EP1400471A1 - Method for opening bobbins and device for performing the method - Google Patents
Method for opening bobbins and device for performing the method Download PDFInfo
- Publication number
- EP1400471A1 EP1400471A1 EP02090336A EP02090336A EP1400471A1 EP 1400471 A1 EP1400471 A1 EP 1400471A1 EP 02090336 A EP02090336 A EP 02090336A EP 02090336 A EP02090336 A EP 02090336A EP 1400471 A1 EP1400471 A1 EP 1400471A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casing
- weakening
- bobbin
- tensile force
- bobbins
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/105—Opening of web rolls; Removing damaged outer layers; Detecting the leading end of a closed web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/4606—Preparing leading edge for splicing
- B65H2301/46064—Preparing leading edge for splicing by transversally operated carriage
Definitions
- the invention relates to a method for opening bobbins, each from at least one wound material web with a plurality one above the other lying layers are formed, each bobbin from a closed outer Wrapping is surrounded. Furthermore, the invention relates to a device for Opening bobbins, the device consisting essentially of an opening unit consists.
- bobbins for the further Prepare for processing.
- Each bobbin is usually wrapped provided that completely encloses the bobbin.
- the wrapping holds the bobbin in front of the Processing together and can be made from a separate protective or cover element consist.
- Most of the wrapping becomes the top layer of the bobbin wound continuous web of material formed itself, with the free end of the Material web is connected to the adjacent layer by gluing or the like.
- the bobbins usually have a core come in the area of tobacco processing industry especially for cigarette paper, filter wrapping paper. Base paper but also for separate packaging materials made of different Materials such as Paper, tinfoil, plastic or the like are used.
- bobbins can be automated and Prepare reliably for further processing by opening the wrapper without affecting the layers underneath the casing.
- the claimed process can be used universally. so that bobbins from different Material, different size and regardless of material, temperature or Moisture fluctuations prepared, namely can be opened.
- All variants of bobbins e.g. Bobbins with and without Bobbin lock, especially when operating in fully automatic bobbin changers to process.
- a preferred development of the method provides that the means for Weakening the wrapper and the means to apply traction over one Control loop controlled and / or regulated. This makes it universal use still improved. Furthermore, material-dependent and wear-related Settings are dispensed with, so that the operating effort is significantly reduced is. Thanks to the integrated control process, the process adapts without any intervention by different boundary conditions.
- the task is on the other hand with a device of the type mentioned solved in that the opening unit from a means for applying a Traction on the wrapping in the circumferential direction of the bobbin and a means for Wrapping weaknesses exist.
- This ensures that the bobbin or Opening is opened without affecting the underlying layers.
- the Weakening agent gradually acts on the wrapping, until it does the tensile force applied is sufficient to tear the weakened material.
- the middle to weaken the envelope does not separate completely, but creates the weakening is only a predetermined breaking point at which the wrapping through Then the tensile force tears.
- the one below the wrapper arranged layers are thus safe against any kind of impairment protected.
- the means for weakening the casing and the means for Applying the tractive force via a control loop to form a closed one System interconnected This allows the bobbins to be opened fully automatically take place, whereby via the control loop i.a. the duration and intensity of the weakening of the Wrapping as well as the size of the tensile force. which acts on the wrapping, tax and / or are adjustable.
- the control loop enables the bobbins to be opened. the insensitive to material, temperature and / or moisture fluctuations is because there is an automatic adaptation to the different conditions.
- the control loop also adjusts or adjusts the device overall unnecessary, since the device according to the invention the boundary conditions recorded and implemented automatically.
- the means for weakening the Wrapping a knife.
- the knife is easily over the bobbin non-positively movable back and forth, so that the wrapping gradually on one defined position is destroyed in a controlled manner.
- the means for weakening the Wrapping a thermal element for heat generation, namely e.g. a Laser unit. Due to the thermal element to weaken the casing weaken even the thinnest materials particularly precisely. Through the contactless and wear-free functioning of the laser unit are those below the casing existing locations protected in a special way.
- a particularly simple and therefore also preferred embodiment provides a heating wire as a thermal element, the is pressed on the wrapping and thus brings about the weakening.
- the means for applying the tensile force is one Pressure roller that can be driven in rotation.
- the pressure roller is particularly suitable To apply tensile force to the casing in the circumferential direction of the bobbin on the one hand is large enough to tear the weakened casing, on the other hand however, it is not sufficient to set the pressure roller in rotation before the wrapping was separated.
- the pressure roller it can be particularly easily further determine. when the wrapping is torn. because the rotating driven pressure roller as long as the casing is not yet open, and thus the tensile force on the Wraps to tension the wrap. But as soon as the wrapping breaks. rotates the pressure roller. The transition from resting to rotating is particularly easy simply determine within the control loop. so that then the means of weakening the wrapping can be stopped.
- the devices shown in the figures are used to open bobbins, in particular for opening or separating the casing from a bobbin wound continuous material web, which is glued to its free end. in the The case described is the wrapping from a wound layer of the material web self-educated.
- the invention is also suitable for opening bobbins that have a separate wrapper.
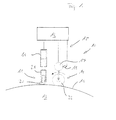
- the device 10 according to FIG. 1 essentially consists of a means 11 for Weaknesses of the casing 12 of a bobbin 13 and from a means 14 for Applying a force in the circumferential direction of the bobbin 13.
- the means 11 is optional connected to the means 14 by a control circuit 15.
- the control circuit 15 has in addition to a controller 16, a drive 17 for the means 14 and a Detection element, e.g. a sensor 18.
- the means 11 for weakening the Sheath 12 designed as a circular knife 20.
- the circular knife 20 is freely rotatable a holding element 21 is arranged.
- the holding element 21 is in the axial direction Bobine 13 movable, such that the circular knife 20 back and forth over the bobbin 13 is movable.
- the circular knife 21 is transverse to the other Axial direction of the bobbin 13, that is, perpendicularly in the direction of the surface of the bobbin 13 and movable away from it.
- the holding element 21 or the circular knife 20 is designed to move freely in space to the to take various processing positions.
- the circular knife 20 too any other knife or blade could also be in a further version be fixed, so that the weakening of the envelope 12 then by a Relative movement of the bobbin 13 relative to the circular knife 20 is achieved.
- the means 14 could then preferably also be moved together with the bobbin 13 to avoid a relative movement between bobbin 13 and means 14.
- elements for embossing could also be provided weakened by pressure perpendicular to the surface of the bobbin 13 Produce material reduction and / or perforation.
