Section 75, a shifted, arched section 78, a triangular Section 79 with teeth 80 on the tip, a curved section 81 with a Bevel 82 or a sinusoidal section 83 with a hollow section 84 and a linearity section 85.
- Wood, stone and metal are used as the material for the workpiece 4.
- the device includes a nut 86, screws 87, nuts 88, 89, washers 90, Screws 91, an anchor bracket 92, screws 93, springs 94 of the chain gear 15th
- the workpiece 4 to be machined is driven by the drive 3 of the feed gear and the feed roller gear 16 in the working space of the feed tool 6 fed.
- the feed motor on the tool 6 rotates the knife roller 19 or the milling cutter by means of the belt gear 21 or it switches on the laser head.
- the knife roller 19 rotates at high angular speed (a few thousand Revolutions per minute).
- the drive of the workpiece feed 3 is controlled on the speed of the feed of the workpiece 4 acts.
- the invention thus increases the quality of the relief surface in the production of a unlimited number of drawings and samples.
- the invention can be used to generate relief images.
Landscapes
- Milling, Drilling, And Turning Of Wood (AREA)
- Nitrogen And Oxygen Or Sulfur-Condensed Heterocyclic Ring Systems (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Abstract
Das Verfahren gemäß der Erfindung zur Herstellung einer Reliefoberfläche besteht darin, dass ein Werkstück längslaufend zugeführt wird und dessen Oberfläche mit einem Antriebswerkzeug bei der Verschiebung des Werkstücks gemäß einem vorgegebenen Programm in zwei aufeinander rechtwinklig stehenden Richtungen in Bezug auf die Werkstückoberfläche bearbeitet wird. Dieses Antriebswerkzeug wird längs einer waagerechten Ebene und einer senkrechten Ebene gleichzeitig mit der Bewegung des Werkstücks in den entsprechenden aufeinander rechtwinklig stehenden Richtungen bewegt. Die Vorrichtung gemäß der Erfindung zur Herstellung einer Reliefoberfläche umfasst einen verschiebbaren und programmierbaren Antriebsrahmen (2), der auf einem feststehenden Gestell (1) befestigt ist, ein waagerechtes Standglied (8) und ein senkrechtes Standglied (9), die beide auf dem Gestell (1) angeordnet sind, sowie ein programmierbares Getriebe (10) zur Einstellung der Breite des Werkstücks (4), wobei dieses Getriebe mit einem Antrieb (11) zur Einstellung der Werkstücklage versehen ist. <IMAGE>
Description
Die Erfindung bezieht sich auf das Dekorationswesen, und zwar auf ein Verfahren
zur Verzierung von Produkten und insbesondere auf die Reliefbildherstellung.
Ein bekanntes Verfahren zur Herstellung einer Reliefbildfläche sieht einen
Längsvorschub des Werkstücks und die Bearbeitung seiner Fläche mit einem
Antriebsschneidorgan bei dessen gleichzeitiger Verschiebung gemäß einem
vorgegebenen Programm in zwei auf die Fläche des Werkstückes bezogenen
aufeinander rechtwinklig stehenden Richtungen vor.
Beim Bekannten ist auch eine Vorrichtung zur Herstellung der Relieffbildfläche
beschrieben worden, die einen auf dem feststehenden Gestell aufgestellten und
programmierbar verschiebbaren Antriebsrahmen, einen Werkstückvorschubgetriebeantrieb,
ein auf dem verschiebbaren Rahmen aufgestelltes Antriebswerkzeug
mit Messern aufweist (RF-Patent Nr. 2094238, 27.10.1997 ― Vergleichstyp und
Prototyp).
Der Nachteil des bekannten Verfahrens und der bekannten Vorrichtung zur
Herstellung der Reliefbildfläche besteht in der ungenügenden Qualität des
hergestellten Reliefs.
Das der Erfindung zugrunde liegende Problem ist die Erhöhung der Qualität der
Reliefbildfläche bei der Herstellung einer unbegrenzten Anzahl von Zeichnungen und
Mustern.
Das Verfahren gemäß der Erfindung besteht darin, dass gleichzeitig mit der
Verschiebung des Antriebsschneidorgans in zwei aufeinander rechtwinklig
stehenden Richtungen Verschiebung dieses Organs in waagerechten und
senkrechten Ebenen auf Bahnen von verschiedenen Kurven und unter
schwingenden und bogenförmigen Bewegungen mit vielen Freiheitsgraden im
ständig aktivem, ausgewuchteten Zustand in Bezug auf die Vertikalachse und
Horizontalachse ausgeführt wird.
