EP1362648B1 - Procédé de fabrication d'un tube en aluminium, tube en aluminum et utilisation du tube en aluminum - Google Patents
Procédé de fabrication d'un tube en aluminium, tube en aluminum et utilisation du tube en aluminum Download PDFInfo
- Publication number
- EP1362648B1 EP1362648B1 EP03010028A EP03010028A EP1362648B1 EP 1362648 B1 EP1362648 B1 EP 1362648B1 EP 03010028 A EP03010028 A EP 03010028A EP 03010028 A EP03010028 A EP 03010028A EP 1362648 B1 EP1362648 B1 EP 1362648B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- aluminum tube
- texture
- forming
- aluminum
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 50
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 50
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 238000000034 method Methods 0.000 claims abstract description 38
- 239000000314 lubricant Substances 0.000 claims description 13
- 238000005096 rolling process Methods 0.000 claims description 13
- 239000011324 bead Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 2
- 239000002184 metal Substances 0.000 claims description 2
- 230000003746 surface roughness Effects 0.000 claims description 2
- 239000004411 aluminium Substances 0.000 abstract 3
- 230000015572 biosynthetic process Effects 0.000 abstract 1
- 239000000463 material Substances 0.000 description 7
- 239000011265 semifinished product Substances 0.000 description 4
- 239000000155 melt Substances 0.000 description 3
- 230000003628 erosive effect Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000003856 thermoforming Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000000844 transformation Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/083—Supply, or operations combined with supply, of strip material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B17/00—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B23/00—Tube-rolling not restricted to methods provided for in only one of groups B21B17/00, B21B19/00, B21B21/00, e.g. combined processes planetary tube rolling, auxiliary arrangements, e.g. lubricating, special tube blanks, continuous casting combined with tube rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/156—Making tubes with wall irregularities
- B21C37/158—Protrusions, e.g. dimples
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B2003/001—Aluminium or its alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B23/00—Tube-rolling not restricted to methods provided for in only one of groups B21B17/00, B21B19/00, B21B21/00, e.g. combined processes planetary tube rolling, auxiliary arrangements, e.g. lubricating, special tube blanks, continuous casting combined with tube rolling
- B21B2023/005—Roughening or texturig surfaces of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/005—Rolls with a roughened or textured surface; Methods for making same
Definitions
- the invention relates to a process for the preparation an aluminum tube, an aluminum tube for Further processing in at least one subsequent Forming process and use of the Aluminum tube.
- the present invention is based on the object a simple method of making a Aluminum tube with increased forming potential or a corresponding aluminum tube for further processing in at least one subsequent forming process for To provide as well as a preferred use of the To propose aluminum tube.
- a texture using of temper rolling is on the one hand a sufficiently large Roughness on the surface of the aluminum tube achieved, so that the degree of deformation in subsequent Forming processes can be increased, on the other hand can the roughening of the surface in existing ones Manufacturing processes, for example, for extruded or longitudinally welded aluminum tubes integrated so that a swift and simple production of the Aluminum tube is possible.
- Temper rolling in principle separate or in the Cold rolling process integrated on the aluminum strip for longitudinally welded aluminum pipes Temper rolling or all used in roll forming Rollers, bending rollers or sizing used become.
- temper rolling with a "electrical Discharge Texturing "(EDT) method or the "Lasertex” (LT) process machined surface used can, according to a first embodiment of the present invention, the surface with high Roughened reproducibility.
- EDT electric Discharge Texturing
- LT Layer
- the surface with high Roughened reproducibility be electrodes radially to the rotating Rolled surface moved up and in the axial direction oscillates. Formed by an erosion impulse Particles in the dielectric between roller and electrode to a dipole bridge and electricity is flowing. A little Area of the roll surface is melted and in Dielectric forms a gas bubble. When switching off of the erosion impulse implodes the gas bubble and the molten roll material is ejected.
- the Roughness can therefore over regardless of the roll hardness over Parameters such as voltage, timing and distance of the Electrodes can be varied.
- the roller surface can also with the LT process textured.
- the LT procedure is a Laser beam focused on the roller, which has a small Area of the surface melts.
- a chopper wheel interrupts the laser beam, whereby the melt through the Pressure of the plasma and an inert gas is blown out.
- the melt collects either to a bead around the crater rim or on one side of the crater piled up and frozen there.
- the roughness of the surface can thereby on the laser power, the axial feed the roller, as well as the roller and chopper speed be set.
- Tempering rollers with high roller hardness their surface roughened with one of the above methods is because they have particularly long service life during casting exhibit.
- Texturing also the "Electron Beam Texturing "(EBT) method and the" Shot Blast Texturing "(SBT) method known.