- the means 14 for applying the force to the casing 12 in the circumferential direction of the Bobine 13 is designed as a pressure roller 22 in the exemplary embodiment shown. In However, other designs not shown can also be used as a shoe or plate or the like. It is important that with the means 14 a force component transferred as a tensile force in the circumferential direction of the bobbin 13 to the casing 12 can be.
- the means 14 is also adjustable in height, so that a Adaptation to different bobbin diameters or the like is possible.
- the means 14 is preferably spring-loaded in order to make permanent contact with the To ensure bobbin 13 or for wrapping 12.
- the pressure roller 22 can be driven in rotation by the drive 17 and lies in the Operating state on the bobbin 13 or the casing 12. By rotating driven pressure roller 22, a tensile force is applied to the casing 12, whose main component by the rotary drive in the circumferential direction Envelope 12 acts. In the embodiment shown, the pressure roller 22 is included driven in a counterclockwise direction. In the event that Pressure roller 22 is arranged on the opposite side of circular knife 20, the pressure roller 22 is driven clockwise.
- the force is defined in such a way that it is usually not sufficient to achieve the Separate sheath 12 in an undamaged or undamaged condition.
- the embodiment shown can also have a plurality of means 14 for applying one Force should be provided.
- preference is given to both sides of the Arranged by means 11 for weakening the cover 12 pressure rollers 22, which then are driven in opposite directions so that the area between the pressure rollers 22nd is excited, especially when the means 11 is a non-contact How it works.
- the traction is sufficient, however, the weakened To separate or tear envelope 12, before the envelope 12 from Circular knife 20 was completely separated.
- the force is dependent on the opening materials adjustable, for example by the power supply from Drive 17 is controlled and / or regulated.
- the sensor 18 which in the exemplary embodiment shown as an element for Position detection of the pressure roller 22 is formed, in particular can be determined be whether the pressure roller 22 rotates or stands still.
- the sensor 18 is in the Area of the drive 17 or the pressure roller 22 arranged. Come as sensor 18 all usual means of position detection in question.
- the sensor 18 reports on the Control 16 to the means 11 for weakening the envelope 12 that it Can end the weakening process.
- control circuit 15 together with the means 11 and the means 14 quasi a closed system, with the reel 13 for further Processing can be prepared automatically.
- the device can be used universally, and not only in the area of tobacco processing industry and packaging technology, but in all conceivable cases in which an upper layer of sheet-like or flat Material must be opened without the underlying layers in any way Way to interfere.
- thermal separating means can also be provided.
- FIG. 2 shows a laser unit 23.
- the laser unit 23 consists essentially of the laser source 24 and a lens 25 for focusing the laser beam 26.
- Der Distance between the laser source 24 and the surface of the bobbin 13, namely the Wrapping 12 is adjustable.
- the position of the lens 25 is also variable. It can other lenses or lens combinations can also be used.
- the invention nor is it limited to the use of lasers as thermal release agents. Other radiations or arrangements for generating heat are also available suitable.
- the means 11 for weakening the Sheath 12 formed as a heating wire 27.
- the heating wire 27 is in the range Insulation or Autlageplatte 28 arranged.
- the thickness or the diameter of the The heating wire 27 usually corresponds at most to the material thickness of the sheath 12, However, it is preferably made slightly smaller.
- the heating wire 27 is over the Support plate 28 at least in the vertical direction to the casing 12, that is to say perpendicularly movable to the axial direction of the bobbin 13.
- the platen 28 also serves as Stop so that the delivery of the heating wire 27 in the direction of the bobbin 13 through the abutment of the support plate 28 on the casing 12 is limited.
- the heating power of the for example, heating wire 27 designed as an electrical glow wire is adjustable.
- FIGS. 2 and 3 are in comparable to the mechanical means for weakening the casing 12 included in the control loop 15. That means. that all of Figure 1 Described embodiments and modifications in the same way for those in the Figures 2 and 3 embodiments shown apply so that to avoid Repetitions with regard to the description of those described in FIG. 1 Embodiments is pointed out. All devices described can as individual devices but also as an (integral) component of machines, for example of handling devices or reel changers become.
- the method for opening the bobbin 13, namely for opening or separating the casing 12, runs as follows, for example: On the surface of the bobbin 13, the means 14, namely the pressure roller 22, bears against the casing 12.
- the pressure roller 22 is driven in rotation by means of the drive 17. Due to the moment, a tensile force acts on the outermost layer of the bobbin 13, that is to say the covering 12, which has at least one component in the circumferential direction of the web-like material.
- the tensile force is defined by adjusting the power supply to the drive 17 in such a way that the contact pressure roller 22 - as long as the casing 12 is closed - does not rotate, but rather only clamps the surface of the bobbin 13, in particular thus the casing 12, as the uppermost layer.
- the means 11 adjacent to the pressure roller 22 for weakening the sheathing is also lowered near the force introduction zone onto the surface of the bobbin 13 and moved transversely to the material web, that is to say in the axial direction of the bobbin 13, or pressed with a force in the direction of the bobbin 13.
- This leads to a weakening of the material by scratching, cutting, embossing or the like.
- the tensile force applied acts on the weakened predetermined breaking point.
- the tensile force tears the covering 12 apart in the region of the predetermined breaking point and thus opens the bobbin 13.
- the driven pressure roller 22 rotates. This rotation is detected by the sensor 18 and passed on to the controller 16.
- the means 11 receives a signal for stopping or for upward movement.
- the lifting cylinder 19 is actuated automatically and disengages the means 11.
- the bobbin 13 is opened, it is prepared for further processing and can, for example, be spliced onto an old unwound bobbin 13 with a free end.
- the bobbin 13 is thermally processed with the heating wire 27, specifically by applying a force F to the platen 28 until a weakening of the Material is reached in which the sheath 12 tears by the tensile force.
- the fat or the diameter of the heating wire 27 can be chosen smaller than the thickness a layer of the wound material, so that it is ensured that the second and all other layers are not affected by the heating wire 27.
- Depth of cut can be determined very precisely.
- other common ones are also Separation process can be used to generate a predetermined breaking point. It just comes on the fact that the top layer is weakened in some way so that the Tensile force can tear open the envelope defined.
- the weakening usually takes place over the entire width of the bobbin 13. But it is also possible to weaken only individual segments of the envelope 12.
- the intensity and duration of the means 11 for weakening the coating can be adjusted 12, it is of course also possible not only to weaken the casing 12 and thus to create a predetermined breaking point, but the covering 12 - if this should be necessary - also to separate completely, so that only an extremely small Circumferential force is required to separate the two free ends pull.