Die Vorrichtung gemäß der Erfindung ist durch die Merkmale des Anspruchs 2
gekennzeichnet.
Gemäß einer zweckmäßigen, weiteren Ausbildung der Erfindung haben die
Werkstücke entweder eine ellipsenähnliche, runde, sechseckige, quadratförmige,
achteckige oder rechteckige Querschnittform.
Gemäß einer zweckmäßigen, weiteren Ausbildung der Erfindung sind die
Werkstücke flach oder scheibenförmig ausgeführt.
Dabei stellt der spanende Teil der Profilmesser zur Bildung der Werkstückskantenform
einen stufenlos miteinander gekoppelten Linearitätsabschnitt, gegeneinander
gerichtete Bügelabschnitte und einen Linearitätsabschnitt mit der in
Längsrichtung reduzierten Breite oder stufenlos miteinander gekoppelte
Bügelabschnitte und einen Linearitätsabschnitt mit einer in Längsrichtung reduzierten
Breite oder stufenlos miteinander gekoppelte Stufenlinearitätsabschnitte oder in
Bezug auf die Längsachse symmetrisch angeordnete Linearitätsabschnitte mit
Wechselaussparungen dar.
Dabei enthält der spanende Teil der Einstückprofilmesser, die auf der Messerwalze
installiert sind, auf der einen Seite Linearitäts- und Zahnabschnitte und auf der
gegenüberliegenden Seite miteinander in Längsrichtung gekoppelte Bügel-,
Linearitäts- und Zahnabschnitte, oder auf der einen Seite miteinander gekoppelte,
sinusförmige Abschnitte und auf der gegenüberliegenden Seite miteinander
gekoppelte Linearitäts- und Bügelabschnitte.
Es genügt, dass der spanende Teil der Satzprofilmesser, die auf der Messerwalze
installiert sind, einen mit einem Vorsatz in der Planfläche gewölbten Abschnitt oder
einen verschobenen, gewölbten Abschnitt oder einen dreieckigen Abschnitt mit
Zähnen auf der Spitze oder einen gewölbten Abschnitt mit einer Abschrägung oder
einen sinusförmigen Abschnitt mit einem Hohl- und Linearitätsabschnitt enthält.
Außerdem sind als Werkstücksmaterial Holz, Stein und Metall verwendet.
Die Erfindung wird im Folgenden anhand von konkreten Ausführungsbeispielen und
den beigefügten Zeichnungen näher erläutert; es zeigen:
Eine Vorrichtung zur Herstellung einer Reliefoberfläche enthält einen auf einem
feststehenden Gestell 1 aufgestellten und programmierbaren, verschiebbaren
Antriebsrahmen 2, einen Antrieb 3 eines Vorschubgetriebes von Werkstücken 4 und
ein auf einem verschiebbaren Rahmen 5 aufgestelltes Antriebswerkzeug 6 mit
Messern 7.
Diese Vorrichtung weist ein auf dem feststehenden Gestell 1 aufgestelltes,
waagerechtes Standglied 8 und ein senkrechtes Standglied 9 sowie ein
programmierbares Getriebe 10 zur Einstellung der Breite eines Werkstücks 4 mit
einem Antrieb 11 zur Einstellung der Lage dieses Werkstücks, ein Getriebe 12 zur
Bildung der Form der Kante des Werkstücks 4 mit einem Antrieb 13 zur Einstellung
der Lage des Werkstücks 4, Andrückvorrichtungen 14, ein abgefedertes,
einstellbares Kettengetriebe 15, das kinematisch mit Getrieben 16 von
Vorschubfederrollen für die Förderung des Werkzeugs 4 gekoppelt ist, ein auf dem
waagerechten Gestell 8 aufgestelltes Arbeitsmittel 17 zur waagerechten
Verschiebung des beweglichen Rahmens 2 auf dem senkrechten Standglied 9 und
ein Arbeitsmittel 18 zur senkrechten Verschiebung des beweglichen Rahmens 2 (Fig.
1) auf.
Ein Werkzeug 6 ist auf dem freien Ende des verschiebbaren Gestells 2 aufgestellt
und stellt eine Messerwalze 19 dar, die mit einem Elektromotor 20 mittels
beispielsweise eines Riemengetriebes 21 gekoppelt ist oder stellt entweder einen
Antriebsfräser 22 oder einen Laser (nicht dargestellt) dar.