- the texture of the outer surface of the longitudinally welded aluminum tube is the least changed by subsequent rolling processes, if, according to a next embodiment of the invention Procedure, alternatively or cumulatively, the texture before Calibration rolls or during the Kalibrierwalzens is imprinted.
- the above derived task for an aluminum tube for Further processing in at least one following Forming process solved by the fact that the outer Surface of the aluminum tube has a texture. Due to the roughness of the surface at subsequent Forming processes the coefficients of friction between the workpiece and Reduced forming tool. This leads, due to the increased forming potential of the aluminum tube, to a Overall improved forming behavior in subsequent Forming processes, so that the process reliability Forming can be significantly increased.
- Aluminum tube ensures a safe forming be texture by the roughness valleys and / or Lubricant pockets for storing lubricants having. In addition, if necessary, at the Forming used lubricant quantity can be reduced.
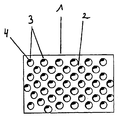
- the single figure shows schematically the Texture of a cutout of the outer surface of a Embodiment of the invention Process produced aluminum tube.
- the figure shows schematically a section 1 of outer surface of an inventive Aluminum tube with a texture 2, consisting of a number cup-like depressions 3 consists.
- the texture was 2 doing so with a texturized with the LT method Temper rolling on the outer surface of a longitudinally welded aluminum tube impressed.
- the cup-like depressions 3 have additionally recessed lubricant pockets 4 on which of on the Roll surface located beads originate.
- the beads become short-lived Melting of the roll material produced. It stores the rolled material melted in the crater area when solidifying at the edge of the crater in a bead.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Metal Extraction Processes (AREA)
- Communication Cables (AREA)
Claims (10)
- Procédé pour fabriquer un tube en aluminium, caractérisé en ce qu'on texture la surface extérieure du tube en aluminium à l'aide de cylindres de dressage.
- Procédé selon la revendication 1, caractérisé en ce qu'on utilise des cylindres de dressage possédant une surface qui est travaillée selon un procédé EDT ou un procédé Lasertex.
- Procédé selon la revendication 1 ou 2, caractérisé en ce que l'on texture un tube en aluminium soudé avec un joint longitudinal et qu'on applique par gaufrage la texture avant le cylindrage de formage.
- Procédé selon la revendication 3, caractérisé en ce qu'on imprime par gaufrage la texture, d'une façon alternée ou cumulée, avant le cylindrage de calibrage ou pendant le cylindrage de calibrage.
- Procédé selon la revendication 3 ou 4, caractérisé en ce qu'on applique par gaufrage la texture, alternativement ou de façon cumulée, après le cylindrage de calibrage.
- Tube en aluminium destiné à subir un traitement ultérieur selon au moins un procédé de formage aval, réalisé à l'aide d'un procédé selon l'une des revendications 1 à 5, caractérisé en ce que la surface extérieure (1) du tube en aluminium possède une texture (2).
- Tube en aluminium selon la revendication 6, caractérisé en ce que la texture (2) comporte des creux de rugosité et/ou des poches à lubrifiants (4) servant à stocker des lubrifiants.
- Tube en aluminium selon la revendication 6 ou 7, caractérisé en ce que la texture (2) comporte des renfoncements en forme de coupelles (3).
- Tube en aluminium selon l'une des revendications 6 à 8, caractérisé en ce que la surface extérieure comporte une rugosité de surface qui est accrue par rapport à des demi-produits en tôle dressés.