Landscapes
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
Description
Die Erfindung befaßt sich mit einem Verfahren zum Öffnen von Bobinen, die jeweils aus mindestens einer gewickelten Materialbahn mit einer Vielzahl übereinander liegender Lagen gebildet sind, wobei jede Bobine von einer geschlossenen äußeren Umhüllung umgeben ist. Des weiteren betrifft die Erfindung eine Vorrichtung zum Öffnen von Bobinen, wobei die Vorrichtung im wesentlichen aus einer Öffnungseinheit besteht.The invention relates to a method for opening bobbins, each from at least one wound material web with a plurality one above the other lying layers are formed, each bobbin from a closed outer Wrapping is surrounded. Furthermore, the invention relates to a device for Opening bobbins, the device consisting essentially of an opening unit consists.
Vorrichtungen der gattungsgemäßen Art dienen u.a. im Bereich von tabakverarbeitenden Maschinen sowie in der Verpackungstechnik dazu, Bobinen für die weitere Verarbeitung vorzubereiten. Üblicherweise ist jede Bobine mit einer Umhüllung versehen, die die Bobine vollständig umschließt. Die Umhüllung hält die Bobine vor der Verarbeitung zusammen und kann aus einem separaten Schutz- oder Hüllelement bestehen. Vorwiegend wird die Umhüllung aber aus der obersten Lage der zur Bobine gewickelten fortlaufenden Materialbahn selbst gebildet, wobei das freie Ende der Materialbahn durch Kleben oder dergleichen mit der benachbarten Lage verbunden ist. Die üblicherweise einen Kern aufweisenden Bobinen kommen im Bereich der tabakverarbeitenden Industrie insbesondere für Zigarettenpapier, Filterumhüllungspapier. Belagpapier aber auch für separate Verpackungsmaterialien aus verschiedenen Werkstoffen, wie z.B. Papier, Staniol, Kunststoff oder dergleichen zum Einsatz.Devices of the generic type serve inter alia. in the field of tobacco processing Machines as well as in packaging technology, bobbins for the further Prepare for processing. Each bobbin is usually wrapped provided that completely encloses the bobbin. The wrapping holds the bobbin in front of the Processing together and can be made from a separate protective or cover element consist. Most of the wrapping, however, becomes the top layer of the bobbin wound continuous web of material formed itself, with the free end of the Material web is connected to the adjacent layer by gluing or the like. The bobbins usually have a core come in the area of tobacco processing industry especially for cigarette paper, filter wrapping paper. Base paper but also for separate packaging materials made of different Materials such as Paper, tinfoil, plastic or the like are used.
Für die Weiterverarbeitung solcher Bobinen, insbesondere das Spleißen einer neuen vollen Bobine an eine weitestgehend abgewickelte Bobine, das einen kontinuierlichen Betrieb der Maschinen gewährleistet. ist es erforderlich, daß die Bobine geöffnet wird. Das bedeutet, daß die Umhüllung beseitigt bzw. geöffnet wird. um mindestens ein freies Ende der gewickelten Materialbahn zu erzeugen. For the further processing of such bobbins, in particular the splicing of a new one full bobbin to a largely developed bobbin, which is a continuous Operation of the machines guaranteed. it is necessary to open the bobbin. This means that the casing is removed or opened. for at least one free To produce the end of the wound material web.
Es sind bereits Vorrichtungen bekannt, die Öffnungseinheiten mit Schneidwerkzeugen aufweisen, mittels derer die Umhüllung, die die oberste Lage der Bobine darstellt, vollständig durchtrennt wird. Dabei besteht die Gefahr, daß durch die Schneidwerkzeuge auch darunter liegende Lagen beschädigt werden können, was zu einer erhöhten Ausschußbildung führt. Andere bekannte Vorrichtungen weisen thermische Trennwerkzeuge auf. Gerade im Bereich der Bobinen, die üblicherweise aus sehr dünnem Material gebildet sind, führt dies jedoch zu unerwünschten Beschädigungen oder Verfärbungen. Bei anderen bekannten Vorrichtungen bzw. Verfahren wird ein Trennwerkzeug zwischen die beiden obersten Lagen geführt. Hierzu ist es jedoch erforderlich, die oberste Lage durch zusätzliche Vorrichtungen anzuheben bzw. anzusaugen. Derartige Vorrichtungen bzw. Verfahren sind zum einen sehr komplex und damit kostenintensiv, zum anderen besteht beim vollständigen Durchschneiden der obersten Lage mit einem einzigen Schnitt bzw. beim Einfädeln des Trennwerkzeuges zwischen die obersten Lagen die Gefahr, daß die unterhalb der obersten Lage befindlichen Lagen beschädigt werden.Devices are already known, the opening units with cutting tools by means of which the covering, which represents the uppermost layer of the bobbin, is completely severed. There is a risk that Cutting tools can also damage underlying layers, causing too leads to increased committee formation. Show other known devices thermal cutting tools. Especially in the bobbin area, which is usually made up of very thin material, this leads to undesirable Damage or discoloration. In other known devices or A separating tool is inserted between the two uppermost layers. For this however, it is necessary to raise the top layer with additional devices or suck. Such devices and methods are very good complex and therefore cost-intensive, on the other hand there is the complete Cut through the top layer with a single cut or when threading the Cutting tool between the top layers, the risk that the below the top layers are damaged.
Es ist daher Aufgabe der vorliegenden Erfindung, ein einfaches und universell einsetzbares Verfahren vorzuschlagen, mit dem Bobinen automatisiert und zuverlässig für die weitere Verarbeitung vorbereitet werden können, ohne die unterhalb der Umhüllung befindlichen Lagen zu beeinträchtigen. Des weiteren ist es Aufgabe der Erfindung, eine Vorrichtung zu schaffen, die das automatisierte und zuverlässige Öffnen von Bobinen auf einfache und schonende Weise gewährleistet.It is therefore an object of the present invention to be simple and universal propose usable procedure with the bobbin automated and reliable can be prepared for further processing without the below the Wrapping existing layers. Furthermore, it is the job of Invention to provide a device that automated and reliable opening guaranteed by bobbins in a simple and gentle way.
Die Aufgabe wird zum einen durch das eingangs genannte Verfahren gelöst, das durch folgende Schritte gekennzeichnet ist:
- Spannen der Umhüllung der Bobine, indem eine Zugkraft in Umfangsrichtung der Bobine auf die Umhüllung aufgebracht wird, und
- Schwächen der Umhüllung, bis diese durch die Zugkraft reißt.