Ein Getriebe 10 zur Einstellung der Breite des Werkstücks 4 enthält den mit einem
Elektromotor 23 gekoppelten Messerhalter 24 für Planmesser 25, der mit der
Sicherstellung der Möglichkeit der Einstellung und Lagebefestigung aufgestellt ist.
Das Getriebe 12 zur Bildung der Form der Kante des Werkstücks 4 enthält einen mit
einem Elektromotor 26 gekoppelten Halter 27 für Profilmesser 28, der mit der
Sicherstellung der Möglichkeit der Einstellung und der Lagebefestigung aufgestellt
ist. Die Andrückvorrichtungen 14 sind vor und nach dem Werkzeug 6 angeordnet und
enthalten Federrollen 29, die so montiert sind, dass sie die Möglichkeit der
Selbsteinstellung bei der Verschiebung der Werkstücke 4 von verschiedener Stärke
sicherstellen. Die Werkzeugvorschubfederrollengetriebe 16 zur Verschiebung des
Werkstücks 4 enthalten einen mit gleichbleibender Kraft abgefederten (Federn 30)
unteren Träger 31 und oberen Träger 32, Tragwalzen 33 mit Rädern 34 des
Kettengetriebes 15 und mit einer an ihnen entsprechend angeordneten Treibrolle 35
und einer Andrückrolle 36, die zur Sicherstellung der Möglichkeit des stabilen
Andrucks an die Oberflächen der Werkstücke 4 von verschiedener Stärke angebaut
sind. Die unteren Träger 31 sind derart ausgeführt, dass sie die Möglichkeit der
Einstellung und Lagenbefestigung, bezogen auf die oberen Träger 32, sicherstellen.
Das Arbeitsmittel 17 zur waagerechten Verschiebung des beweglichen Rahmens 2
enthält ein mit einem Motor 37 gekoppeltes, gelenkiges (Gelenk 38) Schraubenpaar
39 mit einer Stange 40, die gelenkig (Gelenk 41) auf dem freien Ende ein Element 42
zur Einwirkung auf den beweglichen Rahmen 2 in der Horizontalebene trägt. Das
Arbeitsmittel 18 zur senkrechten Verschiebung des beweglichen Rahmens 2 enthält
das mit einem Motor 43 gekoppelte, gelenkige (Gelenk 44) schraubenförmige Paar
45 mit einer Stange 46, die gelenkig (Gelenk 47) auf dem freien Ende ein Element 48
zur Einwirkung auf den beweglichen Rahmen 2 in der Aufrissebene trägt.
Der auf dem unbeweglichen Gestell 1 montierte, bewegliche Rahmen 2 weist eine
senkrechte Achse 49 und eine waagerechte Achse 50 auf, mit denen es möglich ist,
das Werkzeug 6 auf und an den waagerechten und senkrechten Ebenen in den
Laufbahnen von verschiedenen Kurven zu verschieben. Dabei handelt es sich um
Bewegungen mit verschiedenen Freiheitsgraden, so dass der Zustand des Rahmens
2 in Bezug auf die senkrechte und waagerechte Achse 49 bzw. 50 aktiv
ausgewuchtet und ausgeglichen werden kann.
Der Antrieb 3 des Vorschubgetriebes des Werkstücks 4 ist derart ausgeführt, dass
eine Werkzeugvorschubgeschwindigkeitseinstellung zum Aufbringen einer
unbegrenzten Anzahl von Mustern sichergestellt werden kann.
Die Werkstücke 4 haben entweder eine ellipsenähnliche (51), runde (52),
sechseckige (53), quadratförmige (54), achteckige (55) oder rechteckige (56)
Querschnittform.
Die Werkstücke 4 sind flach (57) oder scheibenförmig (58) ausgeführt.
Der spanende Teil der Profilmesser 28 zur Bildung der Kantenform des Werkstücks 4
stellt beispielsweise einen stufenlos miteinander gekoppelten Linearitätsabschnitt 59,
gegeneinander gerichtete Bügelabschnitte 60 und einen Linearitätsabschnitt 61 mit
der in Längsrichtung reduzierten Breite, stufenlos miteinander gekoppelte
Bügelabschnitte 62 und einen Linearitätsabschnitt 63 mit der in Längsrichtung
reduzierten Breite, stufenlos miteinander gekoppelte Stufenlinearitätsabschnitte 64
oder symmetrisch in Bezug auf die Längsachse angeordnete Linearitätsabschnitte 65
mit Wechselaussparungen 66 dar.