- Utilisation d'un tube en aluminium selon l'une des revendications 6 à 9 dans un procédé de formage à haute pression interne.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10221515 | 2002-05-14 | ||
| DE10221515A DE10221515C1 (de) | 2002-05-14 | 2002-05-14 | Verfahren zur Herstellung eines Aluminiumrohres |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1362648A1 EP1362648A1 (fr) | 2003-11-19 |
| EP1362648B1 true EP1362648B1 (fr) | 2005-08-03 |
Family
ID=29225165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03010028A Expired - Lifetime EP1362648B1 (fr) | 2002-05-14 | 2003-05-02 | Procédé de fabrication d'un tube en aluminium, tube en aluminum et utilisation du tube en aluminum |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20040035176A1 (fr) |
| EP (1) | EP1362648B1 (fr) |
| AT (1) | ATE301009T1 (fr) |
| DE (2) | DE10221515C1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3067149A1 (fr) | 2015-03-13 | 2016-09-14 | Wartmann Technologie AG | Tube pressurisé pour commutateurs isolés ou conducteurs et procédé de production |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012141320A1 (fr) * | 2011-04-13 | 2012-10-18 | 日本電気株式会社 | Structure de tuyauterie d'un dispositif de refroidissement, méthode de fabrication de celle-ci et méthode d'accouplement de tuyaux |
| DE102011110458A1 (de) * | 2011-08-05 | 2013-02-07 | Witzenmann Gmbh | Leitungselement mit Oberflächenstruktur sowie Verfahren zum Herstellen und Verwendung eines solchen Leitungselement |
| DE102012017703A1 (de) * | 2012-09-07 | 2014-03-13 | Daetwyler Graphics Ag | Flachprodukt aus Metallwerkstoff, insbesondere einem Stahlwerkstoff, Verwendung eines solchen Flachprodukts sowie Walze und Verfahren zur Herstellung solcher Flachprodukte |
| EP2988884B1 (fr) * | 2013-04-26 | 2016-12-14 | SMS group GmbH | Procédé et cage de laminage à froid d'un produit |
| EP3045194B1 (fr) * | 2013-09-11 | 2020-06-10 | Terumo Kabushiki Kaisha | Ensemble aiguille creuse médicale et procédé de fabrication d'une aiguille creuse |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1212930B (de) * | 1963-11-04 | 1966-03-24 | Mannesmann Meer Ag Moenchengla | Lagerung fuer auswechselbare Walzen in einem Walzgeruest fuer Schweisswalzwerke fuer Laengsnahtrohre |
| DE2049420A1 (de) * | 1970-10-08 | 1972-04-13 | Kabel Metallwerke Ghh | Verfahren zur kontinuierlichen Herstellung längsnahtgeschweißter Rohre |
| US3861462A (en) * | 1971-12-30 | 1975-01-21 | Olin Corp | Heat exchange tube |
| US3956915A (en) * | 1975-03-25 | 1976-05-18 | National Steel Corporation | Drawing and ironing container stock and manufacturing methods |
| US4087898A (en) * | 1975-07-24 | 1978-05-09 | Southwire Company | Metallic rod product, and method for producing same |
| DE3008679C2 (de) * | 1980-03-06 | 1983-08-18 | Vereinigte Metallwerke Ranshofen-Berndorf AG, 5282 Braunau am Inn, Oberösterreich | Tiefziehfähiges Blech oder Band aus Nichteisen-Metall oder Legierung daraus, insbesondere aus Aluminium sowie Verfahren zu dessen Herstellung |
| LU84687A1 (fr) * | 1983-03-11 | 1984-11-14 | Centre Rech Metallurgique | Procede pour ameliorer l'etat de surface d'un cylindre |
| DE3713909A1 (de) * | 1987-04-25 | 1988-11-10 | Vaw Ver Aluminium Werke Ag | Tiefziehfaehiges blech oder band aus aluminium oder aluminiumlegierungen sowie verfahren zu seiner herstellung |
| DE4220625C1 (en) * | 1992-06-24 | 1993-06-03 | Gkn Automotive Ag, 5200 Siegburg, De | Rods, pipes, shaped pieces etc. - have surface depressions applied, esp. by ball blasting which are filled with lubricant prior to cold-drawing |
| EP1368140B1 (fr) * | 2001-03-12 | 2006-08-02 | Novelis, Inc. | Procede et appareil de texturation d'une feuille ou d'une bande metallique |
| EP1317972A1 (fr) * | 2001-12-05 | 2003-06-11 | Alcan Technology & Management AG | Procédé pour améliorer l'adhésion d'un lubrifiant sur la surface d'une bande d'aluminium |
-
2002
- 2002-05-14 DE DE10221515A patent/DE10221515C1/de not_active Expired - Fee Related
-
2003
- 2003-05-02 EP EP03010028A patent/EP1362648B1/fr not_active Expired - Lifetime
- 2003-05-02 DE DE50300892T patent/DE50300892D1/de not_active Expired - Lifetime
- 2003-05-02 AT AT03010028T patent/ATE301009T1/de not_active IP Right Cessation
- 2003-05-09 US US10/435,158 patent/US20040035176A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3067149A1 (fr) | 2015-03-13 | 2016-09-14 | Wartmann Technologie AG | Tube pressurisé pour commutateurs isolés ou conducteurs et procédé de production |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50300892D1 (de) | 2005-09-08 |
| ATE301009T1 (de) | 2005-08-15 |
| DE10221515C1 (de) | 2003-11-13 |
| US20040035176A1 (en) | 2004-02-26 |
| EP1362648A1 (fr) | 2003-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19604357B4 (de) | Verfahren zur Herstellung von Rohren mit Abschnitten unterschiedlicher Wanddicke | |
| EP2892663B1 (fr) | Produit plat constitué d'un matériau métallique, en particulier d'un matériau acier, utilisation dudit produit plat, ainsi que cylindre et procédé de fabrication dudit produit plat | |
| DE3220029C2 (fr) | ||