- Tensioning the wrapping of the bobbin by applying a tensile force in the circumferential direction of the bobbin to the wrapping, and
- Weaken the casing until it tears due to the tensile force.
Mit dem erfindungsgemäßen Verfahren lassen sich Bobinen automatisiert und zuverlässig für die weitere Verarbeitung vorbereiten, indem die Umhüllung geöffnet wird, ohne die unterhalb der Umhüllung befindlichen Lagen zu beeinträchtigen. Das beanspruchte Verfahren ist universell einsetzbar. so daß Bobinen aus unterschiedlichem Material, unterschiedlicher Größe und unabhängig von Material-, Temperatur- oder Feuchtigkeitsschwankungen vorbereitet, nämlich geöffnet werden können. Mit diesem Verfahren lassen sich sämtliche Varianten von Bobinen, also z.B. Bobinen mit und ohne Bobinenschloß, insbesondere beim Betrieb in vollautomatischen Bobinenwechslern verarbeiten.With the method according to the invention, bobbins can be automated and Prepare reliably for further processing by opening the wrapper without affecting the layers underneath the casing. The claimed process can be used universally. so that bobbins from different Material, different size and regardless of material, temperature or Moisture fluctuations prepared, namely can be opened. With this All variants of bobbins, e.g. Bobbins with and without Bobbin lock, especially when operating in fully automatic bobbin changers to process.
Eine bevorzugte Weiterbildung des Verfahrens sieht vor, daß das Mittel zum Schwächen der Umhüllung und das Mittel zum Aufbringen der Zugkraft über einen Regelkreis gesteuert und/oder geregelt werden. Dadurch ist die universelle Verwendung noch verbessert. Des weiteren kann auf materialabhängige und verschleißbedingte Einstellungen verzichtet werden, so daß der Bedienungsaufwand maßgeblich reduziert ist. Durch den integrierten Regelungsprozeß paßt sich das Verfahren ohne Eingriff von außen an unterschiedliche Randbedingungen an.A preferred development of the method provides that the means for Weakening the wrapper and the means to apply traction over one Control loop controlled and / or regulated. This makes it universal use still improved. Furthermore, material-dependent and wear-related Settings are dispensed with, so that the operating effort is significantly reduced is. Thanks to the integrated control process, the process adapts without any intervention by different boundary conditions.
Die Aufgabe wird zum anderen mit einer Vorrichtung der eingangs genannten Art dadurch gelöst, daß die Öffnungseinheit aus einem Mittel zum Aufbringen einer Zugkraft auf die Umhüllung in Umfangsrichtung der Bobinen und einem Mittel zum Schwächen der Umhüllung besteht. Dadurch ist gewährleistet, daß die Bobine bzw. die Umhüllung geöffnet wird, ohne die darunter befindlichen Lagen zu beeinträchtigen. Das Mittel zum Schwächen wirkt nach und nach auf die Umhüllung, und zwar solange, bis die aufgebrachte Zugkraft ausreicht, das geschwächte Material zu reißen. Das Mittel zum Schwächen trennt die Umhüllung also gar nicht vollständig, sondern schafft mit der Schwächung lediglich eine Sollbruchstelle, an der die Umhüllung durch Beaufschlagung mit der Zugkraft dann reißt. Die unterhalb der Umhüllung angeordneten Lagen sind damit sicher gegen jegliche Art der Beeinträchtigung geschützt.The task is on the other hand with a device of the type mentioned solved in that the opening unit from a means for applying a Traction on the wrapping in the circumferential direction of the bobbin and a means for Wrapping weaknesses exist. This ensures that the bobbin or Opening is opened without affecting the underlying layers. The Weakening agent gradually acts on the wrapping, until it does the tensile force applied is sufficient to tear the weakened material. The middle to weaken the envelope does not separate completely, but creates the weakening is only a predetermined breaking point at which the wrapping through Then the tensile force tears. The one below the wrapper arranged layers are thus safe against any kind of impairment protected.
Vorteilhafterweise sind das Mittel zum Schwächen der Umhüllung und das Mittel zum Aufbringen der Zugkraft über einen Regelkreis zur Bildung eines geschlossenen Systems miteinander verbunden. Dadurch kann das Öffnen der Bobinen vollautomatisch erfolgen, wobei über den Regelkreis u.a. die Dauer und Intensität der Schwächung der Umhüllung sowie die Größe der Zugkraft. die auf die Umhüllung wirkt, steuerund/oder regelbar sind. Der Regelkreis ermöglicht ein Öffnen der Bobinen. das unempfindlich gegenüber Material-, Temperatur- und/oder Feuchtigkeitsschwankungen ist, da eine selbsttätige Adaption an die unterschiedlichen Verhältnisse gegeben ist. Durch den Regelkreis ist auch das Nachstellen bzw. Justieren der Vorrichtung insgesamt entbehrlich, da die erfindungsgemäße Vorrichtung die Randbedingungen erfaßt und selbsttätig umsetzt.Advantageously, the means for weakening the casing and the means for Applying the tractive force via a control loop to form a closed one System interconnected. This allows the bobbins to be opened fully automatically take place, whereby via the control loop i.a. the duration and intensity of the weakening of the Wrapping as well as the size of the tensile force. which acts on the wrapping, tax and / or are adjustable. The control loop enables the bobbins to be opened. the insensitive to material, temperature and / or moisture fluctuations is because there is an automatic adaptation to the different conditions. The control loop also adjusts or adjusts the device overall unnecessary, since the device according to the invention the boundary conditions recorded and implemented automatically.
In einer bevorzugten Weiterbildung der Vorrichtung ist das Mittel zum Schwächen der Umhüllung ein Messer. Das Messer ist auf einfache Weise über der Bobine kraftschlüssig hin und her bewegbar, so daß die Umhüllung nach und nach an einer definierten Position kontrolliert zerstört wird.In a preferred development of the device, the means for weakening the Wrapping a knife. The knife is easily over the bobbin non-positively movable back and forth, so that the wrapping gradually on one defined position is destroyed in a controlled manner.