Der spanende Teil der Einstückprofilmesser 28, die auf der Messerwalze 19
installiert sind, enthält beispielsweise auf der einen Seite einen Linearitätsabschnitt
67 und einen Zahnabschnitt 68 und auf der gegenüberliegenden Seite miteinander in
Längsrichtung gekoppelte Bügel- (69), Linearitäts- (70) und Zahnabschnitte 71 oder
beispielsweise auf der einen Seite miteinander gekoppelte sinusförmige Abschnitte
72 und auf der gegenüberliegenden Seite einen miteinander gekoppelten
Linearitätsabschnitt 73 und einen Bügelabschnitt 74.
Der spanende Teil der Satzprofilmesser 28, die auf der Messerwalze 19 installiert
sind, enthält beispielsweise mit einem Vorsatz 76 in der Planfläche gewölbten
Abschnitt 75, einen verschobenen, gewölbten Abschnitt 78, einen dreieckigen
Abschnitt 79 mit Zähnen 80 auf der Spitze, einen gewölbten Abschnitt 81 mit einer
Abschrägung 82 oder einen sinusförmigen Abschnitt 83 mit einem Hohlabschnitt 84
und einen Linearitätsabschnitt 85.
Als Material für das Werkstück 4 sind Holz, Stein und Metall verwendet.
Die Vorrichtung enthält eine Mutter 86, Schrauben 87, Muttern 88, 89, Scheiben 90,
Schrauben 91, einen Ankerwinkel 92, Schrauben 93, Federn 94 des Kettengetriebes
15.
Es sind ein Drehgetriebe 95, eine Spindel 96, eine Zentriervorrichtung 97,
Aufspannvorrichtung 98 für die Werkstücke 4, ein Motor 99 und ein Arbeitsmittel 100
zur Winkelverschiebung des waagerechten und senkrechten Gestells um die
Hochachse herum zur Bearbeitung mit fünf Freiheitsgraden vorhanden, wobei dieses
Arbeitsmittel ein mit dem Motor gekoppeltes Scharnierschraubenpaar mit einer
Stange enthält.
In den Figuren 1, 8, 9 ist die Verschiebung des Werkzeugs 6, des Fräsers 22 im
Bogen "a-a" mit dem Radius "n" dargestellt.
In der Fig. 7 ist die Verschiebung des Fräsers 22 im Bogen "b-b" mit dem Radius "m"
dargestellt.
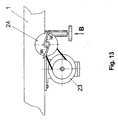
In der Fig. 12 ist der ausgeglichene Zustand des Fräsers 22 dargestellt, wenn die
Drehmomente M1, M2 gleich sind (M1 = M2).
Das Verfahren zur Herstellung einer Reliefoberfläche und die Vorrichtung arbeiten
folgendermaßen:
Das zu bearbeitende Werkstück 4 wird mittels des Antriebs 3 des Vorschubgetriebes
und des Vorschubrollengetriebes 16 in den Arbeitsraum des Vorschubwerkzeugs 6
zugeführt. Der Vorschubmotor auf dem Werkzeug 6 dreht die Messerwalze 19 oder
den Fräser mittels des Riemengetriebes 21 oder es schaltet den Laserkopf ein.
Die Messerwalze 19 dreht sich mit hoher Winkelgeschwindigkeit (einige Tausend
Umdrehungen pro Minute). Die Antriebe (Servomotoren) der waagerechten,
senkrechten und Winkelverschiebung des Werkzeugs 6, das Steuersignale von
einem programmierbaren, logischen Steuergerät in einem Personalcomputer (nicht
dargestellt) erhält, verschieben ständig das Werkzeug 6 gemäß einem Programm in
der waagerechten, senkrechten und winkligen Richtung. Mittels des
Personalcomputers wird der Antrieb des Werkstückvorschubs 3 gesteuert, der auf
die Geschwindigkeit des Vorschubs des Werkstücks 4 einwirkt.
Somit erhöht die Erfindung die Qualität der Reliefoberfläche bei der Herstellung einer
unbegrenzten Anzahl von Zeichnungen und Mustern.
Die Erfindung kann zur Erzeugung von Reliefbildern eingesetzt werden.