| EP1000676A2 (fr) | Rouleaux de pliage et tube ainsi obtenu | |
| DE4333500C2 (de) | Verfahren zur Herstellung eines im Querschnitt gestuften Bleches mit unterschiedlichen Wandstärken sowie Verwendung eines Paares stranggepreßter Profile | |
| EP0706843A1 (fr) | Procédé et dispositif pour la production de pièces courbées | |
| WO2022013099A1 (fr) | Tôle d'acier laminée à écrouissage superficiel, rouleau d'écrouissage superficiel et procédé de production de tôle d'acier laminée à écrouissage superficiel | |
| DD280978A5 (de) | Verfahren zur herstellung von rohren, staeben, baendern aus nichteisenmetallen | |
| EP1954420A1 (fr) | Procede et dispositif de moulage sans noyau de profiles creux | |
| WO2021144192A1 (fr) | Procédé de fabrication d'une tôle d'acier traitée en surface et conditionnée en surface | |
| EP1362648B1 (fr) | Procédé de fabrication d'un tube en aluminium, tube en aluminum et utilisation du tube en aluminum | |
| EP4041467B1 (fr) | Tôle d'acier à structure de surface déterministe et procédé de fabrication d'une telle tôle d'acier | |
| EP4035788B1 (fr) | Procédé de texturation d'un cylindre de dressage | |
| EP0849027B1 (fr) | Méthode de fabrication de plaques et bandes profilées | |
| EP3439820A1 (fr) | Dispositif et procédé de fabrication de pièces métalliques | |
| EP2986401B1 (fr) | Procédé et installation pour la fabrication de tôles à partir de profilés continus | |
| EP0761324A1 (fr) | TÔle fine, cylindre de laminage pour la fabrication de tÔles fines, procédé pour texturer la surface du cylindre de laminage et son utilisation | |
| DE19606981C2 (de) | Verfahren zur Herstellung von Leichtbaubändern oder Leichtbaublechen | |
| EP1169146A1 (fr) | Procede et dispositif de production de profiles extrudes courbes | |
| WO2016083026A1 (fr) | Structuration de surface d'outils de formage | |
| EP1110637B1 (fr) | Procédé de fabrication d'une pièce | |
| EP3266890B1 (fr) | Utilisation d'une bande a l'aide de la topographie de surface independamment de la direction pour fabriquer un composant d'echangeur thermique | |
| CH667021A5 (de) | Verfahren zur herstellung von durchlaufkokillen fuer stranggussmaschinen. | |
| DE2938770C2 (de) | Werkzeugkalibrierung | |
| EP2554292A1 (fr) | Élément conducteur avec structure de surface ainsi que procédé de fabrication et d'utilisation d'un tel élément conducteur |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20031205 |
|
| 17Q | First examination report despatched |
Effective date: 20040517 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| RTI1 | Title (correction) |
Free format text: METHOD OF MAKING AN ALUMINUM TUBE, ALUMINUM TUBE AND USE OF THE ALUMINUM TUBE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50300892 Country of ref document: DE Date of ref document: 20050908 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051103 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051103 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051103 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20051024 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060204 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060504 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: HYDRO ALUMINIUM DEUTSCHLAND GMBH Free format text: HYDRO ALUMINIUM DEUTSCHLAND GMBH#ETTORE-BUGATTI-STRASSE 6-14#51149 KOELN (DE) -TRANSFER TO- HYDRO ALUMINIUM DEUTSCHLAND GMBH#ETTORE-BUGATTI-STRASSE 6-14#51149 KOELN (DE) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100611 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100513 Year of fee payment: 8 Ref country code: IT Payment date: 20100521 Year of fee payment: 8 Ref country code: NL Payment date: 20100514 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20100517 Year of fee payment: 8 Ref country code: CH Payment date: 20100525 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100519 Year of fee payment: 8 Ref country code: SE Payment date: 20100517 Year of fee payment: 8 |
|
| BERE | Be: lapsed |
Owner name: *HYDRO ALUMINIUM DEUTSCHLAND G.M.B.H. Effective date: 20110531 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20111201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111201 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 301009 Country of ref document: AT Kind code of ref document: T Effective date: 20110502 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140521 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50300892 Country of ref document: DE Representative=s name: COHAUSZ & FLORACK PATENT- UND RECHTSANWAELTE P, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50300892 Country of ref document: DE Owner name: SAPA AS, NO Free format text: FORMER OWNER: HYDRO ALUMINIUM DEUTSCHLAND GMBH, 51149 KOELN, DE Effective date: 20141106 Ref country code: DE Ref legal event code: R082 Ref document number: 50300892 Country of ref document: DE Representative=s name: COHAUSZ & FLORACK PATENT- UND RECHTSANWAELTE P, DE Effective date: 20141106 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50300892 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151201 |