In einer anderen vorteilhaften Weiterbildung ist das Mittel zum Schwächen der Umhüllung ein thermisches Element zur Wärmeerzeugung, nämlich z.B. eine Lasereinheit. Durch das thermische Element zum Schwächen der Umhüllung lassen sich besonders präzise auch dünnste Materialien schwächen. Durch die berührungslose und verschleißfreie Funktionsweise der Lasereinheit werden die unterhalb der Umhüllung befindlichen Lagen in besonderer Weise geschont. Eine besonders einfache und daher ebenfalls bevorzugte Ausführung sieht als thermisches Element einen Heizdraht vor, der auf die Umhüllung gedrückt wird und somit die Schwächung herbeiführt.In another advantageous development, the means for weakening the Wrapping a thermal element for heat generation, namely e.g. a Laser unit. Due to the thermal element to weaken the casing weaken even the thinnest materials particularly precisely. Through the contactless and wear-free functioning of the laser unit are those below the casing existing locations protected in a special way. A particularly simple and therefore also preferred embodiment provides a heating wire as a thermal element, the is pressed on the wrapping and thus brings about the weakening.
In einer weiteren Ausführungsform ist das Mittel zum Aufbringen der Zugkraft eine Andrückrolle, die rotierend antreibbar ist. Die Andrückrolle ist besonders geeignet, eine Zugkraft auf die Umhüllung in Umfangsrichtung der Bobine aufzubringen, die einerseits groß genug ist, die geschwächte Umhüllung zu zerreißen, die andererseits jedoch nicht ausreicht, die Andrückrolle in Drehung zu versetzen, bevor die Umhüllung getrennt wurde. Mittels der Andrückrolle läßt sich im weiteren besonders einfach feststellen. wann die Umhüllung gerissen ist. da die rotierend angetriebene Andrückrolle solange ruht, wie die Umhüllung noch nicht geöffnet ist, und damit die Zugkraft auf die Umhüllung zur Spannung der Umhüllung ausübt. Sobald aber die Umhüllung reißt. rotiert die Andrückrolle. Der Übergang vom Ruhen zum Rotieren läßt sich besonders einfach innerhalb des Regelkreises ermitteln. so daß dann das Mittel zum Schwächen der Umhüllung gestoppt werden kann. In a further embodiment, the means for applying the tensile force is one Pressure roller that can be driven in rotation. The pressure roller is particularly suitable To apply tensile force to the casing in the circumferential direction of the bobbin on the one hand is large enough to tear the weakened casing, on the other hand however, it is not sufficient to set the pressure roller in rotation before the wrapping was separated. By means of the pressure roller it can be particularly easily further determine. when the wrapping is torn. because the rotating driven pressure roller as long as the casing is not yet open, and thus the tensile force on the Wraps to tension the wrap. But as soon as the wrapping breaks. rotates the pressure roller. The transition from resting to rotating is particularly easy simply determine within the control loop. so that then the means of weakening the wrapping can be stopped.
Weitere bevorzugte Ausführungsformen und Weiterbildungen ergeben sich aus den Unteransprüchen und der Figurenbeschreibung. Besonders bevorzugte Ausführungsformen der erfindungsgemäßen Vorrichtung sowie das Verfahren werden im folgenden anhand der beigefügten Zeichnung beschrieben. In der Zeichnung zeigen:
- Fig. 1
- eine schematische Darstellung einer ersten Ausführungsform der Erfindung in Vorderansicht,
- Fig. 2
- eine schematische Darstellung von Teilen einer zweiten Ausführungsform der Erfindung in Vorderansicht,
- Fig. 3a
- eine schematische Darstellung von Teilen einer dritten Ausführungsform der Erfindung in Vorderansicht außer Eingriff, und
- Fig. 3b
- eine schematische Darstellung der Ausführungsform gemäß Figur 3a in Eingriff.
- Fig. 1
- 1 shows a schematic illustration of a first embodiment of the invention in front view,
- Fig. 2
- 1 shows a schematic illustration of parts of a second embodiment of the invention in front view,
- Fig. 3a
- is a schematic representation of parts of a third embodiment of the invention in front view disengaged, and
- Fig. 3b
- a schematic representation of the embodiment according to Figure 3a engaged.
Die in den Figuren dargestellten Vorrichtungen dienen zum Öffnen von Bobinen, insbesondere zum Öffnen bzw. Trennen der Umhüllung einer zu einer Bobine gewickelten fortlaufenden Materialbahn, die an ihrem freien Ende verklebt ist. Im beschriebenen Fall ist die Umhüllung aus einer gewickelten Lage der Materialbahn selbst gebildet. Die Erfindung ist jedoch auch zum Öffnen von Bobinen geeignet, die eine separate Umhüllung aufweisen.The devices shown in the figures are used to open bobbins, in particular for opening or separating the casing from a bobbin wound continuous material web, which is glued to its free end. in the The case described is the wrapping from a wound layer of the material web self-educated. However, the invention is also suitable for opening bobbins that have a separate wrapper.
Die Vorrichtung 10 gemäß Figur 1 besteht im wesentlichen aus einem Mittel 11 zum
Schwächen der Umhüllung 12 einer Bobine 13 sowie aus einem Mittel 14 zum
Aufbringen einer Kraft in Umfangsrichtung der Bobine 13. Optional ist das Mittel 11
durch einen Regelkreis 15 mit dem Mittel 14 verbunden. Der Regelkreis 15 weist
zusätzlich zu einer Steuerung 16 einen Antrieb 17 für das Mittel 14 sowie ein
Detektionselement, z.B. einen Sensor 18 auf. Weiterhin ist ein Hubzylinder 19
Bestandteil des Regelkreises 15. wobei der Hubzylinder 19 zur Auf- und Abbewegung
des Mittels 11 dient und mit dem Mittel 14 in Wirkverbindung steht. Sämtliche
Elemente des Regelkreises 15 sind mittels Strom-, Signal- oder anderen Leitungen
miteinander verbunden.The
In der in Figur 1 gezeigten Ausführungsform ist das Mittel 11 zum Schwächen der
Umhüllung 12 als Kreismesser 20 ausgebildet. Das Kreismesser 20 ist frei drehbar an
einem Halteelement 21 angeordnet. Das Halteelement 21 ist in Axialrichtung der
Bobine 13 bewegbar, derart, daß das Kreismesser 20 über der Bobine 13 hin und her
bewegbar ist. Mittels des Hubzylinders 19 ist das Kreismesser 21 zum anderen quer zur
Axialrichtung der Bobine 13, also senkrecht in Richtung der Oberfläche der Bobine 13
und von dieser weg bewegbar. Es ist alternativ auch vorstellbar, daß das Halteelement
21 bzw. das Kreismesser 20 frei im Raum bewegbar ausgebildet ist, um die
verschiedensten Bearbeitungspositionen einzunehmen. Das Kreismesser 20 aber auch
jedes andere Messer oder jede andere Klinge könnte in einer weiteren Ausführung auch
feststehend sein, so daß die Schwächung der Umhüllung 12 dann durch eine
Relativbewegung der Bobine 13 gegenüber dem Kreismesser 20 erreicht wird.