Claims (8)
- Verfahren zur Herstellung einer Reliefoberfläche, das darin besteht, dass ein Werkstück längslaufend zugeführt wird und seine Oberfläche mit einem Antriebswerkzeug bei dessen gleichzeitiger Verschiebung gemäß einem vorgegebenen Programm in zwei aufeinander rechtwinklig stehenden Richtungen in Bezug auf die Werkstückoberfläche bearbeitet wird,
dadurch gekennzeichnet, dass gleichzeitig mit der Verschiebung des Werkzeugs in den genannten Richtungen seine Verschiebung in waagerechten und senkrechten Ebenen auf Bahnen von verschiedenen Kurven und unter schwingenden und bogenförmigen Bewegungen mit vielen Freiheitsgraden in ständig aktivem, ausgewuchteten Zustand in Bezug auf die Vertikalachse und die Horizontalachse ausgeführt wird. - Vorrichtung zur Herstellung einer Reliefoberfläche mit einem auf einem feststehenden Gestell (1) angeordneten, programmierbaren und verschiebbaren Antriebsrahmen (2), einem Antrieb (3) eines Vorschubgetriebes für Werkstücke (4) und einem auf einem verschiebbaren Rahmen (5) angeordneten Antriebswerkzeug (6) mit Messern (7),
dadurch gekennzeichnet, dass vorgesehen sind:dass das Getriebe (10) zur Einstellung der Werkstückbreite einen mit einem Elektromotor (23) gekoppelten Messerhalter (24) für Planmesser (25) aufweist, der derart ausgebildet ist, dass er eine Einstellung und Lagebefestigung sicherstellen kann,auf dem feststehenden Gestell (1) angeordnete, waagerechte (8) und senkrechte (9) Standglieder und ein programmierbares Getriebe (10) zur Einstellung der Breite des Werkstücks (4) mit einem Antrieb (11) zur Einstellung der Werkstücklage,ein Getriebe (12) zur Bildung der Form der Kante des Werkstücks (4) mit einem Antrieb (13) zur Einstellung der Werkstücklage,Andrückvorrichtungen (14),ein abgefedertes, einstellbares Kettengetriebe (15), das kinematisch mit Getrieben (16) von Vorschubfederrollen zur Werkzeugförderung gekoppelt ist,auf einem waagerechten Gestell (8) angeordnete Arbeitsmittel (17) zur waagerechten Verschiebung des beweglichen Rahmens (2) und ein Arbeitsmittel zur Winkelverschiebung des waagerechten und senkrechten Gestells um die Vertikalachse zur Bearbeitung mit fünf Freiheitsgraden, wobei das Werkzeug auf dem freien Ende des verschiebbaren Gestells (2) angeordnet ist und entweder als Messerwalze (19), die mit einem Elektromotor (20) mittels vorzugsweise eines Riemengetriebes (21) gekoppelt ist, oder als Antriebsfräser (22) oder als Laser ausgebildet ist,
dass das Getriebe (12) zur Bildung der Form der Kante des Werkstücks (4) einen mit einem Elektromotor (26) gekoppelten Halter (27) für Profilmesser (28) aufweist, der derart ausgebildet ist, dass er eine Einstellung und Lagefixierung sicherstellen kann,
dass die Andrückvorrichtungen (14) vor und nach dem Werkzeug (6) angeordnet sind und Federrollen (29) aufweisen, die derart montiert sind, dass sie eine Selbsteinstellung bei der Verschiebung der Werkstücke (4) verschiedener Stärke sicherstellen können,
dass die Werkzeugvorschubfederrollengetriebe (16) zur Verschiebung des Werkstücks (4) mit gleichbleibender Kraft abgefederte (30) untere Träger (31) und obere Träger (32) und Tragwalzen (33) mit Rädern (34) des Kettengetriebes (15) und mit einer an ihnen entsprechend angeordneten Treibrolle (35) und Andrückrolle (36) aufweisen, die beide derart ausgeführt sind, dass sie einen stabilen Andruck an die Oberflächen der Werkstücke (4) verschiedener Stärke sicherstellen können,
dass die unteren Träger (31) derart ausgeführt sind, dass sie eine Einstellung und Lagebefestigung in Bezug auf die oberen Träger (32) sicherstellen können, dass das Arbeitsmittel (17) zur waagerechten Verschiebung des beweglichen Rahmens (2) ein mit einem Motor (37) gekoppeltes, gelenkiges (38) Schraubenpaar (39) mit einer Stange (40) aufweist, die gelenkig (41) auf dem freien Ende ein Element (42) zur Einwirkung auf den beweglichen Rahmen (2) in der Horizontalebene trägt,
dass ein Arbeitsmittel (18) zur senkrechten Verschiebung des beweglichen Rahmens (2) ein mit einem Motor (43) gekoppeltes, gelenkiges Schraubenpaar (45) mit einer Stange (46) aufweist, die gelenkig (47) auf dem freien Ende ein Element (48) zur Einwirkung auf den beweglichen Rahmen (2) in der Aufrissebene trägt,
wobei der bewegliche Rahmen (2) auf dem unbeweglichen Gestell (1) auf eigenständigen senkrechten und waagerechten Achsen (49, 50) derart angeordnet, dass eine Verschiebung des Werkzeugs (6) auf und an waagerechten und senkrechten Ebenen in den Laufbahnen von verschiedenen Kurven sichergestellt werden kann, verschiedene schwingende und bogenförmige Bewegungen mit vielen Freiheitsgraden ausgeführt werden können und ein aktiv ausgewuchteter und ausgeglichener Zustand des Rahmens in Bezug auf die senkrechten und waagerechten Achsen (49, 50) gesichert werden kann und wobei der Antrieb (3) des Vorschubgetriebes des Werkstücks (4) derart ausgeführt ist, dass eine Werkzeugvorschubgeschwindigkeitseinstellung zum Aufbringen einer unbegrenzten Anzahl von Mustern sichergestellt werden kann. - Vorrichtung nach Anspruch 2,
dadurch gekennzeichnet, dass die Werkstücke (4) entweder eine ellipsenähnliche (51), runde (52), sechseckige (53), quadratförmige (54), achteckige (55) oder rechteckige (56) Querschnittsform haben. - Vorrichtung nach Anspruch 2,
dadurch gekennzeichnet, dass die Werkstücke (4) flach (57) oder scheibenförmig (58) ausgeführt sind. - Vorrichtung nach einem der Ansprüche 2 bis 4,
dadurch gekennzeichnet, dass der spanende Teil der Profilmesser (28) zur Bildung der Kantenform des Werkstücks (4) einen stufenlos miteinander gekoppelten Linearitätsabschnitt (59), gegeneinander gerichteten Bügelabschnitt (60) und einen Linearitätsabschnitt (61) mit einer in Längsrichtung reduzierten Breite oder stufenlos miteinander gekoppelte Bügelabschnitte (62) und einen Linearitätsabschnitt (63) mit in Längsrichtung reduzierten Breite oder stufenlos miteinander gekoppelte Stufenlinearitätsabschnitte (64) oder in Bezug auf die Längsachse symmetrisch angeordnete Linearitätsabschnitte (65) mit Wechselaussparungen (66) bildet. - Vorrichtung nach einem der Ansprüche 2 bis 5,
dadurch gekennzeichnet, dass der spanende Teil der Einstückprofilmesser (28), die auf der Messerwalze (19) installiert sind, auf der einen Seite Linearitäts- (67) und Zahnabschnitte (68) und auf der gegenüberliegenden Seite aneinander in Längsrichtung gekoppelte Bügel- (69), Linearitäts- (70) und Zahnabschnitte (71), oder auf der einen Seite die miteinander gekoppelten, sinusförmigen Abschnitte (72) und auf der gegenüberliegenden Seite miteinander gekoppelte Linearitäts- (73) und Bügelabschnitte (74) enthält. - Vorrichtung nach einem der Ansprüche 2 bis 5,
dadurch gekennzeichnet, dass der spanende Teil der Satzprofilmesser (28), die auf der Messerwalze (19) installiert sind, einen mit einem Vorsatz (76) in der Planfläche gewölbten Abschnitt (75) oder einen verschobenen gewölbten Abschnitt (78) oder einen dreieckigen Abschnitt (79) mit Zähnen (80) auf der Spitze oder einen gewölbten Abschnitt (81) mit einer Abschrägung (82) oder einen sinusförmigen (83) Abschnitt mit einem Hohl- (84) und Linearitätsabschnitt (85) enthält. - Vorrichtung nach einem der Ansprüche 2 bis 7,
dadurch gekennzeichnet, dass als Material für das Werkstück (4) Holz, Stein und Metall verwendet sind.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001117990 | 2001-07-02 | ||