Zusammen mit der Bobine 13 könnte dann vorzugsweise auch das Mittel 14 mit bewegt
werden, um eine Relativbewegung zwischen Bobine 13 und Mittel 14 zu vermeiden.
Anstatt des Kreismessers 20 könnten auch Elemente zum Prägen vorgesehen sein, die
durch Druck senkrecht zur Oberfläche der Bobine 13 eine Schwächung durch
Materialreduzierung und/oder Perforation erzeugen.In the embodiment shown in Figure 1, the means 11 for weakening the
Das Mittel 14 zum Aufbringen der Kraft auf die Umhüllung 12 in Umfangsrichtung der
Bobine 13 ist im gezeigten Ausführungsbeispiel als Andrückrolle 22 ausgebildet. In
weiteren nicht gezeigten Ausführungen kann das Mittel 14 jedoch auch als Schuh, Platte
oder dergleichen ausgebildet sein. Wichtig ist, daß mit dem Mittel 14 eine Kraftkomponente
als Zugkraft in Umfangsrichtung der Bobine 13 auf die Umhüllung 12 übertragen
werden kann. Das Mittel 14 ist weiterhin auch höhenverstellbar ausgebildet, so daß eine
Anpassung an unterschiedliche Bobinendurchmesser oder dergleichen möglich ist.
Vorzugsweise ist das Mittel 14 federbelastet, um einen permanenten Kontakt zur
Bobine 13 bzw. zur Umhüllung 12 zu gewährleisten.The means 14 for applying the force to the
Die Andrückrolle 22 ist durch den Antrieb 17 rotierend antreibbar und liegt im
Betriebszustand an der Bobine 13 bzw. der Umhüllung 12 an. Durch die rotierend
angetriebene Andrückrolle 22 wird eine Zugkraft auf die Umhüllung 12 aufgebracht,
deren Hauptkomponente durch den Rotationsantrieb in Umfangsrichtung der
Umhüllung 12 wirkt. Im gezeigten Ausführungsbeispiel ist die Andrückrolle 22 mit
einer Rotationsrichtung gegen den Uhrzeigersinn angetrieben. Für den Fall, daß die
Andrückrolle 22 auf der entgegengesetzten Seite des Kreismessers 20 angeordnet ist,
erfolgt der Antrieb der Andrückrolle 22 im Uhrzeigersinn.The
Die Kraft ist allerdings so definiert, daß sie in der Regel nicht ausreicht, um die
Umhüllung 12 in unbeschädigtem bzw. ungeschwächtem Zustand zu trennen. Vielmehr
dient die Zugkraft zunächst zum Spannen der Umhüllung 12, und zwar insbesondere im
Bereich zwischen dem Kreismesser 20 und der Andrückrolle 22. In einer nicht
dargestellten Ausführungsform können auch mehrere Mittel 14 zum Aufbringen einer
Kraft vorgesehen sein. Bevorzugt sind in einem solchen Fall zu beiden Seiten des
Mittels 11 zum Schwächen der Umhüllung 12 Andrückrollen 22 angeordnet, die dann
gegenläufig angetrieben sind, so daß der Bereich zwischen den Andrückrollen 22
gespannt ist, insbesondere dann, wenn das Mittel 11 eine berührungslose
Funktionsweise hat. Die Zugkraft ist allerdings ausreichend, die geschwächte
Umhüllung 12 zu trennen bzw. zu zerreißen, und zwar bevor die Umhüllung 12 vom
Kreismesser 20 vollständig getrennt wurde. Die Kraft ist in Abhängigkeit der zu
öffnenden Materialien einstellbar, beispielsweise indem die Leistungszufuhr vom
Antrieb 17 gesteuert und/oder geregelt wird.However, the force is defined in such a way that it is usually not sufficient to achieve the
Durch den Sensor 18, der im gezeigten Ausführungsbeispiel als Element zur
Lageerkennung der Andrückrolle 22 ausgebildet ist, kann insbesondere festgestellt
werden, ob die Andrückrolle 22 rotiert oder still steht. Der Sensor 18 ist hierzu im
Bereich des Antriebes 17 oder der Andrückrolle 22 angeordnet. Als Sensor 18 kommen
alle üblichen Mittel zur Lageerkennung in Frage. Der Sensor 18 meldet über die
Steuerung 16 an das Mittel 11 zum Schwächen der Umhüllung 12, daß es den
Schwächungsvorgang beenden kann.By the sensor 18, which in the exemplary embodiment shown as an element for
Position detection of the
Die einzelnen Komponenten des Regelkreises 15 bilden zusammen mit dem Mittel 11
und dem Mittel 14 quasi ein geschlossenes System, mit dem Bobinen 13 zur weiteren
Verarbeitung automatisiert vorbereitet werden können. Die erfindungsgemäße
Vorrichtung ist im übrigen universell einsetzbar, und zwar nicht nur im Bereich der
tabakverarbeitenden Industrie und der Verpackungstechnik, sondern in sämtlichen
vorstellbaren Fällen, in denen eine obere Lage von bahnförmigem oder flächigem
Material geöffnet werden muß, ohne die darunter befindlichen Lagen in irgendeiner
Weise zu beeinträchtigen.The individual components of the control circuit 15 together with the means 11
and the
Anstatt des Kreismessers 20 können auch thermische Trennmittel vorgesehen sein. In
Figur 2 ist eine Lasereinheit 23 gezeigt. Die Lasereinheit 23 besteht im wesentlichen aus
der Laserquelle 24 sowie einer Linse 25 zum Fokussieren des Laserstrahls 26. Der
Abstand zwischen der Laserquelle 24 und der Oberfläche der Bobine 13, nämlich der
Umhüllung 12, ist einstellbar. Auch ist die Position der Linse 25 variabel. Es können
auch andere Linsen oder Linsenkombinationen verwendet werden. Die Erfindung
beschränkt sich auch nicht auf den Einsatz von Laser als thermisches Trennmittel.