| RU2001117990/12A RU2181669C1 (ru) | 2001-07-02 | 2001-07-02 | Способ получения рельефной поверхности и устройство для его осуществления |
| PCT/RU2002/000309 WO2003004286A1 (fr) | 2001-07-02 | 2002-06-26 | Procede de fabrication d'une surface en relief et dispositif correspondant |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1405735A1 true EP1405735A1 (de) | 2004-04-07 |
| EP1405735A4 EP1405735A4 (de) | 2004-10-13 |
Family
ID=20251257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02756023A Withdrawn EP1405735A4 (de) | 2001-07-02 | 2002-06-26 | Verfahren zur herstellung einer reliefoberfläche und vorrichtung zur durchführung des verfahrens |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20030113178A1 (de) |
| EP (1) | EP1405735A4 (de) |
| RU (1) | RU2181669C1 (de) |
| WO (1) | WO2003004286A1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2470029A1 (en) * | 2003-10-10 | 2005-04-10 | Ontario Die International, Inc. | System and method for making braces for dies |
| US20100098508A1 (en) * | 2006-12-29 | 2010-04-22 | Konstantin N Kulikov | A Device for Preparation of Relief Surfaces and Method Thereof |
| WO2010078487A2 (en) * | 2008-12-31 | 2010-07-08 | Pacific Bearing Company | Simultaneous integral milling operation machine |
| BR112016008261B1 (pt) * | 2013-11-01 | 2022-01-04 | Kanefusa Kabushiki Kaisha | Método de processamento para superfície de uma peça de trabalho que usa ferramenta de corte giratória |
| CN104626323B (zh) * | 2015-02-13 | 2017-01-18 | 佛山市南海富东机械设备有限公司 | 一种可加工复古破坏纹路的刀具及板材刮纹机 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3779294A (en) * | 1972-03-27 | 1973-12-18 | Mill And Timber Products Ltd | Board edging machine |
| US5967715A (en) * | 1998-06-17 | 1999-10-19 | Porper; Joseph | Engraving machine |
| WO1999052692A1 (en) * | 1996-10-16 | 1999-10-21 | Suunnittelupuu Oy | Apparatus for processing a wood object by milling |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB292227A (en) * | 1927-03-14 | 1928-06-14 | Percy Arthur Stedman | Improvements in devices for supporting portable power driven tools, such as drills, riveting apparatus and the like |
| US3562959A (en) * | 1968-11-20 | 1971-02-16 | Carborundum Co | Manual snagging grinders |
| DE6926120U (de) * | 1969-07-01 | 1969-12-11 | Universal Maschinen Und Appbau | Maschine zum entfernen von uebermaterial |
| US3709022A (en) * | 1970-10-22 | 1973-01-09 | Polaroid Corp | Method and apparatus for fabricating imaging means |
| FR2178488A5 (de) * | 1972-03-31 | 1973-11-09 | Nicolas Jean | |
| US4107880A (en) * | 1976-02-02 | 1978-08-22 | Randall John P | Floating buffing wheel assembly |
| DE2627490B2 (de) * | 1976-06-18 | 1979-12-20 | H.A. Schlatter Ag, Schlieren (Schweiz) | Manipulator |
| GB2002694B (en) * | 1977-08-16 | 1982-02-17 | Rolls Royce | Mpu controlled engraving machine |
| DE2821666C2 (de) * | 1978-05-18 | 1982-12-16 | Heinrich 8971 Ofterschwang Haslach | Gerät zur Oberflächenstrukturierung von Holzwerkstücken |
| SU979175A1 (ru) * | 1979-02-16 | 1982-12-07 | Научно-Производственное Объединение "Грузинский Научно-Исследовательский Институт Проектирования Мебели" | Устройство дл получени рельефных изображений |
| DE3048067C2 (de) * | 1980-12-19 | 1984-08-09 | Kuka Schweissanlagen + Roboter Gmbh, 8900 Augsburg | Getriebeanordnung für den Gelenkkopf eines Manipulators |
| US4514933A (en) * | 1982-08-23 | 1985-05-07 | Baskett Theodore N | Self-balanced surface-processing apparatus |
| SE501207C2 (sv) * | 1993-04-30 | 1994-12-12 | Asea Brown Boveri | Industrirobot |
| US5655412A (en) * | 1994-10-24 | 1997-08-12 | Luik; Ilmar | Machine tool free of jerks and vibrations caused by the newtonian reaction forces |