Andere Strahlungen oder Anordnungen zur Erzeugung von Wärme sind ebenfalls
geeignet.Instead of the
In einer weiteren Ausführungsform der Erfindung ist das Mittel 11 zum Schwächen der
Umhüllung 12 als Heizdraht 27 ausgebildet. Der Heizdraht 27 ist im Bereich einer
Isolations- bzw. Autlageplatte 28 angeordnet. Die Dicke bzw. der Durchmesser des
Heizdrahtes 27 entspricht üblicherweise maximal der Materialstärke der Umhüllung 12,
ist vorzugsweise jedoch geringfügig kleiner ausgebildet. Der Heizdraht 27 ist über die
Auflageplatte 28 mindestens in vertikaler Richtung zur Umhüllung 12, also senkrecht
zur Axialrichtung der Bobine 13 bewegbar. Die Auflageplatte 28 dient gleichzeitig als
Anschlag, so daß die Zustellung des Heizdrahtes 27 in Richtung der Bobine 13 durch
die Anlage der Auflageplatte 28 an der Umhüllung 12 begrenzt ist. Die Heizleistung des
beispielsweise als elektrischer Glühdraht ausgebildeten Heizdrahtes 27 ist einstellbar.In a further embodiment of the invention, the means 11 for weakening the
Grundsätzlich sind die in den Figuren 2 und 3 beschriebenen Ausführungsformen in
vergleichbarer Weise wie die mechanischen Mittel zum Schwächen der Umhüllung 12
in den Regelkreis 15 eingebunden. Das bedeutet. daß sämtliche zu Figur 1
beschriebenen Ausführungsformen und Abwandlungen in gleicher Weise für die in den
Figuren 2 und 3 gezeigten Ausführungsformen gelten, so daß zur Vermeidung von
Wiederholungen hinsichtlich der Beschreibung auf die in Figur 1 beschriebenen
Ausführungsformen hingewiesen wird. Sämtliche beschriebenen Vorrichtungen können
als Einzeleinrichtungen aber auch als (integraler) Bestandteil von Maschinen,
beispielsweise von Handhabungsvorrichtungen oder Bobinenwechslern, eingesetzt
werden.Basically, the embodiments described in FIGS. 2 and 3 are in
comparable to the mechanical means for weakening the
Das Verfahren zum Öffnen der Bobine 13, nämlich zum Öffnen bzw. Trennen der
Umhüllung 12, läuft beispielsweise wie folgt ab:
An der Oberfläche der Bobine 13 liegt das Mittel 14, nämlich die Andrückrolle 22 an
der Umhüllung 12 an. Mittels des Antriebs 17 wird die Andrückrolle 22 rotierend
angetrieben. Durch das Moment wirkt eine Zugkraft auf die äußerste Lage der Bobine
13, also die Umhüllung 12, die mindestens eine Komponente in der Umfangsrichtung
des bahnförmigen Materials aufweist. Die Zugkraft ist jedoch durch Einstellung der
Leistungszufuhr an den Antrieb 17 derart definiert, daß die anliegende Andrückrolle 22
- solange die Umhüllung 12 geschlossen ist - nicht dreht sondern lediglich die
Oberfläche der Bobine 13, insbesondere also die Umhüllung 12 als oberste Lage spannt.
Das benachbart zur Andrückrolle 22 angeordnete Mittel 11 zum Schwächen der
Umhüllung wird ebenfalls nahe der Krafteinleitungszone auf die Oberfläche der Bobine
13 abgesenkt und quer zur Materialbahn, also in Axialrichtung der Bobine 13 bewegt
bzw. mit einer Kraft in Richtung der Bobine 13 gedrückt. Indem das Mittel über die
Bobine 13 bzw. Umhüllung 12 unter Anlage an dieser hin und her bewegt bzw. auf die
Bobine gedrückt wird. führt dies zu einer Schwächung des Materials durch Ritzen,
Schneiden, Prägen oder dergleichen. Gleichzeitig wirkt die aufgebrachte Zugkraft auf
die geschwächte Sollbruchstelle. Ab einer bestimmten Schwächung, die üblicherweise
erreicht ist, bevor die Umhüllung 12 vollständig durch das Mittel 11 getrennt ist, reißt
die Zugkraft die Umhüllung 12 im Bereich der Sollbruchstelle auseinander und öffnet
damit die Bobine 13. Im gleichen Moment, also unmittelbar mit Aufhebung der
Spannung dreht sich die angetriebene Andrückrolle 22. Diese Drehung wird über den
Sensor 18 detektiert und an die Steuerung 16 weitergeleitet. Mittels der Steuerung 16
erhält das Mittel 11 dann ein Signal zum Stoppen bzw. zur Aufwärtsbewegung. Der
Hubzylinder 19 wird automatisch betätigt und bringt das Mittel 11 außer Eingriff. Mit
dem Öffnen der Bobine 13 ist diese für die Weiterverarbeitung vorbereitet und kann
beispielsweise mit einem freien Ende an eine alte abgewickelte Bobine 13 gespleißt
werden. The method for opening the
On the surface of the
Beim Einsatz thermischer Trennmittel ist das Prinzip mit dem oben beschriebenen
vergleichbar. Mit dem Heizdraht 27 wird die Bobine 13 thermisch bearbeitet, und zwar
durch Aufbringen einer Kraft F auf die Auflageplatte 28, bis eine Schwächung des
Materials erreicht ist, bei der die Umhüllung 12 durch die Zugkraft reißt. Die Dicke
bzw. der Durchmesser des Heizdrahtes 27 kann geringer gewählt sein als die Dicke
einer Lage des aufgewickelten Materials, so daß sichergestellt ist, das die zweite und
alle weiteren Lagen nicht durch den Heizdraht 27 in Mitleidenschaft gezogen werden.
Beim Öffnen der Bobine 13 mittels der Lasereinheit 23 wird der Laserstrahl 26 derart
fokussiert, daß die Umhüllung 12 geschwächt wird, indem sie lediglich angeritzt wird.
Diese Schwächung durch berührungsloses thermisches Bearbeiten führt wiederum dazu,
daß die Umhüllung 12 durch die Zugkraft reißt. Mittels Abstandseinstellung der
Lasereinheit 23 einerseits oder Einstellung der Linse 25 andererseits kann die
Schnittiefe sehr präzise bestimmt werden. Selbstverständlich sind auch andere übliche
Trennverfahren zur Erzeugung einer Sollbruchstelle einsetzbar. Es kommt lediglich
darauf an, daß die oberste Lage in irgendeiner Form geschwächt wird, damit die
Zugkraft die Umhüllung definiert aufreißen kann.When using thermal release agents, the principle is the same as described above
comparable. The
Das Schwächen erfolgt üblicherweise über die gesamte Breite der Bobine 13. Es ist aber
auch möglich, lediglich einzelne Segmente der Umhüllung 12 zu schwächen. Durch
Einstellbarkeit der Intensität und Dauer der Mittel 11 zum Schwächen der Umhüllung
12 ist es selbstverständlich auch möglich, die Umhüllung 12 nicht nur zu schwächen
und damit eine Sollbruchstelle zu schaffen, sondern die Umhüllung 12 -wenn dies
erforderlich sein sollte - auch vollständig zu trennen, so daß nur eine äußerst geringe
Kraft in Umfangsrichtung erforderlich ist, um die beiden freien Enden auseinander zu
ziehen.The weakening usually takes place over the entire width of the
- 1010
- Vorrichtungcontraption
- 1111
- Mittel zum Schwächen der UmhüllungWrapping agent
- 1212
- Umhüllungwrapping
- 1313
- Bobinereel
- 1414
- Mittel zum Aufbringen einer ZugkraftMeans for applying traction
- 1515
- Regelkreisloop
- 1616
- Steuerungcontrol
- 1717
- Antriebdrive
- 1818
- Sensorsensor
- 1919
- Hubzylinderlifting cylinder
- 2020
- Kreismessercircular blade
- 2121
- Haltelementholding member
- 2222
- Andrückrollecapstan
- 2323
- Lasereinheitlaser unit
- 2424
- Laserquellelaser source
- 2525
- Linselens
- 2626
- Laserstrahllaser beam
- 2727
- Heizdrahtheating wire
- 2828
- Auflageplatteplaten
Claims (19)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02090336A EP1400471A1 (en) | 2002-09-17 | 2002-09-17 | Method for opening bobbins and device for performing the method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02090336A EP1400471A1 (en) | 2002-09-17 | 2002-09-17 | Method for opening bobbins and device for performing the method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1400471A1 true EP1400471A1 (en) | 2004-03-24 |
Family
ID=31896943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02090336A Withdrawn EP1400471A1 (en) | 2002-09-17 | 2002-09-17 | Method for opening bobbins and device for performing the method |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1400471A1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4683022A (en) * | 1985-04-26 | 1987-07-28 | Kabushiki Kaisha Kaneda Kikai Seisakusho | Automatic device for preparing paper rolls for web pasting |
| EP0545267A1 (en) * | 1991-11-30 | 1993-06-09 | M.A.N.-ROLAND Druckmaschinen Aktiengesellschaft | Method and device for forming and catching the leading end of a web of a replacement roll |
| DE4212095C1 (en) * | 1992-04-10 | 1993-08-19 | Man Roland Druckmaschinen Ag, 6050 Offenbach, De | |
| US6227088B1 (en) * | 1994-12-12 | 2001-05-08 | Philip Morris Incorporated | Apparatus for opening paper bobbins |
-
2002
- 2002-09-17 EP EP02090336A patent/EP1400471A1/en not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4683022A (en) * | 1985-04-26 | 1987-07-28 | Kabushiki Kaisha Kaneda Kikai Seisakusho | Automatic device for preparing paper rolls for web pasting |
| EP0545267A1 (en) * | 1991-11-30 | 1993-06-09 | M.A.N.-ROLAND Druckmaschinen Aktiengesellschaft | Method and device for forming and catching the leading end of a web of a replacement roll |
| DE4212095C1 (en) * | 1992-04-10 | 1993-08-19 | Man Roland Druckmaschinen Ag, 6050 Offenbach, De | |
| US6227088B1 (en) * | 1994-12-12 | 2001-05-08 | Philip Morris Incorporated | Apparatus for opening paper bobbins |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69430064T2 (en) | Method and device for preparing the opening of a web wrap | |
| DE2413807C3 (en) | Method and machine for producing a pallet pack by wrapping the packaged goods stacked on a pallet with a film web | |
| DE69405151T2 (en) | Device for cutting a material web to a certain length and for dispensing it | |
| EP0442038B1 (en) | Method and device for automatically replacing a full roll by a new winding core | |
| DE3816774C2 (en) | Method and device for rolling up a web | |
| DE68909806T2 (en) | Device for winding a web. | |
| DE3811138A1 (en) | METHOD AND DEVICE FOR TREATING THE FINAL SECTION OF ROLLED PAPER | |
| DE4301902A1 (en) | ||
| DE19519306A1 (en) | Method and device for the automatic cutting and winding of a paper web | |
| EP0506896B1 (en) | King roll reeler | |
| DE4301901A1 (en) | ||
| EP0963909B1 (en) | Method and device for making a circumferentially packaged roll of web material, and a roll of web material | |
| AT413377B (en) | METHOD FOR A CHANGE OF WINDING IN A WRAPPING STATION AND TAPE FOR USE IN THE PROCESS | |
| EP0982228B1 (en) | Method and apparatus for packaging rolls of web material | |
| DE102020106025A1 (en) | Packaging machine and method for packaging a packaged item with an outer packaging produced from an upper paper web and a lower paper web | |
| DE69104320T2 (en) | Automatic device for peripheral wrapping of rolls of strip material, e.g. Textile fabrics. | |
| EP1400471A1 (en) | Method for opening bobbins and device for performing the method | |
| DE3607550A1 (en) | DEVICE FOR FEEDING WRAPPING PAPER IN A COIN WRAPPING MACHINE | |
| DE10161073A1 (en) | Method for forming reels of paper comprises severing web when reel change is required using cutter immediately in front of nip which incorporates system for holding cut edge against new core, e.g. adhesive | |
| EP1688379B1 (en) | Method and device for unwinding a material web from a material roll | |
| DE1511599B2 (en) | DEVICE FOR CONTINUOUS APPLICATION OF TAPPETS LAYING BACK AT A PRE-DETERMINED SPACING ON A PACKAGING LINE | |
| EP1733983B1 (en) | Method for producing a splice on a web roll and device for winding a web material on a roll | |
| EP1176108A2 (en) | Method and device for simultaneously winding slitted webs to rolls | |
| EP1179630A1 (en) | Method and device for making paper rolls | |
| EP1818298A2 (en) | Method and device for winding partial material webs on cores to partial material web rolls |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: HEBELS, ALBERT-BEREND Inventor name: JANZ, DIETMAR Inventor name: DOMBEK, MANFRED |
|
| 17P | Request for examination filed |
Effective date: 20040922 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20060731 |