| US6607017B2 (en) * | 2001-05-29 | 2003-08-19 | Konstantin N. Kulikov | One pass combination of traditional and multi-axis material carving machine |
-
2001
- 2001-07-02 RU RU2001117990/12A patent/RU2181669C1/ru not_active IP Right Cessation
-
2002
- 2002-06-26 WO PCT/RU2002/000309 patent/WO2003004286A1/ru not_active Application Discontinuation
- 2002-06-26 EP EP02756023A patent/EP1405735A4/de not_active Withdrawn
- 2002-12-19 US US10/324,274 patent/US20030113178A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3779294A (en) * | 1972-03-27 | 1973-12-18 | Mill And Timber Products Ltd | Board edging machine |
| WO1999052692A1 (en) * | 1996-10-16 | 1999-10-21 | Suunnittelupuu Oy | Apparatus for processing a wood object by milling |
| US5967715A (en) * | 1998-06-17 | 1999-10-19 | Porper; Joseph | Engraving machine |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO03004286A1 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1405735A4 (de) | 2004-10-13 |
| RU2181669C1 (ru) | 2002-04-27 |
| US20030113178A1 (en) | 2003-06-19 |
| WO2003004286A1 (fr) | 2003-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1827755B1 (de) | Vorrichtung zum schleifen von harten oberflächen, insbesondere von glasflächen | |
| DE102005021640B4 (de) | Maschine zur Bearbeitung von optischen Werkstücken, insbesondere von Kunststoff-Brillengläsern | |
| DE102009006797B4 (de) | Linsenbearbeitungsvorrichtung | |
| DE2800902A1 (de) | Schneidmaschine zum schneiden einer mehrfach gekruemmten flaeche an einem werkstueck | |
| EP1266719A2 (de) | Fräsmaschine und Fräsverfahren | |
| DE3240165A1 (de) | Werkzeugmaschine zum gleichzeitigen fraesen mehrerer flaechen vom freien ende eines werkstuecks her | |
| DE69109055T2 (de) | Verfahren zum automatischen Bearbeiten der Ränder von Glasscheiben und Gerät zur Durchführung des Verfahrens. | |
| DE102011089654B4 (de) | Verfahren zur drehbearbeitung von planschultern an den wangen einer kurbelwelle, verwendung des verfahrens zur komplettbearbeitung von kurbelwellenrohlingen sowie kurbelwellen-drehmaschine zur drehbearbeitung der planschultern | |
| DE2604281A1 (de) | Maschine zum schaben und/oder profilrollen der verzahnung von zahnraedern | |
| DE3932197A1 (de) | Schleif- und nachbearbeitungseinrichtung sowie verfahren zum schleifen und nachbehandeln | |
| EP0936028A2 (de) | Vorrichtung zum Superfinishen bearbeiteter Oberflächen | |
| DE102007021659B4 (de) | Flachschleifverfahren und Flachschleifmaschine | |
| EP1722912B1 (de) | Verfahren zur herstellung von profilbahnen für gelenkteile | |
| EP1405735A1 (de) | Verfahren zur herstellung einer reliefoberfläche und vorrichtung zur durchführung des verfahrens | |
| DE8126751U1 (de) | Doppelständer-Portalschleifmaschine | |
| EP1125670A2 (de) | Verputzvorrichtung, insbesondere Schweissraupenputzmaschine | |
| EP0787560B1 (de) | Vorrichtung zum Bearbeiten von Stangenmaterial, Profilen und dergleichen | |
| DE292957C (de) | ||
| DE19821982A1 (de) | Profil-Bandschleifmaschine | |
| DE2527643A1 (de) | Kopierbearbeitungsmaschine insbesondere zum erzeugen konkaver flaechen | |
| EP0571816B1 (de) | Kantenanleimmaschine | |
| DE2505397A1 (de) | Vorrichtung zum spanabhebenden bearbeiten von zahnraedern | |
| DE615921C (de) | Arbeitsverfahren bei Gravier- oder Kopiermaschinen mit Pantographensystem | |
| DE915501C (de) | Steuer- und Einstellvorrichtung, insbesondere fuer Kettenfraesmaschinen mit mehreren Ketten | |
| DE10354395A1 (de) | Werkzeugmaschine, insbesondere Abdachmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040202 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20040830 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20060103 |
|
| R18D | Application deemed to be withdrawn (corrected) |
Effective date: 20070103